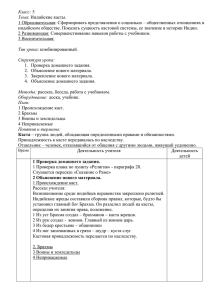
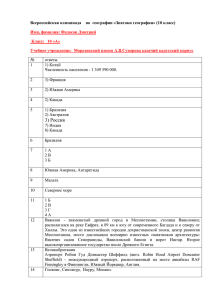
министерство образования и науки рф - Северо
реклама

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ ФГБОУ ВПО СЕВЕРО-КАВКАЗСКИЙ ГОРНОМЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ (ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ) Методические указания для выполнения лабораторных работ по дисциплине «Ювелирные изделия и камни» ДЛЯ СТУДЕНТОВ СПЕЦИАЛЬНОСТИ _261001.65-«Технология художественной обработки материалов» 1 Владикавказ 2012 УДК 671 ББК 85.12 К 57 Рецензент: д.т.н., проф. Сабеев К.Г. Кодзаева М. Б.; Хоменко Л.П. Методические указания для выполнения лабораторных работ по дисциплине «Ювелирные изделия и камни» для студентов специальности 261001.65 - «Технология художественной обработки материалов». Изд-во “Терек”, 2012.- с. Методические указания для выполнения лабораторных работ по дисциплине «Ювелирные изделия и камни» способствуют лучшему усвоению теоретического материала дисциплины. В процессе проведения лабораторных работ студенты осваивают способы определения марки металлов и сплавов, знакомятся с пробами ювелирных изделий, изготавливают элементы ювелирных изделий. Получают навыки в огранки кабашон и вставки камней. В процессе занятий обращается внимание студентов на особенности ручной и механической обработки используемых материалов, конструкцию режущих инструментов и виды технологического оборудования, разнообразных приспособлений, позволяющих решать отдельные операции с соблюдением определённых технологических требований: точности формы и размеров, параметров шероховатости поверхности и др. Подготовлено кафедрой материалов» Редактор Компьютерная верстка «Технологии художественной обработки Издательство «Терек» СКГМИ(ГТУ), 2012 ______________________________________________________________ Подписано в печать Формат Тираж_____ Объем усл.п.л. Заказ №_______ Подразделение оперативной полиграфии СКГМИ (ГТУ) 362021, г. Владикавказ, ул. Николаева, 44 2 Оглавление Стр. 1. Изучение металлов, используемых для изготовления 4 ювелирных и бижутерных изделий. 2. Маркировка ювелирных изделий. 3 8 Изготовление колец (шинки и накладок). 13 4. Выращивание кристаллов медного купороса, хлорида натрия, хлористого аммония, азотнокислого калия. 19 5. Технология изготовления кабошонов 22 6. Изготовление кастов. 29 Приложение 48 Список используемой литературы 49 3 Практическая работа № 1 Изучение металлов, используемых для изготовления ювелирных и бижутерных изделий. Цель: Научиться отличать металлы по удельному весу. Основные понятия и определения Все тела, имеющие одинаковый объем, но произведенные из различных веществ, к примеру, латуни или алюминия, имеют различную массу, которая находится в прямой зависимости от его объема. Иными словами, отношение объема сплава к его массе является постоянной величиной, которая будет характерной для данного вещества. Плотность вещества рассчитывается по специальной формуле и имеет прямое отношение к расчету удельного веса металла. Удельным весом металла называется отношение веса Р однородного тела из этого вещества к объему металла V. Он обозначается γ. Тогда, согласно формуле удельный вес металлов рассчитывается как: (1) При определении удельного веса используют единицу 1 г/см3. Таким образом, удельным весом металла называется вес единицы объема безусловного плотного (непористого) материала. Для обозначения удельного веса следует массу сухого материала поделить на его объем в полностью плотном состоянии - фактически это и есть формула определения веса металла. Для того, чтобы добиться подобного результата, металл необходимо привести в такое состояние, чтобы в его частицах не было пор, а структура была полностью однородной. Все известные и применяемые в промышленности металлы обладают определенными физико-механическими свойствами, которые, собственно говоря, и определяют их удельный вес. Исполнение работы Взять образцы цветных и черных металлов и сплавов штангенциркулем измерить габаритные размеры и определить объем, см3. На весах, с точностью до четвертого знака определить вес образца, г. По формуле (1) рассчитать удельный вес образцов и по таблицам 1,2,3 определить металл и сплав. Чугун Таблица 1. Типичные физические свойства и удельный вес чугуна Тип чугуна Белый Серый Ковкий Удельный вес г/см3 7,5±0,2 7,1±0,2 7,3±0,1 Удельный вес чугуна и его сплавов определяется весом одного его кубического сантиметра, который выражен в граммах. Чем больше показатель удельного веса металла, тем более тяжелым может получиться готовое изделие. Цветные металлы Сплавы цветных металлов по удельному весу подразделяют на легкие и тяжелые. Легкие сплавы активно используются современной промышленностью, из - за их высокой прочности и хороших высокотемпературных и механических свойств. Основными металлами подобных сплавов выступают алюминий, магний и бериллий. Но сплавы, созданные на основе магния и алюминия, не могут использоваться в агрессивных средах и в условиях высокой температуры. В основе тяжелых сплавов лежит медь, олово, цинк, свинец. Среди тяжелых сплавов во многих сферах промышленности применяют бронзу (сплав меди с алюминием, сплав меди с оловом, марганцем или железом) и латунь (сплав цинка и меди). Из этих сплавов производятся художественные и архитектурные детали. Ниже приведены основные качественные характеристики удельный вес наиболее распространенных цветных металлов. Таблица 2. металлов Наименование цветного металла Цинк (Zinc) Алюминий (Aluminium) и Химические свойства и удельный вес цветных Удельный Химическое Атомны Температура вес, обозначение й вес плавления, °C г/куб.см Zn 65,37 419,5 7,13 Al 26,9815 659 2,69808 Свинец (Lead) Олово (Tin) Медь (Сopper) Титан (Titanium) Никель (Nickel) Магний(Magnesium) Ванадий Вольфрам Хром Молибден (Molybdaenum) Серебро Тантал Золото Платина Pb Sn Cu Ti Ni Mg V W Cr 207,19 118,69 63,54 47,90 58,71 24 6 184 51,996 327,4 231,9 1083 1668 1455 650 1900 3422 1765 11,337 7,29 8,96 4,505 8,91 1,74 6,11 19,13 7,1 Mo 92 2622 10,22 Ag Ta Au Pt 107,9 180 197 194,8 1000 3269 1095 1760 10,5 16,6 19,32 21,2 Сталь Стали можно придавать любую форму при помощи прокатки, литья или прессования. При помощи термообработки можно получить сталь, которая наделяется различными физическими, химическими свойствами, а также удельным весом. Некоторые мягкие стали поддаются обработке ручным инструментом. Твердой сталью с высоким удельным весом можно даже разрезать стекло. Сталь также можно легко подвергнуть полировке. По химическому составу сталь можно разделить на углеродистую (инструментальную и конструкционную) и легированную (высоколегированную и низколегированною Марганец, углерод, хром и особенно алюминий могут уменьшить удельный вес стали; кобальт, никель, медь, а также вольфрам ее могут увеличить. Таблица 3. Удельный вес некоторых наиболее распространенных марок сталей Удельны Марка или й вес обозначение 3 (г/см ) Наименование (тип стали) Сталь нержавеющая криогенная конструкционная 12Х18Н10Т 7,9 Сталь нержавеющая коррозионно-стойкая 08Х18Н10Т жаропрочная Сталь конструкционная низколегированная 09Г2С Сталь конструкционная углеродистая 10,20,30,40 качественная Сталь конструкционная углеродистая Ст3сп, Ст3пс Сталь инструментальная штамповая Х12МФ Сталь конструкционная рессорно-пружинная 65Г Сталь инструментальная штамповая 5ХНМ Сталь конструкционная легированная 30ХГСА никельхромовая сталь ЭИ 418 Х13Н4Г9(ЭИ1 хромомарганцовоникелевая сталь 00) хромистая сталь 1Х13 (ЭЖ1) 2Х13 (ЭЖ2) 3Х13 (ЭЖ3) 4Х14 (ЭЖ4) Х17 (ЭЖ17) Х18 (ЭИ229) Х25 (ЭИ181) Х27 (Ж27) Х28 (ЭЖ27) хромоникелевая сталь 0Х18Н9 (ЭЯ0) 1Х18Н9 (ЭЯ1) 2Х18Н9 (ЭЯ2) Х17Н2 (ЭИ268) ЭИ307 ЭИ334 Х23Н18 (ЭИ417) хромокремнемолибденовая сталь ЭИ107 хромоникельвольфрамовая сталь ЭИ69 Х25Н20С2 хромоникельвольфрамовая с кремнием сталь (ЭИ283) хромоникелькремнистая сталь ЭИ72 прочая особая сталь ЭИ401 7,9 7,85 7,85 7,87 7,7 7,85 7,8 7,85 8,51 8,5 7,75 7,70 7,70 7,70 7,70 7,75 7,55 7,55 7,85 7,85 7,85 7,85 7,75 7,7 8,4 7,9 7,62 8,0 8,0 7,7 7,9 ЭИ418 ЭИ434 ЭИ435 ЭИ437 ЭИ415 высокоуглеродистая сталь 70 (ВС и ОВС) среднеуглеродистая сталь 45 10 и 10А; 20 и малоуглеродистая сталь 20А малоуглеродистая электро-техническая (железо А и Э; ЭА; типа Армко) сталь ЭАА хромистая сталь 15ХА хромоалюминиевомолибденовая азотируемая 38ХМЮА сталь хромомарганцовокремнистая сталь 25ХГСА хромованадиевая сталь 30ХГСА 20ХН3А 40ХФА 50ХФА 8,51 8,13 8,51 8,20 7,85 7,85 7,85 7,85 7,8 7,74 7,65 7,85 7,85 7,85 7,80 7,74 Практическая работа № 2 Маркировка сплавов на основе благородных металлов Цель: Ознакомиться с клеймами на благородных сплавах и определить пробу сплава на основе серебра. Основные понятия и определения Из чистых благородных металлов ювелирные изделия, как правило, не изготавливаются. Для придания им необходимых механических свойств и цвета в них вводят добавки цветных металлов, получая сплавы, например, золота с серебром и медью, иногда с палладием, кадмием, никелем и цинком; серебра и платины - с медью; палладия - с серебром и никелем. Содержание драгоценного в металла в сплаве определяет его пробу. Пробой ювелирного изделия называется количественное содержание металла в сплаве (т.е. сколько содержится чистого драгметалла в 1000-че единиц сплава). Например – в цепи весом 1 кг, имеющим пробу 585, содержится 585 граммов чистого золота, остальное – медь, серебро (415 грамм). Клеймо, которое у нас в России ставит Палата пробирного надзора, (а не сам мастер), подтверждает, изделие именно 585 пробы в котором именно 585 частей чистого (999 пробы) золота. Государственные пробирные клейма России Для золотых изделий Для платиновых изделий Для серебряных изделий Мастер (или фирма) ставит на изделие свой именник, на котором отображены малозначащие для покупателя символы. (На новых, недавно изготовленных изделиях, важна первая буква именника – она означает год изготовления: А – 2001, Б – 2002 …Ж –отсутствует, З – 2007, вторая буква “М” – Москва, далее буквы – код мастера или фирмы). Клеймение изделий из драгоценных металлов осуществляется основными и дополнительными клеймами (рис.1). К основным пробирным клеймам относятся клейма литер «А», «Б», «В» и «Г». Клеймо литеры «А» имеет круглую форму и состоит из знака удостоверения (эмблема серпа и молота на фоне пятиконечной звезды с трехзначным числом пробы) и шифра инспекции пробирного надзора. Клеймо литеры «Б» может быть нескольких видов: 1. клеймо в виде лопатки, состоящее из знака удостоверения, шифра инспекции пробирного надзора и пробы, предназначено для клеймения золотых и платиновых изделий; 2. клеймо в виде прямоугольника с выпуклыми противоположными сторонами состоящее из знака удостоверения, шифра инспекции и пробы (750, 800, 875, 916, 925 и 960), служит для клеймения серебряных изделий; 3. клеймо усеченно-овальной формы, состоящее из знака удостоверения, шифра инспекции и пробы (500, 850), предназначено для клеймения изделий из сплавов на основе палладия. Клеймо литеры «В» — двустороннее, круглое; состоит из двух частей: знака удостоверения с шифром пробирной инспекции и круглого знака с цифрами проб. Им клеймят изделия из драгоценных металлов на привешиваемых к ним пластинах. Клеймо литеры «Г» имеет продолговатую форму с закругленными углами. Состоит из знака удостоверения, шифра инспекции и пробы и предназначено для клеймения тонколистового (сусального) золота и серебра. К дополнительным пробирным клеймам относятся клейма литер «Д» и «Е». Клеймо литеры «Д» имеет квадратную форму со срезанными углами. Это клеймо служит для клеймения разъемных, второстепенных и дополнительных частей изделий из драгоценных металлов. Клеймо литеры «Е» имеет квадратную форму со срезанными углами и буквы «НП». Предназначено для клеймения изделий из драгоценных металлов, не соответствующих заявленной пробе. Рис. 2.1. а — изделий в сочетании с одним из дополнительных клейм; б — золотых и платиновых изделий; в — серебряных изделий; г — палладиевых изделий; д — изделий с подвешенными к ним пломбами; г— книжек с сусальным золотом и серебром; ж— разъемных и легко отделяемых второстепенных и дополнительных частей изделий; з— изделий, не соответствующих заявленной пробе, и таких, чья проба после реставрации оказалась ниже установленной В западных странах используется каратная система проб, при которой 1000 метрических проб соответствуют 24 каратам. Для перевода пробы из метрической в каратную применяется следующее соотношение: b = 24 х/1000 где b — проба в каратах; x —метрическая проба. Например, 750-я проба соответствует 18 каратам, 583-я проба — 14 каратам, 375-я проба — 9 каратам. Исполнение работы Рассмотреть именник и пробу имеющихся ювелирных изделий в сильную лупу. Определить пробу образцов серебряного сплава. Для серебра в основном используют два типа реактивов — азотнокислое серебро и хромпик. Азотнокислое серебро представляет собой водный раствор соли азотнокислого серебра в различных концентрациях. № п/п Проба серебра Азотнокислое серебро, г Дистиллированная вода, мл 1 750 0,45 100 2 800 0,50 100 3 875 0,70 100 4 916 0,75 100 5 960 0,80 100 Под действием данных реактивов на серебре, соответствующем реактиву, образуется слабый серовато-белый налет. На серебре низшей пробы относительно реактива интенсивность пятна возрастает. На изделиях высшей пробы относительно реактива пятна не образуется. При ослаблении действия реактива можно его усилить добавлением капли азотной кислоты. Реактив хромпик — это водный раствор соли двухромовокислого калия с добавлением серной кислоты. Состав хромпика Двухромовокислый калий -9,4 г Дистиллированная вода -100 мл Серная кислота(H2SO4) -6,8 мл Несмотря на то что хромпик в сравнении с азотнокислым серебром дает менее точный диагноз, применяется он чаще. Приблизительный процент содержания серебра в сплаве хромпиком можно определить в интервале от «чистоты» до 600-й пробы. А в сочетании с другими реактивами можно определить серебряный сплав даже ниже 500-й пробы. Под действием хромпика серебро 600-й пробы оставляет темный бурокрасный осадок. Яркость пятна возрастает с повышением пробы. В пределах 780...820-й проб бурые оттенки исчезают, переходя в оранжевый цвет. С повышением пробы краснота возрастает, серебро 875-й пробы реагирует красным цветом. Яркость красного цвета возрастает, переходя в «кровавый» выше 900-й пробы. С понижением пробы ниже 600-й реакция прекращается, однако, если предварительно опробовать сплав азотной кислотой (реактив 500-й пробы для золота), на этом месте хромпик даст красную реакцию серебра. При определенном навыке хромпиком можно опробовать серебряные сплавы с точностью до 20 единиц. Лабораторная работа № 3 Изготовление колец (шинки и накладок). Цель: изготовить шинку и накладки для кольца. Инструмент, приспособление, материал: линейка, штангенциркуль, чертилка, ручные ножницы, текстолитовый молоток, вальцы, плоскогубцы, круглогубцы, лобзик, тиски, пинцет, напильники, надфили, флюс. Основные понятия и определения I. Изготовление накладок. Накладки, являясь деталями кольца, выполняют в нём конструктивно – декоративную роль. Обеспечивая плавный переход от шинки к касту, накладки придают изделию законченность художественного исполнения. Форма накладок бывает самой разнообразной (рис. 3.1), а размеры их диктуются размерами самого ювелирного украшения. Накладки применяют как в сочетание с простыми шинками, так и в кольцах со сложными шинками, которые могут выполнятся как сплошной, так и полой, с различной формой сечения (круглой, полукруглой, овальной, прямоугольной). Ширина шинки – непостоянны, в большинстве случаев они расширяются и утолщаются по направлению к касту. Внутренняя сторона шинки всегда гладкая. С наружной стороны шинка может быть гладкой, с эмалью, чернью, чеканным или гравированным рисунком, с местами для закрепки вставок из камней, янтаря, коралла, пластмассы, кости, стекла. Шинку припаивают к касту, ранту, соединяя, таким образом с верхней частью (верхушкой) кольца. По способу припаивания к шинкам накладки делятся на накладные и вставные. Накладные при пайки накладываются на шинки, а вставные врезаются с помощью всечек. Изготовляют накладки из листового проката. Рис. 3.1 Формы накладок II. Изготовление шинки. Шинки (рис. 2) в кольцах с верхушками выступают как составные части колец, а в обручальных кольцах являются фактически кольцами. Шинки с не изменяющимися по всей окружности сечением принято называть простыми, с изменяющимися – сложными. Рис. 2 формы шинок Изготовление простой шинки. Этот процесс начинают с определения длины заготовки, которую вычисляют по формуле π , (1) где - средний диаметр шинки. Зная диаметр и толщину Н шинки, легко рассчитывать внешний диаметр шинки D внеш =D внут + 2H, (2) затем средний диаметр , (3) После этого находят расчётную длину заготовки. Если шинка с разводными концами, то из полученного результата необходимо вычесть расстояние, предусмотренное на шинке для каста или верхушке. При круглом касте этот размер равен диаметру основная каста, а при кастах других форм и верхушках – ширине основания каста или верхушки. Шинки могут быть также и с заводными кольцами. В этом случае к расчётной длине заготовки добавляют длину завода концов шинки. В практике ювелирного дела размер толщины заготовок для колец исчисляют от 0,8 до 3 мм с интервалом в 0,1 мм, а длину заготовки определяют приближенно по формуле , (4) где d – внутренний диаметр (размер) кольца, а H – толщина заготовки. Исполнение работы. I. Изготовление накладок (рис.3.3) 1. Подготовить рабочее место (верстак). 2. Выполнить эскиз, рисунок, чертёж будущих накладок с указанием их размеров (ширины, длины, толщины) с припуском на обработку до 1 мм; припуски диктуются размерами всего изделия (рис. 3.3 (эскиз 1)). Рассчитать длину заготовки, внутренний и внешний диаметр по формулам 1- 4. 3. Взять соответствующей толщины полоску листового проката (из серебра, мельхиора, меди) и отметить на ней размеры (длину и ширину) заготовки больше длины и ширины будущей накладки. 4. Отрезать заготовку в заданный размер (эскиз 2). 5.Произвести правку заготовки (эскиз 3). 6. Произвести разметку – нанести рисунок на заготовку накладки (эскиз 4). 7. Выпилить накладку согласно разметке (эскиз 5). 8. Отжечь накладку до появления малинового цвета (эскиз 6). 9. Произвести гибку накладки (эскиз 7). 10. Опилить накладку до заданных размеров (эскиз 8). Рис. 3.3 пример процесса изготовления накладок II. Изготовление шинки. 1. Подготовить рабочее место (верстак), выполнить эскиз, рисунок, чертёж шинки с указанием размеров: толщины, ширины, диаметра (эскиз 1) 2. Взять пруток (из мельхиора, латуни, меди) и прокатать его сначала в профильных валках до заготовки квадратного сечения со стороной, равной ширине кольца, а затем эту заготовку в плоских валках до толщины кольца. 3. Отметить на полученной заготовке длину будущей шинки и припуски на обработку 1 мм. 4. Отрезать заготовку 5. Свернуть заготовку (методом гибки) в кольцо и подогнать до очень плотного прилегания – сфуговать (эскиз 2). 6. Плотно подогнанные концы шинки пропилить для осуществления более качественной припасовки и получения плотного (с очень малым зазором) шва, тем самым исключив операцию опиливания концов шинки (эскиз 3). 7. Нарезать припой для шинки. Офлюсовать шинку целиком. 8. Наложить припой (эскиз 5). 9. Пайка. Сначала прогреть всю шинку до вишневого цвета. А затем место спая – до малинового цвета (эскиз 6). Во время пайки, происходит отжиг изделия. 10. Отбеливание. Отбеливающий раствор в медной ложке подогреть пламенем горелки до 50-70 ºC. Остывшую, после пайки шинку медным пинцетом опустить в отбел до полного растворения остатков флюса. Отбел для шинки из мельхиора и меди 5%-ный раствор H2SO4. 11. Шинку промыть в воде и просушить. 12. Опилить место пайки (эскиз 7). 13. Править шинку по внутреннему диаметру на рентригеле (эскиз 8). 14. Править боковые поверхности шинки (эскиз 10). В шинках с разводными и заводными концами необходимо выполнить дополнительные операции: пропилить финку на фуге – месту пайки; развести концы шинки пальцами рук или с помощью ригеля в разные стороны на расстояние, предназначенное для каста или верхушке (эскиз 11); завести концы шинки (эскиз 12). Рис. 3.4 пример процесс изготовления простой шинки III. Изготовления сложной шинки (рис. 3.5). Характерным признаком сложных шинок, является различная толщина отдельных участков. В связи с этим при расчёте длины заготовки L = π·Dср за исходную толщину шинки принимают среднее значение между самыми толстыми и самыми тонкими участками. Процесс изготовления сложных шинок можно осуществлять двумя способами (рис 3.5). 1.Подготовить рабочее место (верстак), сделать эскиз, рисунок, чертёж шинки с указанием необходимых размеров, определить размерную длину заготовки (эскиз 1). 2. Взять пруток круглого или квадратного сечения из меди. Мельхиора, латуни и отметить на нём размер (длину), равный половине расчётной длины, отрезать в этот размер заготовку (эскиз 2). 3. Отрезанную заготовку прокатать в профильных валках до заданного размера: до квадратного сечения, равного самому большому поперечному сечению шинки (эскиз 3). 4. Провальцованные концы полученной заготовки расчётной длины; середина заготовки не вальцуется (эскиз 4). 5. Подобрать брусок (подкладку) диаметр которого больше диаметра будущей шинки, и оправку, диаметр которой меньше диаметра шинки, согнуть заготовку в самом её толстом месте (эскиз 5). 6. Отжечь заготовку до появления малинового цвета. 7. Свернуть (согнуть) заготовку, придав её форму кольца; осуществляют этот процесс сначала в тисочках или круглогубцами (эскиз 6), а затем на шпераке до очень плотного прилегания; сфуговать (эскиз 7). 8. Плотно подогнанные концы шинки пропилить. 9. Нарезать припой (как в примере с простой шинкой). Офлюсовать шинку целиком. Наложить припой. 10. Паять шинку (как в примере с простой шинкой). 11. Отбелить шинку (как в примере с простой шинкой). 12. промыть шинку в воде и просушить. 13. Опилить место пайки. Править шинку по внутреннему диаметру на рентригеле. Править боковые поверхности. Опилить шинку. Пропилить полученное кольцо, по середине утолщённого участка (эскиз 8). 14. Развести концы шинки в разные стороны. При втором способе изготовления сложной шинки отрезанную заготовку вальцуют до получения необходимого размера только в середине, а концы её оставляют утолщёнными. Затем заготовку сгибают, правят и опиливают. При таком способе изготовления труднее выдержать симметричность концов. Но зато шинка получается бесшовной (эскиз 9,10). Рис. 3.5. Пример процесса изготовления сложной шинки. Содержание отчёта: 1. Название и цель работы. 2. Краткое описание методов изготовления шинки и накладок. 3. Эскизы, зарисовки и чертежи накладок и шинки. 4. Результаты расчёта длины заготовки для шинки. 5. Готовое изделие. Контрольные вопросы : 1. Что собой представляют накладки? 2. Какую роль в кольце выполняют накладки? 3. Какая последовательность операций при изготовлении накладок? 4. Какие шинки являются простыми, а какие сложными? 5. Из каких этапов состоит процесс изготовления простой шинки? 6. Как определяется длина заготовки для шинки? 7. Из каких этапов состоит процесс изготовления сложной шинки? Лабораторная работа 4 Выращивание кристаллов медного купороса, хлорида натрия, хлористого аммония, азотнокислого калия Цель: Изучить процесс выращивания кристаллов медного купороса, хлорида натрия, хлористого аммония, азотнокислого калия. Основные понятия и определения В лабораториях кристаллы выращивают из расплавов и растворов, из паров и твердых веществ. Для этого есть много остроумных способов, сложных приборов и установок. Рост больших однородных и чистых кристаллов длится иногда месяцами. Способы выращивания кристаллов. Можно выращивать охлаждением насыщенного раствора. С понижением температуры растворимость большинства веществ уменьшается, и они выпадают в осадок. Сначала в растворе и на стенках сосуда появляются крошечные кристаллы-зародыши. Когда охлаждение медленное, зародышей образуется немного, и постепенно они превращаются в красивые кристаллы правильной формы. При быстром охлаждении центров кристаллизации образуется много, сам процесс идет активнее, правильных кристаллов не получится: ведь множество быстро растущих кристаллов мешают друг другу. Другой метод выращивания кристаллов- постепенное удаление воды из насыщенного раствора. В этом случае, чем медленнее удаляется вода, тем лучше получаются кристаллы. Можно оставить открытый сосуд с раствором при комнатной температуре на длительный срок- вода при этом будет испаряться медленно. Особенно если сверху положить лист бумаги, который еще и защитит раствор от пыли. По мере испарения воды из открытого сосуда насыщенный раствор становится пересыщенным. И в нем начинают расти кристаллы. Растущий кристалл можно повесить на нити в насыщенный раствор или положить на дно сосуда. Скорость выращивания кристаллов зависит также от количества соли в растворе. Раствор, в котором выращивают кристаллы, должен быть насыщенным. Когда кристаллический зародыш уже образовался и начинает расти, часть растворенного материала переходит их раствора на кристалл и концентрация раствора вблизи кристалла падает, он становится ненасыщенным. Казалось бы, в этот момент рост кристалла должен прекратиться, но вещество из отдаленных участков раствора с более высокой концентрацией начинает поступать к граням кристалла и процесс продолжается. Исполнение работы 1.Материалы и оборудование: порошок вещества, вода при 100оС, термометр, химические стаканы, нагреватель (плитка), воронка, стеклянная палочка, вата, прочные (кордовые) нити, карандаши (палочки). 2. Проведение опыта В химическом стакане нагреваем воду до 100 оС и растворяем в ней вещество в количестве, определяемой по табл. 1, до получения насыщенного раствора (вещество больше не растворяется, т.е. до получения осадка). Таблица 4.1 Число граммов растворимости вещества в 100г воды. Вещество Температура, 0 С 18 0С 100 0С Хлористый аммоний 33 75 Хлористый натрий 36 39,6 Азотнокислый калий 29 230 Медный купорос 23 57 Полученный раствор фильтруется в чистый химический стакан. В полученный раствор опускаем нить с грузиком, закрепленную к карандашу. В качестве грузика можно использовать скрепку. Карандаш Нить Груз Рис. 4.1 Установка для выращивания кристаллов Выращивание кристалла производится в течении 2-х недель. Определяется и описывается вид образовавшегося кристалла сравнивается с данными табл. 4.2 Составляется отчет. и В начальный момент времени растворы охладились и стали пересыщенными. В дальнейшем происходило медленное испарение растворов при комнатной температуре. В течение нескольких недель мы наблюдали за тем, как растут кристаллы. Результат наблюдений занесен в таблицу. В конце опыта образовавшиеся кристаллы достают из растворов, сушат бумажными салфетками и укладывают в коробочки. Таблица 4.2 Рост кристаллов Медный купорос Азотнокислый калий Хлористый натрий Хлористый аммоний 2недел и 2г 830мг 1г 820мг 550мг пластинка пластинка маленький кубик 770г неопределенной формы 4 недели 11г700мг несколько пластинок 8г750мг игольчатые пластинки 1г600мг несколько кубиков 1г770мг неопределенной формы 6 недель 41г380мг много пластинок 35г300мг игольчатые пластинки 3г 650мг 3г789мг множество неопределенной кубиков формы В ходе проводимого эксперимента должны получить: ярко-синий прозрачный кристалл медного купороса, представляющий собой пластинчатые многогранники (рис. 4.2 а); розовый игольчатый кристалл азотнокислого калия (рис. 4.2 б); белый прозрачный кристалл хлористого натрия (рис. 4.2 в); кристалл неопределенной формы с голубоватым оттенком хлористого аммония (рис. 4.2 г) а) б) в) г) Рис. 4.2 Кристаллы: а–медного купороса; б–азотнокислого калия; в– хлористого аммония; г–хлористого натрия. Лабораторная работа № 5 Технология изготовления кабошонов Цель: ознакомиться с технологией изготовления кабошонов. Основные понятия и определения Технологический процесс изготовления кабошонов из ювелирных камней состоит из следующих основных операций: • Заготовительные операции - подготовка сырья для дальнейшей обработки • Формообразование - придание кабошону требуемых размеров, формы при помощи шлифования. • Финишные операции - придание изделию товарного вида доводкой и полировкой. ЧАСТЬ I ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ К заготовительным операциям при изготовлении кабошонов из ювелирного сырья относятся: выбор формы кабошона, выбор сырья по качеству, разметка, разрезка блоков на фанеру-пластину, маркировка, разрезка пластин на штучные заготовки. • Выбор формы кабошона Декоративные качества – окраска, рисунок, степень просвечиваемости ювелирно-поделочных и поделочных камней зависят от их вещественного и минерального состава, текстуры и структуры. Эти же факторы определяют физико-механические свойства и тем самым возможность изготовления изделий различных форм. Некоторые цветные камни отличаются резко выраженной анизотропией физико-механических свойств, что требует особого подхода к их обработке. Распил камней с преобладающей параллельной (субпараллельной) ориентировкой волокон легче производить в направлении, параллельном волокнистости. Камни полосчатой текстуры для получения наиболее интересного рисунка обычно распиливают в поперечном относительно полостчатости направлении. Вязкость камней с неяснокристаллической структурой в целом ниже, чем камней мелко- и тонкозернистого сложения. Чем крупнее зернистость камня, тем меньше его прочность и, следовательно, сложнее обработка. Крупно- и гигантнозернистые породы обычно не используются в камнерезных изделиях, однако извлекаемые из них кристаллы (например, лабрадора, дистена, ставролита и др.) могут являться ювелирным сырьем. Форма кабошона зависит от декоративных качеств и физикомеханических свойств минерала. Если камень обладает совершенной спайностью, то из него невозможно будет изготовить тонкую пластинку или низкий кабошон, во время обработки он рассыпается по плоскостям спайности. Перед тем, как приступить к изготовлению кабошона, нужно определить в каком ювелирном украшении он будет использоваться. Здесь выбор формы должен определяться практическими соображениями. • Выбор сырья для кабошонов Для изготовления кабошонов применяется большое разнообразие материалов. Сюда относятся как непрозрачные поли- и мономинеральные агрегаты, так и полупрозрачные и прозрачные кристаллы с различными эффектами. Материал должен быть сплошным, без трещин и пор и однородным по текстуре. Материал, содержащий много трещин, обычно при распиловке его на пластины распадается на кусочки. Но если кусочки немаленькие, а самое главное красочные, то и из них можно изготовить кабошоны. • Разметка Разметка камня - операции ответственные, часто определяющие декоративное и художественное достоинство будущего изделия (вставки). Чтобы разглядеть цвет и рисунок камень обычно смачивают водой. Смоченный срез выглядит как полированный. При разметке надо не только знать камень, но и бережно относиться к сырью и помнить, что рисунок в камне и его цвет неповторимы. При разметке сырья надо помнить, как следует резать различные породы камня, чтобы получить максимальный декоративный художественный эффект. При резке камня на заготовки надо учитывать не только его цвет и рисунок, но и правильно выбирать направление реза с учетом свойств камня. Это требование особенно важно для минералов и горных пород, обладающих такими оптический свойствами, как иризация, игра цветов, лабраборисценция и другие. • Резка блока на фанеру-пластину В зависимости от габаритов исходного сырья различают две основные стадии резки - предварительную резку и резку на заготовки. Задачей предварительной резки ювелирного камня является получение из больших глыб (валунов) камня кусков, плит меньших размеров, удобных для транспортировки и дальнейшей обработки. После этой операции определяется назначение камня. В зависимости от его качества, цвета и рисунка определяют, для изготовления каких изделий должно быть предназначено данное конкретное сырье. Резка плит на заготовки – изготовление штучных пластин или заготовок для конкретных форм кабошона из ювелирного камня. Блоки неправильной формы из цветного камня разрезают на пластины. Обычно кабошон делают из напиленных пластин толщиной 3-6 мм, а для кабошонов большого размера используют пластины толщиной 9 мм. • Маркировка кабошонов Выбор на пластине участка кабошона должен отвечать как практическим, так и художественным соображениям (рис.5.1). Поверхность пластины с двух сторон должна быть гладкой, без трещин. Для выбора рисунка и подбора формы кабошона применяют маркировочный трафарет (рис. 5.2). Передвигая его по пластине, пока не появиться наилучший рисунок. Для маркировки кабошона (очертания формы) используют медную или алюминиевую проволоку. Линия должна быть заметна на всем протяжении, и, следовательно, не должна быть прерывистой и толстой, так как контур на камне единственный ориентир и залог точности. Маркировку проводят на обратной стороне пластины. Поэтому необходимо, чтобы контур в точности соответствовал участку, выбранному на лицевой стороне пластины. Рис. 5.1 Выбор различных рисунков на пластине агата Рис. 5.2 Пластиковый маркировочный трафарет круглых и овальных форм различных размеров Существуют двойные трафареты, состоящие из двух одинаковых трафаретов, отстоящих друг от друга на расстоянии 6 мм. Пластину из камня помещают между ними, определяют лучшую сторону и на ней обводят контур выбранных участков, затем пластину с трафаретом переворачивают очерчивают эти участки уже на другой стороне. • Резка пластин на штучные заготовки Произведя маркировку кабошонов, приступают к операции распилов и скалывания (обкусывания). Подрезка формы кабошона производится на подрезной пиле. Подрезной пилой вырезают форму кабошона или убирают сильно выступаю участки, отступая от контура около 3 мм, чтобы избежать скалывания камня. Предотвратить скалывание камня можно медленной подачей в прямом направлении. Поскольку подрезной пилой можно делать только прямые срезы, заготовка получается окруженной треугольными выступами лишнего материала (рис. 5.3). Для удаления этих участков вместо обдирки часто применяют обычные кусачки. В этой работе необходимо сочетание большого давления с поворотом заготовки. Только тогда кусочки камня будут откалываться. Заготовка кабошона опиленная на подрезной пиле Та же заготовка после обкусывания Рис. 5.3 Форма заготовки по контору после распиловки и обкусывания. Обкусывать удается не все камни. Некоторые из них, такие как нефрит и родонит, сопротивляются этой операции, а например, агат, обкусываются легко. Перед началом работы следует попрактиковаться на обрезках той же самой пластины, из которой вырезаны заготовки, и посмотреть, как они себя ведут. Материалы, не поддающиеся обкусыванию, обдираются на круге до заданного контура. Для изготовления круглых вставок цилиндрические заготовки высверливают полым алмазным сверлом из плит цветного камня. Толщина плиты должна быть равна высоте будущего изделия плюс припуск на обработку. Эта операция также относится к заготовительным. ЧАСТЬ 2 ФОРМООБРАЗОВАНИЕ, ПОЛИРОВКА КАБОШОНА Операция формообразования заключается в придании заготовке приближенной формы будущего изделия с припуском на обработку. Формообразование кабошона, также как и резка бывает предварительным и окончательным. Предварительное формообразование часто называют подбивкой. Эту операцию выполняют на режимах грубого (предварительного) шлифования алмазными инструментами зернистостью 60/40 - 40/28. Окончательное формообразование выполняют за несколько операций шлифования алмазными инструментами зернистостью 14/10, 7/5 и М28. • Обдирка и формообразование в свою очередь подразделяются слeдующие этапы: 1. Обдирка по контору. Обдирка по контуру производится при грубом шлифовании (на алмазной крупнозернистой планшайбе). Для этого камень прижимают к кругу и убирают все выступы, причем непрерывно перемещают заготовку, чтобы получить плавно идущие кривые. Шлифовку производят до тех пор, пока вокруг контура не останется ободок 1,5 мм. На дальнейших этапах за счет этого ободка можно будет компенсировать нарушение размеров кабошона. 2. Образование фаски. Образование фаски с тыльной стороны предотвращает скалывание камня. Фаску сошлифовывают вокруг нижнего края основания до линии контура (рис. 4.4). Далее камень начинают обрабатывать, держа его руками или наклеив на китч или оправку (сделанные из березы или клена). Диаметр оправки размером 3 до 18 мм в зависимости от величины камней, а дайна приблизительно 1 м, чтобы удобно было держать оправку в руках. Причем один конец оправки слегка скругляют, чтобы не травмировать руку, а другой оставляют ровным. В качестве клея используется смола, состоящая в основном из шеллака и сургуча с небольшим добавлением порошка глины и пчелиного воска. Смола наносится на оправку путем нагревания спиртовкой и соответственно налипанием ее на оправку. Рис. 5.4 Образование фаски с тыльной стороны Не стоит перегревать смолу (начинает дымиться и гореть), так как она теряет прочность. Для прочной связи камня со смолой надо чтобы и смола и камень были нагреты. Сначала нагревают камень, а затем смолу. Затем камень тщательно центрируют на оправке, повторно нагревая. После наклейки камня и выправления его на оправке, камень откладывают в сторону для охлаждения в специальный контейнер. 3. Обдирка верха кабошона. Первым этапом при обдирке верха кабошона является нанесение широкой фаски по краю заготовки под углом 10- 15° от низа кабошона к верху кабошона (рис. 5.5). Эта операция производится на крупнозернистой планшайбе или на грубом шлифовальном круге. Сразу фаску не шлифуют на полную глубину, а делают это постепенно при непрерывном вращении оправки или камня в руках до тех пор, пока фаска не достигнет основания кабошона. После изготовления первой фаски делают вторую вдоль верха кабошона. Если кабошон достаточно высокий, могут потребоваться три или даже четыре подобные операции для придания кабошону грубой формы (рис. 5.6). Рис. 5.5 Образование первой фаски верха кабошона Рис. 5.6 Изготовление второй фаски 4. Грубая шлифовка. После нанесения ряд концентрических фасок камень получает выбранную для него форму. Затем сглаживают острые к покачивая камень, обеспечивая, его контакт с планшайбой всеми участками. Вышеперечисленными операциями определяется форма кабошона и для придания верху правильной криволинейной формы следует избегать следующих ошибок: не оставлять плоскую площадку на самом кабошона; в ходе обработки стоит проверять симметричность камня; избегать обработки камня в каком-либо одном месте. Эта схема формирования кабошона позволяет получить окончательную форму, без каких-либо примерок и подгонок. 5. Предварительное шлифование. При тонком шлифовании каждая глубокая царапина, получившаяся при обдирке, должна быть удалена. Шлифуется по всей поверхности камня, начиная с фаски на среднезернистой алмазной планшайбе или резиновом круге. После такого шлифования поверхность получается более гладкой, чем после обдирки, и необработанные места сразу видны. Чтобы удостовериться, что все глубокие риски удалены камень высушивают и осматривают его при ярком свете. Карандашом помечают участки, требующие обработки. 6. Окончательное шлифование. Затем на самой мелкой планшайбе обрабатывают кабошон для дальнейшей операции - доводки. Для этого работу также начинают с боковых сторон, постоянно переходя к верху. При работе все время передвигают камень вперед, применяя качающиеся и вращательные движения для закругления верха. ЧАСТЬ 3 ФИНИШНЫЕ ОПЕРАЦИИ Финишные операции включают в себя следующие этапы: 1. Операция доводки – придание камню матового блеска. Доводка производится на грубой абразивной ткани (брезент или другой материал) по всей поверхности кабошона. После завершения доводки поверхность камня должна иметь ярко выраженный матовый глянец и быть покрыта множеством мелких рисок одного и того же размера. 2. Полирование – придание камню глянцевого блеска. Перед полированием тщательно моют обрабатываемый камень, чтобы удалить все частицы абразивного порошка. Полировка производиться на коже, олове, меди, дереве, мягких тканях (саржа) с использованием различных порошков (окись церия, олова, хрома, алюминия и др.) или алмазной пасты. Наиболее распространенными ошибками при полировании являются следующие: применение недостаточного давления, что ведет к увеличению продолжительности обработки и способствует развитию эффекта «лимонной корки»; недостаточно тщательный осмотр поверхности - и в результате недополированные участки; применение слишком большого количества порошка. 3. Обработка низа кабошона. Нижние поверхности кабошонов могут быть отполированы, если камень прозрачен или сильно просвечивает, или просто выровнены на планшайбах. И независимо от выбранной отделки низ камня должен быть совершенно плоским, так как при закрепке камень лежит на опорном пояске ровно, и крепление получается достаточно надежным. Если же нижняя поверхность камня волнистая или слегка искривлена, го его трудно закрепить, и поэтому не исключена возможность его разрушения или выпадения камня из оправы при после дующей носке изделия. 4. Чистка и очистка кабошона. Готовые камни очищают от остатков смолы спиртом. Если в порах застрял полирующий порошок, его удаляют с помощью щетки мыльной водой. Из тонких волосовидных трещин удалить порошок не всегда удается. В этом случае вид камней может быть значительно улучшен путем подкрашивания их масляной краской или тушью соответствующего цвета. Краска впитывается в порошок и маскирует его присутствие. Полые кабошоны обрабатываются обычным способом, пока не наступает момент обработки задней стороны. Тогда их приклеивают другой стороной и вышлифовывают углубление инструментом с шариковым стальным или медным наконечником, закрепленным в патроне сверлильного токарного станка, либо камнерезной установки. Контрольные вопросы 1. Перечислите заготовительные операции при изготовлении кабошонов. 2. От чего зависит выбор формы кабошона? 3. Какое сырье пригодно для изготовления кабошонов? 4. Какие бывают стадии резки? 5. Какие охлаждающие жидкости применяются при резке камня? 6. Какие требования предъявляют к пиленым пластинам для кабошонов? 7. Как производится маркировка кабошонов? 8. Как производят обкусывание заготовки? 9. Как можно изготовить заготовки круглых вставок? 10. Какой инструмент и приспособления необходимы для выполнения заготовительных операций при изготовлении кабошонов? Лабораторная работа № 6 Изготовление кастов. Цель: изготовление кастов. Инструменты, материалы, приспособления: круглогубцы, лобзик, ножницы, кисточка, флюс, пинцет, асбестовый лист, горелка, припой, отбел, надфили, напильники, штангенциркуль, шабер. Основные понятия и определения Каст (оправа для вставки) — это место крепления вставки. Каст или оправа для вставки – общая деталь многих ювелирных изделий (в том числе и колец) со вставками. Само слово «оправа» выражает собой понятие того, что это важнейшая составная часть украшения «охватывает» или «оправляет» драгоценный камень, который должен в ней удерживаться. Оправа должна выполнять следующие задачи: 1) прочно удерживать камень; 2) подчеркивать его красоту; 3) служить связующим переходным звеном между металлическим телом украшения и камнем; Нет таких идеальных оправ, которые выполняли бы все задачи в равной степени, и от целей применения зависит, какой вид оправы следует выбрать в данном случае. При выборе сплава для оправы нужно исходить из того, что камень должен надежно удерживаться в ней длительное время, поэтому металл должен быть прочным и твердым. С другой стороны, оправа должна плотно прилегать к камню, поэтому необходимо, чтобы материал, из которого она изготовлена, обладал высокой пластичностью. Это относится особенно к хрупким (смарагд, опал) и мягким (малахит, бирюза) камням. Но так как твердость и пластичность свойства прямо противоположные, то невозможно найти сплав, обладающий одновременно большой твердостью и высокой пластичностью. Поэтому приходится подыскивать по диаграммам состояния сплав, более других отвечающий этим требованиям. Существуют два типа кастов, различающихся принципом держания камня, — глухие и крапановые. В глухих камни удерживаются завальцованными стенками каста, а в крапановых — отдельными стойками (крапанами), вырезанными в касте или напаянными на него. Виды глухих и крапановых кастов могут быть различными по конструкции и технике исполнения в зависимости от вида украшения, образца и огранки камня. Форма и размеры кастов зависят в основном от формы, огранки и размеров камня. При изготовлении кастов используют различные виды заготовок: толстостенные трубочки, плоский ленточный прокат, штампованные полуфабрикаты. Различают следующие основные и широко применяемые виды кастов: глухие, ободковые (царговые), крапановые и корнеровые (рис. 5.1). Рис. 6.1 Виды кастов I. Глухие касты круглой формы. Глухой каст. Глухой каст — это чашечка с плоским дном, на котором покоится основание вставки. В глухие касты закрепляют непрозрачные круглые, овальные и граненые вставки. Вставка удерживается в касте путем обжатия ее со всех сторон стенками каста. Эта простейшая основная форма оправы обеспечивает надежное крепление камня, но дает возможность лучам света падать на него лишь сверху. Камень покоится в гнезде каста и удерживается вертикальными стенками каста, верхний край которых придавлен к камню. В глухой каст крепятся только непрозрачные камни с гладкой нижней поверхностью, которые должны подстилаться дном оправы снизу. Глухие касты нередко называют низкими, поскольку высота их несколько ниже обычной. Для мелких, до 3 мм в диаметре, круглых камней в качестве глухих кастов (рис. 6.2) используют отрезки трубок (царги). Касты для такого размера камней могут быть цилиндрическими и коническими. Для цилиндрических делают трубку с внутренним диаметром, меньшим диаметра камня, а внешним диаметром, превышающим диаметр камня, с таким расчетом, чтобы вырезанное при закрепке камня гнездо проходило по средней линии диаметров. Рис. 6.2 Глухой цилиндрический каст для мелких камней круглой формы Заготовку для конических кастов берут с таким же расчетом, но для получения конической формы нижнее основание каста осаживают (сколачивают) в конической оправке. Такой матрицей может служить волочильная доска (циайзен) для шарниров соответствующих размеров. Производят сколачивание заготовки с паяным швом. Толщина стенки кастов малого диаметра 0,3...0,4 мм, высота выбирается в зависимости от образца изделия, но не менее высоты камня. Оправы для мелких камней, как правило, делают в большом количестве, поэтому пайку трубчатого шва лучше производить, когда трубка еще в длинной заготовке (не нарезанной по высоте кастов). Касты для камней диаметром свыше 3 мм почти всегда конические, т. е. имеют форму усеченного конуса. Конусность придается двумя способами: сколачиванием или расколачиванием цилиндрической заготовки. В качестве заготовки камней диаметром 3…5 мм можно также использовать трубку соответствующего размера. Сколачивание в данном случае — это процесс придания цилиндрической заготовке конической формы за счет обжатия нижнего основания в матрице с коническими отверстиями (рис. 6.3) или уменьшения диаметра нижнего основания. Такие матрицы называют проколотками. Рис. 6.3 Сколачивание каста на конус в проволоке Расколачивание — это процесс получения конической формы за счет увеличения верхнего основания заготовки до размера камня. Каст по размеру камня делают с учетом выборки посадочного гнезда для камня. Расколачивание производят коническим пуансоном — расколоткой (рис. 5.4). В обеих случаях пайка шва заготовки должна быть произведена заранее, толщина стенки заготовок такого размера в пределах 0,4...0,6 мм. Делая такие касты не из трубчатой заготовки, а из проката, длину заготовки берут по формуле расчета длины заготовки на обручальные кольца, а за ширину принимают высоту каста. Заготовку с запиленными на месте будущего шва концами сворачивают круглогубцами в кольцо и фугуют (плотно стягивают шов), проколачивая через отверстия проколотки до образования плотного шва. Шов (фугу) запаивают и цилиндрической заготовке придают коническую форму. Правят касты конической расколоткой в конической матрице. Такое обжатие дает ровную поверхность и предохраняет от разрыва по фуге. Касты для камней диаметром больше 5 мм при индивидуальном исполнении расколачивают как расколотками соответствующих размеров, так и на шпераке. Глухие конические касты таких размеров делают из проката. Толщина проката выбирается в зависимости от размера камня (чем больше камень, тем толще стенка каста), прочности камня (чем хрупче камень, тем тоньше стенка каста), мягкости металла (имеется в виду характеристика данного сплава). Для камней в пределах 12 мм толщина проката будет в интервале 0,6... 0,8 мм. Главными исходными при расчете каста являются параметры (размеры) камня, затем конструктивные особенности изделия или условия заказчика. Процесс изготовления каста на шпераке заключается в следующем: цилиндрическую заготовку сворачивают из проката, спаивают по фуге и расколачивают на шпераке в конус до размера камня. а б Рис. 6.4. а) расколачивание каста; б) матрица (проколотка) и пуансон (расколотка) для приготовления и правки каста Ширина заготовки в любом случае диктуется высотой камня и слагается из высоты павильона камня, толщины рундиста и высоты обжимного пояска (верхней части каста, оставленной для закрепки камня). Размеры павильона и рундиста снимаются непосредственно с камня. У небольших камней снимают высоту всего камня, а высоту обжимного пояска оставляют 0,5...1,0 мм. Запас от шипа камня до нижнего основания каста получается вытяжкой во время расколачивания на шпераке. Обжимный поясок D H Закрепочный поясок h d 20-34 o Рис. 6.5 Схема посадки камня в глухой каст: D – размер каста (внутренний диаметр верхнего основания), h – толщина стенки каста, d – внутренний диаметр нижнего основания, H – высота каста Длина заготовки зависит и от диаметра камня, и от его высоты. При определенной конусности с увеличением высоты каста будет увеличиваться и разница между диаметрами нижнего и верхнего оснований каста. Для расколачиваемого каста цилиндрическую заготовку делают по размеру малого основания, чтобы затем расколотить на него конус с размером большого основания, равным камню. Соотношение высоты каста (ширина заготовки и разницы диаметров оснований) 3:1. Например, у каста, высотой 6 мм разница между диаметрами верхнего и нижнего оснований должна быть 2 мм, у каста высотой 9 мм — 3 мм и т. д. Длину заготовки на касты рассчитывают по упрощенной формуле для расчета обручальных колец с учетом конусности каста. Например, для каста с диаметром большого основания D— 10 мм (5), высотой Н—9 мм и толщиной стенки h — 0,8 мм расчет будет таким: диаметр малого основания d равен 10 — 3 = 7 мм; длина заготовки по малому диаметру 3d + 4h = = 3·7 + 4·0,8=24,2 мм. Формулы для расчета диаметра малого основания по размеру камня (диаметру верхнего основания) относительно толщины и ширины проката приведены в приложении 1табл. 2. Для примера рассчитаем по формуле, приведенной в приложении 1 табл.2, длину заготовки на тот же каст диаметром 10 мм, высотой 9 мм, толщиной стенки 0,8 мм: 3D — 5,8 = 3-10 — 5,8 = 24,2 мм. Обычно высота каста увеличивается с увеличением его диаметра, постоянная высота каста бывает только у стандартных камней. Так, высота 10-миллиметрового каста может быть от 6 до 9 мм, а в некоторых случаях и больше. Однако безгранично расти, высота каста тоже не может, и даже у камней диаметром более 20 мм высота каста редко превышает 15 мм, перпендикулярно оси, а снаружи каст опиливают, выравнивая забоины и другие дефекты. Заготовку на каст (рис. 6.6, а) сворачивают в кольцо (рис. 6.6, б) и фугуют круглогубцами. Сфугованную заготовку (рис. 6.6, в) спаивают по фуге. Рис. 6.6. Стадии изготовления каста: а – заготовка, l –длина, H – ширина (высота каста), h – толщина (толщина стенки каста), б – свёрнутая в кольцо заготовка, в – сфугованная заготовка После отбеливания приступают к расколачиванию на шпераке. Располагают шперак коническим рогом от себя и на него до упора надевают цилиндрическую заготовку. Расколачивают заготовку металлическим молотком, пальцами вращая заготовку и расклепывая ее стенки по окружности ближнего к себе (к утолщению рога) края. По мере расклепывания каст глубже садится на рог и все большая площадь захватывается молотком для удара. Вращая каст по окружности и равномерно распределяя удары, следят за тем, чтобы каст принимал ровную конусность, стенки нижнего (малого) основания при этом почти не расклепывают, их правят до образования окружности. В процессе расколачивания каст меряют по камню, и когда размер каста приблизится к норме для точного определения, верхнее основание запиливают напильником и камень накладывают на каст. Диаметр камня должен быть меньше наружного диаметра каста и больше внутреннего, так чтобы для закрепки камня оставалось 0,4...0,5 мм стенки. После расколачивания каст отжигают (иногда отжиг проводят в процессе расколачивания) и обрабатывают. Нижнее основание каста запиливают напильником параллельно верхнему и перпендикулярно оси, а снаружи каст опиливают, выравнивая забоины и другие дефекты. Крупные касты опиливают в руках, а мелкие насаживают на деревянные цигалки (стержни). Если каст запланирован гладким, без прорезного (ажурного) узора, то после опиливания изготовление круглого каста считают законченным. Ажурный каст для глухой закрепки камня (рис. 6.7) имеет сквозной, прорезной узор. В заготовке отличается от гладкого каста тем, что высоту припускают на 1,0 мм больше. Для получения ажурного каста сначала изготовляют гладкий. Таким образом, гладкий каст является полуфабрикатом ажурного. Процесс изготовления ажурного каста из гладкого начинается с разметки. Опиленный каст циркулем размечают по высоте на три пояса: верхний — закрепочный, нижний — рант и средний — ажурный. Высота закрепочного пояска зависит от высоты рундиста камня (hР) и высоты бортика — припуска для захвата (закрепки) камня. Обычно высота обработанного закрепочного пояска равна hР + 1,5 мм, с увеличением размера камней hр + 2,0 мм . Бортик оставляют 0,5...1,0 мм, нижняя часть пояска образует карниз (упор) для камня. Высота ранта диктуется видом украшения. Для колец, например, высота его от 2 до 4 мм, в редких случаях больше, что зависит от диаметра каста и размера кольца (чем больше диаметр каста и меньше размер кольца, тем выше должен быть рант). Диктуется это тем, что в собранном виде в кольце нижняя часть каста выпиливается сегментом по диаметру кольца. Чем больше размер каста и чем меньше размер кольца, тем глубже делается вырез в нижней части каста. Для остальных изделий рант может быть от 1,5 до 2,5 мм. Высота ажурного пояска ограничивается закрепочным пояском и рантом. Разметив каст по высоте, приступают к вычерчиванию узора на ажурном пояске (рис. 6.7, а). Четко вычерченный контур рисунка облегчает вырезание узора. Весь узор каста вырезают лобзиком и, где возможно, обрабатывают надфилями. Участки, которые по условию рисунка должны быть вырезаны, предварительно засверливают, если они замкнуты элементами узора. Участки, прилегающие к ранту или закрепочному пояску, не засверливаются. Для удобства вырезания и обработки узора каст расчленяют по пояскам. Вначале лобзиком отрезают закрепочный поясок (рис. 6.7, б). Открытые участки, подлежащие вырезанию, на ажурном пояске удаляют, внешний контур рисунка обрабатывают начисто и шабруют. Затем закрепочный поясок припаивают и отрезают рант (рис. 6.7, в). Рис. 6.7. Стадии изготовления ажурного каста: а – разметка; б - отделение закрепочного пояска и обработка верхней части ажурного пояска; в – припайка закрепочного поиска, отделение ранта, обработка ажурного пояска, г – сборка и обработка каста Дальнейшее вырезание узора — удаление участков замкнутых и прилегающих к ранту — производят после отрезания ранта. Наружный контур узора обрабатывают, шабруют и после этого припаивают рант (рис. 6.7, г). Спаивая расчлененный каст, следят за тем, чтобы пояски полностью совместились, иначе придется опиливать каст повторно, после чего стенки могут оказаться тонкими. Внутренний контур узора удобнее обрабатывать после полной сборки каста. В отличие от высоких кастов, рассчитанных по полной высоте камня, существуют низкие глухие касты, которые изготавливают для камней с плоским основанием. Низкий глухой каст (рис. 6.8) является практически закрепочным пояском. Рис. 6.8. Глухой каст для камня с плоским основанием: а – общий вид, б – закрепочный поясок, в – рант Высота его определяется так же, как высота закрепочного пояска ажурного каста. В низкие касты вставляют камни без шипа — кабошоны, таблицы, геммы и др. Основой (карнизом) высоких и низких кастов служит плоский, припаянный снизу рант, на который плотно садится плоское основание камня. В отличие от других глухих кастов низкий глухой каст делают цилиндрическим, рассчитывая длину заготовки по формуле расчета заготовки на обручальное кольцо. Убедившись, что размер каста совпадает с размером камня (в данном случае камень должен плотно входить внутрь каста), нижнее основание выравнивают напильником и припаивают к пластине (будущему ранту) толщиной 0,8...1,0 мм. Пластину выбирают таких размеров, чтобы оправа полностью уместилась на ней, а толщина ее обеспечивала жесткость каста в зависимости от его размеров. Напаянный на пластину каст опиливают по внешнему (чистовому) размеру, затем вырезают центральную часть пластины (донышко), оставляя внутренний рант 1,0... 1,5 мм. Ширина ранта (карниза) определяется величиной и характеристикой камня. Если условиями образца не предусмотрены дополнительные элементы, например нижний рант или дикель, то после заправки внутреннего ранта изнутри каст можно считать готовым. II. Ободковый (цанговый) каст. Такой каст применяют для закрепления прозрачных вставок, так как он обеспечивает освещение вставки и сверху и снизу. Закрепление вставки производят так же, как и при глухом касте. Способы изготовления ободковых кастов определяются размерами вставок. Для круглых вставок размером до 3 мм касты можно изготовить из толстостенных (0,4—0,6 мм) трубок - царг, причем в этом случае внутренний диаметр царги (трубки) должен быть меньше, а внешний — больше диаметра вставки: диаметр вставки является как бы средним диаметром царги; высота царги делается не менее высоты вставки. Касты для более крупных вставок изготовляют с коническими стенками из полосок толщиной 0,6—0,9 мм. Способов изготовления таких кастов несколько: делают ободок (царга) как обычно, с параллельными стенками, затем в углах его производят надрезы почти до самой верхней грани, надрезанные грани сгибают, соединяют (до соприкосновения), запаивают; делают царгу с параллельными стенками, а затем сколачивают ее на конус в отверстии проколотки либо расколачивают до размеров вставки на шпераке, или конусным пуансоном. При изготовлении кастов рассмотренными способами от исполнителя требуется большая осторожность в работе, так как для всех этих способов характерен общий недостаток—нередки случаи разрыва фуги (паяного шва). Нередко ободковый каст предусматривается быть изготовленным с узором, т. е. ажурным. III. Крапановый каст. В таких кастах вставки закрепляются отдельными выступающими стойками — крапанами. Крапановый каст (рис 5.9) можно условно разделить на две части: верхнюю и нижнюю. Рис.6.9. Элементы крапанового каста Верхняя часть (2/3 высоты каста) — это собственно крапаны и вырезы между ними. Нижняя часть (1/3 высоты каста) — это ряд шипов (боканов). Касты со стенками толщиной до 1,2 мм принято называть тонкостенными, а свыше 1,2 мм — толстостенными. К тонкостенным относятся крапановые ажурные касты и касты с напайными крапанами, а к толстостенным — гладкие крапановые касты. Расчет заготовки крапанового каста аналогичен расчету заготовки глухого каста. Далее спаянный и расколоченный на конус каст размечают на крапановую и оконную части. В большинстве случаев крапановая часть занимает 2/3, а оконная — 1/3 всей высоты каста. Окружность крапановой части делят на число крапанов — их чаще всего 4, 6, 8; число крапанов и их ширина зависят от величины и образца каста. Определяют ширину крапанов, а свободные участки между ними (люфт) вырезают; форма люфта также определяется образцом. Люфт выравнивают и обрабатывают бормашиной или надфилями. Затем с противоположной стороны, на нижней части каста против каждого крапана надфилями запиливают глубокую всечку до начала образования сквозной прорези. Образованные боканы выравнивают и заправляют шабером (шабруют). Под нижнее основание подводят конический рант, рассчитанный по внутреннему диаметру нижнего основания; толщина стенки ранта 0,8.-1,0 мм, а высота его зависит от величины и назначения (для кольца, серег, броши и т. д.) каста. Подогнанный рант привязывают к нижнему основанию каста вязальной проволокой так, чтобы все шипы плотно касались ранта. В качестве вязальной используют нихромовую проволоку, которую не смачивают припоем. Если какой-либо из шипов висит, то все остальные припиливают до его размера. Припаивают каждый шип отдельно мелко нарезанными партийками (порциями) припоя. После сборки и отбеливания каста рант заправляют мелким надфилем и шабером. К разряду тонкостенных кастов относятся крапановые ажурные касты и касты с напайными крапанами. От обычных они отличаются тем, что в промежутках между крапанами (в люфтах) имеют прорезной узор. Изготовление их мало чем отличается от изготовления после расколачивания гладкой заготовки и разметки на нем узора, но крапановый ажурный каст расчленяется не на три пояска, а на два — на рант и собственно каст. Вырезание внешнего контура узора начинают снизу, со стороны ранта, затем через просверленные отверстия лобзиком вырезают внутренний, замкнутый контур узора. После обработки внешнего контура узора рант припаивают на прежнее место, а вырезание продолжают с противоположной стороны сверху. Сначала вырезают определенной длины крапаны, а потом верхний внешний контур узора. Каст с напайными крапанами изготовляется несколько иначе: отдельно делают основу каста и крапаны, а потом их собирают. Основу делают, как правило, в виде невысокого гладкого каста, чаще конического, но иногда и цилиндрического. В любом случае размер основы должен быть меньше диаметра камня. А так как основа делается из проката 0,8...0,9 мм, внешний диаметр основы и диаметр камня почти совпадают. Рис. 6.10. Основные виды крапановых кастов Если по образцу камень должен лежать на основе, то заготовка для крапана врется толщиной 0,7...0,8 мм, если камень должен крепиться в крапанах, не касаясь основы, — крапаны делают из заготовки толщиной 0,9... 1,0 мм. От этого зависит длина (высота) крапанов. Чаще всего напайные крапаны держат камень с четырех сторон, поэтому крапаны делаются шире обычных или V - образной формы. Крапаны напаивают на основу каста, сохраняя симметричность расположения. Достигается это последовательной пайкой противолежащих крапанов. Общая высота собранного крапанового каста с напайными крапанами соответствует высоте обычного. Обработка каста заключается в выравнивании крапанов по высоте, запиливании нижнего основания заподлицо с крапанами и заправке припоя. Рис.6.11. Схема изготовления серебристого каста Изготовление крапанового ажурного каста ведут почти так же, как и ободкового ажурного; разница лишь в том, что если ободковый ажурный каст размечают на три части (закрепочный поясок, рант и узор), то крапановый ажурный каст — на две части (рант и собственно каст); начинают узор снизу, со стороны отрезанного ранта, а после припаивания ранта последовательно вырезают определенной длины крапаны и верхнюю частъ узора. При изготовлении каста с напайными крапанами каждую составляющую его часть (основу и крапаны) выполняют отдельно, а затем собирают. Крапаны изготовляют из заготовок толщиной 0,7— 1 мм, а основу (царгу) делают в виде невысокого глухого каста. Общая же высота такого каста не должна превышать высоты обычного каста. Крапаны напаивают на основу, сохраняя симметричность расположения. После сборки каста крапаны выравнивают по высоте, основание (низ) каста запиливают заподлицо с крапанами. Примером крапанового каста является и так называемый кармезиновый каст. В таком касте закрепляют несколько вставок в определенном порядке: в центре — большую вставку, а вокруг нее в виде венка — мелкие вставки. Периферийные вставки удерживаются в гнездах одновременно стенками отверстий и крапанами, формируемыми из металла стенок. Центральная вставка удерживается либо с помощью напайных крапанов (для чего в промежутках между двумя периферийными вставками надфилем прорезают пазы изнутри, в них впаивают крапаны), либо для ее закрепления изготовляют обычный гладкий каст. III. Корнеровый каст. В таких кастах вставку закрепляют маленькими столбиками — корнерами, которые формируют из металла каста. Корнеровые касты бывают открытыми и встроенными. Примером открытого корнерового каста служит каст, являющийся переходной формой от глухого высокого каста к корнеровому; вставка удерживается как краями стенок каста, так и корнерами. При изготовлении такого каста в качестве заготовки для него используют конусную толстостенную царгу. Роль встроенного корнерового каста играет гнездо (отверстие), просверленное в металле изделия. К корнеровым кастам относятся и такие касты, как каре, фаденовый, тиктовый. Каст каре представляет собой квадратную пластину с просверленными в ней отверстиями точно по радиусу вставки. Длина граней пластины чуть больше диаметра вставки, которая удерживается четырьмя корнерами, сформированными из металла с. помощью штихеля и корневертки в углах каста. В фаденовом касте вставки, как и в касте каре, укладывают в юстированные гнезда отверстий, просверленных в металлической пластинке, и закрепляют корнерами. Отличие его от каре в том, что вставки лежат не в отдельных квадратах, а друг за другом в ряд настолько плотно, что почти соприкасаются рундистами. На металлической основе тиктового каста закреплено столько вставок, что она похожа на брусчатую мостовую. Изготовляют тиктовый каст подобно фаденовому с той лишь разницей, что вставки располагают в несколько параллельных рядов. При этом рундисты их почти соприкасаются со всех сторон. В оставшихся промежутках формируют закрепочные корнеры. Исполнение работы I. Процесс изготовления глухого каста для круглых и овальных вставок (рис.6.12). 1. Подготовить рабочее место (верстак). 2. Взять прокатанную полоску металла из серебра, мельхиора, меди, латуни толщиной 0,25-0,35мм и плотно (до удержания) обогнуть выбранную для закрепления вставку по диаметру рундиста (эскиз 1), т.е. согнуть по форме камня (ширина полоски — высота каста — должна равняться высоте рундиста плюс 1,5—2 мм на припуск для закрепления вставки). 3. Пропилить в месте стыка: отрезать лишний металл, чем одновременно обеспечить качественную припасовку перед пайкой (эскиз 2) 4. Вырезать припой: для каста из меди — ПМЦ-48, из мельхиора — ПМФ-9. Офлюсовать заготовку для каста. 5. Наложить припой: укладывают с внутренней стороны (удерживается в требуемом положении флюсом). Паять; следует помнить, что припой, растекаясь, затягивается и на внешнюю сторону стенки (эскиз 3). В процессе пайки происходит отжиг. 6. Отрезать заготовку-пластину из листового проката толщиной 0,8— 1 мм для основания (донышка) каста. Отжечь заготовку: до появления малинового цвета (эскиз 4). Править заготовку (эскиз 5). 7. Нарезать припой: из меди — ПМЦ-36, из мельхиора — ПМФОЦ-7. 8. Припасовать детали каста друг к другу, укрепить (зафиксировать) в требуемом положении, офлюсовать место пайки, уложить припой. Паять детали каста (эскиз 6) 9. Отбелить каст: из серебра в 10 %-ном растворе HNO3, из мельхиора и меди в 5 %-ном растворе HCI; промыть, просушить. 10. Опилить каст по обечайке в стыке и кругом (эскиз 7) Рис. 6.12. Пример процесса изготовления глухого каста для круглых и овальных вставок II. Процесс изготовления глухого каста для граненых вставок (рис.6.12). 1. Подготовить рабочее место (верстак). 2. Рассчитать длину заготовки: замерить длину каждой грани вставки, к сумме длин прибавить размер, равный произведению числа гранен на половину толщины заготовки (толщина листового проката обычно равна 0,25—0,3 мм). 3. Взять полоску листового проката (мельхиора, меди) толщиной 0,25—0.35 мм, отрезать заготовку расчетной длины, выправить, разметить периметр камня (по числу граней), слегка пропилить места будущих сгибов (эскиз 1). 4. Выпилить пазы (почти на всю толщину металла) по линиям сгиба; подпиливание производить под углом 45° (эскиз 2) 5. Согнуть (в порядке последовательности граней) заготовку, припасовать концы, офлюсовать, наложить припой (для каста из меди —ПМЦ-48, из мельхиора — ПМФ-9), паять (эскиз 3). В процессе пайки происходит отжиг. 6. Править на ригеле. Отрезать заготовку — пластину из листового проката толщиной 0,8—1 мм для основания (донышка) каста. 7. Отжечь заготовку до малинового цвета. Править заготовку. 8. Припасовать детали каста друг к другу, закрепить, офлюсовать, уложить припои (для каста из меди — ПМЦ-36, из мельхиора — ПМФОЦ-7), паять (эскиз 4). 9. Вырезать каст. Отбелить каст (из серебра в 10 %-ном растворе HN03, из мельхиора и меди в 5 %-ном растворе НС1; промыть, просушить. 10. Опилить каст в стыке, по периметру основания и кругом (эскиз 5) 11. Касты для вставок с большим чем четыре числом граней изготовляют точно в таком же порядке, что и рассмотренный выше: определив расчетную длину заготовки, отрезают ее, делают разметку граней, выпиливают пазы, сворачивают в порядке последовательности граней. Рис. 6.13. Пример процесс изготовления глухого каста для граненых вставок III.Процесс изготовления гладкого ободкового каста (рис.6.14). 1. Подготовить рабочее место (верстак). Выполнить рисунок, эскиз, чертеж каста с указанием необходимых размеров (эскиз 1). 2. Рассчитать длину заготовки (как для шинки кольца), взять полоску листового проката толщиной 0.6— 0,9 мм, отрезать заготовку в требуемый размер, согнуть заготовку в трубку - царгу (эскиз 2). 3. Припасовать концы царги до плотного прилегания, пропилить царгу в месте стыка (эскиз 3), для вставок помельче царгу можно сделать из полоски толщиной 0,4—0,6 мм. 4. Офлюсовать, наложить припой (для каста из меди — ПМЦ-54, из мельхиора — ПМФ-9), паять (эскиз 4). 5. Отбелить, промыть, просушить. Опилить (зачистить) шов (эскиз 5) 6.Расколотить каст в матрице (эскиз 6),каст можно расколотить и на шпераке (эскиз 7) или на конце в проколотке (эскиз 8). 7.Опилить каст кругом (внешние и внутренние поверхности) в целях удаления царапин и рисок; верх и низ — параллельно друг другу и перпендикулярно оси (эскиз 9). Шабрить каст кругом в размер. Рис. 6.14. Пример процесса изготовления ободкового каста IV.Процесс изготовления ободкового ажурного каста (рис. 6.15). 1.Подготовить рабочее место (верстак). Выполнить чертеж, рисунок, эскиз каста с указанием необходимых размеров (эскиз 1). 2. Рассчитать длину заготовки как для шинки кольца, взять полоску листового проката толщиной 0,6— 0,9 мм, отрезать заготовку. Согнуть заготовку в трубку -царгу (эскиз 2). Припасовать концы царги до очень плотного прилегания, пропилить (эскиз 3) флюсовать, наложить припой (для каста из меди — ММЦ-54, из мельхиора — ПМФ-9), паять (эскиз 4). 3. Отбелить, промыть, просушить. Зачистить место пайки. Расколотить каст в матрице (эскиз 5). Опилить внешний контур каста (эскиз 6). Разметить каст — обозначить на касте рант, узор (ажур) и закрепочный поясок (эскиз 7). 4. Отпилить закрепочный поясок (верхнюю часть). Выпилить (вырезать) открытый (верхний) участок узора-ажура (эскиз 8) 5. Припасовать закрепочный поясок к верхней части узора каста, офлюсовать, закрепить, наложить припой (для каста из меди — ПМЦ-48, из мельхиора — ПФОЦ-7), паять. Отбелить, промыть, просушить. 6. Зачистить места пайки. Отпилить рант. Выпилить закрытую (нижнюю) частъ узора - ажура (эскиз 9) 7. Припасовать рант к нижней части узора каста, офлюсовать, закрепить, положить припой (для каста из меди — ПМЦ-36, из мельхиора — ПФОЦ-2), паять. 8. Отбелить, промыть, просушить. Запилить места пайки. Опилить каст кругом, шабрить каст кругом (эскиз 10). Рис. 6.15. Пример изготовления ободкового ажурного каста V. Процесс изготовления крапанового каста. Крапановые касты могут быть с узором (ажурные), с напайными крапанами (эскиз 8 и 9); к крапановым кастам относится и так называемый кармазиновый каст (эскиз 10). 1.Подготовить рабочее место (верстак). Выполнить чертеж, рисунок, эскиз каста с указанием необходимых размеров (эскиз 1). 2. Взять полоску листового проката толщиной 1,4—1,8 мм, отрезать заготовку требуемой длины и ширине и выполнить работу, которая делается при изготовлении гладкого ободкового каста включительно по операцию «Опилить каст кругом» (эскиз 2), разметить каст — обозначить на касте крапаны, боганы и рант (эскиз 3). 3. Отрезать рант (эскиз 4). Выпилить крапаны (эскиз 5). Опилить крапаны 4. Выпилить боганы (эскиз 6). Опилить каст кругом, шабрить. Припасовать рант к касту (боганам), офлюсовать, закрепить, наложить припой (для каста из меди — ПМЦ-36, из мельхиора — ПСФ-5), паять (эскиз 7). 5. Отбелить в 5 %-ном растворе НС1, промыть, просушить. 6. Зачистить места пайки. Рис.6.16. Пример процесса изготовления крапанового каста VI. Процесс изготовления открытого крапанового каста. 1. Подготовить рабочее место (верстак) 2. Взять полоску листового проката толщиной 1,4—1,8 мм, изготовить гладкий ободковый каст, вырезать в нем посадочное гнездо (опорный поясок) для вставки (эскиз 1 ) . 3. Подрезать (выбрать) часть металла в виде стебелька, формируя его расходящимся снизу вверх: операция выполняется предельно осторожно, чтобы не допустить отрыва столбика (корнера) от каста (эскиз 2). 4. Оформить (наметить) корнер (эскиз 3). 5. Опилить (выбрать) металл между корнерами. Рис. 6.17. Пример процесса изготовления открытого крапанового каста VII. Процесс изготовления встроенного корневого каста. 1.Подготовить рабочее место (верстак) 2. Просверлить отверстие в требуемом месте (эскиз 1) 3. Вырезать опорный поясок (посадочное место) для вставки (эскиз 2) 4. Разметить места корнеров — сделать насечки (эскиз 3) 5. Поднять, вырезая часть металла стебелек 6. Оформить корнер, предварительно уложив вставку в гнездо (эскиз 4) Рис.6.18. Пример процесса изготовления встроенного корнерового каста К встроенным кастам относятся касты под названием каре (эскиз 5), фаденовый (эскиз 6), тиктовый (эскиз 7). Содержание отчёта: 1. Название и цель работы. 2. Краткое описание видов кастов и методов их изготовления 3. Эскизы, зарисовки и чертежи накладок и шинки. 4. Результаты расчёта длины заготовки для каста (приложение 1 табл.2), высоты закрепочного пояска. 5. Готовое изделие. Контрольные вопросы: 1. Что представляет собой каст? 2. На какие основные типы делятся касты, и чем они отличаются друг от друга? 3. Виды кастов? 4. Из каких операции состоит процесс изготовления глухого и глухого ажурного каста? 5. Как рассчитывается длина заготовки для круглого каста? 6. Чем диктуется высота каста? Приложение. Таблица 1. Длина заготовок толщиной 0,8…3,0мм для колец с 15,5 по 24 размер Тол Размеры колец, мм щин 15,5 16,0 16, 17, а 5 0 заго товк и 0,8 51,18 52,7 54, 55, 5 35 89 0,9 51,49 53,0 54, 56, 6 63 20 1,0 51,81 52,3 54, 56, 8 95 62 1,1 52,12 53,6 55, 56, 9 26 83 1,2 52,43 54,0 55, 57, 0 57 14 1,3 52,75 54,3 55, 57, 5 89 46 1,4 53,06 54,6 56, 57, 3 20 77 1,5 53,38 54,9 56, 58, 5 52 09 1,6 53,69 55,2 56, 58, 6 83 40 1,7 54,00 55,5 57, 58, 7 14 71 1,8 54,35 55,8 57, 59, 9 46 03 1,9 54,63 56,2 57, 59, 17, 18, 18, 19, 19, 20, 20, 21, 21, 22, 22, 23, 23, 24,0 5 0 5 0 5 0 5 0 5 0 5 0 5 56, 46 57, 77 58, 09 58, 40 58, 71 59, 03 59, 34 59, 66 59, 96 60, 28 60, 60 60, 59, 03 59, 34 59, 66 59, 96 60, 28 60, 60 60, 91 61, 23 61, 54 61, 85 62, 17 62, 60, 60 60, 91 61, 23 61, 54 61, 85 32, 17 62, 48 62, 80 63, 11 63, 42 63, 74 64, 62, 17 62, 48 62, 80 63, 11 63, 42 63, 74 64, 05 64, 37 64, 68 64, 99 65, 31 65, 63, 74 64, 05 64, 37 64, 68 64, 99 65, 31 65, 62 65, 94 66, 25 66, 56 66, 88 67, 65, 24 65, 62 65, 94 66, 25 66, 56 66, 88 67, 19 67, 51 67, 82 68, 13 68, 45 68, 66, 88 67, 19 67, 51 67, 82 68, 13 68, 45 68, 76 69, 08 69, 39 69, 70 70, 02 70, 68, 45 68, 76 69, 08 69, 39 69, 70 70, 02 70, 38 70, 65 70, 96 71, 27 71, 59 71, 70, 02 70, 33 70, 65 70, 96 71, 27 71, 59 71, 90 72, 22 72, 58 72, 84 73, 16 73, 71, 59 71, 90 72, 22 72, 53 72, 84 73, 16 73, 47 73, 79 74, 10 74, 41 74, 73 75, 73, 16 73, 47 73, 79 74, 10 74, 41 74, 48 75, 04 75, 36 75, 67 75, 98 76, 30 76, 74, 73 75, 04 75, 36 75, 67 75, 98 76, 30 76, 61 76, 93 77, 24 77, 55 77, 87 78, 76, 30 76, 61 76, 93 77, 24 77, 55 77, 87 78, 18 78, 50 78, 81 79, 12 79, 44 79, 77,8 7 78,1 9 78,5 0 78,8 1 79,1 2 79,4 4 79,9 3 80,0 7 80,3 8 80,6 9 81,0 1 81,3 2,0 54,95 2,1 55,26 2,2 55,57 2,3 55,89 2,4 56,20 2,5 56,52 2,6 56,83 2,7 57,14 2,8 57,46 2,9 57,77 3,0 58,09 0 56,5 2 56,8 3 57,1 4 57,4 6 57,7 7 58,0 9 58,4 0 58,7 1 59,0 3 59,3 4 59,6 5 77 58, 09 58, 40 58, 71 59, 03 59, 34 59, 65 59, 96 60, 28 60, 60 60, 91 61, 23 34 59, 65 59, 96 60, 28 60, 60 60, 91 61, 23 61, 54 61, 85 62, 17 62, 48 62, 80 91 61, 23 61, 54 61, 85 62, 17 64, 48 62, 80 63, 11 63, 42 63, 74 64, 05 64, 37 48 62, 80 63, 11 63, 42 63, 74 64, 05 64, 37 64, 68 64, 99 65, 31 65, 62 65, 94 05 64, 37 64, 68 64, 99 65, 31 65, 62 65, 94 66, 25 66, 56 66, 88 67, 19 67, 51 62 65, 94 66, 25 66, 56 66, 88 67, 19 67, 51 67, 82 68, 13 68, 45 68, 76 69, 08 19 67, 51 67, 82 68, 13 68, 45 68, 76 69, 08 69, 39 69, 70 70, 02 70, 33 70, 65 Таблица 2 Формулы длины заготовки на касты Высота Толщина стенки каста, мм каста, мм 0,7 0,8 0,9 3 3D 3D 3D+0,6 4 3D–2,2 3D–0,8 3D–0,4 5 3D–2,2 3D–1,8 3D–1,4 6 3D–3,2 3D–2,8 3D–2,4 7 3D–4,2 3D–3,8 3D–3,4 8 3D–5,2 3D–4,8 3D–4,4 9 3D–6,2 3D–5,8 3D–5,4 10 3D–7,2 3D–6,8 3D–6,4 11 3D–8,2 3D–7,8 3D–7,4 12 3D–9,2 3D–8,8 3D–8,4 13 3D–10,2 3D–9,8 3D–9,4 14 3D–11,2 3D–10,8 3D–10,4 15 3D–12,2 3D–11,8 3D–11,4 76 69, 08 69, 39 69, 70 70, 02 70, 33 70, 65 70, 96 71, 27 71, 59 71, 90 72, 22 33 70, 65 70, 96 71, 27 71, 59 71, 90 72, 22 72, 53 72, 84 73, 16 73, 47 73, 79 90 72, 22 72, 53 72, 84 73, 16 73, 47 73, 79 74, 10 74, 41 74, 73 75, 04 75, 36 1,0 3D+1,0 3D 3D–1,0 3D–2,0 3D–3,0 3D–4,0 3D–5,0 3D–6,0 3D–7,0 3D–8,0 3D–9,0 3D–10,0 3D–11,0 47 73, 79 74, 10 74, 41 74, 73 75, 04 75, 36 75, 67 75, 98 76, 30 76, 61 76, 93 04 75, 36 75, 67 75, 98 76, 30 76, 61 76, 93 77, 24 77, 55 77, 87 78, 18 78, 50 61 76, 93 77, 24 77, 55 77, 87 78, 18 78, 50 78, 81 79, 12 79, 44 79, 75 80, 07 1,1 3D+1,4 3D+0,4 3D–0,6 3D–1,6 3D–2,6 3D–3,6 3D–4,6 3D–5,6 3D–6,6 3D–7,6 3D–8,6 3D–9,6 3D–10,6 18 78, 50 78, 81 79, 12 79, 44 79, 75 80, 07 80, 38 80, 69 81, 01 81, 32 81, 64 75 80, 07 80, 38 80, 69 81, 01 81, 32 81, 64 81, 95 82, 26 82, 58 82, 89 83, 21 1,2 3D+1,8 3D+0,8 3D–0,2 3D–1,2 3D–2,2 3D–3,2 3D–4,2 3D–5,2 3D–6,2 3D–7,2 3D–8,2 3D–9,2 3D–10,2 2 81,6 4 81,9 5 82,2 6 82,5 8 82,8 9 83,2 1 83,5 2 83,8 3 84,1 5 84,4 6 84,7 8 Список используемой литературы 1. Удивительные наноструктуры. Кеннет Деффейс и Стефен Деффейс Под редакцией проф. Л. Н. Патрикеев, Бином 2011 2. Горные породы и минералы. Научно-поп. Издание. М., Мир, 1986 3. Драгоценные камни, Смит Г, Мир, 1980 4. Марченков В.И. Ювелирное дело М.: Высшая школа, 1992 5. Новиков В.П., Павлов В.С. Ручное изготовление ювелирных изделий Ленинград Политехника, 1991.