УДК – 674
реклама

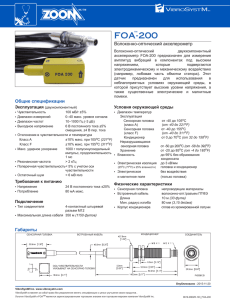
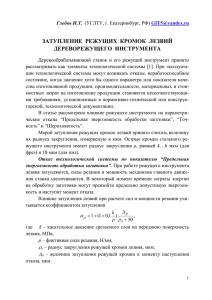
Абдулов А.Р., Новоселов В.Г. (A.R. Abdulov, V.G. Novoselov) УГЛТУ, Екатеринбург (USFEU, Ekaterinburg) ИССЛЕДОВАНИЕ ИЗНОСОСТОЙКОСТИ СТАЛЬНЫХ НОЖЕЙ УПРОЧНЕННЫХ ПУТЕМ ИМПЛАНТАЦИИ ИОНОВ АЗОТА (RESEARCH OF DURABILITY OF CUTTING EDGES MADE OF STEEL REINFORCED WITH NITROGEN ION EMISSION) Стальные ножи, упрочненные путем имплантации ионов азота, имеют значительно большую износостойкость, в сравнении с не упрочненными. (Cutting edges made of steel reinforced with nitrogen ion emission is more durable in comparison with standard cutting edge.) В процессе взаимодействия режущего инструмента и древесины, инструмент под действием сил трения подвергается изнашиванию, что в свою очередь влияет на качество обрабатываемой поверхности: точность и шероховатость. По заказу ЗАО «Региональный Центр Листообработки» были проведены испытания двух партии ножевого инструмента, подвергнутого ионно-лучевой обработке (имплантация ионов азота). Первая партии была обработана при суммарной энергии ионов 8*1017 ион /см2 набрана в два этапа: при энергии ионов 30 кэВ затем при энергии 25 кэВ. Приращение микротвердости составляет 5-15%. Вторая партия была обработана при энергии ионов 30 кВ ~ 3*1017 ион/см2. Заметного приращения микротвердости не наблюдается. Измерения проводились на четырехстороннем продольно-фрезерном станке С25-4А в условиях деревообрабатывающего предприятия ООО «НИК» г. Сысерть с 22 по 24 сентября 2010 года. Влажность обрабатываемой древесины W = 6-12%, порода заготовок - сосна, марка стали режущего инструмента – DS, скорость подачи – 14 м/мин. В процессе проведения исследований на станке было обработано 1813 досок. Значения постоянных факторов проведения эксперимента приведены в таблице. Для определения радиуса закругления режущей кромки применялся метод слепков [1]. Для получения данных о радиусе закругления режущей кромки производилось по одному замеру с каждого ножа на каждой ножевой головке. Периодичность проведения измерений в первый день равнялась 60 минутам. В последующие дни один раз в конце смены. Классически, скорость изнашивания, принято определять в зависимости от пути, пройденного резцом в заготовке [2]. 131 131 131 146 3,52 16,92 10,42 16,1 0,5 2,9 1,1 2,5 Скорость резания, м/мин Диаметр окружности резания, мм Партия 1 Без обр. Без обр. Партия 2 N, частота вращения ножевой головки мин-1 Метод ионнолучевой обработки Нижняя ножевая головка Правая ножевая головка Левая ножевая головка Верхняя ножевая головка Путь резания при обработке одной доски, м Припуск на обработку, мм Подача на зуб, мм Расположение головок по ходу подачи материала 3043 6076 6076 5898 20,88 41,68 41,68 45,09 1,15 0,58 0,58 0,59 Радиус закругления режущей кромки , мкм Полученные отпечатки фотографировали цифровым фотоаппаратом через металлографический микроскоп МЕТАМ ЛВ-44 при увеличении x100. Затем полученные снимки обрабатывали на компьютере при помощи программы AutoCAD. На основании полученных данных строятся зависимости изменения радиуса закругления режущей кромки: от пути пройденного резцом и от времени работы резца. Результаты обработки по средним для четырех ножей каждой ножевой головки значениям ρ (мкм) и путь, пройденный резцом (м) приведены на рисунке 1. 40 35 30 25 20 15 10 0 5000 Нижняя ножевая головка y = 0,0009x + 19,264 R2 = 0,6862 10000 15000 20000 25000 Путь пройденный резцм, м Правая ножевая головка y = 0,0004x + 18,387 R2 = 0,7421 Левая ножевая головка y = 0,0007x + 18,641 R2 = 0,95 30000 35000 Верхняя ножевая головка y = 0,0004x + 18,866 R2 = 0,4853 Рисунок 1 – Изменение радиуса закругления режущей кромки от пути, пройденного резцом По полученным данным видно, что интенсивность изнашивания (мкм/м) ножей на ножевых головках равняется на нижней 0,0009, на правой 0,0004, на левой 0,0007, на верхней 0,0004. Величина износостойкости (м/мкм) равняется 1111,1, 2500, 1428,6, 2500 соответственно. Этот метод определения износостойкости и интенсивности изнашивания справедлив при постоянстве факторов процесса резания, таких как: припуск на обработку, геометрическая точность обрабатываемых заготовок, частота вращения ножевых головок и многое другое. В случае их непостоянства такой метод не может давать объективную оценку, т.к. перечисленные выше факторы имеют различные значения, как следствие возникают различные силы взаимодействия между резцом и древесиной, что приводит в свою очередь к весьма противоречивым данным. Радиус закругления режущей кромки , мкм Для получения объективной оценки износостойкости и интенсивности изнашивания было принято решение произвести расчеты в зависимости от времени работы резца, в процессе обработки заготовок. По полученным данные построены графические зависимости, представленные на рисунке 2. 40 35 30 25 20 15 10 0 50 100 150 200 250 300 Время работы резца, мин Нижняя ножевая головка Правая ножевая головка Левая ножевая головка y = 0,0214x + 19,264 R2 = 0,6862 y = 0,0474x + 18,387 R2 = 0,7421 y = 0,0517x + 18,641 R2 = 0,95 Верхняя ножевая головка y = 0,0417x + 18,866 2 R = 0,4853 Рисунок 2 – Изменение радиуса закругления режущей кромки от времени работы резца Из полученных зависимостей видно, что скорость изнашивания (мкм/мин) на ножевых головках равняется на нижней 0,0214, на правой 0,0474, на левой 0,0517, на верхней 0,0417. Величина износостойкости (мин/мкм) от пути пройденного резцом равняется 46,73, 21,1, 19,34, 23,98 соответственно. На основании полученных данных пришли к выводу, что износостойкость ножей, подвергнутых ионно-лучевой обработке по передней грани оказалась выше, чем у необработанных, в партии №1 в среднем 2,31 раза, а в партии №2 в среднем 1,19 раза. Аналогичным следует ожидать периода стойкости ножей. Библиографический список 1. Новосёлов В.Г. Исследование износостойкости стальных и неперетачиваемых твердосплавных ножей при продольном фрезеровании древесины/ В.Г. Новосёлов, А.Р. Абдулов. // Деревообработка: технологии, оборудование, менеджмент XXI века: материалы международного евразийского симпозиума/ - Екатеринбург: Урал. гос. лесотехн. ун-т.- 2008. С.315-320. 2. Глебов И.Т Справочник по резанию древесины: справлчник / И.Т. Глебов, В.Г. Новоселов, Л.Г. Швам/ - Екатеринбург: Урал. гос. лесотехн. Акад., 1999. 190с.