Автор: Владимир Петрович (80
реклама

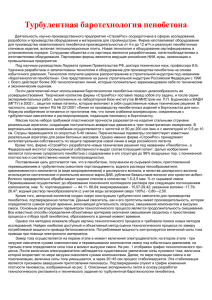
Как правильно выбрать оборудование. О конструкции смесителя для производства пенобетона. с Форума www.allbeton.ru Автор: Владимир Петрович (80.237.0.---) Дата: 04-02-05 16:01 Как правильно выбрать оборудование. О конструкции смесителя. Конструкция смесителя значительно влияет на свойства поризованной смеси, от этого зависит качество конечного продукта. В силу особенности ячеистого бетона, ее влияние еще более ощутимо, так как процесс отработанный при применении одного типа смесителя будет иным (в отдельных случаях производство может стать не возможным) при другом типе смесителя. 1. Прежде всего, покупайте оборудование только у фирм производителей, которые сами на этом оборудование работают и производят пенобетон хорошего качества. 2. Если у производителя установки для производства пенобетона, нету собственного производства и личного опыта строительства из пенобетона, то Вы не чего хорошего в смысле установки, а тем более технологии его производства, не купите. 3. Если Вас убедили в хорошем качестве пенобетона, производимого на предлагаемой установке, но при этом в Вашем присутствии не испытали данный образец пенобетона в собственной лаборатории на Rсж , то нет смысла с ними больше общаться и верить в сказки. 4. Если у фирмы производителя пенобетона и пенобетонных установок, не имеется графиков набора прочности контрольных образцов (как минимум за год), а вас убеждают, что технология производства пенобетона одна из лучших – ЭТО ОБМАН, причем грубый. 5. Если Вы уже заплатили деньги и прибыли за установкой, а Вам ее не включили или включили не на максимальной нагрузке, значить у Вас в дальнейшем, будут проблемы. • Основные проблемы при проверке и покупке оборудования - Установка совсем не включают – аргумент, отсутствие электроэнергии, причем в течение суток, что в наше время не новость. Покупатель долго нервничает - затем, погрузив "кота в мешке" уезжает – далее его ПРОБЛЕМЫ. - Установку Вам включили, но только на холостом ходу, то есть без изготовления контрольного замеса. Пример: Смущенно попросив извинения за то, что закончился цемент, а за песком ехать далековато, а пенообразователь они дали в долг соседу (дело, мол житейской - почему бы человеку не помочь)…. а далее ВЫ ударили по рукам и разъехались, продавец остался доволен - а вот за ВАС МЫ НЕ УВЕРЕНЫ. Потому, что Вы даже не потребовали при приемке установки, заполнить смеситель водой, причем под «горловину», с целью проверки его на ГЕРМЕТИЧНОСТЬ. - Если Ваши требования были выполнены и производитель установки для изготовления пенобетона (имеется виду баросмеситель) все - таки залили воду под горловину, включил вращение и продемонстрировали, все ее прелести – ЭТО ЕЩЕ НЕ ВСЕ… - Потребуйте проверку на ГЕРМЕТИЧНОСТЬ под давлением, причем давление в баросмесителе, на момент проверки, должно быть не менее рабочего давления. К примеру, на НАШЕМ ГОРИЗОНТАЛЬНОМ СМЕСИТЕЛЕ - рабочее давление 7 атмосфер. Контрольные испытания прошли при избыточном давлении 12 атмосфер – чего и желаем нашим коллегам и конкурентам. Что лучше горизонтальный или вертикальный баросмеситель? Сейчас, Вы будете приятно удивлены, так как на своих глазах, увидите разницу: между баросмесителем с ВЕРТИКАЛЬНЫМ и баросмесителем с ГОРИЗОНТАЛЬНЫМ валом. • В баросмесителе с вертикальным валом, (не зависимо от скорости вращения), по сравнению с устройством с горизонтальным валом, перемешивание происходит хуже, поскольку активатор играет роль не смесителя, а скорее высокоскоростного центробежного рыхлителя. В верхней части смесителя, пенобетонная смесь (не зависимо от времени вращения) всегда легче, в нижней – тяжелее. Уже, к сожалению, имеем факт расслоения смеси. К тому же, излишне высокая скорость при приготовлении пенобетонной смеси, требует применения более сложного и не всегда надежного узла уплотнения. Узел уплотнения является самым слабым местом баросмесителей с вертикальным валом, так как перемешивание пескоцементной смеси, происходящее при высоких скоростях, приводит к нагреву уплотнительных элементов и ускоренному износу вала (следует учитывать, что узел уплотнения эксплуатируется в агрессивной среде с большим количеством абразивных частиц и при избыточном давлении). • Сальниковые узлы (узлы уплотнения) на них стоит обратить особое внимание. Утечка воздуха через сальники. Здесь эта неисправность, заложенная изначально, в своем конструктиве. Все баросмесители для производства пенобетона с вертикальным валом, не зависимо (с верхним или нижним приводом) имеют "БОЛЬНОЕ" место. И на сегодняшний, ни одна фирма-производитель ВЕРТИКАЛЬНОГО типа установок, не может гарантировать работу установки при производстве пенобетона, без утечки смеси через сальниковые уплотнения, особенно это касается установок с нижним приводом. Так как ни какая "резина" не держит, а жгут пропитанный графитом, не является герметичным уплотнителем: перетянул флянец – и уже до синевы греется узел вращения(иногда это приводит к обрыву вала,) не дотянул - протечка пенобетона из под сальника. *Примечание: уплотнительный узел вращения, (подшипниковый узел) для работы с абразивной средой у МИРОВЫХ ЛИДЕРОВ (другие не производят), стоит "бешеных" денег и не все об этом знают. Но работают эти узлы всего не более 100 часов, причем в среде, где абразивных частиц не более 10%. БАРОСМЕСИТЕЛИ С ГОРИЗОНТАЛЬНЫМ ВАЛОМ ПОДОБНЫХ НЕДОСТАКОВ НЕ ИМЕЮТ !!! • Далее, Вас подстерегает утечка из-за неплотного прилегание крышки загрузочного люка, так как зачастую, он сделана из тонкого металла, и не всегда сферичной формы, к тому же без элементов усиления. После производства с ней сварочных работ, ее обязательно («поведет»), т.е. произойдет деформация, а на металлообрабатывающем станке – ее, уже нет возможности обработать, так как на ней уже приварили прижимное устройство, обычно - винтового типа. Уплотнительная резина, этот дефект не устранит. А если устранит, то на очень короткий срок. Так как, возникнет необходимость с огромным усилием, с помощью винтового механизма прижимать крышку баросмесителя. А это приведет к чрезвычайно быстрому износу резьбы. • Следующая проблема. Утечка воздуха из выпускного крана слива смеси. И это заметим, зачастую происходит, еще до заполнения смесителя, раствором с абразивными включениями, то есть пенобетоном. • Кроме того, что большая скорость вращения активатора, приводит к ускоренному выходу из строя узлов, она еще и постоянно забивает выходной патрубок, а также кран выгрузки готовой продукции. Так как более тяжелая смесь из цемента и песка находится внизу смесителя. • Сварные швы. Если во время проверки на герметичность предательски начинает "свистеть" сжатый воздух из не проваренного шва – не УДИВЛЯЙТЕСЬ. Очень частое явление качество сварного шва - это на сегодняшний день "бич" всех частных фирм-производителей баросмесителей для производства пенобетона. На что здесь стоит обратить особое внимание: - некачественно выполненный сварной шов, как минимум "не радует глаз" - вызывает неподдельный интерес - каким электродом или в каком состоянии "дядя Вася" его варил. А ведь дело не в "Дяди Васи", а в том, что материал для вертикального баросмесителя был заготовлен из ОБЫЧНОЙ ТРУБЫ большого диаметра, давно отслуживший свой срок в ЗЕМЛЕ, изъятый на поверхность и ощутивший на себе все "прелести" окружающей среды. Толщина стенки этих труб обычно 10мм. Этим и ПОДКУПАЮТ КЛИЕНТА, мол сносу ей не будет, но отрезать автогеном это трубу до нужных размеров – это пытка для газорезчика, а сделать сварной шов – это пытка для сварщика. А все проблема в том, что эта труба покрыта толстым слоем коррозии, окалины и множеством больших и малых каверн. И не один высоко квалифицированный сварщик (включая дядю Васю), никогда качественно ее НЕ СВАРИТ. Так, что проблема утечки воздуха из баросмесителя зачастую изначально заложена в качестве металла. • Бойтесь красивых и «зализанных» сварных швов Если сварной шов (для того чтобы глаз "радовался" обработан везде сущей "болгаркой"), значит в дальнейшем у вас будут проблемы. Так как сварные швы, по всем известным, причинам запрещено обрабатывать абразивным кругом. Если под слоем красивой ГЛЯНЦЕВОЙ КРАСКИ, вы увидите участки холодной сварки, (не стесняйтесь попросить отвертку ) постарайтесь навсегда забыть тех, кто Вам предлагает эту установку, даже с великолепным запасом прочности ( имеется ввиду -толщина стенки смесителя). Вы никогда не устраните скрытый дефект этого сварного шва и даже не пытайтесь этого делать! О процессе перемешивания Процесс перемешивания в значительной степени влияет на качества изделий, причем в большой степени, в чем в обычных бетонах. Следует знать, что перемешивание отражается на плотности материала, на распределение и форме пор. Скорость перемешивания и время перемешивания. Скорость вращения мешалки и продолжительность перемешивания позволяет заранее предусмотреть объемный вес пенобетона определяемый количеством песка и цемента, при данной добавки пенообразователя. Другими словами, один и тот же смеситель позволяет получить изделия с различными свойствами. Этим выводам часто пренебрегают. Скорость перемешивания, и длительность перемешивания влияет непосредственно на прочность и объемный вес смеси. Если процесс образование пор уже прошел, то действие центробежной силы приводит к их деформации: увеличению размер пор и изменению их формы. При получении ячеистых и легких бетонов увеличение продолжительности перемешивание сопровождаются сначала увеличением пены затем снижение объема пены. Об этом или зачастую забывают или просто не знают. Поэтому чрезвычайно важно, чтобы время смешивания смеси было как можно меньше. Установка после введения в смесь пены должна обеспечить полную готовность продукта к выгрузке в срок не более 3 минут от этого еще напрямую зависит и производительность установки. • Надежность установки в обеспечении технологического процесса при производстве пенобетона Любой тип смесителя для пенобетона должен обеспечить возможность изготовления пенобетона в диапазоне плотностей как минимум от 300 кг/м3 до 1200 кг/м3. Это в значительной степени зависит от объема смесителя, количества лопаток на валу с обязательным перекрытием "мертвых" воронок скорости вращения. Весьма желательно наличие в смесители режим "РЕВЕРС". Если силовой привод устойчиво работает при изготовление пенобетона с низкими плотностями D300 – D400, то не признак того, что данный тип установки сможет легко выдать "на гора" более плотные смеси. Если при полной загрузке смесителя пенобетонной смесью, плотность D800-D1200кг/м3, начинает "завывать редуктор" или греется электродвигатель и в дополнению ко всему появляется вибрация установки, то "спасая" установку от перегрузки, любой оператор, чтобы облегчить ее "страдания" автоматически добавит в смесь воды и будет прав, но испортит пенобетонную смесь, так как, тут же нарушит баланс В/Т. В результате чего пойдет БРАК ПРОДУКЦИИ (расслоение смеси, отклонение от заданной плотности), Чтобы избежать этого, нужно либо "загрубить" реле защиты электродвигателя и продолжить эксплуатацию установки в "издевательском режиме", либо менять «сердце» смесителя – силовой привод, Вот Вам прямая зависимость технологии от надежности техники. • Ремонтнопригодность установки Если при выборе установке, Вы уже убедились, что в случае выхода ее из строя в процессе эксплуатации, Вы сможете отремонтировать ее силами Вашего обслуживающего персонала, можете ее ПОКУПАТЬ, но при этом уточните, какие узлы чаще всего выходят из строя. И есть ли они в ЗИПе (запасные имущества и принадлежности). Если в комплект ЗИПа они не включены, то самое время об этом позаботиться. Если после выходного патрубка в качестве запорной арматуры Вам установили шаровой кран, для слива пенобетона, считайте что его там просто нет. Другими словами готовьтесь к тому, что каждый месяц Вы будете покупать НОВЫЙ, ввиду чрезвычайного износа уплотнительного узла, в абразивной среде. Если смените шаровой кран на вентиль, то сделаете еще ошибку (закупорка раствором произойдет немедленно), опять же нервы, деньги и больше ничего. Поэтому рекомендуем только ШИБЕРНУЮ задвижку. ПЕНОГЕНЕРАТОР ПЛЮСЫ плюсы: • высокая производительность • возможность внедрения на существующие бетонные производства • возможность получения пены со стабильной плотностью • работа на любом типе пенообразователя • меньший расход пенообразователя • возможность работы совместно с растворомешалкой, штукатурной станцией или растворным узлом. (рекомендуемый смеситель должен быть принудительного типа, т.е. с лопатками) • возможность использования цемента марки 400 для производства пенобетона • возможность регулировки плотности пены • простота в обращении и очень высокая надежность ---------------------Позволю себе не согласиться с отдельными утверждением Владимира Петровича касательно обеспечения герметичности, долговечности и надежности баросмесительного оборудования. Действительно если подходить к вопросу проектирования и изготовления ЛЮБОЙ машиностроительной продукции с кустарных позиций, то тогда такое творение есть «поделка» а не изделие. В какой цвет её не крась. Поднапорные швы должен варить ТОЛЬКО высококвалифицированный сварщик «с клеймом». И оценивать такие швы нужно не визуально (красивый – не красивый, сифонит – не сифонит) а по наличию клейма!!!! Как минимум. Клеймо должно быть на видном месте возле шва и НЕ ЗАКРАШЕНО. Как максимум – на поднапорный резервуар должен быть паспорт от Госгортехнадзора или Котлонадзора. Все остальное – вариации на тему «дяди Васи». Если подходить из таких же позиций к уплотнительным узлам, то проблему следует решать не на уровне индивидуальных уплотнительных устройств (хороший плохой сальник) а на уровне конструктивных решений. Практически все химическое машиностроение работает с абразивными или (что намного хуже) агрессивными продуктами. Там проблема уплотнений вращающихся узлов тоже стоит очень остро. Но она решаема, чему свидетельство – оборудование которое работает непрерывно ГОДАМИ. Что мешает эти решения перенести на баросмесители??? С уважением Сергей Ружинский.