Крашение синтетических волокон
реклама

3
? Г
2 3
В.Ф. Андросов
Крашение
синтетических
волокон
&
з
? /з
Допущено Министерством высшего
и среднего специального образова­
ния СССР в качестве учебного по­
собия для студентов вузов, обучаю­
щихся по специальности «Химиче­
ская технология и оборудование от­
делочного производства»
£
'"А
0^
'
М ОСКВА
«Л Е ГК А Я И П И Щ ЕВА Я ПРО М Ы Ш ЛЕН Н О СТЬ»
1984
Б Б К 37.235.2
А66
У Д К 677.494.027.4(075.8)
А ндросов В. Ф.
А66
К раш ение синтетических волокон: Учеб. пособие
д л я вузов.— М.: Л егк а я и п ищ евая пром-сть, 1984.
— 272 с.
Обобщены достижения в области краш ения синтетических воло­
кон и их смесей с другими волокнами.
Приведены теоретические и практические данные о способах и при­
емах краш ения изделий из синтетических волокон, особенно из поли­
амидных, полиакрилонитрильных, полиэфирных, и изделий из смесей
этих волокон с природными и химическими волокнами красителями
различных классов, смесями красителей. Уделено внимание вопросам
перехода на непрерывные способы использования органических раство­
рителей и высоких температур.
Д ля студентов текстильных вузов.
А
3102000000— 112
044(01)—84
ББК 37.235.2
6П9.2
112 —84
Рецензенты: кафедра ХТВМ ЛИТЛП им. С. М. Кирова, д-р техн. наук
(ИХТИ)
Б. Н. Мельников
ВИКТОР Ф ЕДО РО ВИЧ АНДРОСОВ
Краш ение синтетических волокон
Редактор О. В. Плаксина
Художественный редактор Л. К ■ Овчинникова
Технический редактор Г. Г. Хацкевич
Корректоры И. П. Багма и Т. А. Лашкина
И Б № 507
Сдано в набор 29.09.83. Подписано в печать 11.03.84. Т-00360. Формат бОХЭО'Ае. Бум ага
типографская № 2. Л итературная гарнитура. Высокая печать. Объем 17,0 п. л. Уел.
п. л. 17,0. Уел. кр.-отт. 17,0. Уч.-изд. л. 19,77. Тираж 4000 экз. З аказ 2139. Цена 95 коп.
И здательство «Л егкая и пищ евая промышленность»
113035, Москва, М-35, 1-й Кадаш евский пер., д. 12
Ленинградская типография № 4 ордена Трудового Красного Знамени Ленинградского
объединения «Техническая книга» им. Евгении Соколовой Союзполиграфпрома при Го­
сударственном комитете СССР по делам издательств, полиграфии и книжной торговли.
191126, Л енинград, Социалистическая ул., 14.
© Издательство «Легкая и пищевая
промышленность», 1984.
ПРЕДИСЛОВИЕ
В решениях X X V I съезда К П С С подчеркнуто, что в восьми­
десятые годы Коммунистическая партия будет последовательно продолжать
осуществление комплекса мероприятий, направленных в конечном счете на
неуклонный подъем материального и культурного уровня жизни советского
народа. Прежде всего речь идет о дальнейшем повышении эффективности
общественного производства, увеличении производительности труда, росте
социальной и трудовой активности советских людей. В ближайшее десятиле­
тие необходимо более полно удовлетворять потребности населения в высоко­
качественных товарах, среди которых значительное место занимают текстиль­
ные и трикотажные изделия. Так, к 1985 г. запланировано довести производ­
ство тканей до 12,7 млрд. м2, трикотажных .изделий — до 2,06 млрд. шт.,
химических волокон — до 1,6 млн. т, а также значительно обновить ассорти­
мент синтетических красителей для текстильной промышленности.
Для выполнения намеченных задач большее внимание следует уделять
применению в текстильных отраслях промышленности новых сырьевых ре­
сурсов, и прежде всего химических волокон и нитей, высококачественных
красителей, текстильно-вспомогательных веществ (Т В В ), более совершенной
технологии.
Среди синтетических волокон, используемых в качестве текстильного
сырья, ведущее место занимают полиамидные (П А ), полиакрилонитрильные
(ПА Н ) и полиэфирные (ПЭ) волокна. Пряжа и нити из этих волокон в чи­
стом виде и в смеси с другими волокнами нашли широкое применение
в трикотажной, шелковой и шерстяной отраслях промышленности. Однако
для выпуска высококачественных текстильных изделий необходимо постоянно
совершенствовать технологические процессы крашения с использованием
красителей современных марок, обеспечивающих высокую прочность окраски
и разнообразные колористические эффекты. В настоящее время разнообразия
тканей и трикотажных изделий можно достигнуть в основном за счет при­
менения химического сырья и прогрессивных способов оформления их в кра­
сильно-отделочном производстве. Так, в балансе сырья для шерстяной про­
мышленности к 1980 г. около 45 % занимали химические волокна, в том
числе 22,5 % синтетические. Значительное расширение использования синте­
тических нитей предусматривается в производстве основного ассортимента
шерстяных тканей — платьевых, костюмных, пальтовых.
За годы Советской власти в нашей стране на базе химической промыш­
ленности создано и все более расширяется производство химических волокон.
К 1980 г. в производстве химических волокон на долю синтетических воло­
кон приходилось 48, 5%, к 1985 г. доля синтетических волокон возрастет
до 55 %.
Высокие технико-экономические показатели производства, наличие сырь­
евых ресурсов и их невысокая стоимость, высокие эксплуатационные и по­
требительские свойства изделий из синтетических волокон и их смесей с дру­
гими волокнами обусловливают непрерывно ускоряющийся рост их произ­
водства. Сочетание синтетических и натуральных волокон способствует
улучшению качества изготовленных из них тканей и трикотажных изделий,
1*
3
нетканых материалов, ковров и ковровых изделий, а следовательно, обога­
щению и расширению ассортимента продукции текстильной промышленности.
Сегодня можно утверждать, что общее направление развития красильно-от­
делочного производства в значительной степени будет определяться преоб­
ладающим ростом производства синтетических волокон.
Курс «Крашение синтетических волокон» является одной из частей об­
щего курса «Химическая технология волокнистых материалов». При написа­
нии книги были использованы широко известные учебники, монографии со­
ветских и зарубежных авторов: М. В. Корчагина, Б. Н. Мельникова, Л. И. Бе­
ленького, Г. Е. Кричевского, А. А. Хархарова, В. Ф. Андросова, И. Я. Калонтарова, Т. Виккерстафа, Р. С. Чатам, Г. Ничке, Г. У. Шмидлина и др.,
а также новейшие данные советских и зарубежных исследований в области
крашения синтетических волокон и их смесей с другими волокнами.
Главное внимание в книге уделено теоретическому обоснованию меха­
низма крашения на основе анализа свойств волокнистых полимеров, строения
красителей и их поведения в растворах, роли текстильно-вспомогательных
веществ, органических
растворителей,
добавок
ускорителей, высоких
температур, а также наиболее характерным и распространенным способам
крашения, реализуемым главным образом на отечественных предприятиях.
При написании учебного пособия автор учитывал, что бурный прогресс в об­
ласти синтеза красителей и волокнообразующих полимеров способствовал
быстрому развитию и совершенствованию технологии крашения и во многом
определил формирование теоретических основ этой науки. Например, сырье­
вая база различных отраслей текстильной промышленности ежегодно попол­
няется десятками принципиально новых, различным образом модифициро­
ванных волокнистых материалов, в том числе и синтетических, которые
требуют разработки и новых научно обоснованных способов крашения. Послед­
нее обстоятельство привело к тому, что за последние 20— 30 лет в техноло­
гии крашения произошли коренные изменения, заставившие работников отде­
лочного производства отойти от традиционных приемов и методов работы.
ГЛАВА I
КРАТКИЕ СВЕДЕНИЯ О СТРОЕНИИ
И ФИЗИКО-ХИМИЧЕСКИХ СВОЙСТВАХ
СИНТЕТИЧЕСКИХ ВОЛОКОН
Р О Л Ь
С И Н Т Е Т И Ч Е С К И Х
Т Е К С Т И Л Ь Н Ы Х
В О Л О К О Н
В
П Р О И З В О Д С Т В Е
И З Д Е Л И Й
Развитие текстильной промышленности зависит главным об­
разом от решения проблемы сырья. Это объясняется прежде всего тем, что
доля волокнистого сырья и основных материалов в себестоимости продукции
текстильного производства очень велика и составляет примерно 90 %.
В развитии текстильного производства было несколько этапов. Первый
этап относится к периоду, когда эта отрасль базировалась почти исключи­
тельно на сельскохозяйственном сырье. Затем, несмотря на то, что первый
завод искусственного волокна был пущен во Франции в 1891 г., начало
второго этапа следует отнести к 40— 50-м годам X X в., когда мировое про­
изводство химических волокон в 1940 г. составило 1120 тыс. т, или 11, 3%
всех производимых текстильных волокон, а в 1950 г. — 1680 тыс. т., или
17,2 % (табл. 1).
В течение двух последних десятилетий в структуре текстильного сырья
произошли коренные изменения. В этот период возникло крупное промыш­
ленное производство синтетических волокон, знаменующее собой новую, бо­
лее высокую ступень в развитии отрасли.
Мировое производство химических волокон приблизилось в 1970 г.
к 9 млн. т, синтетических — к 5 млн. т ( 5 7 %) , а в 1980 г. синтетические
волокна в общем объеме производства химических волокон (16,5 млн. т)
составили 12 млн. т, или 70 %.
Соотношение производства натуральных, искусственных и синтетических
волокон в СССР за период с 1965 г. представлено в табл. 2.
Из данных табл. 2 следует, что доля химических волокон в общем про­
изводстве текстильного сырья в нашей стране неуклонно повышается:
в 1965 г. — 8 % , в 1970 г. — 21, в 1975 г. — 26,5, а в 1980 г. — 3 3 % ; воз­
росла также доля синтетических волокон в производстве химических воло­
кон: в 1965 г. — 7, 6%, в 1970 г. — 27, а в 1980 г. — 48, 5%. Как следует
из табл. 2, производство основных видов натуральных волокон растет зна­
чительно медленнее, чем химических, например с 1965 по 1980 г. — соответ­
ственно в 0,7 и 1,8 раза. В масштабе ССС Р химические волокна не вытес-
Таблица
П оказате ли
м и рового п р о и зв о д ств а т е к с ти л ь н ы х вол окон
Волокна
Натуральные
Химические
Всего
Доля химиче­
ских, %
1
(м л н . т )
1950 г.
1960 г.
1970 г.
1980 г.
1990 г.
(прогноз)
2000 г.
(прогноз)
8,09
1,68
9,77
17,2
12,2
3,32
15,52
21,4
14,0
8,7
22,7
38,3
14,2
16,5
30,7
53,7
14
27
41
66
13,5
57,5
71
81
5
Таблица 2
Производство натуральных, искусственных и синтетических волокон в СССР
(ты . т)
Волокна
Натуральные
хлопковое
шерсть мытая
льняное
шелк-сырец
Химические
искусственные
синтетические
1965 г.
1970 г.
1975 г.
1980 г.
2634,6
1835
317
480
2,645
211,2
196,2
15
3007,0
2129
419
456
3
623
456
167
3611,4
2649
467
492
3,4
955
590
365
3559,6
2804
461
291
3,6
1176
606
570
няют натуральные, не снижают размер их производства, а играют роль
новых, дополнительных ресурсов текстильных материалов.
По прогнозам специалистов предполагается, что к 2000 г. баланс производства основных видов волокон во всем мире будет примерно следую­
щим, %: хлопковых— 17, шерстяных — 2, химических — 81. При этом доля
синтетических в объеме производства химических волокон составит прибли­
зительно 90 %.
Из синтетического текстильного сырья наибольшее значение неуклонно
приобретают полиэфирные нити.
Ассортимент текстильных материалов и изделий, изготовленных из на­
туральных волокон, во всех отраслях текстильного производства в недалеком
будущем резко сократится. Обновление и расширение ассортимента тканей,
трикотажных, чулочно-носочных изделий уже осуществляется за счет исполь­
зования смесей синтетических волокон с натуральными и искусственными.
Однако потребности народного хозяйства нашей страны в химических во­
локнах, и прежде всего в синтетических, еще не удовлетворяются. На долю
СССР в мировом производстве природных волокон приходится 20 %, а хи­
мических— только 7,1 %.
Из синтетических волокон по масштабам производства преимущество
сохранится за полиамидными (капроновые и анидное), а по темпам роста —
за полиэфирными (лавсановые), полиакрилонитрильными (нитроновые) и
особенно за новыми (хлориновые, полипропиленовые, поливинилхлоридные)
волокнами.
Тенденция ускоренного производства новых синтетических волокон со­
хранится в предстоящие 15— 20 лет.
Трудность технологической переработки синтетических волокон в чистом
виде и в смеси с другими волокнами связана с различными условиями их
получения, а также с различными потребительскими свойствами и областями
применения. Это, по существу, разные виды сырья, используемые для полу­
чения примерно одинаковых по назначению конечных продуктов. Для синте­
тических волокон соотношение непрерывных нитей и штапельного волокна
составляет 1 : 1 , для искусственных — 2 : 3 . В целом же в мировом произ­
водстве наблюдается снижение доли штапельных синтетических волокон. Это
связано с повышением объемов производства высокоэластичных, высокообъ­
емных, так называемых текстурированных и модифицированных, нитей, со
все большим использованием синтетических нитей в производстве нетканых
материалов, ковров, дорожек, драпировочных и обивочных тканей и т. д.
Известно, что благодаря извитости текстурированные нити имеют большую
объемность, пористость и высокие теплозащитные свойства, т. е. являются
ценным текстильным сырьем, в первую очередь для изготовления одежды.
Производство и применение физически модифицированных полиамидных и
полиэфирных нитей также позволяет значительно улучшить ассортимент и
качество изделий текстильной промышленности.
6
КЛ А С СИ Ф И КА Ц И Я, С Т РО ЕН И Е И СВОЙ СТВА
С И Н ТЕ Т И Ч ЕС К И Х ВОЛОКОН
В зависим ости от особенностей химического строе­
ния м акром олекул синтетические волокн а п одраздел яю т на д ва
класса: гетероцепны е и карбоцепны е.
К гетероцепны м волокнам относятся волокн а, м акром ол е­
кулы которы х кром е атом ов угл ер о д а со д ер ж ат в основной
цепи атомы кислорода, азо та или д ругих элем ентов. Это поли­
амидные, полиэф ирны е, полиуретановы е и п олиф орм альдегидные волокна, получивш ие наиболее ш ирокое распростран ен ие
из всех синтетических волокон. О д н ако вы сокоэластичны е по­
лиуретан овы е волокн а вы рабаты ваю тся пока в небольш их ко­
личествах, полиф орм альдегидны е — только в опы тно-промы ш ­
ленном масш табе.
К карбоцепны м волокнам относятся волокна, м акром ол е­
кулы которы х со д ер ж ат в основной цепи только атом ы у гл е­
рода. Это полиакрилонитрильны е, полиолеф иновы е, поливинил­
хлоридные, поливинилспиртовы е, ф торсодерж ащ и е и другие
волокна. Особую группу синтетических волокон составляю т бии многокомпонентные, терм остойкие, ж аростой ки е и сверхпроч­
ные волокна, в ы р аб аты ваем ы е из разл и чн ы х полимеров.
Д л я п роизводства синтетических волокон х ар актер н ы сл е­
дую щ ие особенности:
при ф орм ировании волокон лю бы м способом исходный по­
лим ер химически не изм еняется;
д л я получения ком плекса механических свойств волокна
подвергаю т значительн ом у вы тягиванию (на 200— 2000 % ) при
норм альной или повы ш енной тем пературе;
гетероцепны е волокн а ф ормую тся из р ас п л ав а , а карбоц еп ­
н ы е — из р аство р а, гелей и расп л ав а;
степень вы тягиван и я д л я гетероцепны х волокон составляет
300—400 %, д л я карбоцепны х — 200— 2000 %.
С войства синтетических волокон оп ред еляю тся свойствами
исходного п олим ера и условиями ф орм ован и я и последую щ их
обработок. И сходны е полимеры, из которы х получаю т волокна
из р асп л ав а или растворов по сухом у или мокром у способам,
долж ны плавиться без разл о ж ен и я или р аство р яться в обычно
прим еняем ы х на производстве раствори телях.
В аж нейш ие особенности структуры и свойств волокн ообра­
зую щ их полимеров следую щ ие:
м олекулы поли м ера долж ны им еть линейное строение без
разветвлен и й и сравн и тельно крупны х боковых зам естителей;
в м олекуле п олим ера долж ны б ы ть полярны е ф ункциональ­
ные группы, определяю щ ие активное взаим одействие м акром о­
лекул с р аствори телем и их м еж м ол екулярн ое взаим одействие;
з а д а н н а я м о л ек у л яр н ая масса д о л ж н а соответствовать сред­
ней длине м олекулярны х цепей п о р яд к а 200— 400 нм и иметь
7
относительно узкое м олекулярно-м ассовое распределение (без
значительного
сод ерж ан и я низко- и вы соком олекулярны х
ф р а к ц и й );
полимер д о лж ен о б л ад ать способностью к об разован ию
ам орф но-кристаллической структуры , обеспечиваю щ ей эл а сти ч ­
ность и гибкость волокон, способность сорби ровать краси тели ,
текстильно-вспом огательны е вещ ества, пары воды и др.;
тем п ер ату р а п лавлени я и стеклован ия полим ера д о л ж н а
быть вы ш е допустимых тем ператур эксп луатац и и;
тем п ер ату р а термо- и средостойкости д о л ж н а обеспечивать
возм ож н ость переработки полимеров в волокна и дальнейш ую
их эксп л у атац и ю в изделиях;
см еш анны е полимеры д л я получения би- или поликом понентны х волокон долж ны быть совместимы ми при плавлени и
или растворении перед ф орм ированием из них волокон и
о б л ад ать вы сокой степенью адгезии один к другом у в в о ­
локне.
В процессах ф орм ования синтетических волокон и при х и ­
мико-технологической их п ереработке в изделия, отделке в а ж ­
ное зн ачение приобретаю т ф акторы , влияю щ ие на н аб ухан и е и
р астворени е полимеров и полученны х из них волокон. П ри
этом р ас п л ав у или раствору полим ера с помощ ью ф ильер
с д и ам етр о м отверстий от 50 до 500 мкм придается ф орм а тон ­
ких струек, которы е затем ф иксирую тся в ф орм е о тв ер ж д ен ­
ной нити. Ф орм ование синтетических волокон вклю чает целы й
ком плекс явлений: физико-химических, реологических, ги д р ав ­
лических, механических и др.
П ри осаж ден ии или отверж дении п олим ера происходит ф о р ­
м ирование определенной н адм олекулярной структуры и м а к р о ­
структуры волокна. Этот процесс у гл уб л яется при дополн и ­
тельны х об р аб отках: пластиф икационной в ы тя ж к е на воздухе
или в среде ж идкости д л я ориентации структурны х элем ентов
волокн а и повы ш ения его прочности; терм овы тяж ке д л я д о п о л ­
нительной ориентации, а т а к ж е терм ообработке д л я р е л а к с а ­
ции внутренних н ап ряж ени й и дополнительной к р и ста л л и за­
ции. П роцессы кри сталл и зац и и при ф ормовании из р асп л ав о в
н ачинаю тся в промеж уточной области тем ператур п лав лен и я и
стекл о ван и я полим ера, м акси м ал ьн ая скорость кри сталл и зац и и
соответствует тем пературе, равн ой 0,785— 0,870 от тем пературы
п лавлени я по абсолю тной ш к ал е
Р ав н о в ес н а я структура п оявл яется при проведении р е л а к ­
сации в определенны х тем пературно-врем енны х условиях, т. е.
тер м и ч еская об раб отка волокон почти всегда необходима д л я
завер ш ен и я ф орм ирования их структуры и дости ж ен и я опти­
м ум а свойств: м иним альной усадочности и м акси м альн ой теп ­
лостойкости. Э та об раб отка, кром е того, м ож ет быть и сп ользо­
в ан а д л я придан и я волокнам извитости и т. п. Т ерм ическая об ­
р аб о тка м о ж ет производиться в сухом состоянии и в присутствии
активны х сред (ж идкостей, п ар о в ), вы зы ваю щ их ограниченное
н абухан ие волокна.
П олим еры близкой химической природы (например, р а зл и ч ­
ные полиамиды , карбоцепны е — полиакрилонитрил и его сопо­
лим еры , поливинилхлорид и его сополимеры и др.) могут о б р а ­
зовы вать терм одинам ически совм естим ы е расплавы или р а с ­
творы в одном растворителе и прим еняться для ф орм ован и я
волокон. С м еш ение компонентов прядильны х растворов или
расп л аво в производится, к а к п равило, непосредственно п еред
прядильной маш иной. Р азр а б а ты в а ю тс я рекомендации по п ро­
ведению ф орм ования волокон и их несовместимых смесей;
полиам иды — полиэфиры,
поли­
э ф и р ы — полиолефины,
п оли ам и ­
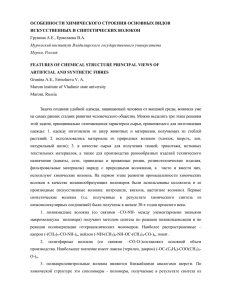
ды — полиолеф ины и др. В з а в и ­
симости от свойств исходных ком ­
понентов и условий форм ования
получаю т волокн а следую щ их ви ­
дов: волокна из смесей совм ести­
мых полимеров, в которы х один
компонент к ак бы легирует другой;
волокна из смесей несовместимых
а
5
в
г
полимеров, один из компонентов
которы х распределен в массе д р у ­
Рис. 1. Основные типы воло­
гого в виде дисперсны х вклю чений;
кон на основе смесей полиме­
волокна из тех ж е смесей в виде
ров:
м атрично-ф ибриллярны х систем; би­ 1 — с равномерно диспергирован­
ным
полимером;
2 — ком позици­
компонентные волокна и нити.
онно-фибриллярных;
3 — бикомпо­
нентных;
эксцентричных
(а), ко­
П олучение бикомпонентны х в о ­
аксиальных (б), серповидных (в),
сегментных (г) локон п р ед ставл яет определенны й
интерес с точки зрения в о зм о ж н о ­
сти п ридания им устойчивой извитости. В зависим ости от спо­
соба подачи р ас п л ав а и его состава могут быть получены в о ­
л о кн а с разли чн ы м распределением компонентов (рис. 1).
П о д б и р ая полимерны е ком поненты по их усадочности или
по тем п ер ату р ам плавления, мож но получить волокн а с т р е ­
буемы ми свойствами. Р азл и ч н ая усадочность компонентов п ро­
яв л яется в р езу л ьтате терм ообработки волокон или и зделий из
них в свободном состоянии. Все виды волокон с потенциальной
извитостью до лж н ы иметь асим м етричное располож ени е ком по­
нентов и высокую адгезию одного к другом у.
И з огромного числа видов синтетических волокон, получен­
ных в л аб о р ато р и ях учеными, наибольш ее распростран ен ие во
всем мире получили полиам идны е (П А ), полиэфирны е (П Э ),
п олиакрилонитрильны е (П А Н ), полипропиленовые (П П ), по­
ливинилхлоридны е (П В Х ), поливинилспиртовы е (П В С ), п оли ­
уретановы е (П У ) и полиформ альдегидн ы е (П Ф А ).
Т ак, в 1980 г. в С С С Р из общ его объем а синтетических в о ­
локон 570 тыс. т было п роизведен о 42 % полиэфирны х, 37 %
Таблица
Основные свойства синтетических волокон
3
Синтетические волокна
Показатели
Полиамидное
1
Полиэфирное
2
Состав и строеК апрон (нейлон 6, деле­
ние элементарных рон) — из капролактама
звеньев; реакции п[— Ш —(СН2)6СО—] Н 20 ->•
получения
-> Н [—Н И —(СН2)5—
—С О - ] а- О Н
Анид (нейлон 66) из гексаметилендиамина и адипиновой кислоты
Н2Ы -(С Н а)в- Ы Н 2 +
+ Н О О С -(С Н 2)4-С О О Н ->
->-Н[— Н И —(СН2)в—
— ЫНСО—(СН2)4—
Полиакрилонитрильное (нитрон)
3
4
Л авсан — из диметилового эфира
терефталевой кислоты и этиленгликоля
Нитрон 3 — из нитрила акриловой
кислоты — сополимер с метилметакр ил атом
сн,
ос- О Ч
I
о — (СН2)2— о _
Н 2С = 9
о — СН3
и итаконовой кислотой
— СО— ]„— о н
С /О О Н
I
II,,С— С
С Н — СООП
Энант (нейлон 7) — из
ш-аминоэнантовой кислоты
Н2Ы—(СН2),-С О О Н -> - Ж - [ — НЫ— (СН2)0—СО—]„—ОН
Формование из расплава
Получают радикальной цепной поли­
меризацией
п (СН2= С Н )
CN
(с н - с н - ) „
CN
Продолжение
табл.
3
Синтетические волокна
Показатели
Полиамидное
1
2
Состав и строе­
ние элементарны х
звеньев;
р еакц и и
получения
Нейлон 6, 10 — из гексаметилендиамина и себациновой кислоты
НзИ—(СН2)0—МН2 +
+ НООС—(СН2)8—с о о н —
->-Н[— НЫ(СН2)в—ЫНСО—
- ( С Н 2)8 - С О - ] „ - о н
Полиэфирное
3
Полиакрилоннтрильное (нитрон)
4
Формование волокна из раствора в диметилформамиде
Относительная
молекулярная
масса (среднее
значение)
Капрон 15— 20 ООО
Анид 12— 20 000
15—20 000
Степень
полимеризации
Капрон 150— 200
Анид 80— 100
85— 120
40—60 000
Д о 1200
Плотность, кг/м8
1 ,1 4 -103
1,3 8 -103
(1,4— 1,17)10®
Прочность, Н/мм2
Удлинение
при разрыве су­
хого волокна, %
Равновесная
влажность в нор­
мальных усло­
виях (относи­
тельная влаж ­
ность 65 % , тем­
пература 20 °С),
462—840
26—40
560—752
11—23
304—567
16—35
4,1—4,5
0,4
1
Продолжение
табл.
3
Синтетические волокна
Показатели
Полиамидное
Полиэфирное
Полиакрилонитрильное (нитрон)
1
2
Температура
плавления, °С
212—253
(при 150 °С через 5 ч ж ел­
теет)
248—256
Размягчается при 230—240
Светостойкость
Ж елтеет, ослабляется
Устойчиво
Устойчиво
Отношение к ор­
ганическим
растворителям
Растворяется в некоторых
фенольных соединениях
Растворяется в горячем нитробен­
золе
Растворяется в диметилформамиде
Действие кислот
Разруш ается в растворах
минеральных
кислот
и в концентрированных
растворах
муравьиной
и уксусной кислот
Устойчиво к разбавленным мине­
ральным
кислотам,
растворимо
в концентрированной серной кислоте
Устойчиво к кислотам
Действие щелочей
Устойчиво к щелочам
Устойчиво к разбавленным раство­
рам щелочей. Растворяется в кон­
центрированной щелочи при нагре­
вании
Устойчиво к разбавленным растворам
щелочей
Действие отбели­
вающих реакти­
вов (гипохлорита,
хлорита, пере­
киси водорода)
Устойчиво, отбеливается
ЫаС102
Устойчиво к окислителям
Устойчиво к разбавленным растворам
отбеливающих реактивов
3
4
235—250
Размягчается
Продол жение
табл.
3
Синтетические волокна
Показатели
Поливинилспиртовое (винол)
Поливинилхлоридное
Полиолефиновое
1
Б
6
7
Состав и строе­
ние элементарны х
звеньев; реакции
получения
Из винил ацетата Н2С =СНО ОССН 3
с последующим омылением поливинилацетата растворами кис­
лот или щелочей
[ с н — СИ— СН — СН j
ОН
ОН
Д алее сформованное
волокно
ацетилируют раствором форма­
лина или бензальдегида
Санив — из акрилонитрила
винилиденхлорида
и
Полипропилен
- с и ,— с н
I
С Н — СН— СН2 -СС1;
СН
Совиден — из
нилхлорида
Полиэтилен
сополимеров
ви-
С И,
[—СН2—СН2—]п
Волокна формуются из расплава
(температура 240—260 °С)
— СН,— СН—
С1
и винилиденхлорида (до 15 %)
- С Н 2-С С 1 “
Х лорин — из перхлорвинила
— СН2— СН—С1
I
С1
О тносительная мо­
л ек у л я р н ая масса
(среднее значение)
С тепень
полимеризации
П лотность, к г/м 3
П рочность, Н /мм2
50— 100 ООО
1000— 2000
(1,25— 1,30)10*
324—540
I
С1
■сн
I
С1
60— 150 000
1000—25 000
(1,35— 1,38)103
Аналогично полиамидным и полиэфирным волокнам
Полиэтилен 52—71 000
230— 1800
(0,91—0,96) 103
Аналогично полиамидным и полиэфирным волокнам
Продолжение
табл.
3
Синтетические волокна
Поливинилспиртовое (винол)
Поливинилхлоридное
Полнолефиновое
1
5
6
7
У длинение при
разры ве сухого
волокна, %
Равновесная
14—24
23
30—40; для высокопрочной 12— 15
5
0,1
0
м альны х услови ях
(относительная
влаж ность 65 % ,
тем пература
20 °С), %
Т ем пература
232—239
п лавл ен и я, °С
Размягчается при 200
С ветостойкость
О тношение
к органическим
растворителям
Д ействие кислот
Д ействие щелочей
Устойчиво (более, чем гидратцеллюлозные волокна)
Неацетилированное волокно рас­
творимо в воде. Ацетилированное
волокно растворяется в феноле,
крезоле,
муравьиной кислоте
при температуре 50 °С
Устойчиво к разбавленным рас­
творам минеральных кислот. Н е­
устойчиво к органическим кисло­
там при температурах > 6 0 °С
Неустойчиво
Д ействие отбели­ Ацетилированное волокно устой­
ваю щ их реактивов чиво
(гипохлорита,
хлори та, перекиси
водорода)
180— 190
П лавится с разложением.
мягчается при 75—90
Устойчиво
160— 165
Р аз- Размягчается при 140
Устойчиво к бензину, спирту,
четыреххлористому
углероду,
Н абухает и размягчается в эфирах ароматических углеводородов
Устойчиво
Растворяется ' в кипящ их парафиновых маслах, тетралине, декалине.
Устойчиво
к
химической
чистке
Устойчиво к кислотам
Устойчиво к кислотам
Очень устойчиво к щелочам
Очень устойчиво к щелочам при
температурах до 40—50 °С
Устойчиво
Устойчиво
Т а б л и ц а
4
Сравнительные данны е о внутренней поверхности натуральных и химических
волокон
Внутренняя поверхность волокна, м2/г,
рассчитанная по сорбции паров
Волокно
Х лопковое природное
Хлопковое в набухшем со­
стоянии
Вискозное
Ш ерстяное
Н атуральны й шелк
Триацетатный
ш елк
(сформованный
сухим
способом)
ПАН (гомополимер)
ПАН (сополимер)
Капроновое, нейлоновое
Лавсановое
Полипропиленовое
этанола
азота
воды
метанола
0,7—6
15—53
93,8— 137
—
20,1—81,8
—
7,3— 16,6
1— 1,9
0,96
3,1
0,38—2,1
204— 287,9
206
140— 212,5
40,7— 58,8
3,6— 104
170,1
148,5
1 ,2 -1 7 ,1
—
10,2
115,1
1—2,2
2,3
0,31— 1,6
0,5
1,4
19,7
31,4
45— 100,2
29,6
26,1
23,1
24,3
87,3
25,6
17,2
5,1
5,4
78,3
5,5
10,2
полиамидных, 20 % полиакрилонитрильных. К перспективным
волокнам относятся полипропиленовые, поливинилхлоридные и
полиформальдегидные.
Особенность физической структуры синтетических волокон
оказывает огромное влияние на способность их к окрашиванию
и на практические приемы и способы крашения. Синтетические
волокнистые материалы по своей внутренней структуре и физико-химическим свойствам значительно отличаются от нату­
ральных (табл. 3).
К особенностям структуры и свойств синтетических волокон
следует отнести: более компактную физическую структуру и
значительную ориентацию макромолекул вдоль оси волокна,
высокую степень кристалличности; сравнительно малое число
активных групп (центров); более или менее ярко выраженные
гидрофобные свойства; очень низкое объемное набухание
в воде; сохранение прочности во влажном состоянии; высокую
термопластичность, способствующую термостабилизации и формоустойчивости изделий из волокон; уменьшение внутренней
поверхности (табл. 4) и суммарного объема пор (табл. 5 ).
Указанные особенности структуры и свойств синтетических
волокон в значительной степени снижают скорость диффузии
молекул и частиц красителя в субстрате, что затрудняет весь
процесс и снижает скорость краш ения в целом. Использование
при крашении более высокой температуры не только увеличи­
вает кинетическую энергию частиц красителя, но и повышает
подвижность макромолекул волокна, что положительно сказы ­
вается на его проницаемости. С этой ж е целью в растворы кра15
Таблица
5
Сравнительные данные о суммарном объеме пор различных текстильных волокон
Суммарный объем пор,
см3/г, рассчитанный
по сорбции паров
воды
метанола
этанола
Суммарный
объем пор,
см3/г,
по данным
ртутной
порометрии
0 ,1 3 0
0 ,2 7 5
0 ,2 4 8
0 ,1 2 0
0 ,1 4 2
0 ,2 2 9
0 ,2 1 7
0 ,1 8 4
0,131
0 ,1 3 0
0 ,0 9
0 ,2 0 6
0 ,2 5 7
0 ,181
0 ,1 2
0 ,221
0 ,0 3
0 ,1 2 5
0 ,0 6
0 ,0 4 5
0 ,0 5
0 ,1 7
0 ,0 5 5
0 ,0 4 7
0,01
0 ,1 7
0 ,0 2 3
0 ,0 3 9
0 ,1 3 7
0 ,1 5 9
0 ,0 5 5
0 ,1 6 3
Волокно
Хлопковое натуральное
Вискозное
Н атуральный ш елк
ТАЦ
(сформованный
сухим способом)
ПАН (гомополимер)
Капроновое
Лавсановое
Полипропиленовое
Объем­
ная
пори­
стость,
%
6 ,6
1,5
1 ,9
—
1 ,6
1,2
1 ,9
сителей вводят вещества, вызывающие набухание волокна и
снижающие степень его кристалличности. Все эти приемы спо­
собствуют формированию прогрессивных способов крашения.
Общепризнано, что сорбционная способность волокон зави­
сит зачастую не столько от химического строения полимера,
сколько от морфологической и надмолекулярной структуры во­
локон. Структура синтетических волокон представляет собой
сложную комбинацию аморфных и кристаллических областей,
которые в свою очередь формируются в более или менее слож ­
ные структуры. О бщ ая степень кристалличности в различных
полимерах колеблется от 10 до 90% . Пока нет четких пред­
ставлений о разм ерах и форме элементарных кристаллов и ха­
рактере их взаимосвязи в более крупных кристаллических об­
разованиях. Например, толщина фибриллярных кристаллов —
простейших элементов кристаллической структуры различных
синтетических волокон—-составляет 10— 15 нм (у природных
целлюлозных волокон — 20—40 нм).
Фибриллы синтетических волокон, имеющие форму лепест­
ков (плоскостей), у которых длина намного превыш ает ши­
рину, а ширина значительно больше толщины, и растущ ие из
одного центра кристаллизации, участвуют в формировании кри­
сталлических образований и благодаря их сферической форме
называются сферолитами. Сложность возникновения указанных
выше локальных уплотнений приводит к одновременному обра­
зованию в процессе формования структуры волокон ам орф ­
ных областей, состоящих из макромолекул или глобул, не ус­
певших войти в крупные кристаллические формирования и не
связанных с ними общими макромолекулами. Кроме того, при
этом могут образовываться участки, не заполненные полимер­
ным материалом, что ведет к образованию пустот или пор, ко16
торых нет у синтетических волокон в исходном состоянии. П о­
ристость волокон, вероятно, не следует относить к дефекту
структуры, она долж на являться необходимым составным ком ­
понентом структуры. Естественно, чем равномернее распреде­
ление пор, тем выше эксплуатационные свойства волокон и из­
делий из них.
Наличие пор в структуре волокон является существенной
особенностью архитектоники всех волокнистых материалов. Эта
особенность структуры волокон интересна и с точки зрения
механизма крашения волокон. Субмикроскопические поры, про­
низывающие волокнистый материал, обеспечивают проникание
молекул в глубь полимерного субстрата и, кроме того, служ ат
резервуаром для накопления в нем красящего вещества.
Б. Н. Мельников предложил следующую классификацию
«неплотности упаковки» структурных элементов в волокнах по
размеру пор и пустот: поры, радиус которых составляет 1—
1,5 нм, имеют, очевидно, флуктуационный характер и физиче­
ский смысл «свободного объема»; поры, радиус которых нахо­
дится в пределах 3—6 нм, обусловлены неплотностями взаим ­
ной упаковки структурных элементов первых уровней надмо­
лекулярной организации (пачек, микрофибрилл и д р ); поры
к: радиусом 15—20 нм обусловлены межфибрилльными пус­
тотами и подобными им неплотностями упаковки крупных
структурных элементов. Все эти виды пор и пустот относятся
к общему классу так называемых переходных пор в пористых
телах.
Крупные поры, пустоты, а такж е трещины размером 1—
2 мкм, наблюдаемые методами электронной и оптической мик­
роскопии, следует уж е отнести к морфологическим особенно­
стям строения волокна. Они являю тся нежелательными, так
как всегда ухудшают усталостные характеристики волокна.
Таким образом, более или менее развитая сеть пор самого
различного характера у всех исследованных волокнистых м а­
териалов позволяет рассм атривать натуральные и химические
волокна как волокнистые сорбенты.
Как видно из данных табл. 4 и 5, различные волокнистые
материалы значительно отличаются один от другого по сте­
пени развития внутренней адсорбционной поверхности и по
объемной пористости.
Полиамидные волокна
Полиамиды, из которых получают полиамидные
волокна, представляют собой высокомолекулярные соединения,
макромолекулы
которых имеют следующее схематическое
строение:
— ЫН — и — с о м н — И — с с ж н — и —
17
или
—СО—и —с о ш — и — ЫНСО — я — ,
где И (в большинстве случаев) — углеводородная цепь с несколькими груп­
пами СН 2.
Соотношение между числом метиленовых и аминокислотных
или амидных (—1ЧНСО— ) групп у различных полиамидов не­
одинаково. Наиболее распространенные типы полиамидных во­
локон представлены в табл. 6.
В настоящее время около 150 фирм выпускает до 200 на­
именований полиамидных волокон. Из алифатических поли­
амидов в Советском Союзе выпускаются волокна типа капрон
и в меньших количествах волокна анид и энант. Коэффициент
полимеризации капрона имеет пределы 150—210, а н и д а — 80—
100. Соответственно относительная молекулярная масса этих
волокон 15 000—22 000.
М акромолекулы полимера в волокне направлены (ориенти­
рованы) более или менее вдоль оси волокна и связь между
ними осуществляется за счет водородных связей и ван-дерТ аблица
6
Наиболее распространенные типы полиамидных волокон
Мономер,
применяемый
для синтеза
полиамида
Аминокапро­
новая кислота
Аминоэнантная кислота
Аминопеларгоновая
кислота
Аминоундекановая
кислота
Адипиновая
кислота
Г ексаметилендиамин
Себациновая
кислота
Г ексаметилендиамин
Ин­
декс*
ней­
лона
Химическая формула
мономера
Химическая формула
полимера
Отечест­
венное
название
волокна
Н2М(СН2)6СООН
Н[НМ(СН2)6СО]„—о н
Капрон
6
Н2М(СН2)6СООН
Н[Н1\'(СН2)вСО]„—о н
Энант
7
Н2М(СН2)8СООН
Н[НЫ(СН2)8С О ]„ -О Н
Пел ар ­
гон
9
Н2Ы(СН2)10СООН
Н[Н1Ч(СН2)10СО]П- О Н
Ундекан
11
Анид
66
НООС(СН2)4СООН
НО[ОС(СН2)4СО—
Н2Ы(СН2)6ЫН2
-Ы Н (С Н 2)вЫН]„Н
НООС(СН2)8СООН
НО[ОС(СН2)8С О -
Н2Ы(СН2)вЫН2
-Ы Н (С Н 2)вЫН]„Н
—
6,10
*
Ч исла, стоящие после названия «нейлон», соответствуют количеству ато­
мов углерода, содержащ ихся в мономерах, предназначенных для производства
полиамидов. При наличии двух разновидностей мономера обозначение состоит
из двух цифр (иногда отделяемых одна от другой запятыми), причем п ервая цифра
относится к диамину, вторая — к дикарбоновой кислоте; п — коэффициент по­
лимеризации.
18
ваальсовых сил. При идеальной ориентации групп —ЫНСО—•
группы соседних нитевидных молекул леж ат точно одна против
другой (рис. 2) и между ними возникают межмолекулярные
водородные связи. Высокая прочность полиамидов объясняется
силами главных валентностей, действующих в направлении
оси волокна между группами —ЫНСО—, и силами побочных
валентностей (водородными мостиковыми связями и ван-дерваальсовыми силами), действующими перпендикулярно к оси
волокна.
а
б
Рис. 2. Ориентация групп — СО—N H — в полиамидных волокнах:
а — в нейлоне 66; б — в нейлоне 6
Благодаря способности амидных групп связывать полиамид­
ные цепи с помощью водородных связей полиамиды обычно
легко кристаллизуются. По структуре полиамиды напоминают
шерсть и натуральный шелк. Полиамидные и белковые волокна
характеризуются чередованием групп —СО—N H — , соединен­
ных с алкильными остатками. Однако белковые волокна со­
стоят из линейных, циклических и ациклических аминокислот
и содержат большое количество боковых ответвлений в виде
групп —NH2 и —СООН.
ПА-волокна содержат аминогруппы и карбоксильные группы
только на концах цепи ('/ш и V20 макромолекул шерсти и Vio
макромолекул натурального ш елка). Кроме того, концевые
группы у полиамидов частично блокируются в процессе получе­
ния волокна. Поэтому концевые аминогруппы у капронового
волокна составляют 0,04—0,05 г-экв./кг сухого волокна, у анид­
н о го — 0,036 г-эк в ./к г волокна, а у ундеканового — 0,0104 гХ
Х экв./кг волокна.
19
Б лагодаря правильной осевой ориентации макромолекул по­
лимера в волокне и достаточно прочному взаимодействию их
между собой ПА-волокна обладаю т высококомпактной физиче­
ской структурой. В настоящее время считают, что эти волокна
характеризуются
кристаллично-аморфным субмикроскопическим строением. По данным рентгенографических исследований
кристаллических областей, их диаметр невелик и составляет
(10—200) 10-10 м.
Степень кристалличности ориентированного ПА-волокна
имеет пределы 50—60 % и зависит от температуры.
Температура, °С
Степень кристалличности, %
20;
75;
85;
52;
100;
40;
120
0
У ПА-волокон обнаружен ориентационный слой («рубашка»)
толщиной до 2,2 мкм, который меняется в зависимости от сте­
пени вытягивания и термообработок. Температура плавления
этого поверхностного слоя выше, чем внутреннего, кроме того,
в одних и тех ж е условиях он окраш ивается менее интенсивно.
При подготовке ПА-волокон к крашению необходимо учи­
тывать неоднородность их химического состава и физической
структуры, что связано с условиями получения. Большое зн а ­
чение имеет относительная молекулярная масса, полидисперс­
ность полимера, наличие нйзкомолекулярных фракций и бло­
кирующих веществ, что в свою очередь приводит к различному
содержанию концевых аминогрупп в волокне. Например, при
крашении кислотными красителями особенно выделяется неод­
нородность переходных участков в тканях, обусловленная не­
большими химическими или физическими отличиями каждой
партии волокна.
Н аряду с положительными свойствами ПА-волокна имеют
низкую набухаемость, недостаточную гигроскопичность, огра­
ниченное количество функциональных групп, небольшой мо­
дуль упругости, недостаточную термостойкость и др. Чтобы из­
менить некоторые свойства полиамидов, используют различные
пути их модификации; реакции сополимеризации, замещения
функциональных групп, изменения надмолекулярной структуры,
привитой сополимеризации, образования поперечных связей
между макромолекулами полимера и др.
Кроме того, в настоящее время находят применение так
называемые полиамидные бикомпонентные волокна. Они фор­
муются из двух полимеров одновременно и после получения
состоят из двух слоев: внутреннего (ядра) и внешнего (обо­
лочки). И х можно получить совместным формованием поли­
амидов, например поли-8-капроамида или полигексаметиленадипинамина и сополиамида в различных соотношениях.
В качестве второго полимера можно применять сополиамид,
полученный из е-капролактама, соли гексаметилендиамина итерефталевой кислоты. Оба компонента обладаю т различными
20
свойствами. Можно получить бикомпонентные волокна, об л а­
дающие повышенной потенциальной извитостью, гигроскопич­
ностью, лучшей окрашиваемостью (иногда разной для ядра и
оболочки) и лучшими антистатическими свойствами.
Одним из примеров практического использования химиче­
ской модификации ПА-волокон является получение окрашенных
волокон из цветных полиамидов. Так, в е-капролактам можно
ввести азоамины, а диазотирование и сочетание проводить
в готовом волокне. Можно вводить полифункциональные аро­
матические карбоновые кислоты (например, тетрахлор- или тетрабромфталеиновую) и получить желто-зеленый цвет волокна.
Полиамиды не являю тся высокореакционноспособными со­
единениями, поскольку большая часть их макромолекул состоит
из химически инертных углеводородных цепей. Только амид­
ные группы и концевые амино- и карбоксильные группы, число
которых сравнительно невелико, способны вступать в химиче­
ские реакции. Тем не менее реакции концевых функциональных
групп играют важную роль в химии полиамидов, связы вая кис­
лоты, основания, красители и др.
Б лагодаря наличию концевых групп полиамидные волокна
обладаю т амфотерными свойствами, проявляя в щелочной
среде кислотные свойства и в кислой среде — основные:
,Ш 2
+ К а + + ОН
Вол
^
*
ХЮОН
\lO O N a
/М Ы *
Вол '
/Г Ш 2
+
тса +
+
ОН' 5 = ^
Вол ^
^ С О С Г
Н+
И
•+
Х~
-Т Л
-* -------
Вол(
х с ООН
уГШ з
о
л
\ю о '
Н 20
Л Ш з 'Х "
+
т
ХЮОН
В
+
\Ю (Ш а
,Г Ш 2
Вол(
+ Н 20
Вол.
Л Н ,-X "
+ Н + + X"
г
*
Вол
ХЮОН
У полиамидов существует не изоэлектрическая точка, а изоэлектрическая зона, которая для ПА-волокон находится в ин­
тервале рН = 4 . . . 5 . Среднему изоэлектрическому состоянию во­
локна соответствуют следующие значения pH: 5,6 — для кап ­
рона; 4,75 — для анида; 4,4 — для энанта; 3,1— для пеларгона.
Как видно, эти значения pH находятся в кислой зоне, что
21
свидетельствует о превышении количества кислотных групп
(— СООН) над аминогруппами (— ЫН2) . Содержание конце­
вых аминогрупп, г-эк в ./к г волокна, в полиамидах не превы­
шает 0,036—0,040 для капрона и 0,35 для нейлона 66, в то
время как в шерсти их содержится 0,8—0,9, а в шелке — 0,20—
0,25.
Наиболее распространенной реакцией в цепях макромоле­
кул полиамида является замещение водорода амидной группы.
Амидная группа является полярной и вследствие этого неус­
тойчива к действию различных полярных реагентов: кислот,
щелочей, воды, аминов — и способна к реакциям гидролиза,
ацидолиза и другим превращениям, в результате которых мо­
жет осуществляться деструкция макромолекул полиамида.
Амидная группа главной цепи при обычных условиях не при­
соединяет слабых кислот или кислотных красителей. Однако
при р Н < 3 эта группа ионизируется и может взаимодействовать
с кислотами или кислотными красителями по следующим схе­
мам:
гш— + н + х '
'8
т
о
- с — гщ — + -х '
о
то-
н
- С = и ; С =]Ч — + Н
I
I
ОН
он
+ Х~
—С =М Н — + Х~
I
I
но н
Важными химическими реакциями ПА-волокон являю тся
деструктивные реакции, проходящие под действием темпера­
туры, кислорода, воздуха, ультрафиолетового и радиационного
облучения.
Термоокислительное старение ПА-волокон сопровождается
потерей их механической прочности, удлинения и становится
заметным при температуре выше 100— 150 °С. Д а ж е непродол­
жительное нагревание приводит к сильному необратимому
снижению прочности волокна. Капроновое волокно после нагре­
вания на воздухе при температуре 180 °С в течение 2 ч необра­
тимо теряет 58— 65 % первоначальной прочности, а после на­
гревания в течение 14 ч — 7 5 % . Волокно энант более устой­
чиво к воздействию температур. При выдерживании этого
волокна в течение суток при температуре 2 5 0 °С прочность его
падает, на 19— 2 0 % , а капронового волокна — на 4 0 — 4 5 % .
При высоких температурах (270— 350 °С) ПА-волокна претер­
певают существенную термическую деструкцию, которая при­
водит к потере концевых функциональных групп, гидролизу
амидных связей и уменьшению относительности молекулярной
массы.
22
Как известно, ПА-волокна малоустойчивы к свету. Фотохимические процессы разруш ения еще больше усиливаются в при­
сутствии двуокиси титана, применяемой для матирования во­
локна. Особенно интенсивно прочность теряется в первые дни
инсоляции (рис. 3). По светостойкости ПА-волокна можно рас­
положить в следующий ряд: энантовое> анидное> капроновое.
Некоторые красители и вспомогательные материалы оказы ­
ваю т специфическое влияние на волокно: они могут быть ста­
билизаторами и инициаторами
фотоокисления. Устойчивость
ПА-волокон к световым воз­
действиям может быть повы­
шена введением активных до­
бавок различных веществ, об­
ладающих ингибирующими и
восстановительными
свойст­
вами.
При сорбции ПА-волокнами отдельных низкомолеку­
лярных веществ происходит
набухание волокон с измене­
нием их геометрических р аз­
меров.
Низкомолекулярные
вещества
диффундируют
в
аморфные области полимера,
в результате чего происходит
Инсоляция, дни
ослабление межмолекулярного
взаимодействия и протекают Рис. 3. Кривые изменения прочно­
сти (1 и
и удлинения (3 и 4 ) не­
релаксационные процессы из­ окрашенной
м атированной капроно­
менения конформаций макро­ вой ткани в зависимости от дли ­
молекул. ПА-волокна в воде тельности инсоляции:
набухаю т больше, чем в хло­ 1,3 — по основе; 2, 4 — по утку
рированных
углеводородах.
Н иж е приведено сравнительное набухание нейлона 6 в различ­
ных средах при температуре 7 0 °С:
Среда
Вода
Вода — метанол (1 : 1)
Метанол
Амиловый спирт
Трихлорэтилен
Перхлорэтилен
Набухание,
16,3
15,7
17.6
8,3
10.6
9,5
При соприкосновении с водой или водными растворами
электролитов на поверхности волокнистых м атериалов возни­
кает электрический или ^-потенциал, который зависит от pH
среды и сорбции ионов. В состоянии электрохимического рав­
новесия ПА-волокна в дистиллированной воде имеют следую­
щие значения ^-потенциала, мВ: —52 для пеларгона; —55 для
23
Рис. 4. Влияние значения pH
на
изменение
^-потенциала
различных полиамидных воло­
кон:
1 — энантового;
2 — пеларгонового; 3 — ундеканового;
нового; 5 — анидного
4 — капро­
ундекана; —24 (для к ап р о н а); —35
(для анида); —50 (для энанта).
Значение ^-потенциала
поли­
амидных волокон возрастает с уве­
личением числа атомов углерода
в мономерах и, следовательно, с уве­
личением гидрофобности волокон.
В щелочной среде
ПА-волокна
имеют такж е отрицательный заряд,
который с уменьшением pH падает,
проходит через нулевое значение,
соответствующее
изоэлектрическому состоянию волокна, и затем
принимает положительное значе­
ние (рис. 4). Большое влияние на
электрокинетический
потенциал
оказываю т высокомолекулярные поверхностно-активные вещества и
ионизирующиеся красители.
Растворителями
полиамидов
могут служить растворы различ­
ных фенольных и других соедине­
ний в полярных растворителях, н а­
пример в спиртах (табл. 7).
Т аблица
Некоторые органические растворители ПА-волокон
Растворитель
Растворяющая
способность
Г алоидпроизводные
углеводородов
дихлорэтан
хлороформ
трихлорэтилен
перхлорэтилен
четыреххлори­
стый углерод
бромтолуол
Спирты
метанол
этанол
тенз иловый
спирт
бутиловый
спирт
24
Растворитель
Хлороспирты
хлоргидрин
этилен гли коля
Не имеет
»
»
»
»
»
»
»
»
Растворяет
при нагревании
Н е имеет
»
»
Растворяет
при нагревании
Растворяет
при нагревании
до температуры
120— 180 °С
дихлоргидрин
глицерина
Амины
анилин
Амиды
формамид
ацетамид
Кетоны
ацетон
ацетофенон
Фенолы
о- и /г-крезолы
салициловая
кислота
Растворяющая
способность
Растворяет
при н агрева­
нии
То же
Слабо
растворяет
Растворяет
при нагре­
вании
То же
Н е имеет
Растворяет
при нагре­
вании
Хорошо р ас­
творяю т
То же
7
Полиакрилонитрильные волокна
Впервые ПАН-волокна были получены в США
в 1944 г., а в 1950 г. в США, Г Д Р и Ф РГ было освоено их про­
мышленное производство. Основными производителями этих
синтетических волокон являются США, Япония, ФРГ, ГД Р,
Англия, И талия, СССР и Франция. Эти страны выпускают
свыше 80 % синтетических волокон в мировом масштабе. П ред­
полагается, что три важнейших вида синтетических волокон —
полиэфирные, полиамидные и полиакрилонитрильные — в по­
следующие годы не будут испытывать серьезной конкуренции
со стороны других видов синтетических волокон. Свойства по­
лиэфирных, полиамидных и полиакрилонитрильных волокон
отвечают в основном всем требованиям, предъявляемым к свой­
ствам синтетических волокон.
Интенсивное развитие производства ПАН-волокон в СССР
и за рубежом обусловлено преж де всего недорогой и доступ­
ной сырьевой базой, сравнительно простой технологией получе­
ния и ценными эксплуатационными свойствами (высокая м еха­
ническая прочность, эластичность, термо- и биоустойчивость,
небольшая теплопроводность).
Промышленное волокно из чистого полиакрилонитрила
почти не вырабатывается ввиду его низкой эластичности, пло­
хой окрашиваемости и недостаточной устойчивости к исти­
ранию.
При синтезе волокнообразующего полимера или сополи­
мера акрилонитрила пока используется только метод ради­
кальной цепной полимеризации. Наибольш ее применение при
получении волокнообразующего полимера полиакрилонитрила
нашли следующие растворители: диметилформамид, диметилсульфоксид и этиленкарбонат, а такж е концентрированные
водные растворы некоторых неорганических солей, например
роданида натрия и хлорида цинка.
Исходным сырьем для получения всех ПАН-волокон яв л я­
ется мономерный акрилонитрил, полимеризуемый в чистом
виде или вместе с виниловыми производными. В зависимости
от состава сополимеры акрилонитрила могут быть условно
подразделены на две группы: с низким и высоким содержанием
второго мономера. Количество второго мономера, входящего
в состав сополимеров первой группы, составляет 5— 15% ,
а в состав второй группы — 40— 60 %. Мономеры, используе­
мые в качестве небольших добавок при синтезе волокнообра­
зующих сополимеров акрилонитрила, способствуют повышению
накрашиваемости и реакционной способности волокна. Введе­
ние групп основного характера (2-метил-5-винилпиридин, акриламид) позволяет окраш ивать полимер в соответствующих
условиях кислотными красителями. Мономеры с функциональ­
ными группами кислотного характера (акриловая и метакри25
ловая кислоты, итаконовая кислота) придают волокну способ­
ность окраш иваться катионными красителями.
К первой группе относятся волокна орлон 42 (СШ А), дралон (Ф РГ ), куртель (Англия) и др.; ко второй — креслан
(С Ш А ),лекрил (И талия) и др.
В СССР волокно из сополимеров акрилонитрила под на­
званием «нитрон» выпускается с 1963 г. Это волокно состоит
из 92,5% акрилонитрила, 6% метилакрилата и 1,5% итаконовой кислоты. Строение его макромолекулы в общем виде мо­
жет быть представлено следующей схемой:
сн3
ссо
оон
----- с н — сн — с н — с— сн,— с н — сн,— с— С Н ,---- СН—
Наличие в макромолекуле сополимера в различных соотно­
шениях звеньев акрилонитрила, метилакрилата и итаконовой
кислоты, т. е. трех типов функциональных групп (—СЫ;
определяет химическую активность
полимера.
Существует мнение, что ПАН-волокно является аморфным
полимером. Однако на основании изучения растворимости и
дифракции рентгеновских лучей некоторые исследователи отно­
сят ПАН-волокно к кристаллизующимся полимерам. По
А. И. Китайгородскому, ПАН-волокно имеет так называемую
газокристаллическую структуру, которую можно рассматривать
как промежуточную между кристаллической и аморфной.
В дальнейшем было установлено, что морфологическое строе­
ние полиакрилонитрила представляет собой двухфазную аморф ­
но-кристаллическую систему. Подробные исследования влияния
различных факторов при формовании волокна на накраш иваемость ПАН-волокна проведены А. Б. Пакшвером и Б. Э. Г ел­
лером. В частности, было Показано, что повышение плотности
упаковки структурных элементов этого волокна при вы тяжке
характеризуется соответствующим снижением коэффициента
диффузии различных красителей в изотермических условиях.
Химическая активность немодифицированных ПАН-волокон
определяется в основном реакционноспособностью нитрильной
группы (—С = 1Ч). В результате омыления ее в присутствии
.концентрированных кислот и различных катализаторов щелоч26
ного характера, а также реакции с гидразином, реакций гидроксиламинирования, хелатирования, окисления перекисью во­
дорода в ПАН-волокне образуются новые функциональные
группы, которые оказывают существенное влияние на улучш е­
ние окрашиваемости этих волокон красителями различных
классов.
Способность нитрильных групп вступать в реакцию с р а з­
личными соединениями на практике используется для получе­
ния модифицированных ПАН-волокон с содержанием функцио­
нальных групп кислотного или основного характера как один
из методов подготовки волокна к крашению.
Существенное значение имеет расширение ассортимента
ПАН-волокон за счет их различных модификаций. Эти волокна
обладаю т развитой внутренней поверхностью, которая может
изменяться в широких пределах, в частности, в зависимости от
способа нитеобразования и условий термообработки. Высоко­
развитая поверхность ПАН-волокон позволяет модифицировать
их и получать волокна со специальными свойствами (хемосорбционными, электропроводящими и др.). Строение и характер
взаимодействия структурных элементов в ПАН-волокне опре­
деляю т его высокие эксплуатационные свойства, которые вы ­
годно отличают его от всех существующих натуральных и хи­
мических волокон. Присутствие групп —СЫ придает волокну
ряд ценных свойств: устойчивость к определенным химическим
реагентам, стойкость к свету и атмосферным условиям.
Д л я повышения комфортности и гигиенических свойств из­
делий, вырабатываемых из ПАН-волокон, в дальнейшем будет
применяться модификация их биомассой микроорганизмов
(белково-витаминным концентратом). Такие волокна отлича­
ются мягкостью грифа, шерстоподобностью, повышенной гигро­
скопичностью (до 1,5% ) и восприимчивостью к кислотным и
основным красителям, пониженной электризуемостью. Био­
массу вводят в количестве 5—50% (оптимально 12— 15 % ) от
общей массы ПАН-волокна на стадии приготовления прядиль­
ных растворов в 51 %-ном растворе роданистого натрия.
Введение биомассы в ПАН-волокно приводит к изменению
макроструктуры, что дает возможность получать волокна с бо­
лее равномерной структурой, в результате чего наблю дается
повышение прочности волокна и устойчивости его к многократ­
ным деформациям. У модифицированного волокна снижается
остаточная деформация и возрастает доля упругопластической
деформации, повышается накраш иваемость катионными краси­
телями.
ПАН-волокна имеют сравнительно низкую удельную массу
(1,12— 1,17). Отличительным признаком ПАН-волокон явл я­
ется то, что при температуре около 85 °С они становятся тер­
мопластичными. Однако в термопластичном состоянии эти во­
локна не следует подвергать ни растяжению, ни давлению,
27
так как это может привести к необратимым деформациям во­
локон или изделий, полученных из них.
Охлаждение волокон до температуры ниже 85 °С (напри­
мер, после крашения) необходимо осуществлять медленно,
потому что при резком охлаждении может изменяться их
гриф.
При нормальной относительной влажности воздуха (65% )
ПАН-волокно сорбирует до 1 % влаги. Волокно нитрон оте­
чественного производства в мокром состоянии благодаря его
гидрофобности почти не теряет исходной прочности. Прочность
волокна в мокром состоянии составляет 95—98 % от прочности
его в сухом состоянии. Нитроновое волокно обладает высокой
термостойкостью и выдерж ивает непродолжительное время
температуру 200 °С. Д лительная обработка волокна при тем ­
пературе выше 150 °С приводит к выделению синильной кис­
лоты (НС1М) и постепенному пожелтению волокна. Чем выше
содержание карбоксильных групп в волокне, тем интенсивнее
окраш ивается волокно в желтый цвет.
По теплостойкости ПАН- и ПА-волокна практически равно­
ценны, при температуре 100 и 150 °С эти волокна теряю т со­
ответственно до 20—23 и 50 % прочности. Однако стойкость
к повышенным температурам у ПАН-волокон характеризуется
специфическими особенностями. После длительного нагревания
при температуре 200—300 °С волокно изменяет цвет и стано­
вится черным. Одновременно с этим оно перестает раство­
ряться в органических растворителях. При высоких тем пера­
турах порядка 600—800 °С в полимере образуются гетеро­
циклы. При этом в зависимости от условий обработки можно
получить высокопрочное и высокомодульное углеродное во­
локно (черный нитрон).
Преимуществами нитроновых волокон по сравнению с дру­
гими химическими волокнами является хороший и теплый гриф,
шерстоподобный вид и очень высокая объемная эластичность,
легкость очистки, а такж е низкая теплопроводность, прибли­
ж аю щ аяся к теплопроводности шерсти. Волокно имеет высокий
модуль упругости, благодаря чему внешний вид изделий из
этих волокон после смятия восстанавливается. Волокно нитрон
достаточно устойчиво к действию кислот, окислителей, органи­
ческих растворителей и недостаточно устойчиво к щелочам.
Концентрированные растворы едкого натра разруш аю т во­
локно.
Волокно нитрон обладает хрупкостью и связанной с ней
низкой сопротивляемостью к истиранию. Ткани с содержанием
волокон нитрона по мягкости и пушистости не уступают чисто­
шерстяным. Смеси из 70 % шерстяного и 30 % нитронового во­
локна хорошо выдерживают все режимы отделочных операций,
причем свойства тканей из указанных смесей не изменяются
д аж е при карбонизации.
28
Ткани из волокон нитрон обладают удовлетворительной ус­
тойчивостью к смятию (особенно во влажном состоянии),
одежда из них хорошо сохраняет форму, заглаж енны е складки
при стирке не распрямляю тся. М еньшая склонность к образо­
ванию пиллинга в сравнении с лавсаном позволяет использо­
вать ПАН-волокна в более широком ассортименте тканей, чем
лавсановое волокно.
Полиэфирные волокна
Волокно из
полиэтилентерефталата
(терилен)
было впервые получено в Англии, а затем уж е и в других с тр а ­
нах: в США — дакрон; в Японии — тетерон; в Ф РГ — тревира,
диолен; в И талии — териталь; в Голландии — терленка; во
Франции — тергаль; в Чехословакии — тесил, свитлен; в Г Д Р —•
ланон; в П Н Р — элана; в СССР — лавсан и т. д. Производство
лавсанового волокна в нашей стране началось в 1956 г. Все
эти волокна, выпускаемые в разных странах под различными
названиями, относятся к классу полиэфирных волокон, полу­
чаемых в результате реакции поликонденсации терефталевой
кислоты или ее диметилового эфира и этиленгликоля. М акро­
молекула волокна имеет следующее строение:
0^
___
О
ТЮ(СН2)г—о — С— < ^ ^ ) — С— о— [ (СН2)2— о
0
0
Л
^
у
Л
—] — (СН2)а—о н
I
Первый исходный продукт для полиэфира — диметйлтереф талат получают метилированием терефталевой кислоты, кото­
рая в свою очередь синтезируется различными способами с ис­
пользованием в качестве исходных веществ фталевых кислот,
бензола, «-ксилола и др. Наиболее распространенным является
метод получения терефталевой кислоты из п-кснлола путем его
окисления кислородом воздуха или азотной кислотой.
Вторым исходным продуктом для получения полиэфира слу­
жит этиленгликоль, чащ е всего получаемый прямым окисле­
нием этилена воздухом или чистым кислородом в присутствии
серебряного катализатора до окиси этилена и дальнейшей гид­
ратацией ее при повышенной температуре. Весь производствен­
ный процесс получения полимера из указанных продуктов со­
стоит из двух основных стадий: переэтерификации диметилтереф талата этиленгликолем и поликонденсации дигликолевого
эфира терефталевой кислоты.
Реакция переэтерификации состоит в замене метальных
групп диметилтереф талата этиленгликолевыми с образованием
дигликолевого эфира терефталевой кислоты по уравнению
29
,0
Н3С—О— С-
+ НО.(СН2)2— 0 -
■с— о— СН , + 2 Н 0 — СН„— СН„— ОН
2СН.0Н +
■С— О— (СН2)2— ОН
Реакция поликонденсации дигликолевого эфира терефталевой кислоты проводится под вакуумом при температуре 270—
280 °С и м ож ет быть представлена следующей схемой:
пно[^(сн2)2—о-
+
0Н = 2 :
(П—
1 ) Н О ( С Н 2) , О Н +
Н О ( С Н 2) 2— О -
Полученный в виде лент полиэтилентерефталат перерабаты ­
вается далее в крошку; расплавленная крошка непосредст­
венно используется для формования волокна, для чего рас­
плавленный полимер продавливают через отверстия фильеры.
Полученные нити, состоящие из большого числа элементарных
волокон, подвергаются вытягиванию и термофиксации. Поли­
эфирные волокна выпускаются в виде непрерывного и ш тапель­
ного волокна. Величина вытягивания зависит от свойств исход­
ного полимера и от условий получения волокна (температуры,
скорости вы тягивания). Д лину аморфного полиэфирного во­
локна можно увеличить в 75 раз, если вытягивание вести при
температуре на 20—60 °С выше того температурного мини­
мума, при котором происходит кристаллизация аморфного по­
лимера. Следует иметь в виду, что чрезмерное вытягивание
способствует получению волокна очень плотной структуры,
в связи с чем сильно снижается его способность к накраш и­
ванию.
Д л я вытягивания полиэфирные волокна пропускают через
систему валиков с промежуточной обработкой на горячей ме­
таллической поверхности, или в камере,, обогреваемой острым
паром (или горячим воздухом), или в ванне с горячей водой.
О бработка горячей водой способствует получению более рых­
лой аморфной структуры волокна, что способствует лучшему
поглощению красителей и химических реагентов. Д ля сообще­
ния полиэфирному волокну стабильности в процессе дальней­
ших обработок при повышенных температурах его подвергают
термической стабилизации (термофиксации) под натяжением
30
при температуре на 30— 40 °С выше температуры последую­
щих обработок. К ак уж е указывалось, полиэфирные волокна
состоят из полиэтилентерефталата с чередованием дис- и транс­
конфигурации отдельных участков:
М акромолекула полиэтилентерефталата имеет вытянутую
форму, причем плоскости, в которых находятся бензольные
ядра, параллельны между собой. М акромолекулы ПЭ-волокна
в аморфной части обладаю т большой гибкостью.
Многократно повторяющиеся элементарные звенья м акро­
молекул полиэтилентерефталата связаны одно с другим эф ир­
ными группами — С — О —
II
О
Д л я макромолекул характерна регулярность расположения
функциональных групп, что определяется высокой м олекуляр­
ной симметрией исходных мономеров и в свою очередь придает
полиэтилентерефталату способность к кристаллизации.
Обычный полиэтилентерефталат состоит из кристаллической
и аморфной частей с преобладанием кристаллической (55—
7 5 % ). Следует иметь в виду, что при быстром охлаждении
расплавленного полиэтилентерефталата он может быть полу­
чен в аморфном состоянии. Скорость и минимальная тем пера­
тура кристаллизации зависят от среды, в которой производится
нагревание. При вытягивании полиэфирного волокна при тем ­
пературе 80—90 °С в полимере происходит ориентация и кри­
сталлизация. Текстильное полиэфирное волокно представляет
собой полимер достаточно высокой ориентации, в котором кри­
сталлиты ориентированы в большей степени, чем макромоле­
кулы и их агрегаты в аморфных областях. Было установлено,
что в полиэфирном волокне основными элементами надмолеку­
лярной структуры являются фибриллы диаметром до 20 нм,
которые сгруппированы в более крупные фибриллы диаметром
до 100 нм. Поверхность полиэфирного волокна гладкая, в неко­
торых случаях обнаруживаются признаки оболочки, а слой во­
локна в этой зоне толщиной около 250 нм имеет менее ориен­
тированную структуру, чем внутренняя зона.
В лавсановом волокне имеются следующие дефекты струк­
туры: нормальные трещины, возникающие под действием нор­
мальных напряжений, и сдвиговые, образующиеся под влия­
нием напряжений сдвига. Однако доля микропустот в волокне
очень незначительна и не обеспечивает проникания достаточ­
ного количества реагентов в глубь волокна. Суммарная объем­
31
ная пористость (см. рис. 5), а такж е внутренняя поверхность
(см. табл. 4) полиэфирного волокна такж е невелики по срав­
нению с другими волокнами.
Полиэфирное волокно является одним из наиболее упругих
волокон. М одуль упругости вытянутого полиэфирного волокна
очень вы сок—-1 6 кН /мм2 и зависит от степени вытягивания.
Начальный модуль упругости полиэфирной нити в 3—5 раз
больше, чем полиамидной, и в 2 раза больше, чем хлопковых
и вискозных волокон. Удлинение волокна нормальной прочно­
сти составляет 2 0— 25 %, а волокна высокой прочности—-10 —
12 %. По прочностным показателям ПЭ-волокна не уступают
ПА-волокнам: относительная прочность обычной полиэфирной
нити составляет 0,4 — 0,5 Н/текс; в мокром состоянии прочность
волокна не изменяется. Дальнейш ее увеличение прочности нити
может быть достигнуто при повышении относительной молеку­
лярной массы полиэфира до 30 000 и более.
Полиэфирные волокна высокоэластичны, при вытягивании
до 5—6 % удлинение полностью обратимо. Этим и объясняется
высокая устойчивость изделий из этих волокон к сохранению
формы. Н иж е приведены сравнительные данные по устойчиво­
сти (% ) плиссе на тканях из различных материалов после мно­
гократного смачивания.
Полиэфирная
П олиакрилонитр ильная
Ш ерстяная
Вискозная
85
85
20
5
Плотность ПЭ-волокна (1,38 г/см3) выше, чем других син­
тетических волокон, и может существенно изменяться в зависи­
мости от степени кристаллизации. ПЭ-волокна обладаю т вы­
сокой стойкостью к низким температурам. Так, лавсановая
пленка остается эластичной при температуре •— 50 °С и не ста­
новится хрупкой д аж е при —60 °С. Их устойчивость к истира­
нию в 2—4 р аза ниже, чем у ПА-волокон. При температуре
180 °С волокно сохраняет 50 % своей первоначальной проч­
ности; таким оно остается в течение нескольких суток, а после
охлаждения до температуры 20 °С почти возвращ ается к пер­
воначальному значению. При температуре 50 °С прочность по­
лиэфирных волокон увеличивается на 35—40 %, а удлинение
уменьшается. Допустимая рабочая температура при длитель­
ной эксплуатации составляет 120— 130 °С.
При температурах выше 175 °С волокно вследствие термо­
пластичности начинает разруш аться, при температуре 235 °С
быстро исчезает ориентация кристаллов, а при температуре
265 °С сами кристаллы начинают плавиться. Полиэфирные во­
локна негигроскопичны, что оказывает существенное влияние
на их накрашиваемость.
32
Полиэфирное волокно обладает высокой устойчивостью
к истиранию, уступая по этому показателю только полиамид­
ным волокнам.
Сорбция влаги полиэфирным волокном при относительной
влажности воздуха 65 % составляет 0,4 %• По мнению ряда ис­
следователей, у полиэтилентерефталата влага сорбируется
только концевыми группами макромолекул. Сорбционная спо­
собность волокна, по-видимому, мало зависит от температуры.
Гистерезиса между кривыми сорбции и десорбции не наблю да­
ется. Гидрофобность этих волокон обусловливает их высокую
электризацию в процессе переработки и при эксплуатации го­
товых изделий.
Полиэфирные волокна устойчивы к солнечному свету и по
этому показателю уступают лишь полиакрилонитрильным и
фторсодержащим волокнам. Вредное действие на волокно ока­
зывает та часть солнечного света, спектр которой характери­
зуется длинами волн, лежащ ими в пределах 300—330 нм. При
защ ите от этой части спектра полиэфирные волокна проявляю т
высокую устойчивость к солнечному свету. После вы держ ива­
ния волокна при солнечном свете в течение 600 ч потеря проч­
ности составляет около 60% . Полиамидные волокна в этих ус­
ловиях полностью разрушаются. Облучение волокна радиоак­
тивным изотопом кобальта 60 приводит к увеличению модуля
упругости, что обусловлено образованием поперечных связей.
Процесс сшивания здесь преобладает над процессом деструк­
ции.
После такого облучения полиэфирного волокна температура
плавления его почти не изменяется, а растворимость несколько
снижается.
Полиэфирные волокна химически устойчивы: они стойки
к органическим и минеральным кислотам, к щелочному гидро­
лизу и алкоголизу, что объясняется плотностью упаковки их
макромолекул.
Растворы щелочи деструктируют полиэфирные волокна и
растворяю т их с поверхности. Полное разложение полиэтилен­
тереф талата до динатриевой соли терефталевой кислоты про­
исходит после обработки 5 %-ным раствором едкого натра при
температуре 180 °С в течение 1 ч.
При кипячении в 16 %-ном растворе соды в течение 16—
24 ч прочность волокна уменьшается всего на 5—6,5 %. Р аст­
воры четвертичных аммониевых оснований быстро гидролизуют
полнэтилентерефталат при нагревании до температуры 70—
90 °С, что может быть использовано для его качественного оп­
ределения.
В процессе отделки текстильных материалов практическая
опасность разрушения полиэфирного волокна под действием
кислотной деструкции может возникнуть только при карбониза­
ции тканей из смеси полиэфира с шерстью.
2
З аказ № 2139
33
Водяной пар при температуре 120— 130 °С почти не вызы­
вает потери прочности, а при температуре 140— 150 °С наблю ­
дается уменьшение прочности волокна. Расщ епление полиэтилентерефталата происходит под действием воды или п ара при
температуре 220 °С в течение 1 ч. Полиэфирные волокна очень
устойчивы к действию окислителей и восстановителей. Так, при
обработке волокна в течение недели раствором гипохлорита
натрия с концентрацией активного хлора 5 г/л, рН = 7. ..11 и
при температуре 50 °С падения прочности волокна не наблю ­
дается.
Полиэфирное волокно стойко к действию перекиси водо­
рода. При обработке волокна в течение 72 ч при температуре
80 °С насыщенным раствором бихромата калия, к которому
добавлено 10 г/л серной кислоты, прочность волокна уменьш а­
ется всего на 5 %.
Органические растворители — трихлорэтан,
четыреххлори­
стый углерод, ацетон, бензол, толуол, спирты, бензин — не дей­
ствуют на полиэфирные волокна.
Полиэфирные волокна растворяются при нагревании в фе­
ноле, о-хлорфеноле, трикрезоле, бензиловом спирте (при тем ­
пературе 160— 170 °С), нитробензоле и в следующих веществах:
фенолтетрахлорэтан, фенолхлороформ, фенолхлорбензол, фенолтолуол.
Химические свойства полиэфирных волокон определяются
преимущественно реакционной активностью сйожноэфирных
групп, являющихся наиболее активной частью макромолекулы
полиэтилентерефталата. Вследствие своей полярности сложно­
эфирные группы, хотя и с большими трудностями, подверга­
ются гидролизу, ацидолизу, алкоголизу и другим реакциям.
Сложноэфирные группы полиэфирных волокон наиболее ак­
тивно адсорбируют дисперсные красители, простые фенолы и
амины, а такж е кубовые красители в форме лейкокислот и кубозолей, в связи с чем кубозоли довольно часто применяются
для крашения полиэфирных волокон.
Полиэфирные волокна относятся к числу трудноокрашиваемых. Трудности, связанные с крашением, обусловливаются
в основном следующими факторами: компактностью структуры,
связанной с процессом вытягивания и термическими обработ­
ками волокна; гидрофобным характером волокна; высоким
электроотрицательным электрокинетическим потенциалом (Iпотенциалом) волокна, препятствующим окрашиванию его ани­
онными красителями; отсутствием в макромолекулах полиэти.лентерефталата достаточного количества свободных функцио­
нальных групп кислотного или основного характера, способ­
ных химически взаимодействовать с анионными или катион­
ными красителями.
Концевые карбоксильные группы макромолекул полиэти­
лентереф талата могут вступать во все реакции, характерные
34
для карбоновых кислот. При действии на полиэтилентерефталат
растворов щелочей образуются соответствующие соли; эта ре­
акция обычно используется для определения количества кон­
цевых карбоксильных групп, что в свою очередь дает возм ож ­
ность определить относительную молекулярную массу поли­
мера.
Концевые гидроксильные группы реакционноспособны и
вступают в реакции, свойственные спиртам. Они легко ацетилируются уксусным ангидридом в среде пиридина; реакция
применяется для определения количества концевых гидроксиль­
ных групп, что такж е может быть использовано для определе­
ния относительной молекулярной массы полимера.
Свойства ПЭ-волокон можно изменять в широких пределах
путем модификации структуры и химического состава. Р а з ­
личными способами модификации можно добиться повышения
накраш иваемости волокон, улучшения комплекса механических
свойств и получения по способу формования двухкомпонентных
извитых и объемных волокон, снижения склонности волокна
к пиллингу.
Улучшения накрашиваемости ПЭ-волокон достигают сниж е­
нием кристалличности получаемого волокна без заметного
ухудшения его ценных свойств. Д л я этого могут быть исполь­
зованы следующие способы: синтез смешанных полиэфиров
с участием дикарбоновых кислот (например, себациновой) и
гликолей; получение блок-сополимеров полиэтилентерефталата
с другими полимерами. Например, полиэфирное волокно, полу­
ченное совместной поликонденсацией этиленгликоля, терефталевой кислоты и себациновой кислоты (10% от массы сополиэф ира), обладает накрашиваемостью примерно на 50 % боль­
шей, чем волокна без себациновой кислоты. Кроме того, П Эволокно оксон отечественного производства может быть равно­
мерно окрашено в интенсивный цвет без применения перенос­
чиков.
Блок-сополимерные ПЭ-волокна такж е представляют инте­
рес, так как они по сравнению с. обычными ПЭ-волокнами об­
ладаю т в 3 раза более высокой гигроскопичностью, а такж е бо­
лее высокой эластичностью.
Важное значение для модификации свойств полиэфирных
волокон будет иметь формование бикомпонентных волокон.
В качестве второго полимера могут быть использованы сополиэфиры, полиамиды типа капрон, полиэтилентерефталат более
низкой относительной молекулярной массы, волокно из кото­
рого обладает большей усадкой. Соотношение этих полимеров
составляет, как правило, 1 :1 . При нагревании нитей или гото­
вых изделий до температуры 140— 160 °С волокно приобретает
устойчивую извитость в результате различной усадки составля­
ющих его компонентов.
2*
35
Полипропиленовые волокна
Полипропиленовые волокна являю тся трудноокрашиваемыми. Это обусловлено плотной структурой, высокой сте­
пенью кристалличности и гидрофобностью полипропиленового
волокна. Кроме того, плохая накрашиваемость полимера обус­
ловлена химической инертностью ПП-волокон и отсутствием
групп, способных взаимодействовать с красителями.
Проблема крашения пропиленовых волокон явилась одной
из причин того, что их производство и потребление в текстиль­
ной промышленности не получило такого широкого применения,
как предполагалось в начале их выпуска. По относительной
прочности (0,35—0,4 Н/текс) полипропиленовое волокно не
уступает полиамидным и полиэфирным волокнам, а по изно­
соустойчивости и эластичности близко к полиамидным; удли­
нение полипропиленового волокна 30—-40 %.
Гигроскопичность
полипропиленового
волокна
близка
к нулю. К ак большинство синтетических полимеров, полипро­
пилен является прекрасным диэлектриком. Относительная мо­
лекулярная масса полипропиленового волокна (— С Н 2—СН —
— СН3) И находится в пределах 80 000—250 000 (степень поли­
меризации 1900—5900).
Существенным преимуществом полипропиленового волокна
является пониженная плотность (0,9—0,92 г/см3) по сравнению
со всеми другими видами волокон; поперечное сечение волокна
круглое, поверхность гладкая, цвет от серовато-коричневого до
белого. Влагосодержание около 0,01 %, влагопоглощение ме­
нее 0,02 % без набухания. Б лагодаря парафиновой структуре
полипропиленовое волокно обладает высокой стойкостью к дей­
ствию различных химических реагентов.
Одним из недостатков полипропиленового волокна является
термическое разложение полимера под действием тепла. При
действии кислорода и света волокно подвергается окислитель­
ной деструкции, поэтому стабилизаторы этого процесса подби­
рают таким образом, чтобы предотвратить не только термиче­
ский, но и окислительный распад полимера.
Полипропиленовое волокно менее стойко к действию светопогоды. После освещения в течение 3-х дней ультрафиолетовым
светом оно теряет 50 % прочности, а в результате 30-дневного
облучения нитей ртутно-кварцевой лампой происходит резкое
снижение разрывной длины (в среднем на 80 % ), разрывного
удлинения (на 80 % ), т. е. они почти полностью теряют проч­
ность и становятся непригодными для дальнейшего использо­
вания. При действии светопогоды на полипропиленовые нити
в течение 1 мес разры вная прочность их снижается на 30,
а удлинение на 40 %. Выдерживание полипропиленовых нитей
в атмосферных условиях в течение 8 мес приводит к пониже­
нию разрывной длины на 90 %.
36
Высокая гидрофобность полипропиленового волокна, обус­
ловливаю щ ая слабое набухание его в водных растворах,
плотная кристаллическая структура и химическая инертность
затрудняют процесс крашения. Наибольший интерес представ­
ляю т следующие способы повышения восприимчивости поли­
пропиленового волокна к красителям: введение в полимер до­
бавок в виде металлов (алюминий, хром, никель, медь и др.),
способствующих связыванию красителей и образованию внутрикомплексных соединений; введение сополимеров основного
характера, которые способствуют связыванию кислотных кра­
сителей (полиаминов, поливинилпиридинов, полиамидов, поли­
уретанов, полимочевин, некоторых простых и сложных поли­
эф иров); сополимеризация полипропилена с полярными мо­
номерами; модификация способом привитой полимеризации
мономеров кислотного типа (акриловая кислота), основного
типа (винилпиридин, винилпирролидин) и нейтрального типа
(стирол, винилацетат) с предварительной активацией полипро­
пилена окислением, радиационным облучением, а такж е акти­
вацией, основанной на реакции передачи цепи; применение
специальных химических обработок окисления, галогенирования, сульфохлорирования, фосфорилирования, обработка орга­
ническими растворителями, цианистыми соединениями; получе­
ние бикомпонентных волокон.
В настоящее время крашение полипропиленового волокна
в массе является основным промышленным способом произ­
водства окрашенного полипропилена в нашей стране и в дру­
гих странах (Италия, Япония, СШ А). Д ля крашения полипро­
пиленового волокна создаются специальные красители. Расш и­
рение ассортимента полипропиленового волокна может быть
достигнуто за счет выпуска сополимерных волокон, введения
в полимер металлов и за счет изменения свойств полипропиле­
нового волокна способами химической обработки. Поэтому мо­
дификация свойств полипропиленового волокна представляет
практический интерес на любой стадии переработки (в виде
пряжи, волокна, ткани или трикотаж а).
В связи с развитием технологии производства бикомпонент­
ных синтетических волокон обращ ается внимание на физиче­
ские методы модификации ПП-волокон, предусматривающие
получение волокон из бинарных смесей полимеров. В качестве
второго компонента предлагается использовать суспензионный
полистирол (П С ), сополимер стирола с акрилонитрилом (С С А Н ),
изотактический поливинилпиридин (П В П ), полиэтилен низкого
давления (П Э Н Д ), поликарбонат (П К ) и др. Было выяснено,
что волокна из смесей ПП и ПС и ССАН, добавляемые до 2—
10 % от массы ПП, значительно лучше окрашиваются дисперс­
ными красителями. Смеси с 10 % ССАН представляю т наи­
больший интерес, так как они дают волокна с наилучшей окрашиваемостью, сохраняющие достаточно высокую прочность.
37
Поливинилспиртовые волокна
Из волокон на основе поливинилового спирта (ПВС)
наибольшее распространение получило волокно винол (винилон) — поливинил спиртовое волокно следующего строения:
—сн,—сн—сн,—сн—сн,—сн—сн,-сн—сн,—сн—
I
I
I
2 I
2 [
о
он
о—сн2—о
он
сн2
он
о— сн2—о
он
—с н —сн—с н —сн—сн2—сн—сн—сн—с н —сн—
При обработке формальдегидом помимо ацетильных связей
могут образовываться и простые эфирные связи. Благодаря
большому количеству гидроксильных групп волокно винол по
сравнению с другими синтетическими волокнами обладает не­
которыми ценными свойствами. Так, гигроскопичность, его со­
ставляет 4,5—5 %, приближаясь по этому показателю к хлоп­
ковому волокну.
З аявк а на патент получения волокна из поливинилового
спирта была сделана еще в 1931 г. В настоящее время волокно
винол получают из поливинилового спирта, являю щегося про­
дуктом переработки ацетилена и уксусной кислоты, через ста­
дии получения поливинилацетата и омыления его в ПВС. Р а з ­
работка промышленных способов получения этих волокон на
основе использования попутных газов нефти и природных газов
дает возможность предполагать, что это будет одно из самых
дешевых синтетических волокон.
Технология получения поливинилспиртового волокна заклю ­
чается в формовании его из прядильного раствора полимера
в водно-солевой осадительной ванне, как правило, по мокрому
способу. После этого волокно сушат и подвергают термической
обработке в специальной термокамере с последующей обработ­
кой в растворе формальдегида, промывкой и сушкой. При вы ­
тягивании ^и нагревании происходит увеличение упорядоченных
областей, а такж е частичное связывание цепей полимера пря­
мыми валентными связями за счет образования простых эфир­
ных мостиков при отщеплении воды от двух гидроксильных
групп соседних молекул и образования водородных связей
между атомами водорода и кислорода соседних гидроксильных
групп:
— СН;— СП— ‘СН-------СН—
I
2
'
о —н
о
н—о
—сн2—-сн—с н —сн38
Однако чем больше образовывается метиленовых (О—■
— СН 2—О) мостиков, тем более устойчиво волокно к набуха­
нию и растворению в воде. Большинство физико-химических
свойств волокна зависит от его физической структуры, и в пер­
вую очередь от степени полимеризации (1200— 1600), т. е.
длины макромолекулы, а такж е от разветвленности, гибкости
цепей, степени ориентации одних цепей макромолекул относи­
тельно других, характера и количества связей между цепями.
Несмотря на небольшую энергию отдельной водородной связи,
их многочисленность приводит к увеличению прочности во­
локна. Волокно винол хорошо сохраняет тепло и вы держивает
горячую утюжку (до температуры 200 °С), сохраняет форму и
размеры при стирке, быстро высыхает. Оно устойчиво к дей­
ствию кислот, щелочей, растворов солей, морской воды, мик­
роорганизмов, света и погоды.
Относительная прочность волокна винол зависит от усло­
вий получения и его назначения. Обычно относительная проч­
ность волокон, предназначенных для изготовления изделий ши­
рокого потребления, в сухом состоянии составляет 3 0 —
40 сН/текс. Повышая степень вытягивания, можно увеличить
относительную прочность волокна винол до 60 сН/текс и более,
вплоть до 110 сН/текс с удлинением 8— 10 % . Н аличие гидро­
фильных групп в макромолекуле полимера обусловливает сни­
жение прочности волокна в мокром состоянии на 15— 25 %,
а удлинения — на 5—8 %. Удлинение для нормального ПВСволокна составляет 30 — 35 %, Д л я высокопрочной нити — 8—
Ю %.
По износоустойчивости ПВС-волокна не уступают и даже
превосходят лучшие сорта шерсти и ш елка. Они очень устой­
чивы к щелочам (под действием щелочей слегка желтею т),
устойчивы к действию окислителей и восстановителей. Гигро­
скопичность волокна винол может приближаться к гигроскопич­
ности хлопка и определяется прежде всего степенью вытягива­
ния и количеством оставшихся свободными после ф ормализа­
ции гидроксильных групп.
На накраш иваемость волокна винол водорастворимыми
красителями значительное влияние оказывает наличие в нем
гидроксильных групп; накраш иваемость винола ниже, чем на­
крашиваемость целлюлозных волокон. На это свойство боль­
шое влияние оказывает высококомпактность физической струк­
туры волокна: гидроксильные группы располагаются главным
образом в кристаллических областях. Это связано с тем, что
гидроксильные группы аморфных участков полимера блокиро­
ваны метиленовыми группами, образующимися при ацетилировании волокна. Проникание красителя в кристаллические
области, в которых гидроксильные группы остаются в основ­
ном свободными, затруднено, и поэтому они мало доступны во­
дорастворимым красителям. В процессе формования волокна
39
на его поверхности образуется плотная ориентационная «ру­
башка», которая затем при вытягивании и термообработке из­
меняет свою толщину и при крашении в значительной степени
влияет на сорбционные процессы. И з-за низкого содержания
ионизирующихся групп волокно винол хорошо сорбирует дис­
персные красители.
Д л я ПВС-волокон доступны самые разнообразные способы
модификации их свойств, и д а ж е в более широком масш табе,
чем для целлюлозных волокон, содержащ их такж е реакционно­
способные гидроксильные группы. Д л я химической модифика­
ции этих волокон наиболее перспективным является синтез
привитых сополимеров и осуществление полимераналогичных
превращений реакционноспособных групп в макромолекуле по­
лимера. Свойства ПВС-волокон могут быть модифицированы
путем формования их из растворов смеси ПВС с другими водоили щелочерастворимыми полимерами, например с казеином
и др.
Поливинилхлоридные волокна
Поливинилхлорид (СН2—СНС1)« получают в н а­
стоящее время в больших количествах способом эмульсионной
полимеризации хлористого винила (СН 2=С Н С 1). Это один из
наиболее доступных и дешевых видов сырья, пригодного для
получения синтетических волокон. Возможная схема строения
ПВХ-волокна следующая:
— С Н 2 — СНС1 — С Н 2 — СНС1 — С Н 2 — СН С! — .
Все большее распространение получают волокна, образо­
ванные из смесей полимеров: винилхлорида с винилацетатом
Таблица
8'
Физико-механические показатели некоторых хлориновых волокон
Хлорин
Штапельное
волокно
Филамент'
ная нить
Штапельное
волокно
Удлинение при разрыве,
41— 43
15— 18
22— 56
15— 28
—
17— 28
Плотность, г/см3
Равновесная влажность
при влажности среды, %
65
95
Температура размягче­
ния, °С
1,47
—
1,4
—
1,5
—
—
0,17— 0,3
0,7— 0,9
0,8— 0,9
2,2— 2,5
130
2,3
3,6
1,9
4,5
12а
Показатель
40
—
70
100— 120
—
___
130
120
Филаментная нить
Филаментн ая нить
Винитрон
Штапельное
волокно
Ацетохлорин
(до 1 2 %) ; винилхлорида с акрилонитрилом (в соотношении
6 0 :4 0 ); винилхлорида хлорированного с диацетилцеллюлозой
(8 5 :1 5 ); винилхлорида хлорированного с нитроцеллюлозой
(7 3 :2 7 ); винилхлорида (до 1 5 %)
с винилиденхлоридом.
В табл. 8 приведены физико-механические показатели некото­
рых хлориновых волокон.
Как видно из табл. 8, волокна ацетохлорина и винитрона
по гигроскопичности существенно отличаются от волокон хло­
рина, что улучшает их гигиенические свойства и накраш иваемость.
Д ля этих волокон характерна повышенная температура
размягчения. Волокно хлорин очень устойчиво к действию кис­
лот и щелочей, окислителей, растворителей, вполне устойчиво
к действию моли и микроорганизмов.
Филаментное хлориновое волокно применяют для изготов­
ления рыболовных сетей, фильтровальных тканей, трикотаж ­
ных изделий (лечебного белья) и тканей для спецодежды, не­
горючих ковров, обивочных н декоративных тканей и др.
Специфическими преимуществами поливинилхлоридного во­
локна являю тся высокая химическая стойкость, негорючесть,
невоспламеняемость, очень низкая теплопроводность, высокие
электроизоляционные свойства, высокая устойчивость к исти­
ранию, высокая светостойкость, приближаю щ аяся к светостой­
кости ПАН-волокон.
Однако ПВХ-волокно начинает усаж иваться уже при тем ­
пературе 70—75 °С, что исключает возможность кипячения или
крашения изделий из этих волокон при повышенной тем пера­
туре. ПВХ-волокна плохо окраш иваю тся из-за отсутствия н а­
бухания в воде.
Одним из способов модификации поливинилхлорида для
улучшения его растворимости, например, в ацетоне является
дополнительное хлорирование этого полимера, в результате ко­
торого содержание хлора повышается до 63—65 %. И з хлори­
рованного
поливинилхлорида — перхлорвинила
(—СН2—
— СНС1— СНС1—СНС1—)„ и получают модифицированное во­
локно хлорин с содержанием хлора 56,8% (в ГДР — волокно
П е-Це с содержанием хлора до 64 % ). При повышении сте­
пени полимеризации полимера с 420 до 1150 прочность во­
локна увеличивается в 1,8 раза, а число двойных изгибов, вы­
держиваемы х волокном,— более чем в 13 раз.
Относительная прочность волокна хлорин в сухом состоянии
составляет 13— 15 сН/текс, удлинение — до 3 0 —40 %. Хлорино­
вое волокно гидрофобно и при нормальной влажности воздуха
поглощает не более 0,1 — 0,15 % влаги. При температуре 9 0 —
100 °С хлориновое волокно начинает деформироваться, что
свидетельствует о его недостаточной термостойкости, однако
при вытягивании волокна на 3 0 0 — 400 % температура начала
деформации повышается на 20 — 30 °С.
41
Гигроскопичность и термостойкость волокна хлорин повы­
шают путем синтеза привитых сополимеров. К модифицирован­
ным хлориновым волокнам относится ацетохлорин, получаемый
из смеси полимеров винилхлорина (80—85 %) и винилацетата
целлюлозы (15—2 0 % ). Термостойкость волокна при этом по­
вышается до 130 °С. Если вместо ацетата целлюлозы исполь­
зовать нитрат целлюлозы, получаются волокна винитрон.
Хлориновые волокна из сополимеров винилхлорида и винил­
ацетата (3—2 0 % ), винилхлорида и винилиденхлорида (5—
9 5 %) , винилиденхлорида и акрилонитрила (40—80 %) исполь­
зуются для изготовления негорючих декоративных и обивочных
тканей.
Полиформальдегидные волокна
Волокно полиформ получают из полимера поли­
формальдегида в виде гомополимера или сополимера с неболь­
шим количеством второго мономера.
Гомополиформальдегид —С Н 2—О— СН2— О—СН 2— обла­
дает низкой термостойкостью и начинает интенсивно р азл а­
гаться при температуре 120°С. Путем блокирования концевых
гидроксильных групп можно резко повысить температуру раз­
ложения волокна до 250 °С. Относительная молекулярная
масса этого волокна 40 000 — 50 000. Относительная прочность
полиформальдегидного (ПФА) волокна после соответствую­
щего
вытягивания
и
термообработки
составляет
50—
100 сН/текс, удлинение — 8— 16% , т. е. эти волокна являются
одними из наиболее прочных среди обычных типов синтетиче­
ских волокон.
В мокром состоянии прочность и удлинение ПФА-волокна
практически не изменяются, так как равновесная влажность
его при нормальных условиях составляет всего 0,2 %. П лот­
ность волокна (2,38— 1,42 г/см3) превышает плотность боль­
шинства других синтетических волокон, эластические свойства
невысоки, однако начальный модуль упругости волокна в 2—
2,5 раза выше модуля упругости ПА-волокна, по светостой­
кости они приближаются к ПАН-волокнам.
При высоких температурах (выше 125— 150 °С) ПФА-волокно в результате термоокислительной деструкции начинает
терять прочность.
ПФА-волокно стойко к органическим растворителям, но не­
достаточно стойко к минеральным кислотам и щелочам, под
действием которых постепенно гидролизуются ацетатные связи
между элементарными звеньями макромолекул.
Полиформальдегидные волокна могут найти применение
в производстве обивочных и драпировочных тканей, ковров»
одеял и трикотажных изделий.
42
Полиуретановые волокна
Полиуретаны — это волокна, образующ ие полимер­
ные соединения, макромолекулы которых содерж ат уретановую группу
( — ГШ— с — О— )
Волокно с относительной молекулярной массой 9 ООО—
10 ООО получают поликонденсацией гексаметилендиизоцианата
с 1,4-бутандиолом по схеме
о
пО С Щ С Н¿и
Л ^С О + пНО(СН,),ОН
— *- —
е. ■
*
о—
С—
) —ХНС— 0(С Н *4
„),—
|| ?Ш(СН26
^
П оли уретан
На основе полиуретанов разработаны методы производства
новых видов синтетических волокон, содержащих не менее
85 % сегментированного полиуретана, получивших благодаря
высокой эластичности название высокоэластичные (эластомерные или спандекс-волокна). Эти волокна обладаю т рядом спе­
цифических ценных свойств, например при относительной проч­
ности 6—8 сН/текс их удлинение достигает 600—800 %, как
у каучукоподобных материалов. Полиуретановые волокна поз­
воляют расширить ассортимент изделий народного потребле­
ния (спортивная одежда, корсажные, хирургические, ортопе­
дические изделия и др.).
Содержание полиуретанового волокна в изделиях, получа­
емых из смеси волокон, составляет 10— 15 %. И з таких комби­
нированных нитей получают несминаемые эластичные матери­
алы. Наибольшее распространение получили тканые и трико­
тажны е полотна, выработанные из нейлона 6,6 и полиуретано­
вого волокна, эластичность которых составляет 80—200 %.
Химические свойства полиуретановых волокон определяются
составом исходных мономеров: диизоцианиты, гликоли, простые
и сложные олигоэфиры, диамины. М акромолекулы полиурета­
нов в зависимости от молярного соотношения исходных компо­
нентов могут содержать различные концевые реакционноспо­
собные группы, определяющие дальнейшие реакции полимера.
Линейные, волокнообразующие гетероцепные полиуретаны
имеют аморфно-кристаллическую структуру, относительная мо­
лекулярная масса этих волокон 20 000 — 50 000. Линейные по­
лиуретаны растворимы в крезоле, феноле, концентрированных
серной и муравьиной кислотах, а некоторые такж е и в диметилформамиде; они более устойчивы к действию окислителей
и воды, чем полиамиды.
Полиуретановые волокна довольно устойчивы к действию
гидролитических агентов во время отделки, стирки, крашения.
43
ГЛАВА
II
ПОДГОТОВКА СИНТЕТИЧЕСКИХ ВОЛОКОН
И ИХ С М Е С Е Й С Д Р У Г И М И В О Л О К Н А М И
К КРАШЕНИЮ
Синтетические волокна в заключительной стадии
их производства подвергают замасливанию путем нанесения на
их поверхность текстильно-вспомогательных веществ с целью
улучшения их физико-механических свойств, снижения электри­
зуемое™ и защиты этих волокон от вредных механических воз­
действий во время переработки в прядении, ткачестве, трико­
тажном производстве. Помимо замасливателей нити основы
в тканях из синтетических и смешанных волокон могут содер­
ж ать шлихту и другие специально нанесенные вещества, н а­
пример маркировочные красители, случайные загрязнения, ко­
торые необходимо удалить для обеспечения получения ровной
и прочной окраски при последующем крашении. Так как при
замасливании и шлихтовании обычно применяют водораство­
римые материалы и составы, то они могут быть сравнительно
легко удалены при промывке (отварке) тканей или трикотаж ­
ных изделий с помощью синтетических моющих средств, основу
которых составляют ПАВ. При необходимости синтетические
волокна и изделия из них подвергают такж е отбеливанию.
Замасливатели и шлихтующие вещества весьма различны и
нестабильны по своему составу, а такж е по растворимости и
удаляемости с волокна, поэтому и технологические способы их
удаления, очистки волокна перед крашением могут быть р а з­
личными.
Зам асливатели и антистатические препараты, обычно при­
меняемые для ПА, ПЭ, ПАН, ПВС, ПП, ПВХ и других синте­
тических волокон, представляют собой ПАВ анионоактивного,
катионоактивного, неионогенного характера, а такж е разнооб­
разные водные эмульсии, смеси различных препаратов и др.
Они должны обладать соответствующей смачивающей, смазы ­
вающей, эмульгирующей, диспергирующей и защитной способ­
ностью.
В качестве замасливателей применяются следующие со­
ставы, %:
Для полиамидных волокон
Вазелиновое масло
О леиновая кислота
Триэтаноламин
Ланолин
Глицерин
7 4 .6
13.6
6,8
2
3
Для полиэфирных ш тапельных волокон
Вазелиновое масло
П репарат авироль
44
17
28,5
Неионогенное ПАВ
Олеиновая кислота
Аммиак (20 %-ный)
28,5
15
11
Для полипропиленовых волокон
Вазелиновое масло
Олеиновая кислота
Триэтаноламин
Стеарокс 6
85
4
10
Кроме того, в качестве авиважных и антистатических пре­
паратов, а такж е для интенсификации процессов формования,
вытяжки и перематывания синтетических волокон, улучшения
их физико-химических свойств, стабилизации эмульсий мине­
ральных масел, шлихтующих, замасливающих или авиважных
композиций используют следующие препараты: ППК-1, ОС-20,
БВ, стеарокс 920, стеарокс 6, эмульгатор ОП-4, синтанол
ДС-10, синтамид 5, авиваж К-1 и К-2, замасливатели А-1, Т-1,
1421, К-160, авироль, сульфонол НП-1, лудигол, триамон, диэтаноламид высшей жирной кислоты, минеральные масла,
моно- и триэтаноламин, препарат КМ Ц и др.
В отличие от синтетических волокон, получаемых формова­
нием из расплава, при формовании ПАН-волокон мокрым спо­
собом из растворов полимеров применение замасливающ их ве­
ществ не требуется. Однако ITÁH-волокна подвергаются так
называемой авиважной обработке для обеспечения нормальной
текстильной переработки волокон. Авиважные составы вклю­
чают водные эмульсии стеарокса 6 или смесь сорбитана С и
сорбиталя С-20, вес. ч.:
Сорбитан С
Сорбиталь С-20
Противопенная эмульсия
Вода
1,25
3,75
0,04
95
Содержание замасливаю щ их и антистатических препаратов
и составов на синтетических волокнах составляет от 0,2 до 5 %.
В качестве шлихтующих веществ для нитей и пряжи из синте­
тических и смешанных волокон, составляющих основу тканей,
все чаще используются водорастворимые синтетические шлих­
тующие препараты: поливиниловый спирт (СН2—СН)„ , поли011
акрилоамид (СИ,—СН)„ , полиакриловая кислота и ее сополи­
меры, а такж е карбоксиметилцеллюлоза (КМ Ц) и др.
В нашей стране для шлихтования основ многие предприя­
тия применяют выпускаемый промышленностью 8— 10 %-ный
водорастворимый полиакрилоамид (ПАА) (в чистом виде и
45
в смеси с крахмалопродуктами, желатином и другими клея­
щими вещ ествами).
Д л я шлихтования нитей из ПА-волокон используют водные
растворы щелочных или аммониевых солей полиакриловой кис­
лоты (20—25 %-ной) с нанесением на волокна до 1—2 % по­
лиакриловой кислоты, которая затем легко удаляется с ткани
при промывке в слабощелочном растворе. Однако термофика­
цию таких тканей проводят после расшлихтовки, так как при
повышенных температурах полиакриловая кислота переходит
в водонерастворимое состояние и с трудом удаляется с ткани.
Д л я шлихтования хлопколавсановой основы применяют по­
лиакрилаты в смеси с крахмалом. Содержание полиакрилатов
на нитях основы из синтетических волокон 3 — 6 %. Низкое со­
держ ание полиакрилатов на ошлихтованной нити и их легкое
удаление с ткани при интенсивной промывке теплой водой поз­
волят в некоторых случаях исключить расшлихтовку тканей
перед крашением, заменив ее отвариванием и промывкой.
Цикл подготовки тканей и других изделий из синтетических
волокон включает, как правило, следующие операции: рас­
шлихтовку, отваривание или промывку, беление и стабилиза­
цию (термофиксацию). И зделия из смешанных волокон иногда
подвергаются предварительному опаливанию.
Выбор последовательности технологических операций, м а­
шин и аппаратов определяется видом суровой ткани и свойст­
вами, которые придаются подготавливаемым или готовым изде­
лиям. Н а изделиях из синтетических комплексных нитей прак­
тически находятся только замасливатели и антистатический
препарат, поэтому процесс их расшлихтовки (отваривание или
промывку) осуществить легче и проще, чем изделий с приме­
нением пряж и из штапельных волокон, на которые может быть
нанесена еще и шлихта. Д л я удаления с волокон различных замасливателей и осуществления процессов расшлихтовки (от­
варивания), беления и стабилизации используются машины и
аппараты периодического и непрерывного действия. Д л я обра­
ботки основ из следующих смесей волокон: хлопковое+ лавсановое (50 + 50 и 33 + 67 % ), вискозное+лавсановое (33 + 67 %)
с хорошими результатами в ткачестве используются шлихтую­
щие водорастворимые композиции на основе поливинилового
спирта Ш, включающие, %: ПВС Ш — 5 и 7; КМ Ц — 2; олеи­
новой и уксусной кислот — по 0,3. Приклей такой шлихты к ос­
нове составляет 5— 8 %.
РАСШ ЛИХТОВКА, О ТВ А РИ В А Н И Е И П РОМ Ы ВКА
И ЗД Е Л И И ИЗ СИН ТЕТИ ЧЕСКИХ ВОЛОКОН
И ИХ СМЕСЕЙ С Д РУ ГИ М И ВОЛОКНАМ И
К ак отмечалось ранее, шлихтующие, антистатиче­
ские и другие препараты наносятся на волокна задолго до к р а ­
шения, как правило, в виде водных растворов. В процессе очи­
46
стки волокон от примесей осуществляется взаимодействие их
с обрабатывающими и моющими растворами, содержащ ими
разнообразные ПАВ. В связи с тем что синтетические волокна
слабо набухают в водных растворах ПАВ, важное значение
приобретает состояние границы разд ела между волокном и об­
рабатывающим раствором, а такж е физико-химические свой­
ства ПАВ. П реж де всего происходит смачивание волокнистого
м атериала. Введение в моющие растворы ПАВ приводит к рез­
кому снижению поверхностного натяж ения на границе раздела
фаз, благодаря чему снижается краевой угол смачивания, об­
легчается смачивание волокна и взаимодействие его поверх­
ности с ПАВ и ТВВ, находящимися в растворе. Смачивание
в более общем плане является важны м условием для процессов
расшлихтовки, промывки и пропитывания, беления и краш ения,
а такж е стирки волокнистых м атериалов и изделий из них.
В основе теории очистки синтетических волокон от разнооб­
разных загрязнений, замасливающ их и других веществ леж ат
специфические свойства ПАВ. При растворении в воде д аж е
в очень небольших концентрациях они значительно снижают
поверхностное натяжение воды на границе раздела с другими
веществами, располагаясь на поверхности раздела водных р а ­
створов.
Водорастворимые ПАВ характеризую тся несимметрическим
строением полярной молекулы: на одном конце они имеют ги­
дрофобную группу, а на другом — одну или несколько гидро­
фильных групп, которые более или менее сильно гидратиру­
ются и сообщают веществу способность растворяться в воде.
Гидрофильная группа может иметь кислотный или основной
характер и образовывать при нейтрализации соли, способные
диссоциировать на ионы.
Анионные ПАВ содержат в виде аниона гидрофобную часть,
если ж е гидрофобная часть молекулы является катионом, то
такие ПАВ называю т катионными. ПАВ, способные раство­
ряться в воде без образования ионов, называют неионоген­
ными. Различаю т и другие группы ПАВ, например амфотерные
ПАВ обладаю т достаточно высокой растворимостью в воде.
При критических концентрациях ПАВ собираются в устойчи­
вые мицеллы и называются коллоидными ПАВ. Эти мицеллы
могут находиться в виде сферических или пластинчатых агре­
гатов, в которых полярные группы обращены наружу (в воду),
а в углеводородных растворах молекулы ПАВ ориентированы
полярными группами вовнутрь мицеллы, а углеводородными
концами обращены к растворителю. Специфика состояния ПАВ
в растворах объясняет диспергирующее и особенно эмульгиру­
ющее и солюбилизирующее действие их в процессе очистки во­
локнистых материалов перед крашением.
Адсорбционные слои ПАВ в водных растворах гидролизуют
поверхность волокон, вследствие чего при сближении отделен47
ных от волокон частиц загрязнений развиваю тся силы отталки­
вания. Кроме того, ПАВ обволакивают такж е частицы благо­
даря адсорбции сильно гидратированных молекулярных слоев.
Согласно современным взглядам солюбилизация представляет
собой растворение органических веществ в мицеллах ПАВ.
Подготовка синтетических волокон к крашению (очистка)
с помощью ПАВ имеет много общего со стиркой текстильных
изделий, т. е. моющее действие ПАВ в этих процессах отлича­
ется универсальностью. Моющее действие растворов ПАВ скла­
дывается из следующих коллоидно-химических явлений: сни­
жение поверхностного натяжения раствора и улучшение смачи­
вания волокон и загрязнений моющей жидкостью; адсорбция
на поверхности волокна и частицах твердых и жидких загр яз­
нений ПАВ и создание при этом хорошо гидратированного ад ­
сорбционного слоя, обусловливающего возникновение раскли­
нивающего давления, что в свою очередь способствует отрыву
частиц загрязнений от поверхности волокна и переходу их
в моющую жидкость (эмульгирование); солюбилизация частиц
загрязнений, имеющих маслянистый характер (углеводороды),
в растворах ПАВ, превышающих критическую концентрацию
мицеллообразования
(ККМ ); диспергирование загрязнений
в моющем растворе и стабилизация дисперсии при помощи з а ­
щитных коллоидов; образование в моющей жидкости в присут­
ствии ПАВ пены, содействующей механическому уносу загр яз­
нений или флотации тех загрязнений, частицы которых вслед­
ствие пониженной способности к смачиванию прилипают к пу­
зырькам воздуха.
Изделия из полиамидных волокон в зависимости от степени
загрязнения обычно подвергают отвариванию при температуре
40—95 °С в течение 30—60 мин в растворах, содержащих, г/л:
Анионоактивный или неионогенный
(типа «Новость», синтанол ДС-10)
К альцинированная сода
Аммиак (25 %-ный), мл/л
препарат
1—4
1—2
1—2
Различные варианты отваривания нестабилизированных из­
делий из полиамидных волокон представлены в табл. 9.
Изделия с небольшим содержанием замасливателей реко­
мендуется отваривать по вариантам I, II, VI; ткани, содерж а­
щие шлихту и жировые вещ ества,— по вариантам III, IV, V,
V II; сильно загрязненные тк а н и —-по варианту V. Отваривание
рекомендуется вести при температуре ванны 60 °С, нестабилизованных тканей — 70—80 °С, стабилизованных тканей — 95—
100 °С. О тваривание необходимо начинать при температуре
20—30 °С и медленно доводить до оптимальной температуры
с последующей промывкой при этой температуре в течение
30— 120 мин в зависимости от степени загрязненности ткани
или другого изделия.
48
Т аб л и ц а
9
Отваривание изделий из полиамидных волокон
Вариант
Состав ванны
I
Мыло олеиновое (40 %-ное),
г/л
Анионоактивные
моющие
вещества (сульфированные
жирные спирты), г/л
Неионогенные моющие вещества, г/л
Ж ирорастворяющий препарат, г/л
Сода кальцинированная, г/л
Едкий натр (30 %-ный), мл/л
Аммиак (25 %-ный), мл/л
Тринатрийфосфат, г/л
III
II
IV
V
1—3
1-—3
—
1— 2
—
—
—
—
—
1—4
1—5
—
——
1— 2
—
1-—1
—
—
—
1—2
—
—
—
2
—
—
—
—
-—
—
0,5—2
0,5— 1 —
1—2
VI
—
V II
—
1—2
1—2
2—3
—
1—2
—
—
2
—
2— 5
—
—
—
3— 5
—
—
0,5—2
—
Ткани из полиэфирных волокон можно подготавливать
к крашению по приведенным ниже двум вариантам.
I
1.
2.
3.
4.
5.
6.
Расшлихтовка
Отваривание
Промывка
Сушка
Стабилизация
Беление
II
1.
2.
3.
4.
Расшлихтовка
Отваривание
Промывка
Беление
Процесс стабилизации по второму варианту проводят после
крашения. Д ля удаления шлихтующих веществ, состоящих из
поливинилового спирта, полиакриламида, а такж е из ж елатина,
казеина, растительных и минеральных масел, не требуется спе­
циальной расшлихтовки, так как этот процесс осуществляется
при отваривании и промывке тканей.
Удаления крахм ала с хлопколавсановых и вискознолавсано­
вых тканей достигают, пользуясь способом расшлихтовки, уста­
новленным для хлопчатобумажных тканей. Целью отваривания
или промывки полиэфирных тканей является удаление водора­
створимой шлихты, замасливаю щ их веществ, смазочных масел,
а такж е пыли, грязи и других примесей.
Отваривание и промывку полиэфирных тканей можно осу­
ществлять с помощью анионоактивных и неионогенных моющих
средств. Если такие ткани не очень загрязнены, то отваривание
или промывку целесообразно проводить анионоактивными веще­
ствами в щелочной среде. П ри этом берут 1 —2 г/л анионоак­
тивного вещества и 2 г/л щелочного реагента (едкого натра,
кальцинированной соды, нашатырного спирта). Обработку ве­
дут в течение 30—60 мин при температуре 70—80 °С с после­
дующей промывкой.
49
При наличии на тканях большого количества примесей,
в том числе смазочных масел и антистатических веществ кати­
онного характера, отваривание следует вести с помощью неио­
ногенных моющих средств. При этом применяют ванну следую­
щего состава, г/л: неионогенное вещество 1— 1,5; кальциниро­
ванная сода 2—3.
Обработку ведут в течение 40— 50 мин при температуре
70 °С. При попадании на ткань ж елеза для активной промывки
применяют растворы неионогенного вещества в кислой среде
(5 г/л щавелевой кислоты).
При особо большом количестве примесей в ткани ее реко­
мендуют плюсовать составом, содержащим олеин, эмульгатор,
калгон и органический растворитель, выдерживать в течение
11 — 12 ч и затем промывать в растворе кальцинированной
соды.
Ткани и трикотажные изделия из ПАН-волокон отвариваю т
для удаления замасливателей и антистатических препаратов
в растворах, содержащ их 0,5 г/л ПАВ и 3 % уксусной кислоты
(30 %-ной), в течение 30 мин при температуре 60 °С.
При сильном загрязнении обработку проводят в растворе,
содержащем 1—2 г/л ТМС и 0,5— 1 г/л кальцинированной соды
или тринатрийфосфата (в случае жесткой воды ), в течение
30 мин при температуре 70 °С. Затем следует тщ ательная про­
мывка теплой и холодной водой, нейтрализация и окончатель­
ная промывка. Крахмал и крахмалопродукты, находящиеся
в составе шлихты, удаляю тся по режимам расшлихтовки хлоп­
чатобумажных тканей.
Подготовка тканей из поливинилхлоридных волокон вклю­
чает следующие операции: расшлихтовку или промывку, беле­
ние и стабилизацию. Расш лихтовка имеет целью удалить шлих­
тующие и замасливаю щ ие вещества и осуществляется путем
обработки изделий из поливинилхлоридных волокон в раство­
рах едкого натра (до 5 г/л) в присутствии небольших коли­
честв ПАВ при температуре до 55 °С. Например, обработку
проводят в растворе, содержащ ем 5 г/л едкого натра или
5 г/л мыла, 1—2 г/л ПАВ (типа сульфированных жирных
спиртов), при температуре 40—50 °С в течение 30—60 мин.
В заключение проводят промывку в растворе, содержащ ем 1—
2 г/л неионогенного моющего вещества, 0,5 г/л кальцинирован­
ной соды и 0,25 г/л гексаметафосфата натрия, при температуре
40—50 °С в течение 30 мин.
Подготовка тканей из поливинилспиртовых волокон вклю­
чает операции опаливания, расшлихтовки, отваривания и бе­
ления.
Опаливание тканей из этих волокон проводят пламенем
с низкой температурой (600—700 °С). Расшлихтовку и отва­
ривание ведут обычными способами, применяемыми при подго­
товке тканей из искусственных волокон.
50
Отваривание лучше проводить в растворах синтетических
моющих веществ ионогенного и неионогенного типа. При при­
менении ионогенного препарата отваривание ведут в растворе,
содерж ащ ем 2 г/л сульфанола, при температуре 85—90 °С
в течение 45—60 мин с последующей промывкой теплой водой
при температуре 30 °С в течение 15—20 мин и холодной водой
в течение 20 мин. При применении неионогенных моющих ве­
ществ отваривание ведут в растворе, содержащем 0,8— 1 г синтанола ДС-10, при температуре 85 °С в течение 45— 60 мин
с последующей промывкой при температуре 40 °С в течение
15—20 мин и холодной водой в течение 15 мин.
Разрабаты ваю тся такж е способы удаления загрязнений
с помощью органических растворителей: трихлорэтилена, перхлорэтилена, трихлорэтана и др. При обработке в среде орга­
нических растворителей ПА-волокна претерпевают значительно
меньшие деформационные изменения (образуется меньше засе­
чек и залом ов), чем при обработке в водной среде, а трикотаж ­
ные изделия и ткани с легко деформирующейся структурой мо­
жно обрабаты вать непрерывным способом. Кроме того, синте­
тические и другие волокнистые материалы хорошо смачиваются
органическими растворителями, при этом интенсивно солюби­
лизируются и растворяю тся в процессах подготовки волокон
к крашению маслянистые и жировые загрязнения, воски, см а­
зочные вещества в виде пятен и т. п., а физическая структура
волокон практически не затрагивается. Однако для примене­
ния органических растворителей требуется герметизированное
оборудование и их максимальная регенерация (потери не дол­
жны превышать 2—3 % ).
Органические растворители применяют при температуре ки­
пения и удаляю т их промывкой текстильных материалов водой,
обработкой паром или просто сушкой.
Б Е Л Е Н И Е С И Н ТЕТИ Ч ЕС К И Х ВОЛОКО Н
И ИХ СМЕСЕЙ С Д РУ ГИ М И ВОЛОКНАМ И
Важным показателем подготовки синтетических
волокон к крашению является сообщение им белизны.
В химических способах беления волокон используются р аз­
нообразные вещества: перекись водорода и ее производные
(надуксусная кислота), кислородные соединения хлора (гипо­
хлорит и хлорит натрия, двуокись хлора), ди- и трихлоризоциануровые кислоты, богатые активным хлором (до 70—90 % ),
или их порошковые формы в виде хлоризоцианурата натрия
или калия (около 60 %)•
Ускорение обработки и улучшение качества беления синте­
тических волокон и их смесей с натуральными идет в основном
за счет интенсификации технологических процессов, обработки
материалов при повышенных температурах и давлениях, приме­
51
нения новых вспомогательных веществ, активаторов и стабили­
заторов, а такж е органических растворителей.
В настоящее время для беления волокнистых материалов,
в том числе синтетических волокон и их смесей с другими во­
локнами, применяют три типа наиболее распространенных от­
беливающих соединений: перекись водорода, хлорит натрия и
дихлоризоцианурат натрия (Д Х Ц № ).
Широкое применение получает способ беления оптическими
отбеливателями или так называемыми белофорами (препараты
отечественного производства), которые можно вводить в про­
цессе производства волокон, т. е. в массу полимера, и в гото­
вые изделия. Применение оптически отбеливающих веществ
(ООВ) можно совмещать с химическими способами беления,
например с перекисным, хлоритным белением волокон, а такж е
с белением из среды органических растворителей.
Синтетические волокна имеют недостаточно высокие (70—
8 0 % ) показатели белизны. Д л я удаления окрашенных приме­
сей, попадающих на синтетические волокна с загрязнениями
исходного сырья, служит процесс беления. В связи с тем что
характер этих примесей пока не установлен, обработка синте­
тических волокон в растворах таких окислителей, как перекись
водорода, гипохлорит и хлорит натрия, надуксусная кислота,
пока теоретически малообоснованна. П редполагается, что под
действием окислителей указанные примеси разруш аю тся или
обесцвечиваются и во время промывок частично или полностью
удаляю тся с волокна.
Б е л е н и е п е р е к и с ь ю в о д о р о д а . Применение пере­
киси водорода приводит к повреждению, например, полиамид­
ных волокон и снижению их прочности до 50 %. Полиамидные
волокна сравнительно устойчивы только к кратковременному
воздействию таких окислителей, как перекись водорода, при
нормальной температуре. Д л я хлопкокапроновых изделий при­
менение щелочно-перекисного беления такж е неприемлемо
из-за снижения прочности капронового волокна, этот способ не
обеспечивает высоких показателей белизны.
Д л я беления ПА-волокна окислительными соединениями
типа перекиси водорода, боратов, марганцовокислым калием,
надуксусной кислотой предложены стабилизаторы, содерж а­
щие метилольные или альдегидные группы. Это вещества типа
моно- и диметилолмочевины, три- и гексаметилолмеламины,
монометилолэтиленмочевина, кремнийорганические соединения
типа винил-три-р-метоксиэтоксисилана, соли роданистоводород­
ной кислоты, производные хинолина, гидроокись лития и др.
В присутствии этих стабилизаторов отбеливание ПА-волокна
проводится в щелочной среде с добавлением силиката натрия.
В табл. 10 приведен режим беления изделий из трикотажного
полотна перекисью водорода в ленинградском ПТО «Красное
знамя» и Киевском ПТО имени Р. Люксембург.
5-2
Т абли ца
10
Режим беления трикотажных капроновых полотен
Операция
Приготовление ванны
Н агрев ванны
Беление
Спуск ванны и промывка
теплой водой
Промывка проточной во­
дой
Приготовление ванны
Н агревание ванны
Оптическое беление
Промывка проточной водой
Рецепт
Смачиватель
сопаль
М етасиликат
натрия
(100 %-ный)
Пергидроль
(38 % -ный)
Концентра­
ция, г/л
Темпера­
тура, °С
Время,
мин
0,8
—
15
1,8
—
--
2
40
_
Смачиватель
сопаль
М етасиликат
натрия
(100 %-ный)
Пергидроль
(38 %-ный)
60—65
60—65
15
60
20—30
15
45
—
—
20—30
У ксусная кис­
лота (98 % -ная)
Оптический
белитель
релюкс В
0,12 мл/л
40
5
0,15
_
__
Оптический
белитель р е­
люкс В
--
60
60
10
20
20—30
10
1
При последовательной обработке перекисью водорода и оп­
тическими белителями изделия из ПА-волокон приобретают
желтоватый оттенок медленнее, чем после одного лишь оптиче­
ского беления.
Несколько ниже (81,2% ) степень белизны получается при
белении ПАН-волокон перекисью водорода. Ткань из ПАН-волокна перед белением промывают в течение 20 мин при темпе­
ратуре 70 °С в ванне, содержащей 2 г/л неионогенного ПАВ,
затем отбеливают при температуре 70 °С в течение 90 мин
в растворе, содержащем 10 г/л перекиси водорода, 5 г/л глико­
левой кислоты и пирофосфат натрия до pH = 6,5.
Б е л е н и е х л о р и т о м н а т р и я . Хлорит натрия является
универсальным отбеливателем, пригодным для всех типов при­
родных, химических волокон и изделий из их смесей. Однако
его практическое применение сдерживается сильным корроди­
рующим действием хлорита натрия на аппаратуру, особенно при
53.
pH = 2,5.. .3. Существует мнение, что процесс отбеливания начи­
нается с гидролиза хлорита натрия:
ЫаС102 + Н20
НС102 + ШОН
НС102 -> НС1 + 2 0.
При гидролизе выделяющийся активный кислород оказывает
разрушающее действие на сопутствующие примеси волокна.
Однако в кислой среде ( р Н < 2 ,5 .. .3) хлористая кислота р азл а­
гается с образованием двуокиси хлора (5НСЮ 2-^ Н С 1 + 4 С 1 0 2 +
+ 2Н20 ) , которая является очень токсичной и вызывает корро­
зию аппаратуры. Д л я достижения максимальной отбеливающей
активности хлорита необходимо применять активаторы процесса
хлоритного беления, лучшими из которых являются этилформиат, этилоксалат, моноаммонийфосфат и др.
Активатор, медленно гидролизуясь, постепенно подкисляет
белящий раствор (Н —С 0 0 С 2Н 5+ Н 20
НСООН + С2Н 5О Н ),
что благоприятствует регулируемому разложению хлористой
кислоты и выделению активного кислорода.
Полиамидные волокна наиболее безопасно отбеливать хло­
ритом натрия в растворе, содержащем 1—2 г/л хлорита натрия
и 0,76— 1,5 г/л стабилизатора хлорита, получаемом добавле­
нием муравьиной кислоты при температуре 80—85 °С в тече­
ние 60 мин при pH = 3,5. После промывки следы хлорита у д а ­
ляю т восстановителем. В результате такого беления повышается
степень белизны волокон; в процессе эксплуатации они меньше
желтеют, чем неотбеленные. В. М. Бельцов предложил вести бе­
ление капронового трикотажного полотна хлоритом натрия по
следующей схеме:
отваривание в растворе, содержащем 1 г/л ПАВ типа «Но­
вость» и 1,5—2 г/л кальцинированной соды, в течение 50—
60 мин при температуре 70—80 °С (для термофиксированного
полотна) или при температуре 60—65 °С (для нетермофиксиро­
ванного); модуль ванны 20;
обработка при температуре 85 °С в течение 60 мин в рас­
творе, содержащем 1,5—2 г/л хлорита натрия (по активному
хлору), 1 г/л пирофосфата натрия, 2 г/л смачивателя, уксусной
кислоты до pH = 4,5 и 1 г/л нитрата натрия; модуль ванны 20;
введение в белящий раствор уксусной кислоты с доведением
его до pH = 3 ,8 .. .4 и обработка в этом растворе при тем пера­
туре 85 °С в течение 30 мин с последующей тщательной про­
мывкой. Уровень белизны полотна достигает не менее 82,5 % •
Снижение прочности волокна, обработанного этим способом,
не превышает 5—6 % • Вещества, устойчивые к действию хло­
рита натрия, удаляю т обработкой в течение 20 мин при темпе­
ратуре 20 °С в растворе, содержащем 0,5 % перманганата к а ­
лия и 0,5% серной кислоты (плотность 1,84), после чего вы­
держивают при температуре 40 °С в 2—3 %-ном растворе
54
бисульфита натрия и 0,5 %-ном растворе серной кислоты и тщ а­
тельно промывают.
Изделия из полиэфирных волокон и их смесей с другими во­
локнами отбеливают хлоритом натрия (3—5 г/л 80 %-ного рас­
твора), при pH ванны, равном 3 (с помощью фосфорной или
азотной кислот). Обработку ведут при температуре 70—80 °С
в течение 3 ч. Данный режим беления является наиболее эф ­
фективным из всех вариантов беления, но, пользуясь им, не
достигают полной белизны изделия.
Наиболее часто для отбеливания текстильных материалов из
ПАН-волокон применяется хлорит натрия. Д ля заметного уве­
личения степени белизны по одному из способов обработку про­
долж аю т в течение 3 ч при температуре 70—90 °С в ванне, со­
держащ ей, г/л:
Х лорит натрия (80 %-ный)
Пирофосфат натрия
Сульфированные жирные спирты
У ксусная кислота (80 % -ная)
2,5— 5
3
0,5
3
После беления необходима тщ ательная промывка. В резуль­
тате беления волокно получает устойчивую белизну.
Полиакрилонитрильные волокна общепринятыми способами
отбеливаются с трудом. Достигаемая при этом степень белизны
(69—74 %) достаточна лишь для тканей, идущих под крашение,
но не удовлетворяет требованиям, предъявляемым к тканям, вы­
пускаемым в белом виде.
В процессе термообработки перед ацетилированием свежесформованное ПВС-волокно приобретает желтизну, что связано
с окислением его кислородом воздуха. Соответствующими об ра­
ботками волокна в процессе его получения и изменением со­
става прядильного раствора можно все-таки добиться некото­
рого снижения интенсивности его пожелтения. Поэтому при вы ­
пуске изделий из поливинилспиртовых волокон типа винол
в светлых расцветках или в белом виде необходимо такие изде­
лия отбеливать. ПВС-волокна можно отбеливать гипохлоритом
или хлоритом натрия по режиму и рецепту беления полиамид­
ных волокон.'
Суровые изделия из поливинилхлоридных волокон - имеют
желтоватую и даж е коричневую окраску, их при необходимо­
сти подвергают белению. При белении этих волокон нельзя по­
лучить высокую степень белизны. Лучших результатов дости­
гают при обработке в растворе, содержащем 1—3 г/л 80 %-ного
хлорита натрия, при рН = 3—3,5 (подкисляют фосфорной или
серной кислотой) в течение 2—3 ч; температура раствора 55—
60 °С.
Беление
дихлоризоциануратом
натрия
(ДХ Ц Ы а). При растворении в воде атомы хлора в дихлоризо55
циануровой кислоте (ДХ Ц К) достаточно подвижны и отщеп­
ляю тся в процессе гидролиза в виде хлорноватистой кислоты:
+ З Н ,0
с*
+ 2НС10 + N8 ОН
~
II
О
В случае нахождения в растворе волокнистого материала
реакция гидролиза постепенно сдвигается вправо, так как выде­
ляю щ аяся хлорноватистая кислота сразу расходуется на про­
цесс беления, т. е. на разрушение окрашенных примесей во­
локна.
Полиамидные волокна и их смеси с хлопковым волокном
могут успешно отбеливаться хлорпроизводными циануровой кис­
лоты. При белении растворами ДХЦЫа в нейтральной и слабо­
щелочной среде д аж е при повышенных температурах не наблю ­
дается заметной деструкции полиамидных материалов. Удовлет­
ворительную устойчивость капронового волокна в указанных
условиях можно объяснить тем, что, хотя действие ДХЦЫа как
белящего агента и аналогично действию гипохлорита натрия,
но протекает этот процесс при замедленном образовании хлор­
новатистой кислоты по приведенной выше схеме. Однако при
белении необходимо учитывать не только первоначальное зн а­
чение pH, но и кинетику его изменения, так как в растворах
ДХЦЫ а при белении происходит выделение соляной и циану­
ровой кислот, которые заметно снижают начальное значение pH.
Реж им беления трикотажного, капронового и хлопкокапро­
нового полотна (45% капрона + 55% хлопка), обеспечивающий
высокую сохранность волокнистого материала, достаточно вы­
сокую степень белизны, хорошие капиллярные свойства, состоит
из следующих операций: собственно беление при температуре
85—90 °С в течение 30—45 мин в растворе, содержащем 2 г/л,
ДХЦЫа (по активному хлору), 0,5— 1 г/л ПАВ неионогенных
pH раствора 7—8,5 (для полиамидного волокна), 7—9,5 (для
смеси волокон); модуль ванны 30; антихлорирование при темпе­
ратуре 50—60 °С в течение 15 мин в растворе, содержащ ем
1 г/л бисульфита натрия, с последующей промывкой. Белизна
составляет в среднем 82—85 %.
При изучении характера взаимодействия полиамидного во­
локна с ДХЦЫа в растворе установлено, что в процессе беления
происходит внедрение молекул белящего реагента (ДХЦЫа)
в структуру волокна, интенсивность которого регулируется кон­
центрацией водородных ионов в белящем растворе. Кроме того,
установлено, что беление полиамидных волокон в водных рас­
творах ДХЦЫа оказывает пластифицирующее воздействие на
полимер, способствуя увеличению подвижности молекулярных
56
цепей за счет блокирования полярных групп и снижения интен­
сивности межмолекулярного взаимодействия. Пластификация
полиамидных волокон протекает главным образом по межструктурному (межпачечному) механизму, т. е. взаимодействие
ДХЦЫа с волокном осуществляется на надмолекулярном
уровне.
Исследование влияния обработки полиамидного волокна
в водных растворах дихлоризоцианурата натрия на изменение
его сорбционных свойств показало, что увеличение концентра­
ции ДХЦЫа в ванне вызывает значительное повышение сорбции
дисперсных и кислотных красителей в процессе последующего
крашения, а такж е и то, что величина pH растворов ДХЦМа
оказывает существенное влияние на последующую сорбцию кр а­
сителей.
ПАН-волокна отбеливаются растворами ДХЦЫа без затруд­
нений до уровня белизны 82—84 %. Было изучено влияние на
уровень белизны ПАН-волокон основных параметров беления:
концентрации активного хлора в белящем растворе, pH среды,
температуры, продолжительности обработок, а такж е различных
добавок в растворы ДХЦЫа. Влияние концентрации белителя
исследовалось при температуре 60 и 80 °С, pH = 5,5 в течение
45 мин при модуле 50. Было установлено, что наибольший рост
белизны имеет место при увеличении концентрации Д Х Ц К а до
1—2 г/л активного хлора, как при белении волокон в кислой
среде (pH = 3 ,5 ... 4,5). Оптимальная температура беления со­
ставила 80 °С, продолжительность процесса 30 мин, модуль
ванны 50, добавка ТМС в пределах 0,5— 1 г/л.
После отбеливания волокно подвергают антихлорирующей
обработке в 1 %-ном растворе сульфита натрия при темпера­
туре 80 °С в течение 15 мин. Введение в состав антихлорирую­
щего раствора щавелевой и лимонной кислот, гексаметафос­
фата натрия, динатриевой соли этилендиаминтетрауксусной
кислоты (трилона Б) в количестве 0,1 % такж е способствует не­
которому повышению белизны ПАН-волокон. В результате отбе­
ливания ПАН-волокон в растворах ДХЦЫа по указанному ре­
жиму получена белизна 82— 84,5 %.
При отбеливании ПАН-волокон, содержащих
основные
группы, хлорсодержащнми отбеливателями рекомендуется в от­
бельную ванну вводить роданиды (ЫаСЫБ, М Н ^Ы Б , 2п(С Ы 5)г
и др.) в количестве 10—30 г/л.
Хорошие результаты получаются при белении ПАН-волокон
в растворе ДХЦЫа при температуре 116 °С в течение 30 мин
в ванне, содержащей 0,58 г/л трихлорциануровой кислоты и
0,5— 1 г/л гексаметафосфата натрия. После этого ткань обраба­
тывают в растворе бисульфита натрия (2 г/л) при температуре
80 °С в течение 10 мин с последующей промывкой теплой и хо­
лодной водой. Обработка бисульфитом натрия предотвращает
пожелтение волокна. Белизна достигает 87 %.
57
Смешанная нитроновискозная платьево-рубашечная ткань
улучшенного качества, имеющая в основе вискозную пряжу,
в утке — нитроновую, с поверхностной плотностью 119 г/м5
была отбелена в растворе ДХЦЫа, содержащем 1,6— 1,8 г/'л
ДХЦЫа (по активному хлору), 2—3 г/л нитрата натрия, при
pH = 8 ,5 ...9 в течение 45 мин при температуре раствора 70—
80 “С, модуле ванны 30—50. После беления было проведено
антихлорирование в растворе бисульфита натрия (1 — 1,5 г/л) и
гексаметафосфата (0,1 г/л) в течение 15 мин при температуре
50 °С. Белизна ткани составила 8 3 % . Д л я достижения более
высокой белизны следует обработать ткань в растворе оптиче­
ских отбеливающих веществ ООВ. При непрерывном белении
аналогичных тканей (без запаривания и с запариванием) кон­
центрацию ДХЦЫа по активному хлору следует доводить до
10 г/л, а в качестве щелочного реагента использовать углекис­
лый натрий. Использование ДХЦЫа для беления нитроновис­
козной ткани обеспечивает хорошую белизну и достаточную к а ­
пиллярность при сохранении прочности ткани.
Отбеливание ПВС-волокон растворами ДХЦЫа, вызывая не­
которое нарушение регулярности структуры и приобретение
новых функциональных групп, способствует увеличению сорбци­
онных свойств волокон, в частности увеличению доступности про­
никания красителя в глубь волокон и большей прочности приоб­
ретаемых окрасок. Виноловая ткань, предварительно отбелен­
ная в растворах ДХЦЫа, окрашивается некоторыми кислотными
красителями более интенсивно, причем краситель с ткани не
смывается после ее длительного кипячения в растворе ТМС.
Интенсивность окрашивания виноловых тканей возрастает с уве­
личением концентрации ДХЦЫа в белящем растворе. Причиной
этого, видимо, служит то обстоятельство, что с повышением
концентрации белителя растет содержание новых реакционно­
способных групп в волокнистом материале.
П р и м е н е н и е о п т и ч е с к и х о т б е л и в а т е л е й : В от­
личие от описанных ранее способов и химизма отбеливания текс­
тильных материалов, в основе которых леж ало разрушение
окрашенных веществ и удаление из волокна образующихся про­
дуктов распада, применение ООВ не приводит к удалению ок­
рашенных примесей из волокна или тем более к их разрушению,
а просто маскирует их наличие от глаз наблю дателя. В этой
связи ООВ используют в основном как усилители эффекта р а ­
нее приобретенной белизны. Эффект действия ООВ основан на
явлении флюоресценции. Например, благодаря сине-фиолето­
вому свечению желтизна волокнистых материалов погашается
и они смотрятся как белые. В качестве ООВ используются ор­
ганические соединения разнообразной структуры, все они яв л я­
ются бесцветными или слегка окрашенными препаратами, очень
близкими по физико-химическим свойствам к обычным красите­
лям. Их наносят на волокно в количестве не более 0,2—0,4 %
58
от его массы путем выбирания из ванны или путем пропитыва­
ния волокнистого материала раствором оптического отбелива­
теля с последующим закреплением его соответствующими при­
емами.
З а последние десятилетия на рынок выпущены сотни м арок
различных анионных, катионных и дисперсных ООВ; некоторые
из них являю тся универсальными, так как пригодны для р а з­
нообразных волокон.
Дисперсные ООВ, являющиеся производными оксазола или
имидазола, хорошо отбеливают синтетические волокна в кипя­
щем растворе или термозольным способом и фиксируются на
волокне межмолекулярными силами, как обычные дисперсные
красители. Следует учитывать, что ООВ даю т эффект белизны
в том случае, если они зафиксированы на поверхности волокна
или в пределах поверхностных слоев.
Поверхностное оптическое беление изделий из полиамидных
волокон можно вести периодическим способом при температуре
до 100 °С или на циркуляционных аппаратах при температуре
выше 100 °С. Перед белением ООВ смешивают с водой (0,2—
1 % от массы материала) и добавляю т уксусную (40% -ную )
или муравьиную (80 %-ную) кислоту в количестве 2—4 % от
массы волокнистого материала до установления pH = 3,5 . . . 4,5.
Обработку полиамидных волокон проводят при температуре
70—80 °С в течение 20—30 мин, после чего их промывают, су­
шат и подвергают термической обработке.
Совмещение операции беления нейлонового волокна пере­
кисью водорода с обработкой оптическими отбеливателями за
рубежом осуществляется по способу «пэд-ролл». Плюсование
ведут в растворе при температуре 20—30 °С, содержащем, г/л:
П ерекись водорода (25 % -ная), мл/л
Силикат натрия (плотность 1,325)
Едкий натр
ТВВ (смачиватель)
Т инопаль В Н Т (концентрированный)
Тинопаль 2В
20—35
20—25
5—7
0,5
1,5—3
5—6
После плюсования ткань отжимают до 90— 100 %, накаты ­
вают в ролик и запариваю т при температуре 100— 103 ° С в те­
чение 2—3 ч.
По другому варианту полиамидную ткань обрабаты ваю т
в растворе, содержащ ем, г/л:
Хлорит натрия (80 % -ный)
0,5— 1
М уравьиная кислота (85 % -ная) до рН = 3 . . . 4 1—2
Н итрит натрия
1—2
Оптический отбеливатель (тинопаль Е Т или 0,25—0,75
ИВМ, увитекс ЫЬ)
Беление начинают при температуре 40 °С, затем в течение
83 — 90 °С и продол­
20 — 30 мин температуру поднимают до
ж аю т беление в течение 45 — 60 мин.
59
При термозольном способе оптического беления ткань плю­
суют в ванне, содержащей: оптического белителя — до 20 г/л,
реагентов, придающих кислую среду,— до рН = 4 и ТВВ —
0,5 г/л. Температура плюсовочной ванны для нейлона 6 20 °С,
для нейлона 66 — 80 °С, степень отжима 70 % • Отплюсованную
ткань подвергают сушке с последующей термофиксацией.
Д ля отбеливания капронового волокна периодическим спосо­
бом ООВ применяют в количестве 0,2— 1 % от массы волокна.
Обработку проводят при модуле ванны 40 в течение 20—30 мин
при температуре 70—80 °С в растворе, содержащем препарат
ООВ, 40 %-ную уксусную или 85 %-ную муравьиную кислоту
(2—4 % от массы волокна) до pH = 3 ,5 ... 4,5. После указанной
обработки капроновое волокно промывают и сушат.
Нерастворимые в воде (дисперсные) ООВ, образующие сус­
пензии типа дисперсных красителей, можно применять без кис­
лоты, но с добавкой неионогенных ПАВ (0,1 г/л).
Устойчивость ООВ на ПА-волокнах к физико-химическим
воздействиям различна. Большинство из них устойчиво к стирке
в нейтральных средах с температурой до 60 °С и менее устой­
чиво к стирке в щелочных средах. Стойкость к свету большин­
ства отбеливателей неудовлетворительна. Из отечественных
ООВ марок 2К-Ш, О-ЛА, 2К-А, К-ЛА, 2К-ЛА, пригодных для
беления изделий из капроновых волокон, только последний дает
удовлетворительную стойкость к свету.
Д ля отбеливания лавсановых волокон применяют несколько
способов.
Плюсовочно-термозольный способ состоит в обработке ткани
в плюсовке при температуре 95— 100 °С в течение 40—60 с
в растворе, содержащем, г/л:
Оптический отбеливатель
Смачиватель Н Б
5— 15
0,5
После плюсования ткань отжимают и сушат. Затем проводят
термическую обработку при температуре 140 °С в течение 4—
5 мин, при температуре 200 °С — в течение 40—60 с и промы­
вают раствором, содержащим 1 г/л препарата ТМС, в течение
5— 10 мин при температуре 60—70 °С и модуле ванны 30.
Периодический способ под давлением состоит в обработке
ткани в растворе, содержащем 1— 2 % (от массы волокна) оп­
тического отбеливателя и 0,5 г/л диспергатора НФ. Обработку
начинают при температуре 60 °С, затем в течение 30—40 мин
температуру повышают до 120— 130 °С и обрабатывают при
этой температуре в течение 20— 30 мин с последующей промыв­
кой теплой и холодной водой.
Возможны варианты применения ООВ для отбеливания сме­
шанных тканей, состоящих из лавсановых и хлопковых, л авса­
новых и вискозных волокон, плюсовочно-термозольным спосо­
бом. Д л я этого ткань обрабатывают на плюсовке в смеси, со60
держащ ей два 0 0 В — один для лавсановых (1 — 1,5 г/л), дру­
го й — для хлопковых (2— 10 г/л) волокон, к которой добавляют
диспергатор Н О Р (0,5 г/л) и смачиватель Н Б (0,5 г/л), при
температуре 90—95 °С в течение 40—60 с, отжимают, сушат и
после термообработки промывают теплой и холодной водой.
Термофиксация, или термостабилизация, включает в себя
нагревание ткани или любого другого изделия из синтетических
волокон в натянутом состоянии до требуемой температуры и
последующее их быстрое охлаждение. При нагревании в волок­
нах происходит разрыв водородных и других межмолекулярных
связей, вследствие чего в них лик­
видируются внутренние остаточные
напряжения и под действием внеш­
ней нагрузки (натяжения) микро­
молекулы волокна занимают поло­
жения, соответствующие ненапря­
женному релаксированному состоя­
нию волокна.
При быстром охлаждении это
новое расположение макромолекул
и релаксированное состояние во­
локна фиксируются вследствие пов­
торного проявления тех же меж мо­
Температура термо лекулярных сил. Верхний предел
(риксаиии, °С
температуры термофиксации огра­
ничивается температурой размягче­ Рис. 5. Влияние температуры
термостабилизацип полотна из
ния того или иного синтетического
полиамидных волокон на его
волокна. Обычно термостабилизаостаточную усадку
цию осуществляют горячим возду­
хом при температуре 190—2 0 0 ° С
для изделий из полиамидных волокон и при температуре 210—■
220 ° С для изделий из полиэфирных волокон в течение 60 — 90 с.
ПАН-волокна обладаю т наименьшей усадкой, чем все ос­
тальные синтетические волокна. В связи с этим изделия из
ПАН-волокон можно не подвергать термостабилизации. Однако
стабилизация ПАН-волокон паром способствует получению мяг­
кого грифа, при этом снимаются местные напряжения, возник­
шие в волокнах в процессах прядения и ткачества.
Качество термофиксации можно оценить, например, по
усадке ткани: чем эффективнее проведен процесс, тем меньше
остаточная усадка (рис. 5). Если процесс проводится при тем­
пературе около 220 °С, то остаточная усадка изделий из поли­
амидных волокон практически не имеет места. Кроме того, ста­
билизированные изделия имеют постоянные размеры, меньше
сминаются, на них не образуется трудноустранимых заломов
и заминов (табл. 11).
Температура стабилизации зависит от типа ПА-волокон,
вида изделия и его назначения (табл. 12). Стабилизацию можно
61
Т аблица
II
Изменение свойств полиамидного волокна при термофиксации
Свойства
Содержание
концевых
аминогрупп
Плотность
Поглощение влаги
Кристалличность
Ориентация
Термофиксация
горячим воздухом
при температуре 180—220 °С
Стабилизация
насыщенным паром
Уменьшается
Почти без изменения
Увеличивается
Уменьшается
Увеличивается
Уменьшается
Увеличивается
»
»
Уменьшается
проводить до промывки, после промывки, после крашения или
одновременно с промывкой или крашением. Установлено, что
условия действия и последовательность проведения отдельных
операций отделки — промывки, крашения, стабилизации — ска­
зываются на всех физико-химических свойствах ПА-волокна
Стабилизацию чаще проводят перед крашением, чтобы предот­
вратить образование трудноустранимых заминов и заломов,
хотя накрашиваемость изделий при этом может изменяться.
Способ стабилизации влияет на способность волокна окра­
шиваться. К ак показали исследования, плотность, двойное луче­
преломление и степень упорядоченности нейлона 6 и 66 увеличи­
ваются после термической обработки, а накрашиваемость дис­
персными красителями сначала падает, а затем увеличивается
и становится больше, чем до термообработки. Замечено, что
после запаривания острым паром с температурой 100— 150 ° С
в 3—8 раз увеличивается способность ПА-волокон окраш и­
ваться дисперсными красителями. Усиление накрашиваемости
приписывают морфологическому изменению структуры волокна.
Иногда стабилизацию изделий совмещают с процессом фиксаТаблица
12
Влияние температуры на процесс стабилизации капронового волокна
Способ нагревания
К ипящ ая вода
Насыщенный пар
Перегонный пар
Перегретый пар при давлении 1 ,5 -105 П а
Перегретый пар при давлении 3 ,5 -106 Па
Нагретый воздух или инфракрасное облуче­
ние
Перегретый пар
Горячий воздух или сушильный барабан
62
Температура
стабилизации,
°С
Продолжитель­
ность
стабилизации,
мин
98— 100
100
119
124
140
176
30— 60
30— 60
30— 60
2—4
0,3— 1
0,5—2
190
200
0,3— 1
0,25—0,5
ции красителей, например при термозольном способе крашения.
Однако некоторые кислотные красители способствуют разруш е­
нию волокна при термической обработке.
Стабилизация полиэфирных волокон оказывает полож итель­
ное влияние на равномерность их крашения. Применение насы ­
щенного пара при температуре 110— 135 °С в качестве набу­
хающего средства приводит к такому же эффекту, как и с та ­
билизация горячим воздухом при значительно более высоких
температурах. Если полиэфирное волокно подвергнуть тепловой
обработке в свободном состоянии, произойдет его усадка, п а ­
дение прочности и повышение удлинения. Если же во время с та ­
билизации сохранить размеры и форму волокна, то они закреп­
ляются. Ткани из полиэфирных волокон могут подвергаться
стабилизации в различных видах и на разных стадиях обра­
ботки: в суровом виде, после расшлихтовки, после промывки
перед крашением (промежуточная стабилизация), после про­
мывки и крашения готовой, но не отделанной ткани (последую­
щ ая стабилизация).
Наибольшее распространение получила промежуточная ста­
билизация. Она обычно осуществляется с помощью кипящей
воды, насыщенного пара и горячего воздуха. При проведении
стабилизации воздухом, паром и водой при одинаковых тем ­
пературных условиях наибольший эффект усадки д ает обра­
ботка горячей водой под давлением, а наименьший — обработка
горячим воздухом (табл. 13).
Стабилизация полиэфирных волокон приводит к изменению
их накрашиваемости. Так, начиная с температуры 180 °С, накрашиваемость полиэфирных волокон с повышением тем пера­
туры стабилизации понижается. Волокно, стабилизированное
при температуре 160— 180 °С, имеет минимальную накраш иваемость, которая при дальнейшем повышении температуры опять
Таблица
13
Температура,
°С
зх
5—60 Д о 200
хю 5
Продолжи­
тельность, с
горячим воздухом
Продолжи­
тельность,
мин
насыщенным паром
Давление,
Па
Продолжи­
тельность,
мин
водой
Температура,
°С
Стабилизация
Температура,
°С
Температура плав­
ления, °С
Температура раз­
мягчения, °С
Условия стабилизации полиэфирных тканей
230—240
255—260 100 120— 180
230—240
255—260 100 120— 180
»
135
5 -6 0
180
30— 60
230—240
255—260 100 120— 180
»
135
5—60
160
300— 3600
Д о 135
10
63
увеличивается и при температуре 220 °С становится такой же,
как у исходного нестабилизированного волокна; при темпера­
туре выше 220 °С накрашиваемость волокна лучше, чем у не­
стабилизированного волокна.
В результате стабилизации полиэфирные ткани становятся
несколько более жесткими, что отраж ается на их драпируемости. С повышением температуры стабилизации повышается ж е ­
сткость ткани, которая обусловливается ее структурой и струк­
турой нитей. Механической обработкой можно возвратить из­
делию исходную мягкость.
Стабилизацию поливинилхлоридных волокон проводят в воде
при температуре 60 °С или 80 °С. Обработку ведут в течение
30 мин горячим воздухом при температуре 60 °С или 80 °С
в течение 3— 10 с. М аксимальная температура сушки тканей
60 °С.
Т ЕХ Н О Л О Г И Ч Е С К И Е СХЕМЫ И Р Е Ж И М Ы
ПРИ П О Д ГО Т О В К Е И ЗД Е Л И Й ИЗ СМЕСЕЙ
ВОЛОКО Н
И зделиям только из синтетических волокон присущ
целый ряд недостатков: они плохо впитывают пот и влагу,
имеют высокий электрический заряд, прилипают к телу и др.
Примесь к ПА-, ПАН- и другим волокнам натуральных и искус­
ственных волокон улучшает гигиенические свойства изделия,
носкость, прочность к истиранию, высокую эластичность и дру­
гие ценные потребительские свойства.
В настоящее время промышленностью выпускаются изделия
из смеси двух и трех видов волокон. Д обавка ПА-волокон
к шерсти или вискозному волокну значительно увеличивает, н а­
пример, прочность изделий к истиранию. Такие смеси волокон
применяются для выработки чулочно-носочного ассортимента,
купальников, спортивной одежды, ковров. Смеси ПЭ-волокон
с целлюлозными волокнами применяются для выработки соро­
чечных, костюмных и других тканей.
Смеси из трех видов волокон широко применяются в шер­
стяной промышленности. При этом изделие из такой смеси при­
обретает лучшие эксплуатационные свойства, экономится цен­
ное шерстяное волокно, а внешний вид изделия не ухудшается.
Некоторые рекомендуемые смеси волокон, используемые в шер­
стяной, шелковой, льняной, хлопчатобумажной и трикотажной
промышленности, приведены в табл. 14.
Введение ПА-волокон в изделия из смеси волокон наряду
с приданием положительных свойств иногда приводит к пони­
жению носкости и прочности. Так, смесь ПА-волокон с ацетат­
ными имеет хороший внешний вид, но пониженную носкость.
Добавление к хлопковому обычного ПА-волокна заметно уве­
личивает сопротивление к истиранию, но снижает разрывную
64
Т абл и ц а
14
Рекомендуемые смеси с П А ,-П Э -, ПАН-волокнами
Смесь волокон
Полиамидное + вискозное или хлопковое
Полиэфирное + хлопковое
Полиэфирное + вискозное
Полиамидное + ацетатное или триацетатное
П олиамидное-]- шерстяное
Полиэфирное + шерстяное
Полиэфирное -)- ш ерстяное и вискозное
Полиэфирное -г льняное
Полиамидное -|- полиакрилонитрильное
Полиамидное + полиэфирное
Полиамидное
поливинилхлоридное
Полиакрилонитрильное -(- хлопковое
Полиакрилонитрильное + шерстяное
Полиакрилонитрильное -¡- полиэфирное
Полиамидное + шерстяное + вискозное
Полиамидное + шерстяное -¡- ацетатное
Полиамидное -}- триацетатное — вискозное
Полиамидное -)- триацетатное + шерстяное
П олиакрилонитрильное + шерстяное 4 - вискозное
Полиуретановое
полиамидное
Содержание компонентов
в смеси, %
15— 30/85— 70
65— 75/35— 25
65— 67/35— 33
67/33
50/50
20— 30/80— 70
30— 55/70— 45
40/60
50— 67— 50— 33
30—25/70— 75
50/50
20/80
60/40
50/50
30—40/70— 60
20— 30/50/30—20
20— 30/50/30—20
10/60/30
10— 1 5 /5 0 /6 0 /3 0 -3 5
40/40/20
50. 50
прочность смеси. Ткань, содерж ащ ая меньше 50 % ПА-волокна,
обладает меньшей прочностью на разрыв, чем такая же ткань
из чистого хлопкового волокна. Некоторые страны выпускают
специальный вид ПА-волокна высокой линейной плотности для
смеси с хлопковым, чтобы уменьшить в тканях удлинение при
напряжении.
Иногда подготовка каждого компонента смеси проводится
отдельно (в виде волокна или пряж и), а затем из подготовлен­
ных смесей вырабатываю т изделия.
Недостатком всех изделий из смешанной пряжи является
образование закатанных узелков (пиллинг-эффект) на поверх­
ности изделия. Их количество тем больше, чем выше различия
между компонентами смеси по прочности к истиранию и удли­
нению. Д ля уменьшения пиллинга изделия подвергают стрижке
и опаливанию.
ПА-, ПЭ- и другие волокна имеют хорошую химическую
устойчивость, поэтому смеси, содержащие эти волокна, можно
обрабатывать обычным способом, не опасаясь повреждения во­
локна. Смеси, содержащ ие 30—50 % ПА- или ПЭ-волокон,
не стабилизируют; если в смеси содержится 50 % и более
ПЭ- или ПА-волокон, то стабилизация необходима. Однако лю­
бые смеси (с шерстяным, хлопковым, вискозным волокном)
следует стабилизовать при температуре не выше 180 °С в слу­
чае присутствия в смеси ПА-волокон.
3
З ак аз № 2139
65
Изделия из смеси можно обрабатывать на обычных маши­
нах, предназначенных для расшлихтовки, промывки, отварива­
ния и отбеливания изделий из одного вида волокна.
Смеси, содержащ ие до 25;% ПА-волокон, используются для
изготовления сорочечных тканей, рабочей одежды, постельного
белья и др. Их обычно выпускают в белом виде. Процесс их
отделки не отличается от отделки изделий из одних хлопко­
вых волокон. Если расшлихтовку и промывки ведут при темпе­
ратуре кипения, то ткань перед этими операциями стабилизи­
руют.
Если в смеси содержится до 30 % ПА-волокон, то изделия
из нее можно отбеливать по щелочно-перекисному способу.
В этом случае перекись поглощается преимущественно хлопко­
вым волокном и таким образом предотвращается повреждение
капрона.
Основовязаное полотно из хлопчатобумажной пряжи и кап­
роновых мононитей, предназначенное для изготовления верхних
изделий, отбеливают в барке в течение 60 мин при температуре
85—95 °С в ванне, содержащей, г/л:
Неионогенное ПАВ
Силикат натрия
Едкий натр
Перекись водорода
0 ,3
0 ,5
0,1
1— 1,5
Отбеленное полотно промывают и окрашивают.
Д ля тканей, выпускаемых в белом виде, с большим содер­
жанием ПА-волокон, можно рекомендовать следующую про­
водку: опаливание, расшлихтовка ферментом солода, мерсери­
зация, сушка на сушильно-ширильной машине, термостабилиза­
ция, промывка, отбеливание, промывка, сушка, оптическое
отбеливание, сушка, усадка под давлением, сушка. Можно ис­
пользовать и двухстадийный способ подготовки ткани, который
заключается в предварительной щелочной обработке и после­
дующем отбеливании.
Отваривание трикотажного полотна, состоящего из смеси
ПА-волокна с вискозным, проводят в растворе, содержащем 2—
5 % ПАВ от массы волокна и 2— 5 % уксуснокислого натрия
или тринатрийфосфата. Обработку проводят в течение 30 —
60 мин при температуре 40 — 70 °С. Если отваривание проводят
после стабилизации, то температуру повышают до кипения.
Технологический процесс подготовки тканей из смесей ПАволокон с шерстяными складывается из следующих операций:
удаление местных загрязнений, промывка, расшлихтовка, обез­
воживание. При промывке создают условия для свободной
усадки ткани.
Промывку изделий из смеси ПА-волокон с шерстяными
можно осуществлять в мыльно-содовом растворе при темпера­
туре, не превышающей 40 °С, или синтетическими моющими
средствами при более высокой температуре.
66
Т абли ца
15
Режимы подготовки смешанных тканей (капрон + триацетат)
Условия обработки
Операция
Химикаты
Количе­
ство, г/л
Дли­
Темпера­ тель­
тура, °С ность,
мин
Применяемое
оборудование
I вариант
Отваривание
и поверхностное
омыление на про­
ходном аппарате
Едкий натр
ТВВ
Беление
Перекись
водорода
(30 % -ная)
Силикат
натрия
ТВВ
Оптический
отбеливатель
Отбеливание
3,5
0,5 — 1
5
90—95
50
80—85
60
А грегат
для отвари­
вания и крепирования
ткани
(типа Меццера)
М еханическая
барка
2
0,2
П о рецепту
70— 80
30—40
То же
35— 40
20
»
Вакуум ная
отсосная ма­
шина
Сушильно­
ш ирильная
машина
М еханическая
барка
То же
II вариант
Промывка
Обезвоживание
ТВВ
0,5
Сушка и фикса­
ция паром
Поверхностное
омыление
Беление
Отбеливание
Едкий натр
ТВВ
Перекись
водорода
(30 % -ная)
Силикат
натрия
ТВВ
Оптический
отбеливатель
3,5
0,5
5
110
15— 20
80— 85
60
80—85
60
2
0,2
По ре­
цепту
70—90
30—40
»
Высокообъемные триацетатные нити, обвитые капроновыми
нитями, широко применяются в изготовлении шелковых тканей
и трикотажа. Подготовка полотна заключается в промывке,
термофиксации и поверхностном омылении триацетатных ни­
тей. Различные режимы подготовки тканей из смеси капроно­
вых и триацетатных волокон представлены в табл. 15.
Режим отваривания платьевой ткани из смеси комплексной
капроновой нити в основе с диацетатной нитью в утке на НароФоминском шелковом комбинате, осуществляемый на ролико­
вых аппаратах типа «Элитекс», представлен в табл. 16.
3*
67
Таблица
16
Режим отваривания смешанных тканей (капрон + диацетат)
Операция
Температура,
°С
Заправка ткани без воды
Зап равка ткани на воде
Отваривание на эмульсии
2 5 — 30
2 5 — 30
7 0 — 80
Спуск воды
Промывка
5 0 — 60
Спуск ванны
Промывка
Спуск ванны
Промывка
—
—
5 0 — 60
—
2 0 — 25
Количество
проходов
1
1
8
Химикаты, г/л
Н ет
Вода
Эмульсия * — 70
Г ексаметафосфат
нат­
рия — 2
Аммиак (20 % -ный) — 1
—
2
—
Вода
Гексаметафосфат
рия — 2
—
2
___
Вода
—
2
нат­
___
Проточная вода
* Состав эмульсии: превоцела — 6 кг, уайт-спирита — 20 л , соды каль­
цинированной — 2,5 кг
Очистку и промывку изделий из смеси ПА- и ПЭ-волокон
проводят при температуре 70—80 °С в течение 20—30 мин
в растворе, содержащем 0,5— 1 г/л киралона В * (высококонцен­
трированного) и 0,5 г/л соды кальцинированной, с последующей
промывкой; последняя ванна должна быть слабокислой, чтобы
удалить с м атериала остатки щелочи.
Хороший эффект белизны получается при хлоритном отбе­
ливании в ванне, содержащей 1—2 г/л хлорита натрия, 0,8—
1,5 г/л хлоритстабилизатора ВА с добавкой 1—2 мл муравьи­
ной кислоты (80% -ной) до рН = 3 .. .3,5.
Обработку материала начинают при температуре 40—50 °С,
в течение 20—30 мин температуру ванны повышают до кипения
и при кипении материал отбеливают в течение 30—45 мин, после
чего промывают теплой и холодной водой.
На Черниговском камвольно-суконном комбинате освоена
технология отбеливания ткани, выработанной из смеси нитрона
с шерстью в соотношении 5 6 :4 4 (табл. 17).
В текстильной промышленности все чаще стали применять
смеси полиакрилонитрильных и полиэфирных волокон при из­
готовлении тканей для верхней одежды. Обычно ткани изго­
тавливают из смеси волокон в равных долях. И зделия из таких
тканей удобны в носке, требуют малого ухода, выдерживают
стирку в домашних стиральных машинах, поддаются плисси­
ровке. В производственных условиях ткань подготавливают по
периодическому и непрерывному способам.
* Киралон В -— смесь неионогенных и анионоактивных ПАВ.
68
Т абл и ц а
Режим отбеливания смешанных тканей (П АН -волокно +
О перация, оборудование
Р ец еп т
Промывка в машине народного пред­
приятия «Текстима» (Г Д Р ), модуль
ванны 5
40 л питающего
раствора: диталан OTS —
40 г/л , превоцел — 10 г/л
м алая вода, модуль ванны 7
средняя вода, модуль ванны 8
большая вода, модуль ванны 12
Х лорирование -в машине МКП-Ш
наполнение барки водой, введение
серной кислоты
введение натриевой соли дихлоризоциануровой кислоты
Промывка, антихлорирование
Промывка водой
Обработка метабисульфитом натрия
3 % от массы
ткани до р Н = 2
4 % от массы
ткани
К альцинирован­
ная сода (до
р Н = 9 . . . 9,5),
пергидроль —
1 г/л
17
ш ерстяное)
Время,
мин
Темпера­
тура, °С
40
40—50
50
30
30
35—45
25—35
15—25
20
20
10
20—25
20—30
20—25
20
10
20—25
50
30
30
3 % от массы
ткани
Промывка теплой водой
О бработка по непрерывному способу проводится на агрегате,
состоящем из шести промывных ванн. В первых ваннах содер­
ж атся ТВВ (0,4— 1 г/л) и кальцинированная сода (0,2—0,3 г/л).
Температура обработки во всех ваннах 80 °С. В последующих
двух ваннах ткань промывается теплой и холодной водой. Ско­
рость обработки на агрегате до 40 м/мин.
Рекомендуемый Ц Н ИХ БИ порядок подготовки хлопколавса­
новых тканей с использованием машин периодического действия
(красильно-роликовых) приведен ниже.
1. Расш лихтовка в растворе ТМС (1—2 г/л) при темпера­
туре 40—50 °С в два прохода с последующей промывкой горя­
чей водой в два прохода.
2. Обработка раствором серной кислоты (3 г/л) при темпе­
ратуре 40—50 °С в течение 30 мин с последующей промывкой
водой.
3. Обработка раствором, содержащим, г/л:
Перекись водорода (100 % -ная)
Едкий натр (100 %-ный)
С иликат натрия (100 %-ный)
П репарат ТМС
2,5—3
3
3
0,5
Обработку ведут при температуре 90—95 °С в течение 1,5 ч
с последующей промывкой горячей и холодной водой.
69
4.
О бработка в растворе оптического отбеливателя (1—2 %
от массы ткани) в течение 30 мин при температуре 95— 100 °С.
Д алее ткань высушивается на сушильно-ширильной машине и
подвергается термофиксации нагретым воздухом при тем пера­
туре 180— 200 °С в течение 30 с.
Хлопколавсановое трикотажное полотно перед крашением
дисперсными и прямыми красителями предварительно подвер­
гают отвариванию в барке в растворе, содержащем 0,5 г/л кал ь­
цинированной соды и ПАВ, с последующей тщательной про­
мывкой.
Полушерстяное трикотажное полотно с лавсановым волок­
ном (5 0 :5 0 ), предназначенное для ворсовых спортивных изде­
лий, перед крашением обрабатывают в жгутовой барке (10—
14 кусков полотна) в растворе, содержащем 0,5 г/л препарата
ТМС, сначала при температуре 40 °С, затем ванну нагревают
до кипения и отваривают в ней полотно в течение 20 мин с по­
следующей промывкой и расхолаживанием ванны до темпера­
туры 40 °С, после чего начинают процесс крашения кислотными
и дисперсными красителями.
Полотно из хлопчатобумажной и ворсовой лавсановискозной
или нитроновой пряжи отваривают в течение 30 мин при темпе­
ратуре 85— 90 °С в ванне, содержащей 1 г/л смачивателя
(ТМС), после чего промывают теплой и холодной водой. З а ­
тем следует крашение.
Г Л A B A III
ОБЩ ИЕ ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
КРАШЕНИЯ СИНТЕТИЧЕСКИХ ВОЛОКОН
Общепринято рассматривать процесс крашения
текстильных материалов как самопроизвольный переход моле­
кул или ионов красителя из раствора на волокно.
С физико-химической точки зрения процесс крашения пред­
ставляет собой неразрывное единство его основных стадий: диф­
фузии красителя в растворе к поверхности волокна; адсорбции,
или поглощения, красителя наружной поверхностью волокна;
активированной диффузии красителя из поверхностного слоя
в толщу элементарного волокна; последующей фиксации, или
закрепления, красителя на внутренней поверхности волокна.
Все указанные стадии процесса крашения проходят одновре­
менно, но не с одинаковыми скоростями. Состояние волокнистого
субстрата и красителей в красильном растворе, их сорбционная
активность по отношению к полимеру оказывают существенное
влияние на способность красителя перемещаться внутри во­
локна. В этой связи следует считать, что стадией, определяю­
щей скорость процесса крашения в целом, является активиро­
ванная диффузия красителя внутри волокна с фиксацией его
70
в волокне. Это в свою очередь указывает на то, что все ки­
нетические явления в крашении могут быть выражены через
коэффициенты диффузии красителей внутри волокна.
Б. Н. Мельниковым было установлено, что диффузия кр а­
сителя внутри волокна является процессом перемещения ча­
стиц красителя, чередующимся с остановками их вблизи актив­
ных центров волокна. Длительность этой стадии определяется
плотностью упаковки макромолекул волокна, малой величиной
аморфной зоны волокна, микроскопических и субмикроскопических пор, а такж е сложностью их конфигурации, наличием
сродства красителей к данному полимеру, задерж кой красите­
лей в местах сорбции и торможением их перемещения внутри
волокнистого материала. Из этого следует, что физическая
структура волокна является главным препятствием при прони­
кании красителя внутрь субстрата. Однако при прочих равных
условиях и близких характеристиках физической структуры во­
локон особо выделяется фактор, влияющий на скорость краш е­
ния,-— сродство красителя к волокну. Другие стадии процесса
крашения такж е являются важными и оказывают существенное
влияние на весь процесс в целом, в том числе и на диффузию
красителя в волокне, особенно при непрерывном крашении.
Кроме того, следует отметить, что роль каждой из перечис­
ленных стадий определяется прежде всего условиями проведе­
ния процесса крашения, природой красящего вещества и окра­
шиваемого волокна, а такж е средой, в которой осуществляется
этот процесс.
Б. Н. Мельников рассматривает модель кинетики процесса
крашения не на предположении о наличии мгновенного уста­
новления сорбционного равновесия на границе волокно — рас­
твор красителя, а с учетом конечной скорости крашения. С уче­
том этого весь процесс крашения разделяется только на три
стадии. В I стадии происходит адсорбция красителя поверх­
ностью волокна с одновременной диффузией внутрь его до того
момента, когда концентрация красителя в адсорбционном (гра­
ничном) слое достигнет равновесного значения, т. е. за опреде­
ленный промежуток времени. Во II стадии протекает диффузия
красителя до центра волокна. В III стадии наблю дается диф­
фузия красителя в волокне до момента установления равновес­
ной концентрации во всем объеме волокна. Как видно, эта мо­
дель не рассматривает процессы диффузии и конвективного пе­
реноса красителя из раствора к поверхности волокна.
Формирование теоретических основ крашения волокнистых
материалов зиждется на многочисленных и глубоких исследова­
ниях стадий процесса крашения, кинетики крашения и влияния
на них свойств растворов красителей; поведения волокнистых
материалов как объекта крашения в разнообразных условиях
крашения; молекулярного строения красителей и их красящей
способности; природы сил, удерживающих краситель на
71
волокне, и поведения красителей в волокне, путей интенсификации
отдельных стадий процесса крашения; возможности использо­
вания для крашения среды органических растворителей; паро­
вой и газовой сред и др.
В современных условиях и в ближайшей перспективе доми­
нирующее положение сохранят непрерывные и термофиксацион­
ные технологические схемы процессов крашения синтетических
волокон. Развитие термических способов крашения идет по пути
наращивания температуры фиксации красителей волокном. Р а с ­
ширяются варианты физических воздействий на окрашиваемое
волокно — высокие температуры и электрические поля, при ко­
торых акт фиксации красителя волокном в ряде случаев пере­
стает лимитировать длительность процесса крашения в целом.
В этих условиях существенное значение приобретают вопросы
устойчивости красителей и волокнистых материалов. Молено,
например, отметить, что высокоскоростные приемы крашения
требуют предварительного прогрева или вакуумирования т к а ­
ней и др.
В случае совершенствования периодических способов краше­
ния используются высокие температуры, различные интенсификаторы, снижение модуля ванны (пенное крашение), повыше­
ние циркуляции красильного раствора, новые способы фикса­
ции красителей на волокнах и др.
Однако применение новых методов, приемов и средств для
совершенствования технологии крашения не изменило и вряд
ли в обозримом будущем принципиально изменит физико-химическую сущность основных процессов крашения. Отличитель­
ной особенностью крашения любого волокнистого материала
или изделия из него как физико-химического гетерогенного про­
цесса является то обстоятельство, что крашение всегда проте­
кает с участием твердой фазы в виде волокнистого материала
и раствора или дисперсии красителя. Поэтому краткое описа­
ние состояния волокон и красителей в растворе и в процессе
крашения предшествует описанию указанных выше основных
четырех стадий процесса крашения.
Синтетические волокна обладают соответствующей химиче­
ской и физической структурой, необходимой для прочной фик­
сации красителя. Синтетические волокна, не обладая сформиро­
вавшейся системой субмикроскопических пор, содержат соответ­
ствующие активные центры, способствующие сорбированию
красителя в количествах, обеспечивающих необходимую интен­
сивность окраски. Проницаемость молекул или частиц краси­
теля в систему субмикроскопических пор обеспечивается рядом
операций подготовки и условиями процесса крашения волокон,
так как в исходном состоянии они практически лишены субми­
кроскопических пор и свободного объема, необходимого для
размещения молекул красителя, например размер пор гидро­
фобного синтетического волокна составляет меньше 0,2 нм. Без
72
создания специфических условий для полимера краситель в та ­
кие поры не войдет.
Выбор класса и групп красителей для данного волокнистого
материала производится с учетом его физико-химического строе­
ния, природы потенциальных активных центров, их доступности
в процессе крашения, величин сродства красителей к этим ак­
тивным центрам, сил, удерживающих краситель на волокне, и
других факторов. Помимо химического строения важное значе­
ние имеют степень кристаллизации, ориентации макромолекул,
пористость, термические характеристики, влагопоглощение, на­
бухание, поверхностный за р яд волокна. Следует подчеркнуть,
что большинство из этих свойств не остаются неизменными
в процессе крашения или отдельных его стадий, особенно в ус­
ловиях фиксации красителей.
Химическое строение полимера, сополимера предопределяет
сродство красителя к волокну, поскольку функциональные
группы элементарных звеньев, концевые и боковые группы м а­
кромолекул являются потенциальными активными центрами, на
которых и происходит физическая или химическая сорбция кра­
сителя. Наиболее богаты активными группами или центрами сополимерные ПАН-, ПА-волокна, наиболее бедны — полиолефиновые волокна (табл. 18).
Физическая структура волокон, определяющая доступность
активных центров красителю, имеет не меньшее, а порой более
важное значение, чем химическое строение волокна. Например,
в полиэфирных волокнах содержится значительное количество
полярных — СОО—С— эфирных групп, способных образовы­
вать водородные связи с соответствующими донорно-акцепторными группами дисперсных красителей. Однако последние окра­
шивают эти волокна только при температурах выше темпера­
туры стеклования волокна ( — 100 °С), когда в результате
изменений в физической структуре становятся доступными для
красителя эти активные центры. Повышение температуры обра­
ботки способствует восприимчивости гидрофобных волокон
к красителям за счет расстекловывания полимера, которое со­
общает макромолекулам волокна способность смещаться, а сле­
довательно, и образовывать в аморфных областях свободные
пространства, достаточные для прохода через них молекул или
частиц красителя. Так, волокно лавсан при температуре 25 °С,
когда оно находится в застеклованном состоянии, практически
недоступно для красителей и ими не окрашивается. Однако при
температуре 100 °С, т. е. близкой к началу расстекловывания
макромолекул полиэфирного волокна, начинает реально ощу­
щаться и диффузионный процесс, но коэффициент диффузии не
превышает 10-12— 10-13 см2/с. При температуре 150— 230 °С,
когда расстекловывание практически заканчивается, коэффи­
циент диффузии резко возрастает и характеризуется значени­
ями порядка 10-10— 10-9 см2/с, т. е. в сотни и тысячи раз выше.
73
А к ти в н ы е ц ен тр ы в м акр о м о л еку л ах во л о кн о о бр азу ю щ и х полим еров,
Волокна
Полиамидные
(алифатиче­
ские, ароматические)
Строение активн ых центров
-СООН; — N11,; —СОЫН—;
уГЛ
Полиуретановые
ЫН2;
—ЫН—С—О—
о
Полиэфирные
Полиакрилонитр ильные
-с -о -с
II
- ( С Н 2) „ -СООН; —БОзН; - О —БОдН;
^ЫН; —ОН; —ЫНа
—СН2—СН—
I
сы
Поливинил спиртовые
—ОН; О—СН20 —
—СН2—СН
I
он
Полиолефиновые
—СН2-С Н „ —
—С Н ,—СН—
Таблица
18
на которых фиксируются красители различных классов
Типы связей красителей
с волокном
К лассы красителей
Кислотные,
металлоком­
плексные, активные, дис­
персные
Ионные, водородные Вандер-Ваальсовы,
координа­
ционные, гидрофобные, ко­
валентные
То же
То же
Дисперсные
Водородные,
Ван-дерВаальсовы, гидрофобные
Катионные,
дисперсные
Прямые,
персные
кислотные,
активные,
Дисперсные,
дис­
специальные
Ионные, водородные, Вандер-Ваальсовы
Водородные, ковалентные
Водородные,
Ван-дер-Ваальсовы, координационные
Электрические свойства внешней поверхности волокон,
прежде всего знак и величина поверхностного заряда, ответ­
ственны за кинетику и термодинамику поверхностной сорбции
молекул и ионов красителей. Чем выше поверхностный заряд
волокна и одноименный заряд частицы красителя, тем выше по­
тенциальный барьер, который необходимо преодолеть краси­
телю для сорбции на внешней поверхности волокна. Н а поверх­
ности синтетических волокон потенциальный барьер достигает
такой величины, что в нормальных условиях возможность при­
ближения любого отрицательного иона к волокну исключается.
Ниже приведены значения электрокинетического ^-потен­
циала некоторых волокон.
Волокно
Полиамидное
ПВС »
ПАН (гомополимер)
ПАН (сополимер)
ПЭТФ (лавсановое)
Е. мВ
Д о — 60
От — 125 до — 45
От — 80 до —37
От + 5 до —65
Д о — 65
В этой связи необходимо учитывать не только особенности
химического строения, но и факторы, ответственные за форми­
рование в первые секунды крашения граничного адсорбцион­
ного слоя красителя на поверхности волокна. При погружении
волокнистых материалов в воду или водные растворы электро­
литов малых концентраций в результате первичной адсорбции
молекул воды или ионов нейтрального электролита на границе
раздела фаз возникает двойной электрический слой (ДЭС)
ионов, в котором далее протекают процессы вторичной или об­
менной адсорбции ионов. Известно, что ДЭС, или возникнове­
ние заряда на поверхности, можно объяснить специфической
адсорбцией ионов поверхностью твердой фазы, или диссоциа­
цией поверхностных электрически активных (ионогенных) групп,
входящих в состав макромолекул волокнообразующего поли­
мера, или, наконец, ориентацией дипольных молекул, входящих
в состав жидкой фазы. В последнем случае образуется дипольный ДЭС на поверхности твердой фазы.
На поверхности волокон в реальных условиях их крашения
могут наблюдаться все три указанных механизма возникнове­
ния ДЭС. Изучение электрокинетических свойств синтетических
волокон (ПА, ПАН, ПЭ, ПВС и др.) показало, что после обра­
зования ДЭС взаимодействие волокон с ионами красителей,
находящимися в растворе, представляет собой вторичную а д ­
сорбцию или ионообмен, приводящий к изменениям в ДЭС.
С одной стороны, изменяется качественно и количественно со­
став адсорбционной части внешней обкладки за счет, например,
адсорбции окрашенных катионов красителя (в случае ПАН-волокна), приближение которых обусловлено электрическими си­
лами взаимодействия между отрицательно заряженной поверх­
75
ностью волокна и положительно заряженным ионом катионного
красителя
(Икр - к н 3
+с г-
К кр - ы н3
+ + С 1-).
С другой стороны, повышение концентрации ионов в растворе,
в том числе ионов электролитов ЫаС1, СаС12 и др., приводит
к сжатию диффузной части ДЭС, благодаря чему ионы краси­
теля могут приближаться на такие близкие расстояния к по­
верхности волокна, когда начинает проявляться действие сил
специфической адсорбции ионов, молекул или частиц, в том чи­
сле заряженных одноименно с поверхностью волокна. И в том и
в другом случае адсорбция изменяет состав адсорбционной ч а­
сти ДЭС, что отражается на изменении величины и знака ^-по­
тенциала и на дальнейшем ходе процесса адсорбции на волокне.
Наиболее часто для регулирования величины и влияния £потенциала волокон в процессах крашения используют добавки
в красильную ванну текстильных вспомогательных веществ,
электролитов или изменяют pH красильной ванны. Многочис­
ленными исследованиями установлено, что изменение ^-потен­
циала текстильных волокон в растворах нейтральных электро­
литов и при изменении pH раствора носит сложный характер.
Данные об изменении ^-потенциала волокон при различных тем­
пературах показали, что по мере повышения температуры в ин­
тервале 20— 100 °С резкого уменьшения положительного или
отрицательного значения ^-потенциала не наблюдается.
Детальное исследование электрокинетических свойств по­
верхности различных натуральных и синтетических волокон
в воде и водных растворах электролитов с целью установления
корреляции между электрокинетическим потенциалом и поведе­
нием волокон в крашении и других химических процессах пока­
зало, что ^-потенциал оказывает существенное влияние на х а ­
рактер адсорбции химического реагента твердой волокнистой
фазой. И если технологический процесс, особенно по непрерыв­
ной схеме, построен без учета этого влияния, то электрокинетические свойства поверхности волокна могут оказать решаю­
щее влияние на конечный результат всего процесса крашения.
Способность набухать, поглощать влагу и сорбировать р а з­
личные реагенты, в том числе и красители, определяется не
только химическим строением, но и тонкой надмолекулярной
структурой волокна. Диффузия и сорбция красителя, других
реагентов ограничиваются аморфными областями, не затраги­
вая кристаллических областей. Надмолекулярная структура во­
локна оказывает значительное влияние на такие свойства, как
величина внутренней поверхности, пористость, способность набу­
хать, поглощать влагу и термические свойства, которые в свою
очередь играют важную роль в сорбции и фиксации красителей
волокном. Д л я увеличения скорости диффузии, например, дис­
персных красителей в полиэфирное волокно применяются агенты
76
Т а б л и ц а
19
С вой ства раство р и тел ей
Свойства
Вода
Э танол
ТХЭТ
ТХЭ
П ХЭ
Вязкость, П а-с-10-1
Плотность, кг/м3
Температура кипения, °С
Стоимость,
относительные
единицы
Растворимость в воде, мг/кг
Температура вспышки, °С
pH
ПДК, мг/м3
1
1
100
1
1,2
0,81
78,4
850
0,79
1,34
74,1
1500
0,54
1,63
86,9
750
0,84
1,63
121,2
750
оо
500
537
8
535
1100
410
8
500
100
_
—
9
—
425
7
1900
—
7,6
670
(переносчики, ускорители крашения), вызывающие набухание
волокна. К ним относятся гидрофильные (фенол, бетанафтол,
резорцин, салициловая кислота и др.) и гидрофобные (бензол,
дифенил, некоторые замещенные ароматических углеводородов
и др.) вещества. Небольшие добавки этих веществ в красиль­
ную ванну скорее способствуют набуханию волокна, чем уско­
ряют процесс крашения, по завершении процесса введенные ве­
щества удаляются с волокна промывкой.
В крашении и отделке текстильных материалов в качестве
жидкой фазы в настоящее время рекомендуется использовать
самые различные органические растворители, в том числе хло­
рированные углеводороды: трихлорэтилен (ТХЭ), трихлорэтан
(ТХЭТ), перхлорэтилен (ПХЭ) и др. Сопоставление свойств
наиболее распространенных растворителей, воды и этанола
в нормальных условиях приведено в табл. 19.
С позиций крашения немаловажную роль играет способ­
ность органических растворителей быстро и эффективно см а­
чивать гидрофобные полимерные материалы, что обусловлено
значительно меньшим (в 2—3 раза) по сравнению с водой по­
верхностным натяжением растворителей. При исследовании
смачиваемости текстильных материалов органическими раст­
ворителями и водными растворами поверхностно-активных ве­
ществ оказалось, что, несмотря на равное поверхностное натя­
жение, органические растворители проникают в волокнистый
материал и смачивают его быстрее, чем водные растворы.
При диффузии растворителя внутрь полиэфирного волокна
происходит активный процесс сольватации макромолекул по­
лимера, вследствие чего повышается подвижность его структур­
ных элементов, развиваются релаксационные процессы, увели­
чивается доступность внутренней поверхности гидрофобного
волокна. Взаимодействие полимера и растворителя в широком
интервале температур отражается на степени его кристаллично­
сти. При этом вследствие пластификации волокна под влиянием
растворителя происходит значительное увеличение удлинения
77
волокна при разрыве; существенных изменений в показателях
прочности волокна при этом не наблюдается. Однако элект­
ронно-микроскопические исследования поверхности полиэфир­
ного волокна свидетельствуют о том, что на абсолютно гладкой
поверхности его после обработки трихлорэтиленом обнаружи­
ваются четко обозначенные щели. После действия кипящего р а ­
створителя ПХЭ (температура 121,2 °С) в течение ГО ч объем
пор возрастает на 22,5 % по отношению к необработанному во­
локну, на волокне появляются различно направленные харак­
терные складки.
С увеличением пористости волокна увеличивается и субмикроскопическая поверхность его. Органические растворители
действуют на гидрофобные волокнообразующие полимеры так
же, как вода на гидрофильные волокна (хлопковое, шерстяное).
Проникая внутрь структуры этих волокон, они обеспечивают
эффективное и обратимое их набухание, сопровождающееся об­
разованием развитой системы субмикроскопических пор, вполне
достаточных для диффузии 'молекул красителя и размещения
их в свободных объемах надмолекулярной структуры волок­
нистого материала. Так, при крашении лавсанового волокна
в среде метиленхлорида при температуре 2 5 °С коэффициент
диффузии красителя в волокно равен 10-9 см2/с, т. е. такой же,
как и при тепловой активации лавсанового волокна (темпера­
тура 200—220 °С).
Д л я удаления из синтетических волокон сорбированных р а ­
створителей используют сушку под вакуумом, обработку го­
рячим воздухом и водяным паром, а при обработке полиэфир­
ных волокон — комбинацию обеих обработок или кратковремен­
ную термофиксацию при температуре, близкой к 200 °С.
Характер структурных изменений, происходящих в волокне
в процессе сухого высокотемпературного прогревания (темпе­
ратура 180—200 °С), используемого с целью фиксации крася­
щего вещества на текстильном материале по термозольному
способу, во многом тождествен тем превращениям, которые
происходят при термофиксации волокна и изделий из него.
Одним из основных свойств практически всех термопластич­
ных синтетических волокон является способность их структуры
к стабилизации под действием тепла. В интервале температур
100—200 °С с повышением температуры обработки усадка ни­
тей в кипящей воде уменьшается почти линейно (0,13 % на
1 °С), теплостойкость волокон повышается, угол смятия умень­
шается, а прочность нити в петле увеличивается. После термо­
фиксации плотность волокна, степень его кристалличности и
размер кристаллитов увеличиваются; одновременно изменяются
сорбционные свойства и диффузионная проницаемость волокна
по отношению к красителям и другим химическим препаратам.
При повышении температуры термообработки до 180 °С
в полиэтилентерефталате возрастает число мелких кристалли78
тов, при температуре 220 °С за их счет растут крупные к р и с т а л ­
литы с образованием больших пор, доступных д ля диф ф узии и
адсорбции дисперсных и других красителей.
СОС Т ОЯ Н ИЕ КР А С И Т ЕЛ Е Й В РАСТВОРАХ
Н а взаимодействие красящ и х веществ с волокном
при его окраш ивании существенное влияние оказы ваю т р ас т в о ­
римость и состояние в водных и неводных растворах к р а с и ­
телей.
Р аствори м ость красителей зав и си т от их молекулярной
структуры, т. е. от величины относительной молекулярной
массы и соотношения гидрофобной и гидрофильной частей
в м олекуле красящ его вещества. Н а л и ч и е в молекуле краси тел я
таких гидрофильных групп, к а к сульфо-, окси-, карбокси льн ы х
и др., способствует переходу к р а си тел я в раствор; на р ас тво р и ­
мость красителей в воде существенное влияние о к а з ы в а е т в з а ­
имное располож ение указан ны х групп. О б разован и е внутримо­
л екулярны х водородных связей, увеличение относительной мо­
лекулярной массы уменьш аю т растворимость к раси тел я в воде.
Хорошо известно «вы саливаю щ ее» действие н ейтральны х эл е к т­
ролитов, и наоборот, так ие гидротропные вещества, к а к моче­
вина и др., резко повышают растворимость красителей.
Д руги м средством повышения растворимости красителей яв­
ляется введение е раствор гидрофильных органических р ас тв о ­
рителей и поверхностно-активных веществ, действие которых
весьма специфично. Они образую т с красителями растворимы е
комплексы или индуцируют их растворимость вследствие воз­
никновения малоустойчивых сольватов.
К ак отмечает Б. Н. М ельников, по современным п р ед став ­
лениям растворы красителей в общ ем случае п редставляю т со­
бой переходные полидисперсные системы, зан и м аю щ и е проме­
жуточное положение меж ду истинными и типично коллоидными
растворами. Н а р я д у с молекулярно- и ионнодисперсной ф р а к ­
циями в них присутствует и коллоиднодисперсная ф р ак ц и я , со­
ст о я т,а я из агрегатов молекул или ионов красителей. М еж ду
истинно- и коллоидно-растворимой частями краси теля сущ ест­
вует подвижное равновесие. С ледовательно, чем вы ш е гидрофнльность красителя, о п р ед ел яе м ая его м олекулярной стр ук­
турой, тем б ли ж е его состояние в водной среде п риб ли ж ается
к истинным растворам. И наоборот, проявление в той или иной
степени гидрофобных свойств способствует о б разован ию р а с т ­
воров, п рибли ж аю щ и хся по своим свойствам к коллоидным.
О днако на состояние краси тел я в растворе большое влияние
о ка зы в аю т внешние условия, такие, как концентрация к р а си ­
теля, тем пература раствора, сод ерж ан ие постороннего э л е к т ­
ролита в растворе, наличие или отсутствие в нем ТВВ, раство­
рителей и других добавок, используемых в процессе крашения.
79
Д а н н ы е о растворимости и влиянии отдельных ф акторов и ко м ­
понентов красильной ванны на состояние кр аси тел я в раство ре
позволяют предопределить скорость процесса в целом и его
конечный результат.
В н астоящ ее врем я установлено, что краш ение гидрофобных
синтетических волокон дисперсными красителям и происходит
главны м образом вследствие сорбции волокном частиц, которые
по своим р азм ер ам равны или близки к р азм ер ам молекул. П о ­
вышение концентрации красителя, и особенно электро л и та
(хлористого натрия и д р .), неизменно приводит к повышению
степени агрегации красителя в
растворе. В противоположность
действию нейтральны х э л е к т р о ­
литов органические растворители
повышают растворимость и сте­
пень дисперсности красителей в
растворе, создают вокруг частиц
сольватные оболочки и сн и ж аю т
его электрический зар я д , на что
у ка зы в ае т снижение эле к т р о ф о ­
ретической подвижности.
Повышение температуры всег­
д а влечет з а собой д испергирова­
ние частиц в растворе. К роме то ­
20 40 60 80 то 120 МО 760
го, сам волокнистый м атер и ал в
Температура, °С
процессе
крашения
ока зы в ае т
влияние на состояние красителя
Рис. 6. Зависимости растворимо­
сти красителя метилового оран­
в растворе. Волокно поглощ ает
жевого ( 1 ) и дисперсного крас­
из раствора, к а к правило, только
ного 2С (2) от температуры
молекулы или ионы. Уход их из
водной ф азы н ар уш ает состояние
подвижного равновесия в статическом распределении окраш ен ­
ных частиц по р азм ерам и приводит к распаду крупных а г р е ­
гатов на более мелкие, вплоть до молекул или ионов. Теперь
известно, что природа сил, вы зы ваю щ их ассоциацию красителя,
является во многом аналогичной тем силам, которые действуют
меж ду волокном и красителем и вызы ваю т их избирательную
сорбцию из раствора волокнистыми м атери ал ам и в процессе
крашения. Это силы водородной связи электростатического при­
тяж ения, а т а к ж е меж м олекулярны е силы В ан -д ер-В аальса и
дисперсионные силы.
К оллоидная растворимость ионных красителей в воде, х а ­
рак тер и зу ю щ ая ся в интервал е тем ператур 20— 50 °С правилом
осадков, при повышении температуры , а т а к ж е при введении
в водный раствор ги дрофильны х органических растворителей
уступает место истинной молекулярной растворимости. Х а р а к ­
тер процесса растворения ионных красителей в принципе не
отличается от х ар а к т е р а растворени я неионных красителей, об80
разую щ их в воде типичные коллоидны е системы, в которых о д ­
новременно присутствуют мономерные молекулы и частицы
красителя различной степени дисперсности. Р азл и чн ы лиш ь
абсолютные величины насыщения и значения нижнего предела
температур перехода красителя из агрегированного состояния
в состояние м олекулярной степени дисперсности (рис. 6).
Д ан н ы е о влиянии тем пературы на растворимость о тд ел ь­
ных дисперсных красителей в воде представлены в табл. 20.
Р езко е увеличение растворимости и степени дисперсности
красителей в воде при тем пературе выше 100 °С приводит к у в е ­
личению рабочей концентрации краси тел я в красильной ванне,
что весьма благоприятно о т р аж ает с я на конечном результате
краш ения, особенно при использовании специальных способов
краш ения, предусматриваю щ их кратковременны й контакт к р а ­
сильной ванны с волокном.
Однако при высокотемпературных способах крашения осо­
бое значение приобретает вопрос о склонности окраш енных
молекул к тепловой деструкции в водной среде.
Р астворимость красителей яв л яется одним из основных ф а к ­
торов, определяю щ их поведение их в водной среде. РаствореТ аблица
20
Данные о влиянии температуры на растворимость отдельных дисперсных
красителей в воде
о
и
Н
П оказатель
он
0
и
У
о
У
}
]1
он
ш ,
0
он
Температура, °С
100
125
20
60
70
80
90
100
125
Растворимость, мг/л
17,6
62,5
0,2
2,8
4,5
5,7
12,8
39,6
153
П родолж ен и е
Р а с т в о р и м о с т ь , м г /л
0 ,1
0 ,3 4
0 ,7 1
0
0
0 ,0 0 1
81
ние красителей является следствием гидратации (в общ ем
случае сольватации) ионов или молекул красителей м ол ек у ­
л ам и растворителя. П оскольку большинство водорастворимых
красителей пред ставл яю т собой типичные электролиты, то по
отношению к ним применимы и те общие закономерности, к о ­
торые оп ределяю т поведение неорганических и органических
ионов в водных растворах. С огласно современным п р ед став ­
лениям сольватируемы й ион или м олекула растворяем ого
вещ ества вместе с несколькими б л и зл еж ащ и м и молекулами р а ­
створителя об р азую т единую систему с собственной эл е ктр о н ­
ной структурой. П род укт взаи м одей ствия — сольватный ком п­
л е к с — переходит в растворитель, об р азу я раствор.
Р аствори м ость красителей в воде зави си т от их специфиче­
ских свойств, и пр еж д е всего от н аличия в составе м олекулы
красителей групп, способных к диссоциации. В табл. 21 п ри ­
ведены д ан ны е о влиянии ионизирующих групп на р аствори ­
мость органических красителей в воде.
Сольватация неионизированных полярных группировок к р а ­
сителя (включенных в углеводородный скелет органической
Т аблица
Данные о влиянии ионизирующих групп на растворимость органических
красителей в воде
Дисперсны е красители
{ 3
82
“ М=К^
3
_М (СН3)2
0,3
8
о
00
о
О
о<м
С тр у к ту р н ая формула
о
Р астворим ость, г/л , при тем пературе
21
П р о д о л ж е н и е
Кислотные краси тели
Растворимость, г/л , при тем пературе
С тр у к ту р н ая формула
ЛтаО,,3—С
у -к = Ы —
25 °С
65 °С
5
95
25
185
45
200
ОН
ы =к- ■
\
803Ыа
молекулы) влияет на конечный р е зу л ь тат процесса растворения
красителей в воде в зависимости от тем пературы (см. табл. 21).
Увеличение концентрации кр а си тел я в растворе и особенно
введение в него постороннего электрол и та (ЫаС1, Ы а г 5 0 4 и др.)
см ещ аю т подвижное равновесие м е ж д у ионами, м олекул ам и
кра си тел я и их ассоциатами в сторону во зр астани я разм еров
ассоциатов и снижения содерж ан ия в раствор е наиболее п о л е з­
ных д л я процесса краш ения ионов и отдельных молекул к р а ­
сителя.
В этом случае резко п о давл я ется диссоциация полярных
групп, например сульфогрупп в м о л екуле красителя, сн и ж ается
одноименный з а р я д ионов красителя, осл аб еваю т силы их в з а ­
имного о тталкиван и я.
Однако при наличии в водных рас тво р а х красителей ТВВ
и некоторых гидрофильны х органических растворителей п р о­
цесс о б разо в ан и я ассоциированных частиц красителей з а т о р ­
м а ж и в а е т с я д а ж е при высоких концентрациях их в растворе
и при введении в него нейтрального электролита.
Существенное изменение свойств растворов красителей при
введении в красильную ванну ТВ В , различны х гидрофильных
83
органических растворителей и гидротропных веществ о б ъ я с­
няется внедрением молекул органического раствори теля или
гидротропного вещ ества в крупные агрегаты анионов кр а си те­
лей и образован ием довольно прочных сольватных комплексов
из молекул кр а с и т е л я и гидрофильного органического р ас т в о ­
рителя, которы е и п риводят к резкому снижению степени ас­
социации окраш енны х частиц и увеличению их диффузионной
подвижности в растворе.
При формировании непрерывных способов кр аш ен и я тканей
из синтетических волокон вопрос о растворимости дисперсных
красителей приобретает особо в аж н о е значение, т а к к а к в этом
случае растворимость к р асящ их веществ яв л яе тся одним из
реш аю щ их ф акто ро в не только д л я получения насыщенных от­
тенков, но и д л я достиж ения высокой скорости крашения.
С вязь м е ж д у скоростью краш ен и я гидрофобных синтетиче­
ских волокон, оцениваемой по половинному времени н а к р а ш и ­
вания ( / 1/ 2), и растворимостью дисперсных красителей в воде
м ож ет быть в ы р а ж е н а следующей эмпирической зависимостью:
¿1/2= 1 3 - 1 0 - 10/ ( С вО ),
где Св — растворимость красителя в воде; О — коэффициент диффузии кра­
сителя в волокне.
Хотя уравн ен ие и не о тр аж ает, строго говоря, физического
смысла процесса, практи ч еск ая значимость его состоит в том,
что с его помощью мож но ориентировочно определить необхо­
димый уровень повышения концентрации кр аси тел я в растворе,
с тем чтобы достичь зад ан н ой скорости краш ения.
П овы ш ение растворимости, или солю билизации, дисперсных
красителей в присутствии поверхностно-активных веществ от­
носится к типу коллоидного растворения. Анионоактивны е и не­
ионогенные ТВВ, к а к правило, в десятки и сотни р аз у вели чи ­
ваю т растворимость дисперсных красителей в воде. О днако не­
которые из них могут сн и ж ать стабильность красильной ванны,
особенно при высокотемпературном крашении. С олю билизирую ­
щ а я способность ПАВ увеличивается с ростом их концентрации
в растворе. С ледует однако отметить, что с увеличением кол и ­
чества вводимого ПАВ или д испергатора у д ел ьн ая солю били­
зац и я краси телей п овы ш ается до определенного п редела. П о ­
стоянство величины удельной солю билизации связы в ае тся с по­
стоянством р а зм е р а мицелл поверхностно-активного вещ ества,
образуем ы х в области концентраций, превы ш аю щ их критичес­
кую концентрацию м и ц ел л ообразо вани я (К К М ). Е сли ж е из­
менить структуру об р азо в ав ш и х ся мицелл, то солю билизирую ­
щ а я способность ПАВ м ож ет резко возрасти.
К ол ло и д н ая растворимость металлоком плексны х кр а си те­
лей типа 1 :2 в воде при разн ы х концентрациях к р а си тел я и
соответствующих тем п ерату рах п редставлен а на рис. 7 и 8.
П олученные д ан ны е подтверж даю т, что кол л о и дн ая раствори84
мость дисперсных металлоком плексны х красителей зави си т от
со д ерж ан и я красителей в ванне и увеличивается с увеличением
их концентрации.
Так, при тем пературе 40 °С н аи более высокая кол л о и д н ая
растворимость (51 • 10~4 г - м о л ь /л ) н аб лю д ается у дисперсного
бордо 4 С М П (при концентрации к р аси тел я в начальной ванне
5 г /л ), а н аи более низкая (0,7- 10-4 г - м о л ь /л ) — у дисперсного
ж елтого К М П (при той ж е концентрации краси тел я в н а ч а л ь ­
ной ванне).
I
I
Н а ч а л ь н а я концент рация,
г-м оль/(л-10~4}
Н ачальная кон ц ен т рац и и ,
г-м оль/(л -/0-*)
Рис. 7. Зависимость коллоидной
растворимости в воде при тем­
пературе 40 °С от начальной кон­
центрации дисперсных
металл­
содержащих красителей:
Рис.
8. Зависимость коллоидной
растворимости в воде при темпера­
туре 100 °С от начальной концент­
рации дисперсных
металлсодержа­
щих красителей:
1 — бордо 4 СМП; 2 — красного СМП;
3 — серого
СМП;
4 — оранжевого
Ж М П; 5 — оранжевого МП; 6 — ж ел ­
того КМП
1 — красного СМП; 2 — бордо 4 СМП; 3 —
желтого КМП; 4 — серого СМП; 5 — оран­
жевого Ж М П; 6 — оранжевого МП
С повышением тем пературы ко л л о и дн ая растворимость всех
красителей увеличивается. Н аим еньш ей растворимостью при
тем пературе 100 °С о б л а д а ет дисперсный оранж евы й М П , од­
нако его ко л л о и дн ая растворим ость изменяется от 2,4 X
Х Ю ~ 4 г - м о л ь / л при тем пературе 40 °С до 5,6• 10-4 г - м о л ь /л
при температуре 100 °С, т. е. увеличивается в 2,3 р а за . З н а ч и ­
тельно увеличивается кол л ои дн ая растворимость дисперсного
ж елтого К М П : от 0,7• 10-4 г - м о л ь / л при температуре 40 °С до
61 • 10-4 г - м о л ь / л при тем пературе 100 °С, т. е. увели чи вается
в 87 р аз (при начальной концентрации 5 г/л).
По отношению к воде исследуем ы е красители м ож но ус­
ловно разб и ть на гидрофильны е и гидрофобные. С учетом
структуры молекул красителей п олож ен ие ЫСЬ-группы в аминофеноле, яв л яю щ ем ся диазо составл яю щ и м , существенно в л и ­
яет на коллоидную растворимость дисперсных металлсодер85
ж а щ и х красителей, таких, к а к дисперсный красный С М П , д и с ­
персный оран ж евы й М П, дисперсный ор ан ж евы й Ж М П .
Так, к гидрофильны м красителям , имеющим одинаковое
строение и отличаю щ им ся положением Ы 0 2-группы в аминофеноле, мож но отнести дисперсный красный СМ П, у которого
ЙОг-группа в аминофеноле находится в полож ении 5, а д и с­
персные оран ж евы й М П и оран ж евы й Ж М П , у которых 1М02группа в аминофеноле з ан и м ае т полож ение 4, мож но отнести
к гидрофобным, т ак к а к они имеют значительно меньшую р а ­
створимость. Хромовый комплекс красителей (дисперсного
оран ж евого Ж М П ) имеет лучш ую растворимость, чем к о б а л ь ­
товый ком плекс (дисперсный о ран ж евы й М П ) .
И з ан а л и за полученных результатов следует, что н аиболее
гидрофильны ми краси телям и являю тся дисперсный бордо 4
СМ П и дисперсный красны й СМ П, наименее гидрофильны ми —
дисперсные оран ж евы й М П и оран ж евы й Ж М П . Д исперсны й
серый С М П зан и м ае т промеж уточное полож ение м е ж д у д р у ­
гими красителями. И склю чение составляет дисперсный ж елты й
К М П , кол л ои дн ая растворимость которого при тем пературе
40 °С н изк а по сравнению с коллоидной растворимостью ис­
следуемых красителей. С повышением тем пературы его к о л л о ­
идная растворимость значительно увеличивается.
Таким образом, кол л ои дн ая растворимость в воде дисперс­
ных металлоком плексны х красителей зависит от концентрации
красителя и его химической структуры. С повышением тем п е­
ратуры кол л о и д н ая растворим ость в воде дисперсных м е т а л ­
локомплексны х красителей увеличивается и со став л яет (при
начальной концентрации кр аси тел я в ванне 5 г/л) при тем пе­
ратуре 40 °С 0,05— 3,4 г/л, а при тем пературе 100 °С — 0,43—
5 г/л. П о коллоидной растворимости в чистой воде м ож но су­
дить о гидрофильности и гидрофобности дисперсных м е т а л л ­
со д ерж ащ и х красителей типа комплексов 1 : 2.
К оллои дная растворимость дисперсных м еталлоком п лексны х
красителей в перхлорэтилене ниже, чем в трихлорэтилене, и со­
с та в л я ет 4— 11 %.
С равнительны е дан ны е по коллоидной растворимости к р а ­
сителей в воде, перхлорэтилене и трихлорэтилене при н а ч а л ь ­
ной концентрации к р аси тел я в ванне 5 г/л и различной тем пе­
ратуре приведены в табл. 22.
Из таб л . 22 видно, что три дисперсных кра си тел я — бордо
4 СМ П, красны й СМ П и серый С М П — имеют более высокую
коллоидную
растворимость
( 3 - 1 0- 4 — 1 , 6 - 1 0-4
г-м о л ь/л ),
а ж елты й К М П , о ран ж евы й Ж М П и о ран ж евы й М П —-более
низкую ( 0 ,0 7 2 • 10-4 — 0 ,2 6 • 10-4 г - м о л ь / л ) .
С ледовательно, ко л л о и дн ая растворимость дисперсных м е­
тал л оком пл ек сн ы х кр аси телей в воде и органических р а с т в о ­
рителях (трихлорэтилене и перхлорэтилене) зави си т от стр у к ­
туры кр а си тел я и тем пературы красильной ванны. П о коллоид86
Т а б л и ц а
22
Коллоидная растворимость красителей (г-м оль/л-10~4) при начальной
концентрации красителя в ванне 5 г/л и различной температуре
К раситель
пхэ
тх э
Вода
Дисперсный
бордо
4СМП
Дисперсный красный
СМП
Дисперсный
серый
СМП
Дисперсный желтый
км п
Дисперсный оранже­
вый ж м п
Дисперсный оранже­
вый МП
3
66
пхэ
1
40 °С
51
(121 °С)
8
тхэ
(87 °С)
Вода
(100 °С)
69
72
1,6
5,4
22,3
11,9
16,6
66,7
1.6
2,4
8,2
1,9
8,3
41,5
0,19
2,61
9,7
1,3
0,26
1,1
3,4
0,76
5,4
9,6
0,072
0,25
2,4
4,5
4,5
5,6
13
61
нои растворимости красители мож но р аспо л ож и ть в следую щий
ряд: вода — трихлорэтилен — перхлорэтилен.
Одним из способов повышения растворимости дисперсных
активных красителей в хлорированны х углеводородах я в л яе т ся
введение в последние веществ, растворяю щ их краси тел ь и сме­
шиваю щ ихся с основным растворителем. В качестве сорастворителя был вы бран дим етилф ормамид.
Д л я исследования использовались дисперсные активны е к р а ­
сители: активный ж елты й П, активный красный П, активный
алый П. В ы бран н ы е красители отличаю тся один от другого
хромофорной частью, а т а к ж е строением реакционноспособной
группы. Все три краси теля яв л яю тс я п р ед стави телям и моно­
азокрасителей и в качестве зам естителей содерж ат ги дрокси ль­
ные группы или аминогруппы.
Введение сильнополярного д и м ети лф о рм ам и д а в п ерхлор­
этилен резко повы ш ает растворимость дисперсных активных
красителей. В этом случае п олучаю т молекулярны й раствор
краси тел я в органическом растворителе, причем количество
растворенного красителя в большой мере зависит от доли по­
лярного компонента растворителя. В практике краш ен и я дис­
персными краси тел ям и очень в аж н о знать, в каком состоянии
в растворе находится краситель (в ассоциированном или в мон о м о л ек у л я р н о м ). Известно, что скорость проникания краси ­
теля в волокно в большой мере зави си т от разм ер а частиц к р а ­
сителя в красильном растворе.
Изучение ИК -спектров п оказало, что молекулы и сследован ­
ных красителей н аходятся в ассоциированном состоянии, кото­
рое сохраняется в р астворах красителей в неполярном перхлорэтилене. В смеси растворителей д а ж е при очень малых
концентрациях (до 1 0 % ) полярного д и м ети лф ор м ам и д а ас­
социации молекул красителей не н аблю дается.
87
Т а б л и ц а
23
Сравнительные данные по растворимости дисперсных красителей в воде
и органических растворителях
Растворитель
Вода
Перхлорэтилен
Трихлорэтилен
Дихлорэтан
Метил енхлор ид
Д и польны й
момент
растворителя
Растворим ость при тем п ературе 23 °С,
г/л , красителя
£>
п рочн о-ж ел ­
того 2К
яр к о -р о зо ­
вого
синего ПЭ
1,84
0
0,94
2,04
1,62
0,008
0,68
1,73
14,03
14,8
0,0032
0,26
0,65
3,45
5,3
0,0002
0,47
0,84
1,71
2,13
Р аствори м ость и устойчивость красителей (анионных и к а ­
тионных) в присутствии ПАВ р азл и ч н а и зависит от х а р а к т е р а
ПАВ и от концентрации соответствующих д обавок в ванне.
Так, катионоактивны е ПАВ в растворе анионных красителей
образую т достаточной прочности комплексы, к а к и ан и о ноак­
тивные П А В в растворе катионных красителей, п риводящ ие
д а ж е к осадк ам красителей. Н ебольш и е д обавки так их веществ
(до 0,05— 0,5 г/л) способствуют о бразованию комплексов в виде
тонкодисперсной суспензии, к отор ая мож ет быть ста б и л и зи р о ­
в ан а д обавкой неионогенного ПАВ. Н а таком изменении со­
стояния катионного краси тел я путем добавки в ы р а в н и в а тел я
анионного типа — д испергатора и неионогенного ПАВ типа
ОП-Ю — основан один из способов краш ен и я ПАН -волокон.
Н ебольш ие добавки неионогенных ПАВ способствуют п овы ­
шению растворимости анионных и катионных красителей.
П ри переходе от водных к неводным растворам р а с тв о р и ­
мость дисперсных красителей значительно возрастает. Н а л и ч и е
гидрофобных групп в м олекуле кр а си т ел я определяет высокую
растворимость последних в ПХЭ, причем с увеличением ко ­
личества алки льны х и фенильных зам естителей и длины цепи
растворимость краси тел я в хлорированны х углеводородах у в е ­
личивается. Многие очищенные красители хорошо растворяю тся
в органических раствори телях д а ж е при комнатной тем п ерату ре
(табл. 23), причем с ростом полярности р аствор и тел я р а с т ­
вор яю щ ая способность в ряд у хлорированны х углеводородов
увеличивается.
П овы ш ение тем пературы от 20 до 120 °С приводит к у в е­
личению растворимости дисперсных красителей в ПХЭ от 0,17—
1,4 до 3— 800 г/л. П ри этом в отличие от водных растворов
у стан о в л ен а лин ейн ая зависимость л о гар и ф м а растворимости
красителей от обратной величины абсолютной тем пературы ,
что хар а к тер и зу ет постоянство теплоты растворения в и сп ы та н ­
ном интервал е тем ператур и свидетельствует об отсутствии и з ­
менений в агрегатном состоянии системы.
И сследование устойчивости дисперсных азокраси гелей и
производных антрахинона к тепловой деструкции в среде о р ­
ганических растворителей п оказало, что устойчивость р а с т в о ­
ров дисперсных красителей в кипящ их хлорированных угл ев о­
дородах очень высокая, что по звол яет многократно исполь­
зовать краси льн ы е растворы в процессе крашения.
В отличие от дисперсных большинство ионогенных к р а си те­
лей (прямые, кислотные, катионные, активные) практически не
растворяю тся в хлорированны х углеводородах, поэтому они не
могут быть использованы при краш ен и и из чистого перхлорэтилена или трихлорэтилена. Эти красители переводят в раствор
при помощи сорастворителей. В качестве таковы х п р е д л а ­
гаются сам ы е различны е соединения, однако наиболее э ф ф е к ­
тивными признаны метанол, вода, дим етилф ормамид, диметилсульфоксид и др. И з числа неводных растворителей наиболее
универсальны м является жидкий ам м иак, который легко и бы ­
стро раство ряет красители многих классов с образован ием мо­
л екулярно-дисперсны х растворов. Основой этого процесса (как
объясняет Б. Н. М ельников) я в л яе т ся сольватация ам м иаком
молекул красителей, которая протекает по механизм у специ­
фического взаимодействия (о б р азов ан и е водородных связей) и
универсальной сольватации, т. е. путем электростатического
п ритяж ен и я разноименно з а р я ж е н н ы х центров в м о лекулах
к раси телей и ам м иака. Схему строения сольватированной а м ­
миаком молекулы дисперсного синего ПЭ можно пред стави ть
следую щ им образом:
Н а этой схеме точками п оказан ы водородные связи, о б р а зу ­
ю щиеся меж ду аммиаком и функциональны м и группами к р а си ­
теля, наличие ионов И Н Г и
обусловлено диссоциацией
ам м и ака:
2Ы Н 3г : Ы Н 7 + ЫН^.
Ж и д к и й а м м и а к можно сов м ещ ать со многими гидр оф и л ь­
ными и гидрофобными органическими растворителями. При
этом в р аство рах образую тся см еш анны е сольваты, состояние и
89
устойчивость которых регулируется путем изменения соотноше­
ния меж ду ам м иако м и растворителем.
П оведение красителей в растворе в значительной мере з а ­
висит от pH среды. Анионные красители хорошо диссоциируют
в нейтральной и щелочной среде до определенных пределов.
О днако в сильно кислой среде ( р Н < 3 ) растворимость прямых,
кислотных м е т ал л со д ер ж ащ и х красителей ко м плекса 1 :2, не­
которых кислотных красителей резко п адает. Так, дисперсный
бордо 4 С М П при р Н < 2 , 3 практически нерастворим, а при pH,
равном 4,06 и 8,08, растворимость доходит соответственно до
17,8 и 91 мг/л. И зменением степени диссоциации катионных
красителей с понижением p H раствора путем введения кислоты,
степень диссоциации которой больше степени диссоциации к р а ­
сителя, мож но зам ед ли ть процесс к раш ен и я ими ПАН-волокон
б л а го д а р я подавлению диссоциации катионного краси теля и з а ­
д е р ж к е о б р азо в ан и я катионов красителя
(НкрЫН3С 1 ^ Н крКН+ + С1-).
Особо следует отметить чувствительность к изменению pH
дисперсных активных красителей (процинайлов), которы е по­
добно другим активным краси телям способны в щелочной среде
к гидролизу. Ч тобы свести эту побочную реакц ию к минимуму,
все операции по растворению краси теля необходимо проводить
в слабокислой среде, ка к и само крашение. К расители в этой
среде устойчивы при тем пературе 95— 98 °С в течение д л и ­
тельного периода.
Приведенны е д ан ны е о состоянии анионных, катионных, д и с ­
персных кр аси телей в раство ре п одтв ер ж даю т наличие р е а л ь ­
ной возможности ц еленаправленного изменения их состояния
в направлении повышения растворимости путем пр еж д е всего
применения соответствующих д обавок ПАВ, ТВВ и органиче­
ских растворителей.
Ф ИЗИКО-ХИМИЧЕСКИЕ СТАДИИ ПРОЦЕССА
КРАШЕНИЯ
П ереход, или д и ф ф узи я , кра си тел я в растворе
пред ставл яет собой, к а к правило, конвективный перенос ч а ­
стиц к раси тел я из ж идкой красильной ван ны к поверхности в о ­
локна. П ри погружении волокнистого м а т е р и а л а в красильную
ванну с н ач ал а происходит его смачивание, а затем начинается
сорбция р аствор а и заполнение им меж волоконны х пространств.
С этого момента н ачин ается вскры тие субмикроскопических пор
отдельны х волокон за счет их н абухания или повышения сег­
ментальной подвижности м акром олекул гидрофобного волокна.
Уход красителя, адсорбированного поверхностью волокна,
вместе с раствори телем в структуру волокн а приводит к обед90
нению поверхностного м и крослоя раствора красителя. Д л я н о р­
мального протекания процесса краш ен и я необходимо н еп р еры в ­
ное пополнение микроволоконны х пространств раствором к р а ­
сителя, а впоследствии и субмикроскопических пор вол окн а
м олекулам и или части ц ам и краси теля за счет д иф ф узии их из
внешнего раствора. Д р у ги м (общепринятым) способом та к о го
пополнения является эф ф ек т и в н ая зам ена обедненных слоев
раствор а в м еж волоконны х пространствах (например, при к р а ­
шении п р я ж и в п ако в ках) свежими порциями внешнего к р а ­
сильного раствор а путем его конвективного обмена.
Чем эффективнее осущ ествляется прокачивание или пер ем е­
шивание, тем менее в а ж н а стадия диффузии краси тел я в р а ­
створе, т а к ка к м олекулы краси тел я подходят к поверхности
волокна со скоростью, более чем достаточной д ля дальн ей ш его
п родвиж ения их внутрь волокна. Д и ф ф узи я краси телей в р а ­
створе протекает со скоростью 10-6— 10-5 см2/с, а в сам ом во­
локне она составляет 10^12— 10~9 см2/с. Интенсифицировать этот
процесс мож но только путем повышения температуры р ас тв о р а ,
действие которой н ап рав л ен о на снижение вязкости р а с тв о р и ­
теля, снижение ф ак то р а ассоциации частиц краси тел я и повы­
шение кинетической энергии молекул или ионов красителя. П о ­
выш ение тем пературы водных растворов красителей на 10 °С
приводит к возрастанию скорости диффузии к раси тел я л и ш ь
на 20— 30 %.
Конвективный обмен р а с т в о р а красителя вблизи поверхно­
сти окраш и ваем ы х волокон мож но осущ ествлять разл и чн ы м и
способами: вакуум-прососом, нагнетанием насосом, эж екц и ей
красильного раствора и перемеш иванием его током воздуха
или пара, путем применения турбулентных и пульсирую щ их по­
токов красильного раство ра, использования прожимов, зв у ко ­
вых и ультразву ковы х колебаний и др. Особенно необходим
конвективный обмен поверхностных слоев красильного р ас тв о р а
при непрерывных способах краш ения.
А д с о р б ц и я краси теля поверхностью волокна в значительной
степени зависит от следую щ их факторов: состояния красителя
в растворе; состава красильной ванны; сродства краси теля
к волокну; электрокинетического потенциала (Э К П ) волокна;
гидрофобности или гидрофильности поверхности волокна; н а ­
личия, х ар а к т е р а и состояния функциональных групп, способ­
ных активно взаи м одей ствовать с функциональными группами
краси тел я; и др.
П одробное описание вл и ян и я указан ны х факторов на а д ­
сорбцию краси тел я и процесс кр аш ен и я в целом д ан о в и зве­
стных монографиях Б. Н. М ельникова, Л. И. Беленького,
Г. Е. Кричевского, А. А. Х архарова, И. Я- К ал о н тар о в а. и
здесь нет надобности их подробно освещать. С ледует лиш ь з а ­
метить, что назначение различны х компонентов красильной
ванны тесно связано с за д а ч а м и обеспечения изменения состоя­
91
ния краси тел я в ванне (диспергированием, растворением, сольватированием , снижением величины сродства к в о л о к н у ), и з­
м енения состояния поверхности и структуры волокна (повы­
шением набухания, ионизацией функциональных групп и др.),
что в конечном итоге способствует быстрой и равномерной а д ­
сорбции краси теля волокном. (Это у к а зы в ае т на необходимость
о бязательн ого и строгого учета роли всех компонентов к р а с и л ь ­
ной ванны в процессе краш ения.)
Д и ф ф у зи я красителя в волокнистый м атер и ал — т ретья с т а ­
д и я процесса кр аш ен и я — яв л яе тся стадией, определяю щ ей ско­
ро сть процесса краш ен и я, и вы зы вается тем, что во второй
стадии процесса на поверхности волокна образуется зон а (слой)
к р а си тел я повышенной концентрации. Н али ч и е постоянного пе­
репада (градиента) кон­
центрации м е ж д у внеш ­
ним и внутренним слоем
за с т а в л я е т
краситель
диф ф унд и р овать от пери­
ферии к центру волокна
со скоростью, пропорцио­
нальной градиенту. Д и ф ­
Рис. 9. Схема активированной (затормо­
фузия кра си тел я в во­
женной) диффузии красителя в порах или
локне
х ар актери зу ется
в межсегментальном свободном объеме
значениями коэф ф и ци ен ­
волокна:
1 — активный центр волокна; 2 — мобильная мо­
тов дифф узии О в п реде­
л ек у л а _(ион) красителя; 3 — обратимо сорбиро­
л ах
10“ 8— 10-12
см2/с.
в ан н ая молекула (ион) красителя
Т а к а я з а н и ж е н н а я ско­
рость диф ф узии в во­
л о к н е по сравнению с дифф узией в ж идких ср едах (10-5—
10~6 см2/с) обусловлена в основном двум я причинами:
плотностью структуры волокон, о казы ваю щ ей стерическое
торм о ж ен ие продвижению красителей, разм ер ы молекул кото­
ры х соизмеримы с р а зм е р а м и пустот ка н а ло в и пор, имеющихся
в волокне или возникаю щ их в условиях фиксации;
сорбционным взаимодействием к раси тел я с активными ц ент­
р а м и волокна, в р езул ь тате чего из диффузионного потока по­
стоянно обратимо и звлекается, св язы в ается оп ределен н ая д оля
красителя, п ро порциональная сродству данного к р аси тел я к во­
локн у.
Схематично проявление стерического и энергетического
(сорбционного) факторов, тормозящ их д иф ф узию красителя
в волокне, показано на рис. 9. Эта схема д а е т общую картину
д и ф ф у зи и красителей во внутренней структуре волокна. Сни­
ж е н и е сродства кра си тел я к волокну мож но прим енять только
на стадии дифф узии кр аси тел я в волокне. П осле окончания
этой стадии красителю необходимо вернуть его н ач ал ьн ое срод­
ство, обеспечивая тем самы м сорбционное взаим одействие с во­
локном и необходимую устойчивость окраски.
92
Если скорость диффузии краси тел ей внутри в о л о кн а я в л я ­
ется тем регулятором, который в конечном итоге определяет
скорость процесса краш ения в целом, то между общим к о л и ­
чеством красителя, вошедшего в волокно, и коэффициентом
дифф узии д о л ж н а сущ ествовать зависимость. Эта зависим ость
при постоянстве концентрации кр а си тел я в красильной ванне
в ы р а ж а е т с я уравнением Хилла.
П ри краш ении из ванн с и зм еняю щ ейся концентрацией, что
имеет место при крашении по периодическому способу, п олуч а­
ются еще более сложны е зависимости. Б. Н. М ельников, п оль­
зу яс ь математической обработкой диффузии, данной Крэнком,
вывел простую зависимость м е ж д у коэффициентом д и ф ф узи и и
временем половинного н ак р а ш и ва н и я / 1/ 2:
Щ г г = 0,063/<1/2,
где г — радиус волокна, мкм.
И з гр аф и к а зависимости концентрации красителя в волокне
от времени находят / 1/2 и рассчиты ваю т О.
Коэффициент диффузии показы вает, какое количество к р а ­
сителя проникает в единицу времени через площ адь сечения,
равную единице, при градиенте концентрации, равном т а к ж е
единице. Таким образом, коэф ф и ци ен т дифф узии не зав и си т от
концентрации красителя и от продолжительности процесса
крашения.
Изучение влияния тем пературы на диффузию краси телей
в волокне не только п р ед став л яет теоретический интерес, но и
имеет большое практическое значение, т а к ка к тем п е р ату р а я в ­
л яе тся одним из важ нейш их ф ак то ров интенсификации процес­
сов краш ения. Д л я иллю страции сказанного можно отметить,
что краш ение изделий из полиэфирного волокна (териленового,
л авсанового) в течение 1 с при тем пературе 200 °С д а е т такой
ж е эффект, к а к и краш ение при тем пературе 60 °С в течение
недели. Повышение тем пературы вы зы вает увеличение под­
вижности м акром олекул синтетического волокна, что влечет
за собой уменьшение механических помех при перемещении
частиц к р аси тел я в расш и ряю щ и хся субмикроскопических по­
рах волокнистого м атери ала.
М атем ати ческая зависимость скорости диффузии от тем п е­
ратуры характер и зу ется обычным законом скорости химической
реакции
д = О0 е £/(ЛГ)
или
1п О = 1п 1>0 — Е /(1?Т),
где £) — наблюдаемый коэффициент диффузии при температуре Г; £>о — по­
стоянная величина; Е — энергия активации, т. е. энергия, необходимая для
преодоления препятствий, встречающихся при движении частицы красителя
в полимере.
93
Энергию активации дифф узии мож но рассчитывать, если
экспериментально определить коэффициенты дифф узии D i и
D 2 соответственно при тем пер атур ах Ti и Т2 по уравнению
ln ( D xI D 2) = ( E I R ) (1 / Т 2 — l / T i ) .
Если известна энергия активации д иф ф узии (Е ) и коэф ­
фициент дифф узии (D ) при какой-нибудь одной температуре,
то по у казан н о м у уравнению мож но очень легко вычислить ко­
эффициент д иф ф узии при любой другой температуре. Д ействие
тем пературы при краш ении сводится не только к ускорению
дифф узии кра си тел я внутри волокна, но и к соответствующему
снижению его сродства к полимеру, что способствует т а к ж е вы ­
равниванию о красок на текстильных м а тер и ал ах вследствие
увеличения миграции кр а си т ел я в волокне.
Введение в красильный раствор гидрофильных органиче­
ских растворителей ( m o h o - , д и - , триэтанолам инов, пиридина,
алкиламинов, ц еллозольва и др.) т а к ж е резко увеличивает ско­
рость дифф узии кр аси тел я в волокне. В следствие этого в про­
цессе дифф узии в волокне сн и ж ается з а д е р ж к а краси тел я на
активных центрах м олекулы полимера и торм озящ ее действие
их уменьш ается. Таким образом у стан авл и в ается связь м е ж д у
термодинамическими и кинетическими х арактери сти кам и про­
цесса краш ения. М ате м ати ч е ска я об работка этого явлен и я при­
водит к простой зависимости м е ж д у дифф узией краси тел я в во­
локне (D), свободной дифф узией ф о ) и сродством, которое
в данном случае хар а ктер и зу етс я константой равновесия (К)
взаимодействия кра си тел я с волокном. Эта зависимость в ы р а ­
ж а е т с я следую щим уравнением:
D = DoH 1 +
К).
И з этого уравнения видно, что по мере снижения сродства
коэффициент д иф ф узии кра си тел я в волокне в о зрастает и все
в большей степени п р и б л и ж аетс я к коэффициенту свободной
диффузии. Т аким образом, применение гидрофильных ор ган и ­
ческих растворителей и создание так назы ваем ого сольватационного способа краш ен и я позволили в значительной степени ин­
тенсифицировать процессы краш ения целлю лозны х и синтети­
ческих волокон краси тел ям и различны х классов. При так и х
способах краш ен и я прочность получаемых окрасок не только
не снижается, а, наоборот, повышается. О бъясн яется это тем,
что комплекс краси тел ь — растворитель при последующих теп ­
ловых об р аб отках (запаривание, сушка, терм оо бр аботка) р а з ­
руш ается и краси тел ь взаимодействует с волокном не только
в поверхностных, но и в глубинных слоях волокна, что и я в л я ­
ется причиной повышенной прочности окраски.
В текстильных м ат ер и ал ах , представляю щ их собой ком по­
зицию из элем ен тарн ы х волокон, дифф узию красителя мож но
считать практически одномерной, протекаю щ ей со стороны
94
внешней поверхности волокна к его центру. Д и ф ф у зи е й с тор­
цов элементарного вол окн а можно пренебречь, так к а к длина
волокон значительно превосходит их диаметр.
П од б и рая краси тели с максим ально возможной компактной
■структурой м олекулы и в ы б и р ая условия фиксации, в которых
происходило бы в о зраста н и е пористости волокон или их сво­
бодного объема, м ож но увеличить скорость диф ф узии и ф и к са­
ции за счет уменьшения стерического тормож ения. С ни ж ая
сродство красителя к волокну и тем самым у м еньш ая долю
обратимо сорбированного на активных центрах волокна к р а ­
сителя, мож но увеличить скорость диффузии кра си тел я в во­
локне в результате снижения сорбционного торм ож ения д и ф ­
фузии.
Эти два основных принципа интенсификации процессов
фиксации красителей л е ж а т в основе создания всех соврем ен­
ных ускоренных способов фиксации красителей в процессе к р а ­
шения и печатания.
Р азл и чн ы е системы краси тел ь — волокно в зависимости от
их физико-химических свойств, определяю щих специфику ме­
хан и зм а дифф узии краси телей в волокнах, класси ф и ци рован ы
следую щим образом.
Д и ф ф у зи я ионов кр аси телей в волокнах с ионизированными
группами: анионы к р а си тел я и ионогенные группы волокон з а ­
р яж ен ы одноименно; анионы краси теля и ионогенные группы
волокон за р я ж е н ы разноименно.
Д и ф ф у зи я нейтральны х молекул красителя в волокн ах, не
со д ер ж ащ и х ионогенных групп.
В приведенной выш е классиф икации учтены ионные свой­
ства системы и степень п роявлен ия электростатического в з а и ­
модействия м еж д у кр а си тел ям и и волокном.
С ледует т а к ж е у ч иты в ать очень важ н ое влияние тем п е р а­
туры на физическую структуру волокон. С этой точки зрения
все волокна молено р а зд ел и ть на две большие группы:
1) гидрофильные нетермопластичные (целлю лозны е, б ел ко­
вые) волокна. В этом сл у ч ае д иф ф узия к р аси тел я протекает
в заполненных раствором порах набухшего волокна;
2) гидрофобные терм опластичны е (ацетатные, полиамидные,
полиэфирные и др.) волокна, не имеющие развитой системы
микропор, но способные резко увеличивать свободный объем
при нагревании их выш е тем пературы стеклования. Д и ф ф у зи я
в этих волокнах происходит в возникаю щ ем в услови ях ф и кса­
ции свободном объеме.
В табл. 24 пред ставлен ы свойства волокон, определяю щ ие
их диффузионную проницаемость и сорбционную способность
по отношению к красителю.
Г. Е. Кричевский отмечает наличие поверхностных и внут­
ренних заря до в волокна и красителей, б лагодаря которым воз­
мож ны следующие ситуации.
95
С во й ства си н тети ч еск и х волокон , о п р ед ел яю щ и е их д и ф ф узи он н ую п р о н и ц аем о сть
Х арактеристи ка
структуры
П лотность,
г/см 3
Степень
кри стал л и ч­
ности,
Сум м арная
объемная
пористость,
?о*
У д ел ьн ая
в н у тр ен н я я
п о в ер х ­
ность,**
м2/г
1,15
—
1,38
1,39
0,92
1,25
30—61
—
33—70
—
—
—
1,6
—
1,2
—
1,9
—
45/10,8
В олокно
Полиамидное
Полиуретановое
Полиэфирное
Пол и акр ил онитр ильное
Полипропиленовое
Поливинилспиртовое
П ористость, развитость
поверхности
—/10
—/1
—
—
* Определено методом ртутной порометрии, позволяющим определить поры
** По равномерной сорбции паров воды определен числитель, по равномер-
Д и ф ф у зи я н езаря ж ен н ы х частиц красителей в зар я ж е н н о е
волокно (все волокна з а р я ж е н ы ). В этом случае принимается,
что м еж д у красителем и волокном нет электрического в з а и м о ­
действия. П од о б н ая ситуация относится к дисперсным к р а с и ­
телям и всем волокнам, которые ими окраш и ваю тся или п еч а­
таются.
Д и ф ф у зи я зар я ж ен н ы х частиц красителя в за р я ж ен н о е в о ­
локно:
краси тел ь и волокно з а р я ж е н ы разноименно, и процесс д и ф ­
фузии соп ровож дается ионным сорбционным взаимодействием.
К подобным системам относятся: кислотные красители — б е л ­
ковые и полиамидные волокна; катионные кр аси тел и '— ПАН волокна;
краси тел ь и волокно за р я ж е н ы одноименно и м еж д у ними
в процессе дифф узии п роявляю тся силы электростатического
оттал к и в ан и я. Подобный м еханизм дифф узии х ар а к тер е н д л я
систем ц еллю лозны е волокн а — прямы е и активные красители
и л ей коф орм ы кубовых красителей — азосоставл яю щ ие н е­
раствор и м ы х азокрасителей (азотолов).
Д и ф ф у з и я краси тел я в свободном объеме волокн а х а р а к ­
терн а д л я больш инства синтетических и некоторых искусствен­
ных (ацетатных) волокон, которы е имеют очень плотную ф и зи ­
ческую структуру и поры малого диам етр а, недоступные д л я
д и ф ф у зи и в них красителя. В то ж е время эти волокна, я в л я ю ­
щ иеся по своей природе полукристаллическими т ер м оп л асти ч ­
ными м а т ер и ал ам и , способны при определенной, характер н ой
д л я ка ж д о го м а т е р и а л а тем пературе стеклования переходить
в особое высокоэластическое состояние. М еханизм диф ф узии
через свободный объем п о д тв ер ж д а ет хорошо известные ф акты
96
Т а б л и ц а
24
и сорбци он ную сп о со б н о сть по о тн о ш ен и ю к красителю
Термические свойства
Сорбция воды
Влагопоглощ ение при отно­
сительной
влаж ности 65 %
и температуре
21 С, %
Н а б у х а­
ние
в воде,
%
2
4—4,5
_
—
0
0
0
0,4
1-2
0,01
4,5—5
—
Температура
стеклования
ггт. °с
50
—40
69—100
85—105
—50
—85
Т емпература
разм ягчения
Гр. °с
Т ем пература
п л авл ен и я
г пл- °С
Т ем п ература
разлож ен ия
Г РЛ- С
170—235
183—250
250
150
—
—
230—240
190—250
150—155
220—225
245—266
—
—
—
165—170
218—233
—
—
более 150-10-10 м.
ной сорбции паров азота — знаменатель.
отсутствия за к р а ш и в а н и я синтетических волокон при краш ении
их при тем пературе н иж е температуры стеклования и резкое
повышение скорости дифф узии и краш ения после превыш ения
этой температуры.
Теоретически возможен иной путь интенсификации ф и к с а ­
ции красителей в термопластических волокнах, а именно —
снижение температуры стеклования за счет введения в них п л а ­
стификаторов (табл. 25).
Этот прием интенсификации давно нашел практическое п ри ­
менение в крашении тканей из химических волокон с исполь­
зованием препаратов, н азы ваем ы х в прошлом переносчиками,
теперь — интенсификаторами. К ним относится б ольш ая группа
органических веществ: фенолы, амины, ароматические у гл ев о ­
дороды, эфиры и др. М еханизм интенсифицируемого действия
Таблица
25
Влияние интенсификаторов на температуру стеклования полиакрилонитрильного
волокна
П ластиф икатор
Вода
Фенол
»
Толуидин
Нитробензол
»
Диметилформамид
Воздушная среда
4
З а к а з № 2139
| К он ц ен трац ия, г/л
Т ст, СС
—
57
46,4
35
25
43
52,5
49,5
53
90
10
20
30
2,3
1
2
10
—
97
Т а б л и ц а
25
Влияние гидрофильных органических растворителей на кинетические
и термодинамические характеристики процесса крашения
К р аси тел ь
(концентрация)
Р астворитель
(кон цен трац ия)
Коэффициент
диффузии
краси теля
в волокне, см2/с
Сродство
к раси теля
к вол окн у
к Д ж /м о л ь
Прямой чисто-голу­
бой (1 г/л, 5 г/л)
Без растворителя
Пиридин (10 г/л)
Триэтаноламин (10 г/л)
Без растворителя
Моноэтаноламин (10 г/л)
Диэтиленгликоль (20 г/л)
Диметилформамид (10 г/л)
Фурфурол (10 г/л)
0,056-10—ю
0,112-10—10
0,975-1 0 -10
0,74-1 0 -11
1,1 • ю - 11
2,25- 10“ 11
1,9-1 0 -11
3 ,2 - 10—11
28,0
24,7
25,5
25,5
22,6
24,3
17,6
18,4
Дисперсный красный
2С (1 г/л)
П р и м е ч а н и е . Температура раствора при крашении прямым краси­
телем составляет 50 °С, при крашении дисперсным — 100 °С.
является комплексным, вклю чаю щ им в себя действие этих пре­
п аратов на краси тель (растворение, диспергирование) и на в о ­
локно (пластиф икация, д ек р и ста л л и зац и я ).
П л астиф ицирую щ ее действие на синтетические волокна о к а ­
зы ваю т не только водные растворы, но и чистые органические
раствори тели (табл. 26), причем введение в них сорастворителей или других органических веществ вы зы вает в больш ей или
меньшей степени пластиф икацию волокон, что п рояв л яется
в изменении величины тем пературы стеклования и скорости
краш ения.
М етоды повышения н акраш и ваем о сти текстильных м а т е р и а ­
л о в з а счет введения в красильную ван ну различны х веществ,
ускоряю щ их дифф узию к раси тел я внутрь волокна, очень р а з н о ­
образны . Д ан ны е, приведенные в таб л . 26, позволяю т п р о сл е­
дить влияние некоторых гидрофильны х органических р а с т в о р и ­
телей на скорость дифф узии и сродство прямы х и дисперсных
к раси тел ей к целлю лозном у и полиэфирному волокнам. К а к
видно из приведенных данных, действие органических р а с т в о р и ­
телей, введенных в водную красильную ванну, на кинетические
и терм одинамические хар актери сти ки процесса кр аш ен и я а н а ­
логично действию повышенных тем ператур. Во всех случ аях
падению сродства кра си тел я к волокну соответствует ув ел и ч е­
ние констант скорости дифф узии, а следовательно, и скорости
всего процесса краш ен и я в целом. П ри этом не и склю чается
возможность действия р аствор и тел я на краситель и на само
волокно. П оследнее мож ет наб ухать под влиянием ги дро ф о б ­
ного растворителя, что способствует более быстрой тр а н с п о р ­
тировке молекул краси тел я внутри полимера. Р езкое у в ел и ч е­
ние скорости процесса кр аш ен и я синтетических м атер и ал о в
в присутствии специально подобранных растворителей п р е д ­
98
определило развитие на их основе непрерывных плюсовочнозапарны х способов крашения.
В настоящ ее время большое внимание уделяется и ссл ед о в а­
ниям физико-химической сущности ускорения процессов к р а ­
шения синтетических волокон в ср еде органических р а с тв о р и ­
телей.
П р еим ущ ествам и крашения с использованием органических
растворителей являю тся: высокая степень пропиты вания в о л о к ­
нистого м а т е р и а л а при нормальной и повышенной тем п е р а т у ­
рах; быстрое проникание реагентов в волокно; х орош ая р а в н о ­
мерность кр аш ен и я и высокие прочностные п о казател и о к р а ­
сок (особенно к трению и м окрым о б р аб о тк ам ); отсутствие
повреж дения волокна и высокая яркость окрасок; сокращ ение
продолжительности процесса краш ен и я.
Однако к растворителям, которы е можно использовать в к а ­
честве среды д л я проведения процессов краш ения, п р е д ъ я в л я ­
ется р яд специфических требований. В частности, они д о л ж н ы
быстро и хорошо растворять краси тели , не вы зы вать их д е с т ­
рукции и воздействовать на волокно так, чтобы повы ш ение его
сорбционной активности не п риводило к ухудшению э к с п л у а т а ­
ционных свойств текстильного м а т е р и а л а .
По способности сольватировать дисперсные азокрасители о р ­
ганические растворители р ас п о л ага ю тся в следующем порядке:
тетрахлорэтилен, трихлорэтилен, диоксан, д ихлорэтан и метиленхлорид, этиленгликоль. В отличие от антрахиноновы х к р а ­
сителей диоксан в этом ряду не имеет преимуществ по с р а в н е­
нию с полярны ми хл о р со д ер ж а щ и м и растворителями. Делов том, что отсутствие в м олекуле а зо к р аси т ел я значительного
числа протонизованных водородных атомов исклю чает о б р а з о ­
вание водородных связей д и ок сан а с хромофорно-ауксохромной
системой молекулы красителя.
Вследствие эффективной сол ьватац и и красителей в неводной'
красильной ванне сольвати рованн ы й краситель очень слабо
выбирается из раствора окраш и ваем ы м материалом ; при этом
значения термодинамического сро д ств а дисперсных красителей
к полиэфирному волокну и к раство ри тел ю могут о к а з а т ь с я
практически одинаковыми. П оэтому при крашении текстильны х
м атери алов в среде органических растворителей сродство ка к
д в и ж у щ а я сила процесса перехода кра си тел я из р аство ра на
волокно практически утрачи вает свое значение. В ы сказанн ое
полож ение относится к раствори телям , наиболее часто р ек о ­
мендуемым д ля процесса неводного краш ен и я (табл. 27).
П риведенны е данные свидетельствую т о том, что ф и зи ко­
химические взаимодействия систем краситель — растворитель,
краситель — волокно и волокно — раство ри тел ь близки по х а ­
рактеру. Неудивительно, что при краш ен и и изделий из синте­
тических волокон дисперсными кр а си тел ям и в среде орган и че­
ских растворителей коэффициенты распределения сольватиро4*
99<
Т а б л и ц а
27
Сродство дисперсных красителей к органическим растворителям и полиэфирному
волокну
Сродство Ли1°, кДж/моль
Растворитель
Перхлорэтилен
Трихлорэтилен
Дихлорэтан
Полиэфирное волокно
желтого прочного
2К
11,34
12,6
18,06
15,6
ярко-розового
17,96
18,06
21,42
17,22
ванных молекул красящ его вещества м еж д у волокном и рас т­
вором очень невелики и в большинстве случаев в сотни и д а ж е
тысячи раз меньше, чем коэффициенты распределения д л я вод­
ных красильны х ванн. Р езкое уменьшение эффективности в з а и ­
модействия сольватированны х растворителем молекул краси ­
теля с м акр ом ол ек у лам и полимера создает условия д л я
быстрого проникания красителя в о краш и ваем ы й материал.
Например, при краш ении из хлорированны х углеводородов у ж е
через 10—20 мин кр аси льн ая система находится в состоянии
равновесия или б ли зка к нему.
Д етал ь н о е исследование дифф узии дисперсных красителей
в полиэфирное волокно при крашении из перхлорэтилена п ока­
зало, что д и ф ф у зи я красителей имеет сходство с диффузией
при крашении терм озольным способом. Зн ач ен ия коэффициен­
тов диффузии, полученные д ля тем пературы кипения раствори­
теля, имеют тот ж е порядок, что и коэффициенты диффузии
красителей при краш ении термозольным способом.
М акси м альной скорости дифф узии красителей можно д о ­
стичь при условии, если краш ение проводить из среды п оляр­
ного р аствори теля при температуре, близкой к тем пературе
п ласти ф и кац и и полимера. В этом случае у ж е через 1-—2 с н а б ­
лю дается полное прокраш ивание волокна по всему поперечному
сечению. О д н ако в озникаю т трудности с получением устойчи­
вых красильны х растворов и сохранением первоначального
гр и ф а окраш и ваем ого текстильного м атери ал а. Н есмотря на
высокую скорость адсорбции при краш ении из органических
растворителей, не в озникает затруднений с получением р а в н о ­
мерных окрасок, что обусловлено высокой миграционной спо­
собностью красителей.
Краш ение синтетических волокон с ускоренной дифф узией
красителей в среде органических растворителей осущ ествляю т
следующим образом:
1)
способом вы би ран ия (в р астворах дисперсных красителей
в п ер х л о р эти л ен е); способом «Депот» (перхлорэтилен попе­
ременно циркулирует через порошок твердого к р а с и т е л я ) ; сус­
пензионным способом (краситель диспергирован в перхлорэти100
л е н е ); эмульсионным способом
(краситель диспергирован,
а эмульсия состоит из воды
и перхлорэтилена — «вода
в м а с л е » ); эмульсионным способом (ионогенными кр а си тел ям и
по ионному механизм у);
2)
непрерывным способом из растворов, эмульсий, диспер­
сий красителей с использованием фиксации красителей в среде
насы щ енны х или перегретых паров органических растворителей
(способ « В а п о к о л » );с фиксацией красителей в парах азеотропной смеси органического растворителя и воды; с и сп о л ьзо в а­
нием органических р астворите­
лей д ля предварительной а к т и в а ­
ции волокна.
В последние годы иссл ед ова­
л а с ь способность многих органи­
ческих соединений ускорять про­
никание красителей в ги дроф об­
ные волокна и благодаря этому
увеличивать накраш ивание во­
локн а. В качестве переносчиков
использовались самые различные
химические соединения. Скорость
дифф узии молекул красителя под
влиянием
переносчиков в о з р а ­
с та ет в 10— 100 раз, причем э ф ­ Рис. 10. Зависимость, характери­
фективность действия переносчи­ зующая влияние концентрации
переносчика на коэффициент рас­
ков определяется их химической
пределения
дисперсного краси­
природой, концентрацией в к р а ­
теля красного 15 меж ду поли­
сильной ванне и в значительной
эфирным волокном п раствором
при температуре 95 °С:
степени зависит от химического
1 дифенила: 2 — о-фенилфенола; 3 —
строения
красящ его
вещества.
фенилсалицилата; 4 — бензойной к и с­
лоты
В лияние типа и концентрации
переносчика на коэффициент р ас­
пределения красителя меж ду полиэтилентереф талатом и водой
графически показано на рис. 10. К а к видно из рисунка, три пе­
реносчика (дифенил, о-фенилфенол, ф енилсалицилат) увеличи­
вают сродство красителя к волокну, а бензойная кислота уменьТаблица
28
Растворимость в воде, коэффициенты распределения переносчиков и их
влияние на растворимость дисперсного красителя
П ереносчик
Дифенил
Фенилсалицилат
о-Фенилфенол
Бензойная кислота
Растворим ость дисперсного
красного 15 в насыщ енных
растворах п ерен осчи ка, м г/л
В одная
растворим ость,
г/л
0,164
0,233
2,26
73
574
437
90
3,7
34,1
42,9
40
344
101
шает. В отличие от бензойной кислоты первые три переносчика
имеют низкую растворимость в воде и высокий коэффициент
распределения (Кр) между полиэфиром и водой (табл. 28).
Из анализа приведенных данных можно сделать вывод, что
возрастание накрашиваемости текстильного материала под
влиянием переносчиков может быть следствием одновременного
увеличения эффективности сорбционных и диффузионных про­
цессов или следствием интенсификации только диффузионных
процессов в волокне. Работы последних лет охватывают все
многообразие явлений, протекающих в растворе и волокне, и
с исчерпывающей полнотой характеризуют сущность и способ
влияния переносчиков на процессы крашения гидрофобных во­
локон.
При высокотемпературном способе крашения переносчик
должен решать задачу, которая явно отличается от задач, вы­
полняемых классическим ускорителем крашения в открытых
красильных системах. Все большее распространение получает
термин «переносчик-выравниватель», который отражает изме­
нение смысла этого понятия в соответствии с ролью перенос­
чика при высокотемпературном крашении. Переносчики-вырав­
ниватели вводят в красильную ванну лишь тогда, когда основ­
ная доля красителя уже перешла на полиэфирный материал,
как правило, при температуре выше 110 °С.
З а к р еп л ен и е,
и л и ф иксация, красителя внутри в о л о к н а —
четвертая стадия процесса крашения — не должно рассматри­
ваться в отрыве от физико-химических свойств красителей и во­
локон. Здесь решающую роль играют силы связи между к р а ­
сителем и волокном. Точный характер этих межмолекулярных
связей еще недостаточно выяснен. Считают, что все известные
виды связей между атомами, молекулами и отдельными ча­
стями молекул могут реализоваться в процессах крашения (см.
табл. 18), выступать как силы, удерживающие краситель на
волокне. К этим связям относятся: ионные (гетерополярные)
связи, образующиеся между разноименными ионами (солеобразование); полярные неионные связи, являющиеся переход­
ными между чисто ионными и неполярными связями; ковалент­
ные (гомеполярные) связи, осуществляемые общей парой элект­
ронов между двумя связанными атомами и действующие на
расстоянии (0,7. ..2 )1 0-10 м, которые характерны для органи­
ческих соединений; водородная связь — своеобразный вид ион­
ной связи, образуемой между электронодонорными атомами и
атомом водорода, из которых хотя бы один имеет свободную
электронную пару, энергия водородной связи мала и составляет
21— 42 кДж/моль; координационная (семиполярная, донорноакцепторная) связь, образующаяся за счет электронной пары
лишь одного из взаимодействующих соединений; полярные силы
Ван-дер-Ваальса — это электрические силы взаимодействия
между молекулами, обусловленные взаимодействием жестких
102
и индуцированных диполей, они действуют на расстоянии
(3. . . 4 ) 1 0-10 м, а по величине значительно меньше ионных и
ковалентны х сил (8,4 к Д ж /м о л ь ); неполярные силы Ван-дерВ а а л ь с а , явл яю щ иеся
р езультатом квантово-механического
взаимодействия колеблю щ ихся электронов (дисперсионный э ф ­
ф ек т Л о н д о н а), такое взаимодействие возникает м е ж д у непо­
л я р н ы м и молекулами, в которых дипольный момент равен
нулю, в результате взаимной поляризации за счет непреры в­
ного внутриатомного дви ж ени я электронов.
По относительной интенсивности действия эти меж м олекул я р н ы е силы мож но условно п одраздел и ть на две группы.
К первой относят ковалентны е и ионные силы, п роявляю щ и еся
на расстоянии (0,7. . . 3 ) 1 0-10 м и характер и зую щ и еся энергией
д о 800— 1000 к Д ж /м о л ь . Ко второй можно отнести водородную
связь, полярные и н еполярные В ан -д ер-В аальсовы и ан ал о ги ч ­
ные им силы, действую щ ие на расстоянии (3.. .4) 10~10 м и х а ­
рак тери зую щ и еся значительно меньшими величинами энергии.
П реобл ад ан и е тех или иных сил связей о п ределяется стр ук ту­
рой красителей, х арактер ом функциональных групп полимера,
а т а к ж е стадией процесса взаимодействия.
При крашении полиамидных волокон кислотными к р а си те­
л я м и их ф иксация осущ ествляется главным об разом за счет
взаимодействия полож ительно зар я ж ен н ы х амино- и сульфогрупп красителя, несущих отрицательны й зар я д . П ри этом не
исклю чается возм ож ность связы ван и я красителей волокном по­
средством сил В ан -д ер -В аальса и водородных связей.
Среди кислотных красителей имеются такие, которые со д ер ­
ж а т группы, способные о б р азовы вать с солями трехвалентного
хрома прочные м алорастворим ы е лаки. Это взаимодействие
красителя с волокном дополняется солеобразованием, п ро яв л е­
нием действия сил В ан -д ер -В аа ль са и водородной связи. К ислот­
ные красители ком плекса 1 : 1 могут взаим одействовать с поли ­
амидными волокнами по механизму солеобразования, х а р а к т е р ­
ному для простых кислотных красителей, или по механизму
об разован ия координационных связей, т а к к а к атом хрома в го­
товом красителе сохраняет способность р еагировать с волокном.
В кислой среде при р Н = 3 . . . 4 и ниже реш аю щ ее значение
приобретаю т связи с амино- и амидными группами. К оор ди н а­
ционные связи играю т существенную роль при более высоких
значениях pH.
Кислотные м е т ал л со д ер ж ащ и е красители ком плекса 1 :2 з а ­
крепляю тся на волокне в основном за счет м еж м ол ек уляр ны х
сил и водородных связей.
Наиболее благоприятны е условия д ля ковалентной фиксации
красителя волокном создаю тся при двухстадийном проведении
процесса краш ения активными красителям и. Н а первой стадии
крашения, которое проводится в кислой среде, основным про­
цессом является ф и ксаци я анионов красителя ионизированными
103
аминогруппами волокна, затем производят щелочную о б р а ­
ботку (в то рая стадия краш ен и я). При этом солеобразное соеди­
нение волокна с красителем разруш ается, но молекулы к р а си ­
теля остаются вблизи незаряж ен н ы х аминогрупп и р еагирую т
с ним с образованием ковалентной связи по схеме
N a03S—Дкр—Т— Cl + H2N—Вол— СОО~----»- Na03S—Лкр— Т—HN—Вол —COO" + НС!
При крашении гидрофобных волокон чащ е других и споль­
зуются дисперсные красители. Они фиксируются в волокне по­
средством сил В ан -д ер-В аальса и водородной связи. Если
в гидрофобных волокнах имеются группировки, способные
реагировать с красителем путем образован ия ионных связей,
как, например, карбоксильные группы в полиакрилонитрильных
волокнах, то и они участвую т в фиксировании, например, к а т и ­
онного красителя:
В ол— с о о "
+ ЛкрШ *
В о л — СОСУ • +H3N Д кр
Особую группу составляю т дисперсные активные красители.
О к раш и в ая полиамидные волокна, как обычные дисперсные
красители, они способны в то ж е время вступать с п оли ам ид ­
ным волокном в химическое взаимодействие. В результате этого
краситель фиксируется волокном у ж е не только с помощью сил
В ан -д ер-В аальса или водородных связей, но и путем о б р а з о в а ­
ния прочных химических ковалентны х связей.
Д л я соверш енствования процессов краш ения и ф иксации
красителей на волокне особое значение приобретает новый сп о­
соб фиксации дисперсных красителей на волокне, р а з р а б о т а н ­
ный в И Х ТИ под руководством Б. Н. М ельникова. По этому
способу фиксацию красителей на волокне осущ ествляю т в парах
азеотропных смесей органических растворителей с водой.
Количественная оценка влияния природы фиксирующей с р е ­
ды на структуру полиэфирного волокна — понижение т е м п е р а ­
туры стеклования в принятых условиях обработки — п р ед став ­
лена в табл. 29И з представленных данны х видно, что об работка тексти ль­
ного м а т ер и ал а в ненасыщенных пар ах органических раство ри ­
телей и в п ар ах соответствующих азеотропных смесей о к а з ы ­
вает приблизительно одинаковое воздействие на структуру
полиэфирного волокна: значения Д Тс полиэфира в обоих сл у­
чаях примерно одинаковы. В то ж е время при фиксации в н ен а­
сыщенных п ар ах органических растворителей вследствие повы ­
шения температуры обработки от 98— 100 °С (что характерн о
д ля азеотропных смесей) до 120— 130°С и увеличения с о д ер ж а104
Таблица
29
Фурфурол
Азеотропная
смесь
фурфурол ■— вода
Бензиловый
спирт
Азеотропная
смесь бензиловый
спирт — вода
Бензальдегид
Азеотропная
смесь бензальде­
гид — вода
Перхлорэтилен
Вода
ь.
2
С5 о
с; о
СП—
>>о —
Степень ф иксации,
, дюранола синего
С на лавсановом
волокне за 30 с об,
работки
С. '
С^
он
Понижение тем пе­
ратуры стеклования
полиэфира А7* . С
Ф иксирую щ ая
среда
С
Температура
ботки Т, С
обр а­
1
Влияние фиксирующей среды на структуру полиэфирного волокна
Ц 2
О "
сСаС
100
120
98
14,52
29,06
9,33
95
101
102
1,08
2,36
1,3
73
91
76
120
5,73
75
1,1
72
100
1,6
69
0,49
57
120
99
18,67
8
97
111
2,07
1,73
84
78
121
100
101,33
0
42
15
0,41
0,003
49
51*
-г О.Г
’§■=;
о
* Время обработки 30 мин.
иия растворителей в паровой ф азе скорость дифф узии кр а си те­
лей в волокне и степень фиксации их полимером о к а зал и сь
выше.
При такой обработке достигаю тся высокие качественные п о ­
казатели крашения, усадка ткани сравнительно невелика, а п о­
терн прочности на разры в не превы ш аю т 5 %.
У казанны е выше результаты свидетельствуют о п реи м ущ е­
ствах использования в качестве фиксирующей среды нен асы ­
щенных
паров
органических
растворителей,
тем пература
обработки ( Т ) в которых и соответственно значения разности
Т— Тс на 20—30° выше, чем при обработке в парах кипящих
азеотропных смесей растворителей и воды. Д ополнительны м
преимуществом использования ненасы щ енны х паров для ф и к ­
сации красителей является возмож ность регулирования с к о ­
рости дифф узии (которая, ка к известно, однозначно св яза н а
с разностью Т— Тс) не только за счет величины Гс, но и за счет
произвольного варьирования тем пературы обработки Т, что не
представляется возможным для азеотропны х смесей, кипящих
при строго определенной температуре.
Влияние состава паровой среды азеотропной смеси бензиловый спирт— вода в соотношении 1 0 : 9 0 и природы текстильного
105
м атери ала на эффективность фиксации красителей п ред став ­
лено в табл. 30.
И з данны х табл. 30 следует, что за 3— 6 мин обработки т к а ­
ней азеотропной смесью выход дисперсного красителя на тканях
из химических волокон на 15— 40 %, а активного на хлопчато­
бумаж ны х ткан я х — на 10— 15 % выше, чем после 30-минутного
за п а р и в а н и я в среде н асы ­
щенного водяного пара.
Кинетика сорбции паров
азеотропной смеси тканям и
(рис.
11) свидетельствует
о повышенной сорбции п а ­
ров азеотропной смеси в о ­
л окн ам и б лагодаря их по­
вышенной
диффузионной
проницаемости по ср а в н е­
нию с парам и воды. Т аким
Рис. 11. Кинетика сорбции паров азео­
тропной смеси бензиловый спирт— вода
образом,
сорбция
паров
и ее компонентов лавсановой тканью
азеотропной смеси ткан я м и
(а) , хлопколавсановой тканью 5 0 :5 0
по сравнению с сорбцией
(б):
чистых водяных паров в оз­
I —общая сорбция паров; 2 —сорбция паров бензилового спирта; 3 — сорбция паров
растает в 7— 10 раз. Это
в свою очередь создает
благоприятны е условия д л я
набухания волокон и повышенной дифф узии и фиксации к р а ­
сителей в структуре волокон (см. табл. 30). В аж н о отметить,
что при этих процессах на волокнах сорбируется преимущестТаблица
30
Лавсановая
Хлопколавсановая
(67 % лавсана)
Три ацетатная
Диацетатная
Хл опчатобумажная
26,5
23,5
17 *
16,5 *
34,7
* Время обработки 3 мин.
** Время обработки 6 мин.
106
7,9
4,3
14,5 *
15 *
1,7
8,4
Ь
3,1 *
4,2 *
14,3
Азеотропная фикса­
ция за 6 мни
О
Водно-па­
ровая
фиксация
за 30 мин
о
Содержание красителя на тканн;
г/кг
г
дисперсного
активного
прочного
желтого 2К.Т
желтого 2К
Азеотропная фикса­
ция за 6 мин
Ткань
В том числе
бензилового
спирта
Сорбция паров
азеотропной
смеси за 6 мин,
Сорбция паров воды
при водно-паровом
запаривании за 6 мин,
Влияние состава паровой среды и природы текстильного материала
на эффективность фиксации красителей
29,1
19,3
20,7
16,9
13,6
29,7 *
22,3 *
22,5
17,6
—
--
—
—
15,9
14,5 **
_
*
?
5-5
55
« З 8
9,4
_
венно растворитель — до 91 % от массы конденсата. С другой
стороны, отмечено, что азеотропная обработка волокон н е­
сколько повышает их гигроскопичность, без потери прочност­
ных и эластичных свойств материалов.
Сродство красителя к волокну, теплота
и энтропия краш ения
При погружении волокнистого м атер и ал а в к р а ­
сильную ванну наблю дается самопроизвольный переход моле­
кул красителя из раствора на волокно. Д ви ж у щ у ю силу этого
процесса обычно в ы р аж аю т в виде разности химических по­
тен ц иал ов красителя в ф азе волокна и раствора в станд ар тн ы х
условиях:
—
= Я Т 1п ( А В! АР)
или
— Др° = Я Т 1п К,
где — Д,и° — изменение стандартной молярной свободной энергии (кДж/моль)
при переходе красителя из красильного раствора в фазу волокна, т. е. стан­
дартное сродство красителя к волокну; /? — универсальная газовая посто­
янная; Т — абсолютная температура; Л„, А р —-активность красителя соот­
ветственно в фазе волокна и раствора.
Отношение А в/ А р х ар актер и зует распределение красителя
м е ж д у раствором и волокном в момент достижения равновесия
в системе и часто обозначается через КВ зависимости от принятого механизма процесса краш ения,
ти па волокна и красителя величины А в и Л р могут быть в ы р а ­
ж ены по-разному. При наличии в структуре волокна амино- или
карбокси льн ы х групп (см. табл. 18) адсорбция молекул к р а с и ­
т ел я осущ ествляется за счет реакции с о д е о б р а з о в а н и я меж ду
этими функциональными группами и соответственно анионами
или катионами красителя. Н апри м ер, для. полиамидного в о л о к ­
на, сод ерж ащ его аминогруппы, схему реакции м ож но записать
сл едую щ и м образом:
НООС — Вол — ЫН2 + Н + + Р кр5 0 - ; £ НООС —
Вол
Икр.
По мере протекания процесса адсорбции прореагировавш ие
с красителем аминогруппы как бы выходят из сферы реакции,
и в тот момент, когда прореагирую т все группы, н аступ ает н а ­
сы щ ение волокна красителем. Д л я белковых волокон шерсти
п ш елка максимум поглощения анионных красителей составляет
соответственно 0,8— 0,9 и 0,2— 0,3 г-экв./кг, для полиамидных —
0,04— 0,08 г-экв./кг. Н али чие этих максимальны х значений
н асы щ ения позволяет вы разить активность краси тел я в волокне
как функцию числа п рореаги ровавш и х активных центров. К о ­
нечное уравнение для этого сл у ч ая впервые было предлож ено
Г. Д ж и л ь б ер то м и Е. Риделом. В р яд е случаев оно очень уп ро­
щ ается. Например, если ограничиться рассмотрением только
107
такого вари ан та, когда волокно поглощает 50 % одноосновного
красителя (R KP— SO3H) от максимально возможного поглоще­
ния, то уравнение примет вид
— Д|л° = 4 ,6 R T (рН )р .
Это означает, что д л я выяснения величины сродства одноос­
новного кислотного краси теля к полиамидному волокну доста­
точно экспериментально определить значение p H красильного
раствора, соответствующее достижению половинного уровня
насыщения волокна. Ч а щ е всего величину ( р Н ) р находят г р а ­
фически.
Сродство кислотных красителей к протеиновым и полиам ид­
ным волокнам, определяемое в соответствии с протеканием р е­
акции солеобразования, составляет в среднем 42— 113,4 к Д ж /
моль.
При наличии в молекулах кислотных красителей незам ещ ен ­
ных групп — О Н или — N H 2, а та к ж е алкильны х остатков
с развитой гидрофобной поверхностью краситель может про­
до л ж ать фиксироваться волокном за счет притяж ения разн о ­
именно зар я ж ен н ы х частиц и за счет меж м олекулярного в з а и ­
модействия, т. е. водородных связей и сил В ан -дер-В аальса.
Н аиболее благоприятны е условия для проявления действия этих
сил создаю тся после заверш ения взаимодействия всех ам ин о­
групп волокна с анионами красителя, т. е. после окончания
реакции солеобразования. Склонностью к поглощению волок­
ном сверх предела, определяемого заверш ением реакции соле­
образования, о б ладаю т красители, имеющие высокое сродство
и незначительный з а р я д аниона, т. е. преимущественно кр аси ­
тели с одной сульфогруппой в молекуле.
Сродство катионных красителей к полиакрилонитрильному
волокну, со д ер ж ащ ем у 2 —3 % итаконовой и метакриловой ки­
слот, колеблется в пределах 42— 50,4 кД ж /м о л ь . Если ж е про­
цесс равновесного краш ения провести в условиях, при которых
полиакрилонитрильное волокно поглотит заведомо больше к а ­
тионного красителя, чем можно ожидать, исходя из числа а к ти в ­
ных кислотных групп в полимере, то расчет сродства кр аси те­
лей для этого случая д ает несколько завы ш енное значение,
а именно 58,5 кД ж /м о л ь .
При крашении волокон из синтетических полимеров дисперс­
ными красителями уравнение, используемое д ля расчета а д ­
сорбционной активности неионизированного красящ его вещества
к волокну, имеет наиболее простую форму. Д л я так их систем
обычно принято приравнивать активность краси теля в волокне
и в растворе к концентрациям. Поэтому д в и ж у щ а я сила про­
цесса адсорбции красителя полимером мож ет быть в ы р а ж е н а
уравнением
1 08
Дио = R T 1п [К Р]В-
R T 1п [Кр]р.
Е сли
о б о зн а ч и т ь [/Ср]в/[/СР]Р ч е р е з К,
то у р а в н е н и е
примет
вид
Я = е- д ц " ( * п
Вследствие мезомерных превращений краситель и волокно
могут находиться в амфотерном состоянии, поэтому в заи м о д ей ­
ствие м еж д у ними мож ет быть обусловлено и силами э л е к т р о ­
статического притяжения. Эффективность проявления действия
сил адсорбции в процессе краш ен и я оценивается сродством
дисперсных красителей к гидрофобным волокнам, равн ы м
17,8— 25,1 к Д ж /м ол ь.
Если сродство красителя к волокну определяет д ви ж ущ ую
силу процесса краш ения, то тепловой эф ф ект х а р а к тер и зу ет
прочность связи красителя с функциональными группами п о ли ­
мера. Однако применительно к процессам краш ения это послед­
нее положение не всегда справедливо, так к а к тепловой э ф ф е к т
является сложной величиной и вклю чает не только тепловые и з­
менения в системе, которые соответствуют о бразован ию связи
между красителем и полимером, но и целый ряд других с о с тав ­
ляющих, обусловленных дегидратацией волокна и молекул к р а ­
сителя, раздвиж кой макром олекулярны х цепей, процессами
агрегирования и д езагрегирован и я окрашенных частиц и др.
Д л я расчета тепловых эффектов краш ения ( АН0) ч ащ е всего
используют зависимость константы равновесия или величины
сродства от температуры.
З н ая Д # ° и Др° при какой-либо определенной тем пературе,
можно рассчитать сродство красителя к волокну при любой т е м ­
пературе.
Р ассчитанные по различны м уравнениям тепловые эффекты
краш ения являю тся для одного и того ж е краси тел я величинами
постоянными. Они не д олж ны зависеть от со д ер ж ан и я э л ектро ­
лита в ванне и от концентрации красителя. Вместе с тем н еко ­
торые исследователи считают, что тепловой э ф ф ект краш ен и я
не является величиной постоянной. Он зависит от степени н а ­
сыщения волокна красителем, уменьш аясь с ее возр астани ем .
Постоянство величины тепловых эффектов отож д ествл яется
с образованием мономолекулярного слоя из молекул адсо рб и ­
рованного волокном красителя, а дальнейш ее резкое его п а д е ­
н и е — с началом построения би- и полимолекулярного слоев.
По сродству красителя к волокну и тепловому эф ф екту про­
цесса краш ения мож но вычислить изменение энтропии Д5° по
известной зависимости
—
Дц° = ЛЯ» — ТЛЯ.
С тан дар тная энтропия краш ения х ар а ктер и зует изменение
упорядоченности в красильной системе при переходе одного
моля красителя в ф а зу волокна из внешней ф азы раствора.
В растворе молекулы или ноны красителя гидратированы , но
109
могут свободно перемещаться во всех н аправлениях и в р а щ а т ь ­
ся. Они находятся в состоянии беспорядочного распределения,
т. е. в наиболее вероятном состоянии. П о п ад ая в волокно и на­
ходясь в адсорбированном состоянии, молекулы к р аси тел я р а с ­
полагаю тся более или менее ориентированно и имею т зн ач и ­
тельно меньшую свободу движения. С ледовательно, изменение
энтропии в процессе краш ения мож но рассм атривать к а к меру
степени ориентирования и уплотнения молекул краси тел я при
л о к а л и за ц и и их в волокне по сравнению с раствором.
Крашение в паровой и твердой ф аза х
Перенос красителя в волокно не через водный или
иеводный раствор, а путем перевода его в сублим ированное со­
стояние с успехом применяется в настоящее время при р а зл и ч ­
ных способах краш ения тканей из синтетических волокон. Это
и краш ение термозольным способом, и печать способом «Сублистатик», и краш ение в пар ах красителей низкого и высокого
давления.
П р еим ущ ества пароф азны х способов фиксации красителей
состоят в том, что исклю чается использование воды со всеми
вытекаю щ им и отсюда последствиями: отпадает необходимость
в очистке промышленных стоков, в подогреве больших объемов
красильны х растворов и высушивании окрашенного м а тери ал а,
не требуется об язате л ьн ая противокоррозионная защ и та обору­
дования. К ром е того, резко возрастает производительность
ц и к ла операций промывки и сушки окрашенного текстильного
м а тери ал а, увеличивается экономичность процесса.
П ри п ароф азном крашении происходит адсорбция паров
красителя, образую щ ихся за счет сублимации или испарения
его из р ас п л ав а , волокнистым материалом.
Количество адсорбированного красителя зависит от природы
полимера, тем пературы и концентрации красителя в паровой
среде. Е сли предположить, что газ красителя идеален, то д ля
низких концентраций паров к раси тел я справедливо следую щее
уравнение:
Сп = Р М / ( Я Т ) ,
где Р — давление насыщенного пара красителя; М — относительная молеку­
лярная масса красителя; Я — газовая постоянная; Т — абсолютная темпера­
тура.
Степень насыщенности паров краси теля зависит от способа
краш ения, используемой установки и р яд а других факторов.
Н апри м ер, если температура в кам ере крашения по сравнению
с тем пературой в кам ере об р азо в ан ия паров красителя более
высокая, то состояние паров красителя ненасыщенное. Н а п р о ­
тив, если тем ператур а в кам ере краш ен и я ниже, чем в ка м ер е
о б р азо в ан и я паров красителя, то пары красителя н аходятся
в состоянии насыщения.
110
В п ароф азном крашении термопластичных волокон предпо­
лагается использование красителей, способных достаточно
легко сублимироваться при повышенной температуре. При этом
способе краш ен и я выгодно использовать т а к ж е легко суб лим и ­
рующиеся реакционноспособные продукты малого разм ера, сп о­
собные о краш и вать полиамидные и полиэфирные волокна м е­
тодом о б разов ан ия красителя непосредственно на волокне.
Д авлени е паров такого соединения у ж е при температуре 140 °С
достаточно высоко, чтобы эффективно адсорбироваться поли ­
эфирным волокном. При последующем повышении тем пературы
обработки до 175°С 1,3-дииминоизоиндолин, например, конден­
сируется в волокне с о б р а зо ­
ванием ф талоц и ан ин а, о б р а ­
зуя окраски средних тонов,
отличающ иеся исключительно
высокой устойчивостью к суб­
лимации.
Схема м алогабаритной ус­
тановки д л я краш ения тек- ±_
стильных м атери ал ов в п ар о ­
вой фазе, усовершенствован- /
ная японской фирмой «Нихон
синку гидзюцу», п о казан а на
Рис. 12. Схема установки для кра­
рис. 12. К раси тел ь из камеры
текстильных
материалов
для о б разо в ан и я п ара посту­ вшения
парах дисперсных красителей:
пает в отверстия б а р а б а н а и,
1 — вакуумный насос; 2 — паросепаратор;
3 —г камера для окрашенной продукции;
перем ещ аясь
от
периферии
4 — пульт управления; 5 — пароподогрева­
к центру, окр а ш и ва ет м а т е ­ тель; 6 — кам ера краш ения; 7 — транспор­
тер для передвижения
окраш иваемого
риал. В центре б ар аб ан а пары
м атериала; 8 — кам ера д л я образования
красителя отсасы ваю тся в а ­ паров красителя
куумным насосом и поступают
в сепаратор, в котором о х л аж д аю тс я и в ы деляю тся в виде
кристаллов. Такую красильную установку мож но применять и
для многоцветного крашения. В этом случае к а м ер у краш ен и я
последовательно соединяют с несколькими котлам и для паров
красителей различны х цветов.
При термозольном крашении тканей из синтетических в о л о ­
кон (а та к ж е в смеси с целлю лозны ми) на такой в аж н о й
стадии, к а к сухая терм ообработка, приходится с т а л к и в а т ьс я
с целым рядом проблем. В частности, до сих пор не решен о д н о­
значно вопрос о механизме и оптим альны х п а р ам етр ах ф и к с а ­
ции дисперсных красителей на волокнистых м а тер и ал ах р а зл и ч ­
ных структур в условиях термообработки. М ехани зм поведения
термозолей дисперсных красителей можно п редставить сл ед ую ­
щим образом: распавш ийся в резул ьтате сублимации на о тд ел ь ­
ные молекулы краситель (не исклю чается так ж е, что краситель
частично мож ет находиться в распл авл ен н ом состоянии) в среде
горячего воздуха (тем пература 200— 2 2 0 °С) быстро диф ф унд и ­
111
рует внутрь структуры релаксированного волокна и з а к р е п л я е т ­
ся (капсулируется) в нем; в резу л ьтате такой обработки тек ­
стильный м атер и ал окраш ивается в газовой ф азе пар ам и к р а ­
сителя.
Одним из важ н ей ш и х факторов, определяю щ их механизм
термозольного крашения, является давлен ие паров сублим ирую ­
щего твердого красителя. Чем выш е тем пература и меньше т е ­
плота сублимации, тем выше д ав л ен и е паров твердого тела,
т. е. тем легче оно сублимирует. Теплота сублимации п роизвод­
ных антрахинона колеблется в пред ел ах 84— 189 кД ж /м о л ь .
Способность к сублимации мож ет быть резко повышена за счет
введения п олярны х групп — N 0 2 и — ОН. Интенсивность су б л и ­
мации дисперсных красителей определяется т а к ж е тем пер ату­
рой и длительностью термообработки, видом теплоносителя,
концентрацией краси тел я на единице поверхности полотна и
х арактером пропиточного состава.
В отечественной и зарубеж ной практике непрерывного к р а ­
шения тканей из синтетических волокон наибольшее распрост­
ранение получил термозольный способ, в котором предусм атри­
вается ф иксация красителя на волокнистом м атериале путем
прогревания ткани при высокой температуре- Основными пре­
имуществами этого способа являю тся непрерывность процесса
и короткое время фиксации, равное 30— 60 с, поэтому особый
интерес термозольный способ п редставляет при крашении б оль­
ших партий ткани.
Известно, что наиболее прост и экономичен однованный спо­
соб термозольного крашения тканей из смеси волокон дисперс­
ными и активными красителями. П реимущ ество способа состоит
в том, что дисперсный и активный красители фиксируются на
составляю щ ей смеси в одних и тех ж е условиях на стадии вы ­
сокотемпературного прогревания текстильного материала.
При крашении двухванным способом д ля большей экономич­
ности соединяю т устройства для термозольного и плюсовочнозапарного процессов таким образом, чтобы оба компонента
ткани о кр аш и вали сь непрерывно. Основным преимуществом
двухванного термозольного плюсовочно-накатного способа к р а ­
шения яв л яется экономичность, особенно при крашении в т е м ­
ные цвета, и возможность получения хорошо воспроизводимых
окрасок.
К рашение из ванн малого модуля
В результате соверш енствования процессов к р а ш е ­
ния текстильных материалов в водной среде предложены р а з ­
личные способы краш ения тканей из синтетических волокон,
в которых предусмотрены использование красильных ванн
очень малого модуля. Снижение модуля ванны связано с по­
вышением в ней концентрации красителя:
Ср = AIM,
11 2
где А — расход красителя на крашение материала, г/кг;
ны, л/кг.
М — модуль ван­
Концентрация красителя в поверхностном слое волокна
всегда зави си т от времени краш ен и я и концентрации красителя
в ванне (рис. 13). К ак следует из рис. 13, при адсорбции к р а си ­
теля (по уравнению Нернста) с увеличением концентрации к р а ­
сителя в ванне, т. е. с уменьшением модуля ванны, наб лю д ается
пропорциональное возрастание концентрации красителя в в о ­
локне. При адсорбции красителя (по уравнению Л ан г м ю р а )
д а ж е небольшое увеличение концентрации красителя в ванне
способствует
резкому
н ар ас тан и ю
фиксации красителя поверхностным
слоем волокна. Если нач ал ьн ая к о н ­
центрация красителя в ванне выш е
критической, то концентрация к р а с и ­
теля в поверхностном слое волокн а
сохраняется максимальной длительное
время — до тех пор, пока ванна при
концентрации, соответствующей точке
А, не будет истощена.
Рис.
13.
Адсорбционные
О д н ако при малом модуле ванны
изотермы
по
уравнению
процесс протекает при значениях С'р Нернста ( а ) и по уравне­
значительно выше Скр, а это о з н а ­ нию Лангмюра ( б) :
Ср — концентрация
красителя
чает, что почти до конца процесса
в растворе г/л; Св — концент­
сорбции ф и ксаци я красителя имеет
рация красителя в поверхност­
ном слое волокна, Г/кг; Ск р —
м акси м альн о возможное значение.
критическая
концентрация
Рассмотрение результатов п р а к т и ­ (г/л), при которой достигается
насыщение волокна; 5 — насы­
ческого краш ен и я показало, что при
щение волокна, г/кг
уменьшении модуля ванны в о з р а с ­
тает т а к ж е и степень фиксации красителя на волокне, %:
Ф = 100 К / ( М + К),
где М — модуль ванны; К — коэффициент распределения красителя
волокном и ванной.
между
Эта закономерность сохраняется и для процессов крашения
в циркулирую щей ваннеВпервые крашение из водных красильных ванн малого мо­
дуля
(1:1 — 1:2)
под назван ием « С а н к о в а д » —-«краш ение
в капле воды» — и ап п аратуру д л я его осуществления проде­
монстрировали фирмы «С андоз»
(Ш вейцария) и «С амуэль
Пегг» (А нглия). М инимальный расход воды в этом процессе
обеспечивается образованием из нее микропены внутри м атери ­
ала под действием сж атого воздуха в присутствии специальных
ТВВ. Техническое оформление процесса краш ен и я по у к а ­
занному способу может быть различны м, но основными о п е р а ­
циями здесь являю тся пропитывание ткани красильным р аство ­
113
ром в виде пены при температуре до 100°С и фиксация к р а с и ­
теля на ткани из синтетических волокон в течение 30 мин при
соответствующей температуре; в случае необходимости про­
мывки ее проводят при модуле 1— 2 и температуре 70 °С.
В ажны м при осуществлении способа «С анковад» яв л яется
подбор пенообразую щ их агентов — анионоактивных, неионоген­
ных ПАВ и красителей с хорошей растворимостью в воде на
холоду, высокой устойчивостью к пенообразую щ им агентам, не
обладаю щ их сродством к о кр аш и ваем ом у м атери ал у на первой
стадии краш ения. И м ею тся рекомендации Л И Т Л П а им. С. М. К и ­
рова по использованию д л я приготовления вспененного к р а с и л ь ­
ного раствора анионоактивных ПАВ и стабилизаторов пены:
КМ Ц, ПВС, п оли акри л ам и да в смеси с моноэтаноламидом син­
тетических ж и рн ы х кислот фракционного состава Сю— С 16.
С помощью м оноэтанолам ида повы ш ается устойчивость высо­
кодисперсных пен, образую щ их в турбулентном реж име вспени­
вания композицию с гелеобразной пространственной структурой.
Таким образом, следует признать, что краш ение в пене по­
зволяет снизить расход воды на 90— 95 %, снизить расход хи м и ­
ческих м атериалов, красителей за счет их высокой выбираемости, расход п ара, повысить производительность оборудования,
сократить наполовину время краш ения, улучш ить качество и
ровноту краш ения, а т а к ж е воспроизводимость окрасок, у л у ч ­
шить гриф ткани, устранить образование заломов, снизить з а ­
грязненность сточных вод, очистка которых возм ож н а непосред­
ственно на текстильном предприятии.
Разновидностью пенного маломодульного способа краш ения
мож ет быть о б р аб отка изделий из синтетических волокон при
модуле 1 : 1,5— 1 :2,5 в красильной м аш ине барабанного типа
мелкими капл ям и без о бразован ия пены. Этот способ пригоден
д л я крашения п ряж и и штучных изделий. Расп ы лени е к р а с и ­
теля производится с помощью насоса через специальные сопла.
При краш ении с использованием пены необходимо учитывать,
что. лучшие результаты получаются при обработке тонких т к а ­
ней высокой пористости более плотной пеной и наоборот — при
обработке плотных тканей более легкой пеной.
Состояние красителей в волокнистых м атери алах
Качество окраски текстильного м атери ал а, ее ко ­
лористические и технические показатели определяю тся вы б о­
ром типа красящ его вещества, природой сил химической и ф и ­
зической связи молекул красителя с м акр ом о л ек у лам и поли­
мера и состоянием краси тел я в волокне (степенью дисперсно­
сти, ориентацией красителей относительно м акром олекулярны х
цепей волокна и др.).
Относительно дисперсности красителей в гидрофобных во­
114
л о к н а х большинство исследователей приходят к заклю чению
о преимущественном мономолекулярном состоянии красителей
в этих волокнах. Однако если проводить крашение из среды
органических растворителей, то в определенных условиях могут
о б разо в ы в ать ся более крупные скопления молекул красителей
в виде димеров, тримеров и более крупных частиц в зависимости
от состояния пористости волокна и концентрации красителяЧем в большей степени молекула красителя ориентирована
вдоль цепи макромолекулы полимера, тем больше вероятность
реали зац и и всего набора м еж м о л екуляр ны х связей к р а си т ел ь —
волокно, тем прочнее получится окраска. Но относительно такой
зависимости имеются лиш ь косвенные подтверж дения. И м е ю ­
щ иеся в лит ературе данны е пока еще недостаточны д л я того,
чтобы мож но было составить обобщенную оценку состояния
красителей в волокне и его влияния на свойства окраш ен н ы х
м атери алов.
Ф актические данные п оказы ваю т, что окраски очень часто
сильно отличаются по оттенку в зависимости от способа к р а ш е ­
ния и тех обработок, которым п одвергался окраш енный м а те­
р и ал после окончания процесса краш ения.
Н аиб ол ее заметно изменение оттенка проявляется при к р а ­
шении текстильных м атери алов кубовыми красителями. В за в и ­
симости от температуры, продолжительности мыльной о б р а ­
ботки и состава моющего р аствор а меняется оттенок окраски
и ее прочностные показатели, что обусловливается следую щ ими
причинами:
1) перегруппировкой молекул окисленного к раси тел я с по­
следую щ им увеличением р азм еров его частиц до об разов ан и я
упорядоченной кристаллической решетки;
-2) изменением кристаллической структуры красителей, т. е.
полиморфизмом;
3) изменением соотношений в содерж ании цис- и тр ан сф орм
молекул красителя и их полярности на волокне;
4) влиянием природы волокнистого м атери ала, в частности
степени ориентированности распол о ж ени я его м акром олекул.
Н а изменение оттенка окрасок перечисленные химические и
физические явления могут о к а зы в а т ь влияние к а к совместно,
т а к и раздельно.
Если процесс кри сталли зац и и при продолжительном воздей­
ствии моющего мыльного р ас тво р а при температуре его кипе­
ния доходит до «выпотевання» кр а си т ел я на поверхность во­
локн а, то н аряд у с н еж елательны м изменением оттенка окраски
будет н аблю даться значительное снижение п оказател ей устой­
чивости ее к трению и действию мокрых обработок. Описанное
явление особенно характерн о для синтетических волокон, отли­
чаю щ ихся очень плотной и компактной структурой. П ри этом
несколько возрастает светостойкость окраски, но значительно
сн и ж ается устойчивость ее к действию трения или промывки.
11 5
ХАРАКТЕРИСТИКА ТЕХНИЧЕСКИХ СПОСОБОВ
КРАШЕНИЯ
При формировании технологических процессов
краш ения различны х волокон и их смесей красителями разны х
классов следует р еа ли зов ать условия, вытекаю щ ие из теорети­
ческих основ краш ения. Эти условия призваны обеспечить по­
лучение на данном волокнистом м атери але равномерной и проч­
ной окраски заданного цвета.
Воспроизводимость и оптимальные условия проведения тех­
нологического процесса осущ ествляются с помощью факторов
управления адсорбцией, диффузией и фиксацией красителя на
волокне, типичных д л я каж д ого класса красителей и вида во­
локнистого м атери ала.
К таким ф ак то рам , действительным д ля любых способов
крашения, относятся: концентрация красителя в красильной
ванне; модуль ванны; длительность процесса краш ения; тем пе­
ратурный реж им краш ения; физико-химические воздействия
(pH, окислительно-восстановительный потенциал, присутствие
электролитов и Т В В ) ; механические воздействия (циркуляция,
размеш ивание, отжим, давление, вакуумирование)Так, в связи с тем что лимитирующей стадией краш ения я в ­
ляется дифф узия красителей внутрь волокна, к числу приемов,
ускоряю щ их этот процесс, можно отнести снижение сродства
красителя к данном у волокнистому м атери ал у на стадии д и ф ф у ­
зии красителя в волокне, а на стадии фиксации красителя не­
обходимо вернуть ему исходное сродство к волокну (термооб­
работкой, зап ари в ан и ем и др.).
К раш ение мож ет осущ ествляться обработкой ткани непо­
средственно в растворе красителя (активные краси тел и ), о б р а ­
боткой ткани в растворе красителя после его восстановления
(кубовые краси тел и ), обработкой ткани в р аствор ах исходных
веществ, которые о бразую т окраску непосредственно на волокне
(нерастворимые азокраси тели в виде их исходных компонентов),
обработкой ткани в раствор ах фталогенов с последующей су ш ­
кой и зап ари ван ием ткани (фталоцианиновые красители) и, н а ­
конец, окраш иванием тканей при помощи полимеризую щ ихся
связую щ их (пигменты).
Но способу обработки ткани крашение п одраздел яю т на пе­
риодическое, полунепрерывное и непрерывное, а по способу об ­
работки волокон и п ряж и -— на периодическое и непрерывное.
При периодическом и непрерывном способах ткань м ож ет
окраш и ваться в виде расправленного полотна и в виде жгута.
П ериодический способ краш ения закл ю ч ается в том, что к р а ­
шению подвергаются отдельные партии ткани; цикл краш ения,
а иногда крашения и промывки, закан чи вается в одной ванне и
повторяется периодически. Этот способ отличается д ли тель­
ностью обработки, иногда достигающей нескольких часов, не116
экономичностью, связанной с большим расходом воды, эле ктр о ­
энергии, п ара и с другими затратам и . М одуль ванны колеблется
в широких пределах — от 3 до 50. При этом способе необходимое
количество красителя рассчитывается в процентах от массы
окраш иваемой ткани, концентрация красителя принимается
с учетом модуля ванны. Так, при модуле ванны 1 : 3 на 1 кг
ткани берут 3 л красильного раствора. М атериальн ы е расчеты
для всех аппаратов периодического действия и всех реж им ов
краш ения проводят по однотипной методике с учетом особен­
ностей каж дого конкретного объекта.
По основному принципу действия все эти аппараты мож но
разд ел и ть на две группы: к первой относятся ап п араты , в ко­
торых материал неподвижен, красильный раствор циркулирует
через него; ко второй — аппараты, в которых кр а си ль н ая ванна
неподвижна, а о краш и ваем ы й м атери ал в процессе краш ен и я
движется.
В ап п аратах первой группы окра ш и ва ю т волокно, п р яж у ,
ровницу; в ап п аратах второй группы — ткани, три котаж ны е по­
лотна и др.
П о качеству окраски периодический способ обычно д ает л у ч ­
шие результаты, чем непрерывный. Однако при этом способе
крашения довольно трудно окрасить несколько партий в о дин а­
ковый по интенсивности и оттенку цвет.
Способ п о лунеп рер ы вн ого к р аш ения появился сравн и тельно
давно, в нем сочетаются элементы периодического и непреры в­
ного способов. Суть этого способа состоит в том, что сн ач ал а
ткань плюсуют непрерывным способом на одной плюсовке р а ­
створом красителя, затем н ам а ты в аю т окрашенную т к а н ь в ру­
лон и при соответствующей температуре для заверш ен ия д и ф ф у­
зии и фиксации красителя вы держ иваю т ее в течение 4—6 ч,
а иногда и дольше.
Д а л е е ткань промы ваю т на ап п арате непрерывного или
периодического действия.
Н епреры вны й способ краш ения заклю чается в том, что тк а н ь
проходит технологическую обработку ограниченное врем я в од­
ной или нескольких последовательно располож енны х к р а си л ь ­
ных ваннах в виде непрерывной ленты или жгута.
Д л я получения равномерной окраски всей партии тк а н п
ванны во время работы долж ны непрерывно пополняться свежим
раствором красителя, чтобы концентрация его в течение всего
времени крашения о ста ва л ась постоянной. Непрерывные спо­
собы крашения обеспечивают высокую производительность тр у ­
д а и оборудования, рациональное построение технологического
процесса и получение результатов краш ения более высокого
качества.
Недостатками этого способа являю тся: повышенный расход
химических материалов, в первую очередь красителей; худшие
условия прокраш ивания волокон вследствие трудности получе­
117
ния глубоких темных оттенков; сложность применяемого обору­
дования.
Кратковременность процесса плюсования и малый модуль
ванны обусловливаю т необходимость повышения концентрации
красителей и химических материалов в рабочих ваннах и ис­
пользования различны х дополнительных средств для интенси­
фикации процесса (запаривание, терм ообработка, применение
Т В В и др.).
Н епрерывные способы краш ения тканей могут быть одно-,
двух- и трехстадийными. При двух- и трехстадийных способах
процессы нанесения красильного раствора на ткань и фиксиро­
в ан ия красителя в волокне разделяю т.
Д л я фиксирования краси тел я в волокне ткань после пропи­
ты ван и я красильным раствором и о тж и м а подвергают к р а т к о ­
временной (в течение 30—9 0 с ) , но интенсивной тепловой об­
р а б о т к е следующими способами:
насыщенным водяным паром при температуре около 1 0 0 °С;
перегретым водяным паром при температуре 150— 180 °С;
горячим воздухом при тем пературе 180—220 °С;
смесью паров воды и органических растворителей при тем пе­
р а т у р е 100 °С;
И К -л уч ам и или путем использования других видов высокой
энергии.
К раситель, не заф иксированны й в волокне в процессе теп л о­
вой обработки, у д ал яю т из окраш иваемого м а тер и ал а после­
дую щ ей промывкой.
Эффективность краш ения к а к непрерывным, т ак и периоди­
ческим способом определяется действием температуры , д а в л е ­
ния, концентрации химических материалов и ТВВ в растворе
и др. Степень использования составных, частей красильной
ванны и фиксации их волокнистым материалом при крашении
непреры вны м способом при условии постоянства у ка зан н ы х
вы ш е величин зависит от р яд а факторов, в том числе о т в заи м о­
действия волокнистого м а тер и ал а с реактивами, т. е. и зб и р а­
тельного поглощения (сорбции) их, вклю чая протекание хими­
ческих реакций; от содер ж ан ия химических м атери алов в р а с т ­
воре, остаю щ емся на ткани после отж има; от устойчивости
реакти вов в рабочих растворах.
Применение непрерывнодействующих ванн вы двигает особые
требования к их питанию в процессе работы. П ри неправильном
питании происходит постоянное изменение состава рабочей
ванны, что приводит к изменению оттенка и интенсивности
окраски.
Г Л А В А
IV
КРАШ ЕНИ Е КИСЛОТНЫМИ
К Р А С И ТЕ Л Я М И
О Б Щ И Е СВ Е Д Е Н И Я О СВОЙСТВАХ КР А СИ ТЕЛ ЕЙ
Кислотные красители относятся главным образом к классу
азокрасителей, производных антрахинона и трифенилметана; к ним также
относятся отдельные азиновые, хинолиновые, ксантеновые красители и нитрокрасители. Это анионные красители, выпускаемые в виде натриевых солей
сульфокислот и реже карбоновых ароматических кислот, хорошо растворимы
в" воде и диссоциируют на ионы натрия и красящий анион. В растворах они
практически не ассоциированы или ассоциированы в незначительной степени.
Красители этого класса дают окраски широкой гаммы цветов и оттен­
ков: желтые, оранжевые, красные, фиолетовые, синие, зеленые, коричневые,
черные, отличающиеся чистотой и яркостью.
По ровняющей способности кислотные красители условно делят на три
группы: хорошо, средне и плохо ровняющие. Для улучшения ровноты кра­
шения кислотными красителями белковых, полиамидных и других волокон,
содержащих в своем составе основные группы — МН2 > НЫ, приходится
варьировать pH, температуру, вводить в ванну электролиты, ТВВ и ПАВ.
снижающие скорость выбирания красителей, и т. д.
Углубление цвета кислотных азокрасителей достигается введением в мо­
лекулу электронодонорных и электроноакцепторных заместителей. Наличие
групп — ОН и — ЫН2 снижает светостойкость красителей, так как они легко
поддаются фотохимическому окислению. Повысить светостойкость можно
алкилированием оксигрупп и ацетилированием аминогрупп
(уменьшается
число подвижных атомов водорода). Снижение числа сульфогрупп в моле­
куле красителя, т. е. снижение его кислотности, приводит к уменьшению
растворимости красителя, а увеличение его относительной молекулярной
массы-— к повышению сродства к волокнам и устойчивости окрасок к мо­
крым обработкам. Однако кислотные красители имеют определенные недо­
статки: они часто несовместимы в смесях, некоторые из них не обеспечивают
интенсивных окрасок на ПА-волокнах, а также склонны к подчеркиванию
химической неоднородности ПА-волокон.
Красители этого класса обладают способностью окрашивать полиамид­
ные н белковые волокна (шерсть, натуральный шелк) непосредственно в ки­
слой среде.
Взаимодействие кислотных красителей с полиамидными волокнами осно­
вано на следующей реакции:
'ООС— В ол— ]МНз + Д кр—вОз + Н +
Якр— 80^ •^Н3Г'}— В о л — СООН
Из приведенной реакции видно, что ионы водорода подавляют иониза­
цию карбоксильных групп, вследствие чего понижается отрицательный заряд,
волокна. Когда все карбоксильные группы перейдут в неионизированное со ­
стояние, положительный заряд достигнет своего наивысшего значения и
волокно поглотит максимально возможное количество анионов красителя.
Следовательно, накрашиваемость волокна в данном случае зависит от числа
и доступности аминогрупп в макромолекуле полимера, а также от величины
положительного заряда волокна, который в свою очередь определяется ки­
слотностью красильной ванны.
Кислотные красители значительно различаются между собой по ско­
рости перехода на полиамидное волокно, по выравнивающей способности и
прочности получаемых окрасок к мокрым обработкам. Эти различия обус­
ловлены неодинаковостью кинетических и термодинамических характеристик
красителей, т. е. различием их сродства к волокну и коэффициентов диффу­
119
зии в волокне. В соответствии с этим кислотные красители подразделяют
на три группы: хорошо, средне и плохо выравнивающиеся.
Хорошо выравнивающиеся красители обладают малым сродством к во­
локну и высокой диффузионной подвижностью. Следовательно, они дают
окраски высокой равномерности, но малоустойчивые к мокрым обработкам.
Для плохо выравнивающихся красителей, наоборот, характерна низкая
диффузионная подвижность в волокне и повышенная способность к взаимо­
действию с волокном благодаря высокому сродству к нему. Эти красители
быстро выбираются из ванны, но очень медленно мигрируют или перерас­
пределяются в волокне, что обеспечивает получение прочных к мокрым о б ­
работкам, но недостаточно равномерных окрасок. В практическом отношении
эта группа красителей является наиболее денной, так как равномерность
окраски можно повысить путем применения выравнивателей.
К группе средне выравнивающихся относятся красители, которые по
своим свойствам занимают промежуточное положение между хорошо и плохо
выравнивающимися.
Крашение хорошо выравнивающимися красителями проводят в сильно
мннеральнокислой среде, средне выравнивающимися — в умеренно кислых
■средах, используя для подкисления ванны органические кислоты, плохо вы­
равнивающимися красителями— с применением потенциально кислых реа­
гентов, таких, как сернокислый или уксуснокислый аммоний.
КРАШЕНИЕ ПО ЛИ АМИДНЫ Х ВОЛОКОН
Процесс краш ения полиамидных волокон и изде­
л ий из них кислотными красителями, п р и н ад л еж ащ и м и к р а з ­
личным группам, регулируют определенным температурным ре­
жимом, д о б а вк ам и в красильную ванну минеральных и органи­
ческих кислот, электролитов, ТВВ, органических растворителей
и др. Так, снижение концентрации водородных ионов, введение
в ванну поваренной или глауберовой соли зам ед ля ет выбирание
красителя, вы равн и вает окраски. Скорость краш ения можно
т а к ж е снизить, если начинать процесс при относительно низкой
температуре, а затем постепенно повышать ее. К роме того,
в ванны с плохо вы равниваю щ имися красителям и полезно д о­
бавлять вы равниватели, ТВВ, в качестве которых могут быть
использованы анионоактивные (некаль, сульфонол и др.) и к а ­
тионоактивные (вы равниватель А и А-20) вещества, а т а к ж е
некоторые неионогенные продукты (ОС-20, синтанол ЦС-20 и
др.).
Зависимость сорбции кислотных красителей ПА-волокном от
pH среды х арактери зуется тремя зонами (рис. 14). В интервале
p H = 9 . . . 6 (зона А ) кислота в виде протона поглощ ается в ол ок­
ном, что приводит к ионизации аминогрупп, вступающих в хи­
мическое взаимодействие с анионами красителя. Адсорбция к р а ­
сителя увеличивается с понижением pH до тех пор, пока все
концевые аминогруппы не насы тятся ионами красителя (зона
В ). В интервале р Н < 3 (зона С) волокно приобретает способ­
ность резко увеличивать сорбцию красителя.
Поведение красителей в сильнокислых средах ( р Н < 3 ) и по­
вышенное вы бирание красителя в этих условиях обусловлены
ионизацией амидных групп и фиксацией недиссоциированной ки120
слоты красителя. Ионизация кислотно-амидных групп (м ости­
ков) волокна в сильнокислой среде приводит к возникновению
большого числа новых полож ительно зар я ж ен н ы х центров
которы е сообщают волокну повышенную кислотную емкость и
резко увеличиваю т восприимчивость его к краси телям анион­
ного типа. При крашении в сильнокислых средах ( р Н < 2 ) идет
т а к ж е гидролиз ПА-волокон по амидным связям с о б р а з о в а ­
нием новых активных центров сорбции красителя волокном:
— СОМН— — -“ — СООНЧ----- Ш 2.
Количество сорбированного волокном красителя зави си т от
химической структуры красителя, физической структуры волокна, условий краш ения и повы­
ш ается с ростом температуры, сни­
ж ени ем pH ванны и повышением
сродства красителя к волокну. Кис­
лотны е красители, имеющие две и
более сульфогруппы, связы ваю тся
волокном при рН = 3 . . . 6 в мень­
ших количествах, чем красители с
одной сульфогруппой.
При крашении полиамидных во­
локон кислотными красителями н а ­
рН рястдора
сыщение достигается за счет б ло­
кирования небольшого числа ак ти в ­
Рис. 14. Зависимость сорбции
ных групп, поэтому надо пользо­ кислотного красителя поли­
в аться красителями, которые име­ амидным волокном от pH кра­
сильной ванны
ют
только
одну
сульфогруппу:
в этом случае молекула красителя
зан и м ае т в волокне всего один активный центр. Если ж е ис­
пользовать красители с двум я и тем более с тр ем я сульфогруппами, то одной молекулой краси теля будут блокироваться
соответственно два или три активных центра
полимера и
окр аски получатся менее интенсивными.
Структура красителей оказывает определенное влияние на сорбцию его
волокном. Было показано, что даж е для азокрасителей с одной сульфогруп­
пой в зависимости от строения красителей можно перейти от механизма чи­
стой солевой связи к такому, в котором большое место занимают водород­
ные связи и силы Ван-дер-Ваальса:
ОН
I[ОдЭ—
N=34-—
I
Г)
о
ОН
12 Е
Красители I I и I V , имеющие сульфогруппу в середине молекулы, дают
величину сорбции красителей волокном, близкую к величине насыщения
концевых аминогрупп. Красители I и I I I сорбируются волокном в количе­
стве, значительно превышающем величину насыщения концевых амино­
групп.
Поскольку краш ение кислотными красителям и обычно про­
водится при рН = 3 . . . 6 , сорбция красителей зависит от числа
концевых аминогрупп и их доступности. При рН = 3 . . . 6 ПА-вол окна могут связы вать по МН2-группам 0,0004—0,0005 г-экв.
кислотного красителя на 1 г волокна, в то время к а к шерсть
связы вает 0,008— 0,009 г-экв., а натуральны й шелк — 0,0012—
0,002 г-экв.
Вследствие низкого п редела поглощения красителей многие
кислотные красители не д аю т интенсивных окрасок на ПА-волокнах. Одноосновные красители поглощ аются в больших ко ­
личествах и д аю т более интенсивные окраски- Осущ ествлять
краш ение при низких значениях pH ( < 2 ) , когда увеличивается
поглощение красителя, нельзя, так к а к при этом идет гидролиз
волокна и сниж ается его прочность. И з-за ограниченного содер­
ж а н и я концевых аминогрупп в ПА-волокнах возникает эф ф ект
блокирования и несовместимость кислотных красителей в смеси.
П А -волокна у ж е с незначительным (по степени полимеризации)
различием в химическом составе разны х партий полимера о к р а ­
шиваются неоднородно, причем эта неоднородность д л я трико­
таж ного полотна проявляется в виде зебристости, а д ля ткани —
в виде полосатости. Д л я получения ровной окраски кислотными
красителям и нужно применять гомогенный продукт полимера
с небольшим различием в количестве концевых аминогрупп,
а т а к ж е использовать красители, со д ерж ащ и е одну сульф о­
группу, в присутствии вы равнивателей окраски. Н а свойстве
капронового волокна п оглощ ать разны е количества красителя
в зависимости от числа аминогрупп основано получение много­
цветных эффектов на изделиях.
Термодинамическое сродство кислотных красителей к ПАволокну имеет различны е значения и зависит от структуры к р а ­
сителя и наличия в ней сульфогрупп. Значение сродства в о з р а ­
стает с увеличением относительной молекулярной массы к р а си ­
теля. Так, при зам ене в молекуле красителя бензольного ядра
на наф талиновое сродство увеличивается на 8,7 д л я однооснов­
ного и на 7,1 к Д ж /м о л ь — д л я двухосновного красителя. При
введении в молекулу краси тел я бензолазогруппы сродство так122
Т а б л и ц а
31
Алифатический
спирт
п-Бутанол
Ф иолето­
вый
антрахиноновый
25 СС
60 сс
25 °С
¿60 -с
25 °С
60 °С
25 °С
4,8
5,1
5,2
5,2
5
4,3
3,4
5,3
5,4
5,2
4,9
4,8
4,5
5,2
5,4
5,5
5,3
4,7
4
10,4
12
12,6
11,6
11
10,4
9,4
12,5
12,3
11,7
11,6
10,8
9,5
12,9
12,3
11,5
11,3
10,4
3,5
4,2
4,2
4
3,9
3,8
3,7
4,3
3,9
3,6
3,4
3,2
3
3,9
3,9
3,6
3,4
3,2
3
16
17,8
18,6
19,7
18,7
17
13,9
18
18,3
17,4
17
16
14
17,1
16,9
16,3
15,6
14
11,8
10,3
9,6
9,4
9,4
9,6
11,2
14,5
9,3
9,1
9,4
10
10,2
11
9,4
9,1
8,9
9,3
10,3
12,1
8
7,2
7
7,1
7,8
8
11
6,6
6,9
6,8
7,1
7,9
11
6,3
6,9
7,1
7,3
8
14,2
11,6
11.8
12,2
12,5
12,9
13,4
11,3
12,6
13,6
14,3
15,3
16,5
12,7
12,4
13,4
14,4
15,2
16,3
—
4,8
4,3
—
10,5
10,4
—
—
3,3
3
—
14
—
—
10,3
11,5
—
9,2
9,4
—
—
15
16,3
6,5
5,8
5,6
6,2
5,5
6,1
7,2
5,8
5,7
6,0
6,1
6,5
7,4
6,0
6,1
6,3
6,7
7,4
8,6
—
7,4
—
Ч и сто-голубой
антрахиноновый
25 °С
15,9
8,5
7,8
9,4
10,3
13,3
19,6
11,6
10,8
10,3
11
11,4
12,6
11,3
10,1
9,8
■—
10,5
11,3
16,4
—
17,6
о
л-Пропанол
М етаниловый
желтый
СО
Этанол
Ф иолето­
вый
аитрахиноновый
оО
Метанол
10
20
40
50
70
100
10
20
40
50
70
100
10
20
40
50
70
100
5
10
25
М етаииловый
ж ел ты й
Разм ер частиц, м ■10-'”
О
Без добавки
Коэффициент диффузии
£>, см2/с(-10~6)
о
со
^К онцентрация, мл/л
Влияние температуры и добавок алифатических спиртов на размер частиц
кислотных красителей и их коэффициент диффузии
9
6,8
7
7,1
7,2
—
7,4
5
5,8
6,3
6,8
7,8
9,2
8
7,2
7,4
8
8,3
8 ,6
—
10
10,9
ж е увеличивается на 14,6 и 12,5 к Д ж /м о л ь соответственно д л я
одно- и двухосновного красителя.
В работе Б. Н. М ельникова, 3 . Н. Паниной была у ст а н о в ­
лена зависимость коэффициента дифф узии и р а зм е р а частиц
кислотных красителей в растворе от тем пературы и д обаво к
алифатических спиртов (табл. 31).
М акси м альное значение коэффициента диф ф узии достигается
при концентрации спиртов 10— 30 мл/л. С увеличением концен­
трации спирта в растворе степень диссоциации краси тел я сни­
ж ается, происходит агрегация н езаряж ен н ы х частиц краси тел я
и уменьшение коэффициента дифф узии в растворе.
Скорость диффузии красителя в волокно зави си т от н а д м о л е ­
кулярной структуры волокна. Так, скорость диф ф узии кислот­
ного красителя в невытянутое волокно в 10 раз более высокая,
чем в вытянутое. Д и ф ф у зи я существенно сн и ж ается по мере вы­
тягивания нитей ПА-волокон, энергия активации п овы ш ается,
равновесное выбирание изменяется мало.
123
Коэффициент диффузии кислотных красителей в капроновое
волокно значительно увеличивается при тем пературах выше
100 °С. Так, с изменением тем пературы краш ения от 140 до
200 °С коэффициент дифф узии увеличивается на д ва порядка.
Д л я определения коэффициентов дифф узии кислотных к р а ­
сителей в полиамидное волокно разра б ота н способ с использо­
ванием модели, основанной на представлении о наличии фронта
насы щ ения активных центров в субстрате. По этому способу
были определены коэффициенты диф ф узии д ля четырех ки сл от­
ных красителей: порядок значений коэффициентов дифф узии
составил 10_6 см2/с, что соответствует дифф узии красителей
в порах, наполненных водой. Н а этой основе Б. Н. М ел ьни ко ­
вым был разра б ота н способ уп равлен ия процессом краш ения
капронового волокна кислотными красителями, который позво­
л яе т сократить время краш ения при обеспечении высокого к а ­
чества окраски.
На адсорбцию красителя влияет также поверхностная плотность заряда
волокна в растворе или ^-потенциал, который можно направленно изменять
в зависимости от добавки вспомогательных веществ. На основании измере­
ния этого показателя, поверхностной и общей адсорбции красителя при
крашении кислотными красителями в кислой среде установлена связь между
изменением тонкой структуры волокна нейлон 6 при вытяжке и степенью
выбирания красителя. Так, поверхность волокна, покрытая молекулами ад­
сорбированного красителя, при вытяжке, равной 1, равна 4 ,4 - 1 0 -6 см2/г: при
вытяжке, равной 3,— 1,9 -10-6 см2/г, при вытяжке, равной 4,— 1 ,8-10~6 см2/г.
Изучение зависимости коэффициента диффузии кислотных красителей —
оранжевого, бордо, синего 2К — от ^-потенциала показало, что с ростом от­
рицательной величины ^-потенциала капроновой пленки в растворе кислот­
ных красителей диффузия этих красителей в пленку уменьшается. Эта за ­
висимость имеет линейный характер и выражается уравнением, см2/мин,
£>• 109 = 0,264 (п — 4 , 4 ) £ + 1 3 ,9 (3 ,9 — л).
где п — число сульфогрупп в молекуле красителя.
В работах М. В. Корчагина было установлено, что миграционные свой­
ства кислотных красителей .уменьшаются с ростом сродства. Существенное
влияние на миграцию оказывает также число сульфогрупп в молекуле кра­
сителя. При крашении в кислых средах способность к миграции двухоснов­
ных кислотных красителей, обладающих сравнительно низким сродством
к ПА-волокну, можно повысить добавлением в красильный раствор нейтраль­
ной соли. Миграция красителей с высоким сродством к волокну (например,
кислотного алого прочного) может быть увеличена введением анионоактив­
ных вспомогательных веществ типа ароматических сульфокислот.
При краш ении изделий из полиамидных волокон очень
часто д л я получения модных цветов используются смеси к р а с и ­
телей. О д н ако при совмещении в одной красильной ванне не
всегда достигается ж е лаем ы й результат, так ка к красители поразн ом у вы бираю тся волокном из раствора. Д л я подбора см е­
сей красителей, обеспечивающих получение на полиамидны х
волокнах однотонной окраски, пользуются следую щей зав и си ­
мостью:
- д ^ / я г
—
124
ОоС*2^2 €
где D í и /) 2 — коэффициенты диффузии красителей в волокно, предвари­
тельно определенные для каждого красителя в отдельности в условиях, близ­
ких к условиям применения их в смесях; Z^C^&\^0i и 2 2С2А(.12— соответ­
ственно основность, концентрация и сродство к волокну каждого из кра­
сителей.
Необходимо отметить, что закреп л ен ие красителя з а счет
водородных связей и сил В ан -д ер-В аальса, т. е. за счет межмолекулярного взаимодействия, происходит лучше всего тогда,
когда все
— МНз~ группы волокна заб локи рован ы анионами
красителя, т. е. после заверш ения реакции солеобразованпя,
хотя в принципе ничто не препятствует этому процессу р азви ­
в аться п ар ал л ел ьн о с солеобразованием.
При крашении кислотными к р а ­
сителями вводят различные ТВВ,
которые зам ед ля ю т процесс зак р еп ­
лен и я красителя на активных цент­
рах; многие из них осуществляют
эф ф ект блокирования ионизирован­
ных аминогрупп с последующим
зам ещ ением этих центров кислот­
ными красителями.
Д л я получения равномерных о к­
расок в красильную ванну необхо­
15. Скорость выбирания
димо вводить органические раство­ Рис.
кислотного
красителя
поли­
рители, сниж аю щ ие сродство к р а ­
амидным волокном:
сителей к волокну за счет о б р азо ­ / — без вспомогательного вещест­
ва; 2 — в присутствии
анионного
вания своеобразны х
ассоциатов
ПАВ; 3 — в присутствии катионно­
го ПАВ
или лабильны х комплексов краси ­
т е л ь — растворитель
(или ТВВ) ,
г та к ж е анионоактивные или катионоактивные ПАВ. С послед­
ними кислотный краситель образует труднорастворим ое соеди­
нение и в связи с постепенным гидролизом этого диспергиро­
ванного комплекса крашение протекает зам едленно (рис. 15).
В ыравниваю щ ее действие анионоактнвных веществ основано
на одновременном зам ещ ении активных групп волокна (— Ы Нзкрасителем и анионоактивным веществом. Р еком ендую тся т а к ­
ж е добавки ПАВ типа ализаринового масла, активно способ­
ствующие выравниванию окрасок. Некоторы е из этих ТВВ анноноактпвного х ар а ктер а по сродству к волокну мало отли ча­
ются от красителей.
Д л я получения ровной окраски при крашении кислотными
красителями в красильную ванну рекомендуется вводить сов­
местно два или более интенсификаторов или ТВВ: фенол или
его алкильны е производные и бензиловый спирт, бензой­
ную, салициловую кислоты или их ал ки л ьны е производные.
Фенол и его производные вводят в количестве 0,1 — 1 % от массы
12 5
раствора, а ТВВ типа бензилового спирта — в количестве 1—
5 % . Реком ендую тся т а к ж е добавк и ПАВ типа али зари н ового
масла.
Вещество, являю щ ееся резервирую щ им при крашении ней­
лона, имеет формулу
А —
где А — бесцветный алифатический, ароматический или
гетероциклический
радикал с неауксохромными заместителями (хлором, бромом, алкилом, алкоксилом); Я — водород или алкил с низкой относительной молекулярной
массой; IV — ацилирующая группа, имеющая атомы или группы атомов, реа­
гирующие с ПА-волокнами (например, трихлор-2, 4, 6-триазин, трихлор-2, 4,
6-пиримидин).
Производство ПА-волокон с различны ми функциональными
группами д а л о возможность о кр аш и вать ткани однованным спо­
собом в разли чн ы е цвета, т а к к а к при увеличении количества,
например, аминогрупп на 3— 5 м г-экв. на 1 г волокна кол и че­
ство сорбированного краси тел я в о зрастает на 10— 1 5 % .
С овершенствование непрерывного способа краш ения п о л и а ­
мидного волокна кислотными краси телям и заклю чается в п ри ­
менении веществ, вы зы ваю щ их набухание волокна и ц е л е н а ­
правленно изменяю щ их природу частиц красителя, что с о зд ае т
предпосылки д л я получения не только интенсивных, но и р а в н о ­
мерных окр а со к на полиамидном волокне.
При выборе оптимальных условий ведения процесса к р а ш е ­
ния капронового волокна кислотными красителями по непре­
рывному способу было установлено, что фиксация к р а си т ел я
волокном возр аста ет с увеличением
температуры,
времени
плюсования и при введении в красильную ванну д о б а во к т а ­
ких органических растворителей, к а к целлозольв, фурфурол и
дим етилф ормамид. Эффективность действия у казан ны х р ас тв о ­
рителей увеличивается с возрастанием концентрации их в р а ­
створе.
При краш ении капронового волокна из водно-спиртовых р а ­
створов в присутствии алиф атических спиртов, ц ел л озол ьва л
ф урф урола ровнота окраски повышается. П овы ш ается т а к ж е
устойчивость окраски к различны м видам физико-химических
обработок. Так, устойчивость окрасок к мылу, трению и хи м и ­
ческой об раб отке составляет 5 баллов, к поту — 4 б ал л а. С ор б ­
ционная активность волокна в озрастает в 1 ,5 < 2 р аза , время
зап ар и в ан и я тканей сок ращ ается в 5 раз, а теплового н а г р е ­
в а — до 30 с. Это п одтверж дает целесообразность использования
алифатических спиртов, ц еллозольва и ф урф урола при к р а ш е ­
нии капронового волокна кислотными красителями по н епре­
рывным технологическим схемам.
О птим альны е парам етры процесса краш ения капронового
волокна кислотными красителям и по зап арн ом у и тер м о ф и к са­
ционному способам при использовании в качестве интенсифика-126
торов процесса алифатических спиртов, целлюлозы и ф у р ф у ­
рола приведены ниже:
Концентрация
красителя, г/л
алифатических спиртов, мл/л
целлозольва, мл/л
Время плюсования, с
Время запаривания, с
при запарном способе
при высокотемпературном способе
Температура, °С
плюсования
термофиксации
5
10—20
50
30
60
30
80
13
При промывке органические растворители полностью у д а л я ­
ются с волокна.
При изучении характерны х особенностей протекания процес­
сов краш ен и я тканей из физически модифицированных п о л и а­
мидных нитей типа шелон к раси тел ям и различных классов было
показано, что на тканях из волокна шелон может происходить
оптическое осветление окрасок и расцветок, яв ляю щ ееся сл ед ­
ствием диффузионного рассеяния и преломления света р ел ь е ф ­
ной поверхностью комплексных нитей шелон высокой крутки.
При рациональны х вари ан тах построения технологических
процессов краш ения тканей шелон, характери зую щ и хся отлич­
ными гигиеническими свойствами, могут быть получены окраски
широкой гам м ы цветов любой зад ан н о й интенсивности. О д н ако
при одинаковой и д а ж е более высокой сорбционной активности
физически модифицированных полиам идны х нитей по с р а в н е­
нию с нитями круглого сечения о краски и расцветки на тканях
шелон визуально воспринимаются к а к более светлые.
Для выяснения взаимосвязи между химическим строением физически мо­
дифицированных полиамидных нитей и их сорбционной активностью по отно­
шению к красителям различных классов, из одной партии капролактама был
выработан полимер, из которого в строго одинаковых условиях сформованы
полиамидные нити круглого сечения и нити с профилем шелоновой нити.
В каждой партии волокон было определено содержание амино- и карбо­
ксильных групп в полимере, сорбция влаги, а также максимальное поглоще­
ние кислотного красителя ярко-голубого 3 и дисперсного дюранола синего О.
Данные экспериментов показали, что содержание амино- и карбоксиль­
ных групп, приходящееся на единицу массы полимера, в полиамидных нитях
шелон практически не отличается от соответствующих показателей для
нитей круглого сечения; сорбционная активность сравниваемых нитей по от­
ношению к кислотным и дисперсным красителям также оказалась практи­
чески одинаковой. Таким образом, визуально наблюдаемое осветление окра­
сок и расцветок на тканях шелон является следствием характерных особен­
ностей отражения и преломления света от рельефной поверхности физически
модифицированных комплексных нитей шелон высокой крутки. На этих ви­
дах полиамидных волокон было проверено влияние выравнивателей, вводи­
мых в красильные ванны, на миграционные и сорбционные свойства кислот­
ных красителей.
Для крашения применяли кислотные красители: фиолетовый антрахиноновый, ярко-синий антрахиноновый, ярко-голубой 3, фиолетовый 2С. В каче­
стве текстильных вспомогательных веществ использовались три анионоактив127
Таблица
32
Влияние различных выравнивателей на миграционные свойства кислотного
чисто-голубого антрахинонового красителя
М и грац ия, %
Ткань
оСсм
■
аи
Капроновая
. 503672
505472
502072
44,3
49,5
47,7
44
63,1
53,7
65,4
61,7
53,4
52,6
65,9
64
61,9
56,8
53,8
56,2
56,8
55,3
55,5
65,4
61,4
57,9
49
59,9
— диспергатор НФ, синтегал V- 7 и вотамол 1^5, два
катионоактивных — марвелан и моноалкилоламид и три неионогенных —
препарат ОС-20, словатон С7? и словавив 5 0 -5 0 .
Миграцию красителей определяли количественным методом, согласно ко­
торому о степени выравнивания окраски судили по переходу красителя
с окрашенной ткани на белый образец в условиях совместной обработки их
в одной ванне. Результаты, характеризующие влияние различных выравни­
вателей на миграционные свойства кислотного чисто-голубого антрахиноно­
вого красителя, приведены в табл. 32.
Аналогичные результаты были получены для других исследованных кис­
лотных красителей. Как видно из табл. 32, миграционная способность кислот­
ных красителей на тканях из физически модифицированных полиамидных ни­
тей довольно высока даж е без выравнивателей. Она колеблется в пределах
40— 48 % и мало отличается от миграции этих красителей на немодифицированном полиамидном волокне. Введение в растворы кислотных красителей
выравнивателей любого типа на 5—20 % увеличивает миграционную способ­
ность кислотных красителей и способствует выравниванию окрасок.
Однако следует отметить, что повышение равномерности окрасок тканей
из физически модифицированных полиамидных нитей в присутствии вырав­
нивателей сопровождается незначительным снижением фиксации ими кислот­
ных красителей (табл. 33).
В большинстве случаев количество фиксированного шелоновыми тканями
красящего вещества в присутствии анионоактивных, катионоактивных и неТаблица
33
Влияние различных выравнивателей на фиксацию кислотного чисто-голубого
красителя
С одерж ание, г /к г , к р аси те л я кислотного чи сто-голу­
бого ан трахи н онового на волокне
в ы р авн и в ат ел ь
кап рон
Без выравнивателя
Словатон СЯ
Препарат О С -20
Вотамол Ц75
Синтегал У-7
Марвелан
128
11,2
10,6
10,6
10,6
9,7
10,6
капрон
арт.
503672
12
11,5
11,2
11,1
11,1
12
ш елон
арт.
505472
ш елон
арт.
502072
шелон
арт.
505974
12
11,2
11,2
11,2
11,1
12
11,6
11
13
12,2
10,4
11,4
11,1
11,2
11,2
11,5
12,9
10,5
ионогенных препаратов сравнимо с количеством красителей, фиксированных
тканями из капроновых нитей круглого сечения, окрашенных без выравни­
вателей. Несколько повышенная сорбция шелоновыми нитями кислотных кра­
сителей обусловлена тем, что в кислой среде модифицированный полиамид
за счет большего содержания в нем аминогрупп обладает более высоким по­
ложительным электрокннетическим потенциалом — от + 3 8 до + 4 3 мВ про­
тив + 2 8 ,5 мВ у капроновых нитей круглого сечения.
В технологии краш ен и я полиамидных волокон кислотными
красителями предусматривается применение периодического и
непрерывного способов. Кислотными красителями м ож но к р а ­
сить ПА-волокна по обычным р еж им ам , р а зр а б о т а н н ы м д л я
шерсти: плохо в ы равн и ваю щ и м и ся краси телям и — в присутст­
вии 2 — 5 % ацетата или с у л ь ф а т а аммония и специальны х в ы ­
равнивателей; средне в ы равн и ваю щ и м и ся к раси тел ям и —- в п ри ­
сутствии 3 — 5 % уксусной кислоты (40 %-ной); хорошо в ы р а в ­
нивающ имися красителями — в присутствии 2— 4 % муравьиной
кислоты ( 8 5 % -ной).
К раш ение тканей, три котаж ного полотна, чулочно-носочных
изделий из полиамидных волокон в яркие цвета кислотны ми
обычными и кислотными антрахиноновыми краси тел ям и осущ е­
ствляю т по периодическому и непрерывному способам в п ри ­
сутствии выравнивателей. Ч а щ е всего в качестве в ы р а в н и в а ­
теля используют р азл и чн ы е ТВ В анионоактивного и неионоген­
ного х а р а к тер а (а л и зар и н о в о е масло, п реп арат А Д С , лиоген
Р в сочетании с сандогеном Н ) в количестве 3— 6 % от массы
волокна и др.
Р еж и м крашения кислотными красителями ПА текстильны х
изделий периодическим способом заклю чается в следую щ ем:
крашение изделия после подготовки начинают при тем пературе
30— 40 °С, м атериал о б р аб ат ы в а ю т при этой тем пературе в те ­
чение 15 мин, после чего постепенно вводят уксусную кислоту
до тех пор, пока p H кр аси льн ой ванны станет р ав н ы м 4 — 6;
д ал ее нагревают ванну в течение 30—45 мин до тем пературы
95— 100 °С и продолж аю т краш ение в течение 60 мин, после
этого материал промывают.
П ри крашении по другому режиму изделие в краси льн ой
ванне предварительно о б р аб ат ы в а ю т в растворе, с о д ер ж ащ е м
4 % сул ьф ата аммония и 4 % вы равнивателя при тем п е р ату р е
100 °С в течение 15 мин; затем раствор о х л а ж д а ю т до темпе­
ратуры 40—50 °С, д о б а в л я я холодную воду, и при этой тем пе­
ратуре повторно вводят то ж е количество су л ь ф ата аммония и
вы равн и вателя и после этого раствор красителя (по рецепту).
В течение 45 мин ванну д о во д ят до кипения и к р а с я т и зделие
при кипении 45— 60 мин. П о окончании кр аш ен и я м а те р и а л
промы ваю т в течение 10— 15 мин теплой водой.
Д л я повышения устойчивости окраски к мокрым о б р аб о тк ам
окраш енное изделие в течение 20 мин при тем пературе 75—
80 °С о б рабаты ваю т раствором, содерж ащ им 1— 2 % (от массы
изделия) эффектона НС и 1,5 % уксусной кислоты (30 %-ной)
5
Заказ № 2139
129
д о p H —4. ..5. После этой обработки ванну о х л а ж д а ю т и про­
м ы ваю т холодной водой.
Кислотные красители пока не нашли широкого применения
при использовании непрерывного способа краш ения по причине
низкой степени фиксации краси тел я в волокне.
Крашение полиамидных волокон кислотными красителями в пене пред­
ложено ЛИТЛП им. С. М. Кирова. Как отмечалось ранее, перспективным
способом снижения расхода воды и сокращения объема сточных вод в красильно-отделочном производстве является крашение в пене. Сущность этого
способа заключается в том, что раствор, содержащий краситель и вспомога­
тельные материалы, вспенивают в ванне с вращающимся барабаном неболь­
шой вместимости (модуль 2—5); при этом пена равномерно распределяется
на текстильном материале. Краситель фиксируют горячим воздухом или
острым паром. Окрашенные изделия промывают горячей и холодной водой.
Для приготовления вспененного красильного раствора в ванну необхо­
димо вводить довольно большое количество поверхностно-активных веществ.
С целью уменьшения расхода ПАВ установлена возможность использования
стабилизаторов: карбоксиметилцеллюлозы (КМ Ц), полиакриламида (ПАА)
и поливинилового спирта (ПВС) в смеси с моноэтаноламидом, синтетических
жирных кислот фракционного состава С]0—Ci6 (МЭА). Введение в раствор
небольших количеств (5 г/л) КМЦ, ПАА или ПВС совместно с МЭА обу­
словливает значительное снижение скорости синерезиса вспененных красиль­
ных растворов. При этом количество пенообразователя (П АВ), необходимое
для интенсивного ценообразования, не превышает 20 г/л при модуле ванны
1,5— 3. Однако низкий модуль ванны способствует тому, что расход ПАВ
на единицу массы изделий при крашении в пене не превышает расхода ПАВ
лри обычных способах крашения.
Изделия из полиамидных волокон окрашивают в машине СМТ-25. Ча­
стота вращения перфорированного барабана 28—35 мин- 1 ; модуль ванны 3.
Красильная ванна содержит, г/л:
Кислотный антрахиноновый краситель
Пенообразователь (метаупон)
КМЦ
"
МЭА
Глауберова соль
Уксусная кислота (30 %-ная), мл/л
15
20
5
5
10
2—3
Уксусную кислоту вводят за 15 мин до окончания фиксирующей обра­
ботки; фиксируют краситель острым паром в течение 20—35 мин, общая
продолжительность процесса крашения 54 мин.
Расход воды на крашение и промывку при использовании пенных кра­
сильных растворов, стабилизированных высокомолекулярными соединениями,
снизился на 76 % (по сравнению с расходом при крашении обычным спо­
собом ). Одновременно в 7,6 раза уменьшился расход острого пара.
На изделиях получена насыщенная ровная окраска, имеющая высокую
устойчивость к физико-химическим воздействиям (к раствору мыла при тем­
пературе 40 °С— 4/5/5 баллов, к мокрому и сухому трению—-4 — 5 баллов).
Д л я ценообразования использовали анионоактивные ПАВ линейной струк­
туры, содержащие 12— 16 атомов углерода в алкильной цепи и обладающие
высокой степенью биологической окисляемости.
КРАШЕНИЕ ПО ЛИАКРИЛОНИТРИЛЬНЫХ
ВОЛОКОН
Катионные П А Н -волокна (К П А Н -волокна могут
быть успешно окрашены анионными, в том числе кислотными,
краси тел ям и . К П А Н -волокна обычно в своем составе содерж ат
130
8 9 ,5 % акрилонитрила ( АН) , 5 ,5 % м етил м етакр и л ата (ММА) и
5 % а-винилпиридина (а-В П )
Р ан ее было установлено, что краситель взаим одействует
с КПА Н -волокном з а счет ионной связи между азотом с/.-ВП
и анионом красителя по схеме
— у —-В ол
— > р -й о л
Л кр-эо; +
в о ;-
М ак си м ал ь н а я сорбция краси тел я и кислоты К П А Н -в о л о к ­
ном по максимуму насы щ ения волокна сульфокислотам и соот­
ветственно составила 360 и 400 м г-экв./к г при тем п ератур е
65 °С. Это так ж е подтверж дает, что между активными центрами
волокна и красителя протекает реакция солеобразования. Д о л я
сорбции красителя за счет м еж м олекулярны х сил (сил В ан-дерВ а а л ь с а и водородных связей ) в условиях, и склю чаю щ их воз­
можность образования солевой связи, невелика. Интересно от­
метить, что красители с одной сульфогруппой сорбирую тся
волокном почти на 45 % больше, чем красители с д в у м я сульфогруппами.
К раш ение К П А Н -волокн а кислотными краси телям и (в виде
волокна или гребенной лен ты ) рекомендуется проводить на ап ­
п аратах периодического действия насадочной системы в у сл о ­
виях сильнокислой среды (pH = 2,5) в присутствии глауберовой
соли при температуре кипения ванны в течение 1,5 ч. Лучш е
всего применять отечественные кислотные н е м е т а л л с о д е р ж а ­
щие красители марки Н типа карболановы х или карбол ан овы е
красители фирмы «Ай-Си-Ай» (Англия). Полученны е окраски
отличаю тся хорошей ровнотой
(при хорошем выбирании
к расителя из ванны) и высокими п оказател ям и устойчивости
к физико-химическим воздействиям, за исключением устойчи­
вости к заварке.
ГЛАВА V
КРАШ ЕНИЕ КИСЛОТНЫМИ
МЕТАЛЛСОДЕРЖ АЩ ИМИ
И ХР О М О В Ы М И К Р А С И Т Е Л Я М И
ОБЩИЕ СВЕДЕНИЯ О СВОЙСТВАХ КРАСИТЕЛЕЙ
Крашение кислотными хромирующимися (хромовыми) кра­
сителями может быть упрощено, если комплекс получить не в процессе кра­
шения (крашение с последующим, предварительным пли одновременным хро­
мированием), а в процессе производства красителя и использовать для
5*
131
крашения красители, содержащие в молекуле атом хрома или другого ме­
талла. Простота их применения для крашения изделий очевидна. Такие го­
товые препараты металлокомплексных красителей существуют, их можно
использовать при крашении белковых и полиамидных волокон.
В зависимости от числа молекул красителя, приходящихся на один атом
хрома или другого металла в комплексном соединении, различают красители
комплекса 1 : 1 или 1 : 2. Как правило, красители комплекса 1 : 1 в качестве
группировок, сообщающих им растворимость в воде, содержат сульфогруппы,
растворимость которых составляет 50 г/л и более при низких температурах.
Красители комплекса 1 : 2 сульфогрупп не имеют, вследствие чего они обла­
даю т лишь слабой растворимостью в воде. Переход красителей комплекса
1 : 2 в раствор обусловлен наличием в их молекуле сульфамидных (— БОг—
— К?Н 2) или метилсульфоновых (— БОг—СН3) групп.
Красители комплекса 1 : 1 (КМК 1 : 1 ) могут взаимодействовать с полиа­
мидными волокнами по механизму солеобразования, характерному для про­
стых кислотных красителей, и путем образования координационных связей
вследствие того, что атом хрома в готовом красителе сохраняет способность
реагировать с волокном. В зависимости от условий крашения, главным обра­
зом от кислотности красильной ванны, происходит взаимодействие сульфо­
групп красителя с положительно заряженными аминогруппами волокна (см.
рис. 14) или комплексообразование за счет остаточной валентности атома
хрома, что видно на приведенной ниже схеме, показывающей образование
сложного комплекса краситель—металл—волокно
Х Н С О ~П о л и а м н д
О-------Сг-------- О
2
'"-Х Н С С К -П о л и а м п д
В кислой среде при р Н = 3 . ..4 и ниже (см. рис. 14) решающее значение
приобретают солеобразные связи с амино- и амидными группами, а ко­
ординационные связи существенную роль играют при более высоких значе­
ниях pH.
В свете вышесказанного крашение металлокомплексными красителями
комплекса 1 : 1 начинают в сильнокислой среде при р Н < 3 . При этом боль­
шая часть аминогрупп волокна ионизируется, образуя — МН3+-группы, кото­
рые не вступают в реакцию комплексообразования, и краситель закрепляется
на волокне только путем солеобразования. При промывке и нейтрализации
волокна кислотность раствора резко снижается, часть аминогрупп волокна
снова переходит в неионизированное состояние и возникают необходимые
условия для образования координационных связей между красителем и во­
локном, что обеспечивает более прочное закрепление красителя в полимере.
Вследствие того что крашение в сильнокислых растворах при повышенных
температурах в течение длительного времени приводит к повреждению во­
локна, предпочтительно регулировать процесс крашения не кислотностью
ванны, а применением выравнивающих веществ.
По своей природе красители комплекса 1 : 2 также принадлежат к типу
анионных, но ввиду отсутствия сульфогрупп ионное взаимодействие таких
красителей с белковыми и полиамидными волокнами выражено в очень не­
значительной степени. Краситель закрепляется на волокне главным образом
за счет межмолекулярных сил и водородных связей, поэтому выбирание его
из ванны мало зависит от pH среды и возрастает только при резком увели­
чении кислотности раствора, когда красильная ванна становится нестабиль­
ной, т. е. когда молекулы красителя объединяются в крупные ассоциаты и
близки к выпадению в осадок.
132
Обычно крашение полиамидных волокон красителями комплекса 1 : 2
(КМК 1 : 2) проводят при р Н = 5 . . .8 и для получения равномерных окрасок
используют мощные выравниватели типа препарата ОС-20. Поскольку атом
насыщен
он не может
взаимодействовать с волокном так, как при крашении этих ж е волокон кра­
сителями комплекса 1 :1 .
Дисперсные металлсодержащие красители относятся к металлоком­
плексным красителям 1 : 2, но в отличие от них не содержат в своем составе
групп, придающих красителю растворимость. Около 20 марок этих краси­
телей выпускаются в СССР под названием дисперсных МП (металлсодержа­
щий для полиамидов). За границей эти красители называются виалоны
фирмы БАСФ (ФРГ), эланилы, авилоновые светопрочные фирмы «Циба»
(Швейцария) и др.
Эти красители по сравнению с КМК 1 : 2 имеют небольшую относитель­
ную молекулярную массу.
Диазосоставляющей большинства ДМ К являются нитроаминофенолы,
азосоставляющей — метилфенилпиразолон
(оранжевый
МП,
оранжевый
ЖМП, красный СМП), бетанафтол (фиолетовый СМП, бордо 4СМП, серый
СМП), реже ацетоуксусный анилид (дисперсный желтый КМП) и др.
Схематически строение дисперсного бордо 4СМП можно представить сле­
дующим образом:
Выпускаются ДМК чаще в виде паст, реже в виде порошков и в жидкой
форме, представляющей собой концентрированные растворы красителя в ор­
ганическом растворителе.
Кислотно-протравные красители (хромовые) содержат группировки, спо­
собные образовывать с солями трехвалентного хрома прочные труднораство­
римые комплексные соединения.
Хромовые красители окрашивают белковые и полиамидные волокна так
же, как и обычные кислотные красители, но при последующей обработке
окрашенного волокна солями хрома (хромировании) образуется комплексное
соединение красителя с атомами трехвалентного хрома, прочно соединенное
координационными связями с протеином или полиамидом. Схематически
133
строение связанного с волокном хромового комплекса красителя можно пред­
ставить следующим образом:
Атом хрома комплексного соединения может взаимодействовать с волок­
ном посредством координационной связи и за счет реакции с карбоксильными
группами
/ ° \
H 3N— В ол — COO’ + +C r (
\ r
+
/° \
y R KV ------*- H3N —В ол — COO” • +Сг(^
'
\ ? кр ,
Ny
которая дополняет взаимодействие красителя с волокном за счет солеобразовання по аминогруппам, проявления действия сил Ван-дер-Ваальса и водо­
родной связи. Наличие таких сил, удерживающих краситель в волокне, обус­
ловливает исключительно высокую прочность окрасок ко всем видам воз­
действия и значительно повышает светостойкость волокна.
При хромировании обычно используют растворы хромпика, а для пере­
вода хрома в раствор из шестивалентного состояния в трехвалентное в ряде
случаев добавляют слабые восстановители — тиосульфат натрия или роданид
аммония. В практических условиях применяют три способа хромирования
волокна: хромирование перед крашением; хромирование окрашенного во­
локна; хромирование одновременно с крашением. При хромировании у ж е
окрашенного волокна в меньшей степени, чем при других способах, оконча­
тельный цвет окраски образуется не в процессе крашения, а лишь после хро­
мирования, что усложняет управление технологическим процессом и подгонку
цвета под заданный образец; полученные окраски уступают по яркости
окраскам, полученным при использовании кислотных красителей.
краш ение
ПОЛИАМИДНЫХ в о л о к о н
В технологии крашения кислотными металлсодер­
жащими красителями комплекса 1 ; 1 предусмотрена обработка
волокнистого материала в среде органических кислот —- му­
равьиной и уксусной, их солей или смесей органической кислоты
с минеральной. При крашении в темные тона вводят 3—4 %
(от массы волокна) муравьиной кислоты (85 %-ной), в средниет о н а — смесь из 2 % серной кислоты (96 %-ной) и 2 % муравьи­
ной кислоты (85 %-ной) или одну из этих кислот. При краше­
нии в светлые тона кислую среду можно создавать ацетатом
аммония. Модуль ванны 40.
Из вспомогательных веществ используют выравниватель А,,
препарат ОС-20, платиновую прочную соль О, неолановую соль
Р, инвадин АР в количестве 1—2 % от массы волокна, или
0,75—2 г/л. Введение в красильную ванну вспомогательных ве­
ществ способствует снижению количества употребляемой сер­
ной кислоты.
Насыщение волокна красителем достигает 3—4 % от массы
волокна. Крашение начинают при температуре 40—50 °С, за134
Т а б л и ц а
Р е ж и м ы к р а ш е н и я т р и к о т а ж н ы х изделий
О перация
КМК
34
1 : 1 по периодическому способу
Т емпера­
ту р а, °С
П родол ж и ­
тельн ость
обраб отки ,
мин
40
15
40
10
100
45—60
_
100
40
30—60
20
Водный аммиак (25% ный) — 1—2 мл/л; аце­
тат натрия (5 %-ный) —
1—2 мл/л
Проточная вода
40
10
20—25
20
60
10
60
20
Х имикаты, входящ ие
в состав ванны
Рецепт I
Заполнение
ванны
красильной
Введение вспомогательного
вещества
Введение раствора краси­
теля
Крашение
Промывка со спуском рас­
твора
Нейтрализация
Промывка
Вода
Серная кислота (98% ная) — 4— 5 %
Выравниватель А — 1—
2 % от массы волокна
Краситель — по рецепту
Вода
Р ецепт I I
Замачивание нитей эластик
в красильной ванне
Введение раствора краси­
теля
Введение кислоты
Крашение
Охлаждение ванны и пере­
качивание красильного рас­
твора в запасной бак для
повторного использования
Промывка
ОС-20 -
0,1 г/л
Краситель (по рецепту)
Серная кислота до pH =
= 3 . . . 3,2
—
Вода
Д о 90
30
90
60
50
20
40
20
тем раствор нагревают до кипения в течение 30—45 мин и
продолжают крашение при этой температуре в течение 60—
90 мин. При промывке в состав ванны вводят уксуснокислый
натрий, чтобы нейтрализовать остатки кислоты. Режимы к р а ­
шения КМК 1 : 1 (хромоланами) трикотажного полотна (ре­
цепт I) и нитей эластик (рецепт II) в Ленинградском произ­
водственном трикотажном объединении представлены в табл. 34.
Кислотные металлокомплексные красители 1 : 1 пригодны
д ля крашения полиамидных волокнистых материалов при тем ­
пературе выше 100 °С. Крашение ведут по периодическому спо­
собу в присутствии уксусной или серной кислоты и неионоген­
ного ПАВ. Н ачальная температура крашения 40 °С, конечная —
130 °С, продолжительность крашения не превышает 60 мин.
Крашение ткани можно осуществлять по непрерывному спо­
собу смесью кислотных металлсодержащих красителей 1 :1 и
дисперсных металлсодержащих красителей, если в состав
135
плюсовочной ванны ввести до 30 % глюкозы, фруктозы или
сорбитола. В состав ванны для крашения в черный цвет
вводят, г/л:
100
Кислотный черный (комплекс 1 : 1)
Дисперсный черный (комплекс 1 : 2)
Сорбитол
Мочевина
70
100
50
Крашение проводят по следующему режиму: плюсование при
температуре 40 °С, отжим, сушка с одновременной стабилиза­
цией в течение I мин при температуре 190 °С, запаривание при
температуре 120 °С в течение 5 мин, промывка, сушка.
Окраски кислотными металлсодержащими красителями ком­
плекса 1 : 1 на ПА-волокнах получаются достаточно яркими
с большой гаммой цветов и высокими показателями стой­
кости.
В технологии крашения кислотными металлсодержащими
красителями 1 :2 полиамидных волокон предусмотрена обра­
ботка волокнистого материала в растворе красителя при темпе­
ратуре 20—30 °С. В состав красильной ванны вводят, г/л:
Краситель
Выравниватель ОС-20
Сульфат аммония
Тринатрийфосфат
По рецепту
0,5—2
0,05—0,5
0,5—2
Температуру ванны в течение 60 мин поднимают до кипе­
ния и продолжают крашение при этой температуре в течение
45— 60 мин, значение pH поддерживают в пределах 7,5— 8.
В конце крашения для более полного выбирания красителя
добавляют сульфат аммония в количестве 0,5— 1 г/л. Количе­
ство вводимого выравнивателя и его характер зависят от ин­
тенсивности получаемых окрасок.
Кислотные металлокомплексные красители 1 :2 легко сме­
шиваются между собой, давая различные модные цвета. Д ля
удобства применения подобраны специальные триады хорошо
совместимых красителей этого типа.
Большинство красителей являются термостойкими и пригод­
ными для высокотемпературного термозольного крашения. Од­
нако кислотные металлсодержащие красители 1 : 2 имеют невы­
сокую относительную способность к миграции и выявляют
физическую неравномерность структуры волокна. Чтобы полосатость была менее заметной, применяют различные способы
крашения с использованием ТВВ, крашение из органических
растворителей, коацерватов и эмульсий, пенное крашение, кра­
шение с малым модулем ванны и др. Полосатость менее з а ­
метна, если окрашивать ПА-волокно и пряжу в мотках и п а­
ковках, а также в виде волокна.
Изучение влияния анионоактивных, катионоактивных и неио­
ногенных выравнивателей на процесс крашения тканей из фи­
зически модифицированных полиамидных нитей шелон кислот136
ними и кислотными металлсодержащими красителями 1 :2 по­
казало, что при крашении этими красителями следует приме­
нять выравниватели неионогенного типа. Д л я получения равно­
мерных окрасок шелоновых тканей трудновыравнивающнмися
кислотными металлсодержащими красителями 1 : 2 целесооб­
разно перед крашением дополнительно обрабатывать ткани
непоногенными или анионоактивными препаратами.
Следовательно, выбор типа выравнивателя для металлсо­
держащ их красителей и режима обработки должен быть строго
дифференцирован в зависимости от ассортимента красителя.
Крашение ПА-волокон дисперсными металлсодержащими
красителями (ДМК) проводят из дисперсий при добавках в к р а ­
сильную ванну вспомогательных диспергирующих веществ. Ус­
ловия крашения дисперсными красителями аналогичны усло­
виям крашения кислотными металлокомплексными 1 : 2. Краш е­
ние проводят в слабощелочной среде (рН = 8. ..9) с добавкой
ТВВ.
Д л я отечественных дисперсных красителей марки МП
наиболее подходящим оказался препарат ОС-20, который вво­
дят в количестве 1—2 г/л. Крашение начинают при температуре
50 °С и медленно в течение 45 мин поднимают температуру до
кипения и красят при этой температуре в течение 90 мин. Д о ­
бавление в ванну уксусной кислоты в конце процесса способ­
ствует повышению выбираемости красителей волокном.
О
влиянии ТВВ на выбираемость Д М К полиамидным волок­
ном при температуре 90 °С и продолжительности крашения
30 мин свидетельствуют данные табл. 35.
Крашение можно проводить при повышенной температуре
под давлением. При температуре крашения выше 100 °С ров­
ные окраски получаются на таких трудновыравнивающихся м а ­
териалах, как трикотажное полотно и пряжа в паковках. У ве­
личение температуры от 100 до 120 °С повышает коэффициенты
Таблица
35
Влияние ТВВ на выбираемость ДМК полиамидным волокном
ТВВ
Без добавок
Выравниватель А
Препарат ОС-20
ОС« ^ еЧ
£о
t=I\0
иОоС[
оъ Л
к*
°f- ^S
^
О
Й2 н
__
0,1
0,5
1
2
0,1
0,5
1
2
99,6
99
77,8
75,6
72,4
95,7
84,4
73,6
38,2
О.
К
твв
Препарат ТМС
Неионогенное ПАВ
£С- оСС
Eto
о
иОct
0,1
0,5
1
2
0,1
0,5
1
2
99,4
97,2
99,5
93,8
92
89,9
85,3
71,6
137
диффузии дисперсных м е тал л сод ерж ащ и х красителей в капро­
новое волокно примерно в 16 раз.
Исследования подтвердили возможность краш ения полиа­
мидных волокон К М К 1 :2 из среды органических растворите­
лей при применении смеси перхлорэтилена с небольшими до­
бавками м етанола или других спиртов. М акси м альное истоще­
ние ванны, т. е. переход красителя на волокно, достигается при
температуре 65 °С и соотношении ПХЭ и метанола 9 : 1 . Время
крашения не лимитируется, поэтому этот вар и ан т необходимо
осуществлять по непрерывному способу.
Р азр аб о тан ы т а к ж е полунепрерывные и непрерывные спо­
собы краш ения полиамидных волокнистых материалов.
П ри
плюсовочно-запарном способе краш ения в состав ванны целе­
сообразно вводить алки л ол ам и д ы ж и рн ы х кислот, образую щие
коацерватные системы и микрованны на поверхности полиамид­
ных волокон с высокой концентрацией растворенного в них
красителя.
Успешно применяются термозольные способы краш ен и я т к а ­
ней дисперсными м е таллсодерж ащ им и красителями. Так, на
ф абрике ш елковых тканей «К ауно-аудиняй» (Л и т С С Р ) и Д а р ницком шелковом комбинате (У С С Р ) р аз работан ы способы не­
прерывного краш ен и я Д М К на стабилизационной раме с ин­
ф ракрасны ми излучателями. О днако этот способ краш ения
пригоден только д л я светлых тонов. Чтобы в процессе терм о­
фиксации не понизилась механическая прочность волокна и не
произошло его побурение, в состав плюсовочной ванны рекомен­
дуется вводить до 40 г/л тиомочевины.
При крашении по плюсовочно-роликовому способу в состав
ванны вводят 200 г/л красителя, 1— 5 г/л уксусной кислоты
(80 %-ной), 10 г/л вспомогательного вещ ества ОС-20 и 10—
15 г/л загустителя. Ф иксация красителей волокном идет при
температуре 100— 102 °С в течение 3— 5 ч.
Д л я краш ения ПА-волокон можно использовать смеси кис­
лотных красителей ком плекса 1 : 2 и дисперсных м етал л со д ер ­
жащ их. Эти красители хорошо комбинируются и даю т р ав н о ­
мерные окраски в щелочной среде. С пециальные смеси этих
красителей выпускаю тся под названием элани лы и новалоны
прочные.
Окраски, полученные на ПА-волокнах с помощью дисперс­
ных м еталл сод ер ж ащ их красителей, о б ладаю т высокими по­
казател ям и устойчивости к физико-химическим воздействиям.
Недавно предлож ен пенный способ краш ения ПА-волокон
дисперсными м етал л со д ерж ащ им и красителями. При его р а з ­
работке был произведен выбор пенообразующих компонентов
и изучение физико-химических свойств пен, а так ж е влияния
реагентов красильной среды на структуру полиамидных суб­
стратов, н адмолекулярной структуры полимера на сорбцию дис­
персных м етал л сод ер ж ащ их красителей и расположение этих
138
красителей внутри субстрата и, наконец, определены о п т и м ал ь ­
ные условия процесса краш ения м е таллсодерж ащ им и кр а си те­
л я м и текстильных материалов из полиамидного волокна в пене.
Анализ полученных результатов показал, что лучш ей пено­
о б разую щ ей способностью о б ладаю т анионоактивны е ПАВ
(«Волна», метаупон, ТМС) и неноногенные ПАВ (О С -2 0), что
плотность пены не выше 0,15- 103 кг/м3 и изменяется н езначи­
тельно при концентрации ПАВ выш е 20 г/л.
Д л я создания
устойчивой пены в состав раствор а необходимо вводить в к а ч е ­
стве пенообразователя 20 г/л п р еп ар ата «Волна» или ТМС,
в качестве стабилизатора — 224— 448 г/л диэтиленгликоля.
К роме того, в состав ванны вводят капролактам, который я в л я ­
ется интенсификатором процесса краш ения и в выбранной кон ­
центрации (10—40 г/л) не оказы вает существенного влияния
на пенообразующую способность композиции. Р а зр а б о т а н ы о п ­
ти м ал ьны е технологические реж им ы крашения в пене п о л и а м и д ­
ных волокон м е таллсодерж ащ им и красителями 1 : 2 по перио­
дическому и полунепрерывному запарному способам, которые
могут быть использованы на трикотаж ны х отделочных п ред­
приятиях (табл. 36).
О краски, полученные в производственных условиях, о т л и ­
чаю тся равномерностью, высокими п оказателям и прочности
к внешним воздействиям. П ри этом сорбция красителей д ости ­
гает 95 % от их исходного количества.
К раш ение ПА-волокон хромированными красителям и про­
водят в две стадии: с н ач ал а собственно крашение, затем п ро ­
травливание, преимущественно солями хрома.
При хромировании возникаю т определенные трудности, с в я ­
занны е с медленным поглощением волокнами ионов бихром ата;
последние в противоположность действию на шерстяное волокно
не восстанавливаю тся ПА-волокнами. П оэтому краси тел и д о л ­
жны быть предварительно восстановлены до хрома роданидом
ам м он и я или тиосульфатом натрия. Первая стадия — краш ение
осущ ествляется по реж им у к р аш ен и я кислотными красителям и.
Д л я проведения второй стадии — х р о м и р о в а н и я — в ванну в в о ­
д ят 3— 5 % муравьиной кислоты (85 %-ной) и 0,5— 2 % бихроТаблица
36
Режим крашения в пене ПА-волокон металлсодержащими красителями
Краситель
Дисперсный бордо 4СМП
Вофалан серый БЛ
8
20
20
224
224
15
27,8
27,
2.4
2.4
10
10
9
14
139
мата калия, о б р аб ат ы ва ю т изделие при кипении в течение 1 ч ,
в водят тиосульфат натри я и п р одол ж аю т обработку ещ е 30 мин.
З атем при тем пературе 70 °С окраш енный м а тер и ал промы ­
ваю т и мылуют.
КРАШ ЕНИЕ П О ЛИ В ИНИ ЛС ПИРТО В Ы Х ВОЛОКОН
К МК1: 2
Применение
м етал л сод ер ж ащ их красителей 1 : 2
д л я краш ения поливинилспиртовых волокон яв л яется весьма
перспективным. К раш ение винола указанны ми красителям и о т­
личается от краш ения шерсти только тем, что д ля получения
равной интенсивности окраски д л я винола требуется больше
красителя, чем д л я шерсти. Винол можно окр аш и вать в п а ­
стельные, темные тона и в черный цвет. К раш ение проводят
в нейтральной среде. Д л я увеличения выбирания к раси тел я р е ­
комендуется вводить хлористый магний (30— 60 % от массы
к р аси тел я). Прочности окрасок к свету и мокрым о б работкам
на виноле высокие, но окраски не о б ладаю т достаточной яр к о ­
стью.
Г Л А В А VI
К Р А Ш Е Н И Е П РЯ М Ы М И К Р А С И Т Е Л Я М И
О Б Щ И Е С В Е Д Е Н И Я О СВОЙСТВАХ КР А СИ Т ЕЛ Е Й
Цветовая гамма прямых красителей очень широка и охваты­
вает все цвета от желтого до черного. Она представлена большим количе­
ством красителей желтых и оранжевых (2 0 % ), красных (20% ) и синих
(20 %) тонов; среди прямых красителей насчитывается около 28 % коричне­
вых, серых и черных тонов и значительно меньше фиолетовых и особенно зе ­
леных. К прямым красителям относятся натриевые соли сульфо- (R sр—
S 0 3Na) или карбоновых кислот-, moho-, дисполиазосоединений, производных
стильбена, оксазина, фталоцианина, антрахинона, трифенилметана и др.
Все прямые красители, рекомендуемые для крашения текстильных мате­
риалов, делят на четыре группы.
К первой группе относятся прямые обычные красители (около 40 марок)
с прочностью окрасок средних тонов к свету до 4 баллов (по восьмибалль­
ной системе); ко второй — прямые светопрочные красители (около 40 марок),
т. е. красители, дающие окраски с прочностью выше 4 баллов. Устойчивость
окрасок к мокрым обработкам при крашении красителями этих двух групп
повышается после закрепления препаратами ДЦУ и ДЦМ.
К третьей группе относятся прямые красители (около 20 марок), окраски
которых упрочняют солями меди или закрепителем ДЦМ. Их маркируют
буквой У (ранее буквой М ); они имеют прочность окраски к стирке при
температуре 40 °С не ниже 3 баллов, а к свету — не ниже 5 баллов. Слово
«светопрочный» в наименовании красителей данной группы означает, что
окраска таким красителем после упрочнения характеризуется прочностью
к свету не ниже 5 баллов (около 20 красителей).
К четвертой группе относятся прямые красители (около 30 марок), диазотирующиеся на волокне и проявляющиеся при помощи различных диазо­
составляющих
(бетанафтола,
метатолуилендиамина, фенилметилпиразола
и др.). Окраски красителями этой группы — диазокрасителями— обладают,
как правило, хорошей устойчивостью к мокрым обработкам.
Благодаря несложной технологии получения, невысокой стоимости, лег­
кости и универсальности применения, высокой ровняющей способности пря­
140
мые красители находят широкое распространение в крашении, а способность
большинства из них вытравливаться делает прямые красители особенно при­
годными для использования в печатании тканей в качестве фонов.
К классу прямых красителей относятся разнообразные по химическому
строению красящие вещества, поэтому по ряду свойств, в частности по такой
основной характеристике, как способность поглощаться волокнами, прямые
красители резко отличаются одни от других.
При растворении прямые красители образуют в растворе наряду с ио­
нами ассоциированные частицы, размер которых зависит от температуры
раствора и концентрации красителя и нейтрального электролита. При высо­
ких температурах в растворе содержатся преимущественно анионы краси­
теля, при назких — ассоциаты этих красителей. Предельная растворимость
в воде при температуре 20 °С составляет 15— 30 г/л.
Способность прямых красителей самопроизвольно переходить из водной
среды на волокно, образуя соответствующие окраски с различной устойчи­
востью к физико-химическим воздействиям и свету, обусловлена спецификой
их химического строения, а именно наличием электронных силовых полей,
которые окружают цепочку сопряженных двойных связей в молекуле кра­
сителя.
Напряженность силового поля и, следовательно, поляризация молекул
прямых красителей возрастают с увеличением числа сопряженных двойных
связей, так как в этом случае л-электроны приобретают способность легче
смещаться вдоль цепочек чередующихся простых и двойных связей. В ре­
зультате создается необходимая плотность электронных облаков в местах
контакта молекулы красителя с соответствующим силовым полем волокна,
что и обеспечивает их взаимодействие. Необходимо только, чтобы цепочка
сопряженных двойных связей проходила через всю молекулу красителя и
не прерывалась — нарушение сопряжения приводит к резкому снижению
сродства красителя к волокну. Большое значение имеет и пространственное
строение молекулы красителя. Для обеспечения высокого сродства красителя
к полимеру его молекулы должны быть планарными или принимать планар­
ное положение при взаимодействии с волокнами.
Наличие сульфогрупп в молекуле красителя благоприятно сказывается
на повышении его растворимости и уменьшении способности к ассоциации
анионов, но в то ж е самое время отрицательно действует на адсорбционную
активность красителя по отношению к волокну. Это обусловлено тем, что
силы специфического избирательного притяжения красителя к волокну ча­
стично экранируются вследствие отталкивающего влияния одноименно заря­
женных сульфогрупп красителя и поверхности волокна.
Для увеличения растворимости прямых красителей рекомендуется вво­
дить добавки органических гидрофильных растворителей (моно- или диэтаноламина). При этом их влияние сказывается положительно и на диффузии
красителей в волокне.
Процесс крашения синтетических и других волокон прямыми красителями
управляется температурой, модулем красильной ванны, концентрацией кра­
сителя в ванне, введением нейтральных электролитов, изменением pH. при­
менением вспомогательных веществ, варьированием длительности обработки.
Совершенствование и интенсификация процессов крашения приводит к ис­
пользованию неводных сред для крашения, предварительной активации во­
локнистых материалов перед крашением, изменениям физической структуры
волокон во время крашения и др.
Изучение влияния разнообразия химической структуры прямых краси­
телей на их техническую характеристику — выбираемость из ванны на во­
локно— привело к делению их на три группы: к I группе относятся краси­
тели с низкой выбираемостью — за 1 ч из раствора выбирается до 50 % кра­
сителя; ко II группе — красители со средней выбираемостью-— 50— 80 %;
к III группе — красители с высокой выбираемостью — более 80% .
Различия в поведении красителей во время крашения наиболее четко
проявляются при исследовании кинетики поглощения их волокном в раз­
личных режимах, при этом отчетливо наблюдается разница в действии на
141
процесс крашения в зависимости от принятой схемы технологического про­
цесса, температуры, концентрации электролитов, гидрофильных органических
растворителей, выравнивателей и других ТВВ. Вот почему при наличии явных
общих принципиальных положений по применению красителей одного класса
(прямых и др.) режим и рецептура крашения индивидуальными марками
красителей имеют свои особенности и отступления от общих правил и поло­
жений. Например, при малом времени пребывания окрашиваемого материала
в красильной ванне поглощение красителя волокном тем больше, чем выше
температура крашения. Следовательно, при непрерывных процессах краше­
ния, в которых имеет место кратковременный контакт волокна с раствором
красителя (5— 60 с), температуру крашения следует поддерживать на самом
высоком уровне. Крашение по периодическому способу в связи с этим сле­
дует проводить не при 100 °С, а при оптимальной температуре, определяемой
для каждого красителя в отдельности.
КРАШЕНИЕ ПОЛИАМИДНЫХ ВОЛОКОН
Сорбция прямых красителей ПА-волокнами неве­
л и к а и в значительной степени зависит от величины частиц
красителя.
И н диви дуальн ы е свойства прямы х красителей по своей в ы ­
р ав н и в аю щ ей способности п роявляю тся очень резко при к р а ­
шении ПА-волокон. В лияние pH
красильной ванны и времени к р а ­
100
шения на поглощение прямых к р а ­
сителей капроновым волокном по­
% 80
казан о на рис. 16. К а к следует из
рисунка,
поглощение
происходит
%
быстрее и полнее с понижением pH.
£ 60
1
Сорбция красителя увеличивается
<о
рН-3,3
та к ж е при повышении тем пературы
§ 40
'•рН=3,9
красильного
раствора,
д о б а в к ах
pH-4,2
электроли та в красильную ванну.
pH=4,8
М еханизм краш ения ПА-волокон
20
’рн-ъе
•pH=6,4 прямы ми красителями подобен м е­
■рН=7,4 ханизму крашения их кислотными
О
красителями.
Общее
количество
100 1000
100000
сорбированного капроновым вол ок­
В р ем я , с
ном прямого красителя превыш ает
Рис. 16. Кривые сорбции пря­
предел насыщения концевых ам ин о­
мого красителя полиамидным
групп, т. е. распределение кр аси те­
волокном в зависимости от pH
среды и времени крашения
л я в волокне осуществляется т а к ж е
за счет неионной адсорбции — во­
дородны х связей и сил В ан-дер-В аальса.
В ы бирание прямых красителей ПА-волокном м ож ет быть
зн ачительн о повышено при введении в красильную ванну аген ­
тов, вы зы ваю щ и х набухание волокна, а т а к ж е д обавок орган и ­
ческих растворителей, сниж аю щ их разм еры частиц красителей
и способствующих набуханию волокна.
П А -волокна можно окраш и вать только некоторыми п р я ­
мыми к р аси тел ям и в нейтральной или слабокислой ванне
1
142
Т а б л и ц а
37
Некоторые рецепты крашения ПА-волокон в различные цвета прямыми
красителями
Ц вет
Алый
Бордо
Темно-бордовый
Красный
Голубой
Горчичный
Зеленый
К р а с и т е л и , хим икаты
Прямой алый
Прямой бордо
Смачиватель НБ
Сода кальцинированная
Прямой бордо
Прямой алый
Смачиватель НБ
Соль поваренная
Сода кальцинированная
Прямой бордо
Смачиватель НБ
Сода кальцинированная
Прямой красный 2С
Прямой бордо
Сода кальцинированная
Соль поваренная
Смачиватель НБ
Прямой чисто-голубой
Прямой синий КУ
Смачиватель НБ
Прямой желтый светопрочный О
Прямой коричневый КХ
Прямой коричневый Ж Х
Прямой зеленый Ж Х
Прямой черный 3
Смачиватель НБ
Прямой зеленый Ж Х
Прямой желтый светопрочный
Гелион черный
Смачиватель НБ
Сода кальцинированная
Соль поваренная
К ол и ч ест в о,
% о т м ассы
волокна
4,4
0,5
0,5
0,5
2,5
0,7
0,5
10
0,5
3
0,5
0,5
3
0,2
0,5
10
0,5
2
0.4
0,5
4
0,25
0,5
1
0,05
0,5
2
0,5
0,5
0,5
0,5
Ю
с введением электролитов и ТВВ. Н екоторы е рецепты к р а ш е ­
ния ПА-волокон в различные цвета прямы ми краси телям и п ри ­
ведены в табл. 37.
Комплексы прямы х м етал л со д ер ж ащ и х красителей (для м е­
талли зац ии прямы х красителей прим еняю т соли двухвалентной
меди, координационное число 4) имеют состав 1 :1 (Л — лиганд :
вода, ЫН2 и д р .);
О, О'-дноксиааокрасите.ть
143
Комплексы могут быть получены на волокне после упроч­
нения солями меди или закрепителем Д Ц М (продукт конден­
сации д ициандиам ида, ф орм альдегида и ацетата меди).
При хромировании атом хрома на волокне мож ет связы вать
две молекулы прямого красителя. К омплексообразование сопро­
вож дается повышением устойчивости окрасок к мокрым об­
работкам.
Краш ение прямыми м еталл сод ерж ащ им и красителями ПА^
волокон проводят по следующему рецепту, % от массы волокон:
Краситель в исходной ванне
0,2—3
Уксусная кислота
1
Сульфат натрия
15
Температура крашения 100 °С, pH исходной ванны 4;
время крашения 60—90 мин, модуль ванны 100.
Д л я упрочнения окраски ПА-волокна после крашения при
температуре 50— 70 °С обраб аты ваю т раствором п реп арата
Д Ц М или С и 5 0 4 (2— 3 %) в слабокислой среде в присутствии
2—3 % 30 %-ной уксусной кислоты.
К раш ение изделий из полиамидных волокон по периодиче­
скому способу проводят в нейтральной ванне, применяя в к а ч е ­
стве электролита поваренную соль (5— 10 % от массы волокна),
или ЫагБС^ (15— 2 0 % ) , в ряде случаев краш ение ведут в с л а ­
бокислой ванне.
П ри краш ении в слабощелочной среде в ванну д обавл яю т
соду, а иногда тринатрийфосфат. П ри всех в ар и ан тах краш ения
получаемые окраски об ладаю т хорошей устойчивостью к м ок­
рым обработкам.
П р я м ы е красители на ПА-волокнах д аю т окраски, устой­
чивые к мокрым обработкам и д а ж е стирке при кипячении,
хотя краситель вследствие замедленной диффузии неглубоко
дифф ундирует в волокно и л о кали зуется в нем только по н а ­
ружному кольцу. П р я м ы е красители способны вытравляться,
что позволяет использовать их д ля
получения окрашенного
фона при узорчатой расцветке полиамидных тканей.
Г Л А В А VII
КРАШ ЕН И Е АКТИВНЫМИ КРАСИТЕЛЯМИ
ОБЩИЕ СВЕДЕНИЯ О СВОЙСТВАХ КРАСИТЕЛЕЙ
Среди красителей, предназначенных для крашения и печата­
ния различных волокон, активные красители (АК) занимают особое место. Их
характерной чертой является то, что в отличие от всех других красителей они
взаимодействуют с волокнообразующими полимерами, в первую очередь
с гидроксильными группами целлюлозы, путем образования ковалентной хи­
мической связи. В зависимости от типа используемого активного красителя
образующееся в результате реакции новое окрашенное соединение может
представлять собой простой или сложный эфир.
Существует много (более 15) различных по химическому строению и
свойствам типов активных красителей (табл. 38), однако в промышленных
144
Т абли ца
38
Типы реакционноспособных систем активны х красителей
Г руппа Т* — X**
С троение
.
I
Красители
С трана (фирма)
Дихлортриазиновая
Активные X
Остазины С
Ксироновые
Проционы М
Гелактины Ф
СССР
ЧССР
ГДР
Англия
ПНР
Монохлортриазиновая
Активные
Остазины Н
СССР
ЧССР («Хемапол»)
ПНР
ГДР
СРР
Англия
Швейцария
(«Циба»)
Н азв ан и е
С1
¡1
«
V
—С^"
-
С — <_’
I
II
Гелактины Д
Ксироны Н
Реактивные М
Проционы Н
Цибакроны
I
N11—В
N— С—С1
/
/
\
—С
\\
Трихлорпиримидиновая
Дримарены
Реактоны
Г!
\ =
Швейцария
(«Сандоз»)
Швейцария
(«Гейги»)
/
С1
сд
С—С1
Дихлорхиноксалиновая
Левафиксы
ФРГ («Бауер»)
Дихлор пир идазоновая
Примазины Р
ФРГ (БАСФ)
Галоген ацильная
Винилсульфоновая
Цибаланы
Швейцария
(«Циба»)
СССР
ЧССР
ПНР
" К = С — СД
О
!!
с
—к
с — С1
Я -с .
Н
-СО—СН2-С 1;
-СО—С1
Активные Т
Остазины
Гелактины
* Н оси тел ь активной группы .
** А ктивная груп п а.
145
П р о д о л ж е а и е
таб л .
38
Груп па Т* — X **
С троение
— Б О г—
(СН2)2— О —
БО дЫ а
—3 0 2— N Н (СН2)2—О—
— Э О зИ а
—
1ЧН—'СО—С Н =С Н 2
Винилсульфамидная
Акриламидная
Фталазиновая
г
г
' 4
К раси тели
С т р а н а (ф и р м а )
Ремазолы
Ремаланы
Дженафиксы
ФРГ («Хехст»)
США
США
Левафиксы
ФРГ («Бауер»)
Примазины
Цибакроланы
Проциланы
ФРГ (БАСФ)
Швейцария
(«Циба»)
Англия
Реатексы
Франция
Н азван ие
}'
I
С1
* Н оситель активной груп п ы .
** А ктивная группы .
условиях используется только ограниченное их число. К таким красителям
относятся производные хлористого цианура, винилсульфона и пиримнднна.
Ассортимент активных красителей с каждым годом растет, в настоящее
время насчитывается свыше 200 торговых марок с широкой гаммой цветов и
оттенков, начиная с желтых и кончая черными. Ассортимент активных кра­
сителей отечественного производства состоит из дихлортриазиновых, монохлортриазиновых, винилсульфоновых и эпихлоргидриновых (активные П —
для полиамидных волокон) красителей. Условно их подразделяют на три
группы: активные красители для целлюлозных волокон (часть из них при­
годна для шерсти и капронового волокна), активные красители для шерсти
и активные дисперсные красители для полиамидных волокон.
Быстрое внедрение АК в технологию текстильной промышленности обус­
ловлено их ценными колористическими свойствами: высокой устойчивостью
окрасок к мокрым обработкам, большой их яркостью, а также простотой
применения красителей. Окраски АК хорошо вытравляются, они устойчивы
к органическим растворителям, к действию смол и препаратов, применяемых
для различных видов отделки тканей (несминаемая, малоусадочная, водоот­
талкивающая и др.). Сродство к волокну АК примерно в два раза ниже
(10— 17 кДж/моль), чем прямых красителей (21—30 кДж /моль), что способ­
ствует более легкой отмывке гидролизованного красителя с волокна, чем
прямого.
Триазиновые (производные хлористого цианура) и пиримидиновые актив­
ные красители реагируют с гидроксильными группами целлюлозы с образо­
ванием сложных эфирных связей, а винилсульфоновые — с образованием
простых эфирных связей.
Схему реакций, происходящих при крашении волокнистых материалов,
например дихлортриазиновыми красителями, можно представить следующим
образом:
146
\
— -b'H— S
11N
/
v°ll— MU
Э—N
rjv]/— (X
:j =
n
%
HN—
í
-HN —
—S
Э- N
i’i'o)I— (У
lli)^
UП 0 \
:j = N \
114V
'lí— S
/ J'
; )—N
i:r
ПО
voa—\ и
-4 .
O—N
/
v o y — Kli'
:)=NL
mil­
lion
i:>\
IIK!_
.7—,V
l'JII-
111N!—*’0<7
Nk
/
l'J
j d — HN—
)— N
ц— s
il',/)/— Q.
)> = N
i; i i i N.
110—rr.‘)i
O—N
l'J
На этой схеме Я кр обозначает хромофорную систему красителя, 5 —
группировки, придающие ему растворимость (чаще всего это сульфогруппы).
При протекании всех отмеченных на схеме реакций выделяется соляная
кислота, для связывания которой нужен щелочной реагент. Щелочь нужна
также для ионизации гидроксильных групп целлюлозы, так как в реакцию
с красителем могут вступать только ионы типа Целл —О- , а не исходные
гидроксилы. К выбору типа щелочного реагента и его концентрации в ра­
створе надо подходить очень осторожно: при использовании сильных щело­
чей, например едкого натра, и при большом избытке реагента в растворе
резко усиливается тенденция к ускорению ненужной реакции красителя с во­
дой в ущерб желательной реакции с волокном.
В реальных условиях процесса крашения основная и побочные реакции
протекают одновременно, а одни и те ж е факторы ускоряют оба этих про­
цесса, т. е. связывание красителя волокном и гидролиз его в водном растворе.
В этой связи к активным красителям предъявляется ряд дополнительных
требований:
повышенная реакционная способность, позволяющая получать химиче­
скую связь с волокном в сравнительно мягких условиях и вместе с тем с не­
обходимой в производстве скоростью;
устойчивость при хранении в сухом виде и в растворах;
прочность ковалентной связи между красителем и волокнистым материа­
лом, которая не должна нарушаться в условиях отделки и эксплуатации
изделий;
достаточно высокая степень субстантивности к волокну, позволяющая
обеспечить необходимый уровень адсорбции красителя волокном еще до мо­
мента фиксации.
При построении рациональной технологии крашения и составлении ре­
цептуры необходимо подбирать такие параметры (температуру, pH, дли­
тельность операций, концентрацию электролитов, ТВВ и катализаторов),
которые при высокой скорости крашения обеспечивают максимальную фикса­
цию красителя и минимальные потери его в результате гидролиза. Так,
монохлортриазиновые красители характеризуются сравнительно невысокой
активностью, поэтому они реагируют с волокном только при температуре
60— 80 °С.
У пиримидиновых красителей в реакциях с полиамидным волокном и
с молекулами воды участвует атом хлора преимущественно во втором поло­
жении:
/H N - В о л
N— С
S—Якр- ! Ш - <
• ? - Д кр- Ш
-С ^
f> N
с=с
I
с=с
U
>
С1
он
I
С1 CI
S -^ K P- N H - c f
>
с=с
С1 С1
Вследствие меньшей реакционной способности красители на основе пи­
римидина реагируют с полимером в более жестких условиях, чем триазнновые. В то же время эти красители очень мало теряют активность под дейст­
вием щелочи, следовательно, их можно с меньшим риском для гидролиза,
чем моно- и особенно дихлортриазиновые, совмещать с едким натром.
148
Винилсульфоновые красители реагируют с целлюлозой и водой по схе­
мам
Э _ Я кр _ СН2 — СН20 5 0 3Ма + NaOH -* 8 - Я Кр — 5 0 2 — СН =
= СН2 + № 25 0 4 + Н 20 ;
Б-
Я Кр — 5 0 2 — СН = СН2 -Ь Целл — ОН -> Б — /?кр — Б 0 2 —
— СН2 — СН2 - О — Целл;
Б
— Дкр —
5 0 2 — СН
=
СН2 + Н О Н -> 5
— ^ ^ р —
БОо — СН2 — СН2 — ОН.
В данном случае происходит реакция присоединения, а не замещения.
Кислота в растворе по мере прохождения процесса не накапливается, и д о ­
бавлять щелочь в ванну при крашении необходимо не для нейтрализации
кислоты, а для выделения из исходного неактивного красителя его реакцион­
носпособной формы.
Все приведенные выше реакции свидетельствуют о том, что наряду
с образованием окрашенного соединения волокна с красителем получается
еще и нежелательный продукт-— гидролизованная форма красителя. Его не­
обходимо удалить из окрашиваемого материала в процессе промывки, иначе
устойчивость окраски к мокрым обработкам и трению будет очень низкой.
Гидролиз красителя — процесс гомогенный и должен был бы протекать
значительно быстрее, чем гетерогенная реакция красителя с функциональ­
ными группами волокнистого материала. На самом ж е деле этого не проис­
ходит и краситель в условиях крашения на 70—80 % реагирует с волокном,
а не с молекулами воды.
Следовательно, для увеличения степени избирательной фиксации актив­
ных красителей волокном надо при прочих равных условиях повышать их
адсорбционное сродство к волокну. Однако сродство красителя к волокну
не должно быть очень высоким, так как при этом окрашенное волокно очень
трудно отмывается от гидролизованного красителя. Физико-химические
аспекты гетерогенной реакции фиксации активных красителей волокнистыми
материалами описаны в работах Г. Е. Кричевского, А. А. Хархорова, И. Я. Калонтарова.
Активные красители находят применение для окрашивания протеиновых
и полиамидных волокон. В простейшем виде их взаимодействие с протеино­
выми и полиамидными волокнами с образованием ковалентных связей можно
представить следующими схемами:
для красителей — производных хлористого цианура
для винилсульфоновых красителей
Для такого взаимодействия активного красителя с полиамидным волок­
ном необходимо наличие неподелениых пар электронов в его аминогруппах
и приближение активного красителя к этим группам на расстояние, обеспе­
чивающее протекание реакции. В полиамидных волокнах с активными кра­
сителями реагируют концевые аминогруппы и меньше — амидные группы.
149
Наиболее благоприятные условия для ковалентной фиксации красителя во­
локном создаются при двухстадийном процессе крашения. В этом случае на
первой стадии крашения, которая проводится в кислой среде, как и при кра­
шении обычными кислотными красителями, основным процессом является
адсорбция анионов активного красителя ионизированными аминогруппами
волокна по схеме
ОдЭ— Д кр— С1 + Н3]Ч— Я ол-С О О Н — *- С1— я кр— БО" • +Н31Ч— В о л — с о о н
Лучше всего реакция протекает при р Н = 2 ,5 .. .3; в этих условиях умень­
шаются и потери красителя вследствие его гидролиза. После того как в ре­
зультате диффузии и адсорбции краситель практически полностью перейдет
из ванны на волокно, производят щелочную обработку (вторая стадия кра­
шения). При этом солеобразное соединение волокна с красителем разру­
шается, но молекулы красителя остаются вблизи незаряженных аминогрупп
и реагируют с ними по схеме
" 0 38— Дкр—С1 + Н.,Х— В о л —СОСГ + \ Н 4ОН
—^ 'ОзЭ— Д,.р— ХН—В о л - С О О
+ МН4С1 + Н20
В качестве оснований используют обычно аммиачную воду, гексаметилентетрамин и другие слабые основания в количестве 5—7 % от массы обра­
батываемого материала. Обработку проводят при температуре 80—90 °С
в течение 20— 30 мин.
Помимо приведенных выше представлений о фиксации активных краси­
телей на полиамидных волокнах имеются достаточно убедительные экспери­
ментальные данные, показывающие, что ковалентная фиксация красителя
кератином шерсти происходит даж е при низких значениях pH (р Н = 2 ,2 ).
Химизм указанных реакций обстоятельно исследован в работах И. Я. Калонтарова. В свете этих исследований реакцию активного красителя с протеином
в кислой среде можно обосновать с двух точек зрения. Согласно первой
точке зрения образование незаряженных групп — МН2 происходит непосред­
ственно в процессе крашения в результате специфического депротонирующего
действия самого красителя по следующей схеме:
н
,Х
Я кр- ШчН—
—С
\ :С8‘—си
+ Н|—
н;—+!г—
— С1 +
Iу— В ол ------- Дкр— \ Н —с
I
+ Н ,Й — В о л -----»- л кр— к н — ^
А
С— С1 +
н
' с — ХН— Вол + НС1
Согласно второй точке зрения роль акцепторов протонов играют неионизированные аминогруппы кератина шерсти, которые в умеренно кислой среде
всегда имеются в волокне наряду с положительно заряженными группами.
150
Крашение шерсти и полиамидных волокон в слабокислой среде галоидтриазиновыми красителями протекает по следующим реакциям:
Н
Якр-М Н — ( Г
Сь -С 1
+
С1®
I
•Ы — В о л
I
н
те— Дкр- К Н - С ^ ‘ Х| ' ~ л'н- -В о л
+ В ол — Ш * + С1е
Для винилсульфоновых красителей указанный механизм возможен на
стадии перехода эфирной формы в винилсульфоновую за счет отрыва про­
тона от а-углеродного атома (5-оксиэтилсульфоновой группы:
«кр~302— СН— СН —О-ЭОзНа — ► Дкр—8 0 2—СН=СН2 + N 8 ,8 0 , + Вол— Ш +
Н - ------------ 1
¡Н ЩП~Вол I
3
Далее краситель в винилсульфоновой форме вступает в реакцию с не­
заряженной аминогруппой волокна:
Лкр— 8 0 ;— С Н = С Н 2 + Н ,Х — Нол ---- *- П к — 8 0 2— СИ,— СН— НН— В о л
При повышении температуры и pH среды содержание винилсульфоновой
формы красителя возрастает и процесс крашения ускоряется. Отличительной
чертой активных красителей является их колористическая чистота и насы­
щенность цвета.
Все активные красители по способу применения делят на две группы:
фиксирующиеся при повышенной и фиксирующиеся при низкой температуре.
Крашение активными красителями осуществляется периодическим и не­
прерывным способами.
П ериодический способ краш ения состоит из двух стадий: крашение
в нейтральной или кислой среде в присутствии электролитов и фиксация
красителя волокном в щелочной среде.
На первой стадии активный краситель, имеющий сродство к волокну,
переходит из фазы раствора в фазу волокна и сорбируется им за счет соле­
вых и межмолекулярных сил взаимодействия. Назначение этой стадии —
обеспечить максимально возможное истощение красильной ванны в результате
сорбции красителя волокном и добиться равномерного распределения в нем
красящего вещества, т. е. подготовиться к основной стадии процесса, когда
в реакцию вступят краситель и волокно. Если не проводить крашение в ней­
тральной среде, а сразу начать процесс в присутствии щелочи, то основная
часть красителя будет находиться в растворе и вследствие побочной реакции
с водой перейдет в гидролизную форму.
Н епреры вны й способ краш ения может быть одно-, двухванным и тер­
мическим.
Однованный запарной способ нашел наибольшее применение для полу­
чения светлых и средней интенсивности окрасок при использовании краси­
телей, быстро реагирующих с волокном, например дихлортриазиновых. Чаще
всего он осуществляется по схеме пропитывание—сушка— запаривание—про­
мывка.
В двухванном запарном способе крашения стадии нанесения красителя
на текстильный материал и фиксации его волокном разделены. В соответ­
ствии с этим на первой стадии ткань пропитывают раствором красителя и
высушивают, а на второй стадии пропитывают щелочным раствором элек­
151
тролита, запаривают и промывают. Такое построение технологического про­
цесса исключает гидролиз красителя в пропиточном растворе. Поэтому при
крашенин по этому способу можно применять различные по активности кра­
сители, и в этом смысле двухванный способ является универсальным.
Термический способ крашения включает в себя обработку текстильного
материала раствором, содержащим краситель, бикарбонат натрия и моче­
вину, сушку, термообработку и промывку. На стадии термической обработки
мочевина в волокне расплавляется и выполняет функции реакционной среды,
обеспечивающей взаимодействие красителя с волокном. Температура и про­
должительность термообработки зависят от активности реакционноспособной
группы красителя. Например, для монохлортриазиновых красителей при тем­
пературе 120 °С продолжительность термообработки 3—5 мин, а при темпе­
ратуре 180 °С — всего 0,5— 1 мин.
Важным свойством активных красителей является их устойчивость в ра­
бочих растворах; для стабилизации их состояния в растворы добавляют
различные стабилизаторы, буферные вещества (например, моно- и динатрийфосфаты). В красильные системы не рекомендуется вводить вещества, содер­
жащие группы — ОН (крахмал), NH2— SH.
Активные
красители,
содержащие
хлороксипропиламиногруппировки
(процинайлы), сочетают в себе свойства дисперсных и активных красителей.
Процинайлы предназначены для крашения полиамидных волокон, некоторые
из этих красителей могут применяться для крашения шерсти. В процессе
крашения в щелочной среде хлороксипропильная группировка превращается
в эпоксипропильную группу (цикл), обладающую высокой реакционной спо­
собностью:
ОН"
Якр—NH—СНС1—СН,—ОН _ 1!С. »- Дкр—NH—СН,—СН—СН2
\ /
Поскольку известно, что хлорэтилсульфамидные группировки активных
красителей способны под влиянием определенных условий превращаться
в весьма активные сульфонэтилениминовые, то можно полагать, что крашение
красителями с такими реакционными системами целесообразно проводить,
предварительно переведя их в непосредственно активную форму. Образую­
щийся при этом напряженный этилениминовый цикл
Д * р -8 0 — N H - C H — С Н -С 1
ОН"
R,p- S 0 2- N ^
|
мш2
можно рассматривать как азотный аналог эпоксидного кольца.
Активные дисперсные красители для полиамидных волокон образуют
глубокие равномерные и устойчивые к мокрым обработкам и трению окраски
при крашении по двухванному способу. В первой ванне крашения, осуще­
ствляемого в слабокислой среде ( р Н = 4 .. .4,5) при температуре 100 °С, ак­
тивные дисперсные красители равномерно выбираются из ванны полиамид­
ным волокном. Во второй ванне крашения, осуществляемого в слабощелочной
среде (р Н = 10.. .10,5) при температуре 95— 100 °С, происходит ковалентная
фиксация активных красителей полиамидными волокнами по указанной
выше схеме (см. 150).
КРАШЕНИЕ ПОЛИАМИДНЫХ ВОЛОКОН
Крашение растворимыми в воде активными
красителями
Процессы, происходящие при крашении полиамид­
ных волокон активными красителями (анионными и дисперс­
ными), отличаю тся слож ны м характером . К раш ение полиамид152
ных волокон можно р ассм атр и в ать к а к двухстадийный процесс.
П е р ва я стадия — сорбция красителей — идет по механизму кис­
лотного (анионные активные краси тели ) или дисперсного (дис­
персные активные красители) крашения. Вторая стади я — х и ­
мическое взаимодействие активных групп красителей с амино- и
амидными группами волокна.
В сл у ч ае параллельного кр аш ен и я полиамидных волокон
активными дихлортриазиновы ми красителями и их и нактиви­
рованными диокситриазиновыми ан ал огам и в кислой среде н а ­
блю дается большое сходство в кинетике сорбции этих кр а си те­
лей и зам ед лени и сорбции под действием нейтральны х э л е к т р о ­
литов. Особое сходство в поведении дихлор- и диокситриазиновых красителей по отношению
к капроновому волокну п р о я в л я ­
ется в зависимости сорбции этих
красителей волокном от pH к р а ­
сильной ванны (рис. 17).
И з ан а л и за кривых рис. 17
следует, что имеются три зоны
поглощения красителей во л ок­
ном.
В первой зоне при pH = 7 , 5 . . .
Рис. 17.
Зависимость
сорбции
дихлортриазиновых
красителей
.. .3 н аблю дается незначительное
полиамидным волокном от
pH
поглощение; во второй зоне при
среды:
pH = 3,2. ..7,5 с понижением pH
1 — активного зо л о т и ст о -ж е л т о го КХ;
поглощ ение красителя п о в ы ш а ­ 2 — активного я р к о -го л у б о го КХ
ется до тех пор, пока, по-види­
мому, все концевые аминогруппы не насы тятся анионами к р а ­
сителя.
Д л я второй зоны характерн о наличие на изотермах сорбции
площ адок с постоянной величиной поглощения краси теля к а п ­
роновым волокном.
В третьей зоне при p H < 2 , 8 н аблю дается резкое увеличение
адсорбции красителей, с одной стороны, при условии отсутствия
гидролиза капронового волокна, по-видимому, за счет ионизи­
рованных амидных групп и, с другой стороны, при наличии ч а­
стичного гидролиза амидных групп з а счет ионизации послед­
них и б ла го д а р я возможному образованию новых аминогрупп,
которые являю тся дополнительными активными центрами для
адсорбции красителей.
Гидролитическое действие на полиам ид кислоты, которую
в водят в красильную ванну д л я создания определенных зн ач е­
ний pH, в условиях проведения краш ен и я практически отсут­
ствует д ля зоны рН = 2 ,2 5 .. .4,03; при р Н = 1,88.. .1,94 н а б л ю д а ­
ется значительное понижение относительной м олекулярной
массы волокна и повышение грам м -эквивален та — ЫНо-групп.
Таким образом, в кислой среде образуется ионное соедине­
ние анионного активного красителя с ионизированными ам ин о­
153
группами полиамидного волокна согласно схеме (Т — триазиновое ядро, В о л — остаток м акромолекулы полиамида)
° 3S— ДкР— ^(С1)2 + H 3N
Вол —
('Cl )2— Т — /?кр— SOj *+Н , Л7—Вол
Однако д ля
осущ ествления ковалентного взаимодействия
меж ду активным красителем и полиамидным волокном необ­
ходимыми условиями являю тся
наличие неподеленных пар
электронов в активных группах волокна и приближение ак ти в ­
ного красителя к активным местам волокна на расстояние, не­
обходимое д ля заверш ен ия реакции замещения.
Известно, что ки сл ая среда катализирует реакцию з ам ещ е­
ния галоида в ц ианурхлориде и его производных нуклеоф иль­
ными реагентами (в частности, анилином и другими соедине­
ниями, содерж ащ и м и аминогруппу).
С ледовало бы ожидать,
что наибольшее количество активного краси тел я будет фиксиро­
ваться именно в кислой среде. Однако в кислой среде н а б л ю д а ­
ется сильная ионизация концевых аминогрупп. П олож ительно
заряж ен н ы е концевые группы — N H 7 не могут ковалентно в з а ­
имодействовать с красителем, так к а к они не об л а д а ю т неподеленной парой электронов, а наличие положительного з а р я д а
вызы вает их о тталкиван и е от углеродного атом а Сст+б триазинового кольца. В щелочной ж е среде м акромолекулы капроно­
вого волокна имеют отрицательно заря ж ен н ы е концевые группы
СОО~, в результате чего волокно отталкивает анионы кр а си ­
теля, что т а к ж е приводит к незначительной его фиксации.
Наиболее полное использование активного красителя про­
исходит при двухстадийном процессе крашения. В первой с т а ­
дии крашения, осущ ествляемой в кислой среде, главны м про­
цессом является сорбция анионов красителя ионизированными
концевыми ам иногруппами волокна с участием сил межмолекулярного взаимодействия. При этом мож ет осущ ествляться сол еобразование м еж д у группами — NHJ" полиамида и группами
— SOIT красителя, образование оксипроизводных красителя (гид­
ролиз) и их сорбция капроновым волокном.
После того ка к краситель в результате сорбции и диффузии
приблизился к активным центрам волокна, производят щ елоч­
ную обработку, являю щ ую ся второй стадией краш ения. Эта об­
раб отка приводит к разруш ению солеобразного соединения
между полиамидом и красителем согласно схеме
(С1)2— Т— Як — SOJ • +H 3N — Вол — ° П > (С1)2— Т — Я ,:р—S03Na + В о л - N H 2 ,
что ведет к высвобождению аминогрупп, взаимодействующих
с реакционной системой красителя. Щ елочные агенты способ­
ствуют т а к ж е отщеплению элементов НС1. П ри щелочной об­
работке происходит гидролиз части поглощенного красителя,
154
который усиливается при p H > 1 1 , что сниж ает фиксацию его
волокном.
Анионоактивные красители несвободны от некоторых недо­
статков, свойственных кислотным красителям. В частности, они
не о б ладаю т высокими
выравнивающими
свойствами, что
иногда приводит к подчеркиванию сырьевых дефектов поли­
амидного волокна и получению вследствие этого неравн ом ер­
ных окрасок на изделиях из капроновых волокон. В связи с этим
возник вопрос о применении ТВВ при крашении капроновых
волокон дихлортриазиновыми красителями в кислой среде.
Изучая диффузию дихлортриазиновых красителей в полиамидное волокно
капрон и капроновую пленку в присутствии различных вспомогательных ве­
ществ, И. Я. Калонтаров показал, что введение в состав красильной ванны
небольшого количества катионоактивного вспомогательного вещества алкамона ОС-2 или Н увеличивает коэффициент диффузии активного красителя
в волокно и способствует более равномерному его распределению. Катион
алкамона притягивает анион красителя и таким образом устраняет возмож­
ность притяжения красителя положительно заряженными аминогруппами во­
локна. Можно представить, что катионоактивный алкамон обладает сродст­
вом к анионоактивному красителю. Чем больше это сродство, тем сильнее
блокируются частицы активного красителя путем комплексообразования
с алкамоном; диффузия становится преимущественно свободной, поскольку
отрицательный заряд красителя компенсируется положительно заряженным
алкамоном и скорость диффузии возрастает.
Комплексы красителя с алкамоном образую тся при низкой
и при высокой концентрации алкамона, но при более высокой
концентрации ал кам о н а разм еры частиц агрегатов ком плекс­
ного соединения краситель — алкамон становятся достаточно
большими, чтобы снизить скорость дифф узии к раси тел я в во­
локно. П редполож ение о наличии ко м пл ек соо б разован ия м еж д у
красителем и алкамоном ОС-2 подтверж дается при рассм отре­
нии спектров поглощения растворов активных красителей.
Д о бавк и алкам он а способствуют равномерному про кр аш и ­
ванию всей толщи волокна. П ри краш ении без применения а л ­
камона на микрофотографии поперечных срезов капронового
волокна отчетливо зам етно лиш ь кольцевое прокраш ивание.
В ыравнивание окрасок на капроновом волокне следует прово­
дить только в кислой среде (1-я стадия краш ения) до оконча­
тельной ковалентной фиксации активных дихлортриазиновы х
красителей на волокне.
Изучение взаимодействия активных д ихлортриазиновы х к р а ­
сителей с капроновым волокном и некоторых свойств этих к р а ­
сителей, влияющих на процесс крашения, позволило определить
оптимальные условия краш ен и я капронового волокна в кислой
среде и последующей щелочной обработки. Т акие услови я уст а­
навливаю тся по наилучш им п о казател ям интенсивности и р а в ­
номерности окраш ивания волокон при максимальной степени
использования активных красителей. Л учш ие результаты по
выбираем ости и фиксации получаются при м алы х модулях
ванны. Так, при модуле ванны 10 выбирание и ф и ксаци я актив­
155
ного золотисто-желтого КХ составляю т соответственно 98,7 и
7 7 ,3 % , а при модуле ванны 100— 78,7 и 59,4% от начального
количества красителя в ванне.
Изучение действия pH красильной ванны показывает, что
с понижением pH поглощение красителей волокном увеличи­
вается, однако при р Н < 2 становится заметной деструкция во­
локна. Поэтому при краш ении капронового волокна дихлортриазиновы ми краси телям и лучше всего д ерж ать pH в п реде­
л а х 2,5—3. Эта область pH является т а к ж е наиболее прием­
лемой с точки зрения уменьшения потерь красителя вследствие
гидролиза. При крашении капронового волокна в отсутствие
кислоты выбираем ость кра си тел я яв л яется очень низкой (около
0 ,7 % от массы во л окн а).
И з р я д а испытанных кислот на выбирание д и хл о ртри ази ­
новых красителей капроновым волокном наиболее б лагопри ят­
ное действие оказы в ает щ а в е л е в ая кислота. Возможно, что
щ а ве л е в ая кислота действует к а к интенсификатор-носитель и
увеличивает набухание капронового волокна. Следует отметить,
что имеется некоторое соответствие меж ду влиянием кислот на
выбираемость красителей и константами диссоциации этих
кислот. Оптимальную концентрацию щ авелевой кислоты в к р а ­
сильной ванне при краш ении капронового волокна следует вы ­
брать в пределах 5— 6 % от массы волокна, у читы вая при
этом соответствующие исходные концентрации красителей.
Д и ф ф узи он н ая способность активных красителей увеличи­
вается с повышением тем пературы и концентрации активных
красителей в растворе. В инилсульфоновые активные красители
об л а д а ю т большей скоростью диффузии, чем монохлортриазиновые. В лияние различны х факторов на выбирание активных
красителей ПА-волокном показано на рис. 18 и 19. Н а скоро­
сти краш ения данны м красителем почти не о тр аж аетс я при­
сутствие второго краси тел я в той ж е ванне. Это обеспечивает
хорошую комбинируемость активных красителей.
П ри исследовании второй стадии краш ения установлено,
что с увеличением pH количество ковалентно связанного с во­
локном активного краси теля растет, причем наиболее резкое
увеличение фиксации краси тел я наблю дается при возрастании
pH от 10 до 11 (рис. 20). П ри температуре 95— 100 °С ул у ч ­
ш аю тся условия проникания щелочи в волокно, а т а к ж е облег­
чается удаление с волокна гидролизованного красителя. О п ­
т и м ал ь н а я продолжительность щелочной обработки д о л ж н а со­
ста вл я ть 15—20 мин. С ледует учесть, что при краш ении к а п р о ­
нового волокна д и хлортри ази н овы м и кр аси тел ям и промы вка
мож ет быть совмещена со второй стадией краш ен и я посред­
ством введения в щелочной раствор моющих веществ (препа­
рат типа ТМС и др.).
У казанн ы е выше теоретические предпосылки были подтвер­
ждены производственными р езультатам и по краш ению капро156
нового три котаж ного и высокоэластичного полотна д их л ор три азиновыми красителями в ленинградском
трикотаж ном п роиз­
водственном объединении «Красное знамя».
Краш ение полотна осуществляют в красильных б ар ка х при
модуле ванны 20 в растворе, со д ер ж ащ е м 0,5 г/л ал к а м о н а Н
■"5:
<5 ^
I I
2 0 40 6 0
100
140
180
Время крашения, мин
Рис. 18. Влияние времени крашення на выбирание ( / ) и фиксацню (2 ) красителя процинайлового голубого
полиамидным
волокном
40 5 0 6 0 70 80 90
Тем перат ура краш ения, °С
Рис. 19. Влияние температуры на
выбирание ( / ) и фиксацию (2)
красителя активного желтого полиамидным волокном
(вы равниватель окраски), 0,9 г/л С Н 3С ООЫ Н4, 6 % (от массы
полотна) СНзСООН, 3 % красителя. В ванну при тем пературе
30 °С вводят алкамон и С Н 3С ООЫ Н4, затем д о бавл яю т раствор
красителя. Полотно до ввода к р аси тел я в течение 5 мин о б ­
р аб аты в аю т алкамоном, а по­
сле его введения — 15 мин в
красильном растворе при тем ­
пературе 30 °С. З а т ем в три
приема
вводят
С Н 3СООН
(pH = 2,7.. .3,2) и в течение
45 мин повышают тем пера­
туру до 75—85 °С (в зависи­
мости от вида красителя) и
при оптимальной температуре
п р одолж аю т
крашение
еще
в течение 40 мин. Затем по­ Рис. 20. Зависимость ковалентной
фиксации дихлортриазиновых
кра­
лотно
промы ваю т холодной
сителей капроновым волокном
от
проточной водой и в течение
pH при щелочной обра­
30 мин обраб аты ваю т раство­ величины
ботке:
ром,
со д ерж ащ и м
2
г/л
1 — акти в н о го зо л о т и ст о -ж е л т о го КХ; 2 —
а к т и в н о го я р ко -го л у б о го КХ
N32003 и 2 г/л неионогенного
моющего вещества, при т е м ­
пературе 98— 100 °С, д ал ее следует зак л ю ч и тел ь н а я промы вка
и сушка.
Окраски активными красителями во всех случаях по луч а­
ются интенсивными, ровными и яркими, изменения оттенка по­
сле сушки не наблю дается. П о к а за т е л и устойчивости окрасок
к мокрым обработкам отличные, к свету и светопогоде — хоро157
Т аблица
39
Рецепты краш ени я капронового трикотаж ного полотна А К
С одерж ание ком понентов при краш ении
Компонент
Алкамон Н, г/л
Ацетат аммония, г/л
Уксусная кислота, % от мас­
сы полотна
Краситель, % от массы по­
лотна
продион ярко-красный
малино­
вый
оранже­
вый
красный
золотисто­
желтый
василь­
0,5
0,9
0,5
0,9
0,5
0,9
0,5
0,9
0,5
0,9
6
6
6
6
2,5
—
3
—
---
—
3
—
—
—
—
--
—
3
—
--
—
—
2
продион ярко-оранже­
вый
продион
золотисто­
желтый к х
активный
ярко-голу­
бой к х
в цвета
ковый
3
шие. Анализ микросрезов волокна, находящегося в полотне,
показал их полный и равномерный прокрас. Рецептуры к р а ­
шения капронового трикотаж ного полотна в различны е цвета
приведен в табл. 39.
В гладком краш ении ткани на роликовых м аш инах фирмы
«Меццера» (И т а л и я ), предлож енном А. А. Х архаровы м и
И. Я. Калонтаровым, реж им краш ения капронового волокна
был испытан с хорошими р езультатам и на Л ен и набадском ш е л ­
ковом комбинате.
В Киевском трикотаж ном производственном объединении
им. Р. Л ю ксем бург краш ение капронового полотна по периоди­
ческому способу проводят по реж им у, п редставленном у
в табл. 40.
В качестве в ы равн и вател ей при краш ении полиамидны х
волокон хлорпиримидиновыми дрим арен овы м и краси телям и
п редлагается использовать п р еп араты лиоген Р и лиоген ПА,
являю щ иеся высокосульфированными маслами, способными
конкурировать с активным красителем за обладание ам иногруп­
пами полиамида. С равнение сорбции полиамидным волокном
этих вы равн и вателей при различны х значениях pH п о к аза л о
значительное сходство в их поведении. В ы равн и ватели типа
лиогена п редлож ено использовать д л я предварительной о б р а ­
ботки полиамидного волокна перед крашением. П редл ож ено
т ак ж е о б раб аты вать полиамидные волокна перед краш ением
или одновременно с краш ением моно- или д ихлортриазиновы ми
красителям и п родуктам и конденсации ц ианурхлорида с н а т р и ­
евыми солями сульфокислот наф тал и н а. О к р аски на волокне
при этом отличаю тся высокой устойчивостью к мокрым о б р а ­
боткам и являю тся более равномерными, чем окраски теми ж е
158
Т а б л и ц а
40
Крашение трикотажного полотна активными красителями
О перация
К о н ц ен трац и я
реаген тов
Т ем п ер а­
т у р а , “С
В рем я о б р а ­
ботк и , мин
—
До 50
20
2
5
—
—
По рецепту
50
—
До
30—35
30—35
»
»
30—35
20
—
70
98
30
—
—
70
98
70—98
■—
Наполнение барки водой с подогревом
и загрузка полотна
Введение реагентов
уксусной кислоты (80 %-ной), %
смачивателя, г/л
Снижение температуры
Первое введение красителя (х/2 от тре­
буемого количества) и крашение
Второе введение красителя и крашение
Повышение температуры
для проционов
для процинайлов
Крашение при оптимальной темпера­
туре
для проционов
для процинайлов
Введение раствора кальцинированной
соды, г/л, до pH = 10 и обработка
Промывка водой и спуск ванны
Наполнение барки водой и введение ре­
агентов, г/л
кальцинированной соды
смачивателя
Повышение температуры
Промывка горячей водой
Промывка теплой и холодной водой
0.7
—
0 ,5 —0,7
10
25
30
5
2
1
—
—
—
30—35
--80
80
30—60
—
10
5
5
30
актнвны м н красителями на полиамидном волокне без о б р а ­
ботки.
П ри использовании ди- и трихлорпиримидиновы х краси те­
лей д ля краш ения капронового волокна оказалось, что степень
ковалентной фиксации этих красителей можно значительно по­
высить, используя третичноаминный к а т а л и з а т о р — триэтаноламин. Действие триэтанолам ина проявляется во второй стадии
процесса крашения — при щелочной обработке. В остальном
реж им краш ения пиримидиновыми красителями не отличается
от краш ен и я триазиновыми красителями.
Значительны й интерес д л я краш ен и я полиамидных волокон
п редставляю т винилсульфоновые красители. При их примене­
нии волокно сн ачала в течение 10 мин о б р аб аты ва ю т при те м ­
п ер атур е 40 °С раствором рем азол овы х красителей и Ыа3Р 0 4
(2 г/л ), затем д ля н ейтрализации вводят 2 мг/л С Н 3С ООН
{30 %-ной) и дополнительно 1— 4 % (от массы в олокн а) той
ж е кислоты, нагреваю т раствор д о кипения и к р а с я т в тече­
ние 40— 60 мин. Волокна типа нейлоновых о кр а ш и ва ю т по т а ­
кому ж е режиму, но д л я н ей трал и зац ии вместо С Н 3С О О Н ис­
пользую т Н С О О Н .
159
Л. А. К овж ин и А. А. Х архаров п редлож или д ля д а л ь н е й ­
шего увеличения ковалентной фиксации винилсульфоновых
красителей осущ ествлять последующую щелочную обработку
окрашенного в кислой среде капронового волокна. П р и рН =
= 10,9 (концентрация К а 2СОз 10 г/л) в течение 1 ч при тем п е р а­
туре 90 °С д ополн и тельн ая ко в ал ен т н ая фиксация составит 6 %
от исходного количества кра си тел я на волокне.
К овал ен тная ф и ксаци я винилсульфонового к раси тел я к а п ­
роновым волокном увеличивается, если краш ение вести по д вух­
стадийному способу, о к р а ш и в а я на первой стадии в кислой
среде, а на второй — в щелочной.
В случае применения дихлортриазиновы х красителей д ля
краш ен и я полиамидных волокон по непреры вному способу
в состав плюсовочного рас тво р а рекомендуется вводить о р г а ­
ническую (уксусную или щ авелевую ) кислоту, а д л я увел и че­
ния ковалентной фиксации краси тел я проводить п осл ед о в а­
тельно зап ар и в ан и е и терм озолирование (терм о об раб о тку).
П р и использовании винилсульфоновы х красителей плюсование
тканей лучше осущ ествлять в щелочной среде (10 г/л к а л ь ­
цинированной соды) с последую щим терм озолированием.
Р а з р а б а т ы в а ю т с я различны е способы кр аш ен и я активными
краси телям и полиамидных волокон из среды органических
растворителей. Н апри м ер, п редлож ен способ краш ен и я а к т и в ­
ными краси телям и капроновых тканей, который зак л ю ч ается
в пропитывании ткани водным раствором красителя, о тж и м е и
обработке органическим растворителем (д и эти л ф тал ато м ), не
растворяю щ им краситель.
О птим альны е условия краш ен и я капроновы х тканей а к ­
тивными д и хлортри ази н овы м и и винилсульфоновыми к р а си те­
л ям и по плю совочно-запарному и термозольному способам
предлож ены М. В. Корчагиным. Учитывая преимущества плюсовочно-запарного способа краш ен и я перед терм озольны м при
краш ении капронового волокна, а т а к ж е и то, что терм ическая
(термозольная) о б р аботка при тем пературе
195 °С яв л яется
обязательной в целях стабилизации тканей из капронового во­
локна, был пред ло ж ен р еж им краш ен и я плюсовочно-запарны м
способом (запар иван и е в течение 3 мин) с последующей те р ­
мообработкой при тем пературе 192— 196 °С в течение 1,5 мин
с введением в ванну 5 г/л различны х веществ (табл. 41).
Эти данны е показы ваю т, что применение зап ар и в ан и я с по­
следующей терм ообработкой д а е т существенное повышение
химического связы ван и я красителя, а т а к ж е и то, что н аи л уч ­
ш ие условия д л я ковалентной фиксации капроном д и хл о ртри ­
азиновых красителей создаю тся при введении в плюсовочную
ванну органических кислот (уксусной или щ авелев ой ). И с с л е ­
д овани е применения д л я непрерывного краш ен и я капроновых
тканей активных винилсульфоновых красителей (ремазолевого
ярко-синего Р, активного ж елтого 2К и ремазолевого жел160
Т а б л и ц а
41
Эффективность действия запаривания с последующей термообработкой
на фиксацию дихлортриазиновых активных красителей капроновым волокном
Степень фиксации к р а с и те л я , % от нанесенного
яр ко -о р ан ж ево го ГС
Состав ванны
. (кроме краси теля)
После
зап ари ­
ван и я
П осле
за п а р и ­
ван ия и
терм ооб­
работки
ЫаНСОз (5 г/л)
17
31
СН3СООЫа (5 г/л)
СН3СООН (5 г/л)
Н2С20 4 (5 г/л)
—
—
26
28
35
35
Без добавок
ж ел то го РС
П осле
зап ари ­
ван и я
25
25
40
43
—
я р к о-гол уб ого РС
После
за п а р и ­
ван ия
После
зап ар и ­
вания и
терм ооб­
работки
64
45
23
40
58
64
34
52
67
—
—
—
После
за п а р и ­
ван ия и
терм ооб­
работки
33
31
54
того Г), которые применялись в обычной эфирной форме,
а так ж е после предварительного перевода в винилсульфоновую
форму действием на эфирную форму раствором кальц ин и р ован ­
ной соды (10 г/л ), показало, что эти красители могут быть ис­
пользованы д л я краш ен и я непрерывным, плю совочно-запарным и термозольным способами. Реком ендованны е о п ти м ал ь­
ные условия обеспечивают выход ковалентно связанного к р а ­
сителя в следую щих пределах: рем азолевого ярко-синего Р
60— 75, активного желтого 2К 46—80, ремазолевого желтого Г
27— 56 %■
Д л я фиксации обычной эфирной формы красителя, как и
ожидалось, наиболее благоприятной о к а за л а с ь щ елочн ая среда,
причем оптимальны е условия созд авал и сь при введении в про­
питочный раствор кальцинированной соды (10 г/л ). Вместе
с тем все испытанные красители в некоторой степени фиксиро­
вались и в кислой среде.
Установлено, что д л я капронового волокна в условиях з а ­
паривания и терм озолирования наилучш ие условия д л я к о в а­
лентного св язы в ан и я д ихлортриазиновы х красителей создаются,
при введении в пропиточный раствор слабы х органических
кислот или очень слабы х оснований, а д л я винилсульфоновых — при наличии в пропиточном растворе щелочей (к ал ьц и ­
нированной соды ). Сопоставление величин достигаемой степени
фиксации д л я обоих видов активных красителей приводит к в ы ­
воду о некоторых преимуществах применения винилсульфоновых красителей, в особенности при термозольном способе к р а ­
шения.
При краш ении капронового волокна (в кислой среде) винилсульфоновыми красителями в реакционноспособной ф орм е
ковалентное взаимодействие красителя с волокном осущ ествля­
ется п арал л ел ьн о с выбиранием красителя. Больш ое значение
при этом имеет pH среды. С понижением pH . (начиная с pH =
6
Зак аз № 2139
161
= 4,2) н аб лю д ается уменьшение количества ковалентно-фикси­
рованного красителя. Это объясняется сильной ионизацией ко н ­
цевых аминогрупп волокна (именно эти группы участвую т
в ковалентном взаимодействии с к р аси тел ем ). П олож и тельно
зар я ж ен н ы е концевые группы — Г^Нз- не могут ковалентно в з а ­
имодействовать с красителем, т а к к а к атом азота не о б л а д а е т
неподеленной парой электронов, а наличие положительного з а ­
ряда вы зы вает их отталкивание от положительно заряж ен н ого
¡3-атома у г л ерод а винилсульфоновой группировки краси теля.
Э кспериментами по получению на капроновом волокне о к р а ­
сок различной интенсивности (при 100 %-ном выбирании к р а ­
сителя) установлено, что к о в ал ен тн ая фиксация кр а си тел я
(в % от количества сорбированного волокном к р аси тел я)
уменьш ается с увеличением количества красителя, выбранного
волокном при прочих равных условиях. Так, д л я 0,1 %-ной выкраски ковал ен тн ая ф иксация красителя составляет 92,4 %,
а д л я 1 % - н о й —-4 6 % . О бъяснить этот ф ак т мож но относи­
тельно м-алой скоростью ковалентного взаимодействия н а х о д я ­
щегося на волокне красителя с аминогруппами волокна. Н и ж е
приведены данные, показы ваю щ ие, что после выбирания к р а ­
сителя волокном (через 1,5 ч после н ач ал а краш ения при т е м ­
пературе 90 °С) последую щ ая в ы д е р ж к а при той ж е т е м п е р а ­
туре приводит к увеличению количества ковалентно-фиксиро­
ванного красителя:
Продолжительность кра- 0,25
шения, ч
Ковалентная
фиксация, 1,8
мг красителя на 1 г волок­
на
0,75
1
2
3
4
5
6
7
2,42
2,8
3,55 3,72 3,85 4,01 4,23 4,29
8
4,35
Н екоторое количество краси тел я зак реп л яется на волокне
и з а счет о б разо ван ия солеобразной связи меж ду сульфогруппой кра си тел я и аминогруппой волокна. Щ елочн ая о б раб отка
окраш енного волокна (4 г/л соды при температуре 90 °С) п ри ­
водит к дополнительной ковалентной фиксации 6 % (от общего
количества красителя, выбранного волокном в кислой среде)
красителя. П р и щелочной обработке окрашенного капронового
волокна происходит разры в связей м е ж д у сульфогруппами
красителя и аминогруппами волокна и высвобождение а м и ­
ногрупп, способных к ковалентному взаимодействию с к р а с и ­
телем.
П р и краш ен и и капронового волокна в кислой среде исход­
ной формой винилсульфонового к р аси тел я ковал ен тн ая ф и к ­
сация его волокном составляет м акси м альн о 5 % . В условиях
уксуснокислой среды (условия кр аш ен и я) об разо ван ие р е а к ­
ционноспособной формы краси тел я происходит м акси м альн о до
5 % от нач ал ьн ой концентрации исходной формы.
П р и щ елочной обработке окрашенного волокна происходит
об разован ие реакционноспособной формы красителя, разры в
162
солеобразны х связей между сульфогруппами краси тел я и ам и ­
ногруппами капронового волокн а и высвобождение ам ин о­
групп, однако ковалентная ф и ксаци я красителя получается н е­
значительной. О бъясняется это тем, что в щелочной среде м а к ­
ромолекулы капронового волокна имеют отрицательно з а р я ­
женны е концевые группы —С О О , в результате чего волокно
от тал к и в ае т анионы красителя. К ром е того, в щелочной среде
происходит взаимодействие образовавш ей ся реакционноспо­
собной формы красителя с водой (гидролиз активной формы
к р а с и те л я ). П ри использовании д л я краш ения капронового в о ­
л окна исходной формы кр аси тел я ковален тн ая ф и ксаци я его
на волокне составляет м акси м ал ьн о 30 % от количества к р а ­
сителя, выбранного волокном. В этой связи в качестве р ац и о ­
нальной схемы процесса краш ен и я капронового волокна винилсульфоновы ми красителями следует считать краш ение р еа к ц и ­
онноспособной формой краси тел я в кислой среде с по сл е­
дующей
обработкой окраш енного
м атери ала, приводящ ей
к дополнительной ковалентной фиксации красителя.
К рашение дисперсными активными красителями
П р и крашении ПА-волокон дисперсными активными
к раси тел ям и используют одностадийный и двухстадийный спо­
собы. Л учш и е результаты получаю тся при двухстадийном спо­
собе. Р е ж и м краш ения капроновой ткани на красильно-роликовом ап п ар ат е двухстадийным способом приведен в табл. 42.
Одностадийный способ прим еняю т в тех случаях, когда
применение двухстадийного способа невозможно. П р и одно­
стадийном способе краш ения в красильную ванну при тем пе­
ратуре 30— 35 °С вводят п р еп ар ат ОС-20 (2 г/л ), б и к арб он а т
натрия (4 г/л) и о б р аб аты в а ю т в этой ванне окраш и ваем ы й
Таблица
42
Режим крашения капроновой ткани дисперсными активными красителями
по двухстадийному способу на красильно-роликовых аппаратах
О перация
Замачивание
Введение суспензии красителя в два приема
Крашение при постепенном нагревании ванны
Введение раствора кальцинированной соды
Нагревание до кипения и крашение
Охлаждение и промывка теплой водой
Промывка холодной водой
Мыловка
Промывка теплой водой
Промывка холодной водой
6*
Т ем п ер ат ур а,
30—35
30— 35
40— 45
55— 60
80— 85
98
90— 92
98
50
20
60
60
20
Ч исло
п роходов
2
2
2
2
2
2
—
4
2
2
2
2
2
163
м атери ал в течение 10— 15 мин, вводят суспензию красителя
(до 6 % ), д ал ее в течение 40 мин нагр еваю т ванну до кипения
и к расят при кипении в течение 60— 90 мин. После крашения
волокно промы ваю т и обр аб аты ваю т ПАВ д л я удаления гид­
ролизованного красителя.
Р еж и м одностадийного способа кр аш ен и я пряжи мэрон
в паковках в а п п а р а т а х под давлением состоит в следующем:
зам ач иван и е п р я ж и при температуре 35 °С в течение 15 мин,
введение при этих условиях суспензии кра си тел я с последую­
щим нагреванием в течение 40 мин до тем пературы 120 °С,
краш ение при этой тем пературе в течение 1 ч, затем 20-минут­
н ая промывка водой при тем пературе 56 °С, мы ловка при тем ­
п ературе 60 °С в течение 20 мин и п ром ы вка теплой (50 °С)
и холодной ( 2 0 °С) водой по 10 мин.
Активные красители д ля полиамидных волокон типа процинайлов подобно обычным дисперсным красителям окраш иваю т
полиамидное волокно, не подчеркивая его физических и хими­
ческих неоднородностей.
Краш ение начинаю т в слабокислой среде, а затем проводят
в умеренно щелочной среде (рН = 9. ..10) при температуре
выш е 90 °С. В этих условиях б ольш ая часть красителя реаги ­
рует с волокном. О краски по устойчивости к мокрым о б раб от­
кам значительно (на 2—3 б ал л а) превосходят обычные дисперс­
ные красители. Активность процинайлов значительно ниже, чем
активность проционов (активность процинайлов при тем п ера­
туре 100 °С приблизительно р авн а активности проционов при
тем пературе 20 °С).
По режиму, рекомендованному фирмой «Ай-Си-Ай», краш е­
ние полиамидного волокна начинают при температуре 40 °С
в ванне, содерж ащ ей 2 г/л уксусной кислоты ( 3 0 % -ной), 1 г/л
диспергатора У Ь
(или при высокотемпературном крашении
1 г/л л иссапола N 0 ) . Т ем пературу ванны медленно повышают
до 85— 100 °С и при этой тем пературе к р а сят полиамидное во­
локно в течение 30 мин. Во время краш ен и я p H ванны поддер­
ж иваю т
в
п ределах
3,5— 4
добавлением
разбавленной
СНзСООН. З а т е м p H ванны доводят до 10— 10,5 добавлением
2,5— 3 г/л ИагС О з и продолж аю т краш ение при температуре
85— 100 °С в течение 60 мин. М ы ловку производят при тем пе­
ратуре 65 °С в течение 15—30 мин в растворе, содерж ащ ем
2 г/л Кта 2С 0 3 и 2 г/л лиссапола N 0 .
При крашении капронового волокна дисперсными активными
красителями типа Д кр— КНСН— СН— СН2 , со д ерж ащ и м и в своем
\ /
составе эпоксидные группы, требуются более ж естки е условия:
крашение проводят при рН = 3 в присутствии серной кислоты,
ф и к с а ц и ю —-при р Н = 1 0 . ..12 и тем пературе 95— 10 0°С.
И сследованиям и установлено, что процинайлы, сод ерж ащ и е
164
хлороксипропильные группировки, в процессе приготовления
суспензии красителя (температура 80 °С, pH = 11,5, п р о д о л ж и ­
тельность 4— 5 мин) могут преобразовываться в непосредст­
венно реакционноспособные эпоксидные группы:
д кр—ш —с н 2—сн— сн 2—а
МдОН
------ я кр—гш сн — сн— сн2 + N301 + н2о
о
он
Лкр—NНСН,—СН-----сн, + Н,1Ч— Вол— СООН
Д Кр— ГШСН2—с н — СН2— гш— В
о л
— СООН
ОН
Красителями, переведенными в активную форму, можно ок­
р аш и в ат ь ПА-волокна по одностадийному способу. При этом
степень ковалентной фиксации красителя повышается, а про­
долж ительность крашения сокр ащ ается почти вдвое по сравне­
нию с двухстадийным способом.
К раш ени е процинайлами мож но вести т а к ж е по плюсовочно-роликовому способу. В состав ванны вводят краситель, би­
кар бон ат натрия, смачиватель и загуститель. И зд ел и я плю ­
суют при низкой температуре, нагревают, в ы держ иваю т в кон­
диционной кам ере в ролике при температуре 95 °С в течение
2 — 4 ч, затем промывают и о б раб аты ваю т ПАВ. Д л я повыше­
ния степени фиксации процинайловых красителей в плюсовочный раствор вводят 2 % кальцинированной соды и 20 % моче­
вины с последующим прогревом оплюсованной ткани при тем ­
п ер атур е 195°С в течение 20— 30 с.
Установлены оптимальные п арам етры крашения процинай­
л а м и при термозольном и плюсовочно-запарном способах к р а ­
шения: рН = 8 ...12 ,5 — при термозольном; p H = 11,3. ..13 — при
плюсовочно-запарном способе крашения. В состав ванны целе­
сообразно вводить мочевину (до 50 г/л) и альгинат натрия
(1 г/л).
К овален тная фиксация при термозольном способе краш ения
увеличивается в присутствии м оноалкилолам ида синтетических
ж ирны х кислот, который вводят в плюсовочный раствор в р ав ­
ных соотношениях с массой красителя. П ромывка проводится
в растворе неионогенного ПАВ (2 г/л) и кальцинированной
соды (5 г/л) при температуре 80 °С в течение 45— 60 с.
К раш ени е плащевой капроновой ткани по терм озольному
способу на Наро-Фоминском шелковом комбинате осущест­
вляю т на ап п арате фирмы «Киото» (Япония) по следующему
реж иму: плюсование ткани раствором, содерж ащ им 5 г/л к р а ­
сителя процинайлового алого О; 1 г/л альгината натрия,
50 г/л мочевины, при тем пературе 30 °С и p H = 8. З а т е м сле­
165
дует подсушивание инф ракрасны м обогревом и последую щ ее
высушивание. Т ерм озолирование проводят при тем пературе
180 °С в течение 90 с, зате м следует п ром ы вка в шести ко ­
робках промывного а п п а р а т а и зак л ю ч и тел ь н а я сушка.
Полученные окр аски имеют высокие п о казател и устойчиво­
сти к мылу, дистиллированной воде и трению. По светостой­
кости процинайлы близки к дисперсным краси телям . Они ус­
тойчивы к сублим ации, трению, химической чистке. При к р а ­
шении п роцинайлам и н уж н а более т щ а т е л ь н а я промывка, чем
при крашении анионоактивны ми красителями, т а к ка к ги дро­
л изо ванн ая форм а процинайлов нерастворима в воде. О д н ако
после промывки частично гидролизованны й краситель о с т а ­
ется на волокне, что приводит к более низкой устойчивости
к мокрым об раб откам , чем у водорастворим ы х активных к р а ­
сителей. Д л я повы ш ения устойчивости окр а со к к мокрым об­
р аб откам п ромы вку проводят в растворах, содер ж ащ и х п ре­
п ар аты типа ТМ С (2 г/л) и соду кальцинированную (5 г/л),,
при тем пературе 80 °С в течение 45—60 с. О краш енны е п ро цинайловыми краси тел ям и ткани после промывки в у к а з а н ­
ных условиях со д е р ж а т обычно 82— 86 % от нанесенного при
плюсовании красителя, в том числе 70— 72 % ковалентноф ик­
сированного.
Присутствие на волокне 10—-15 % красителя, не вступившего
с волокном в ковалентную связь, не сн и ж ает устойчивости о к р а ­
ски к мокрым обработкам .
краш ение полиэфирны х волокон
К раш ени е синтетических волокон, в том числе по­
лиэфирных, мож но осущ ествлять с помощью нерастворимых
в воде активных красителей.
Краш ение проводят красителям и в виде водных диспер­
сий в присутствии сл ож н ы х аминов, фенолов или тиофенолов
при температуре около 100 °С. О бработку этими вещ ествам и
можно вести до или после крашения.
Дисперсию ам ина получаю т действием щелочей на соль
амина, дисперсию ф е н о л а —-действием кислот на фенол. Д и с ­
персии мож но п олучать т а к ж е простым диспергированием
фенолов или аминов в присутствии эмульгаторов.
Сущность процесса краш ен и я состоит в том, что атом г а ­
лоида активного кра си тел я взаимодействует с амином (этилендиамином,
параф енилендиамином, гексам етилендиам ином
и др.), фенолом и о бразую щ иеся соединения д ал ее р ас тво р я­
ются в массе волокна.
Д л я краш ен и я могут быть использованы красители, сод ер ­
ж а щ и е триазиновое кольцо, атомы углерода которого св язан ы
с двум я и более ато м ам и хл ора или брома; пиримидиновое
кольцо с 1— 2 атом ам и хл о р а и др.
166
К Р А Ш Е Н И Е П О Л И В И Н И Л С П И Р Т О В Ы Х В ОЛ ОК О Н
Активные красители окраш иваю т поливинилспиртовы е волокна в яркие цвета. В щелочной ванне активные к р а ­
сители почти не поглощ аю тся волокном, в кислой ж е среде
при тем пературе 80— 90 °С происходит резкое увеличение а д ­
сорбции красителя.
О к раски об ладаю т высокой устойчивостью к мокрым о б р а ­
боткам .
Н екоторы е окраски оран ж евы х и красных цветов о б ладаю т
незначительной устойчивостью к трению, а голубых и ф и оле­
т о в ы х — к свету.
П ри крашении активными красителями поливинилспиртовых волокон кислотность ванны д о л ж н а быть больше, чем при
краш ен и и полиамидных волокон ( р Н > 3 ) . В ы с о к ая кислот­
ность ванны способствует деац еталирован и ю волокна, с чем,
по-видимому, связано повышенное поглощение активн ы х к р а ­
сителей волокном. О днако следует отметить, что диацеталирование неблагоприятно ск азы вается на физико-механических
свойствах волокна.
Поливинилспиртовое волокно содерж ит большое число ги д­
роксильны х групп, поэтому предполагалось, что при крашении
о б разую тся химические связи винолового вол о кн а с ак тив­
ными дисперсными красителям и. Д л я проверки этого предпо­
л о ж е н и я были проведены специальны е исследования, которые
показали, что устойчивость окрасок активными (процинайловыми) красителям и на виноловом волокне горазд о ниж е, чем
на капроновом, и п риб л и ж аю тся к устойчивости о к р а со к к р а ­
сителей лучших м ар ок д л я ацетатного ш елка на виноловом
волокне. Это д ает возмож ность считать, что процинайловы е
красители не образую т химической связи с волокном за счет
гидроксильных групп потому, что свободные гидроксильные
группы после ац етал ир ован и я в основном сохр аняю тся в крис­
тал л и чески х областях волокна.
М олекулы ж е
процинайловых
красителей значительно
больш е молекул красителей д л я ацетатного ш елка, поэтому воз­
можно, что краситель не проникает в эти области, а если и про­
никает, то не образует ковалентной связи. С поливиниловым
спиртом, гидроксильные группы которого доступны красителю,
т а к а я связь легко образуется.
Повышенную устойчивость окр асо к процинайловы ми к р а ­
сителями на виноловом волокне м ож но объяснить тем, что з а ­
крепление красителя на волокне происходит гл ав н ы м образом
за счет м еж м ол еку лярны х сил В ан -д ер -В аальса и водородных
связей, при этом только н езн ачительн ая часть гидроксильных
групп волокна реагирует с красителем.
167
Г Л А В А V III
К Р А Ш Е Н И Е К А ТИ О Н Н Ы М И К Р А С И Т Е Л Я М И
ОБЩИЕ СВЕДЕНИЯ О СВОЙСТВАХ
КРАСИТЕЛЕЙ
Катионные красители предназначены для крашения полиакрилонитрильных волокон. Применение их дает возможность получить на волок­
нах всю гамму цветов от желтого д о черного.
В водных растворах катионные красители легко диссоциируются и об­
разуют окрашенный катион и бесцветный анион. Для них характерны срав­
нительно невысокая растворимость в водных растворах и склонность к осмолению при повышенных температурах. При крашении катионными красите­
лями pH красильной ванны необходимо поддерживать в пределах 4,5— 5,
так как при более высоком pH частично разлагается краситель.
Различают три группы катионных красителей: с локализованными заря­
дами в боковой цепи; с делокализованным зарядом, рассредоточенным по
хромофорной системе; с катионами»
образующимися в результате прото­
нирования.
Катионные красители с делока­
лизованным положительным зарядом
являются наиболее яркими и силь­
ными по красящей способности.
Катионные красители обладают
различным сродством к волокну к
с разной скоростью выбираются из
ванны. По скорости перехода на
волокно их делят на две группы:
медленновыбирающиеся (I группа)
и быстровыбирающиеся (II группа).
Скорость выбирания определяет ре­
Рис. 21. Влияние температуры на
жим и состав красильной ванны.
крашение
полиакрилонитрильного
Значение pH красильной ванны спо­
волокна катионными красителями
собствует
выравниванию окрасок,
поэтому крашение быстровыбирающимися катионными красителями (II группа) проводят при рН = 3. . .4, д о ­
бавляя в ванну кроме уксусной серную кислоту.
Катионные красители имеют различную растворимость в воде — от 30 д о
70 г/л. Наметилась тенденция производства катионных красителей в виде
жидкостей, жидкие выпускные формы этих красителей представляют собой
истинные растворы. Эти формы особенно удобны при крашении по непре­
рывным способам.
При растворении краситель предварительно замешивают в пасту с 30%ной уксусной кислотой, взятой в количестве 2,5—3 % от массы волокна, за ­
тем разбавляют горячей водой. В кислой среде улучшается растворимость
катионных красителей и предупреждается их осмоление.
Один из важнейших показателей качества катионных красителей — это
показатель сочетаемости, или комбинируемости. Он характеризует наиболее
сочетаемые комбинации красителей, которые можно применять для смесового
крашения с целью получения широкой гаммы расцветок. Например, краси­
тели катионный желтый 43, катионный красный Ж (или красный 4Ж) и
катионный синий О равномерно выбираются из красильной ванны волокном»
обладают хорошей совместимостью, с помощью этой триады можно получить
разнообразные окраски на ПАН-волокне.
При погружении полиакрилонитрильного волокна в раствор катионного
красителя очень быстро образуется поверхностный концентрированный слой,
состоящий в основном из катионов красителя. Их перераспределение из по­
верхностного слоя внутрь волокна протекает очень медленно, так как поли168
акрилонитрнльное волокно практически не набухает в воде, а плотно упако­
ванная сетка макромолекул полимера малоподвижна и оказывает большое
сопротивление движению катионов красителя. Свободный объем внутри во­
локна, необходимый для проникания и размещения молекул красителя, воз­
никает в результате тепловых колебаний участков макромолекул полимера,
из которых состоит волокно. У полиакрилонитрильных волокон это достига­
ется при температуре 75—80 °С. Начиная с момента достижения этой темпе­
ратуры, ослабление сил связи в аморфных частях полимерного материала
обеспечивает раскрытие его внутренней структуры, в результате чего микропоры волокна увеличиваются и катионы красителя получают возможность
диффундировать с поверхности внутрь волокна.
Отмеченные изменения структуры полимера благоприятно сказываются
на протекании процесса крашения. Как видно из рис. 21, при температуре
75 °С полиакрилонитрильное волокно практически не окрашивается катион­
ными красителями даж е при обработке в течение 3 ч. Повышение темпера­
туры до 85—90 °С и особенно до 95 °С приводит к резкому возрастанию
накрашиваемое™ волокна. При температуре 95 °С поглощение красителя
волокном в течение всего 1 мин крашения превосходит то, которое дости­
гается за 3 ч при температуре 75 °С.
В основе взаимодействия катионных красителей с полиакрилонитрильными
волокнами лежит реакция нейтрализации кислотных групп полимера катион­
ными красителями:
Дкр— ГШ3+С1 +Н О О С —В о л
В ол— СОО • +Н3Г>}— Лкр + НС1
Сродство красителя к волокну, соответствующее этой схеме крашения,
равно 42—50,4 кДж/моль. Фиксирование красителя полимером по такой ре­
акции происходит в том случае, если содержание катионного красителя
в полиакрилонитрильном волокне не превышает его кислотного эквивалента.
При высоком содержании красителя в ванне, особенно когда его заряд не­
четко выражен, волокно поглощает краситель в избытке по сравнению с кис­
лотным эквивалентом. В этом случае фиксация красителя волокном осу­
ществляется путем образования ионной связи и за счет действия сил
Ван-дер-Ваальса или диполь-дипольного взаимодействия.
Следует отметить, что катионные красители образуют на полиакрилонитрильных волокнах
окраски, характеризующиеся высокой устойчивостью
к действию света. Это обусловлено гидрофобным характером волокон, что
ограничивает участие в фотодеструкции красителя молекул воды, необходи­
мой для успешного протекания этой реакции. Кроме того, молекулы краси­
теля, связанные с полимером химической связью, быстро передают ему по­
глощенную при инсоляции энергию, что благоприятно сказывается на
стойкости хромофорной системы катионного красителя.
Быстрая выбираемость катионных красителей из ванн в интервале тем­
ператур 80— 100 °С, их низкая миграционная способность, неоднородность
структуры полиакрилонитрильного волокна, а также большая зависимость
скорости его крашения от температуры могут привести к появлению нерав­
номерных окрасок. Для предотвращения этого необходимо регулировать тем­
пературу крашения и снижать скорость сорбции красителей путем введения
в красильную ванну уксусной кислоты, электролитов и различных выравни­
вающих реагентов неионогенного, катионо- и анноноактивного характера.
Механизм действия выравнивателей заключается в следующем: катионоак­
тивные вещества блокируют анионные группы волокна, молекулы красителя
и выравнивателя как бы конкурируют между собой, вследствие чего процесс
крашения замедляется; анионоактивные вещества образуют с катионами кра­
сителя комплексы, в результате чего снижается концентрация свободного
красителя, способного адсорбироваться волокном. Образуемый
комплекс
электронейтрален, при повышении температуры он снова распадается.
169
Некоторые красители несовместимы с анионоактивными замедлителями,
поскольку образуемые ассоциаты нестабильны и могут выпасть в осадок.
Поэтому целесообразно применять замедлители катионного характера. Так
как у катионоактивных замедлителей сродство к волокну меньше, чем у кра­
сителя, они диффундируют в волокно первыми и затем постепенно замеща­
ются красителем. Если для замедлителей начальная температура диффузии
65—70 °С, то для красителей— 80—85 °С. Эффект замедляющего действия
их зависит от соотношения меж ду сродством к полиакрилонитрильному во­
локну красителя и замедлителя.
Как отмечает Б. Н. Мельников, катионы выравнивающих веществ по уве­
личению своей замедляющей способности располагаются в следующий ряд;
Н + , Ь1+, N 3 + , К + , СБ+, [(СН3)3 1М]+, [(С2Н 5)4 М ]+, [С6Н5Н (СН3)3] + и др.
Опыт крашения полиакрилонитрильных волокон показал, что функцию
замедлителей могут также выполнять нейтральные соли и уксусная кислота.
Трудность проникновения в волокно и низкая миграционная способность
красителя обусловливают необходимость проведения процесса крашения полиакрилонитрильного волокна преимущественно периодическим способом.
При крашении ПАН-волокон катионными красителями необходимо учиты­
вать роль С-потенциала волокна в процессе адсорбции красителей волокном.
В работах В. Ф. Андросова показано, что наличие высокого отрицательного
С-потенциала (— 41 мВ) обусловливает адсорбцию катионных красителей во­
локном нитрон в течение короткого промежутка времени, в результате чего
довольно быстро происходит перезарядка поверхности волокна. Установлена
также взаимосвязь между величиной С-потенциала и количеством красителя»
сорбированного волокном нитрон, а также уточнен механизм крашения этого
волокна катионными красителями. Выяснено, что максимальное приращение
величины ^-потенциала, обусловленное сорбцией окрашенных катионов, про­
исходит при p H = 4 . ..5. Кроме того, установлена возможность целенаправлен­
ного изменения величины и знака ^-потенциала волокна нитрон путем выбора
соответствующих значений pH, температуры, концентрации красителя, элек­
тролитов и поверхностно-активных веществ.
Скорость поглощения катионного красителя, безусловно, зависит от его
коэффициента диффузии. Если коэффициент свободной диффузии катионных
красителей в воде при температуре 85 °С составляет 1 7 -10~6 см2/с, то в ПАНволокне коэффициент диффузии составляет М О -11 см2/с.
Вторая стадия осуществляется только при повышении температуры до90 °С и более, что приводит к образованию прочных связей меж ду красите­
лем и волокном.
В работах Б. Н. Мельникова, а затем А. А. Хархарова и других иссле­
дователей было установлено, что определенная часть катионных красителей
закрепляется на полиакрилонитрильном волокне за счет химических сил
взаимодействия в результате реакции солеобразования.
В практических условиях крашения наибольшую ценность представляет
именно та часть красителя, которая фиксируется волокном в основном за
счет химических связей. Для ряда катионных красителей наблюдается макси­
мальный процент химически связанного красителя — 60—90 % от общего
количества сорбированного волокном красителя (рис. 22).
Одним из способов интенсификации процесса крашения ПАН-волокон
и других гидрофобных волокон является применение специальных веществ,
оказывающих какое-либо воздействие на состояние красителей в растворе
или на структуру волокна или одновременно на состояние красителя и во­
локнообразующего полимера. Такие вещества, вызывающие ускорение про­
цесса крашения, названы переносчиками. Несмотря на то, что в последующие
годы был предложен ряд новых теорий относительно механизма действия
веществ, ускоряющих процесс крашения, до настоящего времени термин «пе­
реносчик» используется в литературе для названия веществ, вызывающих
ускорение крашения. Такой интенсификатор, или переносчик, должен быть
простым и надежным в применении, не иметь запаха и собственной окраски»
170
це раздражать кожу и т. д. Применение переносчиков, лишенных недостат­
ков, позволило бы быстрее внедрить ускоренные прогрессивные способы кра­
шения гидрофобных химических волокон, в частности ПАН-волокон. В лите­
ратуре на основании обобщения экспериментальных данных приведено
множество теорий механизма интенсификации процесса крашения. Ниже упо­
мянуты некоторые из них:
ускорение процесса крашения достигается за счет увеличения набухания
полимера в растворах переносчиков;
переносчик должен взаимодействовать с водой и, обладая сродством
к волокну, проникать в волокно, что приводит к поглощению красильного
раствора, а следовательно, и к увеличению скорости крашения;
переносчик образует комплекс с красителями и играет роль вещества,
транспортирующего краситель в волокно, осуществляя при этом пластифи­
цирующее действие на полимер;
ускорение
процесса
крашения
объясняется увеличением раствори­
мости красителя в ванне в присут­
ствии переносчиков;
роль
переносчиков
сводится
к образованию на поверхности во­
локна слоя переносчика, а поскольку
краситель имеет хорошую раствори­
мость в таких веществах, то созда­
ется возможность более быстрой, чем
из водных растворов, диффузии кра­
Рис. 22. Кинетика сорбции волок­
сителя в волокно.
ном нитрон красителя катионного
Чрезвычайно большое разнооб­
синего К (концентрация красителя
разие переносчиков и их различие
3 ,3 - 1 0-4
г - экв./л,
температура
в химическом строении, а также и
96 °С):
недостаточная изученность механиз­
1 — о бщ ая сорбция красителя; 2 — ф икса­
ма действия переносчиков на процесс
ция красителя за счет химических сил;
3 и 4 — фиксация красителя за счет лю ­
крашения не позволяют ограничить
бы х поверхностны х сил
объяснение
механизма
действия
переносчиков какой-либо одной те­
орией. Ускоряющее действие переносчиков на процесс крашения является
результатом суммарного воздействия переносчика на волокнообразующий
полимер и на состояние красителей в растворе и в волокне.
Для интенсификации процессов крашения и печатания ПАН-волокон
был удачно предложен пропиленкарбонат, который выгодно отличается от
применяемых ранее веществ. Пропиленкарбонат отвечает всем требованиям,
предъявляемым к интенсификаторам. Он эффективен и прост в применении,
не имеет запаха и собственной окраски, легко смывается с волокна, не по­
нижает устойчивости окрасок к свету и погоде (а для некоторых красителей
повышает их на 1— 2 балла), сохраняет физико-механические свойства во­
локна, нетоксичен, не корродирует оборудование, является хорошим раство­
рителем для дисперсных красителей.
КРАШЕНИЕ ПОЛИАКРИЛОНИТРИЛЬНЫХ ВОЛОКОН
К раш ение в общем виде осущ ествляется следую ­
щ им образом. С н а ч а л а волокно о б р а б а т ы в а ю т в водяной ванне,
со д ер ж ащ е й уксусную кислоту и выравниватель, при тем п е­
ратуре 5 0 °С в течение 10 мин. П осле этого вводят раствор
к р а си т ел я и красильную ванну н агрев аю т до тем п ер атур ы
$5 °С со скоростью прогрева 1 °С в минуту. З а т ем медленно
(1 °С в 5 мин) нагреваю т краси льн ы й раствор до те м п е р а ­
171
туры кипения и к р асят волокно при этой температуре в тече­
ние 45— 60 мин.
Процесс кр аш ен и я полиакрилонитрильных волокон кати он ­
ными краси тел ям и вклю чает следую щие стадии:
нанесение краси теля на волокно путем кратковременного
(в течение 15— 30 с) пропитывания в растворе, со д ер ж ащ е м
краситель, уксусную кислоту, выравниватель, загуститель и антивспениватель, при тем пературе 40—45 °С и отжим после
пропитывания до вл аж н ости 70— 100 %;
фиксация краси тел я полимером в среде водяного п ар а при
тем пературе 100— 115 °С в течение 15— 30 мин;
пром ы вка окраш и ваем ого м а тер и ал а горячей водой (тем­
пература 70— 80 °С), об работка в растворе моющего средства
при температуре 70— 75 °С, снова промы вка горячей (темпе­
ратура 50— 60 °С), теплой и холодной водой.
Введение в красильный раствор интенсификаторов (уско­
рителей) процесса (резорцина, з т и л е н к а р б о н а т а ), способству­
ющих гл ав н ы м образом снижению тем пературы стеклования
волокна, повышение тем пературы пропиточного раствора с 40—
45 до 95— 100 °С позволяю т сократить врем я зап ар и в ан и я до
1— 2 мин.
При краш ении катионными красителям и на П А Н -волокнах
получаются глубокие и яркие окраски высокой устойчивости
ко всем физико-химическим воздействиям, в том числе и
к свету. Б л а г о д а р я этому катионные красители наш ли н аи бо­
лее широкое применение д л я краш ен и я ПАН-волокон.
Определенный
интерес
пред ставл яет
р азр а б а т ы в а е м ы й
в н астоящ ее время низкотемпературны й периодический способ
краш ен и я химических волокон, в частности ПАН -волокон.
Применение в качестве интенсификатора к раш ен и я п р еп арата
ацетонитрила в количестве 50 г /л позволяет вести краш ен и е
ПАН-волокон катионными красителям и при тем пературе 80 °С.
Полученные окраски о б л а д а ю т высокой устойчивостью ко
всем видам воздействий.
Н а К урском тр и котаж ном комбинате краш ение ленты из
ПАН -волокон проводится при н ормальном давлении в а п п а ­
рате Т Р О й А с односторонней циркуляцией фирмы «М еццера»
(И т а л и я ). П р и этом применяется т а к н азы ваем ы й ступенча­
тый реж им краш ения, когда в области высокой скорости к р а ­
шения (д л я светлых тонов тем пература 84— 86 °С, д ля сред­
н и х — 92—96 °С) в течение 30 мин к р а сят при выключенном
паре.
После кр а ш ен и я и медленного р ас х о л а ж и ва н и я волокно
на ап п ар ате о б раб аты ва ю т стеароксом-6 в количестве 2 % от
массы окраш и ваем ого материала. Такой способ позволяет по­
лучать хорошую ровноту окраски.
Н а К расн од ар ск ом камвольно-суконном комбинате р а з р а ­
ботана технология краш ен и я волокна нитрон на ап п ар ата х
172
Т а б л и ц а
43
Режим крашения волокна нитрон на аппаратах КА-140
Светлый тон
О п ерац и я
Введение химикатов
и раствора красителя
Подогрев ванны
Крашение
Подогрев раствора
Крашение
Подогрев раствора
Крашение
Расхолаживание
Промывка
С редний тон
Т ем п ер а ­
т у р а , °с
В рем я,
мин
Т ем п ера­
т у р а , °С
В рем я,
мин
60
10
80
10
80
80
90
90
100
100
50—60
40—50
20
25
25
25
25
40
30
20
93
93
100
100
—
—•
50— 60
40— 50
25
25
25
60— 70
—
—
30
20
Тем ны й тон
Т ем п ер а ­
т у р а , °С
96
100
100
—
—
—
—
50— 60
40— 50
В р ем я ,
мин
40
20
90— 120
—
—
—
—
30
40
К А -140, на которых все процессы обработки волокна ав т о м а ­
тизированы. Р еж и м ы краш ен и я приведены в табл. 43.
Х орош ая ровнота окраски волокна нитрон получается при
м акси м альн ой загр у зк е а п п ар ата (380—400 кг в олокн а) и о д ­
носторонней циркуляции красильного раствора от ц ен тр а к п е­
риферии в течение всего процесса крашения.
В н астоящ ее время на ряде предприятий страны установ­
лено и эксплуатируется оборудование непрерывного действия
д ля краш ения П АН -волокон в ж гуте катионными красителям и.
К раш ение волокна нитрон в ж гуте по плю совочно-запарному
способу требует введения в красильную ванну интенсификаторов, которые позволяю т б л а го д а р я глубокому п р окрас у в о ­
локна по всему поперечному сечению получать н асы щ енны е
окраски высокой прочности. В качестве интенсификаторов про­
цесса краш ен и я волокна нитрон в производственных условиях
рекомендуется применять алки лен карбон аты , мочевину и д р у ­
гие добавки в красильную ванну.
К ак правило, волокно нитрон окраш и ваю т больш ими п а р ­
тиями (5— 6 т и более). При производительности агрегата
150 кг/ч продолж ительность к р а ш ен и я одной партии при д в у х ­
сменном р еж им е работы со став л яет около 6 сут. Хранение
растворов катионных красителей в течение столь длительного
времени д а ж е при непрерывном перемешивании приводит
к увеличению агрегации красителей и частичному их о с а ж д е ­
нию, что является причиной разнооттеночности окраски в п а р ­
тии. О днако введение в состав красильного рас т во р а изобутилового спирта в концентрации 10— 20 г/л стаби ли зирует у с ­
тойчивость красильных растворов катионных красителей при
хранении их до 10 сут.
В этой связи были р азр а б о т а н ы рецепты и р еж и м ы к р а ш е ­
ния волокна нитрон непрерывным способом с применением
композиции интенсификаторов р-наф тол + изобутиловый спирт.
173
Производственное внедрение разрабо танн ы х реж им ов прово­
дилось на агрегате ЛШ-З (Я пония), предназначенном д ля
непрерывного кр аш ен и я волокна нитрон в жгуте. А грегат ус­
тановлен на Д онецкой камвольно-прядильной фабрике. Д л я
краш ения использовалось волокно нитрон с поверхностной
плотностью ж г у т а 53 г/м 2. С хема агрегата МИ-З приведена
на рис. 23.
Процесс краш ен и я вклю чает следую щие стадии:
плюсование ж г у т а в красильном растворе при тем пературе
25 °С, отжим до 60 %;
зап ари в ан и е глухим паром при тем пературе 110— 120 °С
в течение 15—-25 мин;
Рис. 23. Схема агрегата МИ-З:
1 — плю совка; 2 — з-апарная к а м е р а ; 3 — п ром ы вны е
ван ны ; 4 — за м а с л и в а ю щ а я
в а н н а ; 5 — су ш ил ьны е б а р а б ан ы ; 6 — го ф р ир у ю щ ее устройство; 7 — короб д л я у к ­
ладки ж гута
охл аж д ен и е ж гу та холодной водой;
промывка волокна последовательно в четырех промывных
коробках с перфорированны ми б ар аб ан ам и и спрысками.
В первых двух коробках — раствором ТМС (1 г/л) при т е м ­
пературе 6 3 ± 3 ° С , в последующих — водой той ж е тем п е р а­
туры;
зам асл и ван и е раствором ОС-20 (5 г /л );
двусторонняя суш ка на суш ильных б а р а б а н а х при тем пе­
ратуре рабочей поверхности б а р а б а н а 130— 150 °С;
гофрирование ж гута.
Н и ж е приведен состав красильного раствора, г/л:
Цвет васильковый
Катионный синий О
[5-нафтол
Изобутиловый спирт
Сольвитоза С-5
Уксусная кислота (98 %-ная)
Итаконовая кислота
25
0,5
10
7
2
0,2
Цвет беж
Астразон желто-коричневый 2ГЛ
Крипур красный ГТЛ
Астразон черный ВВЛ
17 4
0,42
0,25
0,17
0,5
15
7
|3-нафтол
Изобутиловый спирт
Сольвитоза С-5
Уксусная кислота
Итаконовая кислота
2
0,2
Во всех сл уч аях получаются ровные устойчивые окраски
с той ж е интенсивностью тона, что и по сущ ествую щим ре­
цептам. П ро м ы вны е ванны не со д ерж ат следов краси теля. О к ­
раш енное волокно удовлетворяет всем требованиям , п р е д ъ я в ­
ляем ы м к особо прочному крашению (табл. 44).
Таблица
44
Качество окраски ПАН-волокон
В оздействие
Воздействие
О ц ен ка, баллы
Свет
Свет и погода
6
5
Вода
Морская вода
5/5 /5 /5
515/5/5
Пот
5/5/5/5
О ц ен к а, баллы
Запаривание
Глажение
сухое
влажное
Трение
сухое
мокрое
5/5/515
5
5
5
5
Использование композиции интенсификаторов |3-нафтол +
+ изобутиловый спирт позволило снизить время за п а р и в а н и я
с 25 до 15 мин, сократить на 10 % расход красителей. И спы ­
тания показали, что при низкотемпературном пропитывании
ж гу та в плюсовке отп адает необходимость применения вы рав­
нивателя процесса краш ения. Присутствие итаконовой кис­
лоты в красильном растворе стабилизирует pH среды в з а п а р ­
ной кам ере и способствует м аксимальной фиксации красителя
в волокне.
Н а Огрском тр и котаж ном комбинате им. 50-летия В Л К С М
краш ение ж гута из ПАН -волокна производится т а к ж е на а г ­
регате МИ-3. О д н ако на плюсование поступают одновременно
два ж гута. К расильны й раствор подается автоматически
в плюсовочную ванну с постоянным объемом 15 л. Процент
отж има 50— 60 %. Д ав ле н и е сж атого воздуха на в ал ы плю ­
совки 30 Па. В процессе зап ар и в ан и я ж гуты скл а д ы в аю т ся
в вертикальный ж елоб и н агреваю тся перегретым паром до
выхода из камеры . П родолж ительность ступенчатого з а п а р и ­
вания 20 мин, тем пература 130°С. Д ав л е н и е поступающего
п ара в п ерегреватель (4 ,9 ± 0,98) 105 П а. П осле за п а р и в а н и я
ж гу т о х л а ж д а ю т водой, р азр ы х л яю т и промывают.
П лю совочная ван на агрегата МИ-З содержит, г/л:
Катионный краситель
Сольвитоза С-5
Уксусная кислота (98 %-ная)
Этиловый спирт
Ретарданта А (выравнивателя)
X
15
5
10
5
175
М ы ловку проводят в проходной 4-ванной машине моющим
раствором п ревоцелла \V-OP (5 г/л) при температуре 60—
70 °С. П оток раствора противоположен направлению ж гута.
П осле выхода из четвертой ванны ж гу т о х л аж д аю т водой _через р азбры згивательную трубку и затем о б раб аты ваю т зам асливателем ОС-20 (3 г/'л). Д а в л е н и е сж атого воздуха на о т­
жимны е в ал ы (19,6. . .29,4) 105 Па. Ж г у т суш ат на б а р а б а н ­
ной сушилке с 20 б ар аб ан ам и до остаточной влаж ности 4 %.
Ш ирина ж гута, проходящего через сушилку, 150— 200 мм.
Д л я получения слож ны х цветов не рекомендуется см еш и ­
в ать следующие виды катионных красителей: с высокой а д ­
сорбционной способностью и малой скоростью диффузии; с в ы ­
сокой адсорбционной способностью и высокой скоростью д и ф ­
фузии; с малой адсорбционной способностью и малой скоро­
стью диффузии; с малой адсорбционной способностью и высо­
кой скоростью диффузии; о б ладаю щ и е различной раствори м о­
стью.
В качестве интенсификатора при колорировании ПАН-волокон катионными красителям и в последнее время был п ред ло ­
жен циклический ам ид — к а п р ол ак там . С использованием я в ­
ления сольватац и и созданы краси льн ы е системы, в которых
интенсификатор краш ен и я одновременно является интенсификатором растворения красителей.
Отмечено своеобразное действие интенсификатора капрол а к т а м а на полимерный субстрат, заклю чаю щ ееся в ум ерен ­
ном набухании волокна в его раствор ах и стабилизации стр ук­
туры волокна вследствие о б разо в ан и я определенных связей
меж ду полимером и капрол ак там о м . С ильн ая адсорбция кап р о ла ктам а поверхностью волокна способствует переносу со­
лю билизированного им красителя, внедрение небольшого ко ­
личества интенсификатора в структуру волокна облегчает д и ф ­
фузию красителя.
К роме того, выявлен и изучен синергизм действия смесей
к а п р о л а к т а м а с п ропиленкарбонатом или сульфатом аммония,
не явл яю щ их ся в отдельности интенсиф икаторами краш ения.
Э ф ф ект синергизма позволил значительно снизить кон ц ен тра­
ции данны х веществ в красильной ванне. Н а основании прове­
денных исследований р а зр а б о та н ы оптимальные технологиче­
ские реж и м ы непрерывного плюсовочно-запарного способа к р а ­
шения П А Н -ж гу та с применением в качестве интенсификатора
ка п р о л а к та м а .
И сследование интенсифицирующего действия циклических
амидов при различны х способах к о л о р и р о в а н и я —-плюсовочнозап арн ом краш ении (А), краш ении в ванне ( Б ) — и сравнение
с действием общеизвестных интенсификаторов п оказал и (табл.
45), что интенсифицирующее действие циклических амидов я в ­
ляется селективным по отношению к различным краси телям и
зав и си т от способа колорирования.
176
Т а б л и ц а
45
2К
С
2С
Ж
63
колори ро-
ор ан ж ев ого
4,5
—
4,9
синего
Тиокарбамид
Резорцин
Р-нафтол
3,6
8,1
4,1
6,7
6,7
2,4
11,5
3,2
10,1
3
2,2
3,4
красного
Карбамид
А
Б
А
Б
А
А
Б
А
Б
А
А
А
розового
Пирролидон
Пропиленкарбонат
__
- 50
50
50
50
50
100
50
100
50
1
желтого
__
Капролактам
И нтенсивность цвета К/Э к раси теля
к атионного
Способ
вания
И н тенсиф икатор
К онцентрация, г/л
Влияние различны х интенсиф икаторов на интенсивность цвета
при колорировании волокна нитрон катион ны м и красителями
2,4
4,3
1.4
3,2
11,4
15,7
13,3
32,8
11,5
15,7
32,8
13,3
24
11,4
15,7
15,7
4,6
15,7
7,3
24
9
4,05
19
4,6
19
3,4
—
4,05
—
—
4,9
—
3,1
—
2
1,9
4,05
2,8
3,2
1,4
3,6
1,2
1.6
3,2
В И Х Т И под руководством Б. Н. М ельникова р а зр а б о та н и
рекомендован плюсовочно-запарной непрерывный способ к р а ­
шения во л о кн а нитрон катионным и красителями. П о этому
способу интенсивное пропитывание волокна красильным раство­
ром осущ ествляется при тем пературе 25—35 °С. Способ ос­
нован на использовании неорганических солей щ елочны х и щ е­
лочнозем ельны х металлов, вы зы ваю щ их интенсивный переход
красителя из раствора на поверхность волокна. Д л я в ы я вл е­
ния оптим ального реж им а технологического процесса к р а ш е ­
ния изучалось влияние на сорбционную активность волокна
основных технологических п ар ам етр о в процесса с оценкой к а ­
чества п олучаемы х окрасок. Об эффективности влияния неор­
ганических солей на сорбционную активность нитрона можно
судить по д ан ны м табл. 46.
Бы ло установлено, что количество красителя, ад сорби ро­
ванного волокном, зависит от вида и концентрации неоргани­
ческой соли. По эффективности действия соли располагаю тся
в следую щий ряд: ЫаЛ > КЛ > В а(М О з )2 > А 1 (М 0 3) 3 >
> № В г > СаС12 > КВг > 2 п (М О з)г > Z n C l2 > ВаС12 >
> А Ю з > КИ > ЫаР.
В качестве активаторов адсорбции были рекомендованы
нитраты б ар и я и алюминия. О днако, чтобы предотвратить вы­
падение к р аси тел я в осадок, в ванну вводили резорцин, пропиленкарбонат, мочевину, этилен- и диэтиленгликоли. Раствор
красителя полностью стаби ли зируется при концентрации этих
веществ 50 г/л.
1 77
Т аблица
46
Сорбция волокном н итрон красител я катионного синего К
Соль
Йодистый калий
Азотнокислый
барий
К онцен­
трац и я
с о л и , г/л
1
5
10
15
1
5
10
Фтористый калий
15
1
5
10
15
Бромистый калий
1
5
10
15
Хлористый барий
1
5
10
15
Азотнокислый
цинк
Без соли
1
5
10
15
—
С орбция,
г/кг
1,25
4,77
5,3
7,75
1
2,5
3,75
4,38
0,5
0,69
0,76
0,91
0,75
1,25
1,89
2,03
0,55
1,14
1,19
1,24
1,06
1,18
1,48
1,88
0,4
Соль
Йодистый натрий
К онцен­
трация
сол и , г/л
1
5
10
Азотнокислый
алюминий
15
1
5
10
Фтористый
натрий
Бромистый
натрий
Хлористый
кальций
Хлористый
цинк
Фтористый
алюминий
15
1
5
10
15
1
5
10
15
1
5
10
15
1
5
10
15
1
5
10
15
С орбция,
г/кг
1,32
4,93
5,62
8,13
0,95
2,59
3,7
4,25
0,48
0,59
0,7
0,81
0,84
1,24
1,89
2,13
0,63
0,94
1,29'
2,07
1,03
1,09
1,48
1,58
0,77
0,97
1,02
1,37
П овышение тем пературы красильной ванны от 25 до 60 °С
сниж ает эф фективность действия активаторов в 1,5—2 р а за .
Это у ка зы в ае т на целесообразность пропиты вания волокна при
температуре 25— 35 °С. Плю сование волокн а нитрон при пони­
женных тем перату рах экономически выгодно, т а к к а к св яза н о
с небольшими теплоэнергетическими з а т р а т а м и на п о д д е р ж а ­
ние тем пературы красильного раствор а и п ред отвращ ает т е р ­
мическое разруш ен ие красителей.
Ф иксация красителя, адсорбированного волокном в про­
цессе пропитывания, осущ ествлялась в атмосфере н асы щ ен ­
ного пара. Д л я полной фиксации красящ его вещества при по­
лучении 0,5 %-ной вы краски необходимо врем я за п а р и в а н и я
20 мин, 1 %-ной вы краски — 30 мин, 2 %-ной вы краски —
40 мин.
Таким образом , технологическая схема непрерывного спо­
соба краш ен и я нитронового волокна катионными красителями
строится следую щ им образом: пропиты вание волокна при т е м ­
пературе 25— 35 °С в течение 10 с в растворе, со д ер ж ащ е м
178
Т а б л и ц а
47
Варианты крашения нитронового волокна смесью катионных красителей
К он ц ен трац и я в р аствор е, г/л
Ц вет ок раск и
К р а си тел ь
краси­
теля
Ярко-розовый
Розовый 2С
Желтый 43
Синий О
Розовый 2С
2,1
2.3
2.4
8,1
| Лиловый
нитрата
бари я
Время
за п а р и ­
ван и я,
мин
резор ­
цина
8
25
20
5
50
40
Синий О
Желтый 43
1 Зеленый
2,7
4,5
6
30
30
Желтый 43
Синий О
Розовый 2С
1,6
3,2
1
юч
50
40
| Коричневый
1— 5 г/л красителя, 2,5— 10 г/л ак тиватора (азотнокислого б а ­
рия или азотнокислого ал ю м и н и я ), 25— 50 г/л ста б и л и зато р а
(резорцина, п ропиленкарбоната, мочевины, этилен- и диэтил ен гл ик олей), затем отжим до 100 %-ного привеса, з а п а р и в а ­
ние при температуре 98 — 100 °С в течение 20—40 мин и про­
м ы вание.
В таб л . 47 приведены р азл и чн ы е в арианты кра ш ен и я нит­
ронового волокна смесью катионны х красителей.
О ценка колористических свойств полученных окрасок —
цветового тона, светлоты и чистоты цвета, устойчивости их
к физико-химическим воздействиям — п о казал а, что они не ус­
ту п аю т показател ям качеств а окрасок нитронового волокна,
полученным при периодическом способе краш ения без ак т и в а ­
то ров и интенсификаторов (табл. 48).
Помимо хорошего колористического эф ф ек та и высоких
прочностных п оказателей в аж н ы м фактором технологического
процесса является полнота у д ал ен и я вспомогательных веществ
Таблица
48
Колористическая характеристикаХПАН-волокон, окрашенных катионными
красителями
Н акраш иваем ость,
г/к г
Ц ветовой
тон, нм
цве­
Чистота
та, %
%
Светлота,
85,9
93,4
24,8
29,3
Ц ветовой
тон, нм
Желтый 43
Оранжевый Ж
Розовый 2С
Синий О
н
о
с;
н
Н акраш иваем ость,
г/к г
К атионны й
к раси тел ь
Чистота ц ве­
та, %
П ери оди ческ и й сп особ
Н епреры вны й сп о со б
ор
и
26,1
24,9
31,6
36,7
575,1
593,4
498,9
482,3
46
23,9
8,8
5,2
86,1
94,4
22,1
31,5
26
24,1
31,2
36,9
574,7
591,2
498,7
481
46,8
21
10,3
5,6
са
179
/
Т а б л и ц а
49-
Влияние интенсификаторов на сорбцию катионных красителей ПАН-волокном
Степень
ции, %
фикса- ^
Количество к р а ­
сителя, ф и кси ­
рованного
в о­
локном, г/кг
18
73,2
13,23
12,97
97
31,8
29,5
27,5
27,2
25
87,3
84,5
79,2
2 0 ,1
19,8
19,4
16,4
99,7
99,9
100
2 1 ,8
ф и к са­
24,4
Количество к р а ­
сителя, ф и к си ­
рованного
в о­
локном, г/к г
Количество к р а ­
сителя,
сор би ­
рованного
во­
локном, г/к г
Без интенсифи­
катор а
Мочевина
Диэтиленгликоль
Этиленгликоль
Количество к ра­
сителя,
сорби­
рованного
в о­
локном, г/к г
И нтенсиф икатор
К атионны й ж елты й 43
Степень
ции, %
К ати он н ы й синий 2К
19,6
16,4
в условиях промывки. Неорганические соли и ст аби л и затор ы
при промывке полностью у д ал яю тс я с волокна.
Кроме того, было показано, что при краш ении волокна нит­
рон катионными к раси тел ям и по плю совочно-запарному спо­
собу в качестве интенсификаторов процесса могут быть ис­
пользованы мочевина, этилен- и диэтиленгликоли (табл. 49 ).
Эти вещества способствуют повышению степени фиксации
катионных красителей волокном за счет увеличения скорости
проникновения кр а сящ и х частиц с поверхности волокна внутрь
в условиях зап ар и ван ия. Потери красящ его вещества с про­
мывными водами ум еньш аю тся в 2—3 р аза. И нтенсифицирую ­
щ ее действие ук а зан н ы х веществ при наличии их в к р а с и л ь ­
ной ванне о бъясняется повышением степени диссоциации к а ­
тионных красителей в растворе и увеличением сод ерж ан и я
кр а сящ и х частиц в мономерной форме.
М одифицированное биомассой микроорганизмов (до 12—
15 % биомассы) ПАН -волокно о б ладает повышенной сорбци­
онной способностью при краш ении катионными красителям и.
Т акое ПАН -волокно яв л яе тся модифицированны м и состоит из
смеси полимер — биомасса. Опыты по краш ению биомассы, ис­
пользуемой д л я ф орм ован и я волокон, п оказал и, что биомасса
сл егка окраш и вается прямы ми красителями и совсем не о к р а ­
ш ивается катионными.
С введением биомассы увеличивается гетерогенность сис­
темы полимер — биомасса, вследствие чего ум еньш ается п лот­
ность упаковки над м ол екул ярны х образований. В то ж е время
свободные функциональные группы (в основном гидроксиль­
ные) клеточной оболочки биомассы обеспечивают достаточно
сильное м еж м ол ек уляр ное взаимодействие на поверхностях
ко н так та с м а к р ом ол ек у лам и полимера. Это обусловливает,
например, сохранение физико-механических п оказателей моди­
фицированных волокон при введении 25— 30 % биомассы. Н а
180
основании сказанного выше предполагается, что механизм к р а ­
шения модифицированного и серийного волокон аналогичен.
М еняется только доступность кислотных групп вследствие по­
вышенной гетерогенности системы полимер — биомасса.
При изучении сорбции катионных красителей красного С и
ж елтого 63 модифицированным и обычным волокнами вы яс­
нилось, что количество красителя, выбираемого при р авн ове­
сии, зависит от вида волокна, применяемого красителя и те м ­
п ературы красильной ванны.
Н а серийном волокне нитрон с в озрастанием тем пературы
увеличивается
количество выбираемого краси теля, причем
в большей степени выбирается катионный красны й С с мень­
шей относительной молекулярной массой. Наоборот, на биоП А Н -волокне с увеличением тем пературы количество ка ти о н ­
ного красного С увеличивается незначительно, а катионного
ж елтого 63 уменьш ается. В то ж е время последний в ы б и р а­
ется модифицированным волокном в большем количестве, чем
катионный красны й С.
Повышенное вы бирание краси тел я
с малой относительной молекулярной массой серийным в о л о к ­
ном объясняется мелкопористой структурой волокна, а т а к ж е
тем, что возрастани е сегментной подвижности м а кром олекул
волокна долж но б лагоприятствовать п реж д е всего проннканию в глубь молекул этих красителей. О сновная роль в этом
случае п рин ад л еж и т диффузионному фактору.
При крашении био-ПАН-волокна н аб л ю д ае тся и ная к а р ­
тина. З а счет высокой гетерогенности системы полимер — био­
масса превалирую щ ее значение имеет ф актор десорбции, п о­
скольку возможности проникания краси телей малого и боль­
шого разм еров в глубь волокна одинаковы. Основными в этом
случае являю тся изменение сродства и относительная м олеку­
л я р н а я масса (р азм ер ы ) красителя.
Очевидно, с увеличением концентрации красильной ванны
до 90— 120 мг/л количество выбираемого к раси тел я сущ ест­
венно возрастает; при превышении этой концентрации н асту ­
п ает явно в ы раж ен н ое уменьшение сорбции красителя. При
использовании ванн с концентрацией больше 120 мг/л п ри ­
рост выбирания на 20 % возможен лиш ь при увеличении кон ­
центрации ванны в четыре раза.
М аксим альное количество выбранного кра си тел я и коли­
чество его, связан ное солевой связью, оп ределяю т по изо тер­
мам равновесной сорбции (табл. 50).
Количество химически связанного кр аси тел я колеблется
д ля исследуемых волокон от 4 - 10—5 до 6 • 10-5 г -э к в ./г . П о ­
тенциометрическое титрование п оказало, что сод ерж ан ие кис­
лотных групп в серийном волокне и б ио-П А Н -волокнах со с тав ­
л яе т соответственно 12,5-Ю -5 и 10,8-Ю -5 г -э к в ./г . Таким о б ­
разом, связы вается лиш ь половина кислотных групп, что
у к а зы в ае т на недоступность значительной части карбоксиль181
Т абли ца
50
Влияние температуры на сорбцию и сродство катионных красителей
ПАН-волокном
К р а си тел ь
Катионный
красный С
Катионный
желтый 63
Т ем п ера­
т у р а , °С
95
100
95
100
М аксим альное
количество вы бран ­
ного к р а си т ел я ,
г -э к в ./г (-10*)
Количество хи м и ч е­
ски свя зан н ого
к р аси тел я ,
г -эк в ./г ( - 105)
1*
2**
1
2
6,83
7,54
4,7
6,11
4,85
5,22
6,11
6,11
5,48
5,60
3,82
4,78
3,77
4,07
5,57
4,81
С родство,
к Д ж /м о л ь
'
1
2
47,94 46,02
50,16 47,35
47,73 53,3
49,36 50,24
* Серийное волокно.
** Волокно, модифицированное биомассой.
ных групп д ля ионов красителя. М аксим альное количество в ы ­
бираемого красителя превы ш ает количество химически с в я за н ­
ного, т а к к а к учитывается и растворенный в волокне к р а с и ­
тель. Д л я серийного волокна этот п оказатель и зм еняется от
4,7 • 10—5 до 7 , 5 - 10~5 г -э к в ./г , д л я модифицированного б иом ас­
сой вол о кн а — от 4,8• 10~5 до 6,1 • 10-5 г-э к в ./г .
Количество химически связанного красителя на био-ПАНволокне в отличие от серийного не зависит от тем пературы
в случае использования д л я краш ен и я катионного красного С
и ум еньш ается при использовании катионного ж елтого 63. Т а ­
ким образом, и в данном сл у ч ае подъем тем пературы способ­
ствует р азр ы в у солевых связей к р аси тел я с био-ПАН-волокном и перераспределению красителя.
Величины сродства рассчитаны д л я случая э к в и в ал ен тн о­
сти количества красителя в исходной красильной ванне кол и ­
честву кислотны х групп в вол о кн ах (см. табл. 50).
Величины сродства, рассчитанны е д л я исследуемых к р а с и ­
телей, близки и изменяю тся в п ределах 45— 50 к Д ж /м о л ь . К а к
и следовало ож идать, величина сродства соответствует энергии
о б р азо в ан и я солевой связи иона краси теля с карбоксильны м и
группам и волокна. И зменение сродства красителей с ростом
те м п е р а т у р ы связано с видом волокна. С увеличением тем пе­
р атуры сродство красителей на серийном волокне в о зрастает
в среднем на 2,1 к Д ж /м о л ь . П ри краш ении био-ПАН-волокна
н аб л ю д ае тся обратн ая картина. С увеличением тем пературы
с 95 до 100 °С сродство кр а си тел я катионного красного С в о з­
растает незначительно, а катионного желтого 63 уменьш ается
н а 2,9 к Д ж /м о л ь . Этим объясняется, по-видимому, в о з р а с т а ­
ние десорбции катионного ж елтого 63 и био-Пан-волокна при
увел и чен и и температуры.
Следовательно, высокое сродство
(46— 50 к Д ж /м о л ь ) у к а зы в а е т на образование солевой связи
.182
катионов краси тел я с карбоксильны м и группами п о л и м е р а
в случае серийного и модифицированного волокон.
В И Х ТИ был разрабо тан плю совочно-запарной н еп реры в­
ный способ краш ен и я био-ПАН-волокон катионными к р а с и т е ­
лями. П ри выявлении оптим альны х условий краш ен и я было
использовано немодифицированное и био-ПАН-волокно, а т а к ­
ж е катионные красители: синий О, ж елты й 63 и красный С.
П рим енялся красильный раствор, сод ер ж ащ и й следующие в е­
щества:
Краситель, % от массы волокна'
Этиленкарбонат, % от массы волокна
Выравниватель А, г/л
Индалка РА-3, г/л
Уксусная кислота
Хг
Х2
5
15
До
pH = 4,5
Тем пературу зап ари ван ия изм ен яли в пределах 95— 120 °С,
время — 1— 15 мин.
Н а рис. 24 представлены кривые, характери зую щ и е степень
выбирания краси теля катионного красного С м о д и ф иц и р ован ­
ным волокном и немодифицированны м ПАН -волокном при
различной концентрации красителя.
Состояние, близкое равновесному, при краш ении волокна
нитрон при концентрации кр а си т ел я до 1 г/л и тем п е р ату р е
зап ар и в ан и я 95 °С достигается примерно через 3 мин, при
концентрации 3— 5 г/л — через 10— 15 мин и более, при к р а ­
шении модифицированного П А Н -во локна — соответственно че­
рез 1— 5 мин. Х арактер изменения вы хода исследованных к р а ­
сителей на модифицированные и обы чны е волокна аналогичен,
несмотря на значительную разн и цу в скорости их вы бирания.
По скорости выбирания эти красители можно р асп о л о ж и ть
в следующий ряд: синий О — ж е л ты й 6 3 —-красный С. У ско­
рить процесс краш ен и я ПАН -волокон катионными к р а си те­
лями можно, повысив тем пературу насыщенного п а р а и п р и ­
менив органические растворители, наприм ер этиленкарбонат.
Н а рис. 25 представлены кривые, характеризую щ ие в л и я ­
ние тем пературы зап ари в ан и я на степень выбирания кр а си т ел я
катионного красного С, на рис. 26 — кривые, хар актери зую щ и е
влияние концентрации э т и л ен карбон ата на степень вы би ран ия
красителя катионного желтого 63 модифицированным и немо­
д ифицированны м ПАН-волокном.
В резул ьтате экспериментов определено, что врем я дости­
жения равновесного состояния и степень повышения скорости
выбирания краси теля при крашении модифицированного ПАН волокна при тем пературе 105 °С и волокн а нитрон при тем п е­
ратуре 120 °С примерно одинаковы (концентрация интенсиф икато ра в растворе 30 г / л ) .
При введении в плюсовочную в ан ну э ти л ен карбон ата н а ­
б лю дается снижение степени в ы б и ран и я красителя, которое
183
мож ет достигать 3 0 % . Это показывает, что технология к р а ш е­
ния модифицированного волокна по плюсовочно-запарному
способу имеет свои особенности. Так, если при крашении во­
локн а нитрон д л я увеличения скорости процесса рекоменду­
ется применять 15— 30 г/л (при температуре зап ари в ан и я до
105 °С) или меньше 15 г/л (при тем пературе зап ари в ан и я
110— 120 °С) этилен карбон ата, то при крашении модифициро­
ванного волокна ускорители не нужны и тем пература за п а р и ­
вания м ож ет быть не выше 110 °С. Последнее обстоятельство
особенно благоприятно, т а к как
вы сокая тем пература и уд ли н е­
ние процесса способствуют р а з ­
рушению катионных красителей.
Таким образом, при крашении
модифицированного ПАН-волокна по плюсовочно-запарному спо­
собу врем я зап ари в ан и я может
быть сокращ ено до 5 мин; м акси ­
м альн ая интенсивность окраски
достигается
при
температуре
105 °С.
Для
краш ения
небольших
партий П А Н -волокна в среде ор­
ган и ч еск и х растворителей реко­
мендуется м аш ина P e rm a c Bowe
фирмы L E F M ( Ф Р Г ). М аш ин а
состоит из вращ аю щ егося к р а ­
сильного б а р а б а н а вместимостью
Рис. 24. Степень выбирания кра­
сителя катионного красного
С
10— 12 кг, расположенного над
модифицированным (4, 5, 6 ) и
баком с растворителем, и имеет
немодифицированным ( 1, 2, 3)
приспособление д л я подогрева.
ПАН-волокном при концентрации
М аш ин а сн аб ж ен а секцией реку­
красителя, г/л:
1 — кривы е 1, 4; 3 — кр и вы е 2, 5; 5 —
перации растворителя, конденса­
кривы е 3, 6
тором, вентилятором, подающим
воздух, подогревателем воздуха,
сепаратором воды, д озаторам и д л я краси тел я и вспомогатель­
ных веществ.
Ц икл об раб отки состоит из подготовки, краш ения, про­
мывки, заклю чительной обработки, о тж и м а и сушки. Процессы
регулируют с помощью программны х перфорированны х карт
и диска. П А Н -волокна окраш и ваю т при температуре около
100°С.
Д л я краш ен и я ПАН-волокон катионными краси тел ям и по­
следним п ридаю т растворимость в органических раствори те­
лях, переводя их в соли органических карбоновы х кислот, или
синтезируют специальные красители, которые состоят из р а з ­
личных алкильны х цепей и со д ерж ат до 44 углеродных
атомов.
184
Б ы л а д оказа н а возможность использования совмещенного
способа краш ения в высококипящ их полярных органических
раствори телях и термозольного способа для получения устой ­
чивых окр асо к на ПАН -волокнах. В качестве органического
раствори теля используют этиленгликоль, диэтиленгликоль или
глицерин. Н аиболее насыщенные окраски получаю тся в среде
глицерина при фиксации в течение 50 с при тем пер атур е
180 °С. Распределение красителя по поперечному сечению во­
локна зависит от условий фиксации и концентрации краси тел я
Рис. 25. Степень выбирания краси­
теля катионного С модифицирован­
ным (4, 5, 6 ) и немодифицированным (1, 2, 3 ) ПАН-волокном при
температуре, °С:
95 — кривые 1, 4; 110 — кривые 2, 5; 120 —
кривые 3, 6
Рис. 26. Степень выбирания кати­
онного желтого 63 модифицирован­
ным (4, 5, 6 ) и немодифицированным ( 1, 2, 3 ) ПАН-волокном без
этиленкарбоната (1, 4 ) и при кон­
центрации этиленкарбоната, г/л:
15 — кривые 2, 5; 30 — кривы е 3, 6
в пропиточном растворе. При концентрации кра си тел я 1—
3 г/'л в присутствии этиленгликоля полный прокрас достигается
в течение 60 с при температуре 150 °С.
Устойчивость окрасок ко всем видам физико-химических
воздействий высокая, за исключением устойчивости к свету, ко ­
торая несколько ниже, чем при краш ении теми ж е красителями
из водного раствора.
185
ГЛАВА
IX
КРА Ш ЕН И Е Д И СП ЕРСНЫ М И КРАСИТЕЛЯМИ
ОБЩИЕ СВЕДЕНИЯ О СВОЙСТВАХ КРАСИТЕЛЕЙ
К классу дисперсных красителей относятся азокрасители, про­
изводные антрахинона, некоторые производные нитродифениламинов, отдель­
ные метиловые красители и некоторые производные нафтохинона. Большую
часть дисперсных красителей составляют азокрасители (35 %) и производные
антрахинона (2 7 % ), которые имеют небольшую относительную молекуляр­
ную массу (порядка 250—350) и характеризуются довольно высокой темпе­
ратурой плавления (более 150 °С).
Наибольшее применение дисперсные красители нашли для крашения ги­
дрофобных синтетических волокон и искусственных волокон на основе аце­
тилцеллюлозы.
Низкая растворимость дисперсных красителей (но не менее 0,1 мг/л)
приводит к тому, что они используются только в виде водных суспензий.
Размер
суспендированных
частиц
красителей в водной фазе колеблется
от 0,2 до 2 мкм. Очень небольшая
часть красителя находится в раство­
ре в виде индивидуальных сольватированных
молекул,
участвующих
в процессе крашения. Способность
дисперсного красителя растворяться
в воде зависит от его химического
строения, наличия групп— Ы =К — ,
— ЫН2;
N (С 2 Н 5 ) (С2Н4О Н );
—К (С 2Н4О Н )2; — ОН; —ОСН3 и др.
По мере адсорбции молекул кра­
сителя волокном суспендированные
Температура, °С
частицы растворяются. Таким обра­
зом, суспендированные частицы об­
Рис. 27. Влияние температуры кра­
разуют резерв для пополнения рас­
шения на сорбцию дисперсных кра­
твора молекулами красителя.
сителей полиэфирным волокном
От растворимости красителя в
воде зависит скорость его перехода
в волокно и кинетика процесса крашения. Растворению красителей способ­
ствуют поверхностно-активные вещества и некоторые органические раство­
рители (этилен- и пропиленкарбонаты, фурфурол и фурфуриловый спирт
и др.). Растворимость дисперсных красителей в воде можно увеличить и пу­
тем повышения температуры крашения. Это наиболее распространенный и
чаще всего применяемый на практике способ интенсификации процесса кра­
шения. Повышение температуры влияет на растворимость красителя и струк­
туру волокна, увеличивая подвижность отдельных сегментов макромолекул
полимера и тем самым способствуя повышению его проницаемости по отно­
шению к молекулам красящего вещества. Так, до температуры 80—90 °С
полиэфирные волокна вообще не воспринимают красители (рис. 27), что
обусловлено застеклованным состоянием полимера. При повышении темпе­
ратуры красильной ванны более 90 °С волокна начинают окрашиваться, но
процесс идет очень медленно. С возрастанием температуры он постепенно
ускоряется и достигает практически приемлемых скоростей при температуре
120 °С. Приведенные температурные уровни являются несколько условными,
так как они зависят от состава красильной ванны, наличия в ней диспергаторов, вспомогательных веществ, растворителей и др.
Восприимчивость волокон к дисперсным красителям зависит также от
того, как проводится процесс крашения — в водной среде или по термофик­
сационному способу. Как правило, в последнем случае нужны более высокие
температуры, чем при крашении в водных красильных ваннах, так как сами
386
молекулы воды при температуре выше 100°С являются очень сильными
активаторами волокна.
Повысить восприимчивость синтетических волокон к дисперсным краси­
телям и ускорить процесс крашения можно путем высокотемпературного
воздействия и при помощи интенсификаторов. Введение этих интенсификаторов дает возможность проводить крашение при обычной температуре, т. е.
до 100°С.
Важным показателем свойств дисперсных красителей является устойчи­
вость окрасок к мокрым обработкам, являющаяся функцией сродства кра­
сителя к волокну. Чем больше сродство, тем активнее силы, препятствующие
удалению красителя в процессе мокрых обработок. В определении устойчи­
вости окрасок к мокрым обработкам значительную роль играет структура
волокна. Так, полиэфирные и полиакрилонитрильные волокна высоко ориен­
тированы и менее проницаемы, в связи с чем проникшие в них красители
трудно удаляются с волокна, способствуя получению окрасок высокой
устойчивости. Устойчивость окрасок к свету, являющаяся функцией электрон­
ного состояния молекул, включает в себя два понятия: обратимое (фото­
тропизм) и необратимое разрушение красителя.
Снижение устойчивости окрасок к свету обусловливается главным обра­
зом необратимым разрушением красителя. Для получения окраски, обладаю­
щей высокой устойчивостью к свету, большое количество адсорбированной
красителем энергии не должно разрушать ни краситель, ни волокно. Луч­
шими в этом смысле являются красители с минимальным количеством групп,
подверженных воздействию световой энергии. Оказалось, что красители,,
атомы и группы атомов которых обладают более подвижными электронами,
дают окраски, обладающие более низкой устойчивостью к свету.
Наличие активных мест в ядре молекулы красителя, двойных связей и
реакционноспособных заместителей сообщает окраскам низкую устойчивость
к свету. Введение электроноакцепторных групп в аминогруппу или в орто­
положение по отношению к ней способствует значительному увеличению
устойчивости окраски к свету. Введение групп, способных образовывать во­
дородные связи с орто-пара-заместителем, содержащим электронодонорный
атом, также увеличивает устойчивость окраски к свету.
Некоторые дисперсные красители, содержащие в молекуле свободныеаминогруппы, могут диазотироваться на волокне и сочетаться с азокомпо­
нентами.
Дисперсные красители выпускают в виде тонких порошков, содержащих
красящее вещество (15—4 0 % ), вспомогательные диспергирующие и смачи­
вающие вещества и наполнители. Появились водные пасты красителей и кра­
сители в форме гранул, преимущество которых над порошковыми формами
состоит в том, что они не пылят и хорошо дозируются.
Новой выпускной формой дисперсных красителей является жидкая фор­
ма, применяемая при термозольном способе (для снижения возможной ми­
грации красителей при сушке и повышения выхода красителей на волокно),
а также при использовании эжекторных машин (для уменьшения ценообра­
зования при энергичном перемешивании ткани струей красильного раствора)
и аппаратов для получения многоцветных эффектов на коврах. Кроме того,
эта форма более удобна с точки зрения предполагаемой механизации и авто­
матизации химических станций и красильных цехов, так как жидкий краси­
тель легко транспортируется по трубам и хорошо дозируется.
Среди дисперсных красителей нет индивидуальных красителей зеленого,
коричневого и черного цветов, вместо них выпускают смесовые композиции
указанных цветов.
Растворимые в воде дисперсные красители выпускаются фирмой «Ай-СиАй» под названием солацеты. Эта группа красителей включает азокраснтели
и красители антрахинонового ряда. Особенностью строения солацетовых кра­
сителей является то, что растворимость их достигается введением сульфогруппы не в ароматическое ядро молекулы красителя, а в оксалкильную
группу, в результате чего краситель содержит оксиэтильную группу, этерифицированную серной кислотой.
187
Важной особенностью дисперсных азокрасителей является способность их
к восстановлению и обесцвечиванию.
Значительным недостатком дисперсных красителей является низкая
устойчивость к температурным воздействиям, способность к сублимации
(возгонке) при температурах выше 100 °С, а также низкая устойчивость
окрасок к мокрым обработкам и свету. Основные исследования при синтезе
новых марок дисперсных красителей направлены к устранению отмеченных
недостатков.
к раш ен и е п о л и а м и дн ы х волокон
Сорбция и фиксация дисперсных красителей полиамидными
волокнами зависят от их строения, характера заместителей и степени дисперс­
ности. Так, производные бензолазофенилпиразолона, содержащие заместители
в о-положении к азогруппе, выбираются ПА-волокнами в меньшем количе­
стве, чем красители с заместителями, в м- и п-положениях. Красители с ги­
дрофобными свойствами непригодны для крашения синтетических волокон.
Для повышения сродства красителей к волокну необходимо наличие гидро­
фильных групп в боковой или основной цепи молекул красителя.
Как указывалось ранее, растворимость красителя изменяется с измене­
нием температуры и введением в ванну добавок вспомогательных веществ
(рис. 28).
В волокне красители удерживаются благодаря проявлению Ван-дер-Ваальсовых сил или водородных связей, например между амидными группами
ПА-волокна и подходящими группами красителя. Наличие водородных свя­
зей было обнаружено при помощи инфракрасных спектров, например у дис­
персного желтого прочного 4К меж ду ОН-группами красителя и функцио­
нальными группами ПА-волокон. Образовавшиеся связи сравнительно не­
прочны (~К З кДж/моль), и радиус действия этих сил распространяется на
очень близкие расстояния (порядка 5 -1 0 ~ 10 м) в отличие от радиуса дей­
ствия ионных сил, действующих на расстоянии около 100- 10-10 м. Поэтому
дисперсные красители могут свободно мигрировать внутрь волокна, образуя
равномерные окраски, не отличающиеся высокой устойчивостью к мокрым
обработкам.
Существуют противоречивые взгляды на механизм крашения синтети­
ческих волокон дисперсными красителями. Одни исследователи полагают,
что это процесс образования твердого раствора молекул красителя в массе
волокна. Другие считают, что более правильно рассматривать указанный про­
цесс как адсорбцию и диффузию красителя в порах волокна и закрепление
его на специфических участках доступной внутренней поверхности полимера.
Существенных различий между этими представлениями нет. Поэтому от ад ­
сорбционных приемов описания процесса крашения можно легко перейти
к его «растворной» интерпретации. На этом основании сделан вывод, что
адсорбционные представления более универсальны. Адсорбция красителя
волокном осуществляется за счет водородных связей, дипольного взаимо­
действия и сил Ван-дер-Ваальса.
Для крашения полиамидных волокон дисперсными красителями исполь­
зуют периодические или непрерывные способы. В зависимости от типа во­
локнистого материала крашение по периодическому способу проводят при
температуре выше 100 °С или при температуре 80— 100 °С.
Важнейшим условием повышения скорости диффузии красителя в во­
локне является увеличение температуры крашения (рис. 29).
Для получения равномерной окраски на ПА-волокнах рекомендуется при­
менять различные выравнивающие и диспергирующие вещества, например
188
диспергатор НФ, оксиэтилированные алифатические карбоновые кислоты,
полигликолевые эфиры, а также неионогенные оксиэтилированные продукты
типа словатона О (ЧССР) и др.
Введение в красильную ванну гидротропных веществ повышает раство­
римость дисперсных красителей и интенсивность окраски. В ряду мочевина —
монометилмочевина — моноэтилмочевина с увеличением гидрофобности воз­
растает гидротропное действие препаратов, обеспечивающее их взаимодей­
ствие с красителями. При крашении в присутствии интенсификаторов уве­
личивается растворимость дисперсных красителей, скорость их проникания
в волокно и интенсивность окраски.
В общем виде крашение полиамидных волокнистых материалов дисперсиыми красителями по периодическому способу заключается в обработке во-
К онцент рация эт иленкарбонат а, г/л
Рис.
28.
Кривые
растворимости
дисперсных красителей в зависимо­
сти от концентрации этиленкарбоната и температуры (время раство­
рения 60 мин):
Рис. 29. Изотермы скорости краше­
ния полиамидной пряжи (5% -ная
выкраска дисперсным прочно-крас­
ным)
1 и
3 — дисперсный
красно-коричневый
соответственно при температуре 90
и
70 °С; 2 и 4 — дисперсный
бордо 2С со ­
ответственно при температуре 90 и 70 °С
локна в водной суспензии красителя при температуре 30—40 °С с постоян­
ным повышением ее до 80— 100 °С и крашении при этой температуре в те­
чение 1 ч без вспомогательных веществ или с их добавкой. Суспензия кра­
сителя приготовляется затиранием порошка красителя с диспергирующим ве­
ществом и разбавлением 10—20-кратным количеством воды, нагретой до
температуры 40—50 °С. Концентрация электролита и pH красильной ванны
при крашении ПА-волокон дисперсными красителями роли не играют, так
как дисперсные красители очень слабо диссоциируют и не выбираются во­
локном в виде ионов. Поэтому выбираемость их не может быть заметно
увеличена добавлением кислоты или нейтральной соли.
ПА-волокна красят дисперсными красителями в водных средах на раз­
ных стадиях технологической обработки: в волокне, пряже или нитях, тка­
нях, трикотажных и чулочно-носочных изделиях — периодическими и непре­
рывными способами. На рис. 30 представлен аппарат фирмы «Шолл» (Швей­
цария), который можно использовать для крашения тканей в навоях перио­
дическим способом при температуре от 50 до 140 °С.
Крашение чулочно-носочных изделий и пряжи дисперсными красителями
осуществляется периодическим способом.
189
Режим крашения капроновых чулочно-носочных изделий в ленинград­
ском ПТО «Красное знамя» в барабане КТ-100 представлен в табл. 51. Кра­
ситель вводится в количестве 3 % от массы материала. Можно использо­
вать смеси красителей. В зависимости от желаемого оттенка соотношения
красителей изменяются в широких пределах.
Для упрочнения устойчивости окраски к мокрым обработкам после про­
мывки чулки в течение 20 мин при температуре 60 °С дополнительно обра­
батывают раствором, содержащим 2 г/л препарата ТМС или при тем­
пературе 50 °С в течение 20— 30 мин в растворе, содержащем 3—4 г/л та­
нина и 1 г/л уксусной кислоты (30%-ной). Затем раствор спускают и без
промывки чулки обрабатывают раствором,рвотного камня (2—5% от массы
материала).
Крашение чулок на аппарате «Тентофикс-60» занимает меньше времени,,
если перед крашением проводится стабилизация на этом ж е аппарате и кра-
Рис. 30. Схема аппарата фирмы «Шолл» для крашения ткани в навоях:
1 — перфорированный барабан; 2 — автоклав; 3 — слой ткани; 4 — переливной бак; 5 —
заправочный бак; 6 и 7 — насосы; 8 — теплообменник
ситель используется многократно с соответствующим подкреплением кра­
сильной ванны. Условия крашения на аппарате «Тентофикс-60» следующие:
температура стабилизации 124— 126 °С, температура крашения 85— 90 °С и
температура сушки 110— 120 °С. Продолжительность
крашения от 1 ми»
45 с до 2 мин 20 с в зависимости от артикула чулок.
Таблица
51
Режим крашения чулочно-носочных изделий
О перация
Наполнение барабана
Загрузка изделий по секциям
Крашение
Нагревание раствора
Крашение
Промывка со спуском раствора
через верх
Промывка
190
В рем я, мин
Т ем пература,.
°С
Вода;
ПАВ «Конокс»
(1,1 г/л); краси­
тель (по рецепту)
То же
»
»
»
Вода
20
35—40
10
20
40
90
5
35—40
85
85
35—40
»
15
15—20
Х имикаты,
кон ц ен трац и я
Окраски капронового волокна дисперсными красителями неустойчивы
к действию восстановителей, что используется для обесцвечивания капроно­
вых изделий при их перекрашивании.
Раствор для обесцвечивания содержит 1 г/л гидросульфита и 0,4 г/л
едкого натра, температура 60 °С, продолжительность операции 1 ч, модуль
ванны 50—-60. По окончании обесцвечивания чулки промывают в течение
30 мин проточной водой и затем перекрашивают, не выгружая из чулочно­
красильного аппарата. Длительность всего цикла обесцвечивания одной пар­
тии чулок составляет 2 ч.
Для создания рациональной технологии крашения полиамидной пряжи
эластик и улучшения ее потребительских свойств, а также для повышения
качества изготавливаемых трикотажных изделий А. А. Хархаров предложил
процесс крашения вести при температуре 40 °С в присутствии ПАВ и орга­
нических растворителей. Обработка нити эластик, находящейся под натя­
жением 0,05—0,25 сН/текс, в водном растворе алкилсульфата натрия и
пропиленкарбоната при температуре 20—50 °С незначительно изменяет ее
упругоэластичные свойства, что дает возможность красить пряжу на перфо­
рированных патронах. При этом было отмечено, что введение в красильную
ванну алкилсульфата натрия и органических растворителей (пропиленкарбо­
ната, трихлорэтилена, диэтиленгликоля) в концентрации 0,4— 1,6 г/л вызы­
вает заметное увеличение накрашиваемости капронового волокна, причем
наиболее целесообразным является применение композиции интенсификаторов,
содержащей алкилсульфат
натрия и пропиленкарбонат в
количестве
0,4—4 г/л.
Результаты проведенных исследований послужили основой для опреде­
ления оптимальных рецептов и режимов крашения полиамидной пряжи элас­
тик, позволяющих при температуре красильной ванны 40 “С в присутствии
алкилсульфата натрия и пропиленкарбоната получать окраски довольно вы­
сокого качества и широкой гаммы серо-бежевых тонов. Реализация разра­
ботанного низкотемпературного способа крашения пряжи эластик позволяет
сократить модуль ванны, повысить производительность оборудования, сни­
зить расход воды и энергозатраты.
Крашение тканей и трикотажных полотен дисперсными красителями пе­
риодическим способом осуществляют в присутствии вспомогательных веществ
с постепенным повышением температуры и собственно крашением при тем­
пературе 80— 100 °С в течение 30—60 мин. Иногда в состав ванны добав­
ляют щелочные реагенты — 0,1— 1 г/л тринатрийфосфата или 0,2— 2 г/л каль­
цинированного тетранатрийпирофосфата.
Крашение капронового трикотажного полотна (вертелочного после ста­
билизации, ластичного без предварительной стабилизации) проводят в ме­
ханической барке с предварительным отвариванием или без него. После от­
варивания ванну охлаждают до температуры 40 °С, добавляя холодную воду,
а избыточный раствор сливают через верх барки. Трикотажное полотно, не
подвергаемое предварительному отвариванию, замачивают в течение 15 мин
при температуре 40 СС. После этого в ванну в несколько приемов вводят
суспензию красителя и, начиная с температуры 40 °С, раствор постепенно
нагревают до температуры 60— 70 °С (для ластичного полотна) или до тем­
пературы 70—98 °С (для вертелочного). Крашение при повышенной темпе­
ратуре продолжается около 1 ч. По окончании крашения полотно промы­
вают теплой и холодной водой.
В табл. 52, 53 приведены рецепты и режимы крашения капронового по­
лотна в жгутовых барках дисперсными красителями или смесью дисперсных
красителей с кислотными.
Ткани окрашивают дисперсными красителями периодическим способом
в механических барках по такому ж е режиму, как и трикотажное полотно.
Для этого предварительно отваренную ткань замачивают при температуре
40 °С в течение 10 мин в растворе вспомогательных веществ, вливают сус­
пензию красителя, постепенно в течение 30—40 мин температуру ванны под­
нимают до кипения и красят при кипении в течение 90— 120 мин. После
крашения ткань промывают теплой и холодной водой.
191
Т а б л и ц а
52
Рецепты крашения трикотажного полотна смесями различных красителей
бордо 4С
Дисперсный 2,8
бордо 2С
Дисперсный
красно-ко­
ричневый
Синий
З ел ен ы й
Б ордо
Кислот­
ный си­
ний к
1,5 Кислот­
ный си­
ний к
0,6
Д ис­
перс­
ный
желтый
63
0 ,7
0,5
Д ис­
перс­
ный
фиоле­
товый
4С
Коричневый
«В асилек»
Кислот­
ный
ярко­
синий
Д ис­
перс­
ный
синезеленый
1,6
0,6
0,4
Кислотный
темно-ко­
ричневый
н к м **
Кислотный
бордо 4С
1,2
0,2
Дисперсный 0,8
красно-ко­
ричневый
Дисперсный 0,3
черный
* Количество красителя дано в % от массы волокна.
** Металлокомплексный краситель типа 1 : 2.
При непрерывных способах крашения в связи с ограниченным раство­
рением красителя хорошо получаются только светлые, реже средние тона
окраски, так как в результате вспенивания и осаждения загустителей, вво­
димых в ванну, на ткани образуются пятна. Поэтому в состав ванны вво­
дят вспомогательные вещества, органические растворители, повышающие рас­
творимость красителей.
Отдельные дисперсные красители в комбинации с соответствующими
вспомогательными веществами пригодны для крашения тканей из ПА-волокон по термозольному способу в светлые и средние тона (концентрация кра­
сителей на волокне до 0,4—0,5 %). Хорошие результаты по плюсовочному за ­
парному способу крашения получаются при использовании для фиксации пе­
регретого пара. В литературе рассмотрены различные варианты термозольных
способов крашения.
Крашение проводят на специальных аппаратах или рамах, обогревае­
мых инфракрасными лучами. В случае крашения на раме ткань плюсуют сус­
пензией красителя при температуре 90—95 °С, подсушивают и термофиксируют при температуре 190—220 °С в течение 50—60 с
(при температуре
150°С — в течение 5 мин). При крашении в светлые тона окрашенную ткань
не промывают. При крашении в средние -тона ткань обрабатывают мою­
щими веществами и промывают теплой и холодной водой. Концентрация кра­
сителя должна быть 30 г/л, вспомогательного вещества — 0,5— 1 г/л.
Дисперсные красители наиболее пригодны для крашения из среды орга­
нических растворителей. При их применении упрощается технология полу­
чения выпускной формы красителя, так как отпадает необходимость диспер­
гирования последнего. Крашение дисперсными красителями можно прово­
дить в чистых органических растворителях или в их водных эмульсиях.
Поскольку растворимость дисперсных красителей при температуре 40 °С
в тетрахлорэтилене очень мала, то для плюсования ткани используют дис192
Таблица
53
Режим краш ени я капронового полотна
О п ерац и я , химикаты
Т ем п ер ат ур а,
Время, мин
Л ен и н градское производственное т рикот аж ное объединение
«К расн ое знам я»
Заправка полотна
Обработка в растворе сопаля или метаупона (0,8 г/л)
Нагревание ванны
Отваривание
Промывка полотна со спуском раствора через верх
барки
Промывка водой
Введение сопаля или тергиполя (0,4 г/л) и краси­
теля (по рецепту)
Крашение без подогрева
Нагревание ванны
Крашение
Промывка проточной водой
—
20—25
98
Кипение
40
15
15
15
40
5
40
25—30
20
20
25—30
Кипение
»
25—30
15
40
25
20
М осковское Тиш ино-Сокольническое чулочно-т рикот аж ное объединение
Заправка полотна
Отваривание
Промывка и расхолаживание
Введение смеси дисперсных и кислотных красителей
(по рецепту)
Крашение с введением химикатов, % от массы по­
лотна
уксусной кислоты (0,5)
■)
сернокислого аммония (3) 1
препарата ТМС (1)
)
Нагревание раствора
Крашение
Промывка проточной водой
—
65
40
40
15
45
5
10
40
10
90
90
25—30
30
60
20
Персии или эмульсии этих красителей. После сушки фиксацию осуществ­
ляют перегретым паром органического растворителя или горячим воздухом.
Можно использовать дисперсию красителей в трихлорэтилене в присутствии
загустителя.
ПА-волокна можно окрашивать дисперсными и анионными красителями
в углеводородах, например хлороформе, четыреххлористом углероде, 1, 1, 1трихлорэтане, трихлорэтилене, дибромэтилене, тетрахлорэтилене с приготов­
лением специальных тонких дисперсий. Д ля крашения можно применять
смеси органических растворителей, содержащие 50—99 % от массы раствора
галоидзамещенных углеводородов с точкой кипения при температуре 50—
150°С, а также 50— 100 % водорастворимых органических растворителей
с точкой кипения при температуре ниже 220 °С. Фиксацию осуществляют го­
рячим воздухом при температуре, лежащей ниже точки размягчения поли­
мера. Рекомендуется использовать смесь из 90 % перхлорэтилена или трихлорэтилена и 10 % метанола или диметилформамида.
С помощью дисперсных красителей на изделиях из ПА-волокон можно
получить окраски высокой яркости и разнообразной гаммы цветов. Недос­
татками дисперсных красителей является низкая светостойкость и устойчи­
вость к температурным воздействиям, способность к сублимированию при
температурах выше 100 °С, недостаточная устойчивость к мыльным обра­
боткам, поту, дымовым газам, содержащим окислы азота.
V
Заказ № 2139
193
Улучшение устойчивых окрасок к мокрым обработкам у многих дис­
персных красителей может быть достигнуто обработкой дубильной кислотой
и антимонилтартратом калия. Для этого окрашенное полотно сначала об­
рабатывают в течение 30 мин при температуре 50 °С (модуль ванны 40)
раствором, содержащим 3— 4% танина и 1 % уксусной кислоты (3 0 % -ной),
а затем без промывки в свежей ванне (модуль" ванны 40) — 2—5%-ным рас­
твором рвотного камня при температуре 20—25 °С, после чего производят
тщательную промывку.
краш ение п олиэф ирны х волокон
П олиэфирные волокна относятся к числу трудноокраш иваем ы х. Трудности, связан ны е с крашением многих син­
тетических волокон, в том числе полиэфирных, определяю тся
ранее упоминавш им ися ф акторам и, связанны ми с ком пакт­
ностью структуры и гидрофобным х арактером волокна, высо­
ким электроотрицательны м потенциалом волокна, не даю щ им
возмож ности о кр аш и вать его анионными красителями, и отсут­
ствием в м акр о м о л ек у ла х п оли этилентереф талата достаточного
количества функциональных групп кислотного или основного
хар а ктер а , способных химически взаимодействовать с анионои катионоактивным и красителями. К ом п актн ая физическая
стр ук тура волокн а и его гидрофобный" характер в зн ач и те л ь ­
ной степени сн и ж аю т скорость дифф узии красителей.
Среди известных дисперсных красителей, используемых при
краш ении полиэфирны х волокон, наибольшую часть со с тав ­
л я ю т азокраси тели ( 3 5 % ) , второе место зан и м аю т п роизвод­
ные антрахинона ( 2 7 % ) , а на третьем месте стоят п роизвод­
ные нитроф енилам ина (5 %)•
Технологические и эксплуатационны е свойства дисперсных
красителей определяю тся устойчивостью окрасок к таким ви ­
д ам внешнего воздействия, к а к солнечная инсоляция, мокрые
обработки, вы сокая тем пература, атм осфера крупного п ром ы ш ­
ленного города и др. Устойчивость окрасок к свету зависит от
свойств красителя, химического строения и физических свойств
волокна.
Д исперсные азокрасители и производные нитродифениламинов д аю т на полиэфирных волокнах окраски, о б ладаю щ и е д о ­
статочно высокой светостойкостью. Что касается производных
антрахинона, то среди них низкой светостойкостью о б ладаю т
красители синих цветов — дисперсный синий К и дисперсный
голубой. Х арактерно, что выцветание д л я этих красителей со­
прово ж дается не исчезновением окраски, а сильным и зм ен е­
нием оттенка в сторону фиолетового цвета.
Устойчивость окрасок к мокрым обраб о ткам у дисперсных
красителей на полиэфирном волокне высокая; не р азр у ш аю тся
дисперсные красители и от действия дымовы х газов.
Д л я краш ен и я полиэфирного волокн а применяют три основ­
ных способа: высокотемпературный (при тем пературе 130 °С
п од д ав л ен и е м ), в присутствии переносчика при атмосферном
194
давлении и термозольный. П ри этом д ля каж дого способа к р а ­
шения практически создается своя группа красителей, т а к к а к
помимо общих требований, х ар а к тер н ы х для всех способов и
к асаю щ ихся цвета, устойчивости окрасок, накрашиваемости,.
стабильности дисперсий в процессе применения и др., имеются
специфические. Так, д ля к р аш ен и я по терм озольному способу
необходимы красители с высокой устойчивостью к сублим ац ии
при тем пературе фиксации (190— 220 °С) и м алоч увствитель­
ные к возмож ны м колебаниям тем пературы в термокамере.
При краш ении в присутствии переносчика подбираются к р а ­
сители с повышенной светостойкостью окрасок, поскольку пе­
реносчик мож ет вызвать ее снижение, а при краш ении с м еш а н ­
ных тканей — т а к ж е красители, способные резерви ро вать п ри ­
меняемые в смеси волокна. Д л я крашения текстурированны х
тканей,
характери зую щ и хся значительной неоднородностью
структуры волокна, необходимы красители, об л а д а ю щ и е хоро­
шими миграционными свойствами и способностью ск р ы в ать не­
однородность волокон, а т а к ж е устойчивые к терм ообработк е
при тем перату ре до 160 °С. Т аким образом, с учетом многооб­
разия пред ъявл яем ы х требований ассортимент содерж ит не м е­
нее четырех групп красителей: три из них соответствуют основ­
ным способам крашения, ч етв ер тая группа служит д л я текстурированного волокна.
При крашении полиэфирных волокон дисперсными кр а си те­
л ям и йспользуют периодические или непрерывные способы.
В зависимости от типа волокнистого м а тери ал а краш ен и е по
периодическому способу проводят при тем пер атур е выше
100 ?С или при температуре кипения.
К раш ение полиэфирных волокон периодическим способом
осущ ествляю т следующим образом.
З а гр у ж ен н о е в аппарат автоклавн ого типа волокно о б р а б а ­
тываю т в растворе п р еп арата ОС-20 при тем пературе 40—
45 °С, затем вводят дисперсию красителя, нагреваю т к р а си л ь ­
ную ванну до температуры 130 °С и красят при этой т е м п е р а ­
туре ещ е в течение 60—90 мин. П осле краш ения полиэфирное
волокно о б р аб аты ва ю т щ елочным раствором восстановителя,
например гидросульфита (2 г/л) и едкого н атра 30 %-ного
(4 м л /л ). Проведение этой операции и последующ ая промы вка
м а тер и ал а обеспечивают более полное удаление краси теля, от­
л о ж и вш егося на поверхности волокна, улучшение яркости и
устойчивости окрасок.
К раш ение дисперсными к раси тел ям и с применением интенсификаторов и без них п ротекает одинаково. П роцесс ведут
в течение 1— 2 ч в кипящей красильной ванне. Концентрация
интенсификаторов в растворе 3— 10 г/л.
И з непрерывнопоточных способов краш ения наибольш ее
распространение получило терм озольное крашение. При этом
способе в красильную ванну вводят поверхностно-активные и
7*
195.
другие вспомогательные вещества. С увеличением концентра­
ции поверхностно-активных веществ количество ад сорб и рован ­
ного волокном краси тел я возрастает, причем адсорбция повы­
шается в ряд у анионоактивны е— неионогенные— катион о актив­
ные препараты. М еханизм действия д обавки сводится к повы ­
шению концентрации краси тел я в непосредственной близости
от поверхности волокна.
В качестве интенсификаторов термозольного краш ения р е­
комендуется использовать этан олам и ды ж и рн ы х кислот, диэтиленгликоль, этилцеллозольв, фурфурол, дим етилф ормамид, эти ­
лен- и пропиленкарбонаты . В присутствии этих веществ накрашиваемость волокна увеличивается в 4— 6 раз, что позволяет
получить в условиях непрерывного термозольного краш ения
очень интенсивные насыщенные оттенки. Способ более эконо­
мичен по сравнению с периодическим.
Термозольное краш ение вклю чает следующие стадии: про­
питывание м а т е р и а л а дисперсией краси тел я при тем пературе
80 °С; подсушку до 30 %-ной остаточной влаж ности д л я исклю ­
чения миграции красителя; окончательную сушку и последую­
щую термическую обработку д ля фиксации красителя. Опти­
м альн ы е условия прогрева: температура 200— 2 1 0 °С, продол­
жительность 30— 90 с.
Н и ж е приведены отдельны е реж им ы краш ения п олиэф ир­
ных волокон дисперсными красителям и по трем основным спо­
собам и их разновидности.
Периодический способ краш ен и я полиэфирных материалов
в ав токл авах под д авлен ием при тем пературе 120— 140 °С н аи ­
более широко используется в промышленности. Особенностью
современных маш ин и аппаратов д л я краш ен и я под давлением
является то, что в них кроме давления, создаваемого ц и р к у л я ­
ционным насосом, подд ерж ивается постоянное статическое д а в ­
ление, не зав и ся щ ее от тем пературы жидкости и мощности ц и р ­
куляционного насоса.
Оборудование, п редназначенное д ля высокотемпературного
краш ения полиэфирны х тканей и трикотаж ного полотна в в о д ­
ной среде, в клю чает в себя красильные ап п араты д л я о б р а ­
ботки полотна в расправленном состоянии на перфорированных
цилиндрах (в навоях) и красильные машины д ля обработки
м атери ал а в виде ж гута. П ри м ерам и красильны х ап п аратов
д л я краш ен и я трикотаж ного полотна или ткани в навоях
могут служ ить ап п ар ат АК-220Т отечественного производства
и ап п араты следую щ их зару б еж н ы х фирм: «Ш олл» (Ш в ей ц а­
р и я ), «О бермайер» ( Ф Р Г ), «К аллебо де Бликки» (Б е л ьги я),
«Хисака» (Я пония), «Тен» (Ф Р Г ) и др. Эти аппараты , к а к
правило, выпускаю тся различны х типоразмеров, к а ж д ы й из к о ­
торы х предназначен д л я обработки трикотаж ного полотна и
ткани различной ширины. Они отличаются разны ми г а б а р и т ­
ными разм ерам и, вместимостью и величиной загрузки.
196
Процесс крашения, например, на аппарате АК-220Т в к л ю ­
чает следую щ ие операции:
заполнение ап п арата водой и разогрев ее до тем перату ры
60— 80 °С;
введение предварительно приготовленной дисперсии к р а с и ­
т ел я в красильную ванну;
разогрев ванны до тем пературы 120— 130 °С и краш ение
при этой тем пературе в течение 30— 60 мин;
промы вка теплой, а затем холодной водой;
восстановительная о б р аб о т к а с последующей тщ ател ьн ой
промывкой.
С оздание машин д ля непрерывного крашения тка н е й под
давлением сопряж ено с определенными трудностями, с в я з а н ­
ными с герметизацией красильны х секций.
Термозольный способ краш ен и я был разр а б о та н специально
д л я непрерывного краш ен и я тканей из полиэфирных волокон.
Сущность его состоит в том, что ткань плюсуют загущ енной
дисперсией красителя, суш ат и подвергают кратковременной
об раб о тке при температуре ~ 2 0 0 °С. Этот способ считается
наиболее производительным и получил достаточно широкое
распространение. В 1976 г. на текстильных п редпри яти ях р а з ­
ных стран действовало свы ш е 650 агрегатов терм озольного
краш ения, из них в европейских странах — около 260. Опыт
эксп луатац и и установок терм озольного краш ения п оказы в ает,
что среди возмож ны х вар и ан тов проведения процесса в среде
горячего воздуха, п ара или путем контактного или р а д и ац и о н ­
ного нагрева наиболее прогрессивным является терм озолирование в среде перегретого п ара, т а к ка к при этом сн и ж ается
продолжительность, тем п ер атура обработки, ул учш ается к а ч е ­
ство ткани (эластичность) и качество окраски (яркость, ус­
тойчивость).
У становка д л я термозольного крашения п редставлен а на
рис. 31.
П лю совка 1 предназначена д л я равномерного р а с п р е д е л е­
ния загущ енной дисперсии краси тел я по всей поверхности
ткани. К ам е р а предварительного подогрева 2 (подсуш ка) сл у ­
ж и т д ля у д ал ен и я излиш ков в л аги из м а тер и ал а и п р ед ва р и ­
тельного
его разогрева. Герметически закры ты й зап арн ой
зрел ьн ик 3, к а к правило, состоит из двух зон. В первой зоне
происходит окончательное высуш ивание м атери ал а и повыше­
ние его тем пературы вплоть до тем пературы терм озолирования,
во второй зоне — собственно термозолирование. Д л и н а з а ­
правки ткани по зонам со став л яет соответственно около 30 и
40 м. Т а к а я длина зап р ав к и обеспечивает при скорости д в и ж е ­
ния ткани 40 м/мин п родолж ительность терм озоли рован и я 40—
60 с.
О хладительное устройство 4 не только предназначено для
быстрого снижения тем пературы м атери ал а, но и вы зы вает
197
эф ф ект стабилизации. Установка сн аб ж ена м ехан изи рован ­
ными системами ввода м а тер и ал а и выгрузки, компенсаторами,
приборами автоматического контроля и регулирования про­
цесса.
Процесс терм озолирования мож но проводить т а к ж е на о д ­
нопольных
суш ильно-ширильно-стабилизационных
маш инах
(С Ш С М ). О днако ограниченная длина стабилизационных сек­
ций машин, создаю щ их необходимую д л я терм озолирования
тем пературу (к ак правило, м аш ина имеет 2— 3 стаби ли зац ион ­
ные секции длиной по 3 м к а ж д а я ) , не позволяет вести процесс
с большой скоростью, и их применение на мощ ных предприя-
Рис. 31. Схема установки для термозольного крашения:
1 — п лю со вка ; 2 — к а м е р а п р е д в а р и т е л ь н о г о п одо гр ева (п одсуш ки ); 3 — за п а р н о й з р е л ь ник; 4 — о х л а д и т е л ьн о е устройство
тиях нецелесообразно. М аш ины этого типа, позволяю щ ие про­
водить обработку м а тер и ал а при строго фиксированной ш и­
рине и зар а н е е заданной величине усадки по длине, наиболее
ш ироко применяются в трикотаж ной промышленности.
О днако в силу ряд а объективных причин способ терм озоль­
ного краш ен и я три котаж ны х полиэфирных полотен не получил
распространения.
П ри крашении по термозольному способу ткань пропиты­
вают на плюсовке, загущ енной дисперсией красителя, вы суш и­
ваю т и затем подвергаю т кратковременной терм оо бр аботк е
(температура 180— 200 °С). Д исперсия содерж ит краситель, з а ­
густитель, диспергатор и пеногаситель. В качестве загу стите­
лей могут быть использованы сольвитоза, альгинат натрия (до
20 г/л ), поливиниловый спирт (до 50 г/л) и др. Д л я пеногашения применяют, например, силиконовый п р еп ар ат ПСМ-100.
Процесс плю сования проводят при тем пературе 40— 50 °С и
скорости дви ж ени я ткани 20— 30 м/мин. Д л я п редупреж ден ия
миграции красителей суш ку осущ ествляю т при тем п ературе
198
6 0 — 70 °С. Д ли тел ьн о сть терм озолирования определяется ст р у к ­
турой ткани и тем пературой в камере: при тем пературе 180 °С
он а составляет 60 с, при 200 °С — 40 с. П ромы вку проводят
на проходном аппарате. В заклю чение осуществляют в о сста н о­
вительную о бработку с последующей окончательной п р о м ы в ­
кой. Краш ение полиэфирных тканей термозольным способом
д а е т возможность получать на них яркие окраски различного
ц ве та высокой устойчивости.
П ри крашении по обычному терм озольному способу н еобхо­
д и м о следующее оборудование: плюсовка любой конструкции
д л я плюсования тканей дисперсиями красителей; су ш ильная
маш и на, сушка в которой осущ ествляется за счет и н ф р а к р а с ­
ного облучения или горячим воздухом, поступающим через сп е­
ц иальны е сопла (ткань подсушивается без соприкосновения
с м етал л о м ); обычная суш илка д л я окончательной сушки; с у ­
ш ильно-ш ирильная м аш ина со специальным обогревом, на к о ­
торой производится процесс термофиксации; проходной а п п а ­
р а т д л я обработки и промывки ткани.
Способ краш ения гидрофобных волокон с использованием
химических интенсификаторов — один из самых ранних. Его
преимущ ествами являю тся простота технологии; возмож ность
использования любого самого простого оборудования и высо­
к а я маневренность; возмож ность получения глубокого тона о к ­
рас о к при тем пературах краш ен и я ниже 100 °С; возмож ность
краш ения лю бых смесей волокон из одной ванны. О днако и
этот способ имеет недостатки. Многие из рекомендуемы х ннтенсификаторов токсичны или об ладаю т неприятным запахом ;
многие из них сн и ж аю т светостойкость окраски или изменяю т
ее тон, некоторые интенсиф икаторы возгоняются с водяным
паром, конденсируются на более холодных частях машин и
апп ар атов, что в конечном итоге мож ет привести к о б р а з о в а ­
нию пятен на окраш и ваем ом м атериале. П оэтому вопрос о п ер­
спективности этого способа кр аш ен и я остается дискуссионным
С одной стороны, н аблю дается некоторая тенденция к замене
химического источника энергии д л я проведения процесса к р а ­
шения полиэфирных волокон термическим, с другой стороны,
все больш ая роль отводится снижению тем пературы краш ения;
в этом плане возр астает роль интенсификаторов.
В качестве интенсификаторов периодических способов к р а ­
шения применяют фенолы, ароматические кислоты, первичные
амины, ароматические углеводороды и их производные, но
ч ащ е всего используют фенол, бензойную и салициловую ки с­
лоты, хлорбензол. М еханизм действия этих интенсификаторов
при крашении гидрофобных волокон дисперсными краси телям и
в общем виде состоит в следующем.
Интенсификаторы , п роникая
в
ам орфно-кристаллический
полимер, о сл аб л яю т его м еж м о л ек у л я р н ы е связи и вы зы ваю т
набухание. Это приводит в свою очередь к увеличению пор, и они
199
становятся доступными д ля проникания красителя. К ром е того,
многие интенсификаторы растворяю т дисперсные красители
лучше, чем вода. Следовательно, в волокне они о бразую т вы­
сококонцентрированные краси льн ы е микрованны, из которых
краситель будет быстро д иф ф унди ровать внутрь полимера. Н е­
обходимо отметить, что действие интенсификаторов весьма спе­
цифично и избирательно. Д л я каж д ого из них существует оп­
ти м ал ь н а я концентрация, при которой обеспечивается м а кси ­
мальное поглощение того или иного красителя полиэфирным
волокном. Интенсификаторы , эффективно действую щие в к р а ­
шении, имеют р яд отрицательны х свойств, затр уд н яю щ и х их
применение: большинство из них относится к числу летучих.
П ри выборе переносчика следует руководствоваться тем,
чтобы переносчик был химически активен, бесцветен, не имел
зап аха , не был токсичен, не сн и ж ал устойчивости окраски
к свету, не изменял оттенки окраски, не п овреж д ал волокна и
легко у д а л я л с я с волокна, а т а к ж е был прост в применении и
дешев. Р ац ио н ал ьн ы й выбор переносчиков (при краш ении по­
лиэфирных волокон) существенно повышает эффективность на­
краш и вани я. Так, при использовании о-, м-, я-крезотиновых
кислот, иодбензойной кислоты, 2,4-дихлорбензойной кислоты
вы бирание дисперсных красителей полиэфирным волокном мо­
ж е т достигнуть 75 %.
В связи с нерастворимостью в воде переносчики применяю т
в виде водных дисперсий или эмульсий. Дисперсию приготов­
ляют, р аствор я я соответствующий п реп арат в щелочи или ки с­
лоте; раствор вводят в красильную ванну, содерж ащ ую з а щ и т ­
ное вещество (0,5— 1,5 г/л ). В зависимости от свойств о тд ел ь­
ных п реп аратов их концентрации изменяются от 3— 5 до 30—
50 г/л. К числу эффективных переносчиков относятся, в част­
ности, этилен- и пропиленкарбонаты
СН,— О,
А лки л ен карб о н аты применяю т в концентрации до 50 г/л.
Эф фективны ми ускорителями
являю тся т а к ж е
некоторые
спирты, ограниченно растворим ы е в воде (н-бутиловый, бензиловы й ), амиды жирных кислот. Последние используются в про­
цессах коацерватного крашения.
Процесс краш ения полиэфирных волокон дисперсными к р а ­
сителями с применением переносчиков включает в себя сл е­
дую щие операции: обработку волокна переносчиком (количе­
ство переносчика и реж им обработки зависят от вида п рим е­
няемого переносчика); введение в ванну дисперсии красителя
при тем пературе 50— 80 °С, модуль ванны 30; нагрев до темпе200
ратуры около 100 °С и крашение при этой температуре в тече­
ние 1— 1,5 ч; промывку; «восстановительную» обработку (г л а в ­
ным образом д л я окрасок темных и средних тонов), состоящую
в обработке волокнистого м а т е р и а л а гидросульфитом натрия
(2 г/л) в присутствии едкого н атра (4 г/л) 32,5 %-ного и диспергатора (0,5 г/л) при температуре 60— 70 °С в течение 20 мин
(эта об работка необходима д ля восстановления красителя, а д ­
сорбированного поверхностью волокна, что способствует ул уч ­
шению устойчивости окраски к сухому трению ); промывку; о б ­
работку, зав и ся щ у ю от применяемого переносчика, с последую ­
щей окончательной промывкой.
С помощью дисперсных красителей при применении пере­
носчиков на полиэфирных волокнах мож но получать интенсив­
ные и яркие окраски, отличающ иеся высокой устойчивостью
к мокрым о б р аб откам и трению и во многих случаях неудов­
летворительной устойчивостью к свету и светопогоде.
Хорошие результаты получены при крашении лавсанового
волокна по коацерватно м у способу.
К оацервацией назы ваю т расслоение раствор а в капельн о ­
ж и д кой форме или в виде двух слоев при создании взаимоограниченной растворимости компонентов раствора. При р а с ­
слоении образу ется эмульсия, капельки которой н азы ваю т коацерватами.
Технический смысл
применения
коацерватов
в данном случае состоит в том, что в капельках эмульсии т а ­
ким образом уд аетс я достигнуть высокой концентрации дис­
персных красителей (значительно выше, чем это возможно
в водной среде).
Так к а к гидрофобные коацерваты с высокой концентрацией
дисперсного краси тел я легче сорбирую тся гидрофобной поверх­
ностью волокна, уд ается получить высокие градиенты концен­
тр ац и и к раси тел я на поверхности р а зд е л а кр а си ль н ая ванна —
волокно. В резул ьтате достигается почти полное вы бирание
дисперсных красителей из ванны и хороший колористический
эффект. Н е ко торая неровнота получаемой при этом окраски
компенсируется тем, что коацерватное краш ение применяется
для п о луф аб ри к ата (ленты) и при последующих операциях
формирования п р я ж и неровнота полностью сглаж ивается.
Эмульсию коа ц е р ва та получаю т посредством зати р ан и я
в пасту дисперсного красителя с алки л о л ам и д ом (моноэтинолам ид жирной кислоты, со д ерж ащ ей в молекуле 7— 16 атомов
углерода) и диспергатором при комнатной температуре.
К раси л ьная ванна содерж ит 2,5— 3 г/л красителя; 1,3—
1,5 г/л ал к и л о л ам и д а и 1,3— 1,5 г/л диспергатора. Л ав са н о в о е
волокно в виде ленты вводят в эмульсию при перемешивании;
тем пература среды 20— 25 °С. В ванну вводят т а к ж е раствор
нейтрального электроли та (до 20 г/л).
Капли эмульсии сорбируются на поверхности лавсановы х
волокон, и красители, п ерем ещ аясь из коацерватной капли
201
в массу полиэфира, интенсивно за к р аш и в аю т волокна. Д а л е е
следуют отжим окрашенного волокна на центрифуге, з а п а р и в а ­
ние в ав то кл а ве в течение 30 мин при давлении 9,81 • 104 П а и
промывка.
П р о б л ем а применения химических интенсификаторов при
крашении не ограничивается только вопросами их влияния на
стойкость полученных окрасок. В последнее время все б оль­
шее внимание уделяется экономическим аспектам и вопросам
экологии. Р азв и в ае тся тенденция к созданию интенсиф икато­
ров специального назначения: по видам окраш иваем ы х воло­
кон и по способам краш ения (высокотемпературным или низко­
тем пературны м ). Это обусловливается тем, что сущ ествую щ ие
интенсификаторы в процессе краш ен и я применяются в д о ­
статочно больших количествах: 10— 20 % от массы волокна
при низкотемпературном краш ении и 2— 4 % — при вы сокотем­
пературном. Хотя при высокотемпературном крашении содер­
ж ани е интенсификаторов значительно меньше, это преим ущ е­
ство практически сводится к нулю из-за необходимости в во ­
дить достаточно большое количество вы равнивателя, который
в ряде случаев мож ет р ас см а три в ать ся просто ка к интенсификатор другого типа.
Сущ ествует мнение, что в бли ж айш ем будущем в р я д ли по­
явятся интенсификаторы принципиально нового типа. П ериод и ­
чески п о являю щ иеся новые продукты, ка к правило, яв л яю тся
смесями у ж е существующих и проверенных. Очевидно, совер­
шенствование этого нап равлен ия в крашении будет осущ ест­
вляться путем подбора оптимального состава смеси интенсифи­
каторов, в ы явлени я
наиболее подходящ их диспергаторов,
диф ф еренциации интенсификаторов по различным способам
крашения.
Таким образом, из всего изложенного выше следует, что
к основным ф акторам , оказы ваю щ им значительное влияние на
сорбцию полиэфирным волокном дисперсных красителей, кото­
рые могут быть использованы в условиях практического при­
менения, относятся: концентрация красителя, мало в л и я ю щ ая
на интенсивность окраски; тем пература краш ения (до 100 °С ),
способствую щ ая значительному росту выбираемости (особенно
выше 90 °С ); наличие переносчиков, значительно увели чи ваю ­
щих выбираем ость дисперсных красителей; продолжительность
краш ения, о к а зы в аю щ ая зам етное влияние на выбираем ость
красителей; терм ическая обработка, которой подвергаются син­
тетические волокна, о к а зы в аю щ ая значительное влияние на накраш и ваем ость волокна.
Р авном ерн ость окраски зависит от двух основных ф а к т о ­
ров: скорости диффузии краси тел я в волокно и способности
красителя к миграции. М играционные свойства дисперсных
красителей определяю тся главны м образом их строением, от
которого зави си т размер молекул красителя и их раствори202
мость в воде, эти свойства не за в и с я т от концентрации к р а с и ­
теля в растворе и интенсивности окраски.
К раш ение дисперсными кр аси тел ям и без применения п ере­
носчиков д а е т возможность получать на полиэфирных волокнах
окраски от светлых до средних тонов. В рецепт крашения по­
лиэфирных волокон дисперсными красителям и без переносчи­
ков входят дисперсный краситель (3— 5 % от массы волокна)
и диспергатор (1—2 г/л). Д испергатор необходим д л я ум ень­
шения р а зм е р а частиц красителя (солю билизации), п р е в р а щ е ­
ния порошка в суспензию и п о дд ер ж ан ия суспензии в состоя­
нии высокой дисперсности в процессе крашения.
Дисперсию красителя готовят затиранием красителя с диспергатором и последующим разведением теплой водой. Процесс
краш ения начинаю т при тем перату ре 50 °С; в этих условиях
волокнистый м атер и ал погружаю т в дисперсию; модуль ванны
20— 30; нагрев ванны ведут до тем пературы кипения (по в о з­
можности б л и ж е к 100 °С) и к р а с я т при этой тем пер атур е
в течение 1— 1,5 ч; далее следует промывка и об р аб отка р а с ­
твором, со д ер ж ащ и м 1 г/л ТМС, при температуре 8 0 °С в т е ­
чение 20— 30 мин, затем — окон чательная промывка.
С помощью дисперсных красителей без применения п ере­
носчиков на полиэфирных волокнистых м атер и ал ах мож но по­
лучить окраски от светлых до средних тонов (преимущественно
желтого, оран ж евого и красного цветов). Исключение со с тав ­
ляю т некоторые дисперсные красители, являю щ иеся про извод ­
ными антрахинона (дисперсный красны й 2С ), которые и без
переносчиков на полиэфирных волокн ах д аю т окраски доста­
точной интенсивности.
В последние 8— 10 лет значительно повысился интерес
к п роблем ам замены воды органическими растворителям и
(О Р ) в разли чн ы х процессах краш ен и я и отделки текстильны х
материалов.
П оскольку полиэфирные волокн а занимаю т первое место
среди синтетических волокон по тем пам увеличения п роизвод­
ства и в то ж е врем я наиболее тру д но окраш и ваю тся в водных
средах, особенно большие н ад еж д ы связан ы с применением
органических растворителей именно д л я этих волокон.
При периодическом крашении по неионному м еханизм у к р а ­
ситель раствор яется в органическом растворителе и в соответ­
ствии с законом распределения переходит из раство ра на во­
локно.
Главной проблемой при краш ении полиэфирного волокна
в ПХЭ о к а зал о сь получение достаточно высокого коэф ф и ц и ­
ента распределения (Кр) красителя. Эту проблему пытались
решить применением красителей с пониженной растворимостью
в ПХЭ, возмож но д а ж е в виде тонкодисперсных суспензий,
а так ж е краш ением при малом м одуле ванны. При этом в ы я с ­
нилось, что многие дисперсные красители, слабо растворяю 203
щиеся в ПХЭ при комнатной температуре, хорошо р а с т в о р я ­
ются при тем п ер атуре кипения ПХЭ, в результате чего Кр
сдвигается в сторону раствора. Если ж е применяют плохо р а с ­
творимые красители, то возникают проблем ы диспергирования,
получения стойких суспензий в органических растворителях,
влияния диспергаторов на выбирание красителя, отфильтровывания краси тел я на окраш иваемом м а т ер и ал е и др.
Выбирание полиэфирным волокном дисперсных красителей
может быть повышено путем д обавл ен и я в красильную ванну
малых количеств воды, которую удается распределить в о р г а ­
нических раствори тел ях при помощи соответствующих э м у л ь ­
гаторов, получая достаточно устойчивые эмульсии. О днако при
крашении в присутствии воды возникаю т новые проблемы, с в я ­
занные со снижением температуры кипения эмульсии и необ­
ходимостью краш ен и я под давлением, выбором эмульгаторов,
не влияю щ их на выбирание красителя, получением эмульсий,
стойких при нагревании и др.
Сейчас п ред ставл яется очевидным, что д ля рационального
краш ения полиэфирного волокна в органических растворителях
в гомогенных раство рах требуется р а зр а б о т к а специальных
красителей, об ладаю щ и х необходимыми свойствами р а с п р е д е­
ления. Н есм отря на значительно более высокую стоимость т а ­
ких красителей по сравнению с обычными дисперсными, п р ед ­
полагают, однако, что у ж е установленные преимущества к р а ­
шения в органических растворителях (вы сокая скорость при
пониженном расходе энергии, отличная ровнота окрасок, л у ч ­
шие эстетические свойства тканей, уменьшение или д а ж е ис­
ключение потерь краси теля) оп равдаю т изы скания и примене­
ние более дорогих специальных красителей.
Следует т а к ж е упомянуть принципиально новый способ к р а ­
шения синтетических волокон, основанный на применении по­
лярных органических растворителей, кипящ их при температуре
пластификации волокна. Д ли тельн ость краш ен и я в этих усл о ­
виях составляет несколько секунд. В качестве красильной
среды рекомендуются органические вещ ества, со д ерж ащ и е две
или более ОН-группы. Особенно интересные результаты п олу­
чены при краш ении по этому способу полиэфирного волокна.
Схемы непрерывного краш ения в органических растворите­
лях остаются в принципе теми же, что и при крашении в вод­
ных средах: пропитывание ткани раствором красителя в о р г а ­
нических растворителях, сушка, фиксация, промывка, сушка.
Д л я пропиты вания ткани раствором краси тел я пока не най­
дено другого способа, кроме плюсования. П ри этом возм ож ны
следующие в ар и ан ты нанесения к раси тел я на окраш иваемы й
материал:
краситель хорошо растворяется в органических растворите­
лях и применяется в виде раствора в индивидуальном р ас тво­
рителе;
204
краситель растворяется с помощью вспомогательных р а с ­
творителей (со раство ри тел ей ), д обавляем ы х к основному о р г а ­
ническому растворителю;
краситель применяется в виде дисперсии в органических
растворителях;
ткань пропитывается эмульсией, в которой краси тел ь н ах о­
дится во внутренней или внешней фазе, в растворенной или
диспергированной форме.
При работе в индивидуальны х растворителях трудности
связан ы со слабой растворимостью дисперсных кр аси телей
в ТХЭ и ПХЭ при комнатной температуре. П лю сован и е с н а ­
греванием сложно в техническом отношении.
В качестве вспомогательных растворителей применяю т диметилф ормамид, дим етилсульфоксид, д им етилацетам ид, триамид гексаметилфосфорной кислоты и др. Н едостатком этого в а ­
рианта является физиологическое воздействие у к а зан н ы х в е ­
ществ, невыясненность границ пожароопасности смесей паров
применяемых органических растворителей, а т а к ж е слож ность
р азд ел е н и я их при регенерации.
В озмож ность применения дисперсий красителей в органиче­
ских растворителях нельзя считать установленной, т а к ка к еще
неясно, об ладаю т ли они необходимой стабильностью.
При работе с эмульсиями достигается особенно хорош ая
ровнота окрасок, однако при этом теряю тся так и е достоинства
краш ен и я в органических растворителях, к а к быстрое см ачи ­
вание и суш ка ткани, н изк ая теп л ота испарения.
Больш ой трудностью при применении гомогенных растворов
яв л яется сильная миграция красителей при сушке. П ри этом
возникает проблема и зы скан и я эффективных ингибиторов миг­
рации. Несколько ум еньш ает м играцию добавление к раствору
этилцеллю лозы, хорошо раство ряю щ ей ся в ПХЭ.
Д л я фиксации красителей на полиэфирном волокн е уд ал о сь
удачно применить т ерм озоли рован и е в атмосфере перегретого
п ара ПХЭ. Обычное терм озолирование горячим воздухом (тем ­
пер атура 180— 200 °С) неприемлемо д ля тканей и т р и к о т а ж а
из 100 %-ных полиэфирных волокон, так ка к эти м атери ал ы
преимущественно вы пускаю т в текстурированном виде и они
не вы д ерж иваю т нагреван и я до тем пературы выш е 155— 160 °С.
Фиксация красителей в перегретых пар ах П ХЭ происходит
быстро при допустимых тем п е р ату р ах (140— 160 °С ). О днако
обычные дисперсные краси тели в этих условиях фиксирую тся
недостаточно полно ( ~ 6 0 % ) . Н едостатком описанного способа
яв л яе тся получение на п олиэфирном волокне более тусклы х о т­
тенков по сравнению с оттенками, полученными обычным тер­
мозольным крашением в водных средах.
К раш ение полиэфирных волокон в неводных средах или
в органических растворителях п ротекает успешно, особенно при
температуре, близкой к тем перату ре п ластиф икации волокна.
205
Например, при крашении полиэфирного волокна с использова­
нием в качестве красильной ванны высококипящих полярных
растворителей типа гликоля или глицерина процесс строится
следую щим образом: об раб отка м а тер и ал а в 1 %-ном р а с ­
тв о р е дисперсного кр аси тел я в этиленгликоле в течение 5 с
при температуре 130 °С; удаление избытка красильного р а с ­
т в о р а водой; фиксация красителя в зрельнике или запарной
к а м е р е при тем пературе 140 °С.
Известно, что д л я непрерывных процессов краш ения ПЭ-вол о к о н необходимым условием является высокое содерж ание
красящ его вещ ества в плюсовочном растворе. О днако р ас тв о ­
римость большинства применяемых в н астоящ ее время дис­
персных красителей в перхлорэтилене (наиболее пригодном
д л я крашения органическом растворителе) при температуре
20— 25 °С составляет всего 0,01— 1,3 г/л. В качестве эф ф екти в­
ного сорастворителя д л я повышения растворимости дисперс­
ных красителей в ПХЭ был рекомендован гексам ети лтри ам ид
фосфорной кислоты. Увеличение растворимости дисперсных
красителей в бинарной смеси, по-видимому, мож но объяснить
образованием сольватированны х соединений.
Таким образом, введение в перхлорэтилен полярного р а с ­
т в о р и т е л я — гексам ети лтри ам ид а фосфорной кислоты ( 3 % ) ,
сольватирую щ его дисперсные красители, увеличивает их р а с ­
творимость, что д ает возмож ность использовать эти красители
в непрерывных процессах крашения. При непрерывном терм о ­
зо л ь н о м способе краш ен и я органические растворители т а к ж е
мож но использовать только д ля плюсования (в качестве к р а ­
сильной среды ), только д л я промывки или одновременно для
плю сования и промывки.
П од руководством А. А. Х арх арова р а зр а б о та н технологи­
ческий реж им безводного термозольного способа краш ен и я и з­
д ел и й из полиэфирных волокон отечественными дисперсными
к раси тел ям и с использованием гидрофобного органического
раство ри тел я перхлорэтилена (ПХ Э).
Плю сование полиэфирных волокнистых м атери алов р аство ­
ром дисперсных красителей в ПХЭ с добавкой 3 % гексам ети л ­
т р и ам и д а фосфорной кислоты способствует равномерному р ас­
пределению красителя на поверхности волокон и создает п ред­
посы лки д ля эффективной фиксации красителей во время
термообработки.
Условия плюсования: тем пература красильного раствора
2 0 — 25 °С, продолж ительность процесса 1— 10 с. П роцесс т ер ­
мической фиксации дисперсных красителей (2,6— 9,4 г/л) осу­
щ ествляется при тем пературе 195—210 °С в течение 40— 55 с.
О п ти м ал ь н а я ф и ксаци я красителей 90— 100 %.
Непрерывный термозольный способ краш ения полиэфирных
м атер и ал о в с применением выбранных органических раствор и ­
телей имеет преимущества перед крашением из водной среды.
206
У казанны й выше состав красильной ванны обеспечивает у в е­
личение степени использования дисперсных красителей (в ср е д ­
нем на 2 0 % ) ; применение ПХЭ д ля промывки позволяет л и к ­
видировать сточные воды, приводит к сокращ ению пр одол ­
жительности и упрощению технологии процесса, не у ху д ш ая
качества окраски.
КРАШЕНИЕ ПОЛИАКРИЛОНИТРИЛЬНЫХ
ВОЛОКОН
О краски дисперсными красителями на полиакрилонитрильных, к а к и на других синтетических, волокнах о тл и ­
чаются исключительной равномерностью. Больш инство дисперс­
ных красителей на полиакрилонитрильных волокнах о б ладает
низкой устойчивостью к терм ообработкам , д екатиро вке и
плиссе, что исключает их универсальное применение.
И з огромного числа имеющихся дисперсных красителей д л я
ПАН-волокон были отобраны те, которые при хорошей ровноте
д аю т на этих волокнах окраски высокой прочности. П реж де
всего это относится к краси телям , содерж ащ им свободные ам и ­
ногруппы, которые, по мнению некоторых исследователей, сол е­
образно связы ваю тся с атом ам и водорода, см еж н ы м и с нитрильными группами м а кром олекул полиакрилонитрила.
Вопросу механизм а краш ен и я полиакрилонитрильных воло­
кон дисперсными краси тел ям и посвящен р я д работ, свидетель­
ствующих о том, что в целом механизм краш ения п о л и а к р и л о ­
нитрильных волокон аналогичен механизму краш ен и я поли­
эфирных волокон. С ледует отметить лишь некоторы е моменты,
характерн ы е именно д ля полиакрилонитрильных волокон.
Величина насыщения полиакрилонитрильных волокон дис­
персными красителям и значительно ниже величины насыщения
полиэфирных волокон. По этой причине дисперсные красители
окраш и ваю т акриловы е волокна в цвета малой интенсивности.
Ф акторами, обусловливаю щ ими адсорбцию красителей, я в л я ­
ются м е ж м олекулярны е силы взаимодействия м е ж д у м олеку­
лам и красителя и м акр о м о л ек у ла м и волокна (полярные и не­
полярные) и связи, образую щ и еся за счет атомов водорода
дисперсных красителей и нитрильных групп волокна. З н а ч и ­
тельное влияние на адсорбцию дисперсных кр аси тел ей полиак«
рилонитрнльным волокном о к а зы в ае т нарушение и р а зр ы х л е­
ние структуры волокна путем создания сополимеров акрилонитрила. Это связан о с тем, что активные группы мономеров,
вводимых д л я сополимеризации, способны о б р азо в ы в ать д о ­
полнительные связи с молекулами дисперсных красителей.
Д и ф ф у зи я дисперсных красителей в полиэфирное волокно а н а ­
логична их д иф ф узии в полиакрилонитрильное волокно. О д ­
нако следует отметить, что э ф ф ек т воздействия переносчиков,
применяемых д ля увеличения диффузии, на полиэфирном и
207
полиакрилонитрильном волокне бывает различным. Так, если
структура полиэфирного волокна разр ы х л яется под действием
переносчика более значительно, а следовательно, и ускоряется
диф ф узия краси теля внутрь волокна, то в случае полиакрилонитрильного волокна переносчики, о казы вая
определенное
воздействие на структуру волокна, способствуют меньшей н а ­
краш и ваем ое™ этого волокна. Тем не менее обработка ПАНволокон переносчиками сн и ж ает тем пературу стеклования
волокна и изменяет вязкоэластические свойства полимера про­
порционально его концентрации (рис. 32). Эти изменения пол­
ностью обратимы, и после уд ал ен и я переносчика промывкой в о ­
локно в озвращ ается в исходное
состояние.
При
высокотемпературном
способе крашения, ка к известно,
увеличивается скорость диффузии
красителей в глубь волокна. При
крашении полиакрилонитрильных
волокон этим способом в связи
с низким пределом насыщения
полиакрилонитрильного волокна
эф ф ект получается невысоким.
Выбираемость
дисперсных
красителей ПАН -волокном при
Рис. 32. Зависимость, характеритемпературе
125°С у в ел и чи ва­
зующая эффект пластификации
ется в 4 — 6 раз (по сравнению
ПАН-волокна переносчиками:
1 — о- этил ан ил и ном; 2 — анилином;
с краш ением при температуре
3 — бе нзил амином ;
4 — 2-этилф енолом;
1 0 0 °С), но интенсивность о к р а ­
5 — м кр езо л ом;
6 — .м-толуидином;
7 — б е н з и л ов ы м спирт ом; 8 — ф ен оло м
сок остается невысокой. Следо­
вательно, краш ение тканей из по­
л иакрилонитрильны х волокон термозольным способом в о з­
можно, но неж елательно из-за невозможности получения г л у ­
боких оттенков.
Н а и б о л ее эффективное увеличение скорости дифф узии мо­
ж ет быть достигнуто изготовлением волокна из сополимера на
базе акрилонитрила. С этой целью полиакрилонитрил полимеризуют с другим мономером (чащ е всего винильным соедине­
нием), сод ерж ащ и м различны е функциональные группы. П о л у ­
чаемый в р езу л ьтате реакции сополимер содерж ит боковые
цепи, н аруш аю щ и е процесс кристаллизации. Этим достигается
разры хлен и е структуры волокна и нарушение кристаллической
решетки, что повышает скорость дифф узии краси тел я в в о ­
локно. П р и р од а связей м е ж д у дисперсными краси телям и и полиакрилонитрильны м и волокнами, а т а к ж е основные п о л о ж е­
ния терм одинамики процесса кр аш ен и я совпадаю т с таковы м и
д ля полиэфирных волокон.
Д исперсны е красители окраш и ваю т полиакрилонитрильные
волокна из водных дисперсий, получаемы х затиранием краси208
телей с соответствующими диспергаторами. К раш ение может
осущ ествляться следую щими основными способами: без приме­
нения переносчиков, с применением переносчиков, высокотем­
пературным способом, а т а к ж е с последующим зап ари ван ием
и терм озольным способом (для т к а н е й ) .
И з всех перечисленных способов практическое значение
имеет краш ение без переносчиков и некоторое значение — к р а ­
шение высокотем пературным способом.
Краш ение дисперсными красителями без переносчиков д ает
возможность получать на полиакрилонитрильных волокнах
окраски от м ало й до средней интенсивности. В рецепт к р а ш е ­
ния входят дисперсный краситель и диспергатор. П р и к р а ш е­
нии полиакрилонитрильных волокон приемлемы все дисперс­
ные красители отечественного производства, применяемые для
краш ения полиэфирных волокон, за исключением красителей,
окраски которых нестойки к свету: дисперсные ж е л т ы е 3, 43,
прочный 4К, о р ан ж евы е К и 2К и др.
Во всех сл уч аях краш ения дисперсными красителям и про­
цесс осущ ествляется в присутствии диспергатора (1— 2 г/л ),
необходимого д л я получения суспензии, увеличения степени
дисперсности и поддерж ания высокой степени дисперсности
красителя в процессе крашения.
Процесс краш ен и я осущ ествляю т следующим образом.
Готовят дисперсии красителя, за т и р а я его с диспергатором
и р азв о д я полученную пасту теплой водой. Н а ч а л ь н а я тем пе­
р атур а кр аш ен и я 40— 50 °С; при этой тем пературе волокни­
стый м атери ал погруж аю т в дисперсию; модуль ванны 20— 30.
Ванну нагреваю т до тем пературы 97— 98 °С и при этой тем ­
пературе к р асят волокнистый м атер и ал в течение 1— 1,5 ч. З а ­
тем следует промы вка и, наконец, об р аб отка раствором, содер­
ж а щ и м 1— 2 г/л анионоактивного вспомогательного вещества,
при тем пературе 70— 80 °С в течение 15—20 мин, после чего
м атери ал опять промывают.
С помощью дисперсных красителей на п оли акрилон и триль­
ных волокнах мож но получать окраски желтого, оранжевого,
розового, красного, синего и фиолетового цветов малой интен­
сивности. Д исперсны е красители отечественных м а р о к даю т на
волокне окраски хорошей устойчивости к мокрым обработкам ,
сухому трению и хорошей или удовлетворительной устойчиво­
сти к свету.
П олиакрилонитрильны е волокнистые м а тер и ал ы окраш и ­
вают в виде штапельного волокна, п ряж н, ткани или т р и к о т а ж ­
ного полотна. Краш ение штапельного волокна и п ряж и осу­
щ ествляю т в тех ж е аппаратах, что и крашение полиэфирного
штапельного волокна и пряжи. П о лиакрилонитрильны е ткани
красят преимущественно на роликовых красильных м аш и нах и
в жгутовы х красильных барках; тр и котаж ное полотно — в ж гу ­
товых красильны х барках.
209
Д исперсные красители достаточно часто используют д ля
краш ения полиакрилонитрильных волокон. И х применяют в тех
случаях, когда хотят получить окраски малой интенсивности
и высокой прочности. Такие окраски требую тся прежде всего
д ля трикотаж ного полотна и блузочных тканей. Ценность у к а ­
занного вида краш ен и я состоит в том, что при малой интен­
сивности окраски отличаются чрезвычайно высокой рав н о м ер ­
ностью.
КРАШЕНИЕ ПОЛИПРОПИЛЕНОВЫХ ВОЛОКОН
ДИСПЕРСНЫМИ И ЖИРОРАСТВОРИМЫМИ
КРАСИТЕЛЯМИ
Ж и ро раство ри м ы е
красители по химическому
строению близки к азопигментам или антрахиноновым к р а си ­
телям: они не со д ер ж ат сульфо- или карбоксильны х групп, по­
этому нерастворимы в воде и относятся к классу дисперсных
красителей.
Наприм ер, краситель жирорастворим ы й красный С п ред­
ставл яет собой производное о-анизидина и б етан аф т ола
В отличие от азопигментов они не со д ерж ат атомов хлора
и нитрогрупп.
Ж и ро раство ри м ы й чисто-голубой антрахиноновый п ред став ­
ляет собой водонерастворимый пигмент
Эти красители применяются д л я окраски жиров, масел, восков, п ластмасс, кремов и др. Многие ж и рораствори м ы е к р а с и ­
тели способны хорошо о краш и вать полипропиленовое волокно,
но окраски, получаемы е по обычным способам, малоустойчивы
к физико-химическим воздействиям, поэтому были предлож ены
способы краш ен и я с введением разли чн ы х вспомогательных
веществ.
Краш ение полипропиленовых волокон дисперсными и ж и р о ­
растворимы ми красителями рекомендуется проводить в присут210
ствнп ннтенсификаторов типа алкилфеиола, высших а л и ф а т и ­
ческих кислот, а т а к ж е в присутствии анионоактивиого неионо­
генного поверхностно-активного вещества. И з алкилф енолов и
высших алифатических спиртов наиболее пригодными я в л я ­
ются фенол, о-хлор-п-додецилфенол и линолевая кислота.
К раш ение осущ ествляют ж ирорастворимы ми красителями,
д испергированными в воде с помощью ПАВ типа полиалкиленгликоля с 5— 50 эфирными св язям и в молекуле, одна из кото­
рых мож ет быть зам ещ ена. ПАВ берут в количестве 1— 2 % от
массы р аство ра (на 0,1 г краси тел я берут до 100 г П А В ). К р а ­
шение мож но проводить в 2— 6 %-ной эмульсии п арафинового
или нафтенового углеводородного м асла. Водные эмульсии их
п олучаю тся при использовании эмульгаторов: э м у л ьф о ра БТ
специального, являю щ егося продуктом реакции окиси этилена
с алкилф енолом ; соромина БЭ — продукта конденсации ж и р ­
ной кислоты с полиэтиленгликолем; леонила ОБ — продукта
реакции вы сокомолекулярны х спиртов с окисью этилена. Д л я
приготовления водной эмульсии 2,5 г жирорастворим ого к р а ­
сителя растворяю т в 50 мл п арафинового масла, зате м э м у л ь ­
гируют в 1000 мл воды, д о б а в л я я 15 г эм ульф ора БТ сп ец и ал ь­
ного. К раш ение проводят при тем пературе 50 °С в течение
10 мин. Д л я получения хороших показателей устойчивости о к ­
расок к мыльным об работкам полипропиленовое волокно о б р а ­
баты ва ю т четыреххлористым углеродом.
Д л я краш ения полипропиленовых волокнистых м атери ал о в
можно использовать эмульсию ж и рорастворимы х красителей
в толуидине. Эмульсию готовят следую щим образом: к взятому
в необходимых количествах красителю д обавляю т 5 г/л толуидина, р а зб ав л яю т пятикратны м количеством неионогенного
поверхностно-активного вещества, эмульгируют и р а зб а в л я ю т
водой при температуре 5 0 °С, взятой в тридцатикратном коли­
честве от массы волокна. В приготовленную эмульсию погру­
ж а ю т полипропиленовый м атери ал , в течение 30 мин доводят
тем п ератур у до кипения и кипятят в течение 1 ч. Во вновь п р и ­
готовленной ванне промы ваю т м а тер и ал водой, зате м о б р а б а ­
ты ваю т эмульсией метил-п-толиата при температуре 50 °С в т е ­
чение 10— 30 мин, снова п ром ы ваю т водой, затем водой с по­
верхностно-активным веществом и в заключение снова водой.
Л у ч ш а я адсорбция красителей происходит при р азб ав л ен и и
органического растворителя водой. Н екоторы е данные по выбираемости ж ирорастворим ы х красителей полипропиленовым во­
локном из смеси вода — органический растворитель ( 3 : 1 )
представлены в табл. 54.
К раш ение проводят в ванне,
концентрация красителя
0,5 г/л, модуль 50, температура 80 °С, время краш ен и я 30 мин.
Н аиб ол ее высокая вы бнраем ость красителей полипропиле­
новым волокном наблю дается из эмульсии бензол— вода и трнхлорэтилен — вода.
211
Таблица
54
Сорбция жирорастворимых красителей волокном
С о ст а в к р а с и л ь н о й в а н н ы
Выбираемость ж ирорастворимого
кр а с и т е л я, г на 1 кг волокн а
оранжевого
Вода
Вода в сочетании с веществами
бензолом
тр ихл орэтил еном
гексаном
метилэтилкетоном
этанолом
пропиленкарбонатом
ацетоном
диэтиленгли кол ем
диметилсульфоксидом
желтого Ж
[ ярко-синего
2,5
3
0,8
12
12
14
5,4
5
3,1
2,3
2,5
1,3
14,9
14,5
13,8
12,8
4,1
11,4
6,2
7,7
1,4
8,5
9
5,6
6,4
0,3
1,4
6,8
0,7
0,3
П о устойчивости к светопогоде окраски ж ирорастворим ы х
антрахиноновых красителей на полипропиленовых волокнах
имеют более высокие баллы: ярко-синий — 6 баллов, зеленый
2 Ж — 6—7 баллов.
Ж и р ораствори м ы е антрахиноновые краси тели даю т удовлет­
ворительные резул ьтаты при крашении полипропиленовых во­
локон по терм озольному способу. Д л я этого полипропиленовые
волокнистые м атериалы , предварительно пропитанные суспен­
зией жирорастворим ого антрахинонового краси тел я в смеси
вода — органический растворитель, сушат, затем термофиксируют при тем пературе 130 °С в течение 3 мин и промывают.
Н аиболее перспективным является способ краш ения поли­
пропиленовых волокон в эмульсии скипидар — вода. Д л я приго­
товления эмульсии ж ирорастворимы й краситель растворяю т
в скипидаре и вводят в теплый раствор, в котором п ред вар и ­
тельно растворен ТМС, и приготовленную смесь эмульгируют.
Оптимальный р еж им краш ения двумя ж ирорастворимы ми
азокрасителям и
из
эмульсии
скипидар — в ода
приведен
в табл. 55.
Уксусная кислота при крашении ж ирор аствор и м ы м а з о к р а ­
сителем тем но-красны м Ж вводится д ля получения более ин­
тенсивной окраски. П осле краш ения следует промы вка горячей
(температура 80 °С) водой с ТМС (2 г/л) в течение 10 мин,
затем водой при тем пературе 70 °С в течение 10 мин и, н ако ­
нец, холодной проточной водой. Полученные окраски от л и ч а­
ются интенсивностью, высокой прочностью к сухому трению.
Достаточно яркие окраски можно получить при крашении
полипропиленовых волокнистых м атери алов ж и р о р ас тво р и ­
мыми красителями двухванным способом с использованием о р ­
ганического раствори теля — скипидара. Сущность способа з а ­
клю чается в следующем: полипропиленовый волокнистый мате212
Т аблица
55
Режим крашения полипропиленового волокна жирорастворимыми азокрасителями
Жирорастворимые азокрасители
В веденн ы е вещества и услови я к р а ш е н и я
Краситель, г/л
Скипидар, г/л
Ледяная уксусная кислота, мл/л
ТМС, г/л
Температура, °С
Время, мин
Оранжевый
Темно-красны й Ж
0,3
36,6
35
0,3
26
—
1
100
50
1
94
45
ри ал пропитывают раствором ж и рорастворимого красителя
в скипидаре при комнатной тем пературе в первой ванне, о т ж и ­
маю т и затем во второй ванне о б р аб аты ваю т горячей водой
в течение короткого времени.
Д л я ж иро раство ри м ы х антрахиноновых красителей (зеле­
ного и ярко-синего) определены следующие оптим альны е у сл о­
вия краш ения полипропиленовых волокнистых материалов: кон­
центрация красителя 4,5 г/л, температура пропиточной ванны
со скипидаром 25 °С, время пропитывания 30 с. О бработка
в горячей воде (тем п ература 90 °С) осущ ествляется в течение
3 мин, затем следуют две промывки: в м етилэтилкетоне при
тем пературе 25 °С в течение 30 с и в горячей воде при тем пе­
р атур е 80 °С в течение 30 с. Прочность полученных окрасок
к сухому трению составляет 4 —5 баллов, устойчивость к светопогоде — 5— 6 баллов.
Краш ение ткани из полипропиленового волокна дисперс­
ными красителями мож ет осущ ествляться по терм озольному
способу, который в клю чает следующие операции:
пропитывание ткани в ванне (при температуре 80 °С), со­
д ер ж а щ ей , г/л:
Дисперсии красителя
Глицерина
Ализаринового масла
10
7
2
последующие суш ка,
терм ообработка при тем пературе
30 °С в течение 3 мин и промы вка.
Полипропиленовые волокна можно о к р а ш и в а ть дисперс­
ными м етал л сод ерж ащ им и красителями, однако их выбираемость из воды и органических растворителей не превыш ает
0,2 % от массы волокна.
КРАШЕНИЕ ПОЛИВИНИЛСПИРТОВЫХ
И ПОЛИВИНИЛХЛОРИДНЫХ в ол окон
И сследование влияния различны х факторов на
поглощение дисперсных красителей П В С -волокном винол по­
зволило определить отдельные оптимальны е парам етр ы к р а ш е­
213
ния: модуль ванны 30—50, температура 8 0 °С, врем я краш ения
75 мин. Окраски отличаю тся средними показател ям и по всем
видам обработок, причем прочности окрасок на волокне винол
т а к и е ж е, ка к на ацетатном ш елке и капроновом волокне, а в
некоторых случаях выше. Устойчивости окрасок к свету выше,
чем на ацетатном шелке.
Дисперсные красители без применения каких-либо д оп о л ­
нительных обработок д аю т на волокне винол окраски, о тл и ч а­
ющиеся интенсивностью, яркостью и удовлетворительной ус­
тойчивостью к целому р яд у физико-химических воздействий.
В аж н о е значение д л я кр аш ен и я ПВС-волокон приобретаю т
водорастворим ые производные дисперсных красителей — солацетовые красители.
Установлено, что д обавл ен и е в красильную ванну э л е к т р о ­
литов способствует повышению поглощения солацетовы х к р а ­
сителей. Величина сродства солацетовых красителей к винолу
того ж е порядка, что и у прямы х красителей к хлопковому
волокну.
Поливинилхлоридны е волокна не сод ер ж ат активных групп,
с помощью которых можно было бы закреп л ять красители на
волокне путем химического взаимодействия. Эти волокн а т а к ­
ж е об л а д а ю т незначительным сродством к дисперсным к р а с и ­
тел я м , л ей коэф ирам кубовых красителей и др. Н а поглощение
красителей волокном отрицательное влияние оказы в ает его в ы ­
с ок ая гидрофобность в водных растворах и м а л а я набухаемость. Д л я ускорения процесса краш ения п оливинилхлорид­
ных волокон повышение тем пературы неприемлемо, т а к к а к
эти волокна у ж е при температуре 70 °С начинают р а з м я г ч а т ь ­
ся; окраш и вани е волокна происходит только с поверхности.
Д л я повышения интенсивности окраски применяю т сл ед у ­
ю щ ие переносчики: смесь циклогексанола и тетрамина, скипи­
дар, бутилфталат, толуол, трихлорэтилен, этилацетат, ацетон,
а т а к ж е специально подобранны е смеси перечисленных выше
веществ.
Ввиду высокой термопластичности поливинилхлоридных в о ­
локон возможно о б разован ие заломов, поэтому краш ение т к а ­
ней следует вести по возможности без натяж ения. М а к с и м а л ь ­
ная температура сушки д ля нефиксированных тканей 6 0 °С,
д л я предварительно стабилизированных — 80—90 °С.
При крашении поливинилхлоридных волокон дисперсными
к раси телям и в красильную ванну вводят 0,5 — 1 г/л неионоген­
ного диспергатора и 1— 5 г/л переносчика (в зависимости от
интенсивности окраски, т а к к а к избыток этих веществ мож ет
п овредить в о л о к н о ).
К раш ени е начинаю т при тем пературе 25— 40 °С; за 20 ¿мин
в ан ну н агреваю т до тем пературы 55 — 60 °С и к р а сят при
этой температуре в течение 1— 1,5 ч. ПВ Х-волокна темных
окрасок мы лую т при тем пер атуре 50 °С.
214
ГЛАВА X
КРАШ ЕНИЕ КУБОВЫМИ КРАСИТЕЛЯМИ
ОБЩИЕ СВЕДЕНИЯ О СВОЙСТВАХ КРАСИТЕЛЕЙ
Широкое применение кубовых красителей позволяет выпус­
кать ткани с улучшенными колористическими и потребительскими свойствами.
Благодаря нерастворимости в воде, а также химической инертности кубовых
красителей окраска на текстильных материалах, полученная с помощью этих
красителей, отличается высокой устойчивостью к свету и мокрым обработ­
кам. Цветовая гамма кубовых красителей достаточно широка.
Ассортимент кубовых красителей объединяет производные индиго, или
индигоидные красители, и производные антрахинона, называемые полициклокетоновыми (полициклическими) красителями.
В настоящее время сформировался мировой ассортимент кубовых краси­
телей и кубозолей, которые по числу марок занимают одно из ведущих мест
среди красителей, прежде всего красителей для целлюлозных материалов.
Из 420 известных марок кубовых красителей и их лейкоэфиров (кубозолей)
по цветам спектра их можно распределить следующим образом: желтых —
48, оранжевых — 29, красных — 61, фиолетовых — 21, синих — 73, зеленых —
48, коричневых — 79 и черных — 62.
По химическому составу кубозоли представляют собой стабилизирован­
ные формы натриевых солей кислых сернокислых эфиров лейкосоедннений
кубовых красителей. Эти лейкоэфиры растворимы в воде, устойчивы в ще­
лочной среде, а в кислой среде под действием окислителей (например, азо­
тистой кислоты) легко превращаются в исходные нерастворимые кубовые
красители.
Красители этого класса практически нерастворимы в воде и адсорбиру­
ются волокном только после перехода в растворимую форму — натриевую
соль лейкосоединения. Образование этой формы происходит при восстанов­
лении кубового красителя в щелочной среде. Наиболее часто для восста­
новления кубовых красителей в процессе крашения применяют гидросульфит
натрия NasSoO^ а в процессе печатания — ронгалит N a H S 0 2 • СН20 • 2Н20 .
Как восстановитель гидросульфит натрия активен, начиная с температуры
40 °С и выше, ронгалит же проявляет свою восстановительную способность
только при температуре около 100 °С. Р еж е для восстановления кубовых красителеи используют двуокись тиомочевины H’N\ V = s C /. °
>
оорогидрид
H2n /
натрия или калия NaBH«, КВН4, ронгаль А (НО—СНг—ОгЬСа и др.
Кубовые красители обладают разной способностью к восстановлению.
Скорость этого процесса характеризуется величиной лейкопотенциала кра­
сителя и определяется его химической природой н физическим состоянием,
т. е. кристаллической структурой, размерами и формой частиц. Особенно
большое значение это имеет при непрерывных способах крашения, например
суспензионном. Восстановление кубового красителя в этих случаях возможна
при условии, что восстановительный потенциал применяемого восстанови­
теля превышает лейкопотенциал данного красителя. Для большинства кубо­
вых красителей лейкопотенциал колеблется в пределах 600— 1000 мВ. Восста­
новительный ж е потенциал, например, гидросульфита и ронгалита состав­
ляет в оптимальных условиях применения более 1000 мВ, поэтому они могут
восстанавливать все известные кубовые красители.
Восстановительное действие ронгалита обычно отождествляют с проте­
канием двух реакций: реакцией разложения ронгалита с выделением свобод­
ного сульфоксилата натрия, формальдегида и воды и реакцией взаимодей­
ствия сульфоксилата натрия с водяным паром или водой, приводящей к вы­
делению атомарного водорода, который восстанавливает кубовый краситель.
215
Действие гидросульфита в аналогичных условиях обусловлено протеканием
только последней реакции.
Химические процессы, происходящие при восстановлении, например, ти­
пичного кубового красителя индиго синего, могут быть представлены в сле­
дующем виде:
Реакции разложения восстановителей необратимы, в то время как вос­
становление и растворение кубового красителя являются обратимыми про­
цессами и в подходящих условиях могут быть повторены неоднократно.
При крашении в производственных условиях стехиометрические соот­
ношения меж ду молекулами красителя, восстановителя и едкого натра при
осуществлении реакции восстановления обычно не выдерживаются. Гидро­
сульфит натрия берется в 2—3-кратном избыточном количестве, чтобы пред­
отвратить окисляющее действие кислорода воздуха. Повышенный расход
едкого натра обусловлен легкой гидролизуемостью натриевых солей лейкосоединений кубовых красителей и наличием в растворе кислых продуктов рас­
пада восстановителя.
Существует и другая точка зрения на механизм восстановительного
действия ронгалита и гидросульфита натрия. Согласно новым представле­
ниям восстановительное действие гидросульфита или ронгалита не связано
с непосредственным участием в реакции атомов или тем более молекул во­
дорода. Процесс восстановления осуществляется путем прямого взаимодей­
ствия сульфоксилата или продуктов его расщепления с красителем по схеме
N a НSO2------- ^ Na
4- H S O “
д кр(со)2 + IISO ,;---- - й кр(СО")(С—он) + s o .
По такой схеме процесс может протекать в слабощелочной среде, когда
из двух образующихся в результате восстановления гидроксильных групп
лейкосоединения красителя диссоциации подвергается только одна группа.
В сильнощелочной среде расщепление ронгалита протекает по реакции
HOCH,so; + ОН' ---- СН2( ОН)2+ SO*';
соответственно процесс восстановления кубового красителя
можно представить несколько иной схемой:
в этом случае
ЯКр(СО)2 + so,2' ----^ Л кр(СО)22' + s o 2
Ири таких условиях уж е обе гидроксильные группы лейкосоединения
красителя находятся в диссоциированном состоянии.
216
Кубовые красители восстанавливают в определенных температурных у с­
ловиях. При низких температурах восстановление проходит очень медленно
и неполно вследствие того, что восстановительный потенциал гидросульфита
и особенно ронгалита зависит от температуры: ее повышение на каждые
10°С увеличивает скорость восстановления в 2— 3 раза. Однако при высоких
температурах возникает опасность перевосстановления красителей, т. е. их
необратимого разрушения, что вызывает потерю красителей и влечет за со­
бой образование тусклых окрасок. Такое перевосстановление наблюдается
прежде всего у кубовых красителей, являющихся производными антрахинона,
а также у красителей, содержащих в молекуле атомы С1, Вг, I.
Чтобы предотвратить перевосстановление кубовых красителей, необхо­
димо соблюдать установленный для данного красителя температурный ре­
жим. При необходимости использования более жестких температурных у с­
ловий в процессе восстановления и крашения в красильный раствор следует
вводить стабилизаторы. Чаще всего для этой цели используют вещества,
стабилизирующее действие которых основано на свойстве связывать восста­
новитель при низкой температуре и постепенно высвобождать его при на­
гревании. К ним относятся глюкоза, триэтаноламнн, декстрин, сульфитные
щелоки и др.
Лейкосоедннения кубовых красителей в растворе щелочи поглощаются
волокнами. На этой стадии крашения краситель удерживается в волокне за
счет образования главным образом водородных связей с полимерными це­
пями волокна. После нанесения лейкосоединения на волокно краситель пе­
реводят в исходную окисленную форму, для чего окрашенный материал о б ­
рабатывают разбавленным раствором перекиси водорода, бихромата калия
и др. Окисленный краситель очень прочно фиксируется волокном благодаря
своей нерастворимости и действию сил Ван-дер-Ваальса. При крашении ку­
бовыми красителями особое внимание следует обращать на обработку мате­
риала после крашения щелочно-мыльными растворами при температуре около
Ю0°С. В этих условиях удаляется поверхностно-фиксированный краситель
и в результате сложных процессов рекристаллизации и изомеризации, со ­
провождающихся изменением оттенка окраски, частицы красителя приобре­
тают более стабильную форму, а окраска становится яркой, насыщенной
и стойкой к различным физико-химическим воздействиям.
Выпускные формы кубовых красителей характеризуются следующим со­
держанием пигмента, %:
Обыкновенные порошки
Порошки для крашения
Порошки для суспензионного крашения с индексом Д
Пасты суспензионного крашения с индексом Д
Пасты для печати с индексом П
Порошки для вискозного волокна в массе с индексом В
95 -1 00
35 —60
30 —50
10—20
10 —20
30 —40
Кубовые красители с индексом Д отличаются высокой степенью дисперс­
ности (размер частиц 1—5 мкм) и однородностью. Пасты с индексом Д ,
как и порошки с этим же индексом, в применении универсальны, особенно
они рекомендуются для непрерывных суспензионного и термозольного спо­
собов крашения тканей.
Аналогично кубовым красителям для крашения волокон применяют так
называемые кубогены. Это соединения, из которых пигменты получают не­
посредственно на волокне. Ткань при этом обрабатывают кубогеном в щ е­
лочной среде в присутствии восстановителя (ронгалита) при температуре
80—85°С с последующей обработкой при температуре 130— 140 °С в течение
2— 3 мин и затем окисляют. Окраски характеризуются высокой яркостью и
устойчивостью ко всем видам обработок.
Выпускные формы красителей, как правило, составные и включают кра­
ситель, наполнители-смачиватели, диспергаторы и др.
217
Кубовые красители находят применение в крашении таких материалов,
к которым предъявляются особые требования относительно устойчивости
к свету, стирке, светопогоде и к различным технологическим условиям про­
изводства.
Особую группу кубовых красителей составляют растворимые в воде пре­
параты— кубозоли. Они представляют собой натриевые соли сернокислых
эфиров лейкосоединений кубовых красителей. Под действием слабых окис­
лителей в кислой среде кубозоли гидролизуются и снова переходят в нера­
створимую форму соответствующих кубовых красителей, из которых они
были получены. Это свойство и лежит в основе всех способов применения
кубозолей в крашении и печатании. Волокнистый материал обрабатывают
водным раствором лейкоэфира и после этого проявляют окраску путем пе­
ревода кубозоля на волокне в нерастворимую форму кубового красителя.
В отношении химизма проявления кубозолей существуют различные
точки зрения. Считают, например, что процесс проявления кубозолей состоит,
из дв}гх стадий:
гидролиз лейкоэфира в кислой среде до лейкосоединения
О ЗО ^а
1
ОН
I
Сч
/Ш
л
Щ
Ш
СГ
\ч н
с
>~с( ДЭ+2н,° ОС /-Ч
0 3 0 31Ма
+ 2КаН804;
ОН
окисление полученного лейкосоединения до исходного кубового красителя
|Ш
\ >
т
ч
К
/ V
4 !♦ . о -
хн
-
^
♦
хя
он
н, о
^
о
В настоящее время предпочтение отдается научным концепциям, согласно
которым химизм проявления кубозолей описывается рядом последовательно
протекающих радикально-цепных процессов. При этом считается, что воз­
никающие в системе гидроксильные радикалы непосредственно атакуют сульфоэфирные группировки кубозоля, превращая его в исходный кубовый кра­
ситель, и реакция прерывается при взаимодействии гидроксильных радика­
лов с окислами азота, что хорошо видно из приведенной ниже схемы:
Н+
М а О з Э — О — Д кр— О — Э О ^ а
ОН + мо2 —
+ 20Н
------- ► 0 = Д кр= 0
+ 2 Н 23 0 4
нгто3
Процесс крашения волокон кубовыми красителями состоит из следующих
основных операций:
приготовление водной суспензии нерастворимого красителя;
восстановление пигмента красителя (в процессе приготовления куба или
во время запаривания оплюсованного материала) до образования щелочной
соли лейкосоединения;
собственно крашение — сорбция и диффузия растворимой соли лейко­
соединения в волокне;
218
окисление лейкосоединения на волокне в исходный нерастворимый кра­
ситель;
мыльная обработка.
ХАРАКТЕРИСТИКА СПОСОБОВ КРАШЕНИЯ
КУБОВЫМИ КРАСИТЕЛЯМИ
С ложность процесса краш ения синтетических в о ­
локон кубовыми краси телям и состоит преж де всего в том, что
они д о л ж н ы быть переведены на одной из стадий процесса
краш ен и я в водорастворимую ф орм у (лейкосоединение в виде
его натриевой соли). С уществует несколько способов к р а ш е ­
ния кубовыми красителями в зависимости от состояния к р а с и ­
теля, в котором он первоначально наносится на волокно.
Н аиб олее широко в промышленности используют восстано­
вительный и суспензионный способы: первый прим еняется д л я
получения только светлых окрасок, в т о р о й — д л я получения
окрасок высокой интенсивности.
Восстановительный способ осущ ествляю т в основном по
плюсовочно-запарной схеме, в которой предусмотрено плю со­
вание ткани раствором восстановленного красителя с после­
дую щ им пропусканием ее через зап арн ую камеру. К раш ени е
по этому способу проводится в ап п ар ата х непрерывного д ей ­
ствия. П осле зап ари ван ия ткань подвергают окислительной о б ­
работке и промывке раствором моющего средства.
Окисление кубового краси тел я на ткани производят р а с ­
твором, со держ ащ и м 2— 3 г/л перекиси водорода и 3 г/л 30 %ной уксусной кислоты, при тем пер атур е 40—50 °С (реж е при­
меняют хромпик с уксусной кислотой в тех ж е к о н ц ен т р а­
ц иях). П ром ы ваю т ткань в растворе моющего п р еп арата
(2 г/л) при тем пературе 85— 95 °С. Д л я устранения неровноты
краш ения применяют вы равн и ватели , чаще всего неионоген­
ного типа.
С успензионны й способ кр аш ен и я, впервые предлож енны й
академ иком М. А. Ильинским, основан на том, что о к р а ш и в а ­
емый
м атери ал пропитывают высокодисперсной суспензией
невосстановленного к раси тел я и высушивают. После суш ки м а ­
териал обр аб аты ваю т проявительны м (обычно щелочно-гидросульфитны м) раствором, з а п а р и в а ю т в запарной к а м ер е и д а ­
лее подвергают окислительной о б р аботке и промывке, ка к и
при крашении из восстановленного раствора красителя.
Р азд ел ен и е суспензионного способа на д ве стадии-— н ан е­
сение краси теля на волокно в невосстановленной форме и пе­
ревод его в натриевую соль лейкосоединения непосредственно
в волокне — обеспечивает получение насыщенных окрасок за
очень короткое время проведения процесса. Это обусловлено
тем, что на стадии п ро питы вания краситель, не имеющий
сродства к волокну, о б разу ет очень равномерный поверхност­
ный адсорбционный слой. Б ы строе восстановление красителя
219
в этом слое приводит к возникновению высокого концентра­
ционного градиента, ускоряющего процесс дифф узии молекул
краси теля из поверхностного слоя в глубь волокна.
Суспензионное краш ение можно осущ ествлять и по одно­
ванному способу. В данном случае операции пропитывания
ткани суспензией к р аси тел я и обработки ее проявительным
раствором совмещ аю тся в одну стадию. Основное затруднение
при применении этого способа краш ения вы зы вает подбор вос­
становителя, который восстанавл и вал бы краситель не в про­
питочной ванне, а на стадии зап ар и в ан и я ткани. К а к п оказа л а
п р акти ка краш ения, в качестве таких восстановителей могут
быть использованы двуокись тиомочевины, гидросульфит, с т а ­
билизированны й формальдегидом , и п репараты , специально
предназначенны е д л я этой цели.
Л ейкокислотный способ краш ен и я яв л яе тся р азновидно­
стью двухванного суспензионного способа и осущ ествляется по
той ж е технологической схеме; его отличие зак л ю ч ае т ся лишь
в том, что вместо высокодисперсных кубовых красителей в этом
способе используют нерастворимую в воде лейкокислоту к р а ­
сителя, получаемую непосредственно при краш ении в процессе
приготовления красильного раствора. Д л я этого щелочной
раствор лейкокрасителя при интенсивном перемешивании под­
кисляют уксусной или муравьиной кислотой в присутствии з а ­
щ итных веществ, препятствующих осаж дению лейкокислоты.
Л ей коки слота, со л ьв ати рован н ая поверхностно-активными в е­
ществами, о б л а д а ет незначительным сродством к волокну. Она
равномерно адсорбируется на его поверхности, б л а го д а р я чему
п олучаю тся ровные окраски и обеспечивается х ор ош ая прокраш и ваем ость волокна.
К достоинствам способа следует отнести т а к ж е возможность
использования обычных выпускных форм кубовых красителей,
в то время ка к д л я суспензионного способа требую тся высоко­
дисперсные формы красителей.
В зависимости от способа проявления окраски и прим еня­
емых д л я этой цели химических реагентов р азл и ч а ю т нитритный, бихроматный, железокупоросный и зап арн о й способы
краш ен и я кубозолями.
Н аиболее распространенны м является нитритный способ.
По этому способу в качестве окислителя прим еняю т нитрит
н атрия, который вводят непосредственно в первую пропиточ­
ную ванну, так к а к в слабощ елочной или нейтральной среде
нитрит натрия не п роявляет окисляющего действия и, следо­
вательно, не вы зы вает преждевременного окисления кубозоля.
О к р а с к у проявляю т путем обработки окраш и ваем ого м атер и ­
а л а в течение 5— 10 с во второй ванне, сод ер ж ащ е й р а з б а в ­
ленную серную кислоту (20— 40 г/л ), при тем ператур е 50—
70 °С. В заклю чение окраш и ваем ое волокно тщ ательн о про­
мывают.
220
Д л я краш ения синтетических волокон применяют п реж д е
всего особые выпускные формы кубовых красителей — полиэстреновые и кубозоли. Первые используют при краш ении и з­
делий из полиэфирных волокон по тем ж е способам, что и при
крашении дисперсными красителями, вторые применяю т д ля
краш ен и я полиэфирных, белковых и полиамидных волокон.
Особенности кр аш ен и я этих волокон проявляю тся только на
стадии пропитывания текстильных м атер и ал о в и в целом при
построении технологии процесса. Химизм ж е п ревращ ени я кубозолей в волокне в исходную ф орму кубового краси тел я а н а ­
логичен описанному выше.
В н астоящ ее время очень остро встает п роблем а краш ен и я
тканей из смеси волокон, что обусловлено расш ирением о б ъ ­
ем а их выпуска. Обычно при использовании кубовых к р а си т е­
лей д л я краш ения хлопколавсановых (67 % л ав сан ов ы х и 33 %
хлопковых волокон) и вискознолавсановых (50 % лав сан ов ы х
и 50 % вискозных волокон) тканей применяю т двухстадийную
технологическую схему, по которой кубовый краси тель фикси­
руется на лавсановом волокне, а затем на целлю лозны х волок­
нах соответственно по термическому и щ елочно-восстановитель­
ному зап арн ом у способам.
П редлож енны й в последнее время в И Х Т И азеотропный
способ краш ения тканей из смеси ц еллю лозны х и п оли эф и р­
ных волокон позволяет за к р а ш и в а т ь обе составляю щ и е части
ткан и одновременно, т. е. в одну стадию вместо двух. К р а ш е ­
ние осущ ествляется следующим образом. Ткань пропитывают
раствором, сод ерж ащ и м кубовый краситель, диспергатор, с м а ­
чиватель и гидросульфит с едким натром, а затем без проме­
жуточной сушки о б раб аты ва ю т парам и кипящей азеотропной
смеси бензилового спирта и воды в течение 2 — 6 мин и после
этого подвергают обычной окислительной об р аботке и про­
мывке.
Подбор требуемых концентраций едкого н ат р а и ги дросуль­
фита (рН = 1 1 ...1 2 ) позволяет получить на пропитанной ткани
кубовый краситель в двух формах: лейкокислоты (10— 1 7 % )
и натриевой соли лейкокислоты (83— 90 % ). Н а стадии а з е о ­
тропной фиксации соотношение меж ду лейкокислотой и ее
солью сдвигается в сторону лейкокислоты (до 5 0 % ее с о д е р ж а ­
н и я ), что обеспечивает примерно одинаковое сод ерж ан ие ку­
бового красителя в целлю лозной и в полиэфирной со с т ав л яю ­
щих ткани и д а е т возможность получать однотонную, р авн о­
мерную окраску ткани.
При фиксировании красителя в среде насы щ енного в о д я ­
ного п ара в аналогичных условиях или д а ж е при значительно
большей продолжительности за п а р и в а н и я л ав са н о в о е волокно
практически не о краш и вается кубовыми красителями.
221
КРАШЕНИЕ ПОЛИАМ ИДНЫХ ВОЛОКОН
Кубовые красители не получили большого р ас п р о ­
странения при крашении изделий из ПА-волокон из-за с л о ж ­
ности процесса краш ения и низкой прочности окрашенного м а ­
тери ал а к трению. Ш ирокое применение находят лейкоэфиры
кубовых красителей. Д л я к р аш ен и я ПА-волокон синтезированы
специальные красители антрахинонового ряда.
П оскольку большинство индантреновых кубовых кр а си те­
лей начинает выбираться полиамидом только при тем пературе
60— 70 °С, краш ение по восстановительному способу начинаю т
при тем пературе 40 °С восстановленным раствором красителя
с низким содерж анием едкого н атра, медленно нагреваю т в а н ­
ну до оптимальной тем пературы краш ения (90 °С) и красят
при этой температуре еще в течение 30 мин с последующей
промывкой и окислением.
К раш ени е ПА-волокон кубовыми краси телям и можно вести
та к ж е по лейкокислотному способу. Р а з р а б о т а н лейкокислот­
ный способ краш ения ПА-волокон с применением водных р а с 1
гворов, содерж ащ и х боранамины: триметил-, триэтил-, пиридин-,
теколин-, лутидин-, а-м етилм орф олинборанам ин. В состав ванны
вводят лейкокислоту кубового красителя, боранамин, ги дро­
сульфит натрия и вспомогательное вещество, способствующее
набуханию волокна: бензиловый спирт, монохлорбензол, трибутилфосфат, метилсалицилат, поливинилпирролидон. Б л а г о ­
д а р я б оран ам и н ам краси льн ы й раствор приобретает зн ач и ­
тельную устойчивость. П ри использовании различны х кубовых
красителей p H ванны при крашении меняется от 5,5 до 7,3.
К раш ение проводят при температуре 80— 90 °С в течение
Рецепты и режимы крашения ПА-волокон кубозолями
К раш е
Состав ванны , % от массы м атериала
М атериал
2
н
£-
Со
га
К
Л ейкоэф ир
5
=
£ ос; я1
У
я
2
•С к о
га
*0*Оч
ч =
*9*
.а
и
и
2
с
Е
га
СО
Р-
н
и
Ч
Кубозоль красноКапроновое волокно
Капроновая ткань и трикотажное полотно
0,5— 1
0,15—0,5
Капроновое волокно
Капроновая ткань и трикотажное полотно
0,4— 1
0,15—0,5
222
2
1
10
5
о
0,05
7,5
ОД
5—7
3,5
Кубозоль
3,5
3
ОД
0,05
15 мин с последующей обработкой щ елочно-гидросульфитным
раствором, окислительной обработкой и промывкой.
М еханизм и технология краш ен и я полиамидных волокон
кубозолями подробно изучены автором. При исследовании в л и ­
яния кислотности красильных ванн на поглощение волокном
кубозолей при рН = 2,8. ..7,5 установлено наличие трех зон п о­
глощения л ей коэф ира волокном подобно крашению его кис­
лотными краси тел ям и (см. рис. 14). Изучены факторы, б л а г о ­
приятствующие увеличению коэффициентов д иф ф узии куб озо­
лей в капроновое волокно, и на этой основе предлож ены
оптим альны е рецепты и режимы краш ения кубозолями к а п р о ­
нового волокн а в виде тканей, трикотаж ного полотна и волокна
(табл. 56). П осле проявления окр аски следует промы вка, ней­
тр ал и зац и я в растворе, сод ерж ащ ем 0,5 г/л кальцинированной
соды или 1 г/л ам м и а ка 25 %-ного, при тем пературе 30 °С
в течение 20—30 мин.
Устойчивость окрасок кубозолями при 0,15—0,5 % -ной выкраске к разли чн ы м воздействиям в есьм а высокая, з а и склю ­
чением устойчивости к светопогоде (1,5—2 б а л л а ).
З а п а р и в ан и е следует совмещать с процессом стаби ли зац ии
волокнистых м атери алов и проводить его в атм осфере в л а ж ­
ного п ара при тем пературе 120— 140 °С в течение 15— 30 мин.
Если после пропитывания кубозолем ткань подвергнуть
термической обработке, можно обойтись без последую щего
проявления окраски в растворе кислоты. При высокой те м п е р а ­
туре эфир о м ы ляется в лейкосоединение, а в ы деляю щ и йся кис­
лый бисульф ат реагирует с нитритом натрия. Д л я с т а б и л и за ­
ции p H д о б а вл я ю т аммониевые соли органических кислот.
Чтобы ускорить проявление окраски, в состав плюсовочной
Таблица
ние
56
Проявление
Режим
Температу­
р а , иС
Врем я,
мин
Со ст ав в а н ­
н ы , % от
ма с сы
материала
Режим
Модуль
ванны
Бихромат
калия
Температу­
р а , °С
В ремя,
мин
Модуль
ванны
коричневы й Ж
90
80
20
20
10—15
20
20
10—15
50
0,75—1
0,5
80
80
20
20
10
50
ярко-зелены й С
80
80
0,5—0,75
0,5
60
60—70
15—20
10
20
50
223
ванны вводят мочевину и тиодиэтиленгликоль, а в качестве
загустителя — трагант.
Б. Н. М ельников с сотрудниками пред ло ж ил краш ение ПАволокон кубозолями проводить в присутствии солей — хлорис­
того кальц ия и сернокислого магния. По мнению авторов, при
таких д о б а в к а х в растворе образую тся недиссоциированные
частицы кубовых красителей, которые по свойствам прибли­
ж аю тся к дисперсным красителям. При этом почти в четыре
раза сн и ж ается термодинамическое сродство красителей к ПАволокну и в три р а за увеличивается скорость дифф узии кубозолей в полимере. Эти исследования позволили п редлож ить
следующую непрерывнопоточную схему краш ен и я волокна.
П ропитывание ткани в течение 45— 50 с при тем пературе
90 °С при р Н = 5,5. ..5,8 раствором, сод ер ж ащ и м , г/л:
Кубозоль
.
Хлористый магний
Анионоактивное вспомогательное вещество
Мочевина
2—3
15—20
0,2—0,5
2
О тж им и проявление по нитритному способу; н е й т р а л и за ­
ция и промывка.
К убозолями
мож но красить по плюсовочно-термическому
способу с проявлением окраски на субстрате в стадии термозолирования. В состав пропиточной ванны входят, г/л:
Кубозоль
Хлористый магний
Хлорит натрия
Ванадат аммония (1 %-ный),мл/л
Мочевина
3
15
5
50
5
Выход пигмента на волокно достигает 95— 98 %. Кроме
того, было установлено, что присутствие в красильной ванне
низкомолекулярны х алифатических спиртов в 2— 3,5 р а з а по­
в ыш ает скорость поглощения лейкоэфиров кубовых к р а си те­
лей капроновым волокном. О п ти м ал ьная концентрация бути­
лового и пропилового спиртов в ванне д о л ж н а составлять 20—
30 мл/л. Интенсифицирующ ее влияние спиртов обусловлено
снижением степени диссоциации лейкоэфиров в растворе и н а ­
буханием капронового волокна.
Окраски, полученные на ПА-волокне по непрерывному спо­
собу, имеют высокие п оказатели устойчивости к физико-хими­
ческим воздействиям.
КРАШЕНИЕ ПОЛИЭФИРНЫХ ВОЛОКОН
П олиэфирные волокна могут окр аш и ваться к уб о­
выми краси тел ям и в форме лейкокислот, кубозолей и пигм ен­
тов. Н атриевы е соли лейкосоединений кубовых красителей не
о б ладаю т сродством к полиэфирному волокну, в связи с чем
их не окра ш и ва ю т в обычных условиях краш ения. Поведение
224
лейкокислот кубовых красителей в водной среде, а т а к ж е их
переход на волокно такие же, к а к и у дисперсных красителей.
При краш ении полиэфирных волокнистых м атери ал о в к уб о­
выми краси тел ям и в чистом виде и в виде лейкокислот и кубозолей увеличение скорости диф ф узии красителей з а счет по­
выш ения температуры осущ ествляется только при краш ении
по терм озольному способу. Скорость дифф узии кубовых к р а ­
сителей в волокне мож ет быть увеличена т а к ж е з а счет п р и ­
менения переносчиков. Л ей коки слоты кубовых красителей п р и ­
меняю т преимущественно д л я краш ения полиэфирных тканей.
П ри этом имеют место следую щ ие способы краш ения: прямое
кр аш ен и е без специальных последующих обработок; прямое
кр аш ен и е с последующей термообработкой; краш ение по т е р ­
мозольном у способу.
При прямом крашении полиэфирны х тканей лейкокислотам и без специальных последую щ их обработок в рецепт вхо­
дят следую щ ие компоненты: кубовый краситель в виде л ей к о ­
кислоты, диспергатор, см ачи ватель, восстановитель. Д л я п р е­
в ращ ен и я кубовой кислоты в краситель проводится об р аб отка
волокна
окислителем — ч ащ е всего двухром овокислы м н а т ­
рием (3 г/л) в присутствии 30 %-ной уксусной кислоты (5 г/л ).
П роцесс краш ения п олиэфирны х тканей кубовыми кисло­
там и без последующей об раб отки вклю чает следую щ ие о п е р а ­
ции: о б раб о тка ткани в растворе лейкокислоты кубового к р а ­
сителя при температуре 40— 50 °С, три этанолам ин а, ги дросуль­
ф ита н атри я и анионоактивного вспомогательного вещ ества
(модуль ванны 40); н агреван и е до 70 °С и о б р аб о тк а при
этой тем пературе в течение 45 мин; промывка; введение в в а н ­
ну двухромовокислого н атри я и уксусной кислоты; н агреван и е
до тем пературы 80 °С и о б р а б о т к а при этой тем пер атур е 20—30 мин; промы вка; об р аб отка раствором анионоактивного вспо­
могательного вещества (1— 2 г/л) при температуре 80 °С в т е ­
чение 20 мин; промывка.
К раш ени е полиэфирных ткан ей лейкокислотам и кубовых
красителей без последующей обработки имеет ограниченное
применение вследствие малой интенсивности п олучаемы х о к ­
расок.
К раш ени е полиэфирных тка н е й лейкокислотами кубовых
краси телей с последующей термообработкой проводят по тому
ж е рецепту, что и без терм ообработки. Процесс состоит из
следую щ их операций: краш ен и е по п реды дущ ем у способу;
пром ы вка; суш ка и тер м о о б р а б о тк а при тем перату ре 190—
200 °С в течение 1— 1,5 мин; окисление по п реды дущ ем у р е ­
ж и м у; промы вка; в осстановительная обработка, необходимая
д л я очистки волокна от поверхностно-закрепленного к р а с и ­
теля, которая осущ ествляется раствором, со д ер ж ащ и м 2 мл/л
едкого н атра (40 %-ного) и 2 г/л гидросульфита н атри я, при
тем пературе 60— 70 °С в течение 20 мин; промы вка; обр аб отка
Заказ № 2139
22 5
раствором анионоактивного вспомогательного вещ ества (1—•
2 г/л) при тем пературе 80 °С в течение 15— 20 мин с после­
дующей промывкой.
Процесс кр аш ен и я полиэфирных тканей кубовыми кисло­
там и по терм озольному способу ск лады в ается из следующих
операций: плю сование ткани при тем пературе 30— 40 °С; суш­
ка ткани при тем пературе 60— 70 °С; терм о обработк а при тем­
пературе 210— 215 °С; продолжительность процесса 40— 50 с.
Если в плюсовочный раствор добавить мочевину, тем пературу
терм ообработки мож но снизить до 180— 190 °С.
Окислительную обработку проводят по так ом у ж е режиму,
к а к и в случае прямого краш ен и я кубовыми кислотами, с по­
следующей промывкой и восстановительной обработкой, осу­
ществляемой раствором, сод ерж ащ и м 3 — 5 мл/л едкого натра
(40 %-ного) и 2— 3 г/л гидросульфита натрия; тем пература
60— 70 °С, длительность обработки 20 мин. З а т е м следует
пром ы вка и об р аб отка раствором, со д ерж ащ и м 1— 2 г/л анио­
ноактивного вспомогательного вещества; тем пература 70—80 °С, длительность обработки 20 мин. В р езул ь тате к р а ш е ­
ния лейкокислотами кубовых красителей произвольны м спо­
собом полиэфирные ткан и о краш и ваю тся в ж елты й, о р а н ж е ­
вый, розовый, фиолетовый и зеленый цвета малой и средней
интенсивности с высокими показателям и устойчивости ко всем
видам обработок.
Кубозоли прим еняю т д л я краш ения полиэфирных тканей и
значительно реж е — д л я краш ен и я пряжи. К раш ени е осущ ест­
в л яю т следую щими способами: прямое краш ение с последую ­
щими терм ообработками; высокотемпературное крашение; к р а ­
шение по термозольным способам.
В рецепт д ля прямого краш ен и я полиэфирных тканей без
последующей обработки входят следующие компоненты: кубо­
золь (2— 3 % от массы в о л о к н а ), электролит, соль аммония,
анионоактивное вспомогательное вещество, кислота. Введение
в ванну электроли та необходимо д ля снижения электро отри ц а­
тельного з а р я д а полиэфирного волокна. В качестве э л е к т р о ­
л и т а применяю т глау б еро ву или поваренную соль (25— 50 г /л ).
Соли аммония (хлористый аммоний) вводят в ванну в коли­
честве 5 г/л, поверхностно-активное в е щ е с т в о — 1— 2 г/л; кис­
лоту д обавл яю т в ванну д л я снижения растворимости кубозо л я с целью повышения его сродства к полиэфирному во­
локну. Обычно применяю т 80 %-ную уксусную (6 мл/л) или
серную (0,8 мл/л) кислоту. Кислоту вводят постепенно и очень
осторожно.
Гидролиз и окисление кубозоля осущ ествляют
с помощью серной кислоты1и нитрита натрия.
При высоких тем пературах можно красить кубозолями по­
лиэфирны е волокнистые м а тер и ал ы в виде волокна, п ряж и и
ткани. При этом в рецепт краш ен и я входят кубозоль, анионо­
активное вспомогательное вещество, восстановитель и муравь226
и ная кислота. К убозол я берут 0,5 г/л, анионоактивного
вспомогательного вещ ества — 2 г/л. Восстановитель необходим
д л я предупреждения п ревращ ени я кубозоля в красильной в а н ­
не в кубовый краситель. Ч ащ е всего для этой цели применяю т
ронгалит (2 г/л ). М уравьиную кислоту (85 %-ную) вводят
в ван ну (2 м л/л) д л я уменьшения растворимости кубозоля.
Р е ж и м краш ения состоит из следующих операций: о б р а ­
ботка раствором анионоактивного вспомогательного вещества
(1— 2 г/л) при тем пературе 80 °С в течение 15— 20 мин; п ро­
мывка; введение при температуре 50—60 °С вспомогательного
вещ ества, восстановителя и раство ра кубозоля; н агревание до
тем пературы 9 0 °С и об раб о тка в течение 10 мин; н агревание
ванны до температуры 100 °С, введение м уравьиной кислоты
и об раб отка в течение 10 мин; нагревание ванны до тем п е р а­
туры 125 °С и об р аб отка при этой тем пературе в течение
15 мин; спуск д авл ен ия и р асх олаж и вани е; введение на х о ­
лоду серной кислоты (плотность 1,84) в количестве 5 мл/л и
нитрита натрия в количестве 1 г/л; о б р аб отка в течение
20 мин; промывка; н ей трали зац ия содой; мы ловка — об р аб отка
в растворе мыла и соды кальцинированной при тем пературе
80 °С в течение 20 мин; промывка.
К раш ение тканей из полиэфирны х волокон кубозолями т е р ­
мозольным способом зак л ю ч ается в плюсовании тк а н и р аство­
ром кубозоля, сушке и термообработке. В состав плюсовочного раствора рекомендуют вводить вещества, отщ епляю щ ие
кислоту. Ввиду того что процесс ведут без добавления окис­
лителя, на волокне с н ач ал а образуется лейкокислота, которая
в таком виде и зак р еп л яетс я на нем. Д л я отщ епления остат­
ков эфирных групп необходима обработка серной кислотой без
д обавления окислителя.
В состав плюсовочного р аство ра входят следующие ком по­
ненты:
Кубозоль, % от массы волокна
5
Сульфат аммония, г/л
Загуститель, г/л
50
10—20
Ткань плюсуют, су ш ат и подвергаю т тер м ообработке в тех
ж е условиях, что и при краш ении лейкокислотами кубовых
красителей по терм озольному способу. Окисление нитритом
натрия осущ ествляют по реж им у окисления тканей при п р я ­
мом крашении. В случае краш ен и я по д ан но м у способу на
тканях из полиэфирных волокон получают окраски средней
интенсивности и высокой прочности.
П р едв ари тел ьная обраб отка лавсанового волокна р ас тво­
рам и салициловой кислоты повы ш ает его сорбционную ак ти в ­
ность по отношению к кубозолям. Изучение влияни я концент­
рации красителя, модуля ванны и условий про явл ен ия окраски
позволило р азр а б о та ть рецептуру и реж им краш ен и я л а в с а ­
нового волокна по периодическому способу д л я получения
8*
227
средних по интенсивности окрасок при температуре, не п ревы ­
ш аю щ ей 100 °С.
Технологический процесс краш ен и я состоит в о б работке
ткани в красильной ванне, сод ер ж ащ ей 3— 5 % (от массы в о ­
л окна) красителя; 2 г/л мочевины; 15 г/л поваренной соли;
муравьиную кислоту (80 %-ную) до pH = 2,5; 1 г/л сали ц и ло­
вой кислоты. К раш ение п р о д о л ж а ю т в течение 60 мин при к и ­
пении, после чего волокно д л я п ревращ ени я л ей коэф ира в не­
растворимы й кубовый краси тель о б раб аты ва ю т при тем п е р а­
туре 70— 80 °С в течение 20 мин в растворе, сод ер ж ащ е м
10 г/л серной кислоты, 0,2 г/л мочевины, 5 г/л нитрита натрия;
модуль проявительной ванны 50. Н итрит натрия вводят в р а с ­
твор только перед самы м проявлением окраски.
О бработан н ое таким образом полиэфирное волокно т щ а ­
тельно промы ваю т с н ач ал а в холодной, затем в горячей (тем ­
пер атура 70— 80 °С) воде, после чего следует об р аб отка м ы л ь ­
но-содовым раствором (3— 5 г/л) или ТМС. Н аконец, волокно
тщ ательн о п ромы ваю т еще р аз горячей (тем пература 60—
70 °С) и холодной водой. П ромы вкой по указан ном у р еж и м у
обеспечивается т а к ж е
полное у д ален и е интенсификаторов
с окрашенного волокна.
Н овый способ краш ен и я полиэфирных волокнистых м а т е ­
риалов кубовыми пигментами весьма перспективен. П ростота
применения пигментов кубовых красителей зак л ю ч ается в том,
что в противоположность лейкокислотам и кубозолям п олу­
ченные окраски не нужно окислять после термофиксации.
Окраски, получаемые на полиэфирных тканях с помощью пиг­
ментов кубовых красителей плюсовочным способом, отличаю тся
хорошей ровнотой (хорошим прокрасом) д а ж е у плотных т к а ­
ней и высокой прочностью.
Р еж и м краш ения указан н ы м способом полностью совпадает
с реж им ом краш ения тканей лейкокислотами кубовых краси те­
лей по терм озольному способу с той лишь разницей, что в со­
став плюсовочного р аствора входит не лейкокислота, а вы соко­
дисперсный кубовый краситель, затертый в дисперсию, что
в свою очередь д ает возможность получить более интенсивные
и значительно более устойчивые ко всем видам обработки о к­
раски.
ГЛАВА
XI
КРАШ ЕНИЕ НЕРАСТВОРИМЫМИ
АЗОКРАСИТЕЛЯМИ
СВОЙСТВА АЗО- И ДИАЗОКОМПОНЕНТОВ,
МЕХАНИЗМ ОБРАЗОВАНИЯ НА ВОЛОКНЕ
НЕРАСТВОРИМЫХ В ВОДЕ АЗОКРАСИТЕЛЕЙ
Н ерастворим ы е азокрасители образую тся непо­
средственно на волокне при реакции сочетания азос о став л яю ­
щей с диазосоединением. К а ж д о е из этих веществ в отдельно­
228
сти не о б л а д а ет красящ ей способностью. Сущность этого спо­
соба об р азов ан ия нерастворимых азокрасителей на волокне
заклю чается в том, что текстильный м атери ал пропиты ваю т
щелочным раствором азосоставляю щ ей, а затем пропускают
через раствор диазосоединения, в котором и происходит р е а к ­
ция азосочетания, в результате которой на волокнистом с у б ­
страте обр азуется нерастворимый в воде азопигмент.
О б разован и е красителей на волокне по этому способу проис­
ходит по следующей схеме:
+
Азосоставляющая
N
Д и азосоставляющая
Способ краш ения волокнистых м атери ал ов с использованием
нерастворимых азокрасителей в целом не представляет больщих трудностей, однако его осуществление требует тщ ательного
соблюдения всех технологических параметров'. В настоящее
время на мировом рынке продукты д л я этого способа краш ения
составляю т более 15 % от общего числа находящ ихся в п родаж е
красителей. В мировом ассортименте содержится у ж е более 50
марок азотолов и более 100 м ар ок азоаминов или соответству­
ющих диазолей. Ассортимент исходных продуктов д л я к р а ш е ­
ния нерастворимыми азокрасителям и в С С С Р состоит из азо то ­
лов, азоаминов, диазолей, д назоам инолов и азоацетов.
Компоненты, вступающие в реакцию азосочетания, не со­
д е р ж а т каких-либо группировок, которые могли бы сообщить
получаемому пигменту растворимость. В качестве азо с о с т а в л я ­
ющих используют азотолы, а д иазосоставляю щ и м и с л у ж а т р а з ­
личные диазосоли.
В общем виде строение азотолов м ож но представить с л е ­
дующим образом:
•ОН
Этот простейший из азотолов не содерж ит заместителей
в бензольном кольце и имеет химическое н азван ие анилид бетаоксинафтойной кислоты, или по технической номенклатуре —
азотол А.
При использовании азотолов получаются окраски о р ан ж е­
вых, алых, красных, фиолетовых и синих тонов. Д л я получения
окрасок черных, зеленых, коричневых тонов применяются б о­
лее сложны е азотолы — производные к а р б а зо л а , хинолина,
антрацена.
229
Азотолы нерастворимы в воде.
только в присутствии едкого натра:
Они переходят в раствор
А зотолят натрия
Обычно д л я этой цели берут 2— 3-кратный избыток щелочи,
т а к ка к азотолят натрия легко гидролизуется и при недостатке
едкого н атра образую тся неустойчивые растворы. При исполь­
зовании более сложных азотолов избыток щелочи увеличиваю т
до 5—6-кратного.
Азотоляты натрия поглощ аются волокнами избирательно.
Сродство азотолов к волокну объясняется наличием в их мо­
л екулах карбам и дн ой группы — СОЫ Н— , которая принимает
непосредственное участие в образовании водородных связей
между азотолом и волокном. Кроме водородных связей м еж д у
азотолом и волокном действуют силы В ан-дер-В аальса, кото­
рые дополняют и усиливают действие первых.
На поглощение азотолятов волокном оказы ваю т влияние
следующие факторы: тем пература, концентрация едкого н атра
и электролитов, наличие в растворе диспергаторов и поверх­
ностно-активных веществ. Температуру раствора обычно под­
держ и ваю т на уровне 65— 70 °С. Д альн ей ш ее ее повышение не­
допустимо, т а к к а к мож ет привести к разруш ению молекулы
азотола:
Введение в раствор диспергаторов (2— 3 г/л) оказы в ает по­
ложительное влияние на адсорбцию азотолятов, особенно при
невысокой устойчивости их в растворе и при недостатке в нем
едкого натра. Д о б а в к и электролитов в виде поваренной или какой-либо другой соли практикуются только при крашении
штучных изделий, п ряж и и других аналогичных п олу ф аб ри к а­
тов.
Д иазосоли (стабилизированные диазосоединения) вы пуска­
ются в виде двойных солей диазониев с солями некоторых м е­
таллов, в виде солей сульфокислот или в форме фторборатов
диазосоединений.
Д иазосоли хорошо растворяются в воде, образуя кислые р ас­
творы, активным компонентом которых является диазокатион.
230
Схему электролитической диссоциации диазосоли мож но п р е д ­
ставить следую щим образом:
осн,
оси.
о„гс V X
В процессе образования нерастворимого пигмента на в о ­
локне они реагируют с азотолятом натрия, ранее ф и кси р о в ан ­
ным волокном, по схеме
П и г м е н т красного цвета
Обычно реакцию азосочетания проводят на холоду. Скорость
ее зависит от природы азотола и диазосоли, а т а к ж е от среды,
в которой происходит образование красителя. Азосочетание в о з­
мож но при р Н = 6. ..11, что н аглядно изображено на рис. 33.
Ниж ний предел обусловлен переходом азотолята на волокне
в неактивное состояние, в е р х н и й —п р ев р ащ е н и ем соли диазония в недеятельную антиформу:
ОКа
ш-ГЧ
4-
+ н
соки
с о ш ^ ~ )
Д—N +
III
N
ОН
Л— N
II
N—011
:
/?—N—К
N=0
О б р азо в ан и е азопигментов в общ ем виде в процессе к р а ш е ­
ния происходит следующим образом . Т кань пропитывают щ е ­
лочным раствором азотола, сод ерж ащ и м 2 г/л диспергатора
НФ, и высушивают или подсуш иваю т до 20—30 %-ного содер231
ж а н и я влаги. З а т е м азотолированную ткань обрабаты ваю т
раствором диазоля. П ри крашении, например, в бордовый цвет
д иазованна содержит: 30 г/л диазоля розового О (20 %-ного) и
5 г/л уксусной кислоты (80 %-ной). Чтобы среда сочетания
была оптимальной, раствор диазосоли предварительно н ей тра­
лизуют ацетатом натрия. Тем пература р аствор а д о л ж н а быть
около 5— 10 °С. Окраш енны й материал тщ ательн о промывают
водой, раствором синтетических моющих средств при повышен­
ной температуре и снова водой.
Процессы краш ен и я полиамидных и полиэфирных волокон
путем образования в них нерастворимых азокрасителей сущ е­
ственно отличаю тся от описан­
ного выше процесса крашения.
Синтетические волокна не погло­
щ аю т натриевы е соли азотолов и
диазосоли, поэтому волокнистый
материал с н ач ал а о б рабаты ваю т
высокодисперсной
суспензией
азотола и азоам и на, а затем под­
кисленным раствором нитрита
натрия. П ри этом в волокне про­
ходят сразу д ве реакции — д и а ­
зотирование первичного а р о м а ­
тического ам ина с переводом его
в активную ф орму диазония и
сочетание азотола с о б р а з о в а в ­
pH раствора
шимся диазонием.
Рис. 33. Влияние pH раствора
В целях упрощ ения процесса
на реакцию
сочетания азотола
приготовления суспензий азото ­
с диазосоединениями
лов и азоаминов выпускаю т у ж е
готовые смеси этих веществ •—•
азоацеты. Соотношение меж ду азотолом и азоамином в азоацета х подбирается так им образом, чтобы обеспечить наиболее пол­
ное использование их в процессе краш ения, добиться высокого
выхода пигмента, максимальной чистоты и яркости окраски.
При крашении изделия из полиамидных волокон пропиты­
ваю т в суспензии азоацета в течение 15— 60 мин при тем пера­
туре 60—70 °С. З а тем следует холодная пром ы вка и п роявле­
ние окраски путем обработки волокна в течение 10— 30 мин
при температуре 40— 50 °С в растворе нитрита натрия (3—
5 г/л) и уксусной кислоты (20 м г / л ) . П осле этого волокно про­
мы ваю т холодной и теплой водой, слабощ елочным раствором
моющего средства и снова теплой и холодной водой.
Процесс краш ения полиэфирных волокон практически не от­
личается от описанного выше, только тем пература пропиты ва­
ния полиэфирных м атери алов суспензией азоацетов повы ш а­
ется до 90— 100 °С или д а ж е до 120 °С. Н а стадии проявления
окраски тем пературу т а к ж е повышают до 80— 85 °С.
232
К РА Ш ЕН И Е П О Л И А М И Д Н Ы Х ВОЛОКОН
К рашение ПА-волокон образую щ имися на волокне
н ерастворимы ми в воде азо кр аси тел ям и заклю чается в пред­
варительной обработке волокна дисперсными см есями азотолов
с азоам инам и. Компоненты смеси хорошо адсорбируются во­
локном и легко проникают внутрь. О бработанное волокно по­
г р у ж а ю т в раствор нитрита натрия и органической кислоты.
Полученное диазосоединение вступает в реакцию сочетания
с азосоставляю щ ей, об разуя нерастворимый в воде а зо к р аси ­
тель. В заключение окрашенный м атери ал н ейтрализую т и про­
м ы в аю т водой.
Интересные работы по определению механизма взаи м од ей ­
ствия азо- и диазосоставляю щ их с ПА-волокном были прове­
дены Б. Н. М ельниковым и П. В. М орыгановым. П олученны е
ими данны е свидетельствуют о том, что равновесное поглощ е­
ние азоаминов волокном в отличие от поглощения азотолам и
достигается очень быстро. Коэффициенты дифф узии азоаминов
намного превосходят коэффициенты диффузии азотолов, что
обусловлено более сложны м строением молекул азотолов по
сравнению с азоаминами. В качестве интенсифицирующих ве­
ществ, повышающих скорость дифф узии компонентов внутрь
волокна, могут быть использованы целлозольв и диметилформамид.
В табл. 57 показано влияние дим ети лф орм ам и д а (Д М Ф А)
на скорость диффузии компонентов, образую щ их азок р аси тел ь
на волокне.
П ри крашении по периодическому способу производится об­
раб о т ка волокна азо- и д иазосоставляю щ им и при тем пер атур е
70— 80 °С в течение 15— 60 мин в зависимости от интенсивности
окраски. П осле обработки волокна суспензией д ля уд ал ен и я незакрепивш ихся частиц азотола и азоамина проводится про­
м ы вка теплой водой при температуре 40— 50 °С. Процесс д и а ­
зотирования и сочетания проводят в растворе, содер ж ащ ем
5 г/л нитрита натрия и 20 м л /л 9 8 % -ной уксусной кислоты,
в течение 10 мин при нормальной тем пературе и 10 мин при
повышенной, после чего осущ ествляю т промывку.
Таблица
57
Влияние ДМФА на скорость диффузии компонентов, образующих азокраситель
на ПА-волокне
С к о р о с т ь ди фф узи и О ,
К о н ц ен тр а ц и я диметилфор­
мамида, %
0
5
10
20
Азотол ПА,
т е м п е р а т у р а 100 °С
20 ,8 -1 0 “ 10
2 ,3 -1 0 -8
3 ,2 - 10“ 8
4 ,1 -1 0 -8
см2/мин
Азоамин алый Ж ,
т е м п е р а т у р а 40 ° С
1 ,2 -1 0 -8
5,9- 10-8
6 ,5 - 1 0 - 8
1 0 ,7 -1 0 -8
233'.
Таблица
58
Влияние ДМФА на выход пигмента
Концентрация
диметилформа­
мида, %
0
5
В ы х о д п и г м е н т а (г /кг) п р и р а з л и ч н о й д л и т е л ь н о с т и
п р о п и т ы в а н и я , мин
1
5
10
15
20
30
1,53
7,45
1,65
8,55
2,53
9,82
4,66
10,36
4,99
11,41
7,65
11,04
|
45
7,97
10,51
При введении в систему деллозольва и особенно диметилф ор м ам и да значительно интенсифицируется синтез азопигмента
на ПА-волокне (табл. 58). Н а основании этих исследований был
р а зр а б о та н непрерывный способ краш ения изделий из ка п р о ­
новых волокон, который осущ ествляется в присутствии димети л ф о рм ам и д а с проявлением окраски нитритом натрия в кис­
лой среде.
Капроновую ткань пропитывают суспензией в течение 50—
55 с при тем пературе 85— 90 °С, отж им аю т и об рабаты ваю т
в растворе азоам ина (1 г/л) в тех ж е условиях, что и в первой
ванне. Обе операции пропитывания ткани азотолом и а зо а м и ­
ном в присутствии д и м ети лф орм ам и да можно совместить в одну
без изменения концентрации реагентов. О б работку ткани в проявительном растворе, содерж ащ ем 5 г/л нитрита натрия и
20 м л /л уксусной кислоты (98 %-ной), проводят в течение 2—
3 мин при тем пературе 40— 50 °С. Ткань промы ваю т холодной
и теплой водой при температуре 35 °С, двукратн о об р аб аты ­
в а ю т в растворе м ы ла (2 г/л) при тем пературе 60—70 °С в те ­
чение 1 мин и еще раз промы ваю т водой.
Процесс краш ения можно осуществлять т а к ж е по плюсовочно-запарному способу. Тогда обработка ткани суспензией
азотол а и азоам ина сок ращ ается до 12 с, зап ар и в ан и е в п ар о­
вом зрельнике проходит в течение 60 с. Д л я проявления окраски
ткань пропускают последовательно через раствор, содерж ащ ий
5 г/л нитрита натрия и 20 мл/л уксусной кислоты ( 9 8 % -ной).
В рем я пребывания ткани в каж дой ванне 12 с, тем пература
проявительного раствора 50— 65 °С. После о тж и м а тка н ь про­
пускают через воздушный зрельник в течение 60 с и промывают.
Полученные окраски отличаются высокой устойчивостью
к мокрым о б работкам и хорошей светостойкостью (4— 6 б а л ­
л о в ) . С помощью синтеза азопигментов на П А -волокнах можно
получить разнообразную гамм у цветов. О браб о тка волокна со­
л я м и меди повышает устойчивость окрасок к свету.
При крашении по плю совочно-запарному способу мож но ис­
пользовать азоацеты. Д л я этого их затираю т с удвоенным коли­
чеством триэтанолам ина, разбавленного водой ( 1 : 1 ) . В к р а ­
сильный раствор вводят 1 мл/л гидроокиси аммония (25 %-ной)
и 10 г/л хлористого натрия. К рашение проводят при тем п ера­
т у р е 85 °С в течение 60 мин, затем изделия п ромы ваю т и диа234
зотирую т раствором нитрита натрия (2 г/л) и уксусной кислоты
(15 м л/л). Д иазотирован и е проводят при тем пературе 20 °С
в течение 10 мин, затем повышают температуру раство ра до
40—50 °С, вы д ер ж иваю т изделия еще 20 мин. После этого и з­
делия о б р аб аты ваю т при температуре 70 °С в растворе уксус­
нокислого натрия (2 г/л) и ПАВ (0,5 г/л) в течение 20 мин и
снова промывают. Однованное крашение в щелочной среде м о­
ж но проводить смесью азосоставляю щ ей и стойкой диазониевой
соли с последующим проявлением окраски в горячей кислой
ванне. Кроме того, предложен новый способ получения краси ­
телей, химически связанных с ПА-волокном посредством моди­
фикации последнего, например различны ми эпоксипропиловыми
производными ароматических аминов, с последующим пр оявл е­
нием солями диазония. При этом получаю тся яркие окраски,
устойчивые к мокрым обработкам. По разработанн ы м способам
можно проводить модификацию капронового волокна д а ж е
в массе. П редлож ено в е-капролактам вводить азоамины, а д и а ­
зотирование и сочетание проводить н а готовом волокне.
КРАШЕНИЕ ПОЛИЭФИРНЫХ ВОЛОКОН
П олиэфирные волокна вследствие н али чи я э ф и р ­
ных групп об л а д а ю т сродством к простым фенолам и аминам;
на этом и основано их крашение образую щ имися на волокне
нерастворимыми оксиазокрасителями. И з
азосоставляю щ их
легче всего в плотную структуру полиэфирного волокна про­
никают фенолы, труднее всего — акрилам ин ы бетаоксинафтойной кислоты (азотол ы ). Н аиболее удачны е результаты п олуча­
ются при применении бетаоксинафтойной кислоты, кото рая и
находит наибольш ее применение.
При крашенин полиэфирных волокон пользуются способом,
при котором азо- и диазокомпоненты наносят на волокно из
водной дисперсии в условиях крашения. З а тем основание диазотируют и сочетают с бетаоксинафтойной кислотой, в резуль­
тате чего образуется нерастворимый в воде азокраситель.
По аналогии с дисперсными краси телям и следует полагать,
что процесс краш ения обусловливается сорбцией фенолов, ам и ­
нов волокном (с «растворением» последних в ам орфны х зонах),
диффузией их внутрь и закреплением с помощью неполярных и
полярных сил. С увеличением тем пературы выше 100 °С адсорб­
ция аминов с простым строением молекул возрастает, адсорб­
ция фенолов и нафтолов не изменяется. С увеличением продол­
жительности обработки волокна азо- и диазокомпонентами выбпраемость их волокном возрастает.
Существенное влияние на выбираем ость азокомпонента,
в частности бетаоксинафтойной кислоты, оказы вает pH среды;
максиму:« адсорбции наступает при р Н = 3,5. ..4. Н али чие пере­
носчиков ока зы в ае т влияние на в ы би раем ость оснований (пре­
235
имущественно сложного строения) и не влияет на вы бираем ость
фенолов и нафтолов. В связи с этим крашение полиэфирных
волокнистых материалов образую щ имися на волокне нераство­
римыми азокрасителями с применением нафтолов и азоаминов
простого строения целесообразнее вести при температуре около
100 °С без применения переносчиков.
Д л я получения интенсивных окрасок применяют азотолы
сложного строения, пользуются высокотемпературным способом
крашения, применяют переносчики, а в некоторых случаях ис­
пользуют сразу все варианты.
М еханизм взаимодействия азо- и диазокомпонентов с поли­
эфирным волокном аналогичен механизму взаимодействия
с ПА-волокном.
Н анесение на полиэфирные волокна азо- и диазокомпонен­
тов осущ ествляется (одновременно или раздельно) в условиях
крашения, причем диазокомпонент наносится не в виде д и а зо ­
соединения, а в виде свободного основания. Основание в этом
в ари ан те д иазотируется не вне волокна, к а к это имеет место
при краш ении целлю лозных волокон, а непосредственно на нем.
Ведение процесса д иазо тирован и я по обычному способу не
д ает долж ного эффекта, поэтому диазотирование, к а к и о б р а ­
ботку азо- и диазокомпонентами, приходится вести в ж естки х
тем пературных условиях (тем п ература 80—85° С). Это, по-ви­
димому, связано с плотной структурой полиэфирного волокна,
которая при низких тем пературах препятствует дифф узии д и а ­
зотирующего компонента. О б р азу ю щ аяс я в процессе реакции
азотистая кислота в виде иона нитрозония с повышением тем ­
пературы до 80—85 °С дифф ундирует в глубь волокна, где и
взаимодействует с закрепленны м на волокне основанием с об ­
разованием диазосоединения. Образую щ ееся диазосоединение
мгновенно вступает в реакцию азосочетания с закрепленны м на
волокне азокомпонентом, результатом чего является о б р а зо в а ­
ние нерастворимого в воде красителя.
Процесс краш ен и я мож но осущ ествлять однованным и д в у х ­
ванным способами нанесения азо- и диазокомпонентов на во­
локно, а т а к ж е смесью азо- и диазокомпонентов.
О днованны м способом нанесения азо- и диазокомпонентов на
полиэфирное волокно можно пользоваться лишь при примене­
нии активны х диазосоставляю щ их (основания типа анилина)
для синтеза на волокне красителей красного, розового, м а л и н о ­
вого, бордо и ж елто-оранж евого цветов.
В рецепт краш ения полиэфирных волокон образую щ и м и ся
на волокне нерастворимыми азокрасителям и с применением а к ­
тивных д иазосоставляю щ и х вх одят диазокомпонент, азоком п о­
нент и диспергатор.
В табл. 59 дан перечень и рекомендуемые количества а з о ­
аминов отечественного производства, применяемых д ля к р а ш е ­
ния полиэфирных волокон.
236
Т аблица
59
Перечень и количество азоаминов, применяемых для крашения полиэфирных
волокон
А зоами н
Красный Ж
Алый Ж
Алый К
Оранжевый О *
Оранжевый К *
Розовый О
»
7>
Рекомендуемые количества
(в ч и с л и т е л е — а з о а м и н а ,
в знаменателе — бетао к си ­
наф той ной к и с л о т ы ) ,
% от ма ссы в о л о к н а
5/8
5/5
4—5/5
1—2/2
1—2/2
10/1,5
4—5/4— 5
10/9
Цвет о к р а с к и
Красный
Кр асно-ор анжевый
Алый
Желто-оранжевый
Желто-ор анжевый
Розовый
Малиновый
Бордо
* Для желто-оранжевого цвета в качестве азосоставляющей применяют
<5етанафтол.
Р еж и м краш ения полиэфирных волокнистых м атер и ал ов об ­
разую щ им ися
на волокне нерастворимы ми азокр аси тел ям и
с применением активных диазосо ставл яю щ и х ск лады в ает ся из
следую щ их операций: об р аботка волокна водной дисперсией
смеси азо- и диазокомпонентов, полученной зати р ан и ем их
с теплым (температура 50— 60 °С) раствором ТМС (1—2 г/л),
с последующим разведением теплой водой (тем пература 50 °С)
при тем пературе 97—98°С в течение 1— 1,5 ч при м одуле ванны
20—30; промы вка холодной водой; диазотирование при к о м н а т ­
ной температуре в течение 10 мин раствором нитрита натрия
(80— 100 % ) и серной кислоты (плотность 1,84, 35— 40 % от
массы а зо а м и н а ); нагревание до тем пературы 80— 85 °С и об ­
работка при этой температуре в течение 20 мин; промы вка; вос­
становительная обработка ронгалитом (2 г/л) в присутствии
30 %-ной уксусной кислоты (1 г/л) при температуре 80 °С в те ­
чение 20 мин; окончательная про м ы вк а горячей, зате м хо л од ­
ной водой.
О краски отличаются высокой устойчивостью к мокрым о б ­
работкам и светопогоде. П оли эф и рн ы е волокнистые м а тер и ал ы
окраш и ваю тся образующимися на волокне азокраси телям и пре­
имущественно в виде штапельного волокна и редко-— в виде
тканей.
Д л я д вухва н н о го способа нанесения азо- и д иазоком п он ен ­
тов на волокно характерно применение в качестве д и а зо со ста в ­
ляю щ и х дисперсных диазотирую щ ихся красителей, являю щ ихся
производными ам иноазобензола. Вследствие легкости осмоления красителя в присутствии азосоставляю щ ей краш ение осу­
щ ествляю т в двух ваннах: в первой ван не производят нанесение
на волокно красителя, во второй — азокомпонента (в большин­
стве случаев бетаоксинафтойной кислоты ).
237
Таблица
60
Рецепты крашения лавсанового волокна дисперсными диазотирующимися красителями
Без переносчиков
П од давлением
(т е м п е р а т у р а 120 °С)
С переносчиками
К раси тели и химические реагенты
Дисперсный диазосиний 3 , % от
массы волокна
Количество
Цвет
0,7— 1,5
Серый
Количество
0,7—3
Цвет
Количество
Цвет
Серо­
голубой
2—4
Синий
ТМС, г/л
0,5
0,5
0,5
Натриевая соль ортофеиилфенола,
% от массы волокна
—
5—6
—
—
Д о pH = 6 . . . 7
—
Уксусная кислота (30 %-ная)
Бетаоксинафтойная
от массы волокна
кислота,
%
Серная или уксусная кислота, г/л
1—2,5
Д о pH = 3 . . . 4
Нитрит натрия, гл
1
Серная кислота (плотность 1,84), г/л
6
Дисперсный диазочерный С, % от
массы волокна
0,8
ТМС, г/л
0,5
Бетаоксинафтойная
от массы волокна
кислота,
%
Азотол ОТ, % от массы волокна
Нитрит натрия, г/л
Серная кислота (плотность 1,84), г/л
1—4,5
3—6
Д о pH = 3 . . . 4
pH = 3 . . . 4
1— 1,5
1— 1,5
6
Серый
То же
6
0,5
2,4
7
1— 1,5
Черный
К раш ени е дисперсными диазотирую щ им ися к р аси тел ям и
мож но вести тремя способами (табл. 60): без переносчиков,
с переносчиками и при высокой температуре (под д ав л ен и е м ).
В рецепт крашения входят дисперсный д иазотирую щ ийся
краситель, азокомпонент, диспергатор, переносчик (при к р а ш е ­
нии с переносчиком).
И з дисперсных д иазотирую щ ихся красителей н аи бол ьш ее
р аспростран ен ие приобрели следующие: диазосиний 3 + бетаокс и н аф той н ая кислота — д л я получения серого и синего цвета,
диазосиний С + б етаоксинаф тойная
кислота — для получения
серого цвета и диазочерный С + азотол О Т —-для получения
черного цвета.
Зн ач ен и я остальных компонентов рецепта такие ж е, ка к и
при краш ении лавсановы х волокон образую щимися на волокне
нерастворимыми азокрасителями с применением активных д и ­
азосоставляю щ их.
П о лиэф ирны е волокнистые м атери ал ы окраш и ваю тся о б р а ­
зующимися на волокне азо к р аси тел я м и с применением дисперс­
ных диазотирую щ ихся красителей преимущественно в виде ш т а ­
пельного волокна. Д л я кр аш ен и я мож ет быть использовано то
ж е оборудование, что и для краш ен и я этих ж е волокон диспер­
сными красителями.
К раш ен и е полиэфирных волокнистых м атери алов азоацетами производят двумя способами: с применением переносчика
и при высокой температуре.
В рецепт крашения входят азоацет, диспергатор, переносчик
(при краш ении с переносчиком).
А зоацеты, имеющие практическое применение, и их состав
приведены в табл. 61.
Л учш ие результаты получаются при применении в качестве
д испергатора триэтанолам ина, с помощью которого готовят дис­
персию азоац ета путем зати р ан и я его с двукратны м количест­
вом диспергатора и разб ав л ен и я горячей водой в отношении
1 : 5.
И з переносчиков наибольш ее применение находит н атриевая
соль смеси о- и л-фенилфенола в количестве 12 % от массы во­
локна, наименьшее — сали ц и лов ая кислота в количестве 2 0 %
от массы волокна. Н итрита н атр и я д л я диазотирования берут из
Таблица
61
Азоацеты, имеющие практическое применение, и их состав
С ост а в а з о а ц е т о в
Азоацеты
Алый
Красный Ж
Красный С
Синий
Черный
Азокомпонент
Азотол
»
»
»
»
ОА
ОА
ОА
А
ОТ
Диазоком понент
Азоамин
»
»
»
»
алый К
красный ЗС
розовый О
синий 2С
черный К
239
Таблица
62
Рецепты крашения лавсанового волокна азоацетами
Азоадеты
П ереносчики
Наименование
Количество,
% от массы
волокна
Алый
8
^Красный Ж
»
С
8
5
Черный
5
Н аименование
Салициловая кислота (или нат­
риевая соль ортопарафенилфенола)
То же
Натриевая соль смеси о- и пфенилфенола
То же
Количество,
% от массы
волокна
20
20
12
12
расчета 1,5 г/л (при модуле ванны 25— 30), серной кислоты —
1,5— 2 мл/л (плотность 1,84).
Рецепты краш ен и я лавсанового волокна азоацетам и пр ед ­
ставлены в табл. 62.
Р еж и м краш ен и я лавсанового волокна азо ац етам и с приме­
нением переносчиков состоит из следующих операций:
обработка волокна суспензией азоац ета при тем пературе
.90 °С в течение 15 мин;
введение водного раствор а натриевой соли смеси о- и я-феиилфенола, уксусной кислоты до pH = 7 и н агревание до темпе­
ратуры 97—98 °С;
к раш ение при тем пературе 97— 98 °С в течение 45 мин;
промы вка теплой, затем холодной водой;
введение серной кислоты и нитрита натрия при температуре
4 0 °С и о б работка при этой температуре в течение 5 мин, н а ­
гревание до тем пературы 80— 85 °С и об работка в течение
.30 мин;
промывка теплой, затем холодной водой;
обработка раствором, сод ерж ащ и м 1— 2 г/л ТМС, при тем пе­
ратуре 97— 98 °С в течение 20 мин;
промывка теплой и холодной водой.
Д л я повышения устойчивости окраски к трению реком енду­
ется применять восстановительную о бработку гидросульфитом
натрия (2 г/л) в присутствии едкого н атра (4,5 г/л, плотность
1,34) при тем пературе 70 °С в течение 20 мин с последующей
промывкой.
П осле такой обработки лавсановое ш тапельное волокно р а в ­
номерно окраш и вается в требуемые цвета.
Р еж и м краш ен и я лавсанового волокна азоац етам и под д а в ­
л ен и ем состоит из следующих операций:
введение дисперсии азо а ц е тата при температуре 40— 5 0 °С
и об р аботка волокна при данной температуре в течение 10 мин;
нагревание до тем пературы 120— 130 °С и краш ение при
этой тем пературе в течение 45— 60 мин;
_240
спуск давления, рас х о л а ж и в а н и е и промывка;
введение серной кислоты и нитрита натрия на холоду и о б ­
раб о тка в течение 5 мин;
нагревание до тем пературы 80— 85 °С и о б р аб отка в тече­
ние 20— 30 мин;
промы вка и последую щ ая об р аб отка (такие же, к а к и в п р е­
д ыдущ ем сп о соб е).
При помощи азоацетов на лавсановом волокне мож но полу­
чать окраски красного цвета различных оттенков и черного
цвета высокой прочности. А зоацеты о казы в аю т такое ж е в л и я­
ние на волокно, как и образую щ иеся на волокне н ераствори ­
мые азокрасители из бетаоксинафтойной кислоты, азоам инов и
производных анилина.
Г Л А В А XII
КРАШ ЕНИЕ ПИГМЕНТАМИ
П игментам и н азы ваю т красители, зак реп л яем ы е
на волокне не за счет их сродства к волокну или химической
реакции с волокном, а при помощи специальных связующих,
образую щ их на ткани высокоэластичную пленку, в которой
распределяется тонкодисперсный пигмент.
В роли пигментов могут выступать следующие органические
продукты: нерастворимы е бари евы е и другие соли азо к р а с и т е ­
лей, лаки протравных красителей, нерастворимые азо к р а с и ­
тели, кубовые красители, фталоцианин, макроциклические кратели, дневные флюоресцирующие пигменты и многие другие
вещества.
П игменты представляю т собой тонкодисперсные высококон­
центрированные водные пасты или порошки, распределяю щ иеся
в воде. Все они легко смешиваются, некоторые из них хорошо
в ы травляю тся д обела и легко у д ал яю тся с волокна.
Ассортимент пигментов д л я краш ения и печатания, вы п уска­
емых в С С С Р , вклю чает около 20 марок (азопигменты, фталоцианиновые пигменты и некоторые тиоиндигоиды м арки В для
краш ен и я вискозного волокна в м ассе).
Пигменты выпускаю тся в виде стабильны х водных паст. О д ­
ним из основных требований, пред ъявл яем ы х к качеству пигмен­
тов, является высокая степень дисперсности и однородность.
Основная масса частиц (95— 97 % ) в порошках и п астах д о л ­
ж н а иметь разм еры менее 2 мкм.
К н едостаткам краш ения пигментами относят: невысокую
устойчивость окрасок к трению в сухом и мокром состоянии,
а т а к ж е повышенную жесткость ткани.
Способы краш ен и я тканей пигментами просты и удобны для
всех волокон и их смесей, краси льн ы е ванны готовят простым
смешением составляющих. Пигменты можно см еш ивать меж ду
9
З ак аз № 2139
241
собой в любых соотношениях, что позволяет расш ирить ц вето ­
вую гамму.
Пигменты отличаются высокой красящ ей способностью,
а окраски (д аж е в светлых тонах) отличаю тся высокой устой­
чивостью к мокрым обр аб откам и к свету. Ассортимент тканей,
окраш и ваем ы х
пигментами,
весьма
широк — д екоративны е
ткани, ткани д ля галантерейны х изделий и др.
При краш ении пигментами связую щ ее долж но хорошо с м а ­
чивать волокно до полимеризации и прочно уд ер ж и в ать ся на
нем после фиксации пигмента. П ленка, об р азуем ая связующ им,
д о л ж н а быть прозрачной, эластичной, устойчивой к фи зи ко-м е­
ханическим воздействиям и не изменять своих свойств со в р е ­
менем. Этим требован иям отвечают карбамидны е, алкидные,
акриловые, виниловые и другие полимеры. Н аиболее широко
используют производные акриловой кислоты, в частности л а ­
текс С КС -65ГП и эмукрилы, а в качестве сеткообразую щ их
компонентов — метилольные производные мочевины и три ази на.
Пигментные красители могут быть нанесены на лю бое во­
локно. К а к правило, плю сование пигментами совмещ аю т с об ­
работкой различны ми аппретурными веществами, а т а к ж е кон­
денсационными смолами, которые п ереходят на ткань в виде
нерастворимой формы (конденсата) при термических о б р а б о т ­
ках. К раш ение проводят в ванне, содерж ащ ей 25 г/л краси тел я
в виде суспензии, терм ореактивную конденсационную смолу,
катал и зато р (роданистый ам моний), загустку (траган т или альгинат натрия) и нейтрализую щ ее вещество (а м м и а к ). Ткань
плюсуют суспензией красителя, суш ат в воздушной суш илке
в течение 2— 15 мин при тем пературе 140 °С, 1 мин при тем п е­
ратуре 180 °С и 30 с при тем пературе 200 °С.
О краски от светлых до средних тонов отличаются большой
ровнотой, равномерностью по кром кам, мягким грифом, хо ро­
шей устойчивостью к трению, воде, свету, чистке щеткой. Д л я
обычного краш ен и я краситель и связую щ ее берут в следующем
соотношении, г/л:
Краситель
Связующее
1
40
2
50
3
60
4
65
5
70
6
7
80
8
85
9
90
95
10
100
Устойчивость окрасок к стирке и трению в о зр астает с у в е ­
личением количества связующего. П лю совочные растворы гото­
вят, к а к и при обычном крашении, т. е. простым п ер ем еш и в а­
нием раствор а смолы и к а т а л и з а т о р а со смесью к раси тел я и
связующ ими. Вспомогательные вещ ества растворяю т и вводят
при перемешивании.
П лю совочная жидкость устойчива в течение многих дней.
Ткань плюсуют на плюсовке с отжимом 60— 80 %; сушку п р о­
водят при тем пературе 60— 90 °С тотчас ж е по окончании п лю ­
сования. Фиксирование проводят путем последующего н агрева242
ния сухим воздухом в течение 3— 5 мин при температуре 130—
140 °С. П оследую щ ие операции промывки и мыловки отм еня­
ются, если плюсовочная ж идкость не содерж ит веществ, о б л а ­
даю щ их неприятным запахом или способных п овр еж д ать в о ­
локно.
Больш ое значение приобретает краш ение пигментами синте­
тических волокон в массе. Н аиб олее простым способом к р а ш е ­
ния полиамидного волокна яв л яется краш ение его в процессе
формования (так назы ваем ое краш ение в м ассе). Этот способ
д ает возможность и збеж ать недостатка обычного краш ения —
неравномерности окраски.
Пигменты д л я краш ения в м ассе выпускаются в виде паст
или порошков (например, светоустойчивые пигменты кубовых
краси телей ). О краски почти всех оттенков, достигаемые при
обычном краш ении (кроме очень яр к и х ), могут быть получены
способом краш ен и я в массе. Б о л ь ш а я часть этих окрасок облад ает превосходной прочностью; т а к а я п р я ж а используется д ля
производства особо прочно окраш енных изделий. Точно вос­
произвести оттенок путем введения пигментов в массу очень
сложно, и это до настоящего времени остается нерешенной
проблемой.
Г Л А В А XIII
КРАШ ЕНИЕ СИНТЕТИЧЕСКИХ ВОЛОКОН
В СМЕСИ С ДРУГИМИ ВОЛОКНАМИ
П ри крашении изделий из смеси волокон возни­
каю т большие трудности, связанны е с различной структурой в о ­
локон и неодинаковым отношением их к краси телям , что з а ­
трудняет получение однотонных окрасок. Н апри м ер, элем ен ­
тарное волокно лучше окраш и вается, чем непреры вная нить,
а д л я получения одинаковой глубины оттенка на м атированное
волокно требуется нанести больше красителя, чем на блестящее.
Часто предпочитают раздельно краси ть волокна с последующим
их смешением или получать м е л а н ж ев ы е эффекты , когда з а ­
краш и вается только одно волокно. И н огда получаю т кон траст­
ные эф ф екты при краш ении различны х по природе волокон о д ­
ним и тем ж е красителем. Если волокно не зак р а ш и в а е т с я к р а ­
сителем одного кл асса (или зак р аш и в ает с я разнооттеночно), то
применяют красители разны х классов, которые пригодны д ля
раздельного краш ен и я каж дого компонента смеси. К раш ение
смесями красителей осущ ествляется в одной ванне с одновре­
менным или последовательным введением красителей или
в двух р азли чн ы х ваннах. Особенно большие трудности возни­
каю т при краш ении смесей из волокон трех видов. П ри к р а ш е ­
нии трехкомпонентных смесей прим еняю т красители различны х
классов.
9*
243
КРАШЕНИЕ ПОЛИАМИДНЫХ ВОЛОКОН В СМЕСИ
С ШЕРСТЯНЫМИ ВОЛОКНАМИ
И з ПА-волокон в смеси с ш ерстяны ми получают
легкие и прочные платьевые ткани, по своему внешнему виду
напоминающие шерстяные. К ш ерстяному волокну ка к г л а в ­
ному компоненту целесообразно д о б а в л я ть до 10— 15 % поли­
амидного штапельного волокна, что обеспечивает увеличение
срока носки изделий в 1,5 р аза, а устойчивости к истиранию —
в 4,5— 5 раз.
Ш ироко известны чулочно-носочные изделия из объемных
полиамидных нитей в смеси с шерстяными, которые очень э л а ­
стичны и о б ладаю т высокой носкостью. Д о б а в к а 20 % ПА-волокна к шерстяному втрое увеличивает длительность э к сп л у а­
тации носков.
И зделия из смеси ПА-волокон с шерстяными красят специ­
ально подобранными кислотными или м еталл со д ерж ащ им и
красителями комплексов 1 : 1 и 1 : 2 , р еж е используют хром о­
вые, активные, кубовые и др. К раш ение проводят-одно- и д вух­
ванным способами. Трудности в краш ении смесей заклю чаю тся
в том, что шерстяное волокно мож ет поглощ ать максимально
до 30 % анионных красителей, тогда к а к д ля насыщения ПАволокон достаточно 1— 3 %.
При крашении вводят различны е вспомогательные вы равн и ­
вающие и резервирую щ ие вещества, которые способствуют по­
лучению однотонных и равномерны х окрасок.
Д л я краш ения смесей ПА-волокон с шерстяными наиболее
целесообразно использовать кислотные красители. Химическое
строение кислотных красителей и их свойства играю т важ ную
роль при краш ении смесей. Если использовать смеси краси те­
лей с различны м числом сульфогрупп, мож но достигнуть э ф ­
ф екта блокирования: быстрее выбираю щ ийся краситель з а к р а ­
шивает ПА-волокна, а медленнее выбираю щ иеся могут з а к р а ­
шивать шерстяные — получается разнотон окраски двух видов
волокон. Н аиб олее пригодны д ля краш ен и я указан ной смеси во­
локон кислотные красители с одной сульфогруппой. Н еобхо­
димо учитывать, что шерсть мож ет связать до 20— 30 % кислот­
ных красителей с одной сульфогруппой, нейлон 6 — около 4 %,
а нейлон 66 — около 3 %.
П ри 1 %-ной вы краске на ПА-компоненте обычно по лу ч а­
ются более темные окраски, чем на шерстяном, т а к к а к ск о ­
рость вы бирания у последнего меньше. О днако если в ванну
вводят более 1 % красителя, то шерсть окраш и вается темнее,
потому что ее способность сорбировать краситель значительно
выше, чем у ПА-волокон. У правлять сорбцией красителя м о­
жно вы равниваю щ ими веществами. Интенсивность окрасок з а ­
висит от количества резервирующего вещества. Д л я однотонной
окраски смеси, состоящей из 50 % шерстяного и 50 % капроно244
вого волокон, используют ком бинации трех кислотных кр а си те­
лей с одной сульфогруппой (желтого, красного и синего) с оди­
наковой скоростью выбирания, предварительно подобрав соот­
ношение смесей этих красителей. Н а сорбцию кислотных к р а с и ­
телей ш ерстяны ми и П А -волокнам и влияю т условия краш ения,
кислотность среды, концентрация электролитов, тем п е р ат у р а
р аствор а и состав ТВВ.
П ри однованном способе краш ен и я в ванну вводят м у р а в ь и ­
ную или уксусную кислоту, электролиты, иногда резервирую щ ее
вещество. К раш ение проводят по режиму, обычному д ля кис­
лотных красителей. Д в а рецепта краш ения тканей из смесей
ш ерстяного и капронового волокон приведены ниж е, % от
массы волокна:
Синий цвет
Кислотный синий К
Кислотный зеленый антрахиноновый
Сернокислый натрий
Уксусная кислота (30 %-ная)
3
0,5
10
2
Черный цвет
Кислотный черный С
Кислотный коричневый К
Кислотный желтый светопрочный
Сернокислый натрий
Уксусная кислота (80 %-ная)
1
1
0,8
10
3
Н а практике применяют холодный плюсовочно-накатный
способ с применением коацерватов. Так, эластичную ткань д ля
спортивных брюк, содерж ащ ую шерстяную п р я ж у в утке и текстурированны с мононити П А -волокна в основе, пропиты ваю т на
плюсовке раствором со держ ащ и м , г/л:
Кислотного антрахинонового красителя
Алкилоламида
Загустки (5 %-ной)
Силиконового пеногасителя
Муравьиной кислоты (85 %-ной)
Воды
10
40
100
2
200
648
О тж ату ю ткань н акаты в аю т на ролик, о б ерты ваю т резино­
вым чехлом и вы держ иваю т при тем пературе помещения в т е ­
чение 23 ч. П осле этого ткань п ром ы ваю т в холодной воде в т е ­
чение 20 мин, в холодном растворе наш атырного сп и рта и алки л о л ам и д а (0,5 г/л) и снова в холодной воде.
Устойчивость окрасок смесей волокон к мокрым обраб откам
д л я светлых и средних тонов хорош ая. О к раски в глубокие тона
рекомендуется упрочнять о б раб откой танином и рвотным к а м ­
нем. К недостаткам краш ения смесей волокон кислотными к р а ­
сителями следует отнести трудности получения глубокой о к ­
раски из-за малой степени н асы щ ени я ПА-волокна.
М ет аллсодерж ащ ие красители при крашении смесей сорби­
руются главным образом ПА-волокном. Применение м е тал л со ­
245
д е р ж а щ и х красителей д л я краш ения смеси ПА -волокна с ш ер­
стью комплексов 1 : 1 и 1 : 2 возможно только при введений
в ванну очень эф ф ективны х зам едлителей краш ения. Если со­
д ер ж а н и е полиам ида в смеси превыш ает 20 %, целесообразно
вести раздельное краш ение компонентов. Однотонную окраску
в бежевые, коричневые и серые цвета мож но получить с по­
мощью отдельных м е т ал л сод ер ж ащ и х кр аси тел ей комплекса
1 : 1. Р егулирование однотонной окраски достигается сн и ж е­
нием концентрации кислоты и введением зам едлителей. П р и
крашении смесей в светлые тона рекомендуется применять ме­
т а л л со д ер ж ащ и е дисульф окрасители ком плекса 1 : 1 , которые
поглощ аются П А -волокнами в меньшем количестве, чем моносульфокрасители, и поэтому при соответствующих условиях
д аю т на ПА-волокнах окраски одного тона с о к р а ск а м и шерсти.
Кислотные м е т а л л с о д е р ж а щ и е красители ком плекса 1 : 2 более
пригодны д л я краш ен и я смесей, чем красители ком плекса 1 : 1„
т а к к а к первыми мож но окраш и вать ПА -волокна в среде, близ­
кой к изоэлектрическому состоянию шерсти (р Н = 3 ,5 .. .4,5).
Иногда д л я краш ен и я смесей ш ерстяных и ПА-волокон при­
меняю т смеси дисперсных м е тал л сод ер ж ащ и х красителей с ки ­
слотными м е тал л со д ерж ащ и м и или кислотными. В последнем
случае крашение проводят в две стадии: с н ач ал а дисперсными
м етал л сод ерж ащ и м и краси телям и красят П А -волокна при тем ­
п ературе 105 °С с добавлением вспомогательных веществ в кис­
лой среде, затем к р асят шерстяны е волокна кислотными краси ­
телями по обычным реж им ам .
К раш ение кубозолями ш ерстяных тканей, в состав которых
входит до 10 % капронового волокна, можно проводить по сле­
дующему режиму.
Т аблица
Крашение трикотажного полотна из шерстяных и капроновых волокон
Наполнение барки водой, введение
химикатов
Нагревание ванны
Отваривание
Расхолаживание, введение хими­
катов
Первое введение красителя и кра­
шение без подогревания
Второе введение красителя и кра­
шение без подогревания
Повышение температуры
Крашение при кипении
Спуск раствора, промывка
Наполнение барки водой и введение
закрепителя
Промывка
246
Некаль
40
20
__
-Некаль
98
98
40
_
--10
40
15
40
15
98
100
—
60
15
45
10
20
20—25
10
Прямой
краситель
Дисперсный
краситель
—
—
—
[крепитель У-2
Вода
63
Т кань о б раб аты ва ю т в растворе, содер ж ащ ем ПАВ и 0,1 —
0,2 г/л некаля, при кипении в течение 5— 10 мин, затем в р а с т ­
воре сул ьф ата аммония при тем пературе 45— 50 °С в течение
10 мин, после чего вводят в ванну раствор кубозоля и ведут
краш ение при тем пературе 45— 50 °С в течение 10 мин с после­
дую щ им подогреванием ванны за 4 5 —50 мин до тем пературы
96— 98 °С. При этой температуре к р а с я т в течение 30 мин, п р о­
я в л я ю т окраску обработкой в растворе хромпика и серной ки с­
л о т ы сн ач ал а при тем пературе 4 0 —50 °С в п родолж ени е
15 мин, а затем при температуре 69— 80 °С ещ е 30 мин, д а л е е
н ейтрализую т раствором ам м и а ка (1— 1,5 % от массы волокна)
при тем пературе 30 °С в течение 15 мин и промывают.
Н а Киевской три котаж ной ф аб р и ке им. Р. Л ю ксем бург к р а ­
шение эластичного полотна, состоящего из ш ерстяны х и ка п р о ­
новых волокон, проводят в механических б ар ках Б-2 смесью
п рям ы х и дисперсных красителей с предварительны м отв ар и в а­
нием (табл. 63).
КРАШЕНИЕ ПОЛИАМИДНЫХ ВОЛОКОН В СМЕСИ
С ЦЕЛЛЮЛОЗНЫМИ ВОЛОКНАМИ
Из смеси ц еллю лозны х волокон с полиамидны м и
в ы р абаты в аю тся сорочечные, бельевые и костюмные ткани. ПАволокна п ридаю т изделиям повышенную прочность на истира­
ние и шелковистый блеск, хлопковые значительно улучш аю т
эксплуатационны е и гигиенические свойства изделий и сн и ж аю т
электризуемость.
В настоящее время выпускаю тся ткан и из смешанной п р яж и
с соотношением хлопкового и полиамидного волокон 5 0 : 5 0 ,
8 5 : 15, 9 0 : 10, а т а к ж е ткани, в которых в основе или утке п ри ­
меняется п р я ж а из чистого ПА-волокна. Это эласти чн ы е ткани,
в ы р а б а ты в ае м ы е из текстурированной полиамидной п р я ж и в ос­
нове и хлопчатобумаж ного или вискозного волокна в утке. С о­
рочечные ткани изготовляю т из смесей, со д ерж ащ и х 50 % поли ­
ам идн ы х волокон, спортивные изделия — из смесей 20 % поли­
ам ид н ы х и 80 % вискозных или ацетатных.
Смесь ПА- и целлю лозны х волокон мож но красить краси те­
л я м и одного класса — активными, некоторыми прямыми, спе­
циально подобранными кубовыми краси тел ям и д ву х классов.
П А -волокна окраш и ваю т кислотными м е тал л сод ер ж ащ и м и типа
1 : 2 или дисперсными красителями, а целлю лозны е волокна —
прямыми, активными или кубовыми красителями. И зд ел и я из
смеси ПА- и ц еллю лозны х волокон красят так ж е, резервируя
одно из волокон, или к р а с я т оба волокна в одинаковы е тона.
П р и помощи акт ивных красит елей на см еш анны х ткан я х из
П а- и целлюлозных волокон м ож но получить разли чн ы е э ф ­
фекты. Д л я за к р а ш и в а н и я только П А -волокна при резервиро­
вании целлюлозных волокон краш ение ведут в присутствии
247
муравьиной кислоты по обычному способу; д л я получения об ­
ратного эф ф екта — н ак р а ш и ва н и я целлюлозных волокон — к р а ­
сят в щелочной среде.
Ткани из смеси ПА-волокон с вискозными трудно окрасить
одноцветно д ихлортриазиновы ми красителями в одинаковых ус­
ловиях. Вискозные волокна хорошо окраш и ваю тся проционовыми красителям и в щ елочной среде с последующим з а п а р и в а ­
нием или термофиксацией. Капроновые волокна окраш иваю тся
проционовыми краси телям и только в кислой среде. П оэтому при
крашении таких тканей непрерывным способом рекомендуется
проводить двойное плю сование ткани сн ач ал а в кислом, а з а ­
тем в щелочном растворе с последующим з ап ар и в ан и ем и термозолированием.
Многие прям ы е красители при однованном краш ении см е­
шанной п р яж и даю т однотонные окраски. О птимальны ми усло­
виями краш ения изделий из смеси ПА-волокон с целлю лозными
мож но считать такие, при которых коэффициент распределения
красителей м еж д у компонентами равен или близок единице.
Процессы краш ения обоих волокон в одной ван не протекаю т
независимо один от другого, а по истощении ванны краш ение
п р одол ж ается за счет перераспределения красителя на волокне.
Величина п ерераспределения св яза н а с соотношением прочно­
сти связи краситель— волокно.
И звестен т а к ж е непрерывный плюсовочно-запарной способ
краш ен и я сорочечной ткани прямыми светопрочными краси те­
лям и с применением коацерватны х систем.
Т к а н ь плюсуют при тем пературе 60 °С в растворе, содерж ашем до 15 г/л прямого красителя, 10 г/л м оноэтанолам ида,
10 г/л су л ьф ата аммония, 10 г/л резорцина и 3 г/л загустителя.
За т е м ткань зап ар и в аю т в течение 15— 20 мин, об р аб аты ва ю т
в проявительном растворе су л ь ф ата аммония (25 г/л) в тече­
ние 1—2 мин при тем пературе 70—90 °С и промывают.
К р аш ени е кубовы м и красит елями смесей ПА-волокон с ц ел­
лю лозны ми ведут лейкокислотны м и щелочно-восстановитель­
ным способами; л учш ая ровнота достигается при крашении
плюсовочно-запарным способом без промежуточной сушки, что
исклю чает миграцию к раси тел я и пред отвр ащ ает вытягивание
изделий. Кроме того, на мокроотж атой ткани, входящ ей в зрельник с насыщенным паром при температуре 102— 108 °С, про­
цессы восстановления красителя, его дифф узии и очистки
ткан и закан чи ваю тся в течение 30— 60 с. П ри краш ении плю со­
вочно-запарны м способом концентрация кубового краси тел я
в плюсовочной ванне не п ревы ш ает 25 г/л, а в р ем я з а п а р и в а ­
н и я — 30 с. К раш ение проводят только в светлые и средние
тона, цвета: желтый, оранж евы й, красный и фиолетовый. Л у ч ­
шие р езультаты д ает двойное плюсование, д л я этого тк а н ь
с н ач ал а плюсуют суспензией красителя при тем пературе 35—
40 °С, су ш ат и снова плю сую т раствором, сод ер ж ащ и м 4,5 %
248
Таблица
64
Режимы крашения смешанных тканей (целлюлоза + ПА-волокно) однованным
способом
К раш ен ие в светлые тона
О перация, химикат,
концентрация
Обработка в растворе
для светлых тонов
тринатрийфосфат — 0,1—
— 0,3 г/л
сульфат натрия — до 10 г/л
Обработка в растворе
для темных тонов
соль аммония (сульфат, аце­
тат, фосфат) — 1 % от массы
волокна, хлористый
нат­
рий — 5 % от массы волокна
Введение красителя (по рецепту)
Обработка в красильном раство­
ре
Подъем температуры
Крашение
Понижение температуры и вве­
дение хлористого натрия — 5 %
от массы волокна
Подъем температуры
Крашение
Расхолаживание и промывка
Промывка
Упрочнение катионоактивными
препаратами
Темпера­
т у р а , °С
Время,
мин
30
10
К р а ш е н и е в тем ны е
тона
Темпера­
т у р а , °С
Время,
мин
50
5
30
30
5
10— 15
50
5
Д о кипе­
ния
Кипение
30—40
Д о кипе­
ния
Кипение
87
30—45
60
40
30—60
15
15
Кипение
Кипение
60
40
60
15—20
10
10
45—60
15
15
20—30
едкого н атра, 4,5 % гидросульфита натрия и 0,15 % загу сти ­
теля, зап ар и в аю т в течение 20 с, оки сляю т перекисью водорода,
промывают, мы лую т и снова промывают.
Ткани из смесей ПА-волокон с целлю лозны ми мож но о к р а ­
шивать активными красителями, например леваф иксом Е
в смеси с кислотными или м етал л со д ер ж ащ и м и красителям и,
однованным или двухванным способом. Д л я однованного спо­
соба можно применять смесь кислотных или дисперсных м е т а л л ­
с од ер ж ащ и х красителей комплекса 1 : 2 и прямы х красителей.
Выбирание прямы х красителей целлю лозой достигается в веде­
нием в красильную ванну электролитов в количестве 5— 20 %.
Д л я выбирания кислотных м етал л со д ер ж ащ и х красителей ПАволокиом в состав ванны вводят соли фосфорных кислот. Р е ­
ж и м ы краш ен и я смешанных ткан ей однованным способом
представлены в табл. 64.
249
КРАШЕНИЕ ПОЛИАМИДНЫХ ВОЛОКОН В СМЕСИ
С ХИМИЧЕСКИМИ ВОЛОКНАМИ
С м е с ь П А - в о л о к о н с а ц е т а т н ы м и . Тео­
ретически д л я краш ения ацетатны х и ПА-волокон мож но при­
менять дисперсны е красители. О д н ако практически в н ей тр ал ь­
ной и слабокислой ваннах б ольш ая часть красителя п огло щ а­
ется ацетатны ми волокнами. Совместное крашение возмож но
лишь д л я получения светлых тонов специально подобранны м и
дисперсными красителями. К омбинации красителей д а ю т р а з ­
личные оттенки, сильно отличаю щ иеся один от другого. Темные
тона хорошо получаются только при раздельном краш ении во­
локон. К раш ени е смесей ПА-волокон с триацетатны ми можновести двухванны м способом: в первой ванне окр аш и ваю т ац е­
татны е волокна дисперсными красителями, во второй — П А -волокна соответствующими красителями.
С м е с ь П А - в о л о к о н с п о л и у р е т а н о в ы м и . П о л и у р е­
тановые волокна совместно с полиамидным и применяю тся д л и
изготовления эластичных изделий (корсажей, купальны х ко­
стюмов, чулок и др.). Д л я их к раш ен и я используют красители
различны х классов: активные, кислотные, м е т а л л с о д е р ж а щ и е
комплекса 1 :2 , хромовые. Д л я сохранения эластичности и зде­
лий о б раб о тку проводят с миним альны м натяж ением, а время
краш ения при высокой тем ператур е не долж но п р е в ы ш а ть
60 мин.
Кислотные м етал л со д ер ж ащ и е красители ком плекса 1 : 2
применяют д л я получения средних и глубоких тонов. П ри их
использовании в красильную в ан ну вводят вы равн и ватель А^
который зам е д л я е т краш ение ПА-волокон. К раш ение начинаю т
в слабощелочной среде, а затем в процессе краш ения в растворд обавляю т сернокислый аммоний. Д л я получения однотонных
окрасок ш в ей ц арские и сследователи рекомендуют о б р а б а т ы ­
вать изделия из смеси волокон до или в процессе к р аш ен и я
водными раство рам и сульфокислот бензола (в том числе з а ­
мещенного в я д р е ) , содерж ащ его не менее одной сульфогруппы.
Т ри котаж ны е изделия из эластом ерны х нитей, полиуретана,,
обвитых полиамидной нитью, рекомендуется красить в тем но­
синие и черные цвета дисперсными м етал л сод ерж ащ и м и к р а с и ­
телями, а в яр кие цвета — специально подобранными кислот­
ными краси телям и (с упрочнением танином или рвотным к а м ­
нем).
Равном ерную окраску кислотными красителями на т к а н я х
из смеси ПА-волокон с полиуретановыми получают путем п р ед ­
варительной обработки изделия анионными блокирую щ ими р е ­
агентами при повышенной тем перату ре с последующим к р а ш е ­
нием в присутствии органических соединений, явл яю щ ихся
раствори телям и д л я красителей, но нерастворимы х или м а л о р а ­
створимых в воде. В качестве так и х веществ используют «-бу250
тиловый, амиловый, н-гексиловый спирты, циклогексан, смеси
али ф ати ческих спиртов, бензиловый спирт и др.
Д л я однотонного крашения изделий из смеси П А -волокон
с полиуретановы ми используют некоторые активные процинайл о вы е красители. И зделия из смеси волокон о б р а б а т ы в а ю т
в ванне, сод ер ж ащ е й 2 г/л 30 %-ной уксусной кислоты и 0,25 г/л
л и с сап о л я Д, в течение 10— 15 мин при температуре 40 °С. З а ­
тем в вод ят дисперсию активного красителя, в течение 3 мин п о ­
вы ш аю т тем пературу до 85—96 °С и про до л ж аю т краш ен и е
при этой тем пературе в течение 60 мин. Во время к р аш ен и я p H
п одд ерж иваю т в пределах 3,5—4. Затем вводят 2,5— 3 г/л
кальц ин и рован ной соды (рН = 1 0 . . .10,5) и п р одол ж аю т к р а ш е ­
ние еще 60 мин. Промываю т и м ы лую т в растворе л и с сап о л я Д
(2 г/л) и кальцинированной соды (2 г/л).
С м е с ь П А - в о л о к о н с п о л и э ф и р н ы м и . И зд е л и я из
смеси ПА-волокон с полиэфирными окраш иваю т дисперсным и
красителями. В начальной стадии краш ения дисперсные к р а с и ­
тел и вы б и р аю тся преимущественно полиамидом, но в д а л ь н е й ­
шем краситель мигрирует на полиэфирное волокно. Обычно
полиэфирное волокно о краш и вается несколько светлее, чем п о­
л иам идное. В целом дисперсные красители не д а ю т о д и н ак о ­
вых окр асо к на смесях ПА-волокон с полиэфирными, поэтому
ими надо красить в присутствии переносчиков или в ы с окотем ­
п ературн ы м способом при тем пер атур е 125— 130 °С.
Смесь ПА-волокон с поливинилхлоридными.
И зд ели я из смеси ПА-волокон с поливинилхлоридными (ПВ Х)
окра ш и ва ю т дисперсными красителям и, одинаково сорб и р ую ­
щимися обоими волокнами, или смесью дисперсных краси телей
с кислотными. П ри этом используют такие дисперсные к р а с и ­
тели, которы е лучш е вы бираю тся ПВХ-волокнами, чем п о л и ­
амидными.
КРАШЕНИЕ ТРЕХКОМПОНЕНТНЫХ СМЕСЕЙ
ПОЛИАМИДНЫХ ВОЛОКОН С ДРУГИМИ
ВОЛОКНАМИ
К раш ение трехкомпонентных смесей м ож но п р о ­
водить в трех или двух отдельных ваннах или в одной ванне,
со д ер ж ащ е й три вида красителей. Соответствующим подбором
красителей смеси могут быть о краш ен ы однотонно, в д в а ц вета
или ка ж д ы й из трех компонентов м о ж ет быть окраш ен в другой
цвет. Н и ж е приведены примеры приемов краш ения тр ехк о м п о ­
нентных смесей.
К раш ени е смесей из шерстяного, вискозного и поли а м и д но го
волокон можно осущ ествлять к р аси тел ям и различны х классов,
ПА- и шерстяны е волокна к р а сят кислотными, хромовы ми или
м е тал л со д ер ж ащ и м и красителями комплекса 1 : 1 , а вискозное
волокно — прямыми красителями с последующим упрочнением
251
окраски. К р аш ени е проводят однованным и двухванным спосо­
бами. Ч а щ е применяю т двухванный способ: с н ач ал а о к р а ш и ­
вают ПА- и шерстяное волокно, затем — вискозное волокно.
Однако окраски получаются недостаточно устойчивыми к ф и ­
зико-химическим воздействиям.
Смесь из полиам идного, вискозного и хло п к о во го волокон
можно окраш и вать смесью кислотных м еталлокомплексны х к р а ­
сителей ком плекса 1 :2 и п рямы ми красителями. Т кань сн ачала
об рабаты ваю т в растворе поливинилпирролидона (4 % от массы
волокна) и красителей при температуре 40 °С в течение 10 мин,
затем, д обави в хлористый натрий (10 % ), еще в течение 10 мин.
Д а л е е нагреваю т ванну в течение 60 мин до тем пературы 95 °С
и красят при этой температуре еще 60 мин. В конце процесса
следует промывка.
Смесь из полиам идного, шерстяного и ацетатного волокон
окраш иваю т в кислой среде специально подобранными м е т а л л ­
содерж ащ ими красителями, при этом ацетатны е волокна не
окраш иваю тся. Д л я предупреждения зак р аш и в ан и я ацетатного
волокна при краш ении в темные цвета в состав ванны вводят
специальные ТВВ.
Смесь из полиам идного, ацетатного и вискозного волокон,
а так ж е полиамидные и ацетатны е к р а сят дисперсными к р а с и ­
телями,
вискозные — светопрочными прямыми.
Однотонные
светлые окраски получаю т по однованному способу. В ванну
вводят вспомогательные вещества, препятствую щие з а к р а ш и в а ­
нию ПА-волокон прямы ми красителями.
Н ачесанное полотно из хлопчат обумаж ной и капрононит ро­
новой п р яж и окраш и ваю т смесью прямы х и катионных или д и с­
персных красителей в жгутовых барках. Д л я этого полотно з а ­
мачиваю т при температуре 40 °С в течение 20 мин в растворе
ПАВ (0,5 % от массы полотна) и, введя в ванну краситель,
красят в течение 10— 20 мин при тем пературе 40 °С. П осле
этого в течение 30 мин повыш аю т тем пературу до 85 °С и п ро­
д о лж аю т краш ение при этой тем пературе ещ е 15 мин. З а т е м
в ванну вводят раствор поваренной соли (8 % от массы по­
л отн а), п р о д о л ж а ю т крашение в течение 60 мин, приливаю т
раствор 30 %-ной уксусной кислоты (0,8 % от массы полотна)
и п родолж аю т краш ение еще 30 мин. О краш енное полотно
промывают с постепенным р ас хо лаж и ван и ем ванны. П ри к р а ­
шении полотна в темные цвета прям ы м и красителями окраски
упрочняют обычными способами.
Смесь из полиам идного, шерстяного и полиэф ирного волокон
( 1 0 : 3 0 : 6 0 ) в светлы е и средние тона к р а сят однованным спо­
собом смесью дисперсных и кислотных или активных м е тал л со ­
д ер ж а щ и х красителей. Д л я получения о красок высокой устой ­
чивости проводят мы ловку при тем пературе 80 °С д л я у д а л е ­
ния незакрепивш ихся дисперсных красителей с шерсти и
ПЭ-волокна. В темные тона к расят двухванным способом: сна252
ч ал а дисперсными красителями, затем кислотными или ак тив­
ными. Д л я получения однотонных окрасок полиамидного во­
локн а необходим тщ ательны й отбор красителей и применение
резервирую щ их веществ.
КРАШЕНИЕ ПОЛИАКРИЛОНИТРИЛЬНЫХ ВОЛОКОН
В СМЕСИ С ШЕРСТЯНЫМИ ВОЛОКНАМИ
Д л я краш ения ПАН-волокон применяю т катион­
ные красители, для краш ения ш ерстяных волокон — анионные
красители. Поэтому возникает опасность взаимодействия м еж д у
краси тел ям и ка к р езультат выпадения продуктов реакции
в осадок. Поведение сложной системы (смеси катионных и кис­
лотных красителей в растворе) обусловлено помимо химиче­
ского взаимодействия ионов красителей действием р азли чн ы х
факторов, влияющих на кинетику сорбции красителей: тем п е р а­
туры, pH среды, наличия стаби ли заторов и электролитов в к р а ­
сильной ванне. Поскольку П А Н -волокна окр аш и ваю тся г л а в ­
ным об разом катионными красителями, для перехода на одно­
ванный способ краш ения смеш анны х тканей, со д ер ж ащ и х
П А Н -волокна, необходимо создать в красильной в ан н е условия,
п редупреж даю щ и е об разован ие ком плекса из-за несовместимости
катионных и анионных красителей. Д л я предупреж дения о с а ж ­
дения образовавш егося ком плекса в красильную в ан ну вводят
анионоактивны е вспомогательные вещества, образую щ и е л а ­
бильный комплекс с катионными красителями.
Н а Огрском трикотаж ном
комбинате имени
50-летия
В Л К С М краш ение смешанной п р я ж и нитрон + ш ерсть в соот­
ношении 5 0 : 5 0 производится на оборудовании ф и рм ы «МецТаблица
65
Режим крашения пряжи смесями красителей
Операция
Наполнение аппарата водой и подогрев
Введение химикатов и красителей, % от массы во­
локна
активного красителя — X
1
катионного красителя — X
уксусной кислоты (30 % -ной) •— 6 |
сернокислого натрия — 10
>
Обработка
]
Подогрев
>
Крашение
Охлаждение
Промывка и охлаждение
Температура,
В р е м я , мин
40
20
40
10
40
40—90
90—95
95— 100
100
60
—
15
30
20
30
45
30
15
253
Таблица
66
Режим однованного краш ения смешанной ткани
О п ераци я
Введение уксусной кислоты (60 %-ной) и обработка
кислым раствором
Введение красителей и химикатов, %
от массы волокна
хромового коричневого К — 1,9
\
зеленого антрахинонового — 0,2
/
Подогрев
Введение красителей, % от массы волокна
катионного черного ХН — 2,2
]
катионного красного 2С — 0,3
1
катионного оранжевого Ж — 1,5
)
Крашение
Подогрев
Крашение
Введение хромпика, % от массы волокна — 0,9
Крашение
Температура,
°С
40
В рем я, мин
10
40
10
90
40
90
5
90
100
100
100
100
15
15
15
15
цера» (И т а л и я ). Р е ж и м и рецептура краш ения приведены
в табл. 65.
В табл. 66 п редставлен режим, который применяется на Ч е р ­
ниговском камвольно-суконном комбинате при однованном
крашении смеси нитрона и шерстяного волокна в коричневый
цвет.
КРАШЕНИЕ п о л и а к р и л о н и т р и л ь н ы х в о л о к о н
В СМЕСИ С ДРУГИМИ в о л о к н а м и
Д л я краш ен и я текстильного м а т ер и ал а из смеси
полиа кр и ло ни т р ильн ы х и ц е л л ю л о зн ы х волокон мож но п рим е­
нять катионные, п рям ы е и кубовые красители. П ри и сп ользова­
нии прямы х красителей предпочтение оказы ваю т тем из них, ко ­
торыми можно о кр аш и вать из слабокислой среды.
К раш ение смесей из П А Н - и целлю лозны х волокон катион ­
ными и кубовыми краси телям и проводят трем я способами.
Первы й способ. К раси л ьн ая ванна содерж ит катионный и
кубовый красители в виде пигмента. П осле кр аш ен и я катион ­
ным красителем П А Н -волокна проводят фиксацию и п р о яв л е­
ние кубового краси тел я на целлюлозном волокне.
Второй способ. Суспензию кубового краси тел я при н аг р е­
вании наносят на текстильный м атериал, а затем при тем п е р а­
туре 75 °С вводят уксусную кислоту и катионный краситель.
Р аств ор красильной ванны нагреваю т до кипения и о к р а ш и ­
в аю т ПАН -волокно в течение 30 мин. З а т е м проводят краш ение
целлю лозного волокна кубовыми красителями.
254
Третий способ. Обе составляющ ие смеси о кр а ш и ва ю т после­
довательно. После промывки следует окисление и м ы ловка, ка к
при использовании кубовых красителей.
Д л я окончательной
промывки лучш е использовать неионогенные вещества. У мягче­
ние текстильного м а тер и ал а достигается обработкой раствором
уксусной кислоты.
М атериалы из смеси полиакрилонит рильны х и триацетат­
ны х волокон окраш и ваю т дисперсными и катионными краси те­
л ям и одно- и двухванным, одно- и двухстадийным способами.
П ри краш ении однованным двухстадийным способом сн ачала
катионными красителям и окраш и ваю т ПАН-волокно, а затем
в той ж е ванне о кр аш и ваю т дисперсными к раси тел ям и тр и ац е­
татное волокно.
Д л я краш ен и я в темные тона лучше всего использовать
двухванный способ: в первой ванне окраш и ваю т триацетатное
волокно дисперсными красителями, а во второй — П А Н -волокно
катионными красителями. Сушку ткани проводят при тем п ер а­
туре 60— 8 0 °С. П ри более высоких тем пер атур ах изменяется
гриф ткани. Д л я улучш ения грифа и блеска м атер и ал из смеси
волокон п одвергается легкой декатировке.
К раш ени е тканей из смеси п о лиакрилонит рильн ы х и п о л и ­
эф ирны х волокон п р едставляет особую трудность, т а к ка к эти
волокна об ладаю т различной термостойкостью и имею т разны е
сорбционные свойства. Д л я полиэфирных волокон оптимальны м
условием краш ен и я яв л яется тем пература около 125 °С. В этих
условиях ПАН -волокно ж е лтеет и п риобретает жесткость. Кроме
того, катионные красители, которыми окраш и ваю т ПАН -волокно,
неустойчивы к высоким тем пературам . Д л я этой смеси приме­
няют, например, одно- и двухванный, одно- или д вухстадий ­
ный периодические способы крашения.
Однованный двухстадийный способ применяю т д л я к р а ш е­
ния в средние тона. В этом случае с н ач ал а о к р а ш и ва ю т поли­
эфирное волокно дисперсными красителями при оптимальной
д л я данного типа волокна температуре, а затем с н и ж аю т тем ­
п ературу до 80 °С и д об а вл я ю т раствор катионного красителя.
КРАШЕНИЕ ПОЛИЭФИРНЫХ ВОЛОКОН В СМЕСИ
С ШЕРСТЯНЫМИ ВОЛОКНАМИ
К раш ению подвергаю т главны м об разо м ткани и
три котаж ное полотно. Ткани из смеси п олиэфирны х волокон
с шерстяными мож но получать гл ад кокраш ен ы м и и м е л а н ж е ­
выми. Д л я получения м ел а н ж ев ы х тканей ч ащ е всего исполь­
зую т обычные д л я шерсти красители. Однотонную окраску по­
лучают в резу л ьтате краш ения одно- и двухван н ы м способами.
О днованный способ рекомендуется д ля краш ен и я тканей, три ко­
таж н о го полотна в светлые и средние тона, двухванный — д ля
получения окрасок темных тонов.
255
Д л я краш ен и я смеси из полиэфирных и ш ерстяных волокон
(по одно- и двухванному способам) используют дисперсные,
а иногда нерастворимые азокрасители д ля полиэфирной части
и м етал л со д ер ж ащ и е ком плекса 1 :2 и кислотные красители —
д ля шерстяной. Д л я краш ен и я по однованному способу п ри ­
годны лиш ь те дисперсные красители, которые слабо з а к р а ш и ­
ваю т шерсть.
Д л я краш ен и я смеси полиэфирны х и ш ерстяных волокон
применяют рецепты, состоящие из следующих компонентов: д и с­
персный краситель, краситель д л я шерсти (кислотный, м е т а л л ­
содерж ащ ий комплекса 1 : 2 ) ; неионогенное вспомогательное
вещество (0,5 % от массы в о л о к н а); уксусная кислота 30 % -ная
(1— 2 % от массы волокна).
Процесс краш ения состоит из следую щих операций: введение
вспомогательного вещества и о б работка при температуре 35—
40 °С в течение 10 мин; введение уксусной кислоты и об р аб отка
в течение 10 мин; введение красителей, нагревание до тем пе­
ратуры кипения за 45— 60 мин и краш ение в течение 1— 1,5 ч;
расхолаж и ван и е и промывка.
Краш ение смеси полиэфирного и шерстяного волокон д ву х­
ванным способом состоит в том, что в первой ванне на в о л о к ­
нистый м атер и ал наносят дисперсный краситель (в присутствии
переносчика или при тем пературе выше 100°С), затем к р а с и ­
тель у д ал яю т и во второй ванне осущ ествляю т процесс к р а ш е ­
ния шерсти.
Р еж и м краш ения следующий: введение вспомогательного в е­
щества и уксусной кислоты (30 %-ной) при тем пературе 40—
45 °С и об р аботка в течение 10 мин; введение дисперсных к р а ­
сителей (в виде дисперсии) и нагревание ванны до тем пературы
кипения; введение переносчика (натриевой соли смеси орто- и
п араф енилф енола, рН = 6) и краш ение при температуре кипения
в течение 60— 90 мин; рас х о л а ж и в а н и е и промывка; восстано­
вительная об работка при температуре 45— 50 °С в течение 20—
30 мин раствором, сод ерж ащ и м 0,5 мл/л нашатырного спирта
(25 %-ного), 0,5— 3 г/л гидросульфита натрия, 0,5— 3 г/л вспо­
могательного вещ ества (неионогенного ани оноакти вн ого); про­
мывание, н агревание ванны до тем пературы 35—40 °С, введение
кислоты и красителей для шерстяного волокна; нагревание
ванны до тем пературы кипения и краш ение в течение 45—
60 мин; р ас хо лаж и ван и е и промывка.
Краш ение двухванным способом с применением дисперсных
красителей д ает возможность получить на смеси полиэфирных
волокон с шерстяными интенсивные окраски удовлетвори тель­
ной прочности. Д л я получения равномерной окраски и уск ор е­
ния поглощения красителя в красильную ванну д о ба вл я ю т п е­
реносчики.
В Л И Т Л П е им. С. М. К ирова выполнена раб ота по к р а ш е ­
нию смеси волокон (ш ерстяных и лавсановы х) в среде водноор256
ганической эмульсии. Оптимальные параметры крашения сле­
дующие:
Концентрация воды в эмульсии, %
6,5—10
Соотношение ПАВ синтепал У-2 : ДБС (додецил- 8 : 2;
бензолсульфонат)
7 :3
Концентрация смеси ПАВ, г/л
3
Концентрация кислотного красителя, г/л
0,5— 1,5
Концентрация дисперсного красителя, г/л
6— 8
Время крашения, мин
45
При крашении по этому режиму получаются однотонные и
интенсивные окраски.
Б. Н. Мельниковым предложен способ однотонного краш е­
ния смеси полиэфирных волокон с шерстяными дисперсными и
активными красителями; высококачественная окраска достига­
ется при использовании для их фиксации азеотропных паров
органических растворителей и воды.
КРАШ ЕНИЕ ПО ЛИ Э ФИ РНЫ Х ВОЛОКОН
В СМЕСИ С Ц Е Л Л Ю Л О З Н Ы М И ВОЛ ОКНАМИ
Ткани и трикотажное, полотно из смеси полиэфир­
ных волокон с целлюлозными выпускают гладкокрашеными и
меланжевыми. Д ля получения меланжевых тканей целлюлоз­
ные волокна чаще всего окрашивают красителями для целлю­
лозы. При однотонном крашении полиэфирные волокна окраши­
вают дисперсными красителями, а также кубозолями, кубовыми
красителями в виде пигментов и пигментными красителями;
целлюлозные волокна — прямыми, активными красителями, ку­
бозолями, кубовыми красителями в виде пигментов и пигмент­
ными красителями. Крашение можно вести одно- и двухванным
способами. Следует отметить, что в качестве целлюлозной части
смеси могут быть использованы хлопковые, льняные и искусст­
венные волокна (вискозное, медно-аммиачное).
Останавливаться на крашении конкретных смесей нецеле­
сообразно, так как принцип крашения всех целлюлозных во­
локон одинаков. При крашении в практических условиях в к а ж ­
дом отдельном случае следует учитывать разницу в накраши­
вающей способности того или иного целлюлозного волокна.
Крашение тканей или трикотажных полотен из смесей поли­
эфирных и целлюлозных волокон возможно осуществить сле­
дующими красителями: дисперсными и прямыми; дисперсными
и активными; кубозолями; кубовыми; пигментами. Практически
для всех указанных вариантов по любой технологии крашения
смесей полиэфирных и целлюлозных волокон в качестве уни­
версального способа фиксации красителей на волокнах может
быть использована среда паров кипящей азеотропной смеси
бензилового спирта и воды, предложенная Б. Н. Мельниковым.
257
Крашение дисперсными и прямыми
краси­
т е л я м и . Д л я крашения полиэфирной части смеси могут быть
использованы дисперсные красители, рекомендуемые для кра­
шения полиэфирных волокон, и прямые светопрочные красители.
Однотонные окраски удовлетворительной прочности получают
при помощи дисперсных красителей без переносчика и прямых
красителей по следующему рецепту крашения:
Дисперсный краситель, % от массы волокна
Диспергатор (НФ, (ЭС-20 или ТМС), г/л
Прямой краситель, % от массы волокна
Электролит КтаС1, % от массы целлюлозы
3
2
3
10
Крашение осуществляют по следующему режиму:
обработка раствором, содержащим 0,5 г/л ТМС и 0,5 г/л
ОП-10, при температуре 20 °С в течение 20 мин;
введение в ванну при температуре 5 0 °С дисперсного краси­
теля (в виде дисперсии), прямого красителя и электролита,
крашение при данной температуре в течение 15 мин;
нагревание до температуры кипения и крашение при этой
температуре в течение 1 ч;
промывка и закрепляющая (для данного прямого красителя)
обработка;
обработка раствором, содержащим 2 г/л ТМС, при темпера­
туре 70—80 °С в течение 15—20 мин;
окончательная промывка.
Термозольный способ крашения хлопколавсановых тканей
только дисперсным красителем в присутствии добавок полиэтиленгликоля (ПЭГ) предложен Г. Е. Кричевским.
На основании исследования влияния концентрации и относи­
тельной молекулярной массы гликолей на сорбцию при плюсо­
вании и фиксации при термозолировании дисперсных красите­
лей обнаружено, что однотонные окраски на хлопколавсановых
тканях получаются при использовании ПЭГ с относительной
молекулярной массой 400; концентрация его 50— 100 г/л.
Таким образом, ПЭГ с относительной молекулярной массой
400 можно применять при крашении хлопколавсановых тканей
дисперсными красителями. При этом для повышения показате­
лей устойчивости окрасок заключительную отделку рекоменду­
ется проводить смолами.
Использование красителей одного класса (дисперсных) по­
зволяет упростить технологический режим крашения и устра­
нить проблему совместимости красителей.
В результате производственных испытаний, проведенных на
Шахтинском хлопчатобумажном комбинате, при крашении по
данному способу были получены однотонные окраски с хоро­
шими показателями устойчивости.
Крашение дисперсными и активными краси­
т е л я м и . Однованный способ крашения тканей из полиэфир­
ных и целлюлозных волокон дисперсными и активными краси258
телями преимущественно осуществляется термозольным спосо­
бом по следующему режиму:
плюсование тканей дисперсией, содержащей 1 г/л дисперс­
ного красителя, 0,5 г/л активного красителя, 100— 200 г/л мо­
чевины, 20 г/л кальцинированной соды или тринатрийфосфата
и 25 г/л камеди, при температуре 50—60 °С;
сушка тканей сначала при 50— 60 °С, затем при температуре
100— 120 °С;
термообработка при температуре 180°С в течение 4 мин;
промывка, мыловка при температуре кипения и окончатель­
ная промывка.
Крашение смешанных тканей смесью дисперсных и актив­
ных красителей можно вести и по двухстадийному способу. Д л я
этого применяют линии двухстадийного термозольного краш е­
ния, в которых сначала окрашиваются синтетические волокна,
а затем целлюлозные.
Хорошо зарекомендовала себя линия фирмы «Киото» (Япо­
ния). Она состоит из двух самостоятельно работающих агре­
гатов термозольного и плюсовочно-запарного
краш ения).
Эта линия универсальна, пригодна для многих способов
крашения, оснащена средствами автоматического контроля и
регулирования температуры, регулирования натяжения ткани
и другими средствами управления. К недостаткам можно от­
нести громоздкость (длина линии 75 м).
Д л я крашения тканей из смеси полиэфирных волокон
с хлопковым или вискозным волокном по двухстадийному спо­
собу наиболее часто применяют смеси дисперсных кубовых (I)
и дисперсных активных (II) красителей, состав (г/л) красиль­
ных ванн которых приведен ниже:
I
II
Альгинат натрия
Диспергатор НФ
Уксусная кислота
1-я стадия
Дисперсный краситель (по
рецепту)
По реАктивный краситель
цепту
1— 2
Альгинат натрия
1
Диспергатор НФ
2
Мочевина
Гидросульфит
К’аОН (32,5 %-ный раствор)
Соль поваренная
50— 75
50— 80
20
Дисперсный краситель (по
рецепту)
Кубовый краситель
По ре­
цепту
1— 2
0,5
25— 50
2-я стадия
НаОН (32,5 %-ный раствор) 30— 35
Соль поваренная
150— 200
При крашении по одностадийному способу используют ком­
позицию из дисперсных и активных красителей следующего
состава, г/л:
Дисперсный краситель
Активный
»
Мочевина
По рецепту
По рецепту
25— 60
259
Диспергатор НФ
Альгинат натрия
Сода кальцинированная
Глауберова соль
0 ,5
1,5
10—20
5 — 10
И. Б. Блиничевой и О. К. Смирновой предложен непрерыв­
ный однованный способ крашения хлопколавсановой ткани
смесью прямых и дисперсных красителей, характеризующийся
тем, что фиксацию красителей на текстильном материале про­
водят в парах кипящей азеотропной смеси органического раст­
ворителя (фурфурола) и воды. Предложенный способ не усту­
пает термозольному по скорости и степени фиксации красителей
на целлюлозной и полиэфирной составляющих смеси. Предло­
жен такж е новый способ промывки ткани из смеси волокон,
окрашенной прямыми и дисперсными красителями, способст­
вующий удалению дисперсного красителя, сорбированного цел­
люлозой, и тем самым улучшению устойчивости окрасок
к физико-химическим воздействиям.
В Л И Т Л П е им. С. М. Кирова совместно с комбинатом «Ригас мануфактура» проведены исследования по крашению хлоп­
колавсановых изделий в эмульсии (органический раствори­
тель— вода) смесью прямых, активных и дисперсных красите­
лей. В колористическом отношении, а также по близости
выхода красителей на полиэфирные и целлюлозные волокна
лучшие результаты показали следующие смеси красителей:
прямой чисто-голубой и дисперсный синий К; проционовый
ярко-красный Ш В Б и дисперсный розовый 2Е; проционовый
оранжевый Н2И5 и дисперсный оранжевый Ж.
Д л я крашения кубовыми красителями в форме пигментов
пригодны лишь высокодисперсные кубовые красители. Эти к ра­
сители, пригодные для крашения полиэфирных волокон и их
смесей с целлюлозными волокнами, изготавливаются заводами
по производству красителей фирмы «Кассела» (ФРГ) под н а ­
званием полиэстреновых красителей. Интерес к этим красите­
лям обусловлен тем, что они обладают сродством к обоим ви­
дам волокон, так что могут образовывать на них окраски оди­
наковых оттенков, а такж е хорошо фиксируются при термооб­
работке. Все полиэстреновые красители могут быть разделены
на две группы: с одинаковым сродством к полиэфирным и цел­
люлозным волокнам и с повышенным сродством к полиэфирным
волокнам.
Крашение с применением красителей первой группы осуще­
ствляется по следующему режиму: плюсование, сушка, термо­
обработка, восстановительная обработка, промывка, мыловка,
промывка.
Все стадии процесса крашения тканей из смеси полиэфирных
и целлюлозных волокон те же, что и при крашении чистополи­
эфирных тканей кубовыми красителями по термозольному спо­
собу. Разница состоит в том,, что при плюсовании смешанных
260
тканей необходимо вводить загуститель, но количество его
должно быть меньше применяемого при плюсовании чистопо­
лиэфирных тканей (не более 20 г/л).
Если закрепление кубового красителя на полиэфирном во­
локне, как известно, осуществляется в процессе термообработки,
то закрепление красителя на целлюлозном волокне происходит
в процессе восстановительной обработки, которой в данном слу­
чае придается особое значение. Восстановительная обработка
оказывает двоякое действие: наряду с закреплением на целлю­
лозном волокне она способствует очистке полиэфирного волок­
на от непрочно фиксированного на его поверхности красителя.
Обработку проводят при температуре 60—7 0 °С в течение 30—
60 мин увеличенными количествами следующих химических
реагентов:
Едкин натр (40%-ный), мл/л
Гидросульфит натрия, г/л
Глауберова или поваренная соль, г/л
10—22
4— 12
6—20
При крашении по данному способу получают достаточно ин­
тенсивные окраски высокой прочности.
Крашение полиэстреновыми красителями второй группы, т. е.
красителями с повышенным сродством к полиэфирному во­
локну, целесообразно вести совместно с кубовыми красите­
лями, чем увеличивается интенсивность накрашивания целлю­
лозных волокон смеси и достигается получение однотонных
окрасок на волокнах обеих частей смеси.
В ИХТИ разработан одностадийный способ крашения хлоп­
колавсановых и вискознолавсановых тканей кубовыми краси­
телями. Он включает следующие стадии: пропитывание в плю­
совке, фиксацию, промывку.
Раствор в плюсовке содержит кубовый краситель в двух
лейкоформах, одна из которых (натриевая соль лейкокислоты)
обладает сродством к целлюлозной составляющей ткани, д ру­
гая (лейкокислота)— к лавсановой составляющей. После про­
питывания ткань подвергают обработке парами кипящей азеотропной смеси бензилового спирта и воды, в результате которой
лавсановое волокно эффективно окрашивается лейкокислотой
кубового красителя, а целлюлозное — натриевой солью лейко­
кислоты. Далее ткань пропускают через воздушный зрельник
и промывают по типовому режиму.
З а основу при создании нового способа был взят обычный
щелочно-восстановительный способ крашения хлопчатобумаж­
ных тканей, но состав плюсовочного раствора и способ фикса­
ции выбраны таким образом, что они создают условия для кра­
шения лавсанового волокна. Это достигается снижением ще­
лочности плюсовочного раствора до рН = 9 . . .11. В этой области
значений pH в растворе находятся в равновесии лейкокислота и
натриевая соль лейкокислоты кубового красителя, причем вели­
261
чины сродства этих лейкоформ к соответствующим волокнам
соизмеримы.
В новой технологии, предусматривающей использование
в качестве фиксирующей среды паров кипящей азеотропной
смеси бензилового спирта и воды, можно применять более щ е­
лочные и соответственно более устойчивые красильные раство­
ры. Это обусловлено тем обстоятельством, что вследствие эф ­
фективной сорбции бензилового спирта мокроотжатой тканью
происходит сдвиг кислотно-основного равновесия в сторону уве­
личения концентрации лейкокислоты.
Кроме того, азеотропная фиксирующая среда позволяет
создать оптимальные условия для диффузии натриевой соли
лейкокислоты в целлюлозное волокно и лейкокислоты кубового
красителя в лавсановое волокно, что не представляется возмож­
ным ни при каких других способах фиксации. Снижение содер­
жания щелочи в плюсовочном растворе (по сравнению с содер­
жанием при щелочно-восстановительном способе крашения
хлопчатобумажных тканей) до 4— 10 г/л (pH = 11... 12) обуслов­
ливает увеличение выхода кубового красителя на лавсановое
волокно в 1,5 раза, что связано с увеличением до 50 % доли
кубового красителя в форме лейкокислоты. Дальнейшее повы­
шение концентрации лейкокислоты нецелесообразно вследствие
ее агрегации и выпадения в осадок.
Изучение кинетики фиксации кубовых красителей на л а вс а ­
новых и целлюлозных волокнах показало, что оптимальное
время обработки в парах кипящей азеотропной смеси бензило­
вого спирта и воды для лавсановой составляющей равно 3 мин.
Целлюлозная составляющая в значительной степени сорбирует
краситель уж е на стадии плюсования, а за 30—60 с фиксирую­
щей обработки завершается диффузия красителя в глубь во­
локна.
На основании проведенных исследований были выбраны оп­
тимальные параметры проведения процесса: предварительно
подготовленную целлюлознополиэфирную ткань пропитывают
красильным
раствором
(примерный состав его приведен
в табл. 67) при температуре 20—25 °С, отжимают до 80—
Таблица
67
Режим крашения целлюлознополиэфирной ткани кубовыми красителями
С о д е р ж а н и е , г /л
К убовы й краситель
Золотнсто-желтый Ж ХД
Ярко-зеленый ЖД
Ярко фиолетовый КД
Синий ОД
.262
краси­
теля
ди сп ергатора
НФ
20
20
20
20
5
5
5
5
ги дро­
с у л ь ф и та
натрия
е д к о го
н атра
триэтанолам ина
8
5
7
10
10
10
10
17,8
11,4
12,8
6
5
100 %-ной остаточной влажности, подвергают воздействию па­
ров азеотропной смеси при температуре 100— 130°С в течение
2—4 мин, окисляют в воздушном зрельнике и промывают.
Сопоставление эффективности предлагаемой технологии к р а ­
шения с двухстадийным способом показало, что одностадийный
способ крашения позволяет получить насыщенные цвета вслед­
ствие повышения полезного выхода красителей на 60— 110%
(табл. 68).
Т а б л и ц а 68
Сорбция кубовых красителей хлопколавсановой и вискознолавсановой тканями
С о д е р ж а н и е к р а с и т е л я , г н а 17кг т к а н и
К убовы й к раси тел ь
Золотисто-желтый Ж ХД
Ярко-фиолетовый КД
Ярко-зеленый ЖД
Си ни и ОД
Х лопколавсановая
т к а н ь (33 : 67)
В и ск о зн о л авсан о вая
т к а н ь (50 : 50)
О д н о ст а ­
ди й н ы й
сп о со б
Д вухста­
ди й н ы й
сп о с о б
О д н о ст а ­
ди й н ы й
сп о с о б .
1 2 ,8
7,9
3,7
4,1
10,7
6,2
7,5
5
6,1
7,8
5,9
2 ,8
Д вухста­
ди й н ы й
способ
5,8
3
3,8
2,7
Разработанная технология крашения целлюлознополиэфир­
ных тканей кубовыми красителями была успешно испытана.
Крашение
п и г м е н т а м и . Известно, что пигменты не
обладают сродством ни к одному из волокон, но при их по­
мощи на различных волокнах можно получать однотонные
окраски.
Крашение пигментными красителями осуществляется по ре­
цептам и режимам крашения ими чистополиэфирных тканей
(см. стр. 241).
Крашение смешанных тканей двухванным способом осуще­
ствляют дисперсными и активными или дисперсными и кубо­
выми красителями.
При крашении дисперсны м и и акт ивными красителями сме­
шанных тканей из полиэфирных и целлюлозных волокон в пер­
вой ванне окрашиваются целлюлозные волокна активными к р а ­
сителями по периодическому или плюсовочному способу, а во
второй ванне после промывки и мыловки окрашиваются поли­
эфирные волокна дисперсными красителями.
При крашении дисперсны м и и куб о вы м и красителями сме­
шанных тканей в п ервой ван не окрашиваются полиэфирные во­
локна кубовыми красителями по обычным способам. Во второй
ванне при восстановительной обработке происходит улучшение
прочности окрасок на полиэфирных волокнах.
Применение к уб о зо л ей является наиболее перспективным д л я
крашения хлопколавсановых тканей, так как при этом можно
получить однотонные прочные и яркие окраски по периодиче­
265
скому и по непрерывно-поточному способам при температуре не
выше 100 °С. Технология этого процесса весьма проста и может
осуществляться на действующем оборудовании. При однован­
ной обработке тканей кубозолями важно найти такие условия,
при которых сорбция лейкоэфиров обоими компонентами хлоп­
колавсановых тканей и последующая фиксация красителя были
бы одинаковыми.
Наиболее благоприятной, обеспечивающей получение одно­
тонных окрасок смешанных тканей из лавсановых и хлопковых
волокон при крашении кубозолями является среда при рН =
= 2,5.. .4,5. Температурный режим крашения в значительной сте­
пени определяет соотношение сорбции кубозолей обоими ви­
дам и волокон. Одинаковое распределение красителей между
волокнами происходит при температуре, близкой к кипению.
Полученные результаты позволили предложить следующую
схему технологического процесса крашения хлопколавсановой
ткани кубозолями по непрерывно-поточному способу.
Ткань обрабатывают при 100 %-ном отжиме в течение 30 с
при температуре 100 °С красильным раствором, содержащим,
г/л:
Кубозоль
Мочевина
Поваренная соль
Уксусная кислота
Салициловая кислота
10— 15
2
15
До рН=2,5 . . . 4,5
2—3
Д л я улучшения ровноты окраски в красильную ванну вводят
30 г/л альгината натрия в виде 8 %-ного раствора. Далее ткань
пропускают через воздушный зрельник и проявительную ванну,
содержащую г/л:
Серная кислота (плотность 1,84)
Мочевина
Нитрит натрия
10
2
5
Температура проявительной ванны 80 °С, продолжительность
обработки 45 с. После проявления окраски ткань промывают по
режиму: холодная вода, горячая (температура 70—80 °С) вода,
мыльно-содовый раствор (3—5 г/л), горячая (температура 60—
70 °С) вода, холодная проточная вода. Продолжительность об­
работки в каждой ванне 30—45 с. При крашении по этому спо­
собу достигается полное прокрашивание элементарных волокон.
Испытания полученных окрасок показали их высокую устойчи­
вость ко всем видам воздействия.
При применении кубовых красителей в виде высокодисперс­
ных порошков для крашения тканей из смеси полиэфирного и
целлюлозных (хлопковых, вискозных) волокон по термозоль­
ному способу технологический процесс строится по следующей
схеме.
264
Плюсование ткани на двухвальной плюсовке в ванне, содер­
жащей, г/л:
Краситель (в пересчете на 100 %-ный)
Диазопон А (полигликолевый эфир октодецилового спирта)
Альгинатная загустка (8 %-ная)
5
5
30
Температура обработки 45—50°С, отжим 60 %-ный, сушка
при температуре 70° С, термическая обработка при температуре180, 190, 200, 210 °С в течение 1 мин.
Д ля фиксации кубового красителя на целлюлозных волок­
нах после термозолирования проводят щелочно-гидросульфит­
ную обработку в растворе, содержащем, г/л:
ЫаОН (32 %-ный)
Гидросульфит натрия
Глауберова соль
20—22
6
15
Модуль ванны 40, продолжительность обработки 30 мин,,
температура — оптимальная для каждого красителя. Последую­
щая обработка тканей такая же, как при крашении кубовыми
красителями. Оптимальной температурой термофиксации для
22 испытанных красителей при обработке в течение 1 мин яв­
ляется 210 °С.
Окраска лавсанового волокна большинством кубовых к р а ­
сителей по оттенку и интенсивности резко отличается от окраски
этими красителями целлюлозных волокон. Так, красители ряда
дибензпиренхинона окрашивают лавсановое волокно значи­
тельно интенсивнее, чем целлюлозное; красители ряда индантрона окрашивают полиэфирное волокно очень слабо и не пред­
ставляют интереса для крашения тканей из смесей волокон. При'
крашении хлопколавсановой ткани кубовыми красителями по
термозольному способу процесс можно формировать так, чтобы
кубовый краситель окрашивал целлюлозную компоненту по
суспензионному способу, а полиэфирную — как дисперсные при
термозолировании. По этому варианту хлопколавсановую ткань
(30 :70) рекомендуется окрашивать по следующей схеме: плю­
сование, сушка, термозолирование, обработка щелочно-восста­
новительным раствором, запаривание, окисление, промывка.
Д л я крашения хлопколавсановых (30 :70) тканей кубовыми
красителями на Шахтинском хлопчатобумажном комбинате
принят следующий режим:
плюсование раствором, содержащим 7 г/л кубового ярко-зеленого СД, 20 г/л альгината натрия (8% -ного). Температура
25 °С, степень отжима 60—70 %;
предварительная сушка при температуре 130— 140 °С;
сушка в воздушной сушилке при температуре 120— 130°С до
остаточной влажности 4—5 %;
термозолирование при температуре 225 °С в течение 1,5 мин;
плюсование раствором, содержащим 42 г/л гидросульфита
265
натрия, 52,5 г/л едкого натра и 20 г/л поваренной соли. Темпе­
ратура 80 °С, степень отжима 70 %;
запаривание при температуре 102—-105 °С;
обработка в воздушном зрельнике;
промывка, причем первая—четвертая коробки содержат хо­
лодную воду, пятая — раствор перекиси водорода (2—3 г/л)
температурой 50—60 °С, шестая и седьмая — раствор триполифосфата (2 г/л) и смачивателя (1 г/л), восьмая — горячую воду,
д евятая и десятая — холодную воду;
сушка.
Качество окраски хорошее.
Д Р У Г И Е М ЕТОДЫ КРАШЕНИЯ ТКАНЕЙ
ИЗ СМЕСЕЙ П О Л И Э Ф И Р Н Ы Х И Ц Е Л Л Ю Л О З Н Ы Х
ВОЛОКОН
Исследования явлений, происходящих при пере­
ходе дисперсного красителя в полиэфирное волокно, показали,
что при этом имеют место два процесса: растворение краси­
теля и его диффузия. Если краситель растворяется быстрее
в наружном слое волокна, чем диффундирует в глубь поли­
мера, то волокно насквозь не прокрашивается (кольцевая окра­
с к а ) . Это происходит в тех случаях, когда температура фиксации
красителя недостаточно высока. При высокой температуре коль­
цевой окраски не наблюдается даже при кратковременной об­
работке. Увеличение времени фиксации приводит к увеличению
выхода красителя. Краситель диффундирует в волокно и раст­
воряется в нем в мйномолекулярной форме, хотя до фиксации
частицы красителя в большей или меньшей степени агрегиро­
ваны. Этот процесс перехода красителя в мономолекулярную
форму связан с возгонкой красителя, причем прочность к воз­
гонке (сублимации) при оптимальных температурах термозолирования одинакова почти для всех дисперсных красителей.
Фирмой «Хехст» разработан новый полунепрерывный способ
крашения тканей из смесей полиэфирных и целлюлозных воло­
кон дисперсными и активными красителями. При этом способе
используют аппарат навойного типа. Ткань сначала плюсуют
активным красителем, накатывают на перфорированный ци­
линдр и кратковременно выдерживают на нем для фиксации
активного красителя на целлюлозном волокне. Затем цилиндр
с тканью помещают в высокотемпературный аппарат, промы­
вают и подкисляют ткань, после чего окрашивают полиэфирное
волокно высокотемпературным способом. При этом отмечается
высокая устойчивость плюсовочной ванны, так как плюсование
проводят в слабокислой среде. При крашении полиэфирного
волокна самароновыми красителями в условиях высокотемпера­
турного способа ремазолевые красители не только не изменяют
оттенка, но как бы подвергаются дополнительной обработке на
2 66
целлюлозном волокне. Этот процесс пригоден только для к р а ­
шения небольших партий ткани.
Крашение льнолавсановы х тканей может успешно осущест­
вляться кубозолями. Такой способ был предложен ИХТИ и
ИвНИТИ. Было установлено, что если ткань после плюсования
обработать в течение 5 мин в парах азеотропной смеси воды и
бензилового спирта, то содержание красителя на полиэфирном
компоненте увеличивается более чем на 5 0 % , однако и при
этом не достигается равномерного эффекта окраски. Это обус­
ловлено тем, что кубозоли находятся в растворе в форме анио­
нов и плохо сорбируются полиэфирным волокном д а ж е при ин­
тенсифицирующем воздействии азеотропной смеси паров воды
и бензилового спирта. Подавить ионизацию кубозолей можно’
солями тяжелых металлов или снижением pH красильных раст­
воров. С увеличением кислотности равновесие в растворе кубозолевого красителя смещается в сторону образования сульфоэфиров, растворимость которых значительно ниже, чем их
натриевых солей:
1Ча033—О—п —ОЭОз^'а^: Ка033—О—Д—о—Э03Н - ^ Н03Э—О—Я—О—Э03Н
рН>7
/
рН=7
рН<7
Снижение растворимости и потеря молекулами кубозолевого красителя заряда делает их подобными дисперсным к р а ­
сителям, что обусловливает увеличение восприимчивости поли­
эфирного волокна к этим красителям. Вместе с тем необходимо
отметить, что снижение pH красильных растворов возможно
лишь до определенного предела, ниже которого происходит вы­
деление азотистой кислоты, окисляющей кубозоль в соответ­
ствующий кубовый краситель. Режим крашения следующий.
Пропитывание ткани при комнатной температуре раствором»
содержащим, г/л:
Кубозолевый краситель
Нитрит натрия
Хлористый натрий
Потенциально кислый агент (ЫН4С1)
Альгинат натрия (2 %-ный)
Смачиватель типа сульфосид-31
1— 15
5— 10
5— 15
5— 10
100
0.5
Отжим ткани в течение 3—5 с до 80 % привеса и запарива­
ние в течение 3— 5 мин в парах азеотропной смеси воды (91 %)
и бензилового спирта ( 9 %) при температуре около 100 °С.
После запаривания промывка ткани и высушивание.
При обработке мокроотжатой ткани в парах азеотропной
смеси воды и бензилового спирта превращение кубозоля в пиг­
мент кубового красителя происходит практически с такой ж е
скоростью и полнотой, как и в случае использования перегре­
того пара. Характерной особенностью процесса при этом я в ­
ляется уменьшение содержания красителя на целлюлозной со­
267
ставляю щ ей при увеличении длительности обработки. Это обус­
ловлено переносом части краси тел я на полиэфирное волокно за
счет специфического воздействия образую щ ейся на ткани ж и д ­
кой фазы, которая по своему составу п риб ли ж ается к азеотропной смеси воды и бензилового спирта. Бензиловый спирт р а с т ­
воряет при температуре около 100°С .образовавш ийся пигмент
кубового краси теля и, о б л а д а я сродством к полиэтилентерефтал ату, переносит его с ц еллю лозы на полиэфирное волокно, осу­
щ ествляя краш ение последнего из своеобразных микрованн.
З а счет ускорения д иф ф узии красителя в полиэфирное во­
локно в результате пластифицирую щего действия бензилового
спирта в процессе азеотропного зап ар и в ан и я и за счет п ерер ас­
пределения краси теля с целлю лозного компонента на п олиэф ир­
ный удается снизить коэффициент распределения кубозоля
м еж д у составляю щ ими волокнистой смеси, что гаранти рует д о­
стижение однотонных окрасок.
С ледовательно, при краш ении тканей из смеси льн яны х и
полиэфирных волокон лучш ие результаты по однотонности
окрасок и их качеству получаю тся при проведении процесса
фиксации красителей в п ар ах азеотропной смеси бензилового
сп и р та и воды. П редлож енны й непрерывный способ краш ения
ц еллю лознолавсановы х тканей состоит из пропитывания ткани
красильным раствором, сод ер ж ащ и м потенциально кислый
агент, последующего азеотропного зап ари ван ия, промывки и
сушки. Установлено, что м еж д у содерж анием к раси тел я на по­
л иэф и рн ом волокне и составом смешанной ткани существует
обратно пропорциональная зависимость, с учетом которой
мож но более точно отраб отать реж им ы однотонного краш ения.
К Р А Ш Е Н И Е
В
С М Е С И
С
П О Л И В И Н И Л С П И Р Т О В Ы Х
Д Р У Г И М И
В О Л О К О Н
В О Л О К Н А М И
П р едл агается способ крашения волокна винол и
его смесей с другими волокнами нерастворимыми азо к р аси т е­
л я м и в темные цвета. П ри этом способе получают окр аски хо­
рошей устойчивости к трению. Азосоставляющую и д иазо сос­
тавляю щ ую вводят в ванну одновременно или последовательно.
Однотонные окраски смесей ПВС-волокон с шерстяными
получают при крашении нейтрально красящ им и м етал л со д ер ­
ж а щ и м и краси телям и по обычному способу. О днако волокно
винол отличается большим сродством к красителям, чем ш ер­
стяное волокно, поэтому рекомендуется в ванну д о б а в л я т ь ве­
щества, зам ед ля ю щ и е процесс. Ц елесообразно отдельно к р а ­
сить волокно винол и шерстяное м еталлсодерж ащ им и кр а си ­
телям и или ж е шерстяное волокно красить м е т а л л с о д е р ж а ­
щими красителями, а виноловое — дисперсными.
Оптимальны е условия краш ен и я смешанных тканей, состоя­
щих из 25 % винилового волокна, 60 % вискозного штапельного
268
волокна и 15 % капронового штапельного волокна, приведены
ниже.
Краситель
прямой, % от массы вискозного волокна
X
дисперсный, % от массы винилового и
Хг
капронового волокна
Электролит, % от массы вискозного волокна
4
Температура, °С
80
Продолжительность, мин
60
Модуль ванны
30—50
Появление дисперсных антрахиноновых красителей новых
марок, об ладаю щ и х более высокой устойчивостью к мокрым
о б раб откам и к свету, откры вает новые возможности крашения
■смешанных тканей, состоящих из П В С и других волокон.
К Р А Ш Е Н И Е
В
С М Е С И
С
П О Л И В И Н И Л Х Л О Р И Д Н Ы Х
Д Р У Г И М И
В О Л О К О Н
В О Л О К Н А М И
Краш ение смеси поливинилхлоридных волокон
с шерстяными осуществляют по однованному способу дисперс­
ными красителями с добавлени ем переносчиков (сосновое
масло и др.) и красителями д л я шерсти, хорошо в ы б и р аю щ и ­
мися из нейтральной ванны при температуре 60— 70 °С (напри­
мер, м етал л со д ер ж ащ и е ком плекса 1 : 2 ) .
По д вухванному способу ш ерсть окраш и вается во второй
ванне кислотными красителями. Хлориновое волокно окраш и ­
вают в первой ванне дисперсным красителем в присутствии интенсификатора.
К раш ение смеси поливинилхлоридных волокон с ц еллю лоз­
ными проводят по однованному способу смесями дисперсных и
прямых красителей при тем перату ре 65— 70 °С. При этом необ­
ходимо применять эффективное средство д л я набухания, н ап р и ­
мер ремоль Пе-Це.
По двухванному способу к расят диспергированными м е т а л л ­
со д ерж ащ и м и красителями ком плекса 1 :2 и прямы ми к р а с и ­
телями. С н а ч а л а окраш иваю т винилхлоридны е вол окн а м е тал л ­
сод ер ж ащ и м красителем ком плекса 1 : 2 с д обавкой средств
набухания, после чего в свежей ванне при тем пературе 60 °С
красят прямы м красителем ц еллю лозны е волокна.
К раш ение смеси поливинилхлоридных волокон с полиамид­
ными проводят дисперсными краси телям и в присутствии пере­
носчиков с соответствующего эм у л ьга то р а при тем пературе 50—
60 °С, а смесей с терм остабильны м и волокнами — при тем п ер а­
туре 80— 90 °С; если надо, полиамидные волокна нюансируют
кислотными или м е тал л сод ер ж ащ и м и красителям и комплекса
1 : 2.
269
СПИСОК ЛИТЕРАТУРЫ
Андросов В. Ф. Крашение полиамидных волокон. М., 1964.
Андросов В. Ф., Голомб Л. М. Синтетические красители в
текстильной
промышленности. М., 1968.
Андросов В. Ф. и др. Отделка изделий из полиамидных и полиакрилонитрильных волокон/Андросов В. Ф., Старикович Е. Е., Сарибеков Г. С. М.,
1978.
Андросов^ В. Ф., Фель В. С. Крашение синтетических волокон. М., 1965,
Беленький Л. И. Физико-химические основы отделочного производства
текстильной промышленности. М., 1979.
Бельцов В. М. Технологическое оборудование отделочных фабрик тек­
стильной промышленности. Л., 1974.
Бородкин В. Ф. Химия красителей. М., 1981.
Забашта В. Н. Основы интенсификации крашения полиэфирных волокон.
Л., 1981.
Калонтаров И. Я. Свойства и методы применения активных красителей.
Душанбе, 1970.
Кричевский Г. Е. Диффузия и сорбция в процессах крашения и печата­
ния. М., 1980.
Кричевский Г. Е. Физико-химические основы применения активных кра­
сителей. М., 1977.
Мельников Б. М., Блиничева й. Б. Теоретические основы технологии кра­
шения волокнистых материалов. М., 1978.
Мельников Б. Н. и др. Физико-химические основы процессов отделочного
производства/Мельников Б. Н., Захарова Т. Д., Кириллова М. Н. М., 1982.
Мельников Б. Н., Морыганов П. В. Применение красителей. М., 1971.
Мельников Б. Н., Морыганов П. В. Теория и практика интенсификации
процессов крашения. М., 1969.
Отделка изделий из ацетилцеллюлозных волокон/Андросов В. Ф., Аким
Э. Л., Бельцов В. М., Калонтаров И. Я., Андросова М. В., Перепечкин Л. П.
М , 1969.
Отделка изделий из химических волокон/Сарибеков Г. С., Осик Ю. И.,
Андросов В. Ф.. Глущенко А. И. Киев, 1982.
Пакшвер А. Б. Физико-химические основы технологии химических во­
локон. М., 1972.
Роговин 3. А. Основы химии и технологии химических волокон. М., 1974.
Т. 2.
Садов Ф. И. и др. Химическая технология волокнистых материалов/Са­
дов Ф. И., Корчагин М. В., Матецкий А. И. М., 1968.
Хархаров А. А., Предтеченская И. А. Подготовка и крашение волокни­
стых материалов. Л., 1979.
Хархаров А. А., Старикович Е. Е. Крашение синтетических волокон. Л.,
1960.
Читам Р. С. Крашение смесей волокон. М., 1970.
Шмидлин Г. У. Подготовка и крашение синтетических волокнистых материалов/Под ред. Л. И. Беленького. М., 1963.
О ГЛ А В Л Е Н И Е
П редисловие......................................................................................................
3
Г л а в а I. Краткие сведения о строении и физико-химических свойствах
синтетических волокон ...............................................................
5
Роль синтетических волокон в производстве текстильных изделий 5
Классификация, строение и свойства синтетических волокон . . .
7
Полиамидные в о л о к н а .....................................................................17
Полиакрилонитрильные в о л о к н а ....................................................25
Полиэфирные в о л о к н а ..................................................................... 29
Полипропиленовые в о л о к н а ............................................................ 36
Поливинилспиртовые в о л о к н а ........................................................38
Поливинилхлоридные волокна ....................................................... 40
Полиформальдегидные в о л о к н а .....................................................42
Полиуретановые в о л о к н а ................................................................ 43
Г л а в а II. Подготовка синтетических волокон и их смесей с другими
волокнами к краш ени ю ............................................................44
Расшлихтовка, отваривание и промывка изделий из синтетических
волокон и их смесей с другими волокнам и........................................46
Беление синтетических волокон и их смесей с другими волокнами 51
Технологические схемы и режимы при подготовке изделий из смесей
в о л о к о н .................................................................................................... 64
Г л а в а III. Общие теоретические основы крашения синтетических воло­
кон .............................................................................................. 70
Состояние красителей в р а ств о р а х ......................................................79
Физико-химические стадии процесса к р а ш е н и я ................................ 90
Сродство красителя к волокну, теплота и энтропия крашения . 107
Крашение в паровой и твердой ф а з а х .........................................110
Крашение из ванн малого м о д у л я .............................................. 112
Состояние красителей в волокнистых м атериалах..................114
Характеристика технических способов к р а ш е н и я ............................ 116
Глава
IV. Крашение кислотными красителями......................................119
Общие сведения о свойствах красителей......................................... 119
Крашение полиамидных в о л о к о н ........................................................ 120
Крашение полиакрилонитрильных в о л о к о н ........................................ 130
Г л а в а V. Крашение кислотными металлсодержащими и хромовыми кра­
сителями ......................................................................................... 131
Общие сведения о свойствах красителей......................................... 131
Крашение полиамидных в о л о к о н ........................................................134
Крашение поливннилспиртовых волокон КМК 1 : 2 ...................... 140
271
Глава
VI. Крашение прямыми к р а с и т е л я м и ................................................. 140
Общие сведения о свойствах красителей......................................... 140
Крашение полиамидных в о л о к о н ........................................................142
Г л а в а V II. Крашение активными красителями........................................ 144
Общие сведения о свойствах красителей .......................................... 144
Крашение полиамидных в о л о к о н ........................................................152
Крашение растворимыми в воде активными красителями . . 152
Крашение дисперсными активными красителями....................... 163
Крашение полиэфирных в о л о к о н ........................................................166
Крашение поливинилспиртовых в о л о к о н ............................................ 167
Г л а в а V III. Крашение катионными красителями.................................... 168
Общие сведения о свойствах красителей............................................ 168
Крашение полиакрилонитрильных волокон ..........................................171
Г л а в а IX. Крашение дисперсными красителями........................................186
Общие сведения о свойствах красителей..........................................186
Крашение полиамидных в о л о к о н ........................................................188
Крашение полиэфирных в о л о к о н ........................................................194
Крашение полиакрилонитрильных волокон ........................................ ..207
Крашение полипропиленовых волокон дисперсными и жирораство­
римыми красителями............................................................................. 210'
Крашение поливинилспиртовых и поливинилхлоридных волокон . 213
Г л а в а X. Крашение кубовыми красителями............................................. 215
Общие сведения о свойствах красителей..........................................215
Характеристика способов крашения кубовыми красителями . . . 219'
Крашение полиамидных в о л о к о н ....................................................... 222
Крашение полиэфирных в о л о к о н ........................................................224
Г л а в а XI. Крашение нерастворимыми азокрасителями........................228
Свойства азо- и диазокомпонентов, механизм образования на во­
локне нерастворимых в воде азокрасителей.....................................228
Крашение полиамидных в о л о к о н ....................................................... 233
Крашение полиэфирных в о л о к о н ........................................................235
Г л а в а X II. Крашение пигм ентам и............................................................241
Г л а в а X III. Крашение синтетических волокон в смеси с другими волок­
нами
: : : ....................................................................... 243
Крашение полиамидных волокон в смеси с шерстяными волокнами.244
Крашение полиамидных волокон в смеси с целлюлозными волокнами 247
Крашение полиамидных волокон в смеси с химическими волокнами.250
Крашение трехкомпонентных смесей полиамидных волокон с дру­
гими во л о кнам и .................................................................................... 251
Крашение полиакрилонитрильных волокон в смеси с шерстяными
волокнам и............................................................................................... 253
Крашение полиакрилонитрильных волокон в смеси с другими во­
локнами ....................................................................................................254
Крашение полиэфирных волокон в смеси с шерстяными волокнами 255
Крашение полиэфирных волокон в смеси с целлюлозными волокнами 257
Другие методы крашения тканей из смесей полиэфирных и целлю­
лозных во л о к о н ................................................................................. :
266
Крашение поливинилспиртовых волокон в смеси с другими волок­
нами .........................................................................................................268
Крашение поливинилхлоридных волокон в смеси с другими волок­
нами .........................................................................................................269
Список литературы ........................................................................................... 270
272