ПРОЦЕСС БЕЗНОЖЕВОЙ ОБРАБОТКИ ВОЛОКНИСТОЙ
реклама

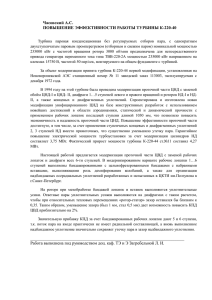
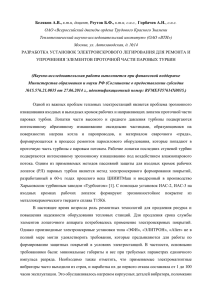
ХИМИЯ РАСТИТЕЛЬНОГО СЫРЬЯ. 2009. №2. С. 157–163. УДК 621.396.96.001(07) ПРОЦЕСС БЕЗНОЖЕВОЙ ОБРАБОТКИ ВОЛОКНИСТОЙ СУСПЕНЗИИ В УСТАНОВКЕ «СТРУЯ–ПРЕГРАДА» © Ю.Д. Алашкевич1,2, Р.А. Марченко1*, Н.С. Решетова1 1 Сибирский государственный технологический университет, пр. Мира, 82, Красноярск, 660049 (Россия) E-mail: r.a.marchenko@mail.ru 2 Институт химии и химической технологии СО РАН, Академгородок, Красноярск, 660036 (Россия) В работе представлены результаты экспериментальных исследований в области процесса размола волокнистых материалов безножевым способом. Рассмотрено влияние изменения числа лопаток рабочего колеса турбины на процесс гидродинамического размола волокнистых материалов. Ключевые слова: безножевой размол, кавитация, турбина, волокнистые материалы. Введение Размол – одна из важнейших операций бумажного производства, от которой в значительной степени зависят многие свойства бумаги. Волокнистые полуфабрикаты, обработанные способами, исключающими ножевое воздействие на волокно, имеют высокие прочностные показатели и поэтому наряду с усовершенствованием ножевых машин необходимо изучать и внедрять безножевые методы обработки волокон. Актуальными являются исследования в области нетрадиционных (безножевых) способов воздействия на волокно. Безножевые аппараты «струя–преграда» занимают значительное место при исследованиях оптимальных условий процесса разработки волокнистой суспензии для получения качественных видов бумаг. Процесс размола волокнистых материалов в безножевой установке типа «струя–преграда» (рис. 1) зависит от многих факторов, среди которых определяющими являются: характер взаимодействия, скорость истечения струи, форма и характер преграды, расстояние от насадки до преграды, форма насадки, ее диаметр и др. Рис. 1. Схема экспериментальной установки: 1 – камера гидродинамического размола; 2 – трубопровод возврата; 3 – раструб; 4 – насадка; 5 – емкость; 6 – всасывающий клапан; 7 – выпускной клапан; 8 – рабочий цилиндр; 9 – приводной цилиндр; 10 – рама * Автор, с которым следует вести переписку. 158 Ю.Д. АЛАШКЕВИЧ, Р.А. МАРЧЕНКО, Н.С. РЕШЕТОВА Известно, что бумага, полученная из волокнистых материалов, предварительно обработанных безножевым способом, оказывается значительно прочнее, нежели бумага из волокон после ножевого размола [1]. При положительных особенностях такого рода аппаратов все они имеют существенный недостаток, не позволяющий им найти широкое использование в промышленности. Этим недостатком является большой расход электроэнергии, который на порядок и более превосходит традиционные ножевые способы размола. Основная причина такого положения – недостаточная изученность механизма разработки волокон в этих аппаратах и невозможность в связи с этим оптимизации процесса. Из количественного анализа силовых воздействий на волокно при обработке волокнистой массы в безножевой установке, среди которых усилия от касательных напряжений сдвига при протекании суспензии через отверстие насадки, силы лобового удара струи о преграду и силы растекания суспензии по преграде, авторами [2–5] был сделан вывод о их недостаточности для разрушения волокна. Тем не менее разрушение волокон при обработке в такого рода установках происходит. Этот вопрос был рассмотрен более подробно Ю.Д. Алашкевичем. По его мнению, основным разрушающим эффектом при этом является эффект кавитации, возникающий в момент контакта струи жидкости с преградой. Этот эффект зависит от скорости и характера распределения струи, а также от формы и характера преграды [6]. Скорость истечения струи оказывает существенное влияние на волновой характер движения струи, который в свою очередь определяет эффект ультразвуковой кавитации в месте контакта струи с преградой. Интенсивность размола возрастает с повышением скорости истечения струи. Как указывает автор, характер воздействия струи на вращающуюся преграду, как и на неподвижную стенку, одинаков. На эффект взаимодействия струи с преградой, движущейся перпендикулярно направлению оси струи, может оказать влияние только слой жидкости, остающийся на ее поверхности в промежутках между ударами струи. Таким образом, для решения вопроса выбора преграды необходимо учесть скорость набегания струи суспензии, скорость вращения турбины и количество лопаток турбины. Большой опыт по подбору преграды имеется при проектировании гидротурбин. Ковшовые турбины (турбина Пельтона, или «свободноструйные») – это высоконапорные турбины, используемые при напорах более 400–600 м. Основными ее элементами являются сопло, по которому вода подводится по трубопроводу, и рабочее колесо, укрепленное на валу. Рабочее колесо состоит из диска с рабочими лопастями, похожими на ковши по форме («ковшовые»). К геометрическим параметрам рабочих колес активных ковшовых гидротурбин относятся число и размеры лопастей, их толщина, форма и размеры корпуса или верхнего и нижнего ободов, форма камеры рабочего колеса, обтекателей и т.п. В совокупности все эти геометрические параметры определяют тип колеса, его быстроходность, энергетические и кавитационные характеристики. Профилирование рабочего колеса любой гидравлической машины является наиболее сложной и ответственной задачей. В реактивных турбинах, осевых и центробежных насосах для решения этой задачи используют методы исследования сплошного установившегося течения. В ковшовых турбинах этими методами воспользоваться нельзя. Рядом авторов установлено, что при сокращении числа лопастей у гидротурбин возрастает удельная нагрузка на лопасть, вследствие чего кавитационные качества колеса оказываются недостаточно высокими. С другой стороны, уменьшение суммарной поверхности омываемых водой лопастей позволяет повысить значение к. п. д. и обеспечить относительно высокую быстроходность колеса. Увеличение числа лопастей снижает удельную нагрузку и тем самым улучшает кавитационные качества, т.е. уменьшается кавитационный эффект гидротурбин [7]. Так как размол волокнистой массы в безножевой установке, типа струя-преграда, происходит за счет эффекта кавитации, нам, наоборот, необходимо увеличить этот эффект. Для этого нужно подобрать минимально возможное количество лопастей и оптимальные размеры лопаток. Таким образом, меняя число лопастей, как и в гидротурбинах, можно в известных пределах изменять кавитационный эффект рабочего колеса. Как указывалось ранее, на качественные показатели размалываемой массы оказывают существенное влияние следующие основные конструктивные и технологические параметры работы экспериментальной установки: скорость истечения струи, диаметр насадки и угол конусности внутреннего сечения насадки, расстояние от насадки до преграды. ПРОЦЕСС БЕЗНОЖЕВОЙ ОБРАБОТКИ ВОЛОКНИСТОЙ СУСПЕНЗИИ … 159 По аналогии с процессами, имеющими место в гидротурбинах, можно рассматривать механизм процесса обработки волокнистых суспензий на установке «струя–преграда». Ряд авторов указывают, что при взаимодействии струи с подвижной и неподвижной преградами на поверхности раздела двух сред возникают волны сжатия и образуются местные чередующиеся высокие ударные давления, воздействующие в очень короткий период, которые обуславливают возникновение ультразвуковой кавитации. Последняя в свою очередь является определяющим фактором в обработке волокна [8–10]. На интенсивность ультразвуковой кавитации оказывает существенное влияние характер движения струи и процесс контакта этой струи с преградой. Механизм воздействия на волокно при контакте струи с преградой зависит от многих факторов, в числе которых немаловажную роль играет количество лопастей на подвижной преграде. Таким образом, при безножевом размоле на установке типа «струя–преграда» с использованием подвижной преграды, как и при получении электроэнергии с использованием гидротурбин в обязательном порядке присутствует эффект кавитации. Если для гидротурбин этот эффект является отрицательным, так как он разрушает рабочее колесо и специалисты стараются от него избавиться, то для размола волокнистой массы этот эффект является позитивным, от которого зависит степень обработки волокна. Для увеличения воздействия этого эффекта необходимо регулировать скорость истечения струи суспензии из сопла на лопатку и количество лопаток на подвижной преграде. Экспериментальная часть Одной из задач исследования нами ставилось выяснение влияния количества лопаток подвижной преграды на процесс размола. В виде рабочей жидкости использовалась небеленая целлюлозная масса концентрацией 2%. В качестве подвижной преграды использовалась турбина с различным количеством лопаток (рис. 2), работа проводилась при скорости истечения струи суспензии 115,4 м/с, диаметре насадки 0,002 м и расстоянии от насадки до преграды 0,1 м. Рис. 2. Рабочее колесо турбины с различным количеством лопаток: а – 8 лопаток; б – 12 лопаток; в – 16 лопаток; г – 24 лопатки; д – 48 лопаток Обсуждение результатов На основании экспериментальных данных был построен график зависимости времени обработки волокнистой суспензии от числа лопаток турбины (рис. 3). Размол волокна осуществлялся до степени помола 50° ШР. Как видно из графика, с увеличением числа лопаток преграды наблюдается снижение времени обработки волокнистой суспензии до определенного момента, а затем оно увеличивается. На наш взгляд, это объясняется тем, что с увеличением числа лопаток преграды увеличивается число оборотов турбины, и как следствие, возрастает число контактов струи суспензии с лопатками, что в свою очередь повышает кавитационный эффект и уменьшает время размола. Однако при установке числа лопасток свыше 24-х происходит перекрывание лопаток друг другом, что приводит к затоплению струи, и как вследствие величина силы удара струи о преграду сводится к минимуму, что резко снижает прирост градуса помола. Расчет показал, что при увеличении числа лопаток количество контактов струи суспензии с лопатками растет до 62, а затем наблюдается снижение вследствие перекрывания лопастей друг другом и затопления струи (рис. 4). 160 Ю.Д. АЛАШКЕВИЧ, Р.А. МАРЧЕНКО, Н.С. РЕШЕТОВА Таким образом, в результате проведенного расчета и экспериментальных исследований мы выяснили, что наибольший прирост градуса помола за более короткий промежуток времени и меньший расход электроэнергии наблюдается при 24-х лопатках. О качестве разработанной бумажной массы в основном судят по степени ее помола и средней длине волокна. Именно эти показатели являются определяющими в контроле процесса размола. На рисунке 5 представлен график зависимости изменения длины волокна от количества лопаток турбины. Из полученных данных видно, что значения средней длины волокна при размоле с меньшим числом лопаток турбины ниже, чем при размоле с 24-мя лопатками. Например, при градусе помола 50о ШР средняя длина волокна целлюлозы при наличии на рабочем колесе 8-ми лопаток составляет 1,26 мм, при 12-ти лопатках – 1,3 мм, при 16-ти лопатках – 1,39 мм, при 24-х лопатках – 1,53 мм, а при 48-ми лопатках – 1,21. Немаловажным качественным показателем разработанной волокнистой массы является фракционный состав. Сейчас все чаще обращаются к фракционированию, как методу контроля качества массы. Многие исследователи считают, что, изменяя фракционный состав полуфабрикатов, можно влиять на прочностные свойства готовой бумаги. Они считают фракционирование методом, который может характеризовать свойства массы значительно полнее, чем методы, применяемые на производственном контроле, объясняя это влиянием мелочи на свойства бумаги. В соответствии с ГОСТом основное содержание размолотой волокнистой суспензии должна составлять крупная фракция (72–83%), но должно содержаться и определенное количество средней и мелкой фракции (средней 9–12%, мелкой 3–8%), которые служат для заполнения пространства между крупной фракцией при формовании бумажного листа на сетке бумагоделательной машины. Если содержание средней и мелкой фракции меньше, то бумажный лист по своей структуре получается неоднородным, облачным. По экспериментальным данным были построены графики зависимостей содержания различных фракций при различном числе лопаток турбины (рис. 6). Время размола, с. 1500 1300 1100 900 - 20 40 60 Число лопаток, шт. Рис. 3. Зависимость продолжительности обработки волокнистой суспензии от числа лопаток турбины Рис. 4. Зависимость количества контактов струи с подвижной преградой от числа лопаток турбины 1,6 Длина волокна, мм. 1,5 1,4 1,3 1,2 0 20 40 Число лопаток, шт. 60 Рис. 5. Зависимость длины волокна от числа лопаток турбины ПРОЦЕСС БЕЗНОЖЕВОЙ ОБРАБОТКИ ВОЛОКНИСТОЙ СУСПЕНЗИИ … 161 11 82 а) б) 10 С о д ер ж ан и е, % . Содержание, %. 80 78 9 8 76 7 74 0 20 40 0 60 20 Число лопаток, шт. 40 60 Число лопаток, шт. 4 в) С о д ер ж ан и е, % . 3,5 Рис. 6. Зависимость фракционного состава волокнистой суспензии от числа лопаток турбины: а – содержание крупной фракции; б – содержание средней фракции; в – содержание мелкой фракции 3 2,5 2 0 20 40 60 Число лопаток, шт. Сравнивая показатели процентного содержания фракции при размоле целлюлозной массы с различным количеством лопастей турбины, видно, что при наличии 24-х лопаток содержание каждой фракции соответствует гостовским требованиям. Так, при 24-х лопатках волокнистая масса с градусом помола 50° ШР содержит крупной фракции – 75%, средней – 10,6% и мелкой – 3,4%. Масса, разработанная при 8 и 48-ми лопатках, имеет очень низкое содержание мелкой и средней фракции. Недостаток в массе волокон мелкой и средней фракций крайне отрицательно повлияет на физико-механические свойства готовых отливок. Бумажный лист будет иметь облачную, неоднородную структуру. Следовательно, для получения более качественной бумажной продукции целесообразнее применение подвижной преграды с установкой на ней 24-х лопастей. Еще одним показательным параметром качества разработанной волокнистой массы является водоудерживающая способность. Этот показатель характеризует степень набухания и гидратации волокон при размоле. То есть характеризует способность волокон к образованию межволоконных связей и получения более прочной бумаги. Из графика (рис. 7) видно, что при увеличении числа лопаток водоудерживающая способность растет, достигая самого высокого результата при 24-х лопатках. Однако при 48-ми лопатках она значительно хуже. Это объясняется тем, что при размоле на 48-ми лопатках волокно менее фибриллировано и содержит недостаточное количество мелкой и средней фракций, а значит, присутствуют слабые межволоконные силы связи. Кроме выявления бумагообразующих показателей разработанной волокнистой массы, в задачу экспериментальных исследований входило определение физико-механических характеристик бумажных отливок. Это позволило более обширно рассмотреть вопрос о воздействии различного количества лопастей турбины на гидродинамической размол волокнистых материалов. Перед испытанием механических свойств бумаг и картонов испытываемые образцы кондиционируют в стандартных атмосферных условиях. В таких же условиях проводят испытания. Показатель сопротивления бумаги или картона разрыву является одним из важнейших показателей качества бумаги. На основании экспериментальных данных построен график зависимости разрывной длины от числа лопаток (рис. 8). 162 Ю.Д. АЛАШКЕВИЧ, Р.А. МАРЧЕНКО, Н.С. РЕШЕТОВА 10000,0 9500,0 Разрывная длина, м. Водоудерживающая способность, % 420 400 380 9000,0 8500,0 8000,0 0 360 0 20 40 20 60 40 60 Число лопаток, шт. Число лопаток, шт. Рис. 7. Зависимость водоудерживающей способности волокнистой суспензии от числа лопаток турбины Рис. 8. Зависимость разрывной длины бумажных отливок от числа лопаток турбины Из графика видно, что при размоле целлюлозной массы до степени помола 50 °ШР наилучшие показатели наблюдаются при наличии турбины с 24-мя лопатками. Величина сопротивления продавливанию зависит от длины волокон, из которых изготовлена отливка, а также от силы межволоконных связей. Отливка, изготовленная из длинных волокон, отличается большей величиной сопротивления продавливанию. С увеличением степени помола бумажной массы в отливке растут силы связи между волокнами, одновременно увеличивается и сопротивление продавливанию, что подтверждается нашими опытными данными (рис. 9). Из графика видно, что при размоле целлюлозной массы до градуса помола 50 °ШР наилучшие показатели наблюдаются при числе лопаток турбины – 24. Высокие физико-механические показатели отливок при использовании турбины с 24-мя лопатками подтверждаются резко возросшими межволоконными силами связи, что показывает график на рисунке 10. Это хорошо согласуется с данными по фракционному составу волокнистой массы и остальными бумагообразующими показателями. 0,13 Межволоконные силы связи, Сопротивление продавливанию, кПа 470 450 430 410 390 0,12 0,11 0,1 370 350 0,09 0 20 40 Число лопаток, шт. Рис. 9. Зависимость сопротивления продавливанию бумажных отливок от числа лопаток турбины 60 0 20 40 60 Число лопаток, шт. Рис. 10. Зависимость межволоконных сил связи бумажных отливок от числа лопаток турбины Выводы 1. Из рассмотренных конструкций турбин с изменяемым числом лопаток от 8 до 48 наиболее интенсивный прирост градуса помола, лучшие бумагообразующие свойства разработанной массы (фракционный состав, длина волокна и водоудерживающая способность) и физико-механические характеристики бумажных ПРОЦЕСС БЕЗНОЖЕВОЙ ОБРАБОТКИ ВОЛОКНИСТОЙ СУСПЕНЗИИ … 163 отливок (разрывная длина, сопротивление продавливанию) наблюдаются при использовании турбины с числом лопаток 24. 2. Регулируя число лопаток турбины гидродинамической установки, наряду с улучшением вышеуказанных параметров работы установки, можно снизить затраты электроэнергии. Наиболее низкие затраты электроэнергии наблюдаются при использовании турбины с числом лопаток, равным 24. Список литературы 1. Алашкевич Ю.Д., Барановский В.П., Мицкевич Ф.И. и др. Машины для получения и размола волокнистой массы. Красноярск, 1980. 131 с. 2. Асатур К.Г. Гидравлический расчет гидроотбойки горных пород // Известия вузов. Горный журнал. 1963. №7. С. 23–28. 3. Тавырин Н.П. Исследование гидромониторных струй // Известия АН СССР. ОТН. 1939. №7. С. 25–44. 4. Куклин И.С., Куликов Г.С., Падучева А.В. О давлении гидромониторной струи на плоскую преграду // Тр. ИГД. АН. СССР. Уральский филиал. 1962. Вып. 3. С. 87–90. 5. Канавеллис Р. Струйный удар и кавитационное разрушение. Теоретические основы инженерных расчетов. М., 1968. Т. 90. №3. С. 39–48. 6. Алашкевич Ю.Д. Основы теории гидродинамической обработки волокнистых материалов в размольных машинах: Дис. … докт. техн. наук. Красноярск, 1990. 361 с. 7. Эдель Ю.У. Ковшовые гидротурбины. Л., 1980. 285 с. 8. Шемякин Э.В. Исследование механизмов размола целлюлозных волокон в безножевых машинах: Дис. ... канд. техн. наук. М., 1974. 156 с. 9. Васютин В.Г. Интенсификация процесса комбинированного размола: Дис. ... канд. техн. наук. Красноярск, 1988. 165 с. 10. Кутовая Л.В., Алашкевич Ю.Д. Обобщающий параметр безножевого способа обработки волокнистых полуфабрикатов: Монография. Красноярск, 2001. 130 с. Поступило в редакцию 29 марта 2009 г.