Лекция 07
реклама

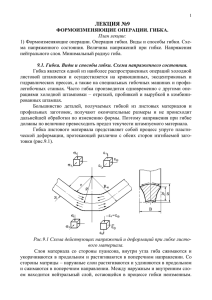
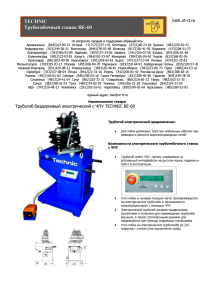
Методы формообразования деталей ЭВС Формообразование деталей ЭВС методами перераспределения материала Лекция №7 от 24.03.05 1 Пробитое отверстие 1 - зона начального смятия; Вырубленная деталь 2 3 2 - зона резания пуансоном или матрицей; 3 - зона образования трещин скалывания. 1 Для того чтобы трещины скалывания сошлись, между пуансоном и матрицей необходим зазор Z/2 (на одну сторону) вполне определенной величины, зависящей от свойств, состояния и толщины разделяемого материала. Зазор между пуансоном и матрицей влияет: на величину усилия штамповки Z/2 на износостойкость штампов качество поверхности точность получаемых деталей Разделительные операции • При малом зазоре трещины скалывания не соединяются, а идут параллельно друг другу и металл между ними разрывается, в результате чего в верхней части детали образуется второй блестящий цилиндрический поясок с заусенцем и неровным краем. • Большой зазор при резке тонкого материала приводит к затягиванию металла в зазор и к отрыву металла, вследствие чего деталь получается с рваными краями и заусенцами. Разделительные операции • Для операций вырубки и пробивки зазор (на две стороны) можно определить по формуле Z=тS, • где S — толщина материала, мм; • т — коэффициент, величина которого зависит от вида операции, толщины и свойств материала. • Для обычной вырубки и пробивки m=0,05— 0,2; для чистовой вырубки m=0,02—0,04. • В справочниках и руководящих технических материалах приводятся таблицы значений т, которыми и следует пользоваться. • При штамповке пуансоны и матрицы изнашиваются и зазор между ними увеличивается. Поэтому у нового штампа этот зазор должен быть минимально возможным. • При вырубке диаметр Dм матрицы равен диаметру Dд получаемой детали, а диаметр пуансона Dп=Dд - Z. • При пробивке, наоборот, Dп=Dд, а Dм=Dд + Z. • Расчетное усилие резания (в Н) при одновременном разделении материала по всему контуру определяют по формуле Р=KLS τср; где L — длина линии среза или периметр вырезаемого контура, K=1,25—3— коэффициент, учитывающий состояние режущих кромок пуансона и матрицы, неравномерность толщины материала и т. п.; S—толщина материала, м; τср =(0,6— 0,7)σв—сопротивление срезу, МПа. Просечка и высечка неметаллических материалов Пуансон Заготовка Высечка неметаллических материалов Прокладка Просечка неметаллических материалов Просечка и высечка неметаллических материалов • Детали из некоторых пластических масс, органического стекла, текстолита и других материалов вырубают пуансоном с заостренными режущими кромками. При отрезке этих материалов в обычных штампах возникают трещины и возможно выкрашивание материала. Вырубку деталей из некоторых хрупких материалов производят в нагретом состоянии. Картон, бумагу, фибру и целлулоид можно штамповать в обычных штампах. Детали из волокнистых и упругих материалов (резины, кожи, фетра, войлока) вырубают или пробивают просечными пуансонами. Такой пуансон представляет собой нож, имеющий в плане форму детали. Вырезку производят на подкладке из дерева, пластмассы и т. п. Блок штампа и фото штампа 1 – направляющая колонка; 2 – нижняя плита; 3 – верхняя плита; 4 – хвостовик; 5 – направляющая втулка. Штамп для отбортовки отверстия 1 – прижим; 2 – матрица; 3 – пуансон; 4–опора; 5 – блок пуансона; 6 – гайка для крепления пуансона. Штамп для вырубки 1 – прижим; 2 – матрица; 3– пуансон; 4 – гайка для крепления пуансона; 5 – блок пуансона; 6 – опора. Прецизионные штампы для листовой штамповки Мелкие и средние штампы для всех технологических операций листовой штамповки, включая чистовую вырубку-пробивку и глубокую вытяжку. Штампы бывают на колонках и без таковых простого, последовательного и совмещенного действия. При необходимости рабочие части штампа могут быть армированы твердым сплавом или покрыты износостойкими покрытиями. Предел точности, достигнутый на современном этапе, составляет 5…6 микрон на сложной поверхности реза для штампов установленных на прессах фирмы «Файнтул». Рабочее место штамповщика Формоизменяющие операции • Формоизменяющие операции – это такие операции, при которых существенно изменяется форма заготовки (только за счет пластических деформаций) без разрушения ее материала. • К формоизменяющим операциям листовой штамповки относятся: гибка, скручивание, вытяжка, вытяжка с утонением, отбортовка, закатка, раздача, обжим, формовка, правка и др. Формоизменяющие операции Гибка Вытяжка Формоизменяющие операции Отбортовка Закатка Формоизменяющие операции Скручивание Раздача Формоизменяющие операции Обжим Формовка Формоизменяющие операции Правка Чеканка Формоизменяющие операции Калибровка Кернение Гибка Гибка — образование или изменение углов между частями заготовки или придание ей криволинейной формы. Гибка В месте изгиба слои металла, расположенные с внутренней стороны, сжимаются, а слои металла, расположенные с наружной стороны, растягиваются в продольном направлении. В поперечном направлении наблюдается обратная картина. Поэтому в месте изгиба форма поперечного сечения нешироких и достаточно толстых полос искажается. Слой заготовки, который при гибке не испытывает ни растяжения, ни сжатия, называется нейтральным. Виды гибки 1 — одноугловая,V-образная; 2 — двухугловая, U-образная; 3 — четырехугловая, 4 —с круглым элементом; Внизу — детали, полученные гибкой Гибка Расположение линий гибки (а) и пружинение после гибки (б); стрелкой указано направление волокон металла, β — угол пружинения Компенсация пружинения при гибке Гибка с утонением боковых стенок а); использование матрицы или пуансона со скосом под углом β пружинения б и в); гибка с калибровкой г. Заготовка с уменьшенной толщиной в месте гибки пуансона без радиуса закругления При малых радиусах гибки при штамповке возможно образование трещин или разрывов заготовки. Поэтому установлены ориентировочные значения минимально допустимых радиусов гибки (в долях от толщины материала S) Схема гибки с растяжением 1 – зажимы, 2 – заготовка, 3 - пуансон Схема гибки резиной а– до гибки; б - после гибки; 1 – заготовка, 2 – резиновая подушка, 3 – стальная обойма. Вытяжка Вытяжка – это образование полой детали из плоской или полой заготовки Процесс вытяжки характеризуется коэффициентом вытяжки m = d1/Dз, где d1 иDз , — соответственно диаметр детали и плоской заготовки, мм. Конец лекции №7