Методические указания - Иркутский государственный
реклама

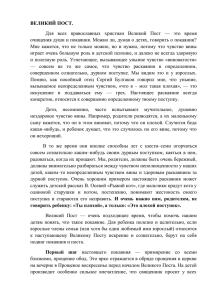
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ИРКУТСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Проектирование предприятий по производству строительных материалов и изделий Методические указания к практическим занятиям Издательство Иркутского государственного технического университета 2007 Проектирование предприятий по производству строительных материалов и изделий: Метод. указания к практическим занятиям. Составитель Е.Н. Иванова. – Иркутск: Изд-во ИрГТУ, 2007. – 30 c. Приведены основы построения циклограмм формовочных постов и линий разных производств; ямных камер ускорения твердения; расчет размеров камер непрерывного действия; высоты и ширины пролета; принципы анализа генплана предприятия; технологические расчеты арматурного производства. Предназначены студентам специальности 270106. Библиогр. 9 назв. Ил.6. Табл. 11. Рецензент: канд. техн. наук, доцент кафедры автомобильных дорог Е.А. Левченко Редактор Д.В. Тирских Подписано в печать 7.11.07. Формат 60 84 1/16. Бумага офсетная. Печать офсетная. Усл.печ.л. 2,25. Уч.-из.л. 2,0. Тираж 100 экз. Зак. 637. Поз. 48. ИД № 06506 от 26.12.2001 Иркутский государственный технический университет 664074, Иркутск, ул. Лермонтова, 83 ОГЛАВЛЕНИЕ Практическое занятие 1 ПОСТРОЕНИЕ ЦИКЛОГРАММ ФОРМОВОЧНОГО ПОСТА ПОТОЧНО-АГРЕГАТНОЙ ЛИНИИ 4 Практическое занятие 2 ПОСТРОЕНИЕ ЦИКЛОГРАММ КОНВЕЙЕРНОЙ И ПОЛУКОНВЕЙЕРНОЙ ЛИНИИ 9 Практическое занятие 3 ПОСТРОЕНИЕ ЦИКЛОГРАММ СТЕНДОВОГО ПРОИЗВОДСТВА, КАССЕТ, ЯМНЫХ КАМЕР 12 Практическое занятие 4 РАСЧЕТ И ПРОЕКТИРОВАНИЕ КАМЕР НЕПРЕРЫВНОГО ДЕЙСТВИЯ 17 Практическое занятие 5 ОПРЕДЕЛЕНИЕ ВЫСОТЫ И ШИРИНЫ ПРОЛЕТА 18 Практическое занятие 6 ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ АРМАТУРНОГО ПРОИЗВОДСТВА 19 Практическое занятие 7 АНАЛИЗ И ОЦЕНКА ГЕНПЛАНА ПРЕДПРИЯТИЯ 26 БИБЛИОГРАФИЧЕСКИЙ СПИСОК 27 ПРИЛОЖЕНИЕ 28 3 Практическое занятие 1 (4 ч) ПОСТРОЕНИЕ ЦИКЛОГРАММ ФОРМОВОЧНОГО ПОСТА АГРЕГАТНО-ПОТОЧНОЙ ЛИНИИ 1. Дано: изделие; его габариты, объем бетона, расход стали. Для построения циклограммы формовочного поста определяем число одновременно формуемых изделий (в одной форме), рассчитываем их объем и массу, массу формы, необходимую грузоподъемность виброустановки, выбираем траверсу (захват), рассчитываем грузоподъемность крана и выбираем бетоноукладчик (бетонораздатчик) [1]. 2. Определяем технологию формования заданного изделия (изделий): последовательность операций; число проходов бетоноукладчика (раздатчика) для укладки смеси в форму; время виброуплотнения; когда оно производится; сколько раз; наличие ручных операций; чем ставится форма на формовочный пост и снимается с него. 3. Производится компоновка формовочной линии с размещением оборудования (в масштабе). Под схемой формовочной линии наносятся оси циклограммы: по горизонтали – расстояние, м; по вертикали (вниз) – время, мин. Наносятся оси оборудования, продолженные вниз на поле циклограммы: оси загрузки бетоноукладчика, начального положения бетоноукладчика перед укладкой смеси, конечного положения его после прохода виброплощадки, ось виброплощадки, оси постов, середина камер твердения и т.д. Все работы откладываются на осях. 4. Заполняется таблица расчета длительности операций при формовании. Таблица 1 Расчет длительности операций при формовании Код операции Операция Путь передвижения машин, м Скорость движения м/мин Время операции, мин. В столбец «Операция» вносятся все операции, предусмотренные технологией. 5. При построении циклограммы фиксируются координаты точки, раньше которых не могут начинаться какие-либо работы. Например, пока не установлена форма, на виброплощадку не может двигаться бетоноукладчик, выдавая смесь; подъем формы может производиться после того, как бетоноукладчик будет вне виброплащадки и т.д. 6. Код операции обозначается заглавной буквой машины (механизма) и индексом по порядку: К – кран; В– виброустановка и т.д. Для упрощения построения циклограммы часть операций суммируется: подъем (опускание) крюка, строповка (расстроповка) формы и обозначаются 4 крайними точками. Например К2 – К5 вместо К2 – К3, К3 – К4, К4 – К5 и суммируется их время, откладываемое на циклограмме. 7. Определяется время цикла формования по циклограмме с момента установки формы на пост до той же операции следующего цикла (от K 2 до K 2/ ). Для расчетов учитываются неучтенные операции; коэффициент равный 1,15. tц t ф 1,15 , где t ц – время цикла, мин; t ф – время формования, определенное по циклограмме ( K 2 K 2/ ). Время цикла ( t ц ) сравнивается с данными норм проектирования [2] и не должно превышать их. 8. После построения циклограммы производится ее анализ, если t ц оказывается больше нормативного или есть явные простои виброустановки. Например, от момента снятия формы (поддона) с поста формования до момента установки следующей формы. Для уменьшения затрат времени можно совместить укладку смеси с вибровоздействием на нее и т.д. 9. Заполняя таблицу и строя циклограмму, обращаем внимание на следующее: п.2. Опускание крюка крана – расстояние берется 1,5 м в соответствии с [2, табл.27]; время установки формы с автоматической траверсой (захватом) меньше, так же как и при использовании двух такелажников [2, т. 27]; п. 7-9. Расстояние (ход) бетоноукладчика принимается первоначально между осями положений его до и после виброплощадки. При необходимости сократить время на этой операции рабочий (медленный) ход бетоноукладчика может быть принят только по длине изделия; п. 6 (В1 – В2). Пока происходит виброуплотнение, у бетоноукладчика вынужденный простой (Б2 – Б3). Если позволяет технология изготовления изделий, возможно совмещение укладки смеси с вибровоздействием, тогда время цикла сокращается на время вибрации; п. 11 (К7). Считаем, что кран «подошел» к посту формования в момент движения бетоноукладчика (Б6 – Б7) или раньше и ожидает; п. 11-13, п. 15-17, п. 19-21. Можно все операции по опусканию, строповке (расстроповке), подъему форм суммировать, чтобы удобнее было наносить на циклограмму время меньше 1 мин.; п. 23. Перемещение бетоноукладчика (Б0 – Б1) от места загрузки к начальной точке расположения его откладывается при построении циклограммы от точки Б1 к Б0, то есть в обратном порядке, так как это движение должно обеспечить прибытие бетоноукладчика в точку Б1 не раньше выполнения операций К2 – К5; время на загрузку бетоноукладчика определяется после построения циклограммы. Если времени недостаточно, следует увеличить время цикла, либо интенсифицировать загрузку бетоноукладчика; 5 точки на циклограмме, обведенные кружком (например, В 1 и Б2), соответствуют одному времени. Стрелки указывают, какая из точек является определяющей. 10. Пример построения циклограммы представлен на рис. 1, а расчеты в табл. 2. Принято: 4 сваи объемом 2,2 м3, размером 0,3х0,3х6м. Металлоемкость формы 1,7 т/м 3, масса формы 3,74 т. Грузоподъемность виброплощадки не меньше 9,24 т, крана 9,65 т. Масса траверсы 0,41 т (СМЖ-98). Принята виброплощадка СМЖ-187, грузоподъемностью 10 т, с габаритными размерами в плане 9,5х3 м. Бетоноукладчик СМЖ-166Б с вместимостью бункеров (2,1+1) м3 шириной колеи 4500 мм, скоростью передвижения 4,6 и 29,7 м/мин. Укладка смеси за 2 прохода бетоноукладчика. Вибрация 2 раза по 1 минуте. Кран принят грузоподъемностью 10 т, скорость перемещения – 80 м/мин, скорость движения тележки крана – 40 м/мин, подъем (опускание) крюка – 8 м/мин. Приняты коэффициенты, корректирующие скорости крана в зависимости от длины пробега по [2, табл. 27]. Таблица 2 Расчет длительности операций на формовочном посту Код операции 1 К1 – К2 Путь передвижения машин, м Операция Скорость, м/мин 2 3 4 Перемещение формы с поста ар40-16,5=23,5 80х0,8=64 мирования на виброплощадку Время операции, мин 5 0,37 К2 – К3 К3 – К4 К4 – К5 Опускание крюка крана Установка формы на виброплощадку (один такелажник) Подъем крана 1,5 8 0,19 1,5 8 0,5 0,19 Б1 – Б2 Укладка 1 слоя бетонной смеси 13 4,6 2,83 В1 – В2 Вибрирование 1 слоя - - 1 13 4,6 2,83 - - 1 13 4,6 2,83 19,2 29,7 0,65 (Б2 – Б3) (Простой бетоноукладчика) (Б3 – Б4) Укладка 2 слоя смеси (обратный ход) В3 – В4 Вибрирование 2 слоя (Б4 – Б5) (Простой бетоноукладчика) Б5 – Б6 Заглаживание поверхности Б6 – Б0 Перемещение под загрузку бетоноукладчика 6 Окончание табл. 2 1 2 3 4 5 1,5 8 0,19 - - 0,5 К6 – К7 Опускание крюка крана К7 – К8 Строповка формы К8 – К9 Подъем формы 1,5 8 0,19 К9 – К10 Перемещение на ТВО Опускание формы до верха камеры 36 64 0,56 1,5 8 0,19 - - 0,5 1,5 8 0,19 10 80х0,5 0,25 1,5 8 0,19 - - 0,19 К10 – К11 К11 – К12 Установка формы К12 – К13 К14 – К15 Подъем траверсы Перемещение крана на пост армирования Опускание траверсы К15 – К16 Строповка формы К16 – К17 К17 – К18 (К17 - K 21 ) Подъем формы 1,5 8 0,19 Перемещение на пост формования 23,5 64 0,37 Б01 Б11 Перемещение бетоноукладчика к начальной точке от места загрузки 4,2 29,7 0,15 Б0 – Б 01 Время загрузки бетоноукладчика К13 – К14 11. На циклограмме приняты следующие обозначения: Б0 – ось загрузки бетоноукладчика; Б1 и Б2 – начальное и конечное положение бетоноукладчика при формовании; В/П – ось виброплощадки; А – ось постов армирования. ТВО – ось камер тепловлажностной обработки. Время загрузки бетоноукладчика ( Б 0 - Б 01 ) равно 4,4 мин. Время цикла ( t ф ) составило 15,73 мин, расчетное время формования tц t ф 1,15 15,73 1,15 18,1 мин. Для четырех изделий с объемом бетона 2,2 м3 время ритма получилось меньше, чем по ОНТП [2]. При необходимости можно было бы сократить цикл на время вибрации, совместив его с последними стадиями укладки смеси. В данном случае этого не требуется, так как время, определенное по циклограмме, не превышает требования норм. 7 м Рис. 1 . Циклограмма формовочного поста агрегатно-поточной линии 8 Практическое занятие 2 (4 ч) ПОСТРОЕНИЕ ЦИКЛОГРАММ КОНВЕЙЕРНОЙ И ПОЛУКОНВЕЙЕРНОЙ ЛИНИИ 1. Для построения циклограмм следует знать технологию изготовления изделий; время, необходимое для выполнения каждой операции. При этом могут быть использованы данные технической литературы, реальных заводов и типовых проектов. 2. Распределение работ по постам линии преследует цель равномерной загрузки всех постов (кроме резервных). Если работы на подготовительных постах значительно отличаются от работ на постах формования (армирования), то есть два варианта. Можно предусмотреть по два поста формования (армирования), распределив по ним операции, или взять линию со спаренным оборудованием, с одной ветвью подготовительных постов и с двумя параллельными ветвями, начиная с поста формования (армирования). 3. При построении циклограммы конвейерных линий следует учитывать расстояние между постами. Оно одинаковое или разное: одно для подготовительных постов, другое для формовочного и следующих за ним постов, если приняты две системы передвижения форм. Время перемещения с поста на пост может быть принято 2 мин для шестиметровых форм и 2,5-3 мин для форм более 6 м. 4. Осями циклограммы служат линия длины конвейера (полуконвейера) и времени (вертикально вниз). На горизонтальной линии отмечаются оси постов и подъемников-снижателей или передаточных тележек (для конвейерной линии). 5. Возможно два варианта проведения занятий. Первый – дать перечень операций и время, предложив студентам разбить их на посты, работая группами по 3-4 чел. При этом обычно бывает столько вариантов, сколько групп. Затем выбрать оптимальное решение и его изобразить в виде циклограммы. Второй – сразу дать разбивку по постам, обозначив в табл. код операций постов и после построения циклограммы определить цикл конвейера, а по нему расчетный режим конвейера. Выбор варианта зависит от имеющегося времени, но первый, занимая больше времени, пользы дает больше. 6. Для работ на постах выбирают условные изображения (код), заносят его в табл. и отражают на циклограмме под соответствующими постами в масштабе времени (табл. 3, рис. 2). 7. Отличие циклограммы полуконвейерной линии от конвейерной в том, что необходимо учесть работы на первом посту по установке формы принятым подъемно-транспортным механизмом после перемещения ее с этого поста приводом полуконвейера; на последнем посту необходимо предусмотреть съем формы с изделием до начала передвижения формы с предыдущего поста. 9 Таблица 3 Расписание операций на постах конвейерной линии панелей наружных стен [3] Пост Набор работ Пост 1 Съем проемообразователя Открывание замков, бортов Кантование, съем изделий Чистка формы и проемообразователя (вне линии) Установка проемообразователя Закрывание бортов, замков Смазка формы и проемообразователя Укладка раствора Укладка арматуры и закладных деталей Установка пробок Укладка бетона и виброуплотнение Укладка декоративного бетона Разравнивание и уплотнение бетона Выдержка изделия Очистка формы от бетона Тех. контроль Пост 2 Пост 3 Пост 4 Пост 5 Пост 6 Пост 7 Пост 8 Время, мин 8 6 5 5 3 6 2 5 9 2 16 10 10 3 3 Код Примечание. Передвижение формы с поста на пост – 2-3 мин. 8. Расчетный цикл формования принимается для всех линий по циклограмме с учетом 15% на неучтенные работы: Tц 1,15Tф , где Тф – время работ на определяющем посту по циклограмме, мин. Расчетный цикл формования не должен превышать данных ОНТП 07-85[2] для соответствующей технологии; для полуконвейерной линии цикл проверяется по табл. 14 или 15 [2]. В цикл линии входит одно перемещение форм с поста на пост, а изображаются два – до и после работ на постах (рис. 2). 9. Оптимальное число постов конвейерной линии 6-8, при изготовлении сложных изделий – до 10. Распределение операций по постам конвейерной линии производится на основании удобства выполнения работ и оптимальности загрузки постов по времени. Постам, определяющим время цикла линии, является обычно пост формования или армирования, если работы на них нельзя разделить на два поста. Обычно постов на полуконвейерной линии меньше 4-6, чаще четыре. В набор работ добавляется время: на первом посту – установка формы на пост – 1 мин; на последнем посту – съем формы – 1 мин (при применении автозахвата). 10. После построения циклограммы производится ее анализ. При этом возможно иногда изменение работ на смежных постах, оставление резервного поста. 10 Рис 2. Циклограмма постов конвейерной линии Таблица 4 Расписание операций полуконвейерной «П»-образной линии Операция Пост 1 Установка формы на пост мостовым краном Открывание замков, бортов Съем вкладышей Пост 2 Кантование и съем изделий Чистка формы Закрывание бортов замков Смазка формы Пост 3 Установка вкладышей Укладка облицовочной плитки Установка арматуры Передаточное устройство Передача формы с поста 3 на пост 4 Пост 4 Установка петель, мелких каркасов Укладка бетона Виброуплотнение Пост 5 Разравнивание и затирка поверхности Освобождение монтажных петель Пост 6 Очистка формы от бетона Техконтроль Съем формы 11 Время, мин. 1 4 4/9 6,5 3 4 2/15,5 2,5 8 5/15,5 2,5 3 10 2/15 10 2/12 5 2 1 Код Практическое занятие 3 (6 ч) ПОСТРОЕНИЕ ЦИКЛОГРАММ СТЕНДОВОГО ПРОИЗВОДСТВА, КАССЕТ, ЯМНЫХ КАМЕР 1. Построение циклограмм стендов начинают с установления трудовых затрат, технологии изготовления изделий, возможности одновременных работ на разных стендах. 2. При составлении ведомости трудовых затрат перечисляются все операции по изготовлению изделий, указывается норма времени на операцию при определенном числе рабочих. Нормы времени берутся заводские, либо по типовым [4]. Участие крановщика фиксируется прибавлением единицы к числу рабочих (например 2+1). В случае необходимости уменьшения затрат на операцию следует увеличить число рабочих, если позволяет технология, сохраняя трудоемкость работ. Ведомость трудовых затрат приведена для изготовления лестничных маршей на коротких стендах с крышкой (табл. 5). Таблица 5 Ведомость трудовых затрат на изготовление двух лестничных маршей (ЛМ-28.12м), формуемых на коротком стенде с крышкой (объем формовки равен 1,04 м3) Ед. изм. Время на операцию, мин 1 крышка 5 1 5 1 шт. 17,5 2 35 1 шт. 10 2 20 1 м2 1,5 20 30 1т 200 0,05 10 Сборка формы 1 шт. 20 1 20 2 Бетонирование 1 м3 30,5 1,04 40 2 Отделка поверхности 1 м2 10 1,5 15 Укрытие крышкой 1 шт. 5 1 5 Наименование операций Снятие крышки Распалубка изделий Объем и транспортирование Чистка и смазка формы Укладка каркасов и закладных Затраты Кол-во времени операмин час ций Число рабочих 1+1 1,0 1+1 1+1 0,5 1 2 0,5 ТВО 1 1+1 12 12 2 Код операции 3. По затратам времени строится график работы стенда на двое – пять суток. По горизонтальной оси откладываем время, с указанием смен, обеденных перерывов, нерабочего времени при двухсменной работе (с 2 ч. до 8 ч.). По вертикальной оси откладываются порядковые номера стендов. При составлении графика работ стендов следует учитывать возможность совмещения отдельных видов работ (операций) во времени. Каждая операция (группа операций) обозначается условным кодом, его вводят в ведомость трудовых затрат. Нежелательно делать разрыв после смазки форм до бетонирования более 1 ч. Процесс формования может идти одновременно на разных стендах, если обеспечивается независимая подача бетонной смеси к местам формования. Следует учитывать и необходимость крановых операций при части работ. Вначале строится график работ на первом стенде, затем на всех остальных. 4. Рассмотрим варианты построения графика работ на примере данных табл. 5. Допустим, что в цехе находится восемь стендов для лестничных маршей. Первый вариант. Совмещенных работ на разных стендах нет. Откладываем постепенно на каждом стенде 3 ч. То есть работы на втором стенде начинаются по окончании работ на первом стенде. При этом оказывается, что за сутки можно выполнить работы на пяти стендах, на шестом стенде только первые три операции. Поэтому рассмотрим второй вариант. Объединим работы в 4 группы: первая с участием крана – 1 ч.; вторая, третья – 0,5 часа, четвертая – 1 час. В этом случае все работы первой группы выполняем на стендах последовательно. При построении циклограммы следим, чтобы работы по бетонированию, входящие в четвертую группу, не совпадали на разных стендах. При построении циклограммы выясняется, что за две смены (от 21 до 21 ч) можно заформовать стенды 15 раз, т.е. два из тринадцати стендов (а не восьми, как предполагали) – дважды. 5. При построении циклограммы на 2-5 суток коэффициент оборачиваемости может быть подсчитан точнее. Коэффициент оборачиваемости подсчитываем по формуле: п , K об mN где K об - коэффициент оборачиваемости; п – число циклов по графику работ; m – число суток; N – число стендов. 15 Во втором варианте К об 1,15 . По ОНТП 07-85 K об равен 1. 13 Если в пролете только 8 стендов ЛМ, то работы можно сдвинуть, распределив их так, чтобы бригада была занята всю смену. 13 6. По максимальному совпадению операций на графике работ подсчитывается требуемое число рабочих в бригаде с учетом работ по вывозу готовых изделий на склад и вспомогательных рабочих. 7. При работе на длинных стендах, когда окончание бетонирования линии определяет время начала тепловой обработки, желательно использовать эффективные средства доставки смеси (адресная подача и др.) и уплотнения бетона для ускорения процесса. 8. Для построения циклограмм кассетного производства набор работ и время их выполнения определяется по табл. 17 [2]. В пролете принимается не более шести кассет (8-14 – отсечных). Построение циклограммы кассет (графика работы кассет) аналогично построению циклограмм стендового производства. Основное внимание уделяется распределению работ в пролете так, чтобы процессы армирования, формования и распалубки разных кассет не совпадали по времени. Это связано с использованием кранового оборудования и систем подачи бетонной смеси. Возможен и другой принцип построения графика работы кассеты или стенда, когда по вертикали приводится перечень операций, а по горизонтали – время их выполнения (рис. 3). 9. Циклограммы ямных камер пропаривания (постов электропрогрева в термоформах) строятся аналогично циклограммам стендов. По горизонтальной оси откладывается время на двое-пять суток, по вертикальной оси – номера камер. Время загрузки камер определяется числом изделий в камере и принятым циклом формования. При изготовлении однотипных (с точки зрения тепловой обработки) изделий, изготовляемых на двух формовочных постах в пролете, время загрузки сокращается вдвое. Время ТВО (тепловой обработки) включает и этап предварительной выдержки. Если не дано задание рассчитать время разгрузки камер, то оно принимается не менее получаса. Весь цикл занятости камер состоит из загрузки, тепловой обработки и разгрузки (иногда включают время чистки камер). По циклограмме ямных камер подсчитывают коэффициент оборачиваемости (рис. 4). Коэффициент оборачиваемости камер может быть определен и при использовании номограммы [1]. При построении циклограммы ямных камер следует обращать внимание на то, что загрузка ямных камер следует одна за другой в течение времени работы формовочных агрегатов. В ночное время загрузка-разгрузка камер не производится. Следует стремиться к сокращению числа камер ТВО, следя за тем, чтобы не было необоснованного их простоя. 10. Циклограмма (рис. 4) построена для камер, вмещающих 6 изделий, при цикле формования – 20 мин. Время загрузки 2 часа (загрузка с одного поста), время выгрузки – 0,5 часа, время ТВО 12 часов =(2)+2+6+2. 14 Номер кассеты Наименование операции Чистка и смазка Армирование Сборка Время на операцию, мин Время, ч 8 10 12 14 120 Формование 60 1 Тепловая обработка 480 Распалубка 15 60 Чистка и смазка Армирование Сборка 120 Формование 60 2 Тепловая обработка 480 Распалубка 60 Рис. 3. График работы кассет 16 18 20 22 24 2 4 6 8 10 Формование идет в две смены, ТВО – в три смены. За двое суток происходит 16 загрузок семи камер N К об загр , nк m где N загр – число загрузок; n к – число камер, шт.; m – время, за которое подсчитаны загрузки камер, сут. 16 К об 1,14 . 72 -номера камер Одна камера, сверх семи, может быть взята резервной. 1-е сутки 2-е сутки Рис.4. Циклограмма работы ямных камер -тепловая обработка (ТВО) -загрузка камеры -выгрузка камеры Рис. 4. Циклограмма ямных камер Работа засчитывается по наличию выполненных циклограмм стендов и кассет и индивидуального задания по циклограмме явных камер. Каждому студенту дается задание с указанием вида изделия (размер, объем бетона, цикл формования), времени тепловой обработки, времени разгрузки камеры. Требуется выбрать число изделий в камере, составить циклограмму работы камер на 2-5 суток и подсчитать коэффициент оборачиваемости камер. 16 Практическое занятие 4 (2 ч) РАСЧЕТ И ПРОЕКТИРОВАНИЕ КАМЕР НЕПРЕРЫВНОГО ДЕЙСТВИЯ [5] Для расчета камер требуется знать размеры изделий, вдоль или поперек камеры предполагается располагать формы, цикл формования изделий и режим ТВО. Поскольку компоновка в пролете зависит от многих факторов, целесообразно вначале рассчитать общую длину зоны ТВО, а затем принимать конкретное решение о расположении камер. Длина зоны тепловой обработки зависит от времени ТВО, цикла формования, длины (ширины) формы. Lтво nк lф (nк 1)l1 2l2 , где Lтво – длина зоны тепловой обработки, м; l1 – расстояние между формами вагонетками, м; l1=0, если толкатель снижателя или камеры; l1 =0,3-0,5 м, если привод форм цепной; l2 – расстояние от торца крайней формы до торца камеры; l2 = 0,5 м. Длина участка размещения подъемника-снижателя (Lп) равняется Lп lф d , где Lп – длина участка подъемника-снижателя, м; d – расстояние для размещения привода подъемника-снижателя, м; d=1,5-2 м. Количество форм, находящихся на ТВО, определяется по формуле 60 nк (Т ТВО ) , tц где nк – число форм в камерах, шт.; tц – цикл формования, мин.; ТТВО – суммарное время ТВО, ч. Длину камеры обычно выбирают равной длине формовочного конвейера. Но при небольшом числе постов может понадобиться большое количество камер, что не выгодно. Часть форм из камеры ТВО можно вынести на верхний ярус в «формокамеру». Это могут быть периоды выдержки и подъема температуры (приблизительно до 60°С), а также охлаждения изделий. Удлинив таким образом формовочный конвейер, можно сократить число «щелей» камеры ТВО. Второй вариант предполагает применение в конце конвейера поворотного устройства, позволяющего поворачивать формы на 90º и подавать в щелевые камеры в поперечном положении. Третий вариант. Камеры тепловой обработки могут располагаться под формовочным конвейером (двух-, трехярусные станы), сбоку под полом цеха (наклонно-замкнутый конвейер), за пределами цеха (выносные), под полом цеха с выходом под склад готовой продукции и обратная ветвь под полом цеха рядом с формовочным конвейером. Ширина камеры равняется Вк Вф 2в1 2б , где В к – ширина камеры, м; 17 Вф – ширина формы, м; в1 – расстояние между формой вагонеткой (по габариту) и стенкой камеры; в1 – принимается равным (0,3-0,5) м; б – толщина стенки камеры, м; б принимается равным (0,3-0,4) м. Если рассчитывается блок камер по ширине, то учитываются еще туннели (проходы) технического обслуживания между камерами, их ширина обычно принимается до (1,8-2,2) м. Высота щелевой камеры рассчитывается по формуле H к hф h1 h2 , где H к – высота щелевой камеры, м; hф – высота формы принимается равной высоте изделия и жесткого поддона (0,16-0,2) м; h1 – зазор между полом камеры и поддоном формы (0,25-0,3) м; h2 – зазор между верхом формы и потолком (0,2-0,3) м; – толщина перекрытия (0,12-0,3) м. Высоту камеры можно рассчитать и по другой формуле H к h1 h2 h3 h4 , где h1 – расстояние от уровня головки рельса до верха, м; h2 – высота рельс (0,2 м); h3 – расстояние от верха формы до потолка камеры (0,1-0,2-0,3 м); h4 – расстояние от подошвы рельса до пола камеры (0,18 м). Практическое занятие 5 (2 ч) ОПРЕДЕЛЕНИЕ ВЫСОТЫ И ШИРИНЫ ПРОЛЕТА [6] После того, как проведены технологические расчеты и выбрано оборудование, определяются требуемые для производства высота и ширина пролета. Длина пролета определяется после подсчета требующихся площадей цеха с учетом целесообразной расстановки оборудования. На рис. 5 показана схема определения высоты и ширины пролета L Lк 2а3 L3 a1 a2 2a3 , где L – ширина пролета, м; Lк – расстояние между осями рельс подкрановых путей; L3 – ширина рабочего фронта крана; а1 и а2 – габариты наибольшего приближения крюка крана к осям рельс; а3 – расстояние от оси рельс до оси пролета. Необходимая высота цеха определяется в зависимости от высоты оборудования, габарита перемещаемых грузов и такелажных приспособлений, типа крана и требований техники безопасности. H H 1 H 2 h1 h2 h3 500 b1 b2 100 , где Н – высота цеха, мм; 18 Н1 – расстояние от пола до головки подкранового рельса, мм; Н2 – расстояние от головки подкранового рельса до низа выступающих конструкций покрытия, мм; 500 – минимальное расстояние от верха оборудования до низа перемещаемого груза, мм; b1 – расстояние от головки подкранового рельса до оси крюка в крайнем верхнем положении, мм; b2 – габаритный размер крана, мм; 100 – минимальное расстояние от габарита крана до низа выступающих конструкций покрытия, мм. Рис.5. Схема определения высоты и ширины пролета [6] Перемещать грузы в горизонтальной плоскости следует на высоте не менее 0,5 м над выступающими частями оборудования и не менее чем на 2,5 м от уровня пола. Практическое занятие 6 (10 ч) ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ АРМАТУРНОГО ПРОИЗВОДСТВА При проектировании заводов строительных изделий и конструкций необходимо знать принципы расчета и арматурного производства. Целью занятия является освоение порядка и принципов расчета. Чаще всего берутся изделия-представители (до 4-5), для которых производятся все расчеты. 19 1. По характеристике изделий для каждого выбирается цикл формования [2], оговаривается технология изготовления и режим работы. Каждый студент выполняет расчеты по одному-двум заданным изделиям. Четыре-пять студентов объединяют в бригаду, которая сводит расчеты арматурных работ в одну таблицу. По суммарным объемам работ выбирается оборудование арматурного участка и производится расчет его количества. На основании расчетов представляется план цеха (участка) со спецификацией оборудования на миллиметровке. По плану каждый студент объясняет, как и в каком порядке изготавливаются конкретные арматурные изделия, что позволяет засчитать выполнение практического занятия. Для выполнения расчетов необходимы схемы армирования изделийпредставителей, по которым составляется спецификация арматурных изделий (табл. 7), с указанием диаметра, класса (марки) арматуры. При расчетах арматурного производства рекомендуется предусматривать получение со стороны (по кооперации) закладных деталей, петель, стандартных рулонных сеток. 2. До расчета объемов работ по изготовлению арматурных изделий необходимо составить функциональную технологическую схему процесса. Она может быть выполнена условными символами, либо элементами процесса (рис. 6). Арматурная сталь в мотках (бухтах) Правка и резка Арматурная сталь в прутках Закладные детали Стыковка и безотходная резка Гнутье Гнутье Сварка сеток и плоских каркасов Сварка пространственных каркасов Комплектация арматурных элементов Рис. 6. Функциональная технологическая схема изготовления ненапрягаемых арматурных элементов 20 Затем приводится описание производственного процесса по операциям: заготовка, сварка, комплектация и т.п., с указанием конкретных диаметров и вида (профиля) арматуры и станков (с минимальным и максимальными размерами отрезаемых стержней, свариваемых сеток или каркасов и т.д.). При описании технологических линий приводится тип линии и ее состав с указанием всех входящих в нее машин и механизмов, условиями подачи исходной арматуры, ее диаметров, характера приема готовых изделий [7, табл. 16]. 3. Расчет производства выполняется методом расчетных представителей. Далее дается порядок расчета производства на примере наружных стеновых панелей завода КПД. В табл. 6 представлена характеристика изделий-представителей. Сводные данные объема работ приводятся в виде табл. 8. Таблица 6 Расчет количества изделий-представителей Наименование изделий группы 1 Марка изделия представителя Кол-во расчетРасход стали на ных представи- изд.-предстагруппу телей витель, кг изделий, т 2 3 4 5 По технологической линии панелей наружных стен Наружные стеН1 5496 66,07 363,2 новые панели длиной от 6 до 3,6 м Итого 767,8 2 Итого ….. Всего 3571,4 Примечание. В столбце 1 приводятся расчетные представители по всем технологическим линиям. По столбцу 5 суммируется расход стали для арматурных изделий. 21 Таблица 7 Ведомость объемов арматурных работ на одну конструкцию (изделие-представитель) Кол-во изделий на 1 конструкц. 2 Наименование и эскиз арматурного изделия 1 Виды работ на изделие-представитель Высадка анПравка и резка, Стыковка, м керных гом ловок, шт. 3 4 5 Сварка 6 св. точек 7 24 - м Изделие-представитель – панель наружных стен (Н1) Сетка С-1 13Ø 5В600 1170 ш 150 22 49Ø 5В600 2 484,5 - - 11970 ш 250 Примечания: 1. В столбце 1 перечислены все арматурные изделия для каждого изделия-представителя. 2. В столбцах 3 – 7 перечисляются все необходимые работы. 4. Расчет оборудования сводится в таблицу типа табл. 9. По итогам табл. 8 суммируюся годовые объемы работ по каждому виду оборудования для всех расчетных изделий и по ним производится расчет оборудования. При выборе типа автоматических линий, сварочных машин и другого оборудования для изготовления арматурных сеток и каркасов следует учитывать не теоретическую, а среднечасовую эксплуатационную их производительность, которая меньше процентов на 20. После расчета оборудования приводятся его характеристики со ссылкой на источник информации. 5. Потребность в арматурной стали сводится в таблицу типа табл. 10. по всем технологическим линиям изделий расчетных представителей, по маркам и диаметрам. Таблица 9 Расчет оборудования Наименование оборудования, марка или шифр Ед. изм. Установка для резки и правки арматурной стали СМЖ-357 и т.д. по каждому виду оборудования м Производительность оборудования в час в год 1200 3780800 Годовые объемы арматурных работ 3316150 Количество оборудования распричетнятое ное 0,69 1 Таблица 10 Потребность в арматурной стали Класс стали 1.1. А-1 (А240) Потребность в арматуре на годовую программу, т без отходов с отходами общая По технологической линии панелей наружных стен 10 21,0 0,63 21,63 Диаметры 12 16 Итого ……… ……… Всего по п.1 87,88 86,5 195,38 …….. …….. 754,33 2,64 2,6 5,87 …….. …….. 22,63 Примечание. Итог по всем линиям подводится без учета закладных. 23 90,52 89,1 201,25 ……. ……. 776,96 Таблица 8 Сводные данные объемов работ Наименование изделий группы Марка изделияпредставителя Количество расчетных представителей, шт Объемы работ по заготовке стержней на изделие-представитель Объемы работ по заготовке стержней на годовую программу Объемы работ по заготовке стержней на изделиепредставитель Объемы работ по заготовке стержней на годовую программу Правка и резка СМЖ357 , м Резка СМЖ323А, шт. резов Правка и резка И-6022А, м Правка и резка ИВ6118, м 1. По технологической линии изделий наружных стен 1 2 3 4 5 6 7 1.1. Наружные стеновые панели длиной от 6 до 3,6 м Н1 5496 33,9 186314 46,44 255234 142,5 783180 16 87940 ……… ……… ……… …….. 3316150 1809943 3725026 51030 Итого и т.д. Всего (по всем представителям) 24 Окончание табл.8 Объемы работ по заготовке стержней на изделиепредставитель Объемы работ по заготовке стержней на годовую программу Объемы работ по сварке каркасов на изделие-представитель Объемы работ по сварке каркасов на годовую программу Гибка СМЖ173А, шт. гибов Высадка анкеров, шт. стержней Сварка сеток МТ 1618, св. точек Сварка сеток МТ 2002, св. точек Сварка каркасов МТМ 207, м 8 9 10 11 20 109920 - 56 307780 …….. …….. 1504096 91700 Сварка сеток МТМ 160, м Гибка сеток СМЖ 353, шт. гибов с бухт со стержней 12 13 14 15 297 1632312 12,1 65602 5,96 32760 - 2 10992 …….. …….. …….. …….. …….. …….. 3203580 2486752 538884 164573 145200 135580 Примечания: 1. В столбцах 4-15 предусматривается необходимое оборудование для всех расчетных представителей. 2. Размерность производительности машин и механизмов является определяющей для подсчета объемов работ. 6. Расчеты площадей арматурного цеха ведутся в соответствии с [1, 2]. В цехе организуют участки с установкой однородного оборудования, учитывая схемы изготовления арматурных изделий, поточность изготовления. Станки для изготовления легких элементов могут располагаться вне зоны действия кранового оборудования. 25 Подачу арматуры со склада следует согласовывать с расположением склада металла и генплана завода. Зону подачи арматурных изделий в формовочные цеха следует предусматривать в соответствии с технологическими процессами в них, по возможности избегая противотока арматурных изделий и готовой продукции. 7. Результаты расчетов приводятся в виде плана цеха (пролета) или участка по изготовлению арматурных изделий для заданной номенклатуры. План выполняется на миллиметровке в карандаше в масштабе с необходимым подъемно-транспортным оборудованием и экспликацией оборудования. Возможно выполнение плана в программе AutoCAD. 8. Технико-экономические показатели цеха (участка) относят к 1 тонне арматурных изделий и сводят в табл. 11. Таблица 11 Технико-экономические показатели арматурного цеха Показатель Ед. изм. Производственная мощность цеха (участка) Площадь цеха (участка) Съем арматурных изделий с 1 м2 производственной площади в год Численность рабочих (основных и вспомогательных) Выработка одного рабочего в год Трудоемкость изготовления арматурных изделий Установленная мощность оборудования Расход электроэнергии Энерговооруженность рабочих Показатель проекта т м2 т/м2 чел. т/чел. чел./т кВт/кВа кДЖ/т кВт/чел. Пример расчета объемов арматурных работ приведен в приложении. Практическое занятие 7 (2 ч.) АНАЛИЗ И ОЦЕНКА ГЕНПЛАНА ПРЕДПРИЯТИЯ 1. Цель занятия – овладение навыками анализа реальных генпланов с точки зрения технолога. Занятие проводится после лекции по генплану предприятия. 2. Студенту или группе (2-3 чел.) дается генплан предприятия, выполненный предыдущими потоками студентов. 3. В течение академического занятия необходимо оценить соответствие конкретного генплана требованиям СНиП и технологии производства. Перечислить (письменно) его достоинства и недостатки, оценить показатели. 4. Выводы по генплану защищаются с приведением аргументации. 26 БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Иванова Е.Н. Технология бетона, строительных изделий и конструкций: методические указания по выполнению курсового проекта для студентов специальности 290600. 8 семестр / Е.Н. Иванова. – Иркутск: Изд-во ИрГТУ, 2003. – 23 с. 2. Общесоюзные нормы технологического проектирования предприятий сборного железобетона. ОНТП 07-85 /Минстрой материалов СССР. – М.: Стройиздат, 1985. – 46 с. 3. Типовой проект 409-013-20.83. Главный корпус предприятия мощностью 120-160 тыс. м2 полезной площади в год для домов с большим шагом – Киев: ЦИТП, 1983. 4. Типовые нормы времени на производство железобетонных изделий и конструкций на заводах сборного железобетона. – М.: Экономика, 1988. – 55 с. 5. Кудяков А.И. Основы технологического проектирования заводов сборного железобетона / А.И. Кудяков. – Томск: Изд-во Томск. ун-та, 1986. – Ч.2. – 306 с. 6. Стефанов Б.В. Технология бетонных и железобетонных изделий / Б.В. Стефанов, Н.Г. Русанова, А.А. Волянский [и др.]. – Киев: Вища школа, 1982. – 406 с. 7. Носенко Н.Е. Механизация и автоматизация производства арматурных работ / Н.Е. Носенко. – М.: Стройиздат, 1982. – 312 с. 8. Справочник по производству сборных железобетонных изделий / под ред. В.В. Михайлова и А.А. Фоломеева. – М.: Стройиздат, 1989. – 447 с. 9. Машины и оборудование для производства сборного железобетона. Отраслевой каталог / Л.А. Волков, С.К. Казарин, С.А. Житков [и др.]. – М.: ЦНИИТЭстроймаш, 1988. – 543 с. 27 ПРИЛОЖЕНИЕ Расчет объема арматурных работ Наибольшую трудность в расчетах вызывает определение объемов работ на арматурное изделие или изделие-представитель, в котором несколько арматурных изделий, одинаковых или разных. Прежде чем подсчитывать объемы работ, необходимо уточнить оборудование и единицы его производительности (м/мин, точки сварки, количество резов, тонны). Порядок определения объема работ на один элемент рассмотрим на примере. 1. Требуется подсчитать объем арматурных работ для изготовления сетки С-1 (рис.). На изделие-представитель требуется 2 такие сетки. В час выпускается 4 изделия-представителя. Эскиз сетки С-1 1170 ш 150 13Ø 5В600 49Ø 5В600 11970 ш 250 1.1.Правка и резка проволоки ведется на правильно-отрезных станках, производительность которых дана в м. 1.1.1. Длина проволоки определяется по формуле (1) L (n пр l пр n п l п ) , где L – длина проволоки, подвергаемой правке на 1 элемент, м; nпр – число продольных прутков, шт.; lпр – длина продольных прутков, м; nп – число поперечных прутков, шт.; lп – длина поперечных прутков, м; L =(13х11,97+49х1,77) = 242,34 м. 1.1.2. Подсчитывается объем работ на изделие-представитель (м) с учетом количества арматурных элементов на него (2) L n L, где n – число арматурных элементов на изделие-представитель, шт.; L – длина проволоки на 1 элемент (объем работ на 1 арматурный элемент), м; L 2 242,34 484,64 м. Эта цифра заносится в табл.7. 28 1.1.3. В час выпускается, по условию примера, 4 изделия-представителя. Часовой объем арматурных работ на этом переделе определяется по формуле (3) L N L , где L – часовой объем арматурных работ по конкретному технологическому переделу для конкретных арматурных элементов; N – число изделий-представителей в час.; L – объем работ на изделие-представитель, м; L 4 484,64 1938,56 м. Эта величина вписывается в табл. 8 в столбцы правки и резки в м в час или пересчитывается на годовой объем работ и записывается в табл. 8 (в этом случае L умножается на годовое число часов работы формовочного цеха). 2. Если продольная арматура выполняется из стали диаметром 14 и более мм, а поперечные стержни диаметром 5 мм, объем работ подсчитывается иначе. 2.1. Объем работ по заготовке поперечной арматуры определяется по формулам (1) – (3). Работы по заготовке продольной арматуры проводятся на линии безотходной сварки и резки. 2.1.1. Число резов на один арматурный элемент (шт.) определяется по формуле N рез nпр 1 , где nпр – число продольных стержней в элементе С-1, шт.; Nрез = 13+1 =14 резов. 2.1.1. Зная (см. п. 1.1.2) длину продольной арматуры (13х11,97=156,61) на один элемент, можно подсчитать число стыков, если это необходимо L N ст пр , l где Nст – число стыков, округляемых до целого большего числа, на 1 элемент, шт.; Lпр – длина продольной арматуры, м; l – длина прутков арматуры, м (допустим, 12 м); 155,61 N ст 12,97 13 стыков. 12 Обычно этот расчет не выполняется, так как линия безотходной сварки и резки сразу комплектуется стыкосварочной машиной, а число линий принимается по количеству резов. Далее порядок определения объемов работ аналогичен предоставленному в п.1. Количество резов на изделие-представитель N рез 14 2 28 раз. Количество резов на часовую программу формовочного цеха N рез 28 4 112 раз. 3. Расчет объемов работ по сварке может вестись по точкам сварки либо по м сеток в зависимости от того, какое выбрано оборудование и какова размерность его производительности (точ. сварки, м). 3.1. Объем работ на 1 элемент (м) определяется по формуле 29 L l эл , где lэл – длина элемента, м. Далее весь расчет ведется аналогично п.1 L l эл 11,97 м; L 2 11,97 23,94 м; L 4 23,94 м = 95,76 м. 3.2. Количество точек сварки на один элемент (шт.) определяется числом пересечений сетки и вычисляется о формуле N т.св (nпр nп ) , где nпр – число продольных стержней, шт.; nп – число поперечных стержней, шт. N т.св (13 49) 637 точ. св. Далее расчет ведется аналогично п. 1 N т.св 2 637 1274 точ.св.; N т.св 4 1274 5096 точ.св. Чаще всего количество точек сварки подсчитывается при выполнении сварочных работ на одноточечных машинах. 4. Производительность некоторого оборудования дается в единицах массы. В этом случае, рассчитав объемы работ в м, делают перевод в единицы массы через линейную плотность арматуры P q l эл , где Р – масса арматурного элемента, кг; q – линейная плотность арматуры, кг/м; lэл – длина проволоки в элементе, м. Для сетки по п.1 P 0,154 232,34 35,78 кг = 0,358 т; P 2 35,78 71,56 кг = 0,0716 т; P 4 71,56 286,24 кг = 0,2862 т. 30