Минеральные порошки
реклама

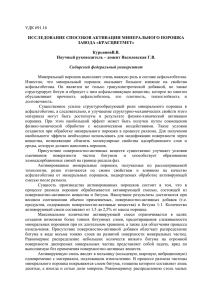
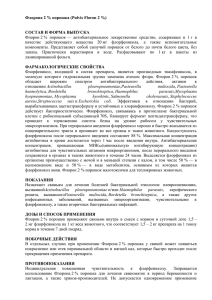
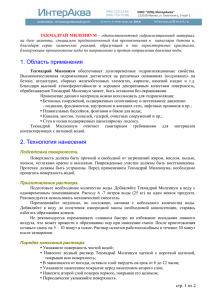
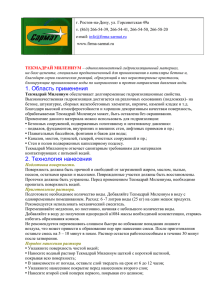
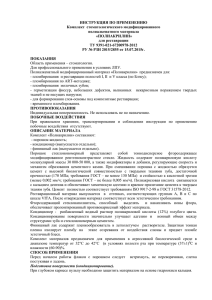
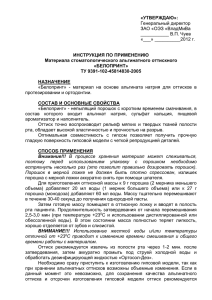
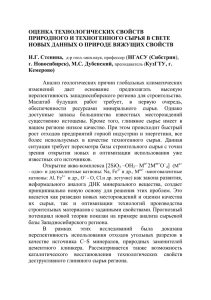
ДЕДЮХИН Александр Юрьевич к.т.н., доцент кафедры транспорта и дорожного строительства УГЛТУ Минеральный порошок как средство стабилизации и армирования асфальтобетонных смесей Проблема повышения качества строительства автомобильных дорог всегда была актуальной в Российской Федерации. В настоящее время эта проблема стоит особенно остро в связи с тем, что необходимость в строительстве и реконструкции асфальтобетонных покрытий непрерывно возрастает, а качество строительства не достигает мирового уровня. Одним из путей увеличения сроков службы покрытий автодорог является применение асфальтобетонных смесей с новыми физико-механическими свойствами. Причем именно на физико-механические свойств асфальтобетонов значительное влияние оказывает минеральная часть, особенно минеральный порошок и мелкодисперсные компоненты. Минеральный порошок, представляющий собой полидисперсный материал, является важнейшим структурообразующим компонентом асфальтобетона. На его долю приходится до 90—95% суммарной поверхности минеральных зерен, входящих в состав асфальтобетона. Основное назначение минерального порошка как наполнителя битума состоит в том, чтобы переводить объемный битум в пленочное состояние. В таком состоянии повышается вязкость и прочность битума. Вместе с битумом минеральный порошок образует структурированную дисперсную систему, которая и выполняет роль вяжущего материала в асфальтобетоне. Другое назначение минерального порошка — заполнение мелких пор между более крупными частицами. Таким образом, присутствие необходимого количества минерального порошка способствует повышению плотности минерального остова, а следовательно, и повышению плотности асфальтобетона. В этом смысле недостаточное количество минерального порошка связано с необходимостью увеличения количества битума для заполнения пор. Длительное время многие исследователи полагали, что назначение минерального порошка в асфальтобетоне сводится лишь к заполнению межзерновых пустот, т. е. к обеспечению надлежащей плотности. П. В. Сахаров впервые определил назначение минерального порошка как структурной составляющей, образующей совместно с битумом «асфальтовяжущее вещество», сцепляющее минеральные зерна. По мере развития исследований в области асфальтобетона все больше выявляется роль минерального порошка как микронаполнителя, оказывающего структурирующее влияние на битум. Подчеркивается большое значение дисперсности минерального порошка и влияние на свойства асфальтобетона физико-химического взаимодействия минеральных зерен с битумам. В соответствии с имеющимися представлениями, асфальтобетоны, в том числе и армированные асфальтобетоны относятся к коагуляционным структурам, прочность связей между частичками твердой фазы в которых зависит от размеров, толщины слоёв и адгезионной способности битума к минеральным материалам, армирующим материалам и т.д. В теории битумных (композиционных) материалов большая роль отводится поверхности раздела фаз и переходному слою, который обладает особыми свойствами, при этом их фазовое состояние имеет большое значение при армировании асфальтобетонов. Ряд исследователей отмечает, что битум, попадая в зону действия сил минерального материала претерпевает структурные изменения. При этом различают ориентированный и объемный слой. На рисунке 1 представлена схема взаимодействия тонкой пленки битума с минеральным материалом. Рисунок 1 - Схема взаимодействия тонкой пленки битума с минеральным материалом В ориентированном слое принято различать три зоны с характерными физикомеханическими свойствами: твердообразная, граничащая с поверхностью минерального материала, представлена адсорбционным слоем. Толщина не превышает долей микрометра. Ее критическая величина – потеря клеящей способности битума. Структурированная зона – упорядоченно расположенных высокомолекулярных соединений. И переходная, между ориентированным и объемным – диффузионная. Как показано в работах изменение структурной прочности различных пленок битума происходят скачкообразно и зависят не только от температуры, но и состава материала, наличия ПАВов и размеров минеральных частиц, участвующих в процессе формирования асфальтобетона. Установлено, что при определенном соотношении битум — минеральный порошок достигается наивысшая прочность структурированной дисперсной системы, образуемой этими материалами. При определенной концентрации минерального порошка резко уменьшается толщина битумных слоев на поверхности минеральных частиц, что приводит к высокой степени структурирования битума, а следовательно, и к упрочнению контактов между зернами. Следовательно, толщина битумных пленок играет основную роль в формировании структурной прочности асфальтобетона. Большое значение приобретает пористость зерен минерального порошка. Взаимодействие битума с минеральным порошком обусловлено не только весьма развитой внешней поверхностью зерен, но главным образом очень развитой внутренней поверхностью зерен, образуемой разветвленной системой микропор. Исследовательскими работами было установлено, что наилучшими являются минеральные порошки, получаемые в результате тонкого измельчения известняков и доломитов. Наряду с продуктами тонкого измельчения известняков и доломитов в качестве минеральных порошков находят применение цемент, цементная пыль, металлургические шлаки и другие пылевидные материалы. Благодаря своей высокоразвитой поверхности, адсорбирующей большую часть битума, минеральный порошок становится активной составной частью асфальтобетона, оказывающей большое влияние на его свойства. Важнейшими особенностями минерального порошка являются его способность к хорошему взаимодействию с битумом и его удельная поверхность. Важнейшей особенностью минерального порошка, обусловливающей его активную структурообразующую роль в асфальтобетоне, является высокоразвитая удельная поверхность. Однако, очень высокая дисперсность порошков (неактивированных) часто не реализуется в асфальтобетоне вследствие агрегирования наиболее мелких частиц (рисунок 2). Более того, образующиеся агрегаты не только снижают эффективную удельную поверхность порошка, но снижают плотность и коррозионную устойчивость асфальтобетона. Поэтому чрезмерно тонкое измельчение неактивированных порошков нежелательно. В основном такой помол получается на шаровых мельницах. Рисунок 2 - Агрегат Вместо удельной поверхности часто определяют гранулометрический состав минерального порошка и особенно содержание в нем наиболее мелких частиц. Гранулометрический состав минерального порошка, в частности, содержание в нем частиц мельче 0,071 мм обычно определяется путем мокрого рассева через соответствующие сита. Однако такой метод не дает, к сожалению, возможности определить гранулометрический состав наиболее мелкой части минерального порошка, на которую приходится наибольшая доля удельной поверхности. Определение гранулометрического состава наиболее мелкой части порошка требует применения более тонких методов дисперсионного анализа. Кроме определения гранулометрического состава минерального порошка, распределение фракций в нем может быть охарактеризовано пористостью. У одноразмерных минеральных порошков или очень тонких пористость выше. Порошки с равномерным распределением частиц разного размера отличаются пониженной пористостью. Пористость минерального порошка оказывает большое влияние на пористость всей минеральной части асфальтобетона, а следовательно, и на его битумоемкость. Для приготовления минеральных порошков обычно применяют известняки средней прочности. Применение слишком прочных известняков ограничивается трудностью их размола. Порошки из малопрочных известняков характеризуются повышенной пористостью. На базе «ЛИМ» УГЛТУ, в рамках поисковой научно-исследовательской программы совместно с ООО НПП «Бентониты Урала» были проведены исследования минеральных порошков Свердловской области. Все порошки были произведены на различных мельницах: шаровые, кулачковые и центробежные. Как показали физико-механические испытания, все минеральные порошки соответствуют требованиям ГОСТ 52129-2003. При помощи Уральского отделения академии наук были исследованы минеральные порошки под микроскоп на зерновой состав. Как видно из снимка (рисунок 3), что порошки полученные на шаровых мельницах обладают более тонким помолом и окатанной формой зерен. Такой помол будет характеризоваться повышенной пористостью и набуханием, что потребует дополнительного использование битума при производстве асфальтобетонной смеси. Рисунок 3 –помол на шаровой мельнице Минеральный порошок полученный на молотковой мельнице (рисунок 4) обладает хорошим зерновым составом, но форма зерен в основном преобладает окатанной формы. Асфальтобетон с таким порошком будет обладать ухудшенными характеристиками по сдвигоустойчивости. Рисунок 4 –помол на шаровой мельнице Минеральные порошки полученные на центробежных установках (рисунок 5) обладают улучшенным зерновым составом и не окатанной формой зерен. Асфальтобетон на таких минеральных порошках будет обладать улучшенными характеристиками по сдвигоустойчивости и трещиностойскости, а при производстве асфальтобетонных смесей потребуется добавлять меньше битума. Рисунок 5 – помол на шаровой мельнице Так же на снимках имеются два инновационных продукта. Первый из них порошок, зерна которого полностью кубовидной формы (рисунок 6). Такой минеральный порошок обладает пониженной пористостью, а асфальтобетон на его основе будет обладать наилучшими показателями по сдвигоустойчивости и трещиностойскости. По данному материалу ведутся дополнительные исследования. Рисунок 6 – кубовидный минеральный порошок Во втором в качестве армирующего элемента использовались волокна хризотила, продукта выпускаемого ОАО «Ураласбест» (рисунок 7). На снимке видно, как волокна полностью смогли гомогенизироваться в продукте. Рисунок 7 – кубовидный минеральный порошок Нами были проведены дополнительные исследования, подобрана асфальтобетонная смесь ЩМА-15 с минеральным порошком, армированным хризотилом (см. таблицу 1). Таблица 1- Физико-механические свойства щебеночно-мастичного асфальтобетона № п/п 1 2 3 4 5 Наименование показателей Средняя плотность Истинная плотность Остаточная пористость Водонасыщение Предел прочности при сжатии, при температурах: 20 0С 50 0С Един. измер. Результаты испытаний Требования ГОСТ 31015-2002 кг/м3 кг/м3 % по объему % по объему 2,63 2,68 1,87 1,27 не нормируется не нормируется 1,5 – 4,5 1,0 – 4,0 2,8 0,95 не менее 2,2 не менее 0,65 МПа 6 7 8 9 10 Сдвигоустойчивость: - коэффициент внутреннего трения асфальтобетона - сцепление при сдвиге при температуре 50 0С Трещиностойкость по пределу прочности на растяжение при расколе при 0 0С и скорости деформирования 50 мм/мин. для асфальтобетона Предел прочности при сжатии после длительного водонасыщения Водостойкость при длительном водонасыщении Сцепление вяжущего с минеральной частью смеси МПа 0,96 0,19 не менее 0,93 не менее 0,18 МПа 3,2 не менее 2,5 не более 6,0 МПа 2,4 не нормируется 0,86 не менее 0,85 выдерживает выдерживает Как видно, в результате испытаний смогли получить смесь удовлетворяющую требованиям ГОСТ 31015-2002. Следует подчеркнуть, что в процессе подбора состава не были использованы дополнительные стабилизирующие добавки, что принципиально изменяет технологию приготовления щебеночно-мастичных асфальтобетонных смесей. Предложенная технология позволяет не только исключить дополнительную операцию по введению стабилизирующей добавки, но и достичь полной гомогенизации волокон в смеси, что положительно сказывается на качестве готовой продукции. Простота использования армированного минерального порошка на производстве позволяет производить готовую продукцию на существующем оборудовании без дополнительной его модернизации. Исследования показали, что исходный минеральный порошок пригоден для использования в асфальтобетонных смесях. В целях эксперимента, была подобрана асфальтобетонная смесь ЩМА-15 с армированным минеральным порошком. В результате испытаний смогли получить смесь удовлетворяющую требованиям ГОСТ 31015-2002, при этом, не используя дополнительных стабилизирующих добавок. Такая технология позволяет достичь полной гомогенизации стабилизирующей добавки в смеси, что положительно сказывается на качестве готовой продукции. Простота использования армированного минерального порошка на производстве позволяет производить готовую продукцию на существующем оборудовании без дополнительной его модернизации. Как показал расчет, применение армированного минерального порошка экономически целесообразно, чем применение обычного минерального порошка в дополнении со стабилизирующей добавкой примерно на 2-4%.