11. Современные интерференционные методы контроля
реклама

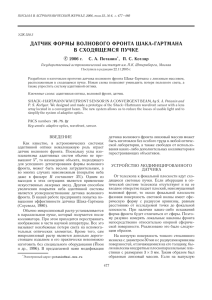
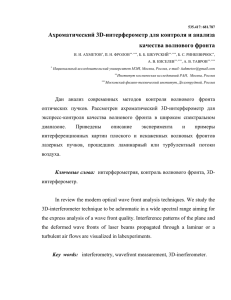
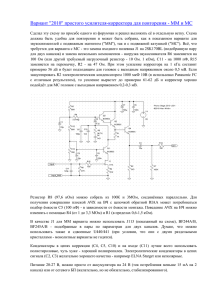
СОВРЕМЕННЫЕ ИНТЕРФЕРЕНЦИОННЫЕ МЕТОДЫ КОНТРОЛЯ ФОРМЫ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ АСФЕРИЧЕСКИХ ДЕТАЛЕЙ А.П. Семенов, М. А. Абдулкадыров, В. Е. Патрикеев; А.С. Воробьев ОАО “Лыткаринский завод оптического стекла”, Лыткарино, Московская обл. В течение последних лет OAO ЛЗОС по контрактам с зарубежными фирмами изготовил и ведет изготовление целого ряда главных зеркал астрономических телескопов диаметром более 1 м. Одновременный контроль асферической формы поверхности линзовым и голограммным корректорами волнового фронта, проверка корректора с помощью голограммного имитатора, позволяют успешно решить задачу изготовления и контроля формы поверхности зеркал с заданными параметрами. Тенденция к увеличению поля зрения современного телескопа путем уменьшения фокусного расстояния, а, следовательно, увеличения апертуры зеркала и величины асферичности поверхностей – характерная особенность последнего времени в области телескопостроения. Современные крупногабаритные оптические системы астрономического и космического назначения включают в себя линзы диаметром до 1 м и зеркала диаметром до 8 метров с асферическими поверхностями в основном второго порядка, с апертурой до f/1 и более, с асферичностью до 17 мм (внеосевое зеркало диаметром 8 м Большого Телескопа Магеллана, GMT, США). Отсюда усложнение методов контроля таких поверхностей и, как следствие, требования заказчиков использовать два независимых метода контроля формы поверхности для достоверного достижения требований спецификации. В ОАО ЛЗОС при формообразовании астрономических оптических деталей [1,2] для тестирования асферических поверхностей используются линзовые и зеркальные корректоры волнового фронта [2,3], а в качестве альтернативного метода выполняется контроль с использованием дифракционного оптического элемента (ДОЭ) [4] в качестве голограммного корректора (ДОЭ-корректор, в зарубежной терминологии CGH – Computer-generated Hologram – компьютерная синтезированная голограмма). Использование двух корректоров для контроля в значительной степени позволяет исключить ошибки при изготовлении поверхности, особенно со значительной асферичностью. Кроме того, для проверки и аттестации как линзового корректора, так и ДОЭ-корректора используются ДОЭ-имитаторы контролируемого зеркала для проверки самого корректора и определения его собственных ошибок, которые можно учесть при изготовлении поверхности зеркала. Контроль главного зеркала телескопа VISTA В 2008 году ОАО ЛЗОС завершил работы по изготовлению комплекта оптики для телескопа VISTA (Visible and Infrared Survey Telescope for Astronomy) [5], который успешно вступил в строй действующих в декабре 2009 года. Телескоп VISTA – широкоугольный наземный телескоп с главным гиперболическим зеркалом диаметром 4100 мм и вторичным зеркалом диаметром 1240 мм, предназначенный для обзорных наблюдений южного полушария неба одновременно в видимом и инфракрасном спектрах волн. Телескоп имеет альт азимутальную монтировку, изображение формируется в фокусе Кассегрена. Оптическая схема - модернизированная система Ричи-Кретьена. 55 Главное зеркало телескопа VISTA диаметром 4100 мм и толщиной 170 мм (мениск) имеет асферичность 881 мкм, и большую апертуру f/0.98, а также очень высокие требования к точности изготовления оптической поверхности (Среднеквадратичное отклонение (СКО) волнового фронта менее 40 нм и СКО наклона волнового фронта менее 0.06 угловых секунд). Именно этим и объясняются основные технологические сложности как процесса контроля формы поверхности зеркала, так и его изготовления. Для сравнения, наиболее близкими аналогами являются зеркала телескопов MMT, MAGELLAN (диаметр 6500 мм, апертура f/1.25, асферичность 810 мкм) и LBT (диаметр 8400 мм, апертура f/1.14, асферичность 1300 мкм), которые имеют подобную асферичность и апертуру, но на большем диаметре. Из спецификации на зеркало видно, что отступление гиперболической поверхности от вершинной сферы составляет почти 4 мм, что и определяет специфичность средств контроля. Поскольку зеркало является высокоапертурным и контрольное оборудование очень чувствительно к погрешностям а) изготовления оптики, было принято решение изготовить два корректора волнового фронта принципиально разной конструкции, что может гарантировать достижение требуемой достоверности и точности изготовления поверхности. Первый корректор является линзовым и содержит три линзы, плоскую пластину с эталонным клином, объектив, б) преобразующий плоский Рис. 1. Схема контроля зеркала с линзовым (а) и зеркальным (б) волновой фронт в корректорами волнового фронта сферический и интерферометр типа Тваймана-Грина (рис. 1а). Второй корректор зеркально-линзовый, который состоит из четырех зеркальных поверхностей и фокусирующей линзы (рис. 1б). Он преобразует сферический волновой фронт в асферический и обратно. Для 56 обеспечения контроля процесса асферизации шлифованием зеркальный корректор работает также в ИК-диапазоне (λ = 10.6 мкм). Переход из ИК- диапазона в видимый в зеркальном корректоре осуществляется заменой коррегирующей линзы. Все компоненты линзового и зеркального корректоров имеют только плоские и сферические поверхности. Наибольшая сложность при изготовлении корректоров состояла в том, чтобы обеспечить изготовление и измерение параметров линз и зеркал с предельно возможной точностью в 2-5 мкм (короткие радиусы поверхностей, толщины линз, разнотолщинность), выставить с такой же точностью воздушные промежутки, убрать наклоны поверхностей в процессе юстировки и получить высокую точность изготовления самих поверхностей. Для обеспечения необходимой точности корректора важную роль играет и однородность материала линз. Неоднородности в стекле могут существенно исказить волновой фронт. Результаты определения неоднородности в заготовках показали, что она находится в пределах 0.3⋅10-6 ÷ 0.5⋅10-6, что удовлетворяет требованиям спецификации на корректора волнового фронта, с учетом всех остальных допусков на конструктивные параметры корректора, чтобы получить требуемую точность оценки формы волнового фронта главного зеркала. Несмотря на тщательное измерение всех параметров и выставление воздушных промежутков в корректорах, необходимо было проверить качество волнового фронта корректоров, поскольку все параметры корректора изготавливались на пределе технологических возможностей. Для проверки корректоров Институтом автоматики и электрометрии (Новосибирск, Россия) был успешно изготовлен ДОЭ-имитатор зеркала. Результаты первой аттестации линзового корректора волнового фронта с ДОЭимитатором показали наличие зональной ошибки СКО = 0.212 λ (λ=633 нм, интерферограмма приведена на рис. 2а). За вычетом зональной ошибки остаточная ошибка волнового фронта составляет 0.044 λ. Данная ошибка является результатом погрешностей в измерении радиусов поверхностей линз, толщин линз, измерений а) в) б) воздушных Рис. 2. а) и б) промежутков и т.д. интерферограммы Задача выявления линзового корректора основных волнового фронта до и после коррекции параметров, параметров сборки; в) вносящих интерферограмма наибольшую волнового фронта погрешность в зеркального корректора собственный с ДОЭ-имитатором; д) г) волновой фронт г) и д) интерферограммы волнового фронта: слева с выделением корректора весьма регулярных ошибок и собственной ошибки корректора волнового фронта, справа реальная интерферограмма на малом количестве полос. сложна и требует большого количества повторных измерений. Поэтому, для устранения данной зональной ошибки был применен способ компьютерного моделирования по программе ZEMAX для того, чтобы скорректировать и минимизировать полученную зональную 57 ошибку корректора. В результате такой коррекции была получена ошибка волнового фронта менее 0.1 λ (СКО) (рис. 2б). Остаточная ошибка корректора вычиталась из суммарного волнового фронта зеркало+корректор, что позволило достичь требуемой точности изготовления поверхности. Аттестация зеркального корректора для контроля зеркала VISTA M1 была выполнена также с данным имитатором. Интерферограмма полученного волнового фронта представлена на рис.2в. Ошибка волнового фронта корректора, проконтролированного с ДОЭ-имитатором составила СКО=0.112 λ (λ=633 nm). С помощью ДОЭ-имитатора и полученной картины волнового фронта удалось устранить астигматизм зеркал корректора. Зональная ошибка корректора менее 0.04 λ. С учетом того, что корректор состоит из двух зеркал достаточно больших габаритов (492 мм и 312 мм) и работает на отражение, а не на пропускание, как линзовый корректор, данный результат весьма удовлетворительный. Остаточная ошибка также вычиталась при контроле главного зеркала. Зеркальный корректор не пришлось корректировать и исправлять, что подтвердило правильность его сборки и аттестации его параметров. Таким образом, контроль формы поверхности двумя корректорами принципиально разной конструкции позволил обеспечить достоверность получаемой формы волнового фронта. На рис. 2г и 2д приведены интерферограммы волнового фронта: слева с выделением регулярных ошибок, дисторсионного искажения изображения корректора и собственной ошибки корректора волнового фронта, полученная по результатам построения карты формы поверхности, а справа реальная интерферограмма на малом количестве полос. На ней видна остаточная расфокусировка и зональная ошибка, эквивалентная остаточной зональной ошибке линзового корректора волнового фронта, которая вычиталась из суммарного волнового фронта. Изготовление главного зеркала телескопа TNT Зеркало телескопа TNT (Thai National Telescope – Тайский Национальный Телескоп, изготавливаемый фирмой EOS Technology, США и Австралия) диаметром 2.4 м и толщиной мениска 150 мм (вершинный радиус 7200 мм, асферичность 168 мкм, размах волнового фронта< 200 нм, СКО волнового фронта < 50 нм, размах наклона волнового фронта < 5 микро радиан) было изготовлено в 2009 году. Для контроля отраженного волнового фронта зеркала использовались два корректора: линзовый корректор (изготовлен в ОАО ЛЗОС) и ДОЭ-корректор, а для проверки обоих корректоров был изготовлен ДОЭ-имитатор зеркала. ДОЭ-корректор и ДОЭ-имитатор рассчитаны и изготовлены Институтом автоматики и электрометрии СО АН (Новосибирск). После предварительной сборки линзового корректора контроль его волнового фронта показал наличие зональной ошибки примерно в 2.5 кольца. После переаттестации всех параметров корректора была обнаружена ошибка в воздушном промежутке между линзами. После исправления данной ошибки и повторной юстировки корректора были получены удовлетворительные результаты. Аналогичным образом был выполнен контроль ДОЭ-корректора с ДОЭ-имитатором. По результатам аттестации корректоров с голограммным имитатором получены значения среднеквадратичного волнового фронта RMS WFE = 0.039λ (λ=632.8 нм, WFE – Wave Front Error) для линзового корректора и RMS WFE = 0.029λ для голограммного корректора. Следует учесть, что остаточные ошибки корректоров волнового фронта учитывались при контроле зеркала на финишной стадии обработки и остаточная погрешность определялась погрешностью подложки ДОЭ-имитатора. 58 По итогам финишного контроля зеркала двумя корректорами получены следующие результаты. Линзовый корректор волнового фронта: RMS WFE (СКО волнового фронта) = 0.054 λ RMS Slope (СКО наклона нормалей волнового фронта) = 0.102 угловых секунд; Max Slope (Максимальный наклон нормали волнового фронта) = 0.83 угловых секунд = 4.02 микрорадиан. ДОЭ-корректор: RMS WFE = 0.049λ; RMS Slope = 0.85 угловых секунд; Max Slope = 1.03 угловых секунд = 5.0 микрорадиан Изготовление главных зеркал для других проектов телескопов В первой половине 2008 года в ОАО ЛЗОС были завершены работы по изготовлению 3-х зеркал диаметром 2050 мм для LCO (Las Cumbres Observatory, США). В настоящее время для этого же заказчика ЛЗОС ведет изготовление 23-х комплектов оптики, включающих облегченные главные зеркала диаметром 1043 мм и вторичные облегченные зеркала диаметром 350 мм. Материал заготовок – борофлот фирмы SCHOTT. Контроль данных зеркал выполнялся с использованием линзового корректора. Успешная проверка корректоров была выполнена с помощью ДОЭимитаторов зеркал, также рассчитанных и изготовленных Институтом автоматики и электрометрии СО АН (Новосибирск). Изготовлено 8 комплектов оптики. Первый телескоп уже собран и успешно опробован в действии в Санта-Барбаре (Калифорния, США). Имитаторы использовались и для проверки линзовых корректоров в ряде других проектов, текущих и выполненных. Таким образом, контроль зеркал телескопов двумя типами корректоров позволяет избежать возможных ошибок в изготовлении требуемой формы зеркала и гарантирует достоверность получаемых параметров, таких как вершинный радиус и коническая константа, в соответствии с требованиями спецификации. Литература 1. Abdulkadyrov M. A., Belousov S. P., Ignatov A. N., Rumyantsev V. V. Nontraditional technologies to fabricate lightweighted astronomical mirrors with high stability of surface shape// Proceedings of SPIE. 1999. V. 3786. P. 468-473. 2. Semenov A. P., Patrikeev V. E., Samuylov A. V., Sharov Y. A. Computer-controlled fabrication of large-size ground and space-based optics from glass ceramic Sitall CO-115M// Proceedings of SPIE. 1999. V. 3786. P. 474-479. 3. Abdulkadyrov M.A., Belousov S.P., Ignatov A.N., Patrikeev V.E., Pridnya V.V., Polyanchikov A.V., Rumyantsev V.V., Samuylov A.V., Semenov A.P., Sharov Y.A. Manufacturing of primary mirrors from Sitall CO-115M for European projects TTL, NOA and VST// Proceedings of SPIE. 2001. V. 4451. P. 131-137. 4. Abdulkadyrov M.A., Ignatov A.N., Patrikeev V.E., Pridnya V.V., Polyanchikov F.V., Semenov A.P., Sharov Y.A., Atad-Ettengui E., Egan I., Bennet R.J., Craig S.C. M1 and M2 mirrors manufacturing for VISTA telescope// Proceedings of SPIE. 2004. V. 5494. P. 374381, 2004. 5. McPherson A. M., Born A., Sutherland W., Emerson J., Little B., Jeffers P., Stewart N., Murray J., Ward K. VISTA: Progect status// Proceedings of SPIE. 2006. V. 6267. P. 626707-1 – 626707-12. 59