На правах рукописи Самылкин Александр Михайлович
реклама

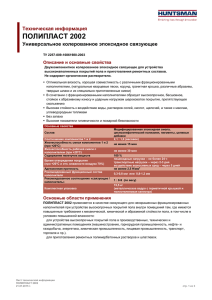
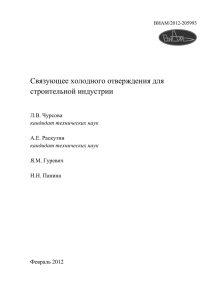
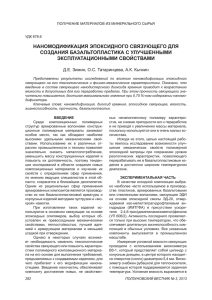
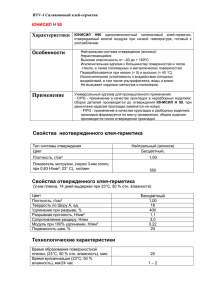
На правах рукописи Самылкин Александр Михайлович ТЕХНОЛОГИЯ ПОСТОЯННЫХ МАГНИТОВ ИЗ МАГНИТОПЛАСТОВ НА ОСНОВЕ ЭПОКСИДНОГО ПОРОШКОВОГО СВЯЗУЮЩЕГО Специальность 05.17.06 – Технология и переработка полимеров и композитов Автореферат диссертации на соискание ученой степени кандидата технических наук Саратов 2008 Диссертация выполнена в ГОУ ВПО «Саратовский государственный технический университет» Научный руководитель доктор технических наук, профессор Артёменко Александр Александрович Официальные оппоненты доктор химических наук, профессор Кособудский Игорь Донатович кандидат технических наук, ведущий научный сотрудник ФГУ ГосНИИЭНП Щёлоков Юрий Викторович Ведущая организация – ФГУП НПП «Алмаз», г.Саратов. Защита состоится «_26___» декабря 2008 г. в _10___ часов на заседании диссертационного совета Д 212.242.09 при Саратовском государственном техническом университете по адресу: 413100, г. Энгельс Саратовской обл. пл. Свободы, 17, Энгельсский технологический институт (филиал) Саратовского государственного технического университета. С диссертацией можно ознакомиться в научно-технической библиотеке Саратовского государственного технического университета. Автореферат разослан «__26___» ноября 2008 г. Ученый секретарь В.В.Ефанова 2 ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность проблемы. Ассортимент композиционных постоянных магнитов – магнитопластов (МП), предлагаемых различными производителями в настоящее время, обладает широким спектром магнитных, физико-механических и стоимостных характеристик. Соперничество между производителями в основном ведётся в сфере снижения конечной стоимости продукции при обеспечении высоких магнитных характеристик. При практически одинаковой для всех цене на основные компоненты МП – магнитные порошки и полимерные связующие, успех в такой конкурентной борьбе может быть обеспечен только за счёт снижения издержек производства, то есть за счёт повышения технологичности процессов изготовления магнитов. Современная магнетохимия, используя подходы физической химии, дает возможность сформировать глубокое понимание зависимости между химическим строением гетерогенной композиции и свойствами МП на ее основе, учитывать влияние магнитного поля на реакционную способность взаимодействующих компонентов, что позволяет отказаться от традиционных способов получения МП и перейти на более современные. За счет направленного выбора химической природы полимерного связующего и магнитного дисперсного наполнителя, их свойств и структуры, способа формирования системы «полимер – наполнитель» и их соотношения в композиции могут быть получены МП, обладающие магнитными, физико-химическими и механическими характеристиками в соответствии с их функциональным назначением. Технологичность производства постоянных магнитов из МП характеризуется высоким коэффициентом использования исходных материалов, близким к единице, тогда как тот же показатель при традиционных способах производства магнитов (методами порошковой металлургии) составляет не более 0,7. Поэтому МП в современных условиях довольно часто являются не только заменителями магнитов, полученных методами порошковой металлургии, но и материалами с новыми возможностями в техническом, экономическом и экологическом планах. Цель работы: исследование и разработка основ высокоэффективной технологии получения постоянных магнитов из магнитопластов. Для достижения поставленной цели необходимо решить следующие задачи: Исследовать процессы формирования структуры и свойств МП на основе магнитного порошка сплава Nd-Fe-B и эпоксидного порошкового связующего; Исследовать кинетику процесса отверждения эпоксидного порошкового связующего и составов на его основе; Изучить взаимосвязь между химическим строением исходных компонентов и сформированных структур с магнитными, физико-химическими и механическими свойствами МП; Определить параметры формования постоянных магнитов из МП с повышенными магнитными и физико-механическими свойствами; Определить параметры процессов малостадийной, энергосберегающей и экологически безопасной технологии МП, обеспечивающей высокое качество и низкую себестоимость изделий. Научная новизна выполненной работы заключается в том, что впервые: Установлены закономерности формирования структуры постоянных магнитов из МП при использовании в качестве полимерного связующего модифицированного порошкообразного эпоксидного олигомера и магнитного порошка Nd-Fe-B; 3 Доказано взаимное влияние компонентов МП, выразившееся в образовании адсорбционных и координационно-химических связей между компонентами магнитного наполнителя и функциональными группами эпоксидной смолы; Доказаны закономерности формирования монолитной структуры МП, образующейся в результате предварительной обработки материала высоким давлением (не менее 600 МПа) с последующим воздействием повышенной температуры (не менее 170˚С); Установлены закономерности и разработан метод отверждения полимерных композиций с магнитным наполнителем при пропускании электрического тока. Доказано, что прогрев материала при этом происходит равномерно во всём объёме композиции, а сформированная структура МП обладает повышенными физико-механическими свойствами. Практическая значимость работы. Разработана технология производства МП из порошкообразных компонентов сплава Nd-Fe-B и модифицированного эпоксидного связующего; - Установлены технологические параметры изготовления магнитов из разработанных МП; - Впервые применен энергосберегающий и эффективный метод отверждения композиций для МП за счет пропускания электрического тока; - Прошли испытания в эксплуатационных условиях и внедрены в конструкцию индикаторов перепада давления ИПД-500 для газовой аппаратуры (ОАО «Газаппарат») магниты, изготовленные по разработанной технологии. Достоверность и обоснованность результатов исследований подтверждаются комплексом независимых и взаимодополняющих методов исследования: термогравиметрического анализа, инфракрасной и эмиссионной спектроскопии, стандартных методов испытаний технологических свойств материала. Апробация результатов работы. Основные результаты работы докладывались и получили положительную оценку на Международном симпозиуме восточно-азиатских стран по полимерным композиционным материалам и передовым технологиям «Композиты ΧΧΙ века» (Саратов, сентябрь 2005г.); Международной конференции «Новые перспективные материалы и технологии их получения НПМ-2007» (Волгоград, октябрь 2007 г.); Международной научной конференции «Реальная структура и свойства перспективных магнитных материалов» (Астрахань, октябрь 2007г); 4-й Международной конференции «Композит-2007» (Саратов, июль 2007г.). Публикации. По теме диссертации опубликовано 8 работ, в том числе 2 статьи в центральных периодических изданиях, 5 статей в сборниках научных трудов, подана заявка на изобретение. Структура диссертации. Диссертация состоит из введения, пяти глав, общих выводов, списка использованной литературы, приложений. ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ Во введении обосновывается актуальность темы, сформулированы цель и задачи исследования, научная новизна и практическая значимость работы, описаны структура диссертации, апробация и реализация результатов работы. Литературный обзор посвящён анализу состояния проблемы создания постоянных магнитов из магнитопластов. Проведён анализ современных методов производства МП, в том числе и метода поликонденсационного наполнения, разработанного кафедрой химической технологии ТИ CГТУ. Дан сравнительный анализ используемых магнитных наполнителей для производства МП и обоснован выбор быстрозакалённого легированного магнитного сплава 4 Nd-Fe-B, используемого в данной работе. Показано влияние химической природы полимерного связующего и дисперсного магнитного наполнителя на формирование структуры и свойств полимерных наполненных композиций, а также влияние модифицирующих добавок на характер взаимодействия компонентов композиции. Рассмотрены различные методы переработки МП в изделия. Выбор технологии формования изделия из МП зависит от ряда обстоятельств, к важнейшим из которых относятся: форма и размер изделия, степень и направление анизотропии, состав связующего. Исходя из выбранной технологии переработки, определяются требования, предъявляемые к МП по их физико-механическим свойствам, магнитным характеристикам, температурным диапазонам вязкотекучего состояния. В связи с проведённым анализом, для улучшения технологичности процесса изготовления, увеличения физико-механических и магнитных свойств, становится актуальной задача разработки нового метода производства. В главе 2 обоснован выбор объектов и методов исследования эксперимента. В качестве объектов исследования использовались: 1. быстрозакаленный легированный интерсплав Nd-Fe-B марки БЗМП-2, произведенный ГУП НТЦ «ВНИИНМ» г.Москва; 2. эпоксидное порошковое связующее марки П-ЭП-7120 производства АО «Лакокраска» (г.Ярославль) ТУ 2329-001-21707421-2004. Исходные компоненты и полученный на их основе композиционный материал исследовался следующими методами: инфракрасной и эмиссионной спектроскопии, термогравиметрического анализа, измерения намагниченности, оптической микроскопии, методов испытания по ГОСТ. Глава 3. Исследования структуры и свойств модифицированного порошкового связующего и МП на его основе В главе 3 представлены экспериментальные результаты исследования эпоксидного порошкового связующего и композиционного материала на его основе. 3.1. Изучение состава эпоксидного порошкового связующего. В литературных источниках отсутствуют сведения о составе используемого связующего, и завод изготовитель также не раскрывает его состав. Поэтому для объяснения механизма взаимодействия компонентов при создании магнитопластов и направленного регулирования их свойств исследован его элементный состав. Исследования проводили методом эмиссионного спектрального анализа с регистрацией и обработкой спектров автоматизированным спектроанализатором с программным обеспечением. Для усиления спектров добавок, входящих в эпоксидное порошковое связующее, проба озолялась. В результате исследования установлено, что в составе модифицированного эпоксидного связующего отмечено наличие кальция, магния, меди, кремния и других элементов (табл. 1). Таблица 1 Элементный состав эпоксидного связующего П-ЭП-7120. Проба Al B Ca Cu Fe Mg Mn Si Ti Связующее 1,85 0,764 основ 65,8 1,51 основ 0,214 8,50 0,326 Связующее после 0,524 0,481 основ 33,3 1,00 86,2 0,160 2,26 0,100 озоления Подтверждением того, что в состав связующего входят металлсодержащие модифицирующие добавки, являются результаты исследований кинетики отверждения 5 связующего и состава на его основе электрическим методом, основанном на регистрации электропроводимости (G) и тангенса угла диэлектрических потерь tg δ. Поскольку связующее на ранних стадиях отверждения обладает свойствами проводника и диэлектрика, то контролируется изменение электропроводимости и тангенса угла диэлектрических потерь. После отверждения происходит снижение перечисленных характеристик. Иной характер зависимости электропроводимости присущ исследуемому связующему (рис. 1). Кинетическая кривая (1) электропроводимости связующего условно имеет два максимума. Первый максимум наблюдается через 90 минут, при температуре плавления олигомера 80˚С, и связан с ростом активности заряженных частиц в результате перемещения которых образуется сквозной ток проводимости. На этом участке образуется микрогель, и tgδ достигает максимального значения, и остаётся постоянным. Снижение G связано с быстро нарастающим процессом формирования сетчатой структуры. При отсутствии токопроводящих добавок значения G и tgδ должны были уменьшаться. В исследуемых образцах наблюдается второй максимум, вызванный наличием в составе связующего проводящих добавок. Кинетическая кривая отверждения МП (2) повторяет кривую отверждения связующего, однако, интенсивность пиков возрастает уже за счёт наличия в нём электропроводящего наполнителя Nd-Fe-B. tgδ G, μs 0,12 2 1,8 0,1 1,6 1 0,08 1,4 1,2 0,06 1 4 3 2 0,04 0,8 0,6 0,4 0,02 0,2 0 0 7 0 15 24 32 40 48 55 65 75 85 95 105 115 125 140 155 180 190 205 220 235 250 Время, мин Рис.1. Кинетические кривые процесса отверждения порошкового связующего и МП на его основе 1,2 – электропроводимость G (1-МП, 2-связующее); 3,4 – тангенс угла диэлектрических потерь tg (δ) (3-МП, 4-связующее) Кроме того, установлено, что отверждение наполненных образцов происходит медленнее, то есть наблюдается смещение кривой tgδ в сторону больших температур. Это свидетельствует о том, что на границе раздела происходит взаимодействие функциональных групп эпоксидного связующего с магнитным наполнителем, вследствие чего ограничивается подвижность цепей и происходит образование более плотной пространственной сетки. 6 Пропускание, % 3.2. Исследование характера взаимодействия модифицированного полимерного связующего с магнитным наполнителем О характере взаимодействия связующего с магнитным наполнителем Nd-Fe-B свидетельствуют данные ИК-спектроскопии. ИК-спектры неотверждённого и отверждённого связующего, а также композиции на его основе с содержанием магнитного наполнителя в системе 80%, представлены на рисунке 2. 3500 3000 2000 2500 1500 1000 Длина волны, см-1 Рис. 2. ИК-спектры: 1 – неотвержденное порошковое эпоксидное связующее (ПЭС); 2 - МП, содержащий ПЭС + Nd-Fe-B (20 : 80); 3 - отвержденное ПЭС Используемый магнитный наполнитель в магнитопласте представляет собой тройную систему Nd-Fe-B. Характер взаимодействия между наполнителем и связующим зависит как от структуры магнитного наполнителя, так и от эпоксидного связующего, его количества в композиции. Анализ отверждённого и неотверждённого олигомеров, (рис. 2, кр. 1, 3) показал значительное уменьшение пика колебаний эпоксидного кольца 830 см-1 и пика при длине волны 7 3450 см-1 соответствующего колебаниям ОН- групп олигомера, и связей NH- группы NH2. Эти изменения в интенсивности пиков связаны с раскрытием эпоксидного кольца в результате его взаимодействия с NH- группами аминного отвердителя в процессе отверждения, обеспечивающего формирование пространственно-сшитой сетчатой структуры. Компоненты магнитного наполнителя являются хорошими комплексообразователями. Поверхностные валентноненасыщенные атомы образуют координационные химические связи с функциональными группами эпоксидной матрицы, что объясняется уменьшением относительных интенсивностей валентных и деформационных колебаний групп СН 3, СН2, СН, и смещением полос поглощения в сторону больших длин волн. Уменьшается частота колебаний С=С в алленах, появляется слабый максимум валентных колебаний ( υS ). Исследуемое порошковое эпоксидное связующее, содержащее в своём составе различные модифицирующие добавки, характеризуется более высокой термостойкостью (температура начала деструкции Тн –– 400˚С), по сравнению с традиционной эпоксидной смолой ЭД-20 (Тн - 230˚С), и имеет меньшие потери массы при исследуемых температурах. Так, при 400˚С ЭД-20 теряет 50% массы, в то время как порошковое эпоксидное связующее только 10%. Это позволит эксплуатировать МП на его основе при более высоких температурах (до 200˚С). Таблица 2 Потери массы композиционного материала на основе Nd-Fe-B и эпоксидного связующего и исходных компонентов Потери массы, % при температуре, С Композиции 100 200 300 400 500 600 700 800 900 Сплав 0,2 0,3 0,3 0,3 0,3 0,3 0,3 0 0 Nd-Fe-B Неотверждённое порошковое 1,5 2,0 3,0 10,0 83,0 89,0 93,0 93,5 96,0 эпоксидное связующее Отверждённое порошковое 0 1,0 1,5 10,0 81,0 91,0 94,0 95,0 95,0 эпоксидное связующее Nd-Fe-B + эпоксидное 0 0 0 5,0 13,0 14,0 9,0 2,0 порошковое 0,1* 0,63 0,9 10,2 40,7 45,6 47,1 47,5 47,5 связующее (50%+50%) Nd-Fe-B + эпоксидное 0 0 0 2,0 2,5 1,0 ---порошковое 0,16 0,44 0,54 10,2 16,4 18,4 19,0 19,0 19,0 связующее (80%+20%) Эпоксидное связующее 0,1 0,2 13,0 50,0 58,0 67,0 77,0 87,0 94,0 ЭД-20 + ПЭПА * - Знаменатель – расчётные значения, полученные с учётом потерь массы исходных компонентов 8 Термогравиметрический анализ показал, что сплав Nd-Fe-B является термостойким сплавом, потери массы не превышают 0,3%. Введение этого сплава в порошковое связующее повышает термостойкость материала. В зависимости от количества наполнителя потери составляют от 2,5 до 14% (табл. 2). Термостойкость наполненных образцов возрастает с увеличением степени наполнения композиции. Расчетные значения потерь массы наполненных составов, полученные с учетом потерь массы исходных компонентов, превышают экспериментальные результаты, что свидетельствует об ингибировании наполнителем процесса термодеструкции связующего. Это является дополнительным подтверждением данных ИКС о наличии химического взаимодействия компонентов композиционного материала. Глава 4. Влияние параметров формования и состава на свойства МП В главе 4 представлены экспериментальные результаты определения влияния параметров формования на свойства МП. Разработана технология получения МП, отличительной особенностью которой является отверждение полимерного связующего вне прессформы. Полученные МП характеризуются монолитностью (рис. 3), и повышенными прочностными и магнитными характеристиками. Рис. 3 Морфология поверхности МП (х 500) При отработке параметров технологического режима изготовления магнита из МП изучено влияние давления формования, температуры, продолжительности воздействия повышенной температуры, а также влияние степени наполнения магнитным наполнителем на свойства МП. Давление прессования, обеспечивающее необходимые эксплуатационные свойства МП, составляет 550 – 600 МПа. Давление ниже 550 МПа приводит к снижению магнитных свойств и прочности при межслоевом сдвиге, так как происходит снижение плотности упаковки частиц. Повышение давления более 600 МПа не обеспечивает значимого повышения магнитных свойств и прочности при межслоевом сдвиге (рис. 4), а приводит к ускоренному износу прессовой оснастки, прессового оборудования и повышенному расходу электроэнергии. Изменение структуры и магнитных свойств МП зависит от температуры формования, продолжительности контакта исходных компонентов, и их химической активности. Температура, при которой формируется однородный композиционный материал, с необходимыми свойствами и степенью превращения составляет 170˚С (рис. 5), при продолжительности процесса отверждения 15 минут (рис. 6). Степень превращения при этом достигает 80%. Повышение температуры способствует достижению более высоких степеней отверждения, но приводит к формированию более напряжённой хрупкой структуры МП, и снижению прочности при межслоевом сдвиге. 9 При исследовании влияния продолжительности отверждения установлено (рис. 6), что при времени отверждения до 10 минут, значения прочности при межслоевом сдвиге σсдв более низкие вследствие того, что не достигнута степень отверждения и образования однородной структуры материала. При увеличении времени отверждения более 15 минут уменьшается прочность при межслоевом сдвиге, но магнитная индукция практически не изменяется. Таким образом, оптимальная температура отверждения составляет 170оС, при продолжительности воздействия 15 ±1 мин. B r, Тл σсдв, МПа ρ, 1х103, кг/м3 6 0,6 3 0,5 20 5 0,4 16 4 0,3 12 3 0,2 8 2 0,1 4 1 1 2 0 200 400 600 800 1000 1200 Давление прессования, МПа Рис.4. Влияние давления формования на свойства магнитопластов: 1 – плотность МП, 2 – прочность при межслоевом сдвиге, 3 – магнитная индукция. σсдв, МПа Br, Тл 20 0,6 1 0,5 18 0,4 16 2 Br, Тл σсдв, МПа 0,6 20 00 1 0,5 1 18 2 0,4 2 16 14 0,3 0,2 0,3 14 0,2 12 12 0,1 10 150 160 170 180 190 Температура˚С 200 10 0,1 210 0 отверждения, 5 10 15 Время, мин 20 25 отвержде Рис. 6. Влияние продолжительности отверждения на свойства ния,МП: мин 1 – магнитная индукция Br; 2 – прочность при межслоевом сдвиге σсдв Рис. 5. Влияниеотемпературы отверждения С на свойства МП 1 – остаточная магнитная индукция Br, 2 – прочность при межслоевом сдвиге σсдв 10 30 Подтверждением выбранного оптимального режима являются изменения электропроводимости G = f (t, τ) связующего и МП на его основе, которые снижаются после достижения температуры 180˚С, что связано с быстронарастающим процессом полимеризации, приводящим к формированию напряжённой сетчатой структуры связующего (рис. 1). При выбранных режимах формования максимальная прочность обеспечивается при степени наполнения магнитным наполнителем 90%объём (табл. 6). Это связано с тем, что значительная часть связующего в МП оказывается в виде тонких полимерных прослоек между частицами наполнителя и приобретает свойства межфазного слоя, обладающего, по сравнению с чистым полимером, более высокими прочностными характеристиками. При содержании магнитного наполнителя в МП менее 60%объём магнит теряет форму при отверждении при повышенной температуре вне прессформы. При увеличении степени наполнения до 95%объём прочностные характеристики уменьшаются из-за недостатка связующего для образования непрерывной фазы полимера, ориентированного и фиксированного в виде тонких слоёв на поверхности частиц наполнителя. Таблица 6 Влияние степени наполнения на свойства МП Прочность при Содержание Nd-Fe-B Магнитная индукция Плотность материала межслоевом сдвиге % объём. Br, Тл ρ, кг/м3 σсдв, МПа 50% Nd-Fe-B Магнит теряет форму при отверждении 60% Nd-Fe-B 0,50 5200 16,0 70% Nd-Fe-B 0,54 5300 17,5 80% Nd-Fe-B 0,58 5400 18,0 85% Nd-Fe-B 0,6 5450 19,0 90% Nd-Fe-B 0,62 5500 19,5 95% Nd-Fe-B 0,64 5600 12,0 Одной из стадий получения магнитопластов является их намагничивание. Известен способ намагничивания при повышенной температуре. Преимущество такого намагничивания заключается в практически линейном снижении коэрцитивной силы магнитотвердого материала (МТМ) с ростом температуры, что позволяет гарантированно намагнитить магнит до состояния технического насыщения (табл. 7). Таблица 7 Влияние температуры намагничивания на свойства МП Температура намагничивания, Прочность при межслоевом Магнитная индукция ˚С сдвиге Br, Тл (± 5˚С) σсдв., МПа 25 0,55-0,56 50 0,55-0,56 75 0,57-0,58 100 0,58-0,59 19,5 130 0,59-0,6 160 0,62-0,63 200 0,64-0,66 Показано, что с ростом температуры намагничивание от 25 до 200˚С происходит увеличение магнитной индукции в среднем на 10-12%. Температура намагничивания обеспечивающая большее значение магнитной индукции составляет 160˚С. 11 Известно, что обеспечение монолитности высоконаполненных образцов достигается при высоких давлениях, поэтому изучали влияние величины давления и способа его подачи на свойства магнитопластов. (табл. 8). Таблица 8 Влияние величины и способа подачи давления при прессовании на свойства МП Руд, σсдв 1, σсдв 2, ρ 1, ρ 2, Br 1, Тл Br 2, Тл МПа МПа МПа кг/м3 кг/м3 300 9,5 10,4 0,56-0,57 0,56-0,57 4500 4550 350 13,5 14,2 0,56-0,57 0,56-0,57 4900 4950 500 16,0 17,0 0,57-0,58 0,57-0,58 5000 5100 550 19,0 19,7 0,58-0,59 0,59-0,6 5200 5250 600 19,3 20,5 0,59-0,6 0,6-0,62 5250 5300 1000 19,5 21,0 0,6-0,62 0,6-0,62 5300 5400 1200 19,7 21,2 0,6-0,62 0,6-0,62 5400 5450 σсдв 1 – прочность при межслоевом сдвиге при одностороннем прессовании; σсдв 2 – прочность при межслоевом сдвиге при двустороннем прессовании; Вr 1 – магнитная индукция в центре кольца при одностороннем прессовании; Вr 2 – магнитная индукция в центре кольца при двустороннем прессовании; ρ 1 – плотность МП при одностороннем прессовании; ρ 2 – плотность МП при двустороннем прессовании; Руд – удельное давление прессования. При применении 2-стороннего способа прессования, основанного на поочерёдной подачи давления на верхний и нижний пуансон прессовой оснастки, вследствие более концентрированного воздействия давления, в изделии увеличивается количество физических связей частиц магнитного наполнителя со связующим, в результате чего возрастает предел прочности при межслоевом сдвиге, в среднем на 5 МПа. Так как рабочими средами в условиях эксплуатации магнитов из МП могут быть машинное масло, бензин, вода, то изучено их влияние на магнитные и прочностные свойства. Установлено отсутствие влияния исследуемых агрессивных сред на вышеуказанные свойства магнитопласта. Глава 5. Разработка нового метода отверждения полимерных композиций с магнитным наполнителем при пропускании электрического тока В главе 5 представлены экспериментальные данные по отверждению составов для МП в электрическом поле. Электрическая схема установки представлена на рис. 7. Метод отверждения МП при пропускании электрического тока основан на явлении разогрева композиционного материала, обладающего достаточно высоким, по сравнению с металлами, электрическим сопротивлением. При отверждении происходит протекание электрического тока непосредственно по частицам металлического магнитного наполнителя, и через места соприкосновения между частицами наполнителя (так называемая «цепочечная проводимость»). Полярные группы и сегменты молекул диэлектрического материала, помещённого в постоянное электрическое поле, ориентируются по направлению его полярности. Другие группы молекул, а также тепловое движение препятствуют ориентации. Энергия, которая затрачивается на преодоление препятствий, рассеивается в материале и нагревает его. 12 А V 220 в 3 2 1 5 4 8 6 7 Рис. 7. Электрическая схема установки отверждения МП в электрическом поле 1 – автотрансформатор, 2 – понижающий трансформатор, 3 – амперметр, 4 – вольтметр, 5 – МП, 6 – токопроводящие контакты, 7 – термопара, 8 – блок измерения температуры. При применении нового метода происходит увеличение прочностных характеристик МП (табл. 9), без снижения магнитных свойств. Кроме того, упрощается технология производства МП, за счёт исключения энергоемкого оборудования для термоотверждения. Таблица 9 Зависимость предела прочности при межслоевом сдвиге от метода отверждения σсдв.ср, σсдв.ср Содержание Nd-Fe-B, % термоэлектрическое отверждение в термокамере, отверждение, МПа МПа 60 18,4 16,0 70 23,0 17,5 80 24,5 18,0 85 26,0 19,0 90 28,0 19,5 95 15,5 12,0 Проведены исследования влияния степени наполнения и габаритных размеров МП на динамику процесса отверждения. Установлено, что с уменьшением количества магнитного наполнителя объёмное электрическое сопротивление увеличивается, вследствие чего увеличивается время достижения температуры отверждения (рис. 8). Время достижения температуры отверждения, сек. 250 200 50˚С 150 90˚С 100 130˚С 50 150˚С 170˚С 0 60 65 70 75 80 85 90 95 190˚С Степень наполнения магнитным наполнителем Nd-Fe-B, % Рис. 8. Зависимость времени достижения температуры отверждения от степени наполнения магнитным наполнителем 13 С увеличением объёма отверждаемого полимеризации так же увеличивается (рис. 9.). МП время достижения температуры Т˚С 1 180 160 160 3 140 120 2 100 80 8 0 60 06 0 40 4 0 20 0 0 2 4 6 8 Время отверждения, мин 1 10 0 1 12 2 1 14 4 Рис. 9. Влияние размера МП на время достижения температуры отверждения 1 - Ø30*18 h – 8, 2 - Ø30*18 h – 12, 3 - Ø30*18 h – 16 Исследования электрофизических показателей обосновывают параметры процесса отверждения МП электрическим током. Так при низком удельном давлении МП характеризуется рыхлой структурой. Количество электрических контактов в объёме МП минимально. Вследствие этого не обеспечиваются условия протекания электрического тока через объём. С повышением удельного давления прессования количество электрических контактов увеличивается, что приводит к снижению электрического сопротивления, способствуя тем самым увеличению проводимости электрического тока (рис. 10). Рис. 10 Морфология МП, отверждённого в электрическом поле (х 380) Установлено, что давление свыше 900 МПа не приводит к значимому снижению удельного объёмного сопротивления (рис. 11, кр. 1). Это свидетельствует о максимальной степени уплотнения магнитного наполнителя в объёме. 14 Не менее важную роль играет и степень наполнения магнитным наполнителем. Так, с увеличением степени наполнения пропорционально увеличивается количество электрических контактов, что способствует снижению электрического сопротивления (Рис. 11, кр. 2). 1200 Степень наполнения Nd-Fe-B, % 90 1000 80 70 800 2 60 50 600 1 40 400 30 20 200 10 Давление прессования, МПа 100 0 0 0,0185 0,0155 0,0138 0,0135 0,0122 0,0115 0,011 0,0105 0,009 0,0051 0,0025 0,002 Удельное объёмное электрическое сопротивление, Ом*м Рис. 11. Зависимость объёмного электрического сопротивления от давления прессования и степени наполнения Nd-Fe-B 1 – давление прессования, МПа, 2 – степень наполнения Nd-Fe-B, % Разработанная технология получения МП позволяет обеспечить магнитные и прочностные характеристики получаемых магнитов на уровне, значительно превышающем аналогичные показатели традиционных магнитопластов (табл.10). Таким образом установленные закономерности позволяют направленно регулировать технические характеристики МП изменением технологических параметров изготовления. Таблица 10 Сравнительные свойства магнитопластов, полученных различными способами Показатели 1. Плотность, кг/м3 2. Прочность при межслоевом сдвиге, МПа 3. Остаточная магнитная индукция, Тл 4. Коэрцитивная сила по индукции, кА/м 5. Максимальное энергетическое произведение, кДж/м3 6. Предельная рабочая температура эксплуатации, ˚С 7. Хемостойкость Смесевой способ 5000- 5200 Поликонденса ционный способ 5500- 6000 Разработанный способ 5900 – 6200 5,0 9,0 24-28 0,4 0,5 – 0,6 0,55 – 0,65 206 320 360 32 58-66 72-80 120 120 Бензо- и маслостойки 15 200 Основные выводы: 1. Разработаны основные процессы новой технологии магнитопластов – композиционных материалов, обеспечивающие создание композиционного материала с высокими магнитными и прочностными свойствами и низкой себестоимостью. Использование твердых мелкодисперсных порошков связующего позволяет получать структурно однородную композицию со степенью наполнения до 90-92%объем, что не удается реализовать, применяя жидкие смолы. Высокая степень наполнения магнитными частицами и равномерность распределения связующего дают возможность на 10-15% повысить магнитные и на 100 – 150% прочностные характеристики по сравнению с аналогами. 2. Установлены закономерности получения однородной структуры магнитов в результате формования при давлении не менее 600 МПа и последующем отверждением при температуре t = 170-180˚С, что позволяет обеспечить высокое уплотнение смеси используемых компонентов с достижением плотности на уровне ρ≥5900 – 6200 кг/м3. 3. Доказано взаимное влияние компонентов при формировании структуры МП в процессе отверждения эпоксидного порошкового связующего. Установлено, что на поверхности частиц сплава Nd-Fe-B образуются координационно-химические связи с функциональными группами эпоксидного связующего. 4. Разработан новый метод отверждения полимерных композиций с магнитным наполнителем при пропускании электрического тока. Экспериментально доказано, что повышение температуры композиционного материала при этом происходит равномерно по всему объёму, что способствует одновременному отверждению композита и минимизации механических напряжений, вследствие чего сформированная структура МП обладает повышенными на 100 – 150% прочностными свойствами. 5. Проведены испытания и внедрены в мелкосерийное производство постоянные магниты, производимые по разработанной технологии, для индикаторов перепада давления ИПД-500 (ОАО «Газаппарат» г.Саратов). Производство магнитов организовано в филиале «Иннотех» технопарка «Волга-техника» при Саратовском государственном техническом университете. Основные положения и результаты диссертационной работы изложены в следующих публикациях: 1. 2. 3. 4. 5. Самылкин А.М. Модификация магнитопластов на основе интерметаллического сплава неодим-железо-бор / С.Е.Артёменко, С.Г.Кононенко, Н.Л.Лёвкина, А.А.Артёменко, А.М.Самылкин // Пластические массы.-2008.-№1.-С.17-19. Самылкин А.М. Исследование структуры магнитопластов на основе сплава неодимжелезо-бор и порошкового эпоксидного связующего / А.А.Артёменко, А.М.Самылкин, Н.Л.Лёвкина, В.В.Андреева // Пластические массы.-2008.-№8.-С.8-10. Самылкин А.М. Технология магнитопластов на основе порошковых связующих / А.М. Самылкин, А.А. Артёменко // Композиты ХХI века: докл. междунар. симпозиума восточно-азиатских стран по полимерным композиционных материалов и передовым технологиям. Саратов: СГТУ, 2005.- С.308-310. Самылкин А.М. Высокоэффективная технология производства постоянных магнитов из магнитопластов / А.М. Самылкин, А.А. Артёменко, Н.Л. Лёвкина, О.М. Сладков // Новые перспективные материалы и технологии их получения НПМ – 2007: докл. междунар. конф. Волгоград: РПК «Политехник», 2007.- С.270-271. Самылкин А.М. Высокоэффективная технология магнитопластов на основе порошкового связующего / А.М. Самылкин, А.А. Артёменко, Н.Л. Лёвкина, О.М. 16 6. 7. 8. Сладков // докл. IV междунар. конф. «Композит-2007». Саратов: СГТУ, 2007.- С.314317. Самылкин А.М. Технология магнитопластов на основе порошкового эпоксидного связующего / А.М. Самылкин, С.В. Лысенко, А.А. Артёменко, Н.Л. Лёвкина // Реальная структура и свойства перспективных магнитных материалов: докл. междунар. науч. конф.- Астрахань: АГУ, 2007.- С.62-65. Артеменко А.А. Технология магнитопластов на основе порошкового эпоксидного связующего / А.А.Артеменко, О.М.Сладков, А.М.Самылкин // Третий Саратовский салон изобретений, инноваций и инвестиций.: сб. часть 1. –Саратов: Изд-во Сарат. унта, 2007. - С 57-58. – ISBN 978 – 5 – 292 – 03751 – 4. Заявка на изобретение №2008114552 от 14.04.2008г. Способ получения изделий из композиционного материала. 17