Заботливое хранение – гарантия отсутствия хлопот в использовании!
реклама

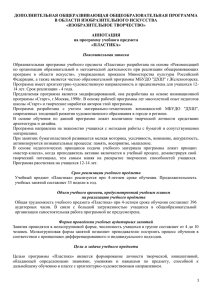
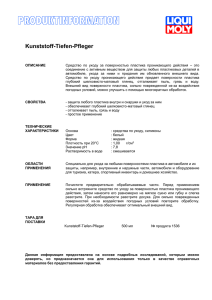
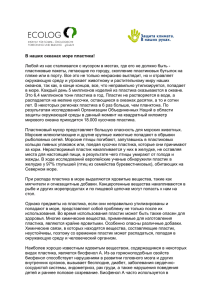
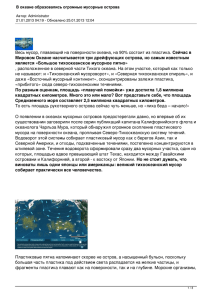
Заботливое хранение – гарантия отсутствия хлопот в использовании! HPL STORAGE А) Горизонтальное хранение Листы пластика укладываются на сплошные ровные стеллажи, поверх стопок уложены листы толстого ДСП. Б) Хранение «полу стоя» Листы пластика опираются на угловую конструкцию – угол наклона которой по отношению к полу 60 градусов, поверх пластика накладывается лист толстого ДСП Неверно!!! Листы HPL Некорректное хранение Складирование и транспортировка могут быть осуществлены с соблюдениями минимальных правил по хранению и транспортировке листовых материалов, никаких специальных мероприятий не требуется. Транспортировка осуществляется в жесткой упаковке во избежание сколов и повреждений декоративной поверхности. H.P.L. безопасен для транспортировки, не требуется никаких специальных обозначений и разрешающей документации. Хранение должно осуществляться в отапливаемом помещении, в горизонтальном положении, способами указанными на картинках выше… Хранение осуществляется на стеллажах, причем для долгого сохранения первоначальных свойств материала рекомендуется обеспечить достаточную вентиляцию между стопками пластика. 1. Как приклеишь, так и продашь! Основные правила приклейки пластика: 1) Всегда используйте компенсационный пластик если толщина основы менее 28 мм. 2) Контактный клей наносится на две соединяемые поверхности. 3) Контактный клей требует времени выдержки – для испарения растворителя. 4) Прикатывайте пластик валиком, причем от середины к краям. Во избежание образования пузырей. 5) Кроите готовые детали только после полного высыхания клеевого соединения. 6) Используйте клея рекомендуемые нашей компанией. 7) За информацией по подбору клея обращайтесь к нашим специалистам по тел: 646-13-04 Наклеивание на ровную поверхность: Пластик толщиной 0,6 мм как самостоятельный материал использовать нельзя он слишком гибкий. Основное назначение этого материала – облицовка древесных плит (фанера ДСП ДВП МДФ и др.) Существует несколько способов и технологий приклейки пластика на пласть… от простого к сложному: 1) «Тяп-Ляп» Для этого способа вам понадобится следующее: - Лист пластика HPL - лист ДСП (МДФ) - клей wakoll 1421 (у нас купить можно) из расчета 200 грамм на 1м2 поверхности. - валик и пульверизатор - 3-4 Листа ДСП для прессования Расход клея считаем так: 0,2 кг*3050*1300*2 (т.к. вы мажете клеем две поверхности и ДСП и Пластика) = 1,59 кг Наносим клей равномерным слоем, даем время выдержки, при стандартных условиях ( Т=20 град, влажность не более 50%) время выдержки составляет 15-20 минут. Время выдержки необходимо для того чтобы из клея испарилась большая часть растворителя, проверить это можно коснувшись намазанного клея пальцем, если на пальце не осталось клея значит можно соединить поверхности. Соединяем поверхности и прикатываем пластик чистым валиком к основе, затем кладем поверх изделия 3-4 листа ДСП и оставляем на 8-12 часов, после чего изделие можно кроить. Не забудьте компенсировать лицевой пластик при толщине основы менее 28мм специальным компенсационным пластиком (обратка). 2) Приклеивание с помощью оборудования Самое простое оборудование для приклейки пластика это механический не проходной пресс с подогревом или без. Нанесение клея в ручную или с помощью пульверизатора. Такой пресс не может дать максимального эффекта склеивания из-за отсутствия прикатки пластика к основе. Проходной пресс – оптимальный пресс для накатки пластика на ровную поверхность. Существуют холодные и горячие пресса, в зависимости от свойств пресса и выбранной технологии подбирается клей. 3) Постформирование - это процесс загиба пластика под воздействием температуры в результате которого пластик принимает изогнутую форму. ТРИ правила Постформинга 1 Постформирование производится только вдоль шероховки, направление которой, видно с изнаночной стороны пластика. 2 Минимальный радиус постформирования 6мм. 3 Должен использоваться специальный клей для постформинга с высокой схватывающей способностью. Температура постформинга 162-165 градусов, и варьируется в зависимости от цвета материала. Светлые декоры тепло отражают, соответственно температура будет выше и наоборот касательно темных декоров. Температура должна быть равномерной вдоль всей линии загиба. ИЗГОТОВЛЕНИЕ СТОЛЕШНИЦ постформинг. 2. На форматно – раскроечном станке выпиливаются заготовки. 2. На фрезерном станке фрезеруется профиль по кромке. 3. На горячем прессе для облицовывания мебельных щитов на заготовку по пласте наклеивается облицовочный материал. 3. Наносим клей на профиль для постформинга и производим постформирование. ВОЗМОЖНЫЕ ВАРИАНТЫ. Памятка постформирования декоративного бумажно-слоистого пластика 1. Следить за равномерностью прогрева пластика вдоль всей линии постформирования. Допустимый разброс температуры – 4С. 2. Важный параметр для любого оборудования – скорость прогрева до температуры постформирования. Согласно EN438 – ч.2, оборудование должно быть отрегулировано таким образом, чтобы нагревание пластика до температуры постформирования (163 0 С) происходило со скоростью в 1 с на 0, 025 мм толщины пластика ± 2 с. Например, если пластик имеет фактическую (измеренную) толщину 0,7 мм, то время его прогрева – 28 с (0,7: 0,025 = 28 ± 2 с). При неправильно подобранном режиме постформирования пластик будет трескаться. При чeм и при недогреве, и перегреве пластика это происходит примерно одинаково. Визуально понять, в чем проблема, практически невозможно. И выход здесь единственный: прежде чем клеить пластик на заготовку, опытным путeм на небольших полосках необходимо подобрать наиболее оптимальный температурный режим и временной интервал. 3. Если вы работаете на простейших проходных линиях или на ручных станках, на которых ТЭНы установлены только в зоне предварительного прогрева пластика, возможно падение температуры на крайних точках линии постформирования, что также приводит к растрескиванию пластика. 4. Сквозняки, низкая температура в производственном помещении также могут являться причиной некачественного постформирования. Это необходимо учитывать при установке оборудования для постформинга. 5. Режим постформирования складывается из сочетания двух основных величин – температуры и времени прогревания пластика, которые регулируются. В рекомендациях, как правило, указывается температура постформирования – 163О С. Полезно вести статистику режимов постформирования пластика, чтобы знать, в каком диапазоне можно с ним работать. Для успешного постформирования необходим пластик с отличными свойствами вторичной пластификации коим и является пластик Арпа. 4. Обработка пластика Раскрой Резка пластика должна происходить таким образом, чтобы фреза направлялась со стороны декоративного слоя. Это необходимо для предотвращения образования зазубрин и сколов. Сверление Диаметры отверстий для винта должны быть на 0,5 мм больше, чем диаметры самих винтов. Винт не должен касаться краев отверстия, и со всех сторон должны быть зазоры. Во избежание излишнего затягивания винтов, следует использовать пластиковые или резиновые прокладки. Вырезание отверстий При вырезании внутренних отверстий пластика, так же как и при его сверлении, необходимо закруглять все внутренние углы. Очистка Перед наклеиванием, во избежание проблем во время прессования, необходимо тщательно очистить лицевую и заднюю поверхности пластика. Рекомендуется использовать сжатый воздух и мягкую щетку. При эксплуатации слоистые пластики можно очищать при помощи мыльной воды или неабразивной очищающей жидкости, чистой тряпки или мягкой бумаги. Возможные повреждения пластика в процессе хранения, переработки и эксплуатации. Хранение 1) Коробление пластика, изменение формы – происходит из-за не соблюдения условий хранения, а именно температурного режима и влажности. 2) Крошение пластика – происходит из-за частых перепадов температуры и влажности в месте хранения, а так же при небрежном складировании и транспортировке. 3) Расклеивание готовых изделий с пластиком – возможно при использовании пластика с грязной поверхностью на которую нанесена шероховка. Склеиванию препятствует например наличие масленых пятен. 4) Расклеивание готовых изделий и коробление – при использовании исходных материалов с различным уровнем влажности. Перед использованием пластик и подложку необходимо выдержать в цеху обработки около 12 часов. 5) Изгиб вдоль шероховки – образуется при хранении пластика в неправильном положении. 6) Очень важно бережно вынимать пластик из упаковки, пластик упакованный в рулонах необходимо перед распаковкой выдержать в предполагаемом помещении хранения не менее 10 часов. Подробнее правила хранения Вы можете посмотреть в разделе 3 настоящего документа. Обработка - резка 1) Растрескивание пластика по диагонали от внутреннего угла – Все углы должны быть радиусными. 2) Сколы по линии резки на лицевой поверхности – Резать пластик рекомендуется по лицевой стороне. Подробнее об обработке вы можете узнать в разделе 5 настоящего документа. Приклейка и постформирование Отслоение пластика от основы. Причины возникновения: недостаточная температура постформирования недостаточное количество клея недостаточное давление при остывании низкое качество клея недостаточная степень очистки поверхностей Трещины на месте загиба. Причины возникновения: недостаточная температура постформирования температура постформирования достигалась слишком медленно (более 30 сек.) тепловой поток не направлен непосредственно на всю длину загиба тепловой поток неравномерен плохо отшлифована основа «Вспучивание» пластика. Причина возникновения: слишком высокая температура постформирования Коробление пластика или основы, растрескивание по ровной поверхности. Причины возникновения: различный уровень влажности пластика и основы (материалы должны быть выдержаны в одном помещении 48 часов) слишком тонкая основа (менее 28 мм для ДСП), обратная сторона которой не усилена пластиком. Правило по уходу за пластиком : 1. Беречь поверхность пластика от механических повреждений. Работа острыми предметами на поверхности пластика (нарезка овощей и др. продуктов, разделка и отбивание мяса) должна производиться только на специальных разделочных досках. 3. Во избежание разбухания корпуса и отклейки пластика не допускается попадание прямого воздействия пара и скопления воды на пластике. При попадании влаги на пластик необходимо немедленно удалить её при помощи сухой ветоши. Вода не наносит никакого вреда поверхности пластика, но может отрицательно повлиять на материал плиты-основы. даже при использовании импортной влагостойкой ДСП 4. На поверхность пластика не следует ставить горячие предметы, температура которых более 85С, без теплоизоляционных подставок. 5 . Поверхность можно чистить влажными тканями с применением мыльного раствора с последующей протиркой насухо. Для удаления пятен с поверхности можно применять специальные составы для чистки мебели, моющие гели, кремы, не содержащие эфир, ацетон, бензин, другие растворители и абразивных веществ. Для любой очистки можно использовать только неагрессивные чистящие средства. В частности, нельзя использовать никакие шлифовальные средства, а также вещества, которые могут уменьшить глянец или поцарапать поверхность. В некоторых случаях при возникновении специальных загрязнений допускается использование едких чистящих средств, а также горючих средств и средств, содержащих растворители. Во всех таких случаях должны приниматься все меры предосторожности и Правила техники безопасности. Для очистки «Высокий глянец» HPL можно применять только те чистящие растворы, которые высыхают, не оставляя налета. Обратите внимание, что немедленно после очистки поверхность HPL «Высокий глянец» должна быть тщательно вытерта мягкой (предпочтительно – хлопчатобумажной) тканью. Внимание: нельзя использовать абразивные средства (например, чистящие порошки). убедительно просим Вас соблюдать данные пункты при использование мебели из пластика HPL во избежание проблем с мебелью . НАДЕЕМСЯ на взаимовыгодное сотрудничество !!!