Попов_13_ИНмг
реклама

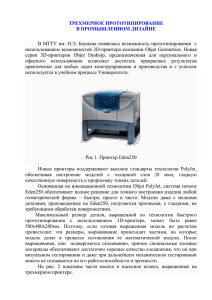
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ФГБОУ ВПО «Брянский государственный технический университет» Кафедра «Компьютерные технологии и системы» Дисциплина «Наукоемкие технологии в современном производстве» РЕФЕРАТ на тему «Технологии быстрого прототипирования» Студент группы 13-ИНмг Попов И.С. ____________ «__» ______________ 2015 г. Преподаватель Беспалов В.А. __________ «__» ______________ 2015 г. Брянск 2015 Содержание: Введение......................................................................................................... 3 1. Технологии изготовления прототипов. .............................................. 4 1.1. Технологии на фотополимеризации – светоотверждении жидкой смолы. ....................................................................................................................... 4 1.2. Технологии спекания/склеивания порошков и листовых материалов. .............................................................................................................. 4 1.3. Технологии тепловой обработки твёрдых материалов. ..................... 4 2. Стереолитография (SLA- Stereo Lithography Apparatus). ................. 5 3. PolyJet – технология. ............................................................................ 7 4. DLP – технология. ................................................................................ 9 5. SLS (Selective Laser Sintering) - технология. ................................... 12 6. FDM (Fused Deposition Modeling) – технология. ............................ 15 Выводы ......................................................................................................... 18 Список литературы ..................................................................................... 19 2 Введение Создание любого нового изделия начинается с прототипирования. Цель создания качественного прототипа заключается в точном повторении геометрической формы, собираемости, внешнего вида детали и поиска материалов, максимально похожих на заданные. Очень удобны технологии быстрого прототипирования - послойного синтеза макета по компьютерной модели изделия. Такой прототип позволяет оценить внешний вид детали, проверить элементы конструкции, сделать необходимые испытания, получить мастер-модель для последующего литья. RP-технологии в прототипировании значительно сокращают сроки подготовки производства, разрешают отказаться от длительного и трудоемкого этапа изготовления опытных образцов вручную или на станках с ЧПУ. Прототип строят, используя твердотельную модель из CAD-систем или модель с замкнутыми поверхностными контурами. При этом модель рассекают на тонкие слои в поперечном сечении, используя специальную программу. Каждый слой имеет толщину, равную разрешающей способности оборудования по zкоординате. Обязательно оставляется припуск на механическую обработку. Так деталь послойно строят до получения физического прототипа. Схема всех установок для изготовления прототипов примерно одинакова: тонкий слой материала наносят на рабочий стол, элеватор установки, который воспроизводит первое сечение изделия, далее элеватор смещается вниз на один шаг и наносится следующий слой. Так послойно строится модель нужной формы требуемого изделия. Существует множество технологий прототипирования. Основным различием между прототипирующий материал и способ его нанесения. 3 ними является 1. Технологии изготовления прототипов. 1.1. Технологии на фотополимеризации – светоотверждении жидкой смолы. SLA (Stereo Lithography Apparatus) – стереолитография, облучение УФлазером, 3D Systems, Inc., США; PolyJet – напыление головкой капель смолы и засветка УФ-лампами, Objet Geometries Ltd., Израиль. DLP (Direct Light Projection) – облучение УФ-лампой через DLP-маску, Texas Instruments, Inc., США; MJM (Multi Jet Modeling) – многоструйное напыление смолы и засветка, 3D Systems, Inc., США; 1.2. Технологии спекания/склеивания порошков и листовых материалов. SLS (Selective Laser Sintering) – спекание лазером порошков, DTM Corp., США, 3D Systems, Inc., США; InkJet – напыление головкой капель связующего, отверждающего порошок, ExOne Company, США; ZPrinter – трёхмерный бумажный (гипсовый) цветной принтер Z Corporation, Z-Corp., США; LOM (Laminated Object Manufacturing) – склеивание и резка листовых материалов, Helisys, Inc., США. 1.3. Технологии тепловой обработки твёрдых материалов. FDM (Fused Deposition Modeling) – выдавливание расплавленной лески, Stratasys, Inc., США; DodJet – напыление головкой нагретого полимера и фрезерование, Solidscape, Inc., США. 4 2. Стереолитография (SLA- Stereo Lithography Apparatus). Это самый первый и наиболее распространенный метод прототипирования. Он имеет достаточно низкую стоимость прототипа. Технология подразумевает использование в качестве модельного материала специального фотополимера – светочувствительной смолы (твердый и хрупкий полупрозрачный материал, хорошо обрабатывается, склеивается, окрашивается, но подвержен короблению под влиянием атмосферной влаги, поверхности имеют хорошее качество). Основой в данном процессе является ультрафиолетовый лазер, который последовательно переводит поперечные сечения модели на поверхность емкости со светочувствительной смолой (рис. 1). Фотополимер затвердевает только в том месте, где прошел лазерный луч. Затем новый слой смолы наносится на затвердевший слой, и новый контур намечается лазером. Процесс повторяется до завершения построения модели. Стереолитография – наиболее популярная технология для получения высокоточных моделей. Она охватывает практически все отрасли материального производства от медицины до тяжелого машиностроения, позволяет быстро и точно построить модель изделия практически любых размеров. Качество поверхностей зависит от шага построения. Рисунок 2.1 - Стереолитография 5 Современные машины обеспечивают шаг построения 0,016 – 0,15 мм. SLA-технология дает наилучший результат при изготовлении мастермоделей для последующего изготовления силиконовых форм и литья в них полимерных смол, а также используется для выращивания ювелирных мастер-моделей. Таблица 2.1 - Технические характеристики SLA-машины Viper Pro фирмы 3D Systems Технические характеристики Viper Pro Лазер Тип Твердотельный с утроенной частотой Длина волны 354,7 нм. Мощность 2 Вт. Система покрытия Мин. толщина слоя 0,05 мм. Макс. толщина слоя 0,15 мм. Способ построения 0.1 мм. Подъёмник Вертикальное разрешение 0,001 мм. Макс. масса модели 75 кг. Оптика и сканирование Луч (диаметр) 0,13 мм. Макс. скорость рисования 3,5 м/с. Программное обеспечение Операционная система Windows XP Формат файлов .stl, .slc 6 3. PolyJet – технология. Запатентованная технология PolyJet фирмы Objet работает по принципу послойного нанесения фотополимерных материалов на платформу с ультратонким слоем толщиной 16мкм. Управляет этим процессом интуитивно понятная программа Objet studio™. Каждый слой фотополимера отверждается ультрафиолетом сразу после нанесения. Построенные модели не требуют дополнительного отверждения и могут сразу использоваться. Гелеобразный материал поддержек, специально наносимый для поддержки элементов сложной геометрии, легко удаляется с помощью воды или вручную. Рисунок 3.1 - PolyJet – технология. 7 Рисунок 3.2 - 3D принтер Eden 250. Таблица 3.1 - Технические характеристики 3D принтера Eden 25 Технические характеристики Размер рабочей зоны, мм. 260x260x200 Разрешение по осям X Y Z, dpi 600x300x1600 Материалы, поддерживаемые FullCure 720, Vero, Durus системой Толщина слоя Точность 16/30 мкм. 0,1/0,2 мм. в зависимости от геометрии Входные форматы STL, SLC Размеры системы, мм. 870x740x1200 Вес системы, кг. 280 кг. Электрические параметры 220В, 1,5кВт. 8 4. DLP – технология. DLP - Digital Light Procession, для построения модели применяется акриловый фотополимер, отверждение всего слоя одновременно УФ-лампой. Процесс, разработан Texas Instruments и используется фирмой Envisiontec (Германия). Установки Perfactory немецкой фирмы Envisiontec строят трехмерные объекты по методу проецирования световых масок.На установках Envisiontec полимеризация материала осуществляется не по точкам, а послойно, по растровым маскам. Благодаря этому скорость построения не зависит от размеров и сложности детали. Скорость построения по Z составляет от 10 до 20 мм в час, в зависимости от толщины слоя. Рисунок 4.1- DLP – технология. Фотополимеризация происходит на контактном стекле без клеящих покрытий: Не нужно выравнивать материал и наносить слои Герметичность рабочей камеры предотвращает замедление полимеризации кислородом Контроль экспозиции для поддерживающих структур и нависающих элементов 9 Управление экспозицией устанавливает значение серого = 128 для всех поддерживающих структур и нависающих элементов для облегчения доводки и получения гладкой поверхности В отличие от других систем быстрого прототипирования, рабочая платформа установок Perfactory не опускается, а поднимается. Это обеспечивает, во-первых, компактность установки (благодаря уменьшению размера ванны с фотополимером); во-вторых, экономится расход материала; в-третьих, построенные слои больше не находятся в контакте с жидким полимером, что ускоряет сушку и снижает коробление. Установки Vanquish имеют опускающуюся платформу. В конце построения каждого слоя платформа покачивается, устраняя натяжение и позволяя полимеру попасть под деталь для создания нового слоя. По окончании построения деталь снимается с платформы и подвергается доводке: дополимеризации под лампой белого света, удалению поддерживающих структур, при необходимости – полировке, склейке и т.д. Рисунок 4.2- установка Vanquish. Таблица 4.1 - Технические характеристики установки Vanquish немецкой фирмы Envisiontec 10 Технические характеристики установки Vanquish немецкой фирмы Envisiontec Режим стандартного разрешения Рабочая область (XYZ) Максимальн ый ZOOM 317,5x254x38 мм. Минимальн ый ZOOM 203x162,5x38 1 1 Разрешение мм. 0,246 0,157 Точность мм. 0,123 0,078 25 25 Максимальн Минимальн Оптимальная скорость построения мм./час. Режим высокого разрешения Рабочая область (XYZ) ый ZOOM 317,5x254x38 мм. ый ZOOM 203x162,5x38 1 1 Разрешение мм. 0,144 0,093 Точность мм. 0,072 0,046 19 19 Оптимальная скорость построения мм./час. 11 5. SLS (Selective Laser Sintering) - технология. Согласно этому процессу модели создаются из порошковых материалов за счет эффекта спекания при помощи энергии лазерного луча. В данном случае, в отличие от SLA-процесса, лазерный луч является не источником света, а источником тепла. Попадая на тонкий слой порошка, лазерный луч спекает его частицы и формирует твердую массу, в соответствие с геометрией детали. В качестве материалов используются полиамид, полистирол, песок и порошки некоторых металлов. Существенным преимуществом SLS-процесса является отсутствие так называемых поддержек при построении модели. В процессе SLA при построении нависающих элементов детали используются специальные поддержки, предохраняющие свежепостроенные тонкие слои модели от обрушения. В SLS-процессе в таких поддержках нет необходимости, поскольку построение ведется в однородной массе. После построения модель извлекается из массива порошка и очищается. Наиболее популярным модельным материалом является порошковый полиамид. Этот материал применяется для создания макетов, масштабных копий, функциональных моделей, т. е. моделей способных выполнить свою функцию, как деталь машины или устройства. Например, детали облицовки салона автомобиля или декоративные элементы кузова. В некоторых случаях полиамид пригоден для исследовательских работ по определению конфигурации какойнибудь ненагруженной детали, например, впускного трубопровода автомобильного двигателя. Этот материал также удобен для изготовления моделей с целью проверки собираемости сложного узла или для проведения испытаний изделия. Например, модель детали самолета или головка цилиндров ДВС, изготовленные из полиамида, могут быть использованы при проведении газодинамических исследований методами продувки. Ведущими фирмами-производителями SLS-машин являются компании 3D Systems (США) и EOS GmbH (Германия). 12 Рисунок 5.1 - SLS (Selective Laser Sintering) - технология. Рисунок 5.2 - Eosint M270 13 Таблица 5.1 - Технические характеристики установки Eosint M270 Технические характеристики установки Eosint M270 Максимальный размер рабочей зоны мм. 250x250x215 Скорость построения (мм^3/сек.) 2-20 Скорость сканирования м/cек. до 7 Толщина слоя в зависимости от материала мкм. 20-100 Используемый материал Порошки металлов Формат файлов STL Электропотребление (кВт.) 5,5 Вес установки кг. 1130 14 6. FDM (Fused Deposition Modeling) – технология. При FDM–процессе - послойное наложение расплавленной полимерной нити) термопластичный составляет 0.07 дюйма моделирующий (1,78 мм), материал, подаётся диаметр через которого экструзионную (выдавливающую) головку с контролируемой температурой, нагреваясь в ней до полужидкого состояния. Выдавливающая головка наносит материал очень тонкими слоями на неподвижное основание. Головка выдавливает материал с очень высокой точностью. Последующие слои также ложатся на предыдущие, солидифируются (отвердевают), соединяются друг с другом. Математическая модель передается в формате STL в специальное программное обеспечение InsightTM или CatalystTM (ОС Windows XP, 2000, NT 4.0), под управлением которого работают установки FDM. Программа ориентирует модель оптимальным для построения образом, разбивает ее на горизонтальные сечения (слои) и рассчитывает пути перемещения головки, укладывающей нить. При необходимости автоматически генерируются опорные элементы (поддержка) для нависающих фрагментов модели. Через основную фильеру головки поступает моделирующий материал. Вторая фильера отвечает за изготовление поддержки. Последовательное наращивание слоев в результате формируют модель-прототип. Возможно параллельное изготовление нескольких деталей, если они вписываются в рабочую зону установки. Прототипы, размеры которых превосходят габариты рабочей зоны, можно моделировать по частям, а затем собирать в единое целое (например, склеивая отдельные части). Точность изготовления моделей-прототипов на установках Stratasys достигает 0,127 мм, что сравнимо с точностью пластмассовых деталей, изготовленных в обычных инжекционных пресс-формах. Установки FDM работают с различными моделирующими материалами: пластиками ABS, ABS Plus, ABS-M30 и ABSM30i, поликарбонатом РС, пластиком из смеси РС и АВS, полифенилсульфоном PPSF (PPSU). Преимущество этих материалов в том, 15 что они используются в производстве конечных продуктов, а значит, отличаются точностью изготовления, прочностью и термостабильностью, не деформируются, не дают усадку и не впитывают влагу. Из них можно собирать функциональные модели, способные выдерживать реальные нагрузки. Основным недостатком метода является сравнительно невысокая точность, а также низкое качество и сложность обработки поверхности. Рисунок 6.1 - FDM (Fused Deposition Modeling) – технология. 16 Рисунок 6.2 FDM2000. Таблица 6.1 - Технические характеристики установки FDM2000 Технические характеристики установки FDM2000 Максимальный размер рабочей зоны мм. 245x245x245 Точность позиционирования головки мм. 0,25 17 Выводы Все технологии, основанные на фотополимеризации (SLA, PolyJet, DLP), имеют высокоточные и качественные модели, но нестабильные со временем размеры (коробление, особенно на свету). Нестабильность размеров можно обойти, если сразу собирать макет, не давать деталям лежать по-отдельности. Спекание порошка SLS и тепловая обработка FDM - более стабильная геометрия, но качество поверхности модели хуже. Качество поверхности SLA и FDM можно (и нужно) улучшить дальнейшей шлифовкой и полировкой, SLS – обрабатывается плохо. Если необходима мастер-модель под силикон, то лучше использовать SLA-технологии - меньше ручного труда с доводкой и соответственно более точный результат. Если нужны конструктивные макеты (несущие нагрузку), то только FDM и SLS. Детали, изготовленные по FDM технологии получаются более слоистыми, чем по SLS технологии и при неполной химобработке могут расслаиваться. В силу дешевизны и отработанности метода, мастер-модели SLA часто используют для изготовления силиконовых форм (в вакуумной камере), в которые потом можно отливать пластмассу для получения практически любых по прозрачности и упругим свойствам деталей. 18 Список литературы 1. В. Кузнецов Системы быстрого изготовления деталей и их расширения // CAD/CAM/CAE Observer №4, 2003. 2. Cироткин О.С., Тарасов Ю.М., Рыцев С.Б., Гирш Р.И. Прототипирование и технология послойного синтеза в современном компьютеризированном производстве// Российская энциклопедия CALS. Авиационно-космическое машиностроение./Гл. ред. А.Г. Братухин. М.: ОАО «НИЦ АСК», 2008. 3. Смирнов О.И. Имитационное моделирование технологий послойного синтеза в машиностроении// Электронный журнал «Труды МАИ». Выпуск № 37 4. Маслов Ю.В., Мищенко В.Ю. Быстрое прототипирование и его применение в аэрокосмической отрасли// Атмосферные энергетические установки №1, 2011. 19