При многообразии узлов как по конструкции так и по условиям
реклама

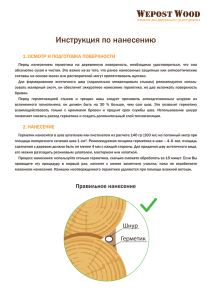
При многообразии узлов, как по конструкции, так и по условиям применения постоянно возникает вопрос о замене традиционных фланцевых прокладочных материалов на современные уплотнительные материалы. На практике, для герметизации большинства фланцевых соединений, применяют два вида жидких прокладок: анаэробные - для использования на жестких фланцах, и силиконовые - для эластичных фланцевых соединений. Преимущества использования анаэробных фланцевых герметиков очевидны - они удобны в нанесении, имеют превосходную масло и бензостойкость, устойчивы к воздействию многих агрессивных сред, имеют высокую скорость отверждения (первоначальная герметизация возникает сразу после сборки узла) и целостность уплотнителя, благодаря тому, что анаэробные прокладки не усыхают устраняются необходимость дополнительно затягивать, в процессе эксплуатации, фланцевые болты. Выпускаются модификации, устойчивые к высоким температурам, а также эластичные модификации, которые подходят для мягких металлов, таких как латунь и алюминий. В данной статье даны рекомендации по использованию анаэробного фланцевого герметика Permabond MH 199. Использование фланцевого и герметика Permabond MH 199 возможно в среде нефтяных продуктов, при рабочих температурах до 200 ºС в течение длительного рабочего времени. Перед нанесением анаэробных клеев - герметиков необходимо обезжирить поверхность. Обезжиривание поверхностей производится безопасной и эффективной жидкостью. Рекомендуется использовать очиститель Permabond Cleaner A. В случае использования других очистителей имейте ввиду: недопустимо использование бензиновых очистителей или минеральных спиртов, остатки которых снижают адгезию. Анаэробный герметик наносится линией по середине фланца, с обводом отверстий под болты, шпильки. Минимальная ширина фланцев должна быть не менее 5 мм от осевой линии, и 3 мм вокруг отверстия болта. Цикличность и длительность затяжки нежелательны, так как наиболее лучшие показатели при герметизации получаются при условии - контакта «метал – метал», при этом анаэробный материал заполняет все неровности и шероховатости поверхности, ее поверхностную микропористость. Тем самым достигается герметизация соединения и лучшее распределение нагрузок. Т.е. момент затяжки шпилек должен быть таким, что бы было достигнуто условие контакта «метал – метал» по всему периметру фланца. Важно что бы контакт «метал-метал» был достигнут уже при первоначальной затяжке, так как продукт начнет отверждаться уже при первоначальной затяжке ( время полимеризации 15-30 минут). Расход герметика зависит от многих факторов, таких как шероховатость, способ нанесения (валиком, кисточкой, из картуша или трафаретное нанесение). Толщина прокладки определяются экспериментально, для каждого конкретного случая. Количество нанесенной прокладки должно быть таким, чтобы после сборки узла она практически не выдавливалась. Для демонтажа, при обслуживании, рекомендуется использовать расщепляющую или отслаивающую нагрузку на угол крышки, или детали (поддеть деталь, крышку). Для повторной сборки необходимо удалить остатки старого герметика (поверхность фланцев должна быть очищена до чистого металла). Это можно сделать с помощью металлической щетки или химических составов на основе хлорированных растворителей.