Процессы порошковой металлургии. Курс лекций
реклама

Электронный
учебно-методический комплекс
ПРОЦЕССЫ
ПОРОШКОВОЙ
МЕТАЛЛУРГИИ
Учебная программа дисциплины
Курс лекций
Методические указания к практическим работам
Методические указания по лабораторным работам
Методические указания по самостоятельной работе
Банк тестовых заданий в системе UniTest
Красноярск
ИПК СФУ
2008
УДК 621.762
ББК 34.39
О-72
Электронный учебно-методический комплекс по дисциплине «Процессы порошковой металлургии» подготовлен в рамках инновационной образовательной программы «Материаловедческое образование при подготовке бакалавров, инженеров и магистров по укрупненной
группе образовательных направлений и специальностей «Материаловедение, металлургия и
машиностроение», реализованной в ФГОУ ВПО СФУ в 2007 г.
Рецензенты:
Красноярский краевой фонд науки;
Экспертная комиссия СФУ по подготовке учебно-методических комплексов дисциплин
Осокин, Е. Н.
О-72
Процессы порошковой металлургии. Версия 1.0 [Электронный ресурс] :
курс лекций / Е. Н. Осокин, О. А. Артемьева. – Электрон. дан. (5 Мб). – Красноярск : ИПК СФУ, 2008. – (Процессы порошковой металлургии : УМКД № 632007 / рук. творч. коллектива Е. Н. Осокин). – 1 электрон. опт. диск (DVD). –
Систем. требования : Intel Pentium (или аналогичный процессор других производителей) 1 ГГц ; 512 Мб оперативной памяти ; 5 Мб свободного дискового
пространства ; привод DVD ; операционная система Microsoft Windows
2000 SP 4 / XP SP 2 / Vista (32 бит) ; Adobe Reader 7.0 (или аналогичный продукт для чтения файлов формата pdf).
ISBN 978-5-7638-1523-8 (комплекса)
Номер гос. регистрации в ФГУП НТЦ «Информрегистр» 0320802739
от 01.01.0001 г. (комплекса)
Настоящее издание является частью электронного учебно-методического комплекса по дисциплине «Процессы порошковой металлургии», включающего учебную программу, методические указания по лабораторным работам, методические указания к практическим работам, методические указания по самостоятельной работе, контрольно-измерительные материалы «Процессы порошковой металлургии. Банк тестовых заданий», наглядное пособие «Процессы порошковой металлургии. Презентационные материалы».
В курсе лекций приведены сведения по классификации порошков, способам получения и составам защитных
и восстановительных сред, данные по технике безопасности и охране труда на предприятиях порошковой металлургии; изложены вопросы теории и практики производства металлических и неметаллических порошков и волокон, формования порошков и спекания порошковых формовок. Рассмотрены технологические схемы, аппаратурное оформление и режимы получения порошков, их предформовочной подготовки, формования, послеформовочной доработки изделий, спекания и обработки спеченного материала. Описаны методы контроля свойств получаемых порошков и материалов на их основе.
Предназначен для студентов направления подготовки бакалавров 150100.62 «Металлургия» укрупненной
группы 150000 «Материаловедение, металлургия и машиностроение».
© Сибирский федеральный университет, 2008
Рекомендовано к изданию
Инновационно-методическим управлением СФУ
Редакторы: Л. Г. Семухина, И. Н. Байкина
Разработка и оформление электронного образовательного ресурса: Центр технологий электронного обучения информационно-аналитического департамента СФУ; лаборатория по разработке
мультимедийных электронных образовательных ресурсов при КрЦНИТ
Содержимое ресурса охраняется законом об авторском праве. Несанкционированное копирование и использование данного продукта запрещается. Встречающиеся названия программного обеспечения, изделий, устройств или систем могут являться зарегистрированными товарными знаками тех или иных фирм.
Подп. к использованию 20.11.2008
Объем 5 Мб
Красноярск: СФУ, 660041, Красноярск, пр. Свободный, 79
Оглавление
Введение ................................................................... 11
I. Получение порошков ........................................... 12
Лекция 1 История развития порошковой металлургии. Классификация
методов получения порошков ................................................................................. 12
Основные этапы развития порошковой металлургии ............................................ 12
Классификация методов получения порошков ...................................................... 16
Контрольные вопросы и задания ............................................................................ 18
Лекция 2 Восстановители и защитные среды....................................................... 19
Классификация восстановителей и защитных сред .............................................. 19
Методы получения и характеристики твердых и газообразных восстановителей
(защитных сред) ....................................................................................................... 21
Методы получения и характеристики газообразных сред сложного состава...... 23
Контрольные вопросы и задания ............................................................................ 27
Лекция 3 Восстановители и защитные среды....................................................... 28
Жидкие и сыпучие защитные среды и восстановители......................................... 28
Оборудование для восстановления и спекания материалов ................................ 29
Методы очистки и осушки защитных газовых сред ............................................... 31
Контрольные вопросы и задания ............................................................................ 32
Лекция 4 Охрана труда и окружающей среды в порошковой металлургии .... 33
Основные операции процессов порошковой металлургии и виды воздействия на
персонал производств ............................................................................................. 33
Пожаро- и взрывоопасность порошков. Мероприятия по охране труда и защите
персонала ................................................................................................................. 37
Контрольные вопросы и задания ............................................................................ 38
Лекция 5 Механические методы получения порошков ........................................ 38
Теоретические основы процессов разрушения твердых материалов ................. 39
Предварительное измельчение крупных сырьевых материалов в щековых,
валковых, конусных дробилках и молотковых мельницах ................................... 40
Получение порошков резанием металлических заготовок .................................... 41
Контрольные вопросы и задания ............................................................................ 43
Лекция 6 Измельчение материалов в шаровых мельницах ............................... 43
Устройство и основные элементы шаровых мельниц.
Классификация мельниц ......................................................................................... 43
Понятие критической скорости вращения барабана мельницы............................ 44
Факторы, определяющие степень измельчения .................................................... 46
Режимы измельчения материалов ......................................................................... 47
Управление процессом измельчения ..................................................................... 49
Контрольные вопросы и задания ............................................................................ 53
Процессы порошковой металлургии. Курс лекций
-3-
ОГЛАВЛЕНИЕ
Лекция 7 Получение механолегированных порошков. Измельчение
материалов в вибрационных, вихревых, планетарных и гироскопических
мельницах ................................................................................................................... 53
Получение механолегированных порошков в шаровых мельницах и
аттриторах ................................................................................................................ 53
Размол материалов в вибрационных мельницах .................................................. 55
Размол материалов в планетарных центробежных и гироскопических
мельницах................................................................................................................. 57
Размол материалов в вихревых и струйных мельницах ...................................... 59
Контрольные вопросы и задания ............................................................................ 60
Лекция 8 Получение порошков ультразвуковым измельчением в жидких
средах. Измельчение материалов в аппаратах магнитного индукционного
вращателя.................................................................................................................... 61
Измельчение ультразвуком ..................................................................................... 61
Измельчение в аппаратах магнитного индукционного вращателя ....................... 65
Контрольные вопросы и задания ............................................................................ 66
Лекция 9 Диспергирование расплавов ................................................................... 67
Физико-химические и механические процессы при диспергировании
расплавов ................................................................................................................. 67
Классификация методов диспергирования расплавов .......................................... 72
Контрольные вопросы и задания ............................................................................ 74
Лекция 10 Методы диспергирования расплавов .................................................. 75
Методы центробежного распыления расплавов .................................................... 75
Методы ультразвукового распыления расплавов .................................................. 77
Методы диспергирования расплавов потоками энергоносителей ........................ 77
Бесконтактные методы распыления расплавов..................................................... 79
Методы высокоскоростного охлаждения расплавов ............................................. 80
Контрольные вопросы и задания ............................................................................ 80
Лекция 11 Восстановление химических соединений металлов. Получение
порошков железа восстановлением оксидов углеродом................................... 81
Общие закономерности процессов восстановления ............................................. 81
Металлотермическое восстановление ................................................................... 83
Кинетика процесса восстановления ....................................................................... 84
Механизм восстановления химических соединений металлов ............................. 84
Получение порошков железа и его сплавов восстановлением оксидов
углеродом ................................................................................................................. 86
Основные технологические варианты получения порошков железа
с использованием в качестве восстановителя углерода ....................................... 89
Контрольные вопросы и задания ............................................................................ 92
Лекция 12 Получение порошков железа восстановлением химических
соединений .................................................................................................................. 93
Методы восстановления оксидов железа водородом ........................................... 93
Хлоридный способ получения порошков железа ................................................... 95
Металлотермические методы получения порошков железа ................................. 97
Контрольные вопросы и задания ............................................................................ 99
Процессы порошковой металлургии. Курс лекций
-4-
ОГЛАВЛЕНИЕ
Лекция 13 Получение порошков вольфрама восстановлением оксидов
водородом и углеродом.......................................................................................... 100
Оксиды и кристаллические модификации вольфрама ........................................ 100
Восстановление вольфрамового ангидрида водородом ..................................... 100
Восстановление вольфрамового ангидрида твердым углеродом ...................... 104
Контрольные вопросы и задания .......................................................................... 105
Лекция 14 Получение порошков молибдена, титана и циркония
восстановлением химических соединений ......................................................... 105
Технология получения порошков молибдена....................................................... 105
Методы получения порошков титана .................................................................... 107
Методы получения порошков циркония................................................................ 110
Контрольные вопросы и задания .......................................................................... 111
Лекция 15 Получение порошков тантала, ниобия, меди, кобальта, никеля
и легированных сплавов ........................................................................................ 111
Методы получения порошков тантала и ниобия .................................................. 112
Методы получения порошков меди, кобальта и никеля ...................................... 114
Получение легированных порошков ..................................................................... 116
Контрольные вопросы и задания .......................................................................... 116
Лекция 16 Восстановление химических соединений металлов из растворов
солей и газообразных соединений металлов ..................................................... 117
Получение порошков автоклавным способом ...................................................... 117
Получение порошков цементацией растворов солей .......................................... 120
Получение порошков в кипящем слое .................................................................. 122
Получение порошков в плазме.............................................................................. 124
Контрольные вопросы и задания .......................................................................... 125
Лекция 17 Общие закономерности процессов производства порошков
электролизом ............................................................................................................ 126
Общие закономерности процесса электролиза ................................................... 126
Факторы, определяющие свойства порошков ...................................................... 128
Классификация электролитических порошков ..................................................... 130
Контрольные вопросы и задания .......................................................................... 133
Лекция 18 Получение порошков электролизом водных растворов ................ 134
Особенности образования катодных осадков. Получение порошков меди ...... 134
Получение порошков никеля и серебра ............................................................... 140
Получение порошков железа................................................................................. 142
Получение порошков сплавов ............................................................................... 145
Получение порошков из производственных растворов и сточных вод
металлургических предприятий ............................................................................ 146
Техника безопасности при проведении работ...................................................... 147
Контрольные вопросы и задания .......................................................................... 148
Лекция 19 Получение порошков электролизом расплавленных сред ............ 149
Факторы, определяющие процесс электролиза расплавленных солей ............. 149
Получение порошка тантала ................................................................................. 151
Получение порошка ниобия................................................................................... 153
Получение порошка титана ................................................................................... 154
Процессы порошковой металлургии. Курс лекций
-5-
ОГЛАВЛЕНИЕ
Получение порошка циркония ............................................................................... 157
Получение порошка железа .................................................................................. 158
Контрольные вопросы и задания .......................................................................... 158
Лекция 20 Получение порошков металлов методом термической
диссоциации карбонилов ....................................................................................... 159
Технология карбонил-процесса............................................................................. 159
Строение и классификация карбонилов ............................................................... 160
Получение порошков никеля и железа ................................................................. 164
Получение порошков вольфрама и молибдена ................................................... 169
Контрольные вопросы и задания .......................................................................... 171
Лекция 21 Получение порошков методами термодиффузионного
насыщения, межкристаллитной коррозии, испарения-конденсации .............. 171
Метод термодиффузионного насыщения............................................................. 171
Метод межкристаллитной коррозии ...................................................................... 174
Метод испарения-конденсации ............................................................................. 175
Контрольные вопросы и задания .......................................................................... 178
Лекция 22 Методы получения порошков тугоплавких соединений.
Получение порошков карбидов и нитридов металлов ...................................... 178
Классификация и структура тугоплавких соединений ......................................... 179
Методы получения порошков карбидов................................................................ 180
Методы получения порошков нитридов................................................................ 186
Контрольные вопросы и задания .......................................................................... 190
Лекция 23 Получение порошков боридов, силицидов и гидридов
металлов .................................................................................................................... 191
Методы получения порошков боридов ................................................................. 191
Методы получения порошков силицидов ............................................................. 196
Получение порошков гидридов ............................................................................. 199
Контрольные вопросы и задания .......................................................................... 200
Лекция 24 Получение порошков тугоплавких соединений методами
самораспространяющегося высокотемпературного синтеза и золь-гель
процесса .................................................................................................................... 200
Получение порошков методом самораспространяющегося
высокотемпературного синтеза............................................................................. 200
Золь-гель процесс в технологии получения порошков ........................................ 206
Контрольные вопросы и задания .......................................................................... 207
Лекция 25 Методы получения металлических волокон.
Физические свойства порошков ............................................................................ 208
Технологии получения металлических волокон ................................................... 208
Методы определения размеров частиц и гранулометрического состава
порошка .................................................................................................................. 210
Контрольные вопросы и задания .......................................................................... 218
Лекция 26 Свойства порошков. Управление качеством продукции ................ 219
Методы определения удельной поверхности порошков ..................................... 219
Химические свойства порошков ............................................................................ 224
Принципы управления качеством продукции ....................................................... 228
Процессы порошковой металлургии. Курс лекций
-6-
ОГЛАВЛЕНИЕ
Контрольные вопросы и задания .......................................................................... 230
II. Формование и спекание изделий из
металлических и неметаллических порошков .. 231
Лекция 1 Введение. Классификация методов формования ............................. 231
Введение ................................................................................................................ 231
Классификация методов формования .................................................................. 231
Подготовка порошков к формованию ................................................................... 235
Контрольные вопросы и задания .......................................................................... 239
Лекция 2 Общие закономерности процессов формования порошков ............ 239
Процессы, сопровождающие формование порошков.......................................... 240
Зависимость плотности прессовки от давления прессования. Основные
уравнения прессования ......................................................................................... 244
Боковое давление .................................................................................................. 248
Контрольные вопросы и задания .......................................................................... 250
Лекция 3 Общие закономерности процессов формования порошков
(продолжение)........................................................................................................... 250
Трение при прессовании........................................................................................ 251
Давление выталкивания и упругое последействие формовок ............................ 252
Прочность прессовок ............................................................................................. 254
Брак при прессовании ............................................................................................ 255
Контрольные вопросы и задания .......................................................................... 256
Лекция 4 Холодное изостатическое прессование .............................................. 257
Виды изостатического формования ...................................................................... 257
Оборудование для ХИП ......................................................................................... 257
Материалы оболочек ............................................................................................. 259
Установки и цикл ХИП............................................................................................ 261
Уплотнение порошка при гидроформовани.......................................................... 263
Виды брака ............................................................................................................. 264
Контрольные вопросы и задания .......................................................................... 265
Лекция 5 Горячее изостатическое (газостатическое) прессование ................. 265
Контрольные вопросы и задания .......................................................................... 271
Лекция 6 Прессование в эластичных оболочках. Шликерное формование во
впитывающие формы ............................................................................................. 272
Формование порошков в толстостенных эластичных оболочках ........................ 272
Классификация методов шликерного литья изделий .......................................... 273
Шликерное формование в пористых адсорбирующих формах........................... 275
Контрольные вопросы и задания .......................................................................... 279
Лекция 7 Шликерное формование в неадсорбирующие формы, литье из
термопластичных шликеров, электрофоретическое литье шликеров .......... 280
Шликерное формование в неадсорбирующих формах ....................................... 280
Формование термопластичных шликеров ............................................................ 280
Электрофоретическое формование ..................................................................... 282
Контрольные вопросы и задания .......................................................................... 283
Процессы порошковой металлургии. Курс лекций
-7-
ОГЛАВЛЕНИЕ
Лекция 8 Мундштучное и инжекционное формование порошков .................... 283
Мундштучное формование порошков ................................................................... 283
Инжекционное формование порошков ................................................................. 287
Контрольные вопросы и задания .......................................................................... 288
Лекция 9 Вибрационное формование порошков ................................................ 289
Способы виброформования .................................................................................. 289
Схемы вибрационного формования ..................................................................... 290
Режимы и установки для виброформования........................................................ 292
Контрольные вопросы и задания .......................................................................... 295
Лекция 10 Импульсное формование ..................................................................... 295
Методы взрывного формования ........................................................................... 295
Электрогидравлическое формование порошков.................................................. 298
Электромагнитное формование ............................................................................ 299
Пневмомеханическое формование ....................................................................... 300
Контрольные вопросы и задания .......................................................................... 301
Лекция 11 Получение изделий методом прокатки порошков ........................... 301
Виды прокатки ........................................................................................................ 301
Параметры порошков ............................................................................................ 303
Уплотнение порошкового тела при прокатке........................................................ 306
Виды брака при прокатке ....................................................................................... 307
Контрольные вопросы и задания .......................................................................... 308
Лекция 12 Прокатка порошка. Горячее прессование.......................................... 308
Схемы подачи порошка при прокатке ................................................................... 308
Оборудование для прокатки порошков ................................................................. 309
Горячее прессование ............................................................................................. 312
Контрольные вопросы и задания .......................................................................... 316
Лекция 13 Твердофазное спекание материалов ................................................. 317
Стадии процесса спекания .................................................................................... 317
Движущие силы спекания ...................................................................................... 320
Контрольные вопросы и задания .......................................................................... 325
Лекция 14 Механизмы массопереноса при твердофазном спекании ............. 325
Механизм испарение-конденсация ....................................................................... 325
Массоперенос при поверхностной диффузии ...................................................... 326
Объемная диффузия вещества ............................................................................ 327
Вязкое течение вещества при спекании ............................................................... 331
Контрольные вопросы и задания .......................................................................... 332
Лекция 15 Ползучесть кристаллических тел ....................................................... 332
Контрольные вопросы и задания .......................................................................... 337
Лекция 16 Укрупнение частиц при спекании. Уплотнение порошкового
тела ............................................................................................................................. 337
Рекристаллизация частиц порошкового тела при спекании ................................ 337
Объемные изменения при спекании ..................................................................... 339
Стадии уплотнения ................................................................................................ 340
Зональное обособление при усадке ..................................................................... 342
Контрольные вопросы и задания .......................................................................... 343
Процессы порошковой металлургии. Курс лекций
-8-
ОГЛАВЛЕНИЕ
Лекция 17 Влияние технологических факторов на процесс спекания
однокомпонентных систем. Спекание многокомпонентных систем ............... 343
Факторы, определяющие процесс спекания порошкового тела.......................... 343
Активирование процессов спекания ..................................................................... 347
Контрольные вопросы и задания .......................................................................... 349
Лекция 18 Твердофазное спекание многокомпонентных систем .................... 349
Виды твердофазного спекания многокомпонентных систем............................... 350
Спекание систем с полной взаимной растворимостью компонентов ................. 351
Спекание систем с ограниченной растворимостью компонентов ....................... 352
Спекание систем с нерастворимыми
(невзаимодействующими) компонентами ............................................................. 354
Контрольные вопросы и задания .......................................................................... 355
Лекция 19 Жидкофазное спекание......................................................................... 355
Особенности процессов жидкофазного спекания. Взаимодействие в системе 356
Стадии жидкофазного спекания ............................................................................ 359
Спекание с жидкой фазой, присутствующей до конца спекания......................... 363
Контрольные вопросы и задания .......................................................................... 364
Лекция 20 Жидкофазное спекание и инфильтрация порошковых формовок.
Брак при спекании .................................................................................................... 365
Спекание порошковых тел с жидкой фазой,
исчезающей в процессе спекания ......................................................................... 365
Инфильтрация порошковых формовок ................................................................. 365
Брак при спекании и меры по его предупреждению ............................................ 366
Контрольные вопросы и задания .......................................................................... 368
Лекция 21 Обработка спеченных порошковых изделий ................................... 368
Методы термической обработки порошковых изделий ....................................... 369
Химико-термическая обработка порошковых изделий ........................................ 370
Контрольные вопросы и задания .......................................................................... 374
Лекция 22 Обработка порошковых изделий ........................................................ 375
Термомеханическая обработка ............................................................................. 375
Дисперсионно-упрочняющая термическая обработка ......................................... 376
Защита порошковых изделий от коррозии ........................................................... 377
Механическая обработка ....................................................................................... 378
Контрольные вопросы и задания .......................................................................... 381
Лекция 23 Структура и свойства порошковых изделий .................................... 381
Особенности строения порошковых тел............................................................... 381
Взаимосвязь параметров и свойств материалов ................................................. 382
Особенности структуры порошковых изделий ..................................................... 384
Контрольные вопросы и задания .......................................................................... 387
Лекция 24 Свойства порошковых изделий .......................................................... 387
Физические свойства порошковых изделий ......................................................... 388
Механические свойства ......................................................................................... 391
Контрольные вопросы и задания .......................................................................... 393
Лекция 25 Методы определения механических характеристик порошковых
тел. Заключение ....................................................................................................... 394
Процессы порошковой металлургии. Курс лекций
-9-
ОГЛАВЛЕНИЕ
Контрольные вопросы и задания .......................................................................... 399
Заключение ............................................................ 400
Библиографический список ................................ 402
Приложения ........................................................... 404
П р и л о ж е н и е А ................................................................................................. 404
П р и л о ж е н и е Б ................................................................................................. 418
Процессы порошковой металлургии. Курс лекций
-10-
ВВЕДЕНИЕ
Порошковая металлургия, наряду с другими наукоемкими и энеросберегающими отраслями промышленности, является одним из основных направлений развития современного, высокоэффективного производства технологически развитых стран мирового сообщества.
В основе технологий порошковой металлургии лежит один из наиболее древних методов переработки рудного сырья в изделие – метод ковки порошкообразной (губчатой) массы металла, разогретой до 800–1 000 оС.
К переделам порошковой металлургии относятся следующие процессы: производство порошков с использованием методов, которые основаны на
процессах механической или физико-химической обработки материалов,
имеющих различное агрегатное состояние; формование пористых порошковых заготовок; спекание сформованных пористых материалов с целью придания им необходимых свойств.
Применяемые на практике методы и технологические режимы получения порошков определяют их химические, физические и технологические
свойства. Порошки, близкие по химическому составу, могут иметь разные
свойства, что сказывается на выборе режимов дальнейшего превращения порошка в готовые изделия.
Операции формования и спекания порошков являются завершающими
операциями технологического цикла получения порошковых изделий. Именно на этих этапах формируются основные свойства порошковых материалов.
Специфические особенности процессов получения изделий на основе порошков металлов и тугоплавких соединений требуют применения специальных
режимов подготовки исходных шихтовых материалов, выбора наиболее эффективных методов формообразования и адекватных температурновременных параметров процесса спекания.
Технологическая схема получения изделий методами порошковой металлургии включает ряд операций, которые предваряют или дополняют операции формования и спекания порошковых материалов и порошковых изделий: подготовка порошков к формованию (подбор фракционного состава порошков, смешивание, введение смазки, засыпка порошка в оболочку, обезгаживание, грануляция и пр.); послеформовочная доработка изделий (зачистка
поверхности, удаление неликвидной части и пр.); обработка спеченного материала (механическая, химическая, химико-термическая и пр.); контроль
свойств полученного материала.
В первой части предлагаемого курса лекций рассмотрено получение
порошков, во второй части – процессы формования и спекания изделий из
металлических и неметаллических порошков.
Процессы порошковой металлургии. Курс лекций
-11-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 1
История развития порошковой металлургии.
Классификация методов получения порошков
План лекции
1. Основные этапы развития порошковой металлургии.
2. Классификация методов получения порошков.
Основные этапы развития порошковой металлургии
Материальные памятники, характеризующие этапы развития человеческого общества, свидетельствуют о том, что порошки золота, меди и бронзы применялись людьми 8–10 тыс. лет назад. Еще в бронзовом веке люди
умели получать и использовать некоторые виды порошков, а также применять горячую ковку порошковой массы. Этот опыт был использован около
5 тыс. лет назад для изготовления железных орудий труда и вооружения. Начинался век железа, пришедший на смену бронзовому веку.
Колыбелью древней металлургии как цветных металлов, так и железа
считают Ближний Восток. Видимо, отсюда, через Кавказ, технология железа
и железных изделий проникла в Европу (II–I тыс. до н. э.) и на восток Азии,
вплоть до Индии.
Первые следы производства железа датируют 3000 г. до н. э. (ЧегерБезер, Ирак – территория бывшей Финикии), а найденные археологами
стальные мечи относят к 2700 г. до н. э. Отдельные виды изделий из железа
по торговым путям попадали и на территорию других государств. Например,
в гробнице египетского фараона Тутанхамона (XIV в. до н. э.) были найдены
кованые железные кинжалы, украшенные порошковым золотом, и амулет из
железа.
Изделия из железа, которое значительно более тугоплавко (температура плавления 1 539 оС), чем медь (температура плавления 1 083 оС), не могли быть получены литьем, так как вплоть до XIX в. не были известны способы создания необходимых для плавления железа высоких температур. В распоряжении металлургов в основном были температуры 1 000–1 100 оС, получаемые за счет горения древесины.
Позже стали использовать кричный метод и ковку заготовки в нагретом состоянии. Сначала в шахтных печах (домницах) при температуре порядка 1 100 оС восстановлением богатой или обогащенной окисленной руды
железа древесным углем получали крицу (губчатую массу железа), а затем
проковывали ее в нагретом состоянии.
Процессы порошковой металлургии. Курс лекций
-12-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 1 История развития порошковой металлургии. Классификация методов получения порошков
Для уменьшения пористости откованное железо повторно нагревали в
печи, а иногда и снова проковывали. Такое железо называли сварочным. В
целом объем его производства достигал сотен тысяч пудов, обеспечивая потребности развивающегося земледелия в лемехах, мотыгах, серпах, косах,
топорах и пр.
На территории нашей страны (Прикамье, Волжско-Окский бассейн)
железо и изделия из него впервые были получены около 1000 г. до н. э. Через
500 лет эту технологию освоили и на территории Сибири, Алтая и Украины.
Исследования археологов показывают, что в 950–1000 гг. в Киевской Руси,
Рязани и Новгороде из железной крины изготовляли различные предметы
быта, оружие и др.
В отдельных отдаленных районах России (Карелии, Якутии) производство сыродутного железа в домницах сохранялось вплоть до XIX в.
Научные основы порошковой металлургии разработал в 1752–1763 гг.
М.В. Ломоносов. Он описал, например, процессы получения порошкового
свинца, способы перевода различных материалов в порошкообразное состояние, дал понятие спекания как операции перевода «порошкообразного тела,
которому по желанию придана известная форма, в каменистое вещество».
В 1827 г. на торжественном собрании Ученого комитета по горной и
соляной части (г. Санкт-Петербург) 21 марта 1827 г. выступил П.Г. Соболевский (1782–1841), сообщивший о создании им нового способа получения
различных изделий из порошка платины. Им были продемонстрированы медали, жетоны, чаши, тигли, бруски массой до 2,4 кг, различные украшения,
полученные путем прессования предварительно сформованной и нагретой до
«белого каления» заготовки из губчатой платины. П.Г. Соболевский отмечал
в своем докладе, что «от одного удара кружок платины вовсе изменяет вид
свой; зернистое сложение его становится плотным и оный делается совершенно ковким. После обжатия кружки проковываются в полоски или прутки
желаемого вида обыкновенным образом».
П.Г. Соболевский является основоположником широко распространенного в настоящее время направления в металлургии – порошковой металлургии.
Петр Григорьевич Соболевский родился в Петербурге в феврале 1782
г. в семье врача и ботаника Григория Федоровича Соболевского. Образование П.Г. Соболевский получил в Петербургском сухопутном кадетском корпусе, но почти сразу после его окончания он оставил военную службу и занялся решением сложных научно-технических проблем. Работая на Урале,
П.Г. Соболевский прославил свое имя успешной инженерной и научной деятельностью в области осветительной техники (создал в 1811 г. «термоламп» –
прибор для газового освещения и отопления), черной и цветной металлургии
(усовершенствовал и внедрил в 1816 г. способ пудлингования чугуна), химической технологии, конструирования машин и судов (самодувные печи, обжимные молоты, безбалансирная паровая машина; в 1817 г. по Волге и Каме
Процессы порошковой металлургии. Курс лекций
-13-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 1 История развития порошковой металлургии. Классификация методов получения порошков
пошли первые пароходы, построенные по его проекту) и др. В 1825 г. П.Г.
Соболевский по поручению Горного департамента приступил к решению
проблемы платины, которую в то время не могли обрабатывать из-за высокой
температуры плавления этого материала.
Именно с этим тугоплавким металлом (температура плавления
о
1 773 С) связано зарождение порошковой металлургии.
Академик Петербургской академии наук, физик Н.П. Щеглов (1793–
1831) отметил: «Все почти европейские знаменитости химии в течение семидесяти лет старались найти простейший способ отделить чистую платину от
сопровождающих ее обыкновенно в природе других минералов и приводить
в ковкое состояние, но доселе усилия их были безуспешны».
Хотя платина была известна еще в древности, а ее разработка началась в XVIII в. в Колумбии, для России проблема получения платиновых изделий стала актуальной лишь в начале XIX в. На Урале сначала были открыты ее месторождения в виде спутника золота (1819 г.), а затем богатейшие в
мире запасы чистой платиновой россыпи (1825 г.), причем только за один
1825 г. добыча платины в России составила 110 пудов (в Америке с 1741 по
1825 гг. было добыто 65–70 пудов).
Поэтому П.Г. Соболевскому было поручено построить и возглавить
Соединенную лабораторию Горного кадетского корпуса, явившуюся первым
в России химико-металлургическим центром. Именно здесь П.Г. Соболевский при участии помогавшего ему химика В.В. Любарского (1795–1852) в
течение 1826 г. создал новый способ получения платиновых изделий, названный затем порошковой металлургией. Он состоял в прокаливании хлорплатината аммония и последующем горячем прессовании полученного платинового порошка в цилиндрические заготовки.
С использованием способа, разработанного П.Г. Соболевским, в 1826 г.
было обработано 40 фунтов платины, а с 1828 г. налажена массовая чеканка
платиновых монет достоинством 3, 6 и 12 руб. на серебро, продолжавшаяся
до 1845 г. (всего за 18 лет было выпущено монет на сумму более четырех
миллионов рублей), которая и стала первым промышленным применением
порошковой металлургии.
Однако после смерти П.Г. Соболевского чеканка платиновых монет
вскоре была прекращена, добыча платины заметно сократилась, появились
печи с кислородно-водородным пламенем (что позволило развивать температуры более 1 800 оС).
До начала ХХ в. сохранялось лишь эпизодическое применение металлических порошков для различных целей (свинцовых порошков в аккумуляторах, железных – в химических производствах и пр.).
Возрождение интереса к порошковой металлургии было прежде всего
связано с необходимостью удовлетворения потребностей быстро развивавшейся электротехники. Электроламповой промышленности были нужны ту-
Процессы порошковой металлургии. Курс лекций
-14-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 1 История развития порошковой металлургии. Классификация методов получения порошков
гоплавкие материалы для нитей ламп накаливания, электромашиностроению
были необходимы меднографитовые щетки и т.п.
В 1900 г. наш соотечественник А.Н. Ладыгин на Всемирной Парижской выставке демонстрировал электрическую лампочку с телом накала из
вольфрамовой проволоки, полученной методом порошковой металлургии.
Решение этих и других трудных технических задач послужило мощным толчком к налаживанию производства порошковых самосмазывающихся подшипников, твердых сплавов, магнитных, электроконтактных и конструкционных материалов, а также многих других видов продукции.
К началу 1950-х гг. мировое ежегодное производство металлических
порошков, материалов и изделий из них составляло примерно несколько десятков тысяч тонн. Началось быстрое развитие порошковой металлургии,
связанное с созданием крупных специализированных производств порошков
и изделий из них.
В последующие тридцать лет темпы роста продукции порошковой металлургии в разных странах в среднем составляли 6–10 %, достигая в отдельные периоды 15–20 % (США, ФРГ, Япония и др.).
В середине 1980-х гг. было реализовано металлических порошков и
изделий из них в мире на пять миллиардов долларов, в том числе в США более чем на один миллиард долларов. По оценкам экспертов, ежегодный прирост объема реализации изделий из порошков составляет не менее 5–7 %.
Мировое производство металлических порошков в настоящее время
превышает один миллион тонн, а изделий из них – 650–750 тыс. т. В ближайшее десятилетие можно ожидать увеличения производства в 1,5–2 раза.
Основные направления развития порошковой металлургии связаны
прежде всего с преодолением затруднений в осуществлении литья тугоплавких металлов и изделий со специфическими свойствами (дисперсноупрочненных, фрикционных, антифрикционных, износостойких, высокопористых и других материалов).
Изготовление порошковых изделий взамен полученных из литых металлов позволяет значительно (60–70 %) снизить потери металла, количество
обрабатывающего оборудования и обслуживающего его рабочего персона, а
также энергозатраты на производство единицы продукции.
Начавшееся в 1950-е гг. быстрое развитие технологий порошковой
металлургии обусловило необходимость унификации понятий в этой специфической области знаний.
В 1947 г. для разработки международных стандартов, задачей которых
являлось облегчение международного товарооборота и расширение сотрудничества в области интеллектуальной, научной, технической и экономической деятельности, двадцатью пятью странами была создана Международная
организация по стандартизации (International Organization for Standardization –
ISO). В настоящее время насчитывается уже более 100 участников – стран
мира этой организации. В составе ISO в 1966 г. был создан технический ко-
Процессы порошковой металлургии. Курс лекций
-15-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 1 История развития порошковой металлургии. Классификация методов получения порошков
митет 119, занимающийся стандартизацией в области порошковой металлургии (ИСО/ТК 119 «Порошковая металлургия, с секретариатом в Швеции»).
Россия входит в состав 13 активных членов технического комитета.
В настоящее время в РФ действует ГОСТ 17359-82 «Порошковая металлургия. Термины и определения», разработанный на основе Международного стандарта ИСО 3252.
Классификация методов получения порошков
Металлический порошок – совокупность частиц металла, сплава или
металлоподобного соединения размерами до одного миллиметра, находящихся во взаимном контакте и не связанных между собой.
Металлические порошки – основа порошковой металлургии, технология которой начинается с их получения. Метод производства и природа соответствующего металла, сплава или металлоподобного соединения определяют химические (содержание основного металла, примесей и загрязнений, пирофорность и токсичность), физические (форма, размер, удельная поверхность, истинная плотность и микротвердость частиц) и технологические (насыпная плотность, текучесть, уплотняемость, прессуемость и формуемость
порошка) свойства получаемого металлического порошка.
Часто свойства порошка одного и того же металла существенно изменяются в зависимости от метода производства. Порошки, идентичные по химическому составу, могут иметь разные физические характеристики и резко
различаться по технологическим свойствам, что приводит к значительным
изменениям условий дальнейшего превращения порошка в готовые изделия и
влияет на их свойства. Разнообразие требований, предъявляемых к порошкам
в зависимости от области их применения, а также свойства (природа) самих
металлов объясняют существование большого числа различных методов
производства металлических порошков.
Общепринятым является условное деление этих методов на физикохимические и механические (табл. 1.1).
К физико-химическим методам относят технологические процессы
производства порошков, связанные с глубокими физико-химическими превращениями исходного сырья. В результате получаемый порошок по химическому составу и структуре существенно отличается от исходного материала.
Механические методы обеспечивают превращение исходного материала в порошок без существенного изменения его химического состава. Чаще всего используют размол твердых материалов в мельницах различных
конструкций и диспергирование расплавов.
Процессы порошковой металлургии. Курс лекций
-16-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 1 История развития порошковой металлургии. Классификация методов получения порошков
Таблица 1.1
Основные методы промышленного производства
металлических порошков
Методы получения порошков
Характеристика метода
Механические методы
Дробление и разИзмельчение стружки, обрезков и компактмол твердых маных материалов проводят в шаровых, вихретериалов
вых, молотковых и других мельницах, КПД которых сравнительно невелик
Диспергирование
Струю расплавленного металла диспергирурасплава
ют механическим способом (воздействием центробежных сил и др.) или действуя на нее потоком энергоносителя (газа или жидкости)
Обработка твердых
Получают крупные порошки. При станочной
(компактных) ме- обработке литых металлов или сплавов подбиталлов резанием
рают такой режим резания, который обеспечивает образование частиц, а не стружки
Физико-химические методы
Химическое восстановление:
оксидов и других
Один из наиболее распространенных и экотвердых соединеномичных способов. Восстановителями служат
ний металлов
газы (водород, конвертированный природный
газ и др.), твердый углерод (кокс, сажа и др.) и
металлы (натрий, кальций и др.). Исходным
сырьем являются окисленные руды, рудные
концентраты, отходы и побочные продукты металлургического производства (например, прокатная окалина), а также различные химические соединения металлов
различных
соОдин из самых экономичных способов, поединений металлов зволяющий получать высококачественные меиз водных раство- таллические порошки. Восстановитель – водоров
род или оксид углерода. Исходное сырье – сернокислые или аммиачные растворы солей соответствующих металлов
газообразных
Газообразные соединения металлов восстасоединений разнавливают водородом в реакторе кипящего
личных металлов
слоя или в плазме
Электролиз водных
На катоде под действием электрического торастворов или рас- ка осаждают из водных растворов или расплаплавленных солей вов солей чистые порошки практически любых
различных метал- металлов. Стоимость порошков высока из-за
лов
больших затрат электроэнергии и сравнительно
низкой производительности электролизеров
Процессы порошковой металлургии. Курс лекций
Получаемые
порошки
Железо, медь,
марганец, латунь,
бронза, хром,
алюминий, стали
Алюминий, свинец, цинк, бронза,
латунь, железо, чугун, сталь
Сталь, латунь,
бронза, магний
Железо, медь,
никель, кобальт,
вольфрам, молибден, титан, тантал,
цирконий, уран,
сплавы, а также
соединения с неметаллами (карбиды, бориды и др.)
Медь, никель,
кобальт, серебро,
золото
Вольфрам, молибден, никель
Медь, никель,
железо, серебро –
из водных растворов; тантал, титан,
цирконий, железо – из расплавленных сред
-17-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 1 История развития порошковой металлургии. Классификация методов получения порошков
Продолжение табл. 1.1
Методы получения порошков
Диссоциация
карбонилов
Термодиффузионное насыщение
Испарение конденсация
Межкристаллитная коррозия
Получаемые
порошки
Соединение металла с СО типа Меа(СО)c
Железо, никель,
разлагают нагреванием. Применяют в про- кобальт, вольфрам,
мышленности для производства высококачест- молибден
венных дисперсных порошков, стоимость которых очень велика
Чередующиеся слои или смесь порошков
Латунь, сплавы
разнородных металлов нагревают до темпера- на основе хрома,
туры, обеспечивающей их активное взаимодей- высоколегироствие
ванные стали
Характеристика метода
Для получения порошка металл испаряют и
затем конденсируют его пары на холодной поверхности. Порошок является тонкодисперсным, но содержит большое количество оксидов
В компактном (литом) металле или сплаве
при помощи химического травителя разрушают
межкристаллитные прослойки
Цинк, кадмий и
другие металлы с
невысокой температурой испарения
Коррозионностойкие и хромоникелевые стали
К механическим методам получения порошков относится и грануляция расплава (образование порошка происходит при сливании расплавленного металла в жидкость). Однако получаемые частицы имеют размеры больше
одного миллиметра (до 2–5 мм). С помощью этого метода получают гранулы
таких металлов, как олово, свинец, цинк, висмут и пр. Совокупность методов
их получения и превращения в изделия относится к другой области металлургического производства – гранульной металлургии.
Выбор метода получения металлического порошка проводят на основе
анализа требований, предъявляемых к конечной продукции, и экономической
оценки процессов, влияющих на его себестоимость (размер капиталовложений, затрат энергии, стоимости исходного сырья и пр.).
В зависимости от размеров частиц порошки весьма условно подразделяют на следующие группы: нано- (размер частиц < 0,01 мкм), ультра(0,01–0,1 мкм), высокодисперсные (0,1–10 мкм), мелкие (10–40 мкм), средние
(40–250 мкм) и крупные (250–1 000 мкм).
Контрольные вопросы и задания
1. Из какого сырья получали железные изделия до XIV в.?
2. Кто из наших соотечественников разработал в XIX в. способ получения изделий из платины?
3. Назовите причины возрождения интереса к порошковой металлургии в конце XIX в.
Процессы порошковой металлургии. Курс лекций
-18-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 1 История развития порошковой металлургии. Классификация методов получения порошков
4. Укажите основные переделы и преимущества порошковой металлургии перед традиционной металлургией.
5. На какие основные группы делятся методы производства порошков?
6. Перечислите механические методы получения порошков.
7. Перечислите физико-химические методы получения порошков.
8. Назовите основные группы порошков и их соответствие размерному ряду.
9. Что определяют международные стандарты в области порошковой
металлургии?
10. Решению каких задач способствуют международные стандарты
серии ИСО в области порошковой металлургии?
Лекция 2
Восстановители и защитные среды
План лекции
1. Классификация восстановителей и защитных сред.
2. Методы получения и характеристики твердых и газообразных восстановителей (защитных сред).
3. Методы получения и характеристики газообразных сред сложного
состава.
Классификация восстановителей и защитных сред
Технологические режимы многих процессов порошковой металлургии
сопряжены с использованием восстановительных и защитных сред. Восстановителями обычно служат газы (чистый CО, Н2 или среды, содержащие эти
газы в различной пропорции), твердый углерод и металлы (Ca, Na, Mg). При
спекании порошковых изделий восстановители играют роль защитных сред.
Методы получения и очистки восстановителей и защитных сред идентичны.
Основное отличие восстановителей от защитных сред состоит в том, что в
качестве защитных сред могут использоваться нейтральные (инертные) газы,
а также сыпучие инертные материалы (чаще всего оксиды алюминия и магния).
Защитные среды позволяют исключить взаимодействие порошковых
изделий с кислородом и азотом, а также придать изделиям необходимые
свойства (например, упрочнить поверхность изделий). Они подразделяются
на газовые, сыпучие и комбинированные (состоящие из твердых засыпок и
защитного газа). К защитным средам относится вакуум.
Процессы порошковой металлургии. Курс лекций
-19-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 2 Восстановители и защитные среды
По составу газовые защитные среды можно разделить на следующие
системы:
Н2–Н2О;
H2–Н2О–N2;
СО–СО2–N2;
СО–СО2–H2–H2О–N2;
СО–СО2–Н2–Н2О–СН4–N2;
азот, инертные газы (аргон, гелий), вакуум.
Выбор восстановительной или защитной среды для восстановления
химических соединений металлов и спекания порошковых материалов с целью получения заданных свойств определяется термодинамическими характеристиками систем пористое твердое тело – защитный газ (восстановитель).
При этом учитывается особенность порошковых материалов, удельная поверхность пористых тел, наличие оксидных пленок на поверхности частиц и
в порах.
Для создания надежного контакта между спекаемыми частицами
сформованного изделия необходимо обеспечить максимальное восстановление окисных пленок на их поверхности, поэтому защитная газовая среда при
спекании должна быть восстановительной, т.е. содержать газы-восстановители
(Н и/или СО).
Условие равновесия, при котором соотношение металла и его оксидов
с течением времени остается неизменным, характеризуется константами
равновесия:
К1 = РН2 /РН2О; К2 = РСО/РСО2.
(1.1)
При спекании (восстановлении) порошковых изделий состав защитной газовой среды выбирают по значению констант равновесия для того элемента, у которого они наибольшие.
По условиям взаимодействия с восстановительными газами Н2, СО,
Н2 + СО металлы можно разделить на три группы.
К первой группе относятся медь, никель, кобальт, молибден, вольфрам и железо, восстановление оксидов которых возможно при использовании любой из указанных газовых сред. С повышением температуры константы равновесия возрастают для меди, никеля, кобальта, т.е. снижаются равновесные содержания Н2О и СО2, что создает опасность окисления в области
высоких температур.
Во вторую группу объединяют хром, марганец, кремний и ванадий,
восстановление оксидов которых возможно только водородом. Константы
равновесия понижаются с ростом температуры, т.е. равновесные содержания
Н2О и СО2 в защитном газе повышаются, облегчая восстановление оксидов.
К третьей группе относятся алюминий, бериллий, титан, цирконий,
восстановление оксидов которых возможно только остро осушенным водородом в присутствии геттеров.
Процессы порошковой металлургии. Курс лекций
-20-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 2 Восстановители и защитные среды
Методы получения и характеристики твердых
и газообразных восстановителей (защитных сред)
Водород – один из наиболее распространенных элементов (составляет около 1 % от общей массы Земли). Водород входит в состав воды (около
11 % мас.), нефти, природных газов. В свободном состоянии практически не
встречается. С кислородом водород образует гремучую смесь при содержании водорода 4–74 % (температура воспламенения в смеси с воздухом
550–590 °С).
Технический водород получают электролизом, каталитическим разложением углеводородов, железоконтактным (железопаровым) методом.
При электролитическом методе через водный электролит (слабых
водных растворов гидроксида натрия, калия, NаСl, раствора серной кислоты
– чистая вода плохо проводит ток) пропускают электрический ток, в результате чего получают водород, а также кислород, хлор или сернистый газ.
Пропускание электрического тока через растворы ведут в моно- или
биполярных электролизерах, в которых идет разрядка ионов Н+ и гидроксильных групп ОН-, образующихся при разложении воды по реакции
Н2О → Н2 + ОНИоны водорода перемещаются к катоду, где превращаются в атомы,
которые практически мгновенно образуют молекулу Н2, в результате чего на
перфорированном катоде начинается выделение газообразного водорода, который удаляется через отверстия в теле катода. На аноде ионы гидроксида
образуют воду и кислород (2ОН- – 2е → Н2О + 0,5О2).
Теоретические расчеты показывают, что на производство одного кубического метра водорода необходимо затратить 2,95 кВт·ч электроэнергии.
Однако практически тратится около 5–6 кВт·ч, так как приходится подавать
на ванну более высокое напряжение, избыток которого тратится на преодоление сопротивления электролита, раствора и электродов. Воду, которая подается в электролизер, предварительно очищают от примесей путем паровой
перегонки или на ионообменных смолах.
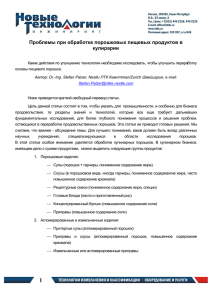
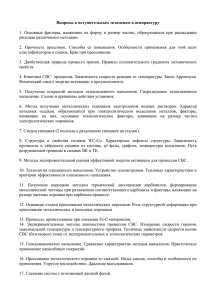
В железоконтактном методе водород получают путем взаимодействия нагретого до температуры 800–900 оС железа с водяным паром. Для
производства водорода используют установки (рис. 1.1), которые вырабатывают примерно 500 м3 водорода в час. Образующиеся в процессе восстановления газы используют для создания необходимого теплового режима подогревателя.
Процессы порошковой металлургии. Курс лекций
-21-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 2 Восстановители и защитные среды
4
4
К газгольдеру
3
1
2
7
6
5
8
Рис. 1.1. Схема установки для производства водорода железоконтактным методом: 1
– колонна-генератор водорода; 2 – подогреватель пара; 3 – теплообменник; 4 –
клапаны подачи первичного водяного пара; 5 – отделение генерации водорода,
заполненное железосодержащим
порошковым материалом; 6 – скруббер;
7 – клапан регулировки давления подогретого пара; 8 – насос
На втором этапе в установку через предварительно разогретый подогреватель подают первичный водяной пар, который, нагреваясь до температуры около 900 оС, поступает в генератор, где разлагается с выделением водорода по реакции
Fe2O3 + Н2О → FeхO + Н2
(1.2)
Смесь водорода и неразложившегося водяного пара охлаждается, проходя через теплообменник, до температуры 300–400 оС и поступает в скруббер, а затем в газгольдер. Полученный этим методом водород имеет высокую
стоимость, поэтому подобные установки используются редко.
Применение водорода рекомендуется при восстановлении (спекании)
изделий из порошков металлов, образующих трудновосстановимые окислы
бериллия, ванадия, кремния, марганца, хрома, циркония, а также твердых
сплавов. В этих случаях водород должен подвергаться острой осушке и удалению остатков кислорода в присутствии геттеров.
Технический оксид углерода обычно получают газификацией малосернистого кокса или древесного угля с применением кислородного дутья. В некоторых случаях для восстановления химических соединений могут использовать газообразные выбросы фосфорных заводов, содержащие до 80 % СО,
Процессы порошковой металлургии. Курс лекций
-22-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 2 Восстановители и защитные среды
около 0,5–1,0 % таких газов, как Н2 и N2, и до 18–20 % СО2. Оксид углерода
ядовит и взрывоопасен. Предельно допустимая концентрация СО в помещении составляет 0,02 мг/м3. Температура воспламенения СО в смеси с воздухом равна 610–658 оС.
Кокс получают коксованием продуктов нефтепереработки. Он содержит до 93–98 % С и до 3 % Н2 (в углеводородных соединениях), около 2–4 % S,
до 1 % золы.
Термошлыб представляет собой мелкие отходы термоантрацитного
производства. Термошлыб содержит до 75–80 % углерода, около 10–15 % золы, 3,0–3,5 % серы, до 5 % органических летучих веществ и небольшое количество влаги (менее 1 %).
Древесный уголь получают путем сжигания древесины с недостатком
воздуха. Он чище нефтяного кокса по сере (менее 0,03 %), но имеет более
высокую зольность (до 4,5 %). Кроме того, древесный уголь содержит большое
количество летучих органических соединений (около 15–20 %) и влагу (3–5 %).
Сажу получают либо сжиганием (при температуре 1 200 оС) жидких
нефтепродуктов (солярного дистиллята, лигроина, очищенного керосина) в
фитильных горелках-лампах (ламповая сажа), либо сжиганием природного
газа в специальных камерах с недостатком воздуха (газовая сажа). Газовая
сажа чище ламповой по сере (менее 0,16 %), имеет более высокое содержание углерода (99,5 %), но «грязнее» по золе (около 0,16 %).
Высокая химическая активность сажи объясняется тем, что это весьма
мелкий порошок трубчатого строения. Длина отдельных частиц-трубочек составляет сотые доли микрометра, а диаметр – тысячные доли микрометра.
Удельная поверхность этого восстановителя может быть до 25 м3/г.
Методы получения и характеристики
газообразных сред сложного состава
В большинстве случаев для получения металлических порошков или
защиты изделий при спекании используются восстановители (газовые защитные среды) сложного состава (табл. 1.2).
Диссоциированный аммиак содержит 75 % Н2 и 25 % N2. В большинстве случаев является хорошим заменителем водорода. Не рекомендуется при
спекании хромистых, нержавеющих сталей и сплавов, содержащих титан,
ниобий и молибден, в связи с возможностью образования хрупких нитридов.
Процессы порошковой металлургии. Курс лекций
-23-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 2 Восстановители и защитные среды
Таблица 1.2
Способы получения применяемых восстановителей
(защитных газовых сред) сложного состава
Тип среды
Исходное
соединение
Способ получения среды
Разложение в диссоциаторе.
Н2–Н2О–N2
Частичное сжигание при αвз = 0,7–0,9 и
осушка силикагелем или цеолитом
Получение из древесного угля при темпеСО–СО2
Генераторный газ
ратуре 1 000 °С и осушка силикагелем или
цеолитом
Неполное сжигание (αвз = 0,25–0,30) приЭндотермический газ
родного газа или пропана
Неполное сжигание (αвз = 0,6) углеводороЭкзотермический газ дов, охлаждение, очистка от СО2, сушка сиСО–СО2–Н2–Н2О–N2
ликагелем или цеолитом
Очистка от СО2, сушка силикагелем или
Доменный газ
цеолитом
Конвертированный
Высокотемпературная парогазовая конприродный газ
версия (1 100 °С при СН4:Н2О = 1:1)
СО–СО2–Н2–Н2О– Науглероживающий
Неполное сжигание (αвз = 0,4) углеводоро–СН4–N2
газ
дов с последующей добавкой природного газа
Диссоциированный
аммиак
П р и м е ч а н и е. αвз – коэффициент, характеризующий отношение компонентов газовой смеси (содержание воздуха, приведенное к единице).
Операция получения диссоциированного аммиака включает испарение жидкого аммиака, отделение масла, подогрев в теплообменнике и разложение в диссоциаторе с дисперсным катализатором при подводе тепловой
энергии извне.
Газовая смесь диссоциации поступает в теплообменник для подогрева
жидкого аммиака и подвергается после этого осушке силикагелем до точки
росы (от –40 до –50 °С).
Генераторный газ получают пропусканием воздуха или паровоздушной смеси через раскаленный уголь с последующей очисткой и осушкой.
Может применяться при науглероживающем спекании или цементации порошковых изделий конструкционного назначения.
Конвертированный природный газ получают конверсией метана природного газа с водяным паром:
СН4 + Н2О = СО + 3Н2
(1.3)
Конверсия происходит при 1 100 °С в присутствии катализаторов, содержащих никель. Нагрев парогазовой смеси сопровождается реакциями об-
Процессы порошковой металлургии. Курс лекций
-24-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 2 Восстановители и защитные среды
разования СО2, диссоциации метана, горения углерода, выделяющегося при
распаде СН4 и пр. Доля этих побочных реакций зависит от температуры процесса, соотношения СН4 и Н2О, качества катализатора, конструкции аппарата
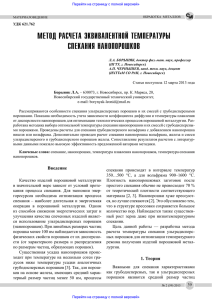
конверсии. Конвертированный природный газ хорошего качества получают в
печах, трубчатый реактор которых изготовлен из стеклоуглерода или карбофракса (рис. 1.2). Внутри реактора устанавливается трехсекционный шамотный муфель таким образом, чтобы между ним и внешней трубой сохранялся зазор. В качестве катализатора реакции используются порошки никеля,
введенные в поры муфеля.
2
3
4
5
Парогазовая
смесь
1
6
Рис. 1.2. Схема рабочей зоны установки выработки конвертированного природного
газа: 1 – тепловая изоляция рабочей зоны печи; 2 – реактор; 3 – шамотный муфельсердечник с никелевым катализатором; 4 – топочные зазоры для нагрева реактора; 5 –
перфорированная труба для подачи парогазовой смеси в муфель; 6 – труба для
транспортировки восстановителя
Парогазовую смесь для конверсии готовят насыщением разогретого
до 85 °С природного газа в скруббере, орошаемом горячей водой (температура воды около 93–98 °С). Из скруббера парогазовая смесь направляется в подогреватель установки, где разогревается и через канал в центре шамотного
муфеля поступает в печь. Обогрев печи осуществляется газовыми горелками.
После конверсии исходных продуктов полученный восстановитель
через кольцевой зазор поступает в трубопровод и направляется к газовой
подстанции печи восстановления.
Конвертированный природный газ значительно дешевле водорода, а
его качество может быть улучшено последующими операциями очистки и
осушки. После осушки и очистки конвертированный газ применяют при получении порошков восстановлением металлов из оксидов, а также при спекании порошков изделий на основе углеродистых сталей.
Эндотермический газ получают при сжигании углеводородного сырья в условиях, при которых газовоздушная смесь содержит 25–35 % от
теоретического необходимого на полное сжигание газа воздуха (коэффици Процессы порошковой металлургии. Курс лекций
-25-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 2 Восстановители и защитные среды
ент αвз = 0,25–0,35). Для поддержания процесса извне подводится тепловая
энергия.
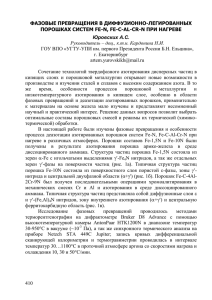
Исходный газ подается в установку через регулятор давления и попадает в камеру сероочистки (рис. 1.3).
1
3
5
6
7
8
9
4
14
2
14
13
10
11
12
К печи
Рис. 1.3. Схема установки для получения эндогаза (установка ЭН-60): 1 – камера сероочистки; 2 – манометр; 3 – холодильник; 4 – ротаметр; 5 – регулятор давления; 6 –
смесительный клапан; 7 – газогенератор; 8 – катализатор; 9 – холодильник; 10 – газодувка; 11 – заслонка; 12 – гидрозатвор; 13 – клапаны; 14 – нагревательный элемент
В камере сероочистки газ проходит через фильтр-катализатор, заполненный смесью оксидов цинка и хрома и нагретый до температуры 300–350 °С.
Нагрев катализатора до необходимой температуры проводится с помощью
нихромового нагревателя. Очищенный газ охлаждается в холодильнике и подается в газосмесительный аппарат, в котором газ и воздух смешиваются в
определенной пропорции. Приготовленная газовоздушная смесь через гидрозатвор и аппарат защиты смеси от воспламенения (пламягаситель и обратный
клапан) поступает в газогенератор.
Газогенератор представляет собой стальную трубу с толщиной стенки
15 мм, заключенную в кожух из профилированной стали. Корпус газогенератора внутри футеруется легковесным огнеупором.
Парогазовая смесь поступает снизу в реторту, размещенную в центральной части реактора и заполненную порошком никеля (катализатором).
Реторту с помощью ленточного нагревателя разогревают до температуры
около 1 050 °С. Для генераторов производительностью более 125 м3/ч применяют газовый обогрев.
Процесс сжигания исходного газа ведут в две стадии. На первой стадии метан взаимодействует с кислородом по реакции
Процессы порошковой металлургии. Курс лекций
-26-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 2 Восстановители и защитные среды
СН4 + 2О2 = СО2 + 2Н2О + Q
(1.4)
на второй – избыточный метан взаимодействует с продуктами первой реакции с образованием водорода и СО:
СН4 + СО2 = 2СО + 2Н2 – Q
СН4 + Н2О = СО + 3Н2 – Q
(1.5)
(1.6)
Суммарный тепловой эффект этих реакций отрицательный, поэтому
процесс требует подведения тепла извне. Полученный эндогаз (18–20 % СО,
38–40 % Н2, около 1 % СО2 и СН4, 34–38 % N2) подвергают охлаждению,
осушке и очистке.
Экзотермический газ получают частичным сжиганием углеводородов
с таким количеством воздуха (αвз= 0,6–0,9), при котором горение протекает
за счет тепла, выделяемого в процессе реакции.
«Богатый» экзогаз (полученный из смеси с αвз = 0,6) содержит
10–13 % СО, 4–5 % СО2, 15–18 % Н2, до 1 % О2 и около 63–70 % N2.
«Бедный» экзогаз (полученный из смеси с αвз = 0,9) содержит до 1 % СО,
10–13 % СО2, 0,7 % Н2, остальное – азот.
Генераторный и водяной газы образуются при взаимодействии нагретого до температуры около 1 000–1 100 °С кокса, каменного или древесного
угля с воздухом или водяным паром.
Генераторный газ содержит 28–30 % СО, около 0,5 % СО2, до 5 % Н2,
до 1 % О2 и углеводородов, 63–65 % N2.
Водяной газ содержит около 36 % СО, до 48–49 % Н2 и до 16 % N2,
СО2, СН4 и Н2О.
Вакуум бывает низким (1–10 Па), средним (1–1 000 мПа), высоким
(1–1 000 мкПа) и сверхвысоким (< 1 мкПа).
Контрольные вопросы и задания
1. Для чего нужны защитные среды?
2. Какие защитные среды применяют на производствах порошковой
металлургии?
3. Перечислите составы газовых защитных сред.
4. Назовите жидкие защитные среды.
5. Чем определяется выбор защитной среды?
6. Перечислите основные методы получения газовых защитных сред.
7. Что является основой газовых защитных сред?
8. Назовите наиболее активные восстановители.
Процессы порошковой металлургии. Курс лекций
-27-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 3
Восстановители и защитные среды
План лекции
1. Жидкие и сыпучие защитные среды и восстановители.
2. Оборудование для восстановления и спекания материалов.
3. Методы очистки и осушки защитных газовых сред.
Жидкие и сыпучие защитные среды и восстановители
Жидкие защитные среды образуются при плавлении солей металлов,
шлаков, стекол, легкоплавких окислов.
Стеклянный расплав применяется при спекании изделий из порошков
химически активных металлов, например, при спекании магнитных материалов. Спекание производят на воздухе под слоем расплава оконного стекла
при 1 150–1 200 °С. В стеклянном расплаве рекомендуется спекать изделия с
пористостью не более 18 %, при большей пористости наблюдается пропитка
поверхности деталей стеклянным расплавом. Для удаления стекла со спеченных изделий производят их подстуживание от температуры 300 °С в воду с
последующей выдержкой на воздухе в течение 1–3 ч.
Твердые защитные засыпки обычно состоят из порошков химически
активных металлов и их соединений (Al, Mg, Ti, Cr, гидрид титана) и при необходимости инертного наполнителя (прокаленный глинозем, оксид магния и
др.), а также из прокаленного глинозема с добавкой углерода в виде сажи,
древесного угля.
Металлы и их соединения. При сопоставлении термодинамических
параметров восстанавливаемых соединений и восстановителей выясняется,
что образование соединений кальция, магния, алюминия, натрия, калия, циркония и бериллия сопровождается максимальной убылью свободной энергии.
Однако по определенным условиям (дороговизна металлического порошка, высокая температура плавления и восстановления и пр.) на практике
чаще всего используют только несколько из этих металлов – кальций, натрий
и магний.
Выбор этих металлов для металлотермического восстановления определяется следующими факторами:
высокой летучестью паров металлов;
отсутствием реакций образования устойчивых соединений с большинством металлов;
сравнительно низкой стоимостью;
Процессы порошковой металлургии. Курс лекций
-28-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 3 Восстановители и защитные среды
возможностью довольно простого (легкого) отделения соединения металла-восстановителя от полученного порошка или спекаемого изделия и пр.
В ряде случаев для восстановления используют не сами металлы, а их
гидриды или карбиды, в частности гидрид или карбид кальция.
Оборудование для восстановления и спекания материалов
Для получения порошков и спекания порошковых формовок используют печи, различающиеся как по конструкции, так и по способу нагрева.
Выбор типа печи зависит от многих факторов:
характера защитной среды,
температуры и выдержки при спекании,
режима нагрева и охлаждения,
требуемой производительности и т.п.
Получение порошков и спекание изделий из порошков чаще всего
проводят в печах непрерывного действия (муфельных, трубчатых и пр.), в
которые газообразный восстановитель подается по принципу противотока
(навстречу движению материала). Обычно для печей непрерывного действия
характерно наличие трех рабочих зон:
1) зоны нагрева,
2) горячей зоны (зоны максимальной температуры),
3) зоны охлаждения.
При спекании изделий из порошков в первой зоне печи происходит
испарение или выжигание и удаление смазки (пластификатора), введенной в
шихту перед формованием порошка, а также снятие (релаксация) напряжений, имеющихся в порошковой формовке. В горячей зоне осуществляется
собственно спекание, а в третьей зоне – охлаждение материала (изделия) с
заданной скоростью до температуры, обеспечивающей безокислительную
выгрузку на воздух.
При непрерывной транспортировке материалов через печь используют
различные загрузочные устройства (конвейеры, лодочки, тигли и пр.). Перемещение материалов через печное пространство обеспечивается с помощью
роликов (рольгангов), толкателей различного типа.
В некоторых случаях восстанавливаемый материал или спекаемые заготовки укладывают в поддоны или непосредственно на конвейерную ленту
из окалиностойкой проволоки. Общая длина печей различного типа лежит в
пределе от 5–6 до 15–25 м, при длине зоны спекания от 3 до 6–15 м. Рабочая
температура в печи зависит от материала нагревательных элементов и составляет 1 000–2 000 °С.
Толкательные муфельные или трубчатые печи наиболее просты по
своей конструкции. Продвижение лодочек (поддонов) из графита, стали, кар-
Процессы порошковой металлургии. Курс лекций
-29-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 3 Восстановители и защитные среды
бида кремния, в которые загружены восстанавливаемый материал или спекаемые изделия, производится механическим толкателем.
Печи непрерывного действия экономичны и обеспечивают равномерное распределение температур в зоне нагрева, благодаря чему порошковые
изделия после спекания имеют однородные свойства.
Электропечи периодического действия широко применяют в порошковой металлургии при проведении металлотермических процессов восстановления. Они могут быть прямого или косвенного электронагрева, а также
индукционные.
Спекание в водороде, нейтральном газе или вакууме при температуре
до 2 500 °С можно осуществлять в электропечах косвенного нагрева. В камерных печах загрузку и выгрузку изделий выполняют через дверцу, расположенную в передней стенке печи. В шахтных печах загрузку изделий в цилиндрическую вертикальную шахту – рабочую зону печи – осуществляют
сверху, опуская изделие на стационарную подставку, находящуюся в нижней
части шахты. В элеваторных печах изделия вдвигают в цилиндрическую вертикальную рабочую зону снизу, на подставке, конструктивно объединенной
со съемным днищем печи. В колпаковых печах (колпаков у одной печи может быть несколько) изделие перед началом нагрева устанавливают на стационарной подставке и накрывают колпаком, внутри которого смонтированы
нагреватели, тепловая изоляция и другие конструктивные элементы печи.
В таких электропечах косвенного нагрева применяют в основном нагреватели трех типов:
проволочные или ленточные зигзагообразные на изоляторах;
проволочные или листовые, соединенные с водоохлаждаемыми токоподводами, входящими в горячую зону печи;
проволочные или листовые, соединенные через неохлаждаемый вывод
из тугоплавкого металла с водоохлаждаемыми токоподводами.
Для спекания порошковых изделий применяют контейнеры с плавким затвором (рис. 1.4) из натро- или боросиликатного стекла (полуфабриката при получении жидкого стекла). Во время нагрева контейнера воздух и
выделяющиеся из засыпки и прессовок газы свободно выходят через пористые материалы (песок и порошок силикатной глыбы), которыми заполнена
полость затвора.
Процессы порошковой металлургии. Курс лекций
-30-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 3 Восстановители и защитные среды
6
1
5
7
4
3
2
8
8
а
б
Рис. 1.4. Конструкция контейнеров с плавким затвором: а – контейнер с верхним
затвором без карманов; б – контейнер с верхним затвором карманного типа; 1 – гранулы материала плавкого затвора; 2 – контейнер; 3 – обрабатываемые детали; 4 –
карман; 5 – песок; 6 – верхняя крышка контейнера; 7 – асбестовая прокладка; 8 – засыпка
При достижении температуры плавления материала плавкого затвора
из натросиликатной глыбы контейнер из нержавеющей стали герметизируется от печной атмосферы, что обеспечивает предохранение спекаемых изделий от окисления.
Методы очистки и осушки защитных газовых сред
Очистку газовых сред осуществляют для удаления вредных примесей
(диоксид углерода, сернистый водород и др.), осушку – с целью удаления остатков влаги.
Одновременную очистку от диоксида углерода и сернистого водорода
производят пропусканием защитной среды через 15 %-й водный раствор этаноламина с последующей регенерацией этого раствора.
При очистке газа от кислорода, СО2, HCN и других примесей с помощью этаноламина образуются неразлагающиеся соединения.
Этаноламины представляют собой бесцветные вязкие гигроскопические жидкости, смешиваемые с водой и низшими спиртами во всех концентрациях.
Химические реакции взаимодействия СО2 с моноэтаноламином имеют вид
CO2 + 2RNH2 + H2O ↔ (RNH3)·2CO3
(1.7)
CO2 + (RNH3)·2CO2 + H2O ↔ 2RNH3HCO3
(1.8)
где R – группа ОН–СН2–СН2.
Процессы порошковой металлургии. Курс лекций
-31-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 3 Восстановители и защитные среды
Для более тонкой очистки защитных газовых сред (точка росы вплоть
до –120 °С) используют химические, адсорбционные, диффузионные, ректификационные и каталитические методы.
К химическим методам относится очистка газов с помощью гидрата
оксида железа (смесь болотной руды, 0,5 % гашеной извести с древесными
опилками в соотношении 1:1, содержащая до 30–40 % Н2О), силикагеля или
алюмогеля, геттеров.
Использование металлической меди позволяет очистить защитные газовые среды от кислорода при нагреве до 400–500 °С. Процесс активизируется при использовании губчатой меди или меди, нанесенной на диатомит.
Оксид меди может применяться для очистки от водорода при температуре
350–400 °С.
Кальций интенсивно поглощает кислород при 450–500 °С, азот – при
650–750 °С; титан поглощает азот при 800–1 050 °С, водород – при 350–500 °С,
воду – при 700–1 050 °С, кислород – при 700–1 050 °С.
Адсорбционные методы очистки основаны на способности твердых
поверхностей сорбировать газы. К промышленным адсорбентам относятся активные угли, активный оксид алюминия, силикагели, кристаллические алюмосиликаты – цеолиты.
Ректификация основана на различии состава пара над жидкостью в
равновесном состоянии и состава жидкой фазы.
Диффузионные методы очистки основаны на проницаемости металлических пористых перегородок для атомных газов и непроницаемости для
молекулярных газов. Эффективна очистка водорода с использованием сорбции-десорбции на палладии.
Хорошим средством для очистки газов являются цеолиты, поглощающие СО2 и Н2О из продуктов сгорания. Применение цеолитов упрощает
оборудование и исключает его коррозию, снижает капитальные и эксплуатационные затраты, повышает степень очистки от СО2. Наилучшие результаты
получают при использовании цеолитов с размером пор 5 нм. Регенерация цеолитов состоит в их нагреве до 250–320 °С с последующей продувкой сухим
газом и охлаждением или в сушке в вакууме 0,5–5 кПа.
При необходимости сохранения содержания углерода в спеченных изделиях постоянным целесообразно применять аргон или остроосушенный
водород. В зависимости от углеродного потенциала конвертированного газа
он может науглероживать или обезуглероживать спекаемые детали.
Контрольные вопросы и задания
делий?
1. Перечислите жидкие защитные среды.
2. Назовите жидкие восстановители.
3. Что входит в состав сыпучих защитных сред?
4. Какие печи применяются при получении порошков и спекании из5. Дайте характеристику печей спекания непрерывного действия.
6. Для чего (в основном) используются печи периодического действия?
Процессы порошковой металлургии. Курс лекций
-32-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 3 Восстановители и защитные среды
7. Какие методы тонкой очистки газовых сред применяют на практике?
8. Что используют для одновременной очистки газовой среды от диоксида углерода и сернистого водорода?
9. Какие вещества применяют для осушки газовых сред?
Лекция 4
Охрана труда и окружающей среды
в порошковой металлургии
План лекции
1. Основные операции процессов порошковой металлургии и виды
воздействия на персонал производств.
2. Пожаро- и взрывоопасность порошков. Мероприятия по охране
труда и защите персонала.
Основные операции процессов порошковой металлургии
и виды воздействия на персонал производств
Разработка защитных мероприятий по охране труда и окружающей
среды на предприятиях порошковой металлургии связана со специфическими
(для этой отрасли промышленности) факторами операций технологических
процессов получения порошков и изделий на их основе. Основными операциями технологий порошковой металлургии являются:
размол исходных материалов и полученной губки в производстве порошков методом восстановления;
распыление расплавленных металлов в порошок;
смешивание и рассев металлических и неметаллических порошков;
электролиз растворов при получении порошков методом электролиза
и при нанесении гальванических покрытий;
формование изделий методами прессования, прокатки и др.;
спекание изделий в газовых защитных средах;
термическая и механическая обработка изделий (резанием, шлифованием, калиброванием);
пропитка пористых изделий смазками, расплавленными металлами и др.
При их выполнении возможно загрязнение воздуха различными веществами в пыле- и газообразном состояниях, часть из которых являются вредными для человека или пожаро- и взрывоопасными.
В технологические процессы порошковой металлургии вовлекаются
такие вещества, как порошки железа, меди, графита, вольфрама, молибдена,
олова, цинка, свинца, порошки различных соединений – карбидов, нитридов,
боридов, сульфидов, ферросплавов, оксидов железа, кремния, цинка, алюминия, порошки сложных соединений – асбеста, муллита, слюд и др.
К газовым средам относятся водород, диссоциированный аммиак,
конвертированный природный газ, эндо- и экзогазы и др. Применяются и хи Процессы порошковой металлургии. Курс лекций
-33-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 4 Охрана труда и окружающей среды в порошковой металлургии
микаты – серная и соляная кислоты, цианистые соли, едкий натрий, а также
спирт, бензин и др.
Выполнение технологических операций осуществляется с помощью
прессов, прокатных станов, вибросит, печей, металлообрабатывающих станков и другого оборудования.
Для обеспечения безопасной работы в производствах порошковой металлургии применяются меры по охране труда и технике безопасности, существующие в металлургическом и химическом производстве, в гальванических и механических цехах, а также правила, специально разработанные для
технологических процессов порошковой металлургии.
Последние предусматривают защиту работающих от токсического,
теплового, взрывного, шумового и вибрационного воздействий.
Производство изделий методами порошковой металлургии по степени
вредности и безопасности можно отнести к категории «В».
Для технологии порошковой металлургии характерно загрязнение атмосферы на рабочих местах пылеобразными металлами или различными соединениями. Загрязнения отмечаются при размоле, просеве и смешивании
порошков, дозировании шихты, транспортировке порошковых материалов,
прессовании, разгрузке и обработке спеченных изделий шлифованием. Пыль,
загрязняющая атмосферу, имеет размер частиц менее 4 мкм. Содержание пыли на рабочих местах определяется соответствующей операцией производства порошков или изделий (табл. 1.3).
Систематическое вдыхание металлических и неметаллических порошков и газов может приводить к профессиональным заболеваниям.
Таблица 1.3
Содержание пыли на рабочих местах при изготовлении изделий
методами порошковой металлургии, мг/м3
Операции
Просев порошка железа
Просев порошка графита
Загрузка вибросита вручную и просев материала (без укрытия)
Просев бронзографитовой смеси в укрытии
Прессование железографитовых изделий:
на полуавтоматических прессах
на гидравлических прессах
Ручная дозировка железографитовой смеси
Загрузка бункера полуавтоматического пресса
Прессование изделий:
на полуавтомате
вручную
Шлифовка изделий:
влажная
сухая
Изделия на основе
железа
меди
10,2
15,8
166,6
11,3
0,32
2,7
19,5
Процессы порошковой металлургии. Курс лекций
58,9
69,5
86,3
16,6
584,6
-34-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 4 Охрана труда и окружающей среды в порошковой металлургии
Пыль медного порошка способствует заболеванию органов дыхания,
сердечно-сосудистой системы, желудочно-кишечного тракта, может вызывать отравления с поражением органов дыхания, печени и др. Еще более
вредное влияние на организм человека оказывает оксид меди, который кроме
токсичного оказывает фиброгенное воздействие.
Особое внимание должно быть уделено вопросам охраны труда при
производстве медного порошка методом электролиза. На основных операциях производства – электролизе, промывке, стабилизации, сушке, размоле,
просеве, смешении и упаковке – часто допускается большое количество ручных трудоемких операций. Все операции обработки медного порошка сопровождаются значительным пылеобразованием.
Вредное воздействие медного порошка на организм человека является
причиной повышенной заболеваемости рабочих гриппом, острым гастритом
и бронхитом.
Порошки и пыль чистого железного порошка малотоксичны. Однако
при систематическом их вдыхании они могут быть причиной пневмокониотических изменений и способствовать развитию хронических бронхитов. Соединения железа обладают значительной токсичностью.
Токсичны порошки свинца. Стабилизированный свинец находится в
виде тонкодисперсного порошка и легко переходит в пыль при встряхивании
и перемешивании.
Допустимая концентрация свинца по утвержденным в нашей стране
нормам составляет 10 мг/м3 воздуха, что в пять раз ниже норм, принятых в
некоторых зарубежных странах.
Свинец может быть причиной острых и хронических отравлений, сопровождающихся поражением многих систем и органов человека. При работе со свинцом должны быть разработаны четкие инструкции по упаковке,
хранению и обработке порошка, снижающие содержание пыли свинца в воздухе. Необходимо также обеспечить систематический медицинский контроль
и обслуживание работающих.
Аналогичным токсическим действием обладают порошки марганца и
ферромарганца, которые при попадании в организм человека могут быть
причиной острых и хронических заболеваний.
Пыль никеля и оксида обладает выраженным общетоксическим действием и может вызвать острые и хронические отравления с преимущественным поражением легких, в основе которого лежит резкое сосудистое расстройство. Возможно также появление аллергической сыпи. Допустимое содержание пыли этих веществ в воздухе составляет 0,5 мг/м3.
Из всех порошков, используемых в производстве твердых сплавов,
наибольшей токсичностью обладает кобальт. Смеси пылевидных частиц
вольфрама, титана и кобальта действуют аналогично кобальту, однако в присутствии вольфрама активность кобальта увеличивается.
Возгоны цинка, образующиеся при нанесении цинковых покрытий
методом напыления и при термообработке изделий с цинковыми покрытиями, вызывают в человеческом организме лихорадочное состояние.
Процессы порошковой металлургии. Курс лекций
-35-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 4 Охрана труда и окружающей среды в порошковой металлургии
Порошки хрома могут быть причиной аллергической сыпи и появления язв на коже и в носовой полости. Фиброз легких может быть следствием
длительного контакта с порошками алюминия.
Титан и его диоксид имеют слабо выраженную токсичность. Гидрид
титана проявляет умеренно выраженное пневмокониотическое и общетоксическое действие, превышающее таковое титана и его оксида. Рекомендуемая
предельно допустимая концентрация (ПДК) гидрида титана составляет 6
мг/м3.
В производстве тарированного вольфрама используется азотнокислый
торий или диоксид тория, которые являются источником радиоактивного излучения. Радиационный фактор меньше в том случае, когда используется
азотнокислый торий, а не диоксид тория.
Пыль диоксида кремния, особенно с дисперсностью менее 5 мкм, способствует заболеванию силикозом, пыль асбеста приводит к легочным заболеваниям, пыль олова и оксида олова способствует заболеванию туберкулезом.
Вредное действие на организм человека оказывает также пыль порошка нитрида бора (слабо выраженное фиброгенное действие), карбидов
кремния и бора (поражение органов дыхания, слизистой оболочки, органов
обоняния).
Рабочие, занятые в производстве ферритов, подвергаются воздействию неблагоприятных факторов (пыли, шума, инфракрасного излучения,
токсичных газов). Наиболее отрицательно сказывается пыль ферритов.
Ее воздействие на организм характеризуется слабовыраженным фиброгенным и общетоксическим действием. У работающих в производстве
ферритов без достаточных защитных мер отмечается повышенный уровень
заболеваемости органов дыхания.
Установлены предельно допустимые концентрации для различных
веществ (табл. 1.4).
Таблица 1.4
Значения предельно допустимых концентраций
для различных веществ
Вещество
Медь
Оксид меди
Медь с добавками графита до 30 %,
олова до 10 %, никеля до 30 %
Марганец (в пересчете на МnО4)
Железо восстановленное с содержанием до 3 % графита
Оксид железа
Свинец
Оксид алюминия
Карбид бора
Карбид кремния
Нитрид бора
Дисульфид молибдена
ПДК,
мг/м3
0,5
0,1
0,5
0,3
6,0
6,0
0,01
2,0
2,0
5,0
6,0
10,0
Вещество
ПДК,
мг/м3
0,02
0,3
0,02
0,001
1,0
Аммиак
Бензин
Оксид углерода
Серная кислота
Спирт этиловый
Цианистый водород и соли синильной кислоты (в пересчете на
НСN)
0,0003
Аммиак
0,02
Бензол
0,05
Оксид азота (в пересчете на
N2O5)
0,05
Сернистый газ
0,02–0,04
Сероводород
0,01
Процессы порошковой металлургии. Курс лекций
-36-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 4 Охрана труда и окружающей среды в порошковой металлургии
Степень опасности порошков и промышленных пылей для здоровья
человека определяется многими факторами: химическим составом, размером
частиц, концентрацией, длительностью воздействия, путями проникновения
в организм человека.
Пожаро- и взрывоопасность порошков.
Мероприятия по охране труда и защите персонала
Пожаро- и взрывоопасность процессов порошковой металлургии обусловлена применением тонкодисперсных порошков, а также легковоспламеняющихся и хорошо горящих основных и вспомогательных материалов (водород, диссоциированный аммиак, конвертированный природный газ).
Пирофорность порошков (способность при определенных условиях воспламеняться под действием внутренних экзотермических процессов) и их взрываемость зависят от природы порошка, его дисперсности, формы частиц и др.
Взрывная активность смеси порошков повышается при возрастании
содержания наиболее активной примеси, снижении степени окисленности,
уменьшении размера частиц, повышении их удельной поверхности. Большинство порошков взрывоопасны при размере частиц меньше 200 мкм и
концентрации от десяти до десятков тысяч граммов на кубический метр.
Наибольшее давление взрыва наблюдается при концентрации
500–2 000 г/м3 и размере частиц менее 50 мкм.
Пирофорность порошков зависит от их дисперсности и химического
состава (табл. 1.5).
Таблица 1.5
Показатели пирофорности и взрываемости
металлических порошков
Материал
Железо восстановленное
Кремний
Ферромарганец
Медь
Взвешенная в воздухе пыль
Порошок в слое
Диаметр
частиц Температура Температура Температура Нижняя концентраDч, мкм самовозго- воспламене- воспламене- ция пылевой взвеси
рания Тсв, °С ния Тв,°С
ния Тв,°С
(НКПВ), г/м3
< 50
475
350
300
66
< 74
< 74
< 44
790
240
…
…
…
….
770
450
700
100
130
….
Взрывным процессам присущи высокие скорости распространения.
Над слоем осевших порошковых активных металлов возможно распространение взрывной волны со сверхзвуковыми скоростями. Воспламенение пыли,
состоящей из различных взрывоопасных материалов, включая металлы, может привести к взрыву.
Процессы порошковой металлургии. Курс лекций
-37-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 4 Охрана труда и окружающей среды в порошковой металлургии
Взрыв происходит при строго определенной концентрации огнеопасных
материалов, находящихся во взвешенном состоянии в воздухе. Для предотвращения пирофорности и взрываемости порошков применяют их пассивацию.
Наличие специфических факторов опасного воздействия на организм
человека требует проведения в производстве мероприятий санитарнотехнического и технологического порядка, предупреждающих выделение
пыли, газов и испарений и доведение их концентрации до допустимых норм.
К этим мероприятиям относятся: использование менее токсичных материалов, герметичной аппаратуры, эффективных пылеуловителей, замена
сухих способов производства мокрыми, применение средств индивидуальной
защиты работающих (масок, респираторов, перчаток, одежды).
Наиболее радикальным решением проблемы обеспечения безопасности труда является автоматизация операций, представляющих опасность для
здоровья рабочего.
Контрольные вопросы и задания
1. Назовите основные операции процессов порошковой металлургии.
2. К какой категории по степени вредности и безопасности относятся
производства порошковой металлургии?
3. Перечислите факторы вредного воздействия на организм персонала
производств порошковой металлургии.
4. Назовите наиболее опасные факторы воздействия.
5. Какие размеры имеют частицы порошка, находящиеся в пылевой
массе?
6. При выполнении каких операций наблюдается большое содержание
пылевой фракции на рабочих местах?
7. Что такое пирофорность порошков?
8. От чего зависит пирофорность порошков?
9. При каких условиях порошок может взорваться?
10. Что является радикальным решением проблем обеспечения безопасности труда?
Лекция 5
Механические методы получения порошков
План лекции
1. Теоретические основы процессов разрушения твердых материалов.
2. Предварительное измельчение крупных сырьевых материалов в
щековых, валковых, конусных дробилках и молотковых мельницах.
3. Получение порошков резанием металлических заготовок.
Процессы порошковой металлургии. Курс лекций
-38-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 5 Механические методы получения порошков
Теоретические основы процессов разрушения
твердых материалов
Метод механического измельчения твердых компактных материалов
широко применяется в порошковой металлургии. Этим способом можно превратить в порошок практически любой из металлов, их окислов и тугоплавких неметаллических соединений (боридов, нитридов, карбидов и пр.).
Под измельчением понимают уменьшение начального размера частиц
материала путем разрушения их действием внешних усилий. Измельчение
дроблением, размолом или истиранием является старейшим методом перевода твердых веществ в порошкообразное состояние.
Наиболее целесообразно применять механическое измельчение при
производстве порошков хрупких металлов, сплавов и неметаллических соединений (кремний, бериллий, хром, марганец, ферросплавы, оксиды, бориды, карбиды и др.). Размол таких металлов, как медь, алюминий, серебро, золото, затруднен, что объясняется их высокой пластичностью.
В процессе измельчения на материал действуют различные разрушающие усилия – раздавливающие (расплющивающие), ударные, истирающие. При механическом измельчении твердых материалов затрачиваемая
энергия расходуется на деформацию (упругую и пластическую) и на увеличение поверхности измельчаемого материала, которое свидетельствует об
уменьшении размеров частиц, что и является основной целью процесса.
Процесс деформации твердых тел заключается в том, что под действием внешней статической нагрузки в твердом теле начинается движение
дислокаций. Движущиеся дислокации образуют дислокационные «стенки»,
столкновение которых приводит к появлению зародышей трещин. Образованию трещин способствуют и многочисленные дефекты на поверхности частиц твердого тела («нарушенный слой»), а также на его межзерновых границах. Действие динамических ударных нагрузок приводит к быстрому увеличению этих микротрещин. Однако при «снятии» внешней нагрузки трещины
под действием сил межатомарного взаимодействия могут смыкаться («самозаживляться», релаксировать).
Разрушение твердого тела (его отдельной частицы) происходит только
в том случае, когда внешние воздействия настолько велики, что трещины непрерывно «развиваются», распространяясь по всему сечению тела в одном
или нескольких направлениях. В момент разрушения напряжения в деформирующемся теле превышают некоторое предельное значение («предел прочности материала»), упругая деформация сменяется деформацией разрушения и
происходит уменьшение размеров (измельчение) исходных агрегатов.
Согласно теории дробления, предложенной П.А. Ребиндером, работа,
затрачиваемая на измельчение, в общем случае представляет собой сумму
энергии, расходуемой на образование новых поверхностей раздела при разрушении твердого тела, и энергии затраченной на деформацию.
Процессы порошковой металлургии. Курс лекций
-39-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 5 Механические методы получения порошков
При крупном дроблении вновь образующаяся поверхность невелика,
так как получаемые частицы имеют сравнительно большие размеры. В связи
с этим энергия, затрачиваемая на образование новой поверхности, намного
меньше энергии деформации, а расход энергии на дробление приблизительно
пропорционален объему разрушаемого тела.
При тонком измельчении вновь образующаяся поверхность очень велика. Поэтому расход энергии на измельчение приблизительно пропорционален вновь образующейся поверхности. Однако сама работа диспергирования
всегда незначительна, так как почти вся энергия измельчающего устройства
затрачивается на деформацию разрушаемого тела и на образование теплоты.
Коэффициент полезного действия любого такого устройства очень низок.
Поведение материала при измельчении является следствием двух соперничающих процессов – разрушения (дезинтеграции) и агрегатирования
(интеграции) частиц. Проявление второго процесса связано с явлениями адгезии, физико-химических и физико-механических реакций, протекающих в
процессе измельчения. Действие этих сил (помимо «заживления» трещин)
приводит к агрегатированию и комкованию порошка. Поэтому в подавляющем большинстве случаев предельный размер частиц, которые удается получить при механическом измельчении материала, не превышает 0,1 мкм.
Среди методов измельчения твердых материалов наибольшее распространение получили обработка металлов резанием, измельчение металла в
шаровых, вихревых, молотковых и других мельницах, ультразвуковое диспергирование.
Предварительное измельчение крупных сырьевых материалов
в щековых, валковых, конусных дробилках
и молотковых мельницах
Щековые, валковые и конусные дробилки применяются для предварительного измельчения крупных (до нескольких сантиметров) кусковых материалов с пределом прочности до 300–400 МПа. В дальнейшем предварительно измельченные в этих агрегатах материалы поступают на доизмельчение
другими методами.
Щековые дробилки применяют для измельчения спекшейся губки,
осадков с электродов, крупных кусков рудных концентратов и т.п. Размол
материала в щековых дробилках до размера частиц 1–4 мм происходит за
счет раздавливания кусков между неподвижной и подвижной (качающейся с
нижней или верхней осью подвеса) щеками установки. Рабочее пространство
между щеками называют «пастью» дробилки.
Измельчение материала до крупности частиц 0,5–1 мм обеспечивают
валковые дробилки, один или оба валка которых могут совершать возвратнопоступательное движение по направляющим вдоль оси опорной рамы. Валки
вращаются навстречу друг другу от отдельных приводов с окружной скоростью
2–4 м/с, причем разность их скоростей обычно не превышает 2 %; при дробле-
Процессы порошковой металлургии. Курс лекций
-40-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 5 Механические методы получения порошков
нии вязких материалов разность этих скоростей может доходить до 20 %. Эффективность работы валковых дробилок в большой степени зависит от условий подачи материала, особенно от непрерывности его поступления в щель
между валками и равномерности распределения по их длине. Валки могут
быть гладкими, рифлеными или зубчатыми.
В конусных дробилках измельчение материала осуществляется в кольцевой полости между рабочей частью поверхности конуса и соответствующей частью внутренней поверхности корпуса дробилки (в камере дробления). Конусные дробилки обеспечивают измельчение материала до крупности частиц 1–2 мм.
Молотковые дробилки в основном используются для измельчения
губчатых материалов (спекшихся при восстановлении порошков, катодных
осадков и пр.). Измельчение обрабатываемого материала в них осуществляется за счет удара молотков (бил), укрепленных шарнирно на валу, вращающемся в рабочей камере с достаточно высокой скоростью (около 1 500
об/мин).
Исходный кусковой материал загружают в приемный бункер установки (рис. 1.5), откуда он поступает в рабочую камеру мельницы, в нижней части которой имеется отверстие, закрытое сеткой; после размола частицы проваливаются через ситовое полотно в сборник порошка.
4
3
5
6
1
2
7
8
9
Рис. 1.5. Молотковая мельница: 1 – электродвигатель; 2 – муфта; 3 – губка; 4 – загрузочный
бункер; 5 – загрузочный люк с защелкой; 6 –
корпус мельницы; 7 – била; 8 – металлическая
решетка с ситовым полотном; 9 – порошок
Размол губки в молотковой мельнице происходит в течение нескольких минут, и получаемый порошок мало наклепывается, что исключает необходимость его последующего отжига.
Более тонкое измельчение обеспечивают бесколосниковые молотковые мельницы, рабочим органом которых является ротор с шарнирно закрепленными на нем тонкими пластинчатыми молотками.
Получение порошков резанием металлических заготовок
Специальное получение стружки или опилок для дальнейшего изготовления из них изделий экономически не очень выгодно и поэтому на практике используется крайне редко. Однако образующиеся при обработке ме-
Процессы порошковой металлургии. Курс лекций
-41-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 5 Механические методы получения порошков
таллов резанием отходы в виде мелкой стружки и опилок целесообразно использовать для последующего измельчения в мельницах различных типов.
Мелкую стружку железа, стали и чугуна размером около одного миллиметра (стружка сверления, фрезерования и др.) можно использовать для
изготовления изделий без ее дополнительного измельчения.
Чаще всего метод резания применяется при получении порошков металлов, которые весьма активны по отношению к кислороду, особенно в состоянии высокой дисперсности (например, магниевый порошок).
Для получения порошка магния используется так называемая кратцмашина (рис. 1.6), которая представляет собой металлический вращающийся
барабан с укрепленной на его поверхности царапающей лентой.
1
2
3 4
Рис. 1.6. Схема установки для получения
порошка магния с использованием кратцмашины: 1 – барабан ратцмашины; 2 – царапающая лента; 3 – слиток металла; 4 –
держатель слитка металла; 5 – металлический порошок
5
Пластину магния подают в установку через специальное отверстие и
прижимают к царапающей ленте. Равномерность истирания достигается
применением непрерывного возвратно-поступательного движения пластины.
Крупность порошка можно регулировать диаметром щетки, числом и
величиной зубьев, а также скоростью подачи магниевой пластины.
Минимальный размер частиц получаемого с помощью кратцмашины
магниевого порошка составляет около 200 мкм. Если требуется более мелкий
порошок, то полученные на кратцмашине частицы измельчают в шаровых
мельницах в среде углекислого газа.
Кроме того, порошок магния можно получить обработкой его литых
заготовок на фрезерных станках при комбинированном снятии мелкой стружки
сразу двумя работающими фрезами – вертикальной и горизонтальной. Фрезерование ведут при больших скоростях перемещения фрезы (до 30–40 м/с), получая порошок с частицами размером до 100 мкм в довольно широких размерных пределах в зависимости от режима работы станка. Отфрезерованный порошок отсасывается в циклон и через шлюзовый затвор поступает на вибрационный грохот для разделения частиц по размерам (рассева на фракции).
Мелкие частицы порошка, не осевшие в циклоне, проходят через сепаратор и
улавливаются самоочищающимися фильтрами.
Процессы порошковой металлургии. Курс лекций
-42-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 5 Механические методы получения порошков
Контрольные вопросы и задания
1. Какие усилия действуют в процессе разрушения материалов?
2. С какими основными изменениями структурного состояния связана деформация твердых тел?
3. Чему равна работа, затрачиваемая на измельчение твердых порошкообразных материалов?
4. Рассмотрите принцип устройства валковых, щековых и молотковых дробилок.
5. В каких случаях для получения порошков применяется метод резания?
6. Каковы предельные размеры частиц, получаемых при использовании кратцмашины?
Лекция 6
Измельчение материалов в шаровых мельницах
План лекции
1. Устройство и основные элементы шаровых мельниц. Классификация мельниц.
2. Понятие критической скорости вращения барабана мельницы.
3. Факторы, определяющие степень измельчения.
4. Режимы измельчения материалов.
5. Управление процессом измельчения.
Устройство и основные элементы шаровых мельниц.
Классификация мельниц
Простейший аппарат для измельчения дробленых твердых материалов –
шаровая вращающаяся мельница, которая представляет собой металлический
цилиндрический барабан.
Внутри барабана находятся размольные тела полиэдрической или округлой формы (чаще всего стальные или твердосплавные шары). Применение
при размоле тел цилиндрической формы предпочтительно в связи с большей
площадью контактной поверхности. При вращении мельницы размольные
тела (под действием сил трения о стенки барабана мельницы) поднимаются
на определенную высоту в направлении вращения до тех пор, пока угол
подъема не превысит угол естественного откоса, после чего они скатываются
или падают вниз, измельчая материал, находящийся в пустотах между ними.
Процессы порошковой металлургии. Курс лекций
-43-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
Соотношение между дробящим и истирающим действием размольных
тел в мельнице в значительной мере определяется отношением диаметра барабана D к его длине L. Известно, что в мельницах одинакового объема при
L:D > 3 преобладает дробящее действие размольных тел, что полезно для измельчения твердых и хрупких материалов, а при L:D ≤ 3 – истирающее, более
эффективное при измельчении пластичных металлов.
В практике порошковой металлургии в большинстве случаев используют шаровые мельницы с периодической загрузкой и разгрузкой, вращение
которых осуществляют либо непосредственно от электродвигателя, либо путем установки барабанов на валки.
Известны также мельницы с центральной разгрузкой измельченного
материала через полую цапфу, с торцевой разгрузкой через диафрагму – поперечную решетку, установленную у разгрузочного конца барабана, или с
периферической разгрузкой через щели в барабане и окружающее его цилиндрическое сито (рис. 1.7).
а
б
в
г
д
Рис. 1.7. Схемы шаровых вращающихся мельниц: а, в – с центральной загрузкой
барабана через цапфу; б – с торцевой загрузкой (цилиндро-коническая); г – с периферической загрузкой и выгрузкой материала через сита; д – разрез шаровой мельницы постоянного действия
Шаровые мельницы, для которых D:L = 0,5–1, часто работают по
замкнутому циклу совместно с классификатором, отделяющим недоизмельченный продукт после выхода из мельницы и возвращающим его на повторное измельчение.
Производительность мельницы при этом повышается, а расход электроэнергии на измельчение уменьшается.
Решающее влияние на интенсивность и механизм размола оказывают:
скорость вращения барабана мельницы, число и размер размольных тел, масса измельчаемого материала, среда размола.
Понятие критической скорости вращения барабана мельницы
С увеличением скорости вращения мельницы в связи с ростом центробежной силы и угла подъема размольные тела падают вниз с большей высоты, производя главным образом дробящее действие. При дальнейшем увеличении скорости вращения мельницы центробежная сила может настолько
Процессы порошковой металлургии. Курс лекций
-44-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
возрасти, что размольные тела будут вращаться вместе с барабаном и материал практически не будет измельчаться. Скорость, при которой наблюдается
подобный режим работы мельницы, называют критической скоростью вращения nкр.
mv2/R
m
Pcosα
Psinα
P
α
Рис. 1.8. Схема к расчету критической скорости вращения барабана шаровой мельницы
Для вывода критической скорости вращения рассмотрим поведение
единичного размольного тела, например шара (рис. 1.8), находящегося в барабане работающей мельницы.
Одиночный шар весом Р на поверхности барабана мельницы, вращающегося со скоростью V, м/с, в точке т будет находиться под действием
центробежной силы, равной РV2/gR, где g – ускорение силы тяжести, м/с2; R –
внутренний радиус барабана мельницы, м.
При угле подъема α сила собственного веса шара может быть разложена на силы, одна из которых направлена по радиусу и равна Рsin α, а другая – по касательной и равна Рсos α. При этом число оборотов барабана
мельницы nкр, об/мин, а V = πDnкр/60, поэтому π2D2n2кр / 602 = gD/2, где D –
внутренний диаметр барабана мельницы, м. Отсюда находим
nкр = √g/2π2 (60/√D) = 42,4/√D.
(1.9)
Не принимая во внимание трение, можно установить, что одиночный
шар будет удерживаться на стенке барабана до тех пор, пока (РV2)/gR ≥ Рsin α,
или (V2/gR) ≥ sin α. В связи с этим рассчитанное по формуле (1.9) nкр надо понимать как условную величину, в долях которой удобно выражать число
оборотов барабана мельницы, характеризующее принятый режим размола.
Если скорость вращения V такова, что в момент прохождения шара через зенит, при котором α = 90°, шар остается на стенке барабана, то sin 90° = V2/gR
= 1, или V2 = gR.
Фактически при nкр шар еще не сможет в зените удержаться на стенке
барабана мельницы вследствие скольжения по ее поверхности. При скорости
Процессы порошковой металлургии. Курс лекций
-45-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
вращения, равной nкр, происходит проскальзывание одного ряда шаров относительно другого.
Факторы, определяющие степень измельчения
На процесс измельчения большое влияние оказывают масса (коэффициент заполнения барабана) размольных тел и отношение массы (объема)
размольных тел к массе (объему) измельчаемого материала. Оптимальный
коэффициент заполнения ϕ барабана мельницы размольными телами составляет 0,4–0,5. При больших значениях ϕ уменьшается объем пространства в
мельнице, необходимый для свободного падения или перекатывания размольных тел. Уменьшение длины свободного падения размольных тел приводит к потере кинетической энергии, с которой они действуют на измельчаемый материал. При меньшем коэффициенте заполнения снижается производительность мельницы, что связано как с уменьшением объемов загружаемого материала (его должно быть столько, чтобы он не превышал объема
пустот между размольными телами), так и переходом мельницы в другой режим работы (менее интенсивный). Из-за уменьшения площади трения сегмента из размольных тел о внутреннюю поверхность барабана размольные
тела поднимаются на меньшую высоту, а следовательно, снижается эффект
от их действия на измельчаемый материал.
Если материала будет больше объема пустот между размольными телами, то часть его, не вмещающаяся в зазоры, измельчается менее интенсивно. Кроме того, размольные тела будут падать как бы на «подушку» из лишнего материала, что также снижает эффект от их действия.
Для интенсификации процесса размола его проводят в жидкой среде,
которая препятствует распылению материала в свободном объеме барабана
мельницы и обратному слипанию тонких частиц благодаря диэлектрическим
свойствам. Кроме того, проникая в микротрещины частиц, жидкость создает
большое капиллярное давление, способствуя измельчению. Жидкость также
уменьшает трение как между размольными телами, так и между частицами
обрабатываемого материала, благодаря чему интенсифицируется их перемещение относительно друг друга. Жидкой средой обычно служат спирт, ацетон, вода, некоторые углеводороды и пр.
Полезный эффект от размола в жидкости усиливается при добавлении
в нее поверхностно-активных веществ (ПАВ). Количество жидкости должно
быть таким, чтобы она достигала верхнего уровня размольных тел, находящихся в барабане мельницы, что составляет 0,15–0,25 л на 1 кг размольных тел.
Обычно в мельницу загружают 1,7–1,9 кг стальных шаров на один
литр ее рабочего объема, а соотношение между массой размольных тел и
массой измельчаемого материала составляет 2,5–3,0. При интенсивном измельчении это соотношение увеличивается до 6–12 и даже больше.
Процессы порошковой металлургии. Курс лекций
-46-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
Если плотности измельчаемого материала и размольных тел близки
(как, например, при размоле стальной стружки стальными шарами), указанное соотношение должно составлять 5–6.
Если плотности измельчаемого материала и размольных тел значительно отличаются, то определить необходимое для эффективной работы
мельницы количество материала можно расчетным путем. Известно, что при
свободной насыпке сферических размольных тел равного диаметра в барабан
мельницы объем пустот между размольными телами составляет около 50 %.
Это тот объем, который и может занимать измельчаемый материал. Следовательно, зная объем мельницы и коэффициент заполнения ее размольными телами, можно определить оптимальный объем измельчаемого материала, а
зная насыпную плотность материала, – массу. Аналогичным путем можно
установить и объем заливаемой в мельницу жидкости.
Размер размольных тел (диаметр шаров) также оказывает влияние на
процесс размола. По приближенной оценке его максимальное значение
должно быть в пределах 5–6 % внутреннего диаметра барабана мельницы.
Интенсивность измельчения с уменьшением размера размольных тел возрастает до тех пор, пока усилие от воздействия каждого из них оказывается достаточным для разрушения частиц обрабатываемого материала или нарушения целостности их поверхности. На практике для повышения эффективности помола применяют набор различных по размерам размольных тел (например, при соотношении размеров 4 : 2 : 1).
Производительность шаровых вращающихся мельниц во многом зависит от их габаритных размеров и от характера измельчаемого материала.
Длительность размола колеблется от нескольких часов до нескольких
суток. Для предотвращения быстрого износа стенок барабана и загрязнения в
результате этого измельчаемого материала применяют защиту (футеровку)
внутренних поверхностей барабана износостойкими материалами: марганцовистыми сталями, твердыми сплавами, наплавочными материалами.
Для шаровых вращающихся мельниц соотношение средних размеров
частиц порошка до и после измельчения, называемое степенью измельчения,
составляет 50–100. Форма частиц, получаемая в результате размола в шаровых вращающихся мельницах, обычно осколочная, т.е. неправильная, с острыми гранями, а шероховатость их поверхности невелика.
Режимы измельчения материалов
При измельчении материалов стараются поддерживать такие режимы
работы мельницы, при которых на измельчаемый материал (со стороны размольных тел) действовали бы максимальные усилия. На практике чаще всего
применяют два основных режима работы шаровых мельниц: режим интенсивного измельчения, при котором на материал действуют в основном раздавливающие и ударные усилия, либо режим перекатывания, при котором
на материал действуют истирающие и раздавливающие усилия. Первый ре Процессы порошковой металлургии. Курс лекций
-47-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
жим применяется для получения грубых, крупных порошков, второй – для
тонкого измельчения материала. Переход в тот или иной режим достигается
вариацией скоростей вращения барабана мельницы (рис. 1.9).
а
в
г
б
Рис. 1.9. Схема движения шаров в барабане шаровой мельницы при различной скорости его вращения: а – режим скольжения при n ≤ 0,2 nкр; б – режим перекатывания
при n ≤ 0,4–0,6 nкр; в – режим интенсивного измельчения (водопадный режим) при
n ≤ 0,75–0,85nкр; г – движение шаров при n ≥ nкр
При получении измельченных материалов с размером частиц порядка
одного микрометра размол путем дробления падающими шарами не эффективен. Это связано с тем, что в процессе измельчения материала значительно
уменьшается количество ударных воздействий, испытываемых за единицу
времени каждой отдельной частицей. Кроме того, у мелких порошков в более
значимой степени, чем у крупных, проявляется склонность к комкованию,
агрегатированию и релаксации напряжений.
Поэтому на предприятиях после сравнительно непродолжительной
(несколько часов) работы мельницы в режиме интенсивного измельчения, ее
переводят в режим перекатывания шаров, при котором они не падают, а поднимаются вместе со стенкой вращающегося барабана мельницы и затем скатываются по наклонной поверхности, образованной их массой (рис. 1.9, в).
Измельчаемый материал истирается между шарами, циркулирующими в объеме, занимаемом их массой. При режиме перекатывания различимы
четыре зоны движения шаров:
зона их подъема по стенке барабана с некоторой не очень высокой
скоростью;
зона скатывания с наибольшей скоростью;
зона встречи скатившихся шаров со стенкой барабана
центральная застойная зона, в которой шары почти неподвижны.
Увеличивая скорость вращения барабана мельницы, можно повысить
эффективность режима перекатывания путем сужения или полной ликвидации
застойной зоны в шаровой загрузке. Наконец, может быть создан еще один вариант режима размола, получивший название режима скольжения. При использовании мельниц с гладкой внутренней поверхностью барабана и при небольшой относительной загрузке размольные тела не циркулируют внутри ба Процессы порошковой металлургии. Курс лекций
-48-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
рабана мельницы. Вся масса размольных тел скользит по поверхности вращающегося барабана, а их взаимное перемещение отсутствует (рис. 1.9, а). Измельчение материала при таком режиме размола малоэффективно, так как
происходит путем истирания его лишь между внешней поверхностью сегмента размольных тел и стенкой барабана мельницы.
Управление процессом измельчения
Наличие перекатывания или скольжения размольных тел при вращении
барабана мельницы зависит (при прочих равных условиях) от относительной
загрузки ϕ. При загрузке большого числа шаров (или размольных тел другой
формы, но обязательно полиэдрической) происходит перекатывание, а при малой загрузке – скольжение.
В практике размола величина ϕ иногда определяется местными условиями (например, наличием загрузочного люка в торцовой стенке барабана
мельницы или количеством измельчаемого материала). Изменяя величину загрузки мельницы размольными телами, можно получать в одних случаях режим перекатывания, а в других – режим скольжения, причем в зависимости
от устанавливающегося режима эффективность размола будет различной.
Для управления процессом размола необходимо знать условия перехода режима скольжения в режим перекатывания и обратно.
Рассмотрим поведение шаров в барабане мельницы, работающей в
режиме скольжения. В неподвижном барабане в состоянии покоя шары занимают положение в его нижней части. При вращении барабана шары под
действием силы трения продвигаются в направлении вращения. Для упрощения расчетов будем считать, что объем, занимаемый шарами, ограничен плоской поверхностью. При постоянной и не слишком высокой скорости вращения барабана поверхность массы шаров займет наклонное положение
(рис. 1.10).
Угол этого наклона β определяется равенством моментов двух сил:
силы трения, перемещающей шары из положения покоя в направлении вращения барабана, и силы тяжести, препятствующей подъему шаров вместе со
стенкой барабана.
Процессы порошковой металлургии. Курс лекций
-49-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
А
β
0
Рис. 1.10. Направление силы тяжести Р и ее
составляющих Р1 и Р2 при наклонном положении внешней габаритной поверхности массы размольных тел во вращающемся барабане
мельницы
Р1
Р2
Р
Максимальный вращающий момент силы трения равен произведению
силы трения на радиус цилиндрической стенки барабана мельницы (влиянием трения шаров о торцовые стенки барабана пренебрегаем).
Сила трения в первом приближении не зависит от площади скольжения и определяется лишь общей нагрузкой и коэффициентом трения. Если
вес шаровой загрузки Р, коэффициент трения f и радиус внутренней поверхности барабана мельницы R, то момент сил, увлекающих шары во вращательное движение, равен М1 = fPR.
При скольжении взаимное перемещение шаров отсутствует, поэтому
совокупность шаров можно рассматривать как жесткое тело и считать, что
сила тяжести приложена к центру тяжести шаровой загрузки. Момент сил,
препятствующих вращению шаров d месте с барабаном мельницы, равен
произведению составляющей силы тяжести P1, направленной перпендикулярно радиусу, проходящему через центр тяжести шаровой загрузки, и длины
отрезка, равного расстоянию от центра тяжести до оси вращения барабана
мельницы.
При неподвижном барабане мельницы свободная габаритная поверхность массы шаров горизонтальна и центр тяжести шаровой загрузки лежит
на вертикали, проходящей через горизонтальную ось вращения барабана
мельницы. После пуска мельницы по мере увеличения наклона этой габаритной поверхности и отдаления центра тяжести шаровой загрузки от вертикали,
проходящей через ось вращения барабана, возрастает составляющая силы
тяжести (при неподвижном барабане мельницы она равна нулю).
Следовательно, с увеличением наклона свободной габаритной поверхности массы шаров растет момент сил, препятствующий движению шаров вместе с барабаном мельницы.
Наклон этой поверхности будет увеличиваться до тех пор, пока момент сил, препятствующих движению шаров вместе с барабаном, не станет
равным моменту сил трения. Соответствующий этому равенству наклон свободной габаритной поверхности шаровой загрузки остается постоянным при
Процессы порошковой металлургии. Курс лекций
-50-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
непрерывном вращении барабана мельницы с постоянной скоростью, обеспечивающей равенство этих моментов. Фактически при режиме скольжения шары совершают колебания около положения равновесия каждого из них, а наклон рассматриваемой поверхности шаровой загрузки колеблется около некоторого среднего положения, определяемого равенством указанных моментов
сил.
Момент сил, препятствующий движению шаров вместе с барабаном
мельницы, равен М2 = Р1⋅d, где d – длина отрезка ОА. Величина d может
быть выражена через радиус барабана мельницы R и угол α1. (рис. 1.11).
Сегмент ВFС соответствует доле объема барабана мельницы, заполненного
шарами. Если через центр тяжести шаровой загрузки провести хорду DЕ, параллельную хорде ВС и делящую площадь сегмента ВFС пополам, то угол α1
будет равен углу половины дуги, отсекаемой хордой DЕ, проходящей через
центр тяжести. Из построения, показанного на рисунке, следует, что
d = R соs α1, Р1 = P sin β и M2 = PR cos α1.
А
B
D
О
F
α1
C
E
β
Рис. 1.11. Схема к определению зависимости режимов движения размольных тел от
угла их загрузки α1 в барабане мельницы
При установившемся наклоне свободной габаритной поверхности шаровой загрузки моменты М1 и M2 равны: fPR = PR cos α1 sin β, откуда
sin β = f / cos α1.
(1.10)
Таким образом, устанавливающийся при вращении барабана мельницы наклон свободной габаритной поверхности шаровой загрузки зависит
только от двух величин: коэффициента трения f и угла α1. В свою очередь,
угол α1 зависит только от относительной загрузки барабана мельницы шарами, т.е. от коэффициента ϕ.
По мере увеличения шаровой загрузки угол α1 возрастается от 0 до
90°, а cos α1 уменьшается от 1 до 0. Отсюда следует, что sin β и β возрастают
по мере увеличения шаровой загрузки в барабане мельницы. По формальному требованию sin β не может быть больше единицы. Для сохранения режи-
Процессы порошковой металлургии. Курс лекций
-51-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
ма скольжения размольных тел угол α1 должен определяться величиной f из
условия f /соs α1 ≤ 1.
Формула (1.10) свидетельствует о том, что наклон свободной габаритной поверхности шаровой загрузки должен непрерывно возрастать по мере
увеличения ее объема, но практически он не может возрастать беспредельно:
при некотором наклоне шары уже не будут удерживаться на рассматриваемой наклонной поверхности, они будут срываться и скатываться вниз.
Увеличение наклона по мере возрастания объема их загрузки в барабане мельницы будет происходить до тех пор, пока угол наклона β не достигнет величины угла естественного откоса для массы шаров.
При дальнейшем увеличении загрузки шаров наклон не будет возрастать, так как скатывающиеся шары будут обеспечивать сохранение наклона
свободной габаритной поверхности шаровой нагрузки, соответствующего углу естественного откоса для нее (или для поверхности размольных тел любой
другой полиэдрической формы).
Основное условие сохранения скольжения для массы шаров при этом
нарушится: из-за недостаточной величины угла β момент силы тяжести в
этих условиях не может быть равным моменту сил трения и будет меньше
его. Вследствие этого скольжение шаров полностью прекратится, все шары
будут подниматься вместе со стенкой барабана мельницы и скатываться по
наклонной поверхности, ограничивающей шаровую загрузку.
Если известны угол естественного откоса и коэффициент трения шаров (или размольных тел другой формы) о стенку барабана мельницы, то
можно рассчитать ту их критическую загрузку, при превышении которой
вместо скольжения шаров начинается их перекатывание. Коэффициент трения f удобнее всего находить экспериментально для конкретного типа размольных тел и барабана мельницы.
Определив экспериментально угол наклона β при небольшой относительной загрузке барабана, заведомо обеспечивающей скольжение размольных тел, можно рассчитать коэффициент трения f и, используя его значение,
установить наклон (угол β) при любой относительной загрузке барабана
мельницы или по углу естественного откоса размольных тел угол α1, соответствующий критической загрузке барабана мельницы.
Режим перекатывания обеспечивает более высокую интенсивность
размола, чем режим скольжения размольных тел. Его применение позволяет
резко увеличить загрузку мельницы размалываемым материалом и ускоряет
процесс размола. Преимущество режима перекатывания представляется естественным, так как в этом случае в работе истирания участвуют все размольные тела, в то время как при режиме скольжения работает лишь небольшая
их доля (размольные тела, соприкасающиеся со стенкой барабана мельницы).
Знание условий перехода режима скольжения в режим перекатывания
позволяет избегать при разработке новых режимов размола случайного установления режима скольжения, снижающего эффективность размола и повышающего износ стенок барабана мельницы.
Процессы порошковой металлургии. Курс лекций
-52-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 6 Измельчение материалов в шаровых мельницах
Контрольные вопросы и задания
1. Для измельчения каких материалов целесообразно использовать
шаровые мельницы?
2. Назовите основные виды шаровых мельниц.
3. Чему равна критическая скорость вращения барабана мельницы?
4. Назовите основные факторы, определяющие степень помола в шаровых мельницах.
5. Укажите механизмы перехода мельницы в различные режимы.
6. Назовите основные режимы работы шаровых мельниц.
7. Какие усилия (в основном) действуют на измельчаемый материал в
режимах интенсивного измельчения и истирания?
8. Как можно предотвратить пыление и агрегатирование порошка при
его размоле?
Лекция 7
Получение механолегированных порошков.
Измельчение материалов в вибрационных, вихревых,
планетарных и гироскопических мельницах
План лекции
1. Получение механолегированных порошков в шаровых мельницах и
аттриторах.
2. Размол материалов в вибрационных мельницах.
3. Размол материалов в планетарных центробежных и гироскопических мельницах.
4. Размол материалов в вихревых и струйных мельницах.
Получение механолегированных порошков
в шаровых мельницах и аттриторах
Несмотря на то, что режим работы шаровой мельницы при скорости
вращения барабана больше критической считается крайне неэффективным,
на практике применяются высокоскоростные шаровые мельницы, работающие и при этих режимах. Для перевода размольных тел в рабочее состояние,
внутри барабана мельницы установлен ряд лопастей. При вращении барабана
со скоростью, равной или большей nкр, размольные тела оказываются прижатыми к его цилиндрической поверхности, а лопасти перемешивают их и возвращают в рабочую зону. В такой мельнице получают композитные порошки
Процессы порошковой металлургии. Курс лекций
-53-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 7 Получение механолегированных порошков
методом механического легирования путем совмещенного размола двух и
более металлов. Отношение массы размольных тел к массе смеси порошков
составляет 6 : 1.
Процесс механического легирования во времени можно условно разделить на пять стадий. На первой стадии (≤ 12 мин) происходит расплющивание и размол отдельных частиц. Вторая стадия (12–30 мин) представляет
собой чередование разрушения и перестройки структуры частиц за счет холодного сваривания разнородных частиц с образованием «склепанных» частиц с характерной слоистой структурой. На третьей стадии (30–60 мин) эти
«склепанные» частицы разрушаются и исчезают частицы исходных порошков,
превращаясь в композиционные частицы со слоистой структурой. В течение
четвертой стадии (60–100 мин) нарушается параллельность в расположении
слоев в структуре композиционных частиц, а на пятой стадии (> 100 мин) повышается внутренняя однородность (гомогенность) частиц, причем слои разнородных компонентов истончаются, а их число растет. Механическое легирование перспективно для получения порошков дисперсно-упрочненных материалов или таких композиций, компоненты которых обладают малой взаимной растворимостью либо резко различаются температурами плавления.
Одной из разновидностей шаровых мельниц являются так называемые
аттриторные устройства (рис. 1.12).
Размольные тела загружают в вертикальный (или горизонтальный)
неподвижный барабан, внутри которого со скоростью более 100 об/мин вращается вертикальная лопастная мешалка.
Гребки, наклонно укрепленные на лопастях мешалки, обеспечивают
циркуляцию размольных тел и истирание измельчаемого материала. Аттриторные мельницы конструктивно просты, удобны в эксплуатации и позволяют вести процесс измельчения непрерывно. В результате размола получают
порошок с более равномерным распределением частиц по размерам.
Необходимая дисперсность достигается в несколько раз быстрее, чем
в обычных шаровых вращающихся мельницах. Аттриторы весьма эффективны при приготовлении смеси высокодисперсных порошков разнородных
компонентов, а также могут применяться для получения механолегированных порошков. В отдельных случаях аттриторы используются при получении
материалов методом высокотемпературного самораспространяющегося синтеза.
Процессы порошковой металлургии. Курс лекций
-54-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 7 Получение механолегированных порошков
1
3
2
4
5
6
Рис. 1.12. Схема аттритора: 1 – корпус мельницы (размольная емкость); 2 – водоохлаждаемые
стенки корпуса мельницы; 3 – вал мешалки
аттритора; 4 – измельчаемый материал; 5 –
размольные тела; 6 – лопасти мешалки
Увеличение скорости вращения вала до нескольких сотен оборотов в
минуту приводит к проявлению эффекта механолегирования. Отношение
массы шаров к массе порошка лежит в пределах от 12 : 1 до 40 : 1. Диаметр
размольных тел (чаще всего из хромистоуглеродной стали) – от 4 до 10 мм.
Продолжительность процесса – до нескольких десятков часов.
Размол материалов в вибрационных мельницах
В практике порошковой металлургии широко используют вибрационные мельницы, обеспечивающие быстрое и тонкое измельчение обрабатываемых материалов, например карбидов и других тугоплавких соединений
различных металлов, при производстве твердых сплавов и др. При производстве порошков используют вибромельницы различных типов и конструкций,
различающиеся главным образом по технологическим и конструктивным
признакам. В соответствии с технологическими признаками их подразделяют
по типу размола (сухое измельчение или мокрое) и характеру работы (периодического действия или непрерывного). К конструктивным признакам относят тип возбудителя колебаний (эксцентриковые или дебалансные), форму
корпуса мельницы (цилиндрический, прямоугольный), тип ее опоры и т.д.
Наиболее распространены вибрационные дебалансные мельницы,
(рис. 1.13), дебалансный вал которых приводится во вращение от электродвигателя через эластичную муфту.
Процессы порошковой металлургии. Курс лекций
-55-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 7 Получение механолегированных порошков
4
3
1
5
2
1
Рис. 1.13. Схема вибрационной мельницы:
1 – электродвигатель; 2 – соединительная
муфта; 3 – корпус мельницы; 4 – загрузочный люк; 5 – размольные тела; 6 – дебалансный вал; 7 – амортизаторы (пружины)
6
7
Вращение дебалансного вала вызывает колебания корпуса мельницы,
загруженной размольными телами и измельчаемым материалом. Частота
вращения вала составляет от 1 000 до 3 000 об/мин, амплитуда колебаний
корпуса мельницы – 2–4 мм.
Размольные тела, получая частые импульсы от стенок корпуса мельницы, совершают сложные движения. Они подскакивают, соударяются и
скользят по стенкам корпуса мельницы. В результате трения о стенки мельницы они начинают вращаться. На частицы измельчаемого материала действуют ударные, сжимающие и срезывающие усилия переменной величины.
Ударный импульс единичного размольного тела в вибромельнице по сравнению с ударным импульсом в шаровой вращающейся мельнице относительно
невелик.
Однако большое число размольных тел в единице объема корпуса
мельницы и высокая частота их колебаний обеспечивают интенсивное измельчение обрабатываемого материала. Суммарное число импульсов i, сообщаемых размольным телам в единицу времени, можно оценить по формуле
i = V ⋅k ϕ·n z B,
(1.11)
где V – объем корпуса мельницы, дм3; k – число размольных тел, размещающихся в 1 дм3 объема корпуса мельницы; ϕ – коэффициент заполнения корпуса мельницы размольными телами (обычно составляет 0,75–0,85); n – частота вращения вала, об/мин (обычно 1 000–3 000 об/мин); z – число импульсов, сообщаемых каждому из размольных тел корпусом мельницы за одно
его круговое качание; В – коэффициент, учитывающий дополнительное число импульсов, сообщаемых за один оборот вала каждому размольному телу
соседними размольными телами.
Если условно принять k = 1 250 шт./дм3 (при среднем диаметре шаров 10 мм), ϕ = 0,8, n = 1 500 об/мин, z = 1 (за один оборот вала каждому из
размольных тел сообщается только один импульс), B = 1 (т.е. не учитывать
Процессы порошковой металлургии. Курс лекций
-56-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 7 Получение механолегированных порошков
увеличение частоты воздействия за счет импульсов, дополнительно сообщаемых каждому шару соседними с ним шарами), то число импульсов, сообщаемых размольным телам в корпусе мельницы объемом 200 дм3, составит
i = 200 ·1 250·0,8·1 500 = 3·108 импульсов в минуту.
Это на несколько порядков выше числа импульсов, сообщаемых размольным телам при измельчении материала в шаровой барабанной мельнице.
Благодаря высокой частоте воздействий релаксация материала (самозаживление трещин под действием сил межатомарного сцепления) в вибрационных
мельницах проявляется в меньшей степени, а процесс измельчения протекает
значительно быстрее. Время измельчения материала до высокодисперсного
состояния (в большинстве случаев) не превышает нескольких часов (5–6 ч).
Исследования порошка, полученного в вибрационной мельнице, показывают
наличие большого числа частиц округлой формы, что свидетельствует о существенной роли истирающих воздействий на измельчаемый материал как со
стороны размольных тел, так и со стороны частиц самого материала (явление
самоистирания).
Основные показатели режима виброразмола (коэффициент заполнения рабочего объема корпуса мельницы размольными телами и измельчаемым материалом, соотношение между ними, продолжительность процесса и
др.) обычно устанавливают экспериментально с учетом свойств измельчаемого материала и требуемой дисперсности получаемого порошка.
Размол материалов в планетарных центробежных
и гироскопических мельницах
Планетарные центробежные (ПЦМ) и гироскопические мельницы используются для получения сравнительно небольших объемов нано- и ультрадисперсных порошков. В планетарных центробежных мельницах тонкое измельчение трудноразмалываемых материалов производится во много раз быстрее, чем в мельницах других типов. Время измельчения материалов в ПЦМ
чаще всего не превышает нескольких десятков минут (10–30 мин).
Наиболее распространенный вариант ПЦМ состоит из корпуса-шкива,
на котором установлены обоймы для крепления барабанов мельницы
(рис. 1.14). Электродвигатель приводит во вращение корпус оси промежуточных зубчатых колес и обоймы.
Закрепленные в обоймах барабаны вращаются вместе с корпусомшкивом и одновременно вокруг своей оси в направлении, противоположном
направлению вращения корпуса. В процессе вращения корпуса-шкива барабаны получают ускорение до 35g.
Процессы порошковой металлургии. Курс лекций
-57-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 7 Получение механолегированных порошков
4
3
2
5
1
Рис. 1.14. Схема планетарной центробежной мельницы: 1 – редуктор; 2 –
опорный стол; 3 – корпус-шкив с механизмом привода барабанов; 4 – барабан
с размольными телами, обоймы для установки барабанов; 5 – электродвигатель
Во время вращения барабана размольные тела в нем располагаются в
виде сегмента, форма и положение которого не изменяются во времени, массив шаров движется вместе с барабаном, а каждый шар (единичное размольное тело) движется по окружности, центром которой является ось барабана.
По достижении «зоны отрыва» размольные тела начинают перекатываться в сегменте и вращаться вокруг собственных центров тяжести, что
обеспечивает измельчение обрабатываемого материала за счет его истирания.
На эффективность помола в ПЦМ оказывают влияние геометрические
параметры агрегатов мельницы (расстояние от оси корпуса-шкива до оси барабана, диаметр барабана), угловая скорость корпуса-шкива, скорость вращения барабана. Для эффективной работы ПЦМ («отрыва» размольных тел)
экспериментально подбирается оптимальное соотношение скоростей вращения корпуса-шкива и барабанов (передаточное отношение).
Наиболее существенный недостаток размола в ПЦМ и гироскопических мельницах – значительное загрязнение измельчаемого порошка примесью,
образующейся результате истирания стенок барабанов и размольных тел.
Для того чтобы увеличить срок службы барабанов мельницы и
уменьшить загрязнение измельчаемого порошка, рабочую поверхность барабанов покрывают керамической клепкой. Размольные тела, применяемые для
работы мельницы также изготавливают из керамики на основе диоксида циркония, стабилизированного оксидом иттрия.
Для тонкого измельчения материалов наряду с ПЦМ используют и так
называемые гироскопические мельницы. Барабан этих мельниц одновременно
вращается относительно горизонтальной и вертикальной осей. Размольные тела
внутри барабана совершают сложные движения, аналогичные движению раз-
Процессы порошковой металлургии. Курс лекций
-58-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 7 Получение механолегированных порошков
мольных тел в ПЦМ. Оптимальное соотношение скоростей вращения барабана
относительно вертикальной и горизонтальной осей составляет от 1 : 1 до 1 : 5.
Размол материалов в вихревых
и струйных мельницах
При измельчении в таких мельницах ударные и истирающие усилия
возникают при соударении частиц обрабатываемого материала; загрязнение порошка материалом рабочего органа и стенок мельницы существенно уменьшается, а также устраняются явления, связанные с привариванием к стенкам мельницы обкованных, но не измельченных частиц.
В рабочей камере вихревой мельницы друг против друга расположены
пропеллеры или била (рис. 1.15), вращающиеся в противоположных направлениях при высоких (порядка 3 000 об/мин), но обязательно равных скоростях.
Мерные отрезки металлической проволоки из бункера поступают в
вихревой поток, создаваемый пропеллерами или билами, сталкиваются друг с
другом и измельчаются. Насосом в рабочую камеру нагнетается газ (воздух,
азот и др.), с помощью которого уже измельченные частицы удаляются из
рабочего пространства мельницы и направляются в ее приемную камеру.
Скорость газового потока регулируют так, чтобы из рабочей камеры
мельницы удалять частицы определенных размеров (чаще всего в интервале
60–350 мкм).
Когда сила струи газа, подаваемого в рабочую камеру, превысит
инерционные (гравитационные) силы, действующие на частицу измельчаемого материала, она будет вынесена из рабочего пространства мельницы.
В приемной камере мельницы крупные частицы оседают на дно и периодически возвращаются в рабочую камеру, где подвергаются дальнейшему
измельчению. Более мелкие частицы вместе с потоком газа поступают в отсадочную камеру, где выпадают, накапливаются и периодически выгружаются в емкости для порошка.
Частицы порошка, полученного в вихревых мельницах, могут быть
осколочной, чешуйчатой или сферической формы, однако во многих случаях
на поверхности частиц материала наблюдаются характерные углубления, отчего их форма напоминает тарелку. Поэтому частицы подобной формы получили название тарельчатых.
Для измельчения стружки металлообработки пропеллеры заменяют
одним центральным валом со специальными билами.
В результате вихревого измельчения могут получаться достаточно
мелкие, проявляющие склонность к самовозгоранию (пирофорные) порошки.
Для предотвращения самовозгорания в рабочую камеру мельницы вводят какой-либо инертный или нейтральный к материалу порошка газ, к которому
добавляют до 5 % кислорода. Кислород, содержащийся в газе, образует на
поверхности частицах порошка защитную оксидную пленку.
Процессы порошковой металлургии. Курс лекций
-59-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 7 Получение механолегированных порошков
5
2
3
1
7
8
6
4
Рис. 1.15. Вихревая мельница: 1 – рабочая камера мельницы;
2 – бункер для загрузки измельчаемого материала; 3 – приемная камера; 4 – пропеллеры; 5 – отсадочная камера; 6 – насос
для подачи газа в рабочую камеру; 7 – порошок; 8 – емкость для выгрузки порошка из отсадочной камеры
Производительность вихревых мельниц сравнительно невелика – не
более 15 кг порошка в час у мельницы мощностью около 30 кВт. Более эффективны и производительны струйные мельницы, обеспечивающие сверхтонкое измельчение материала за счет энергии вводимых в рабочую камеру
мельницы (со звуковой и даже сверхзвуковой скоростью) потоков сжатого
газа (воздуха, азота и др.) или перегретого пара. Материал, подаваемый в рабочую камеру мельницы, находится в постоянном движения, испытывая многократные соударения, которые приводят к его интенсивному истиранию
(самоизмельчению). Так же как и в вихревых мельницах, измельченный материал (частицы размером от 1 до 5 мкм) удаляется из рабочей камеры потоком газа или пара.
Контрольные вопросы и задания
1. Перечислите основные этапы получения механолегированных порошков.
2. Какие преимущества имеют механолегированные порошки перед
обычными?
3. Что такое аттритор?
4. Объясните принцип устройства вибрационных мельниц.
Процессы порошковой металлургии. Курс лекций
-60-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 7 Получение механолегированных порошков
5. Какие усилия действуют на материал при его измельчении в вибрационных мельницах?
6. Опишите механизм измельчения материалов в вихревых и струйных мельницах.
7. Каким образом измельченный порошок удаляется из рабочей камеры вихревой мельницы?
8. Объясните принцип действия центробежных и гироскопических
мельниц.
9. Каковы размеры частиц порошка, получаемого в центробежных и
гироскопических мельницах?
10. Назовите достоинства и недостатки измельчения порошков в центробежных и гироскопических мельницах.
Лекция 8
Получение порошков ультразвуковым измельчением
в жидких средах. Измельчение материалов
в аппаратах магнитного индукционного вращателя
План лекции
1. Измельчение ультразвуком.
2. Измельчение в аппаратах магнитного индукционного вращателя.
Измельчение ультразвуком
Металлические порошки различной крупности могут быть получены
ультразвуковым диспергированием твердого вещества в жидкости.
Ультразвук представляет собой упругие колебания и волны, частота
которых лежит в пределах от 10 кГц до нескольких десятков гигагерц (низкочастотные колебания – 15–100 кГц, средних частот – 100 кГц–10 МГц, высокочастотные – 10 МГц–1 ГГц; свыше 1 ГГц – гиперзвук).
Распространяясь в жидкости, твердом веществе или газе, упругие колебания создают звуковую волну, которая образует в соответствующей среде
сгущения и разрежения с частотой налагаемых колебаний. Наличие в данной
среде примесей (прежде всего микрочастиц) приводит к возникновению в
ней давления, избыточного по отношению к атмосферному.
В жидкостях помимо твердых примесей имеется огромное число газовых пузырьков размером от десятых долей до сотен микрометров. Под воздействием ультразвука определенной мощности эти пузырьки (полости) активно пульсируют, растягиваясь и сжимаясь в фазе разрежения или сгущения
ультразвуковых колебаний.
Процессы порошковой металлургии. Курс лекций
-61-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 8 Получение порошков ультразвуковым измельчением в жидких средах
Эти пульсирующие полости (пузырьки) называют кавитационными, а
процесс их развития во времени – ультразвуковой кавитацией. Однако кавитационные процессы наступают лишь для тех пузырьков, начальный радиус
которых R0 больше критического радиуса Rкр, но меньше резонансного Rрез
(т.е. такого размера, когда частота собственного колебания пузырька совпадает с частотой налагаемого поля). При R0 < Rкр пузырьки вследствие действия сил поверхностного натяжения не участвуют в кавитации (при данной
частоте колебаний), а при R0 ≥ Rрез они вытесняются на поверхность жидкости. При R0 ≥ Rкр пузырек теряет устойчивость и выходит из состояния равновесия. Значение Rкр определяют по выражению
Rкр = 1,33σ / (0,7 Pa + Pp – Po),
(1.12)
где σ – коэффициент поверхностного натяжения жидкости; Pa – звуковое
давление; Pp – упругость пара жидкости; Po – статическое давление в объеме
жидкости.
Для колебаний частотой 20 кГц, распространяющихся в воде, Rкр составляет десятые доли микрометра, а Rрез – сотни микрометров; для колебаний частотой 1 МГц Rрез – несколько микрометров. То есть с повышением
частоты ультразвука количество пузырьков, вовлекаемых в кавитационный
процесс, уменьшается. Это обстоятельство предопределяет выбор диапазона
частот для ультразвукового диспергирования. Чаще всего для измельчения
материалов в водной среде используют ультразвуковые колебания частотой
от 18 до 22 кГц.
Ультразвуковое диспергирование может протекать по механизму кавитационного и/или гидроабразивного разрушения материала. Кавитационное разрушение происходит под воздействием энергии, освобождающейся
при захлопывании (в фазе сжатия) кавитационных пузырьков. Гидроабразивное – при взаимодействии частиц, перемещаемых в жидкой среде акустическими потоками различной масштабности, возникающими при захлопывании пузырьков.
Пульсация кавитационных полостей приводит к заполнению жидкостью поверхностных дефектов (углублений, миктротрещин и пр.) частицы.
Одновременно с жидкостью в эти дефекты поступают и пузырьки газа,
имеющие различные размеры. В момент захлопывания газового пузырька изза отклонения формы их поверхности от сферической образуется ударная
волна и/или микроструя жидкости. Давление, возникающее при действии на
частицу измельчаемого материала этих потоков, составляет 102–103 МПа.
Учитывая, что у частиц измельчаемого материала наблюдается пониженная
(из-за наличия различного рода дефектов) прочность, подобного давления
вполне достаточно для диспергирования исходного материала.
Процессы порошковой металлургии. Курс лекций
-62-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 8 Получение порошков ультразвуковым измельчением в жидких средах
Гидроабразивное разрушение является следствием как прямого удара
о поверхность, так и скольжения, сопровождающегося ударами о микронеровности. Скорости микропотоков, возникающих при вторичном расширении кавитационной полости, в технологических установках, работающих при
частотах от 15 до 44–45 кГц, достигают 1 500–2 000 м/с, т.е. скорости звука в
жидкости; возможны даже сверхзвуковые скорости порядка 104 м/с. Скорость
образующихся при кавитации микроструй жидкости, радиус которых по порядку величины соответствует минимальному радиусу кавитационных пузырьков, близка к скорости их захлопывания (от сотен до нескольких тысяч
метров в секунду).
Однако скорость перемещения частиц порошка под действием этих
потоков и микроструй зависит от размеров частиц. Для того чтобы частица
могла перемещаться со скоростью соответствующего потока, ее размер не
должен превышать 100 мкм, а для того чтобы она перемещалась со скоростью распространения микроструи – 0,1 мкм.
Кроме частоты ультразвуковых колебаний, существенное влияние на
процесс диспергирования оказывают свойства жидкости (эрозионная активность, вязкость, температура) и объемная концентрация частиц твердой фазы в
жидкости, а также исходное состояние частиц измельчаемого материала (наличие пористости в объеме частиц и примесей на границах между зернами).
Эрозионная активность воды значительно выше, чем у большинства
органических жидкостей, которые имеют более высокие значения упругости
паров. Повысить эрозионную активность жидкости можно путем введения в
ее состав поверхностно-активных веществ, улучшающих смачиваемость поверхности и способствующих проникновению жидкости в микротрещины и
неровности на поверхности частиц.
Повышение вязкости жидкости снижает, как правило, ее эрозионную
активность из-за потерь акустической энергии. Однако при больших интенсивностях ультразвука (т.е. энергии, излучаемой в среду с единицы излучающей поверхности в секунду) и высоковязких жидкостей (50–100 Па⋅с)
эрозионная активность повышается, так как силы вязкого трения, играя роль
избыточного статического давления, ускоряют захлопывание кавитационной
полости и возникновение ударной волны.
Процессы порошковой металлургии. Курс лекций
-63-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 8 Получение порошков ультразвуковым измельчением в жидких средах
4
7
5
5
6
газ
60
0
50
5
10
20
40
30
4
2
3 8
7
6
3
2
1
1
а
б
Рис. 1.16. Схемы ультразвуковых установок: а – установка с рабочей ванной
конической формы: 1 – излучатель магнитострикционного преобразователя; 2
– корпус ванны; 3 – суспензия порошка; 4 – патрубки для подачи и удаления
охлаждающей жидкости; 5 – патрубок для подачи газа; 6 – манометр; 7 – вентиль для подачи суспензии; 8 – патрубок для удаления суспензии измельченного порошка; б – установка с ванной цилиндрической формы: 1 – излучатель
магнитострикционного преобразователя; 2 – сменный стакан; 3 – суспензия
порошка; 4 – душирующее устройство; 5 – съемная крышка; 6 – патрубки для
подачи и удаления охлаждающей жидкости; 7 – патрубок для подачи газа
С повышением температуры жидкости снижается растворимость в ней
газа, увеличивается число зародышей кавитации, но одновременно возрастает и упругость пара, что уменьшает кинетическую энергию при захлопывании пузырька. Поэтому на практике для каждой из жидкостей выбирают оптимальную рабочую температуру, при которой наблюдается максимальная
интенсивность кавитационного воздействия. Так, для воды и водных растворов она составляет 35–50 °С; для большинства органических жидкостей с высокой упругостью пара (спирт, бензин, четыреххлористый углерод, ацетон и
др.) – 15–20 °С; а для органических жидкостей с низкой упругостью пара
(глицерин, масла) – 80–85 °С.
Объемная концентрация твердых частиц в жидкости (концентрация
суспензии) соответствует обычно отношению Т : Ж от 1 : 8 до 1 : 20 (чем концентрированнее суспензия, тем крупнее получаемый порошок при прочих равных условиях; большая дисперсность достигается при меньшем коэффициенте
заполнения суспензией рабочего объема ванны диспергирования). Время, необходимое для измельчения материала до требуемой дисперсности, зависит от
Процессы порошковой металлургии. Курс лекций
-64-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 8 Получение порошков ультразвуковым измельчением в жидких средах
физических и механических свойств его частиц, а также интенсивности ультразвуковой кавитации. Обычно оно составляет от 5–10 до 30–60 мин: при меньшей длительности обработки измельчение недостаточно, а при более длительной возникает агрегация частиц с образованием крупных конгломератов.
Ультразвуковое диспергирование чаще всего проводят в установках,
работающих под повышенным статическим давлением. Их обычно изготовляют с вертикальным расположением рабочей ванны цилиндрической или
конической формы (рис. 1.16), дно и стенки которой являются излучающими
поверхностями ультразвуковых магнитострикционных преобразователей.
Наибольшее распространение имеют установки с ванной цилиндрической формы, выполненной из коррозионно-стойкой стали (например, установка марки УЗВД-6), дно которых является излучающей поверхностью. Для
создания избыточного статического давления в установку подается газ (давление газа 0,5–0,6 МПа).
Порошки, получаемые ультразвуковым диспергированием в жидкости, не имеют существенных химических загрязнений. Их частицы отличаются высокой дисперсностью, отсутствием поверхностных неровностей и
округлой формой, часто близкой к сферической.
Измельчение в аппаратах магнитного индукционного вращателя
Измельчение материала в аппаратах магнитного индукционного вращателя (МИВ) происходит во вращающемся магнитном поле, в котором
движется масса ферромагнитных размольных тел.
Диспергирование осуществляется главным образом самоизмельчением частиц обрабатываемого материала при их многократно повторяющихся
соударениях со сдвигом. Строго дозированное импульсное давление на частицы с их одновременным сдвигом обеспечивает высокую эффективность
аппаратов магнитного индукционного вращателя и практически исключает
загрязнение измельчаемого материала посторонними примесями.
Принцип работы таких аппаратов состоит в том, что в емкость прямоугольного сечения из диамагнитного материала загружается обрабатываемый
материал и цилиндрические размольные тела. Затем возбуждается вращающееся магнитное поле, вызывающее подскоки и вращение размольных тел
вокруг собственного центра тяжести, что в результате приводит к измельчению обрабатываемого материала.
На эффективность их работы большое влияние оказывает скорость
вращения размольных тел, которая лежит в пределах от 3 000 до 8 000 об/мин.
Основным элементом аппарата МИВ является полая кольцевая рабочая камера, в которой с помощью вращающихся магнитов возбуждается магнитное
Процессы порошковой металлургии. Курс лекций
-65-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 8 Получение порошков ультразвуковым измельчением в жидких средах
поле. Оно воздействует на находящиеся в камере рабочие цилиндрические
ферромагнитные тела таким образом, что они переворачиваются, ударяются
о поверхность камеры и, подскочив на определенную высоту, в свободном
полете вращаются вокруг собственного центра тяжести.
Для эффективного ведения процесса тонкого и сверхтонкого измельчения материалов требуются размольные тела малой толщины (например,
диаметром 0,9 мм и длиной 11 мм), которые располагаются ближе друг к
другу, что диктуется максимумом энергии системы.
Процесс самоизмельчения материала происходит в зазорах между
вращающимися размольными телами, куда он втягивается под воздействием
аэродинамического эффекта разрежения.
Экспериментально доказано, что чем больше масса размольных тел,
тем интенсивнее идет измельчение. Вместе с тем при определенной ее критической величине аппарат МИВ перестает работать, что объясняется эффектом экранирования магнитного поля индукторов самими размольными телами и материалом. Установлено, что аппарат МИВ устойчиво работает при
массе размольных тел, равной 80 % их критической массы. Критическую
массу размольных тел определяют при холостой работе аппарата, т.е.без загрузки в него измельчаемого материала.
Контрольные вопросы и задания
ка?
1. Что такое кавитационные полости?
2. Какие процессы развиваются в жидкостях под действием ультразву-
3. Каковы оптимальные частоты ультразвукового разрушения материалов в водной среде?
4. Перечислите механизмы разрушения материалов под действием
ультразвука.
5. Назовите основные свойства дисперсионных сред.
6. При каких температурах осуществляют ультразвуковое измельчение материалов в различных средах?
7. Перечислите основные факторы, определяющие измельчение материалов в аппаратах МИВ.
Процессы порошковой металлургии. Курс лекций
-66-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 9
Диспергирование расплавов
План лекции
1. Физико-химические и механические процессы при диспергировании расплавов.
2. Классификация методов диспергирования расплавов.
Физико-химические и механические процессы
при диспергировании расплавов
Диспергирование расплавленного металла или сплава струей сжатого
газа, жидкости или механическим способом позволяет получать порошки, называемые распыленными. Процесс характеризуется высокой производительностью, технологичностью, степенью автоматизации и сравнительно малыми
энергозатратами, экологической чистотой. Метод диспергирования расплава
дает возможность также оперативно увеличить производство металлического
порошка с контролируемыми свойствами при относительно низких затратах
(в том числе капитальных) и использовать в качестве исходного материала
отходы металлообрабатывающей промышленности.
Промышленное производство распыленных порошков началось в
конце 1930-х гг., но до середины 1950–1960-х гг. оно оставалось малотоннажным. Однако уже в 1960-х гг. производство распыленных порошков стало
активно развиваться в таких странах, как США, Канада, ФРГ, Англия, Японии и Швеция. С 1978 г. производство порошков диспергированием широко
использовалось на предприятиях бывшего СССР. Мировой объем производства порошков диспергированием расплавов непрерывно возрастает. В настоящее время около 60–70 % всего объема порошков производится именно с
помощью этого метода.
Метод распыления широко используют для получения не только порошков железа, сталей и сплавов на основе железа, но и порошков цветных
металлов и сплавов (алюминия, меди, свинца, цинка, титана, вольфрама и др.).
Распыление весьма эффективно при производстве порошков многокомпонентных сплавов и обеспечивает получение порошков с аморфной
структурой, которая позволяет достичь равномерного химического состава
композиции, даже при содержании легирующих компонентов выше их предела растворимости в основном компоненте сплава. Кроме того, порошки,
полученные с использованием методов диспергирования расплавов, имеют
оптимальное строение и тонкую структуру каждой образующейся частицы.
Это связано с кристаллизацией дисперсных капель расплава с высокими скоростями охлаждения (до нескольких десятков и даже сотен миллионов градусов в секунду).
Все металлические расплавы обладают близкой к нулю механической
прочностью, относительно небольшой вязкостью и склонны к хрупкому раз Процессы порошковой металлургии. Курс лекций
-67-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 9 Диспергирование расплавов
рушению при воздействии на их струю потока газа или жидкости. По современным представлениям плавление, разрушая кристаллическую решетку как
жесткую систему колебаний атомов, нарушает межатомные связи дальнего
порядка, но сохраняет ближний порядок, т.е. упорядоченность атомов, присущую соответствующей решетке.
Я.И. Френкель сформулировал положение, согласно которому с термодинамической точки зрения металлическую жидкость вблизи точки кристаллизации можно рассматривать как твердое, но сильно разрыхленное тело с
множеством разрывов (дыр) между некоторыми соседними атомами при наличии связи со всеми остальными; дыры быстро залечиваются и появляются
вновь.
Для процесса диспергирования наиболее важны вязкость, поверхностное натяжение и плотность расплава.
Вязкость или обратное ей свойство текучесть характеризует сопротивление жидкости сдвигу, объясняется наличием у нее свободного, т.е. дополнительного по отношению к твердому телу, объема и определяется главным образом прочностью межатомной связи и плотностью упаковки атомов.
Для гомогенной жидкости она зависит от температуры, а для гетерогенной
жидкости – еще и от формы, размеров и числа включений.
Поверхностное натяжение расплава характеризует работу образования физической поверхности раздела фаз, отнесенную к единице поверхности, и существенно влияет на процессы, сопровождающие диспергирование.
Оно зависит от температуры расплава, уменьшаясь с ее повышением.
Плотность расплава линейно зависит от температуры нагрева,
уменьшаясь с ее повышением из-за увеличения объема металлической жидкости и появления в ней новых «дырок».
Таким образом, на структуру, физические свойства и форму частиц
распыленного порошка большое влияние должен оказывать перегрев расплава над ликвидусом.
Истекающая из отверстия струя жидкости при отсутствии видимого
внешнего воздействия как бы самопроизвольно разрушается. Происходит это
вследствие неустойчивости ее движения при воздействии малых возмущений, создаваемых шероховатостью стенок канала и отклонением формы его
выходного отверстия от идеальной, нестабильностью скорости истечения
струи, а также неоднородностью трения на границе жидкость – окружающая
среда.
Возникающая в струе расплава пульсация рождает волну с растущей
амплитудой. Размер капли зависит от длины этой волны и соответствует ее
оптимальной величине.
Внешнее воздействие на струю (обдув потоком газа или жидкости,
электромагнитными волнами, мощными импульсами тока и пр.) интенсифицирует процесс ее разрушения и повышает дисперсность капель. При этом
жидкость (массивный объем расплава) необходимо преобразовать в такую
форму, которая бы обладала наибольшей поверхностной энергией (тонкая
струя, пленка) и, соответственно, максимальной неустойчивостью.
Процессы порошковой металлургии. Курс лекций
-68-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 9 Диспергирование расплавов
Более интенсивное и упорядоченное дробление струи жидкости с сечением любой формы обеспечивает наложение высокочастотных колебаний
как на нее, так и на распыливающий газ-энергоноситель. Вторичное диспергирование образовавшихся первичных крупных капель при пневмоакустическом распылении (акустическая энергия подводится к струе или пленке расплава через газ) связано с воздействием на них ультразвуковых колебаний и
ударных волн, генерируемых излучателем. Крупная капля по мере движения
в направлении излучателя деформируется, затем останавливается, расплющивается, вытягиваясь в пленку в вертикальной плоскости, и дробится на более мелкие капли. Эти возникающие мелкие капли попадают в поток газа, где
происходит их дальнейшее разрушение под воздействием его аэродинамического скоростного потока (как это осуществляется и при распылении сжатым
газом, рассмотренном выше).
Эффективное диспергирование металлического расплава требует поддержания его высокой температуры (обеспечения перегрева) и сохранения в
допустимых пределах значений основных физико-химических параметров на
протяжении всего процесса распыления. Это существенно усложняет технологию, так как указанные выше физические параметры расплава значительно
изменяются в ходе диспергирования, и, если расплав дополнительно не подогревать, процесс распыления может прекратиться.
Механизм диспергирования расплава водой высокого давления принципиально отличается от механизма распыления сжатым газом, так как жидкость имеет высокую плотность (примерно в 1 000 раз выше плотности воздуха), происходит образование пара в зоне непосредственного контакта воды
с расплавом (меняются теплофизические характеристики процесса), наблюдается более интенсивное охлаждение образовавшихся капель-частиц.
Непосредственное воздействие на струю расплава и отдельные капличастицы из нее в зоне эффективного дробления оказывает сжатый перегретый пар, плотность которого существенно ниже плотности воды. При этом
струя расплава дробится на капли, которые затем вторично диспергируются
через окружающую их паровую оболочку (пленку).
При распылении струи металлической жидкости газовым потоком
возникшие двухфазные системы газ–жидкость и газ–твердое образуют металлогазовый факел, представляющий собой непрерывно пульсирующую
двух- или трехфазную смесь жидких и твердых металлических частиц в газе.
В нем происходит взаимодействие газового потока с расплавом, теплофизические характеристики и агрегатное состояние которого меняются (расплав и
капли остывают, взаимодействуют с окружающей средой и пр.), и отдельных
капель между собой. Эти процессы по существу определяют свойства получаемого порошка, прежде всего размер и форму его частиц.
Распад струи ньютоновской жидкости под действием газового потока
можно описать с помощью следующей критериальной функции:
d/D = f (Wе, Lр, M, N),
Процессы порошковой металлургии. Курс лекций
-69-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 9 Диспергирование расплавов
где d – средний диаметр частиц-капель; D – диаметр струи расплава; Wе –
критерий Вебера (характеризует соотношение сил инерции и поверхностного натяжения); Lр – критерий Лапласа (характеризует соотношение сил вязкости и поверхностного натяжения); M, N – критерии, характеризующие соотношение плотности газа-энергоносителя и расплава, вязкости газаэнергоносителя и расплава.
Приведенные критерии можно определить, используя следующие отношения:
Wе = V2г γг D0 /σ; Lр = η2ж / (σ γж D0);
M = V2г γг / (γж V2ж); N = ηг / ηж,
(1.13)
где Vг, Vж – скорости газового потока и расплава; γг, γж – плотности газа и
расплава; ηг, ηж – вязкости газа и расплава; σ – поверхностная энергия; D0 –
диаметр первоначальной пряди расплава.
Размер образующихся частиц порошка можно оценить по эмпирической формуле
d = (585/ΔV)(σж/γж)0,5 + 597 (ηж/ σж γ ж )0,45(1000Gж/Gг),
(1.14)
где ΔV – относительная скорость газового потока; σж, γж, ηж, Gж – соответственно, поверхностная энергия, плотность, вязкость и удельный расход расплава; Gг – удельный расход газа-энергоносителя.
Существует физический предел диспергирования металлических жидкостей, в связи с чем повышение параметров процесса диспергирования (скорости и температуры газа или температуры расплава) не приводит к получению
более дисперсных порошков. Установлено, что величина перегрева расплава и
температура газа-энергоносителя влияют на фракционный состав порошка.
В первый момент образования любые капли (крупные первичные,
средние и мелкие вторичные) жидкого металла имеют неправильную форму
и под действием сил поверхностного натяжения стремятся к минимизации
поверхности, т.е. принять сферическую форму. Однако стремление капель к
сфероидизации может не реализоваться, если она быстро затвердеет. Поэтому, если время сфероидизации капли меньше времени ее затвердевания, то
она успеет принять форму шара, если же это не так, то образуются твердые
частицы неправильной формы.
Приближенная оценка времени сфероидизации может быть проведена
с использованием следующей формулы:
τсф = 3πη ж(R – r)/ σж,
Процессы порошковой металлургии. Курс лекций
(1.15)
-70-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 9 Диспергирование расплавов
где R – радиус шара, образовавшегося из указанной пряди (цилиндра); r – радиус пряди, возникшей в первый момент диспергирования (если принять, что
она имеет форму цилиндра с отношением длины к диаметру, равным 10).
Расчет по приведенной формуле дает заниженное значение τсф, так как
не учитывает взаимодействие расплава с окружающей средой (например,
окисление его поверхностного слоя) и некоторые другие факторы.
Время затвердевания τзатв жидкой капли диаметром d складывается из
времени ее охлаждения до температуры затвердевания τохл и времени выделения скрытой теплоты кристаллизации τкр. Приближенно его можно оценить
по уравнению
τзатв = τохл + τкр = d (cжγж/6α) ln[(Tпов – Tг)/(Tпл – Tг)] + mL/gS ,
(1.16)
где cж – теплоемкость расплава; α – коэффициент теплоотдачи от расплава к
энергоносителю; Tпов, Tпл, Tг – температуры, соответственно, поверхности
расплава, плавления диспергируемого материала и энергоносителя; m, S –
масса и поверхность образующейся капли; L – удельная теплота кристаллизации расплава; g – тепловой поток с поверхности капли.
Во многих случаях τохл = 0,01–0,1 с, τкр /τохл = 3,7. Скорость охлаждения зависит от условий теплообмена капли расплава с окружающей средой и
может составлять от 103 до 1010 °С/с.
При распылении расплава водой высокого давления размер частиц порошка зависит от ее скорости и удельного расхода. По эмпирической формуле для стали средний диаметр капли dср, мкм, равен
dср = (14900/Wв)(1/n)1/3 ,
(1.17)
где Wв – скорость потока воды, м/с; n – число капель расплава, образующихся
при ударе с каплей воды (n = 1, когда каждая капля воды вызывает образование одной капли расплава).
Критическую скорость потока воды можно оценить по выражению
Wвкp = 7,7σж0,75/dкр0,25.
(1.18)
Например, для получения частиц стали с максимальным диаметром
dкр = 100 мкм значение Wвкp, ниже которого будут образовываться частицы
большего размера, должно составлять 112 м/с (соответствующее давление
воды 6,4 МПа).
Оценить τохл можно аналогично случаю распыления расплава газом, а
τсф – по уравнению
Процессы порошковой металлургии. Курс лекций
-71-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 9 Диспергирование расплавов
τсф = 0,75 π2ηжγв(R4 – r4)/υкσжγвозд,
(1.19)
где υк – объем капли расплава; γв, γвозд – плотности воды и воздуха соответственно.
Ориентировочно при температуре расплава выше 500 °С отношение
τохл /τсф > 1 и получают порошок со сферической формой частиц, а при температуре расплава ниже 400 °С это отношение меньше единицы и форма образующихся частиц неправильная.
На форму частиц порошка большое влияние оказывают скорость,
удельный расход и угол атаки струи воды-энергоносителя, физические свойства расплава и другие факторы.
Распылении неизбежно связано с изменением состава расплава из-за
взаимодействия металла с энергоносителем или охлаждающей средой. Для
распыления наиболее важны процессы взаимодействия расплава с кислородом (окисление), азотом (азотирование) и водородом (наводораживание).
При взаимодействии расплава с кислородом образование первичных
оксидных пленок происходит практически мгновенно. Структура такой
пленки может быть как аморфной, так и кристаллической. Плотные тугоплавкие оксидные пленки существенно влияют на процесс формообразования частиц, подавляя действие сил поверхностного натяжения, определяющих процесс сфероидизации капли. В итоге это приводит к формированию
частиц неправильной формы с рельефной развитой поверхностью.
Водород в зоне распыления может образовываться в результате диссоциации паров воды при высоких температурах. При снижении температуры растворенный водород выделяется из металла, являясь в ряде случаев
причиной пористости распыленных порошков и изделий из них.
Азот попадает в расплав практически на всех этапах технологии. Он
хорошо растворяется в железе, хроме, ванадии, марганце, молибдене, титане,
цирконии и других металлах с образованием нитридов, что приводит к повышению твердости и снижению пластичности порошков, в связи с этим азот
является нежелательной примесью. Медь, никель, серебро, золото, вольфрам
не растворяют азот и не взаимодействуют с ним.
Для получения высококачественных, чистых по кислороду и азоту порошков жаропрочных сталей, титана, циркония и других металлов в технике
в качестве технологических сред широко используют инертные газы (аргон,
гелий) и вакуум.
Классификация методов диспергирования расплавов
Методы распыления металлического расплава различаются: по виду
энергии, затрачиваемой на его создание (нагрев индукционный или косвенный,
электродуговой, электронный, лазерный, плазменный и др.); виду силового воздействия на расплав при диспергировании (механическое воздействие, энергия
газовых и водяных потоков, силы гравитационные, центробежные или магнитогидродинамические, воздействия ультразвука и т.д.); по типу среды, исполь Процессы порошковой металлургии. Курс лекций
-72-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 9 Диспергирование расплавов
зуемой при создании и диспергировании расплава (восстановительная, окислительная, инертная или какая-либо иная среда заданного состава, вакуум).
3
5
1
7
2
9
8
6
4
10
12
14
13
11
а
3
1
5
2
6
7
4
8
12
10
13
14
9
16
17
11
б
15
Рис. 1.17. Типовые аппаратурно-технологические схемы получения порошков
железа: а – распыление расплава воздухом в воду: 1 – печь; 2 – емкость для расплава металла; 3 – установка распыления; 4 – насос для перекачки пульпы порошка; 5 – гидроциклон; 6 – фильтр; 7 – вращающаяся сушильная печь; 8 – бункер для хранения высушенного порошка; 9 – двойной конусообразный смеситель; 10 – печь для восстановления порошка (печь с шагающим подом); 11 –
молотковая мельница; 12 – классификатор; 13 – смеситель (для усреднения порошка); 14 – бункеры для хранения порошка перед упаковкой; б – распыление
расплава водой в воду: 1 – печь; 2 – емкость для расплава металла; 3 – установка
распыления; 4 – насос; 5 – гидроциклон; 6 – сушильная печь; 7 – мельница; 8, 13 –
классификатор; 9, 12 – магнитный сепаратор; 10 – печь для восстановления порошка (конвейерная); 11 – молотковая мельница; 14 – бункеры для хранения порошка;
15 – весы; 16 – смеситель; 17 – бункер для хранения порошка перед упаковкой
Процессы порошковой металлургии. Курс лекций
-73-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 9 Диспергирование расплавов
Типовая технологическая схема распыления расплавов газом (аргоном, азотом, воздухом) или жидкостью (чаще всего водой) включает следующие основные операции:
1) подготовка расплава;
2) транспортировка расплава к установке распыления и диспергирования расплава;
3) классификация частиц полученного порошка;
4) усреднение состава нескольких партий порошка;
5) упаковка порошка.
В зависимости от конкретной технологии диспергирования к перечисленным операциям могут добавляться следующие:
сушка (обезвоживание) порошка (в гидроциклонах, на фильтрах, во
вращающихся печах, в сушильных шкафах и пр.),
дробление,
магнитная сепарация,
восстановление,
взвешивание и пр. (рис. 1.17).
В любом случае сущность получения металлических порошков из
расплава заключается в нарушении сплошности его потока (струи или пленки) под действием различных источников возмущений с возникновением
дисперсных частиц.
Все методы диспергирования расплавов условно можно разделить на
пять групп: методы центробежного распыления; методы ультразвукового
распыления; методы распыления расплава потоками энергоносителей; бесконтактные методы распыления; высокоскоростные методы распыления.
Контрольные вопросы и задания
1. Каков удельный объем порошков, получаемых методами диспергирования, в общем объеме всех производимых порошков?
2. Что представляет собой расплав?
3. Перечислите основные факторы, определяющие свойства порошков получаемых диспергированием.
4. Что может использоваться в качестве энергоносителя?
5. Существует ли предел диспергирования расплавов энергоносителями?
6. От чего зависит скорость охлаждения расплава при диспергировании?
7. Перечислите основные технологические операции распыления расплавов энергоносителями.
8. Назовите основные группы методов диспергирования расплавов.
Процессы порошковой металлургии. Курс лекций
-74-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 10
Методы диспергирования расплавов
План лекции
1. Методы центробежного распыления расплавов.
2. Методы ультразвукового распыления расплавов.
3. Методы диспергирования расплавов потоками энергоносителей.
4. Бесконтактные методы распыления расплавов.
5. Методы высокоскоростного охлаждения расплавов.
Методы центробежного распыления расплавов
Центробежное распыление представляет собой один из основных видов диспергирования расплавов металлов, имеющих высокое сродство к кислороду. На практике используют три способа (рис. 1.18):
способ быстровращающегося электрода;
способ вращающегося диск;
способ вращающегося перфорированного стакана.
По способу вращающегося электрода (рис. 1.18, а) распыление расплава проводят с торца расходуемой быстровращающейся (со скоростью
2 000–20 000 об/мин) заготовки цилиндрической формы. Образование на
торце заготовки тонкой пленки расплавленного металла (10–30 мкм) происходит за счет действия на нее электрической дуги, потока плазмы или мощного электронно-лучевого зонда.
При других схемах диспергирования (рис. 1.18, б) плавление металла
проводят автономно, вне зоны распыления. Струю расплава подают на вращающийся со скоростью до 24 000 об/мин диск, на его вогнутой поверхности
образуется пленка жидкого металла, от которой затем отрываются капличастицы размером < 100 мкм. Кристаллизация капель происходит в атмосфере инертного газа. Скорость кристаллизации – 105–10 6 °С/с.
Толщина пленки расплава на торце вращающегося электрода определяется по выражению
δ = 2 3 Gж η′ж / ω2 Dс2 γ 2ж ,
(1.20)
где Gж – удельный расход жидкости; ω, Dс – угловая скорость вращения и
диаметр электрода; ήж, γж – вязкость и плотность расплава соответственно.
При выдавливании расплава из отверстий в стенке контейнера, вращающегося со скоростью 1 000–5 000 об/мин, капли-частицы формируются в
момент их отрыва от внешней поверхности стенки контейнера.
Процессы порошковой металлургии. Курс лекций
-75-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 10 Методы диспергирования расплавов
3
1
А
3
Капли - частицы
2
К
1
2
Вода
б
а
Рис. 1.18. Схемы установок для центробежного распыления расплавов металлов:
а – способ вращающегося электрода: 1 – противоэлектрод; 2 – быстровращающийся электрод; 3 – пленка расплавленного металла; б – способ вращающегося диска:
1 – водоохлаждаемый диск; 2 – пленка металла; 3 – тигель с расплавом металла
Газ
Вода
Расплав
металла
1
1
2
5
8
3
2
4
Газ
3
6
4
7
б
а
Рис. 1.19. Схемы ультразвукового диспергирования расплавов металлов: а – установка с вынесенным излучателем: 1 – система подачи газа; 2 – печь; 3 – графитовый
стакан; 4 – расплав металла; 5 – твердосплавное сопло; 6 – излучатель ультразвуковых колебаний; 7 – нагреватель излучателя; 8 – камера распыления; б – установка с
излучателем, проходящим через емкость с расплавом: 1 – концентратор колебаний;
2 – нагревательное устройство; 3 – контейнер с расплавом; 4 – излучатель
Процессы порошковой металлургии. Курс лекций
-76-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 10 Методы диспергирования расплавов
Методы ультразвукового распыления расплавов
Ультразвуковой метод распыления расплавов (рис. 1.19) применяют
при диспергировании легкоплавких металлов и сплавов (Тпл< 1 000 °С).
По одному из вариантов (рис. 1.19, а) струя или капля расплава подается на
обогреваемую поверхность излучателя, растекается по ней в виде пленки
(толщина пленки порядка 2–3 мм) и разрушается с образованием капельчастиц размером в несколько десятков микрометров (преимущественно
40–60 мкм). Рабочая частота ультразвуковых колебаний установки распыления – 18–22 кГц, амплитуды колебаний – 10–30 мкм.
По другой схеме (рис. 1.19, б) распыление тонкой пленки расплава
происходит с внешней поверхности конической части ультразвуковой насадки, проходящей через емкость с расплавленным металлом. Как в первом, так
и во втором случаях, распыление расплава осуществляется в закрытой камере, наполненной защитным газом (образующиеся капли-частицы охлаждаются струей инертного газа).
Методы диспергирования расплавов потоками энергоносителей
Методы диспергирования расплава потоком энергоносителя широко
применяют для производства больших объемов различных порошков.
На практике при использовании газа используют три основные схемы
подачи (направления на расплав) энергоносителя:
поток газа обтекает струю расплава соосно;
поток газа направлен к струе расплава под некоторым углом (наиболее распространено распыление с углом атаки от 20 до 60°);
поток газа направлен к струе расплава под прямым углом.
Для распыления свободно истекающей струи металла или сплава с
точкой ликвидуса до 1 600 °С используют схему с вертикальным расположением форсуночного устройства (рис. 1.20, а). Подобная схема обеспечивает
высокую производительность процесса. Кроме того, эта схема позволяет
применять различные энергоносители (воздух, азот, аргон, гелий, углекислый
газ). В некоторых случаях газообразные энергоносители специально подогреваются.
Легкоплавкие металлы (с ликвидусом до 800 °С) могут распыляться
путем подачи энергоносителя через горизонтальные, расположенные друг
напротив друга трубы (рис. 1.20, б), с множеством отверстий для выхода газа.
Расплав металла подается в зону распыления сразу из нескольких последовательно расположенных металлоприемников.
Процессы порошковой металлургии. Курс лекций
-77-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 10 Методы диспергирования расплавов
1
1
2
2
Газ
Газ
2
Газ
Газ
3
4
4
3
5
а
б
Рис. 1.20. Схемы распыления расплава воздействием струи газа: а – схема с вертикальным расположением форсуночного устройства: 1 – металлоприемник; 2 – струя расплава; 3 – форсуночное устройство; 4 – кольцевое сопло Лаваля; б – схема многоструйного форсуночного элемента трубчатого типа: 1 – металлоприемник; 2 – трубопроводы; 3 – отверстия для выхода газа; 4 – струя расплава; 5 – струи газа
Ограниченное распространение имеет схема с горизонтальным расположением форсуночного устройства инжекционного типа. Подобная схема
предусматривает подачу расплава непосредственно из плавильного пространства печи под давлением газа. Подобную схему в основном применяют
для получения порошков алюминия, свинца, олова, цинка и некоторых припоев.
В последние десятилетия в качестве энергоносителя все более активно
используют воду. Скорость водных потоков, направляемых на расплав, достигает 100–150 м/с при давлении до 15–25 МПа. Высокая скорость воды в зависимости от конструкции форсунки сохраняется на расстоянии до 500 мм,
что позволяет подобрать наиболее эффективную схему распыления расплава.
Струи воды могут направляться на расплав с одной или нескольких сторон.
На практике применяются схемы, в которых диспергирование расплавов
осуществляется коаксиальными потоками энергоносителя под углом от 5–15
до 60–70°. В большинстве случаев для распыления металлов используют сопловые, кольцевые-щелевые или плоскощелевые форсунки.
При контакте воды с расплавом, нагретым выше 100 °С, происходит
интенсивное парообразование. Это существенно изменяет теплофизические
характеристики процесса, так как плотность пара существенно меньше плотности воды и паровая оболочка хуже отводит тепло, чем вода. Однако скорость охлаждения образующихся капель-частиц лежит не ниже 104–107 °С/с.
Процессы порошковой металлургии. Курс лекций
-78-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 10 Методы диспергирования расплавов
Бесконтактные методы распыления расплавов
Бесконтактные методы диспергирования расплава основаны на использовании мощных импульсов электрического тока, пропускаемых через
твердый или жидкий металлический проводник, а также электромагнитных
полей. Если пропустить разряд тока большой величины через тонкую металлическую проволоку, то она практически мгновенно испарится с образованием атомарного пара металла, конденсация которого приведет к формированию отдельных частиц порошка. Размеры частиц будут зависть от величины
токового импульса, диаметра проволоки, атмосферы, в которой произошло
распыление.
1
2
2
1
3
3
б
4
5
6
2
2
1
3
а
в
Рис. 1.21. Схемы бесконтактных методов распыления расплава: а – пропускание тока
по струе расплава: 1 – тигель; 2 – электроды; 3 – индуктор; 4 – расплав; 5 – камера;
6 – сборник порошка; б, в – при наложении электромагнитного поля (б – на струю, в
– на расплав): 1 – металлоприемник; 2 – электромагнитная катушка; 3 – струя раслава
Если ток проходит по жидкому проводнику (рис. 1.21, а), то возникает
магнитное давление, направленное по радиусу к центру струи расплава, приводящее к ее распаду на капли-частицы размером 10–500 мкм. При диспер Процессы порошковой металлургии. Курс лекций
-79-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 10 Методы диспергирования расплавов
гировании жидкого металла с помощью электромагнитного поля силы, которые инициируются в индукционной катушке, действуют либо на струю, сжимая и разрушая ее (рис. 1.21, б), либо непосредственно на расплав, выдавливая его по каплям из отверстия в канале (рис. 1.21, в).
Методы высокоскоростного охлаждения расплавов
В настоящее время активно развиваются методы распыления расплавов, обеспечивающие возможность получения порошков с аморфной структурой. Затвердевание металлического расплава со скоростью больше 106 °С/с
связано с излучательной потерей энергии или конвекцией тепла. Передача
тепла путем непосредственного контакта капли расплава с теплопроводящей
поверхностью позволяет достичь скоростей порядка 1010 °С/с.
Один из применяемых на практике методов высокоскоростной закалки позволяет обеспечить быстрое (107–108 °С/с) затвердевание жидкой капли
расплава за счет ее попадания на водоохлаждаемый экран, который устанавливается под углом от 15 до 45° к направлению ее движения.
При ударе об экран капля расплава перемещается по его поверхности
и кристаллизуется в виде частицы пластинчатой формы. Этим методом получают так называемые РИБЗ-порошки (распыленные и быстрозакаленные).
Распыление расплава (чаще всего) производят с использованием перфорированного быстровращающегося тигля.
Разновидностью этого метода является способ высокоскоростной закалки (ВСЗ), при котором капли расплава, выдуваемого аргоном из отверстия
в графитовом тигле, попадают на медный кристаллизатор, вращающийся со
скоростью до 104 об/мин. Встречная скорость движения капли, выдуваемой
из отверстия в дне графитового тигля аргоном, с поверхностью кристаллизатора составляет около 500 м/с. Распыление расплава ведут в вакууме или в
атмосфере инертного газа.
Высокоскоростное затвердевание капель жидкого металла может
обеспечиваться при извлечении небольших объемов материала кромкой быстровращающегося в вертикальной плоскости, погруженного в контейнер с
расплавом диска. Скорость вращения диска – 2 000–5 000 об/мин. Скорость
охлаждения металла на различных этапах процесса диспергирования составляет от 103 до 108 °С/с. Придавая рабочей поверхности диска (кромке) различный рельеф рисунка, можно извлекать из расплава частицы различной
формы (чешуйчатой, игольчатой, волокнистой).
Контрольные вопросы и задания
1. Назовите способы центробежного распыления расплавов.
2. Какие факторы определяют размер частиц порошка, полученного
методом центробежного распыления расплавов?
Процессы порошковой металлургии. Курс лекций
-80-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 10 Методы диспергирования расплавов
3. Назовите способы ультразвукового распыления расплавов.
4. Какое оборудование используют при распылении расплавов энергоносителями?
5. Назовите схемы распыления металлических расплавов энергоносителями.
6. В чем особенность распыления расплавов водой?
7. Перечислите основные способы бесконтактного метода получения
порошков.
8. Какие скорости кристаллизации частиц расплава наблюдаются при
распылении расплавов водой и газами?
9. Что такое РИБЗ-порошки?
10. В чем особенность метода ВСЗ?
Лекция 11
Восстановление химических соединений металлов.
Получение порошков железа восстановлением
оксидов углеродом
План лекции
1. Общие закономерности процессов восстановления.
2. Металлотермическое восстановление.
3. Кинетика процесса восстановления.
4. Механизм восстановления химических соединений металлов.
5. Получение порошков железа и его сплавов восстановлением оксидов углеродом.
6. Основные технологические варианты получения порошков железа с
использованием в качестве восстановителя углерода.
Общие закономерности процессов восстановления
Под восстановлением в порошковой металлургии понимают процесс
получения металла из его химического соединения путем отнятия неметаллической составляющей (кислорода, солевого остатка и др.) при помощи какого-либо вещества, называемого восстановителем.
Всякий процесс восстановления одновременно является и процессом
окисления: когда исходное химическое соединение металла теряет неметаллическую составляющую (восстанавливается), восстановитель вступает с ней
во взаимодействие (окисляется).
В общем случае простейшую реакцию восстановления можно представить как
МеА + X ↔ Ме + ХА ± Q,
Процессы порошковой металлургии. Курс лекций
-81-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
где Ме – металл, порошок которого хотят получить; А – неметаллическая составляющая (кислород, хлор, фтор, солевой остаток и др.) восстанавливаемого соединения МеА; X – восстановитель; Q – тепловой эффект реакции.
В ходе реакции возможно одновременное существование соединений
восстанавливаемого металла МеА и восстановителя ХА, а также повторное
образование соединения МеА в результате взаимодействия полученного металла Ме с образовавшимся соединением ХА.
Восстановитель – это вещество, которое при заданной температуре
процесса обладает большим химическим сродством к неметаллической составляющей восстанавливаемого соединения, чем металл, входящий в это соединение.
Для оценки возможности протекания реакции восстановления сравнивают величины, характеризующие прочность химических связей в соединениях МеА и ХА. Количественной мерой этих величин (принято говорить
«мерой химического сродства») служит величина свободной энергии Гиббса
∆Q0T, высвобождающейся при образовании соответствующего химического
соединения: чем больше высвобождается энергии, тем прочнее химическое
соединение. Поэтому реакция восстановления пойдет слева направо, т.е. в
сторону восстановления МеА, если при образовании соединения восстановителя ХА выделяется энергии больше, чем при образовании соединения МеА
по реакции Ме + А = МеА.
В простейшем виде для стандартных условий (компоненты находятся
в чистом виде, давление газа в реакционном пространстве равно атмосферному) выражение для ∆Q0T реакции имеет вид
∆Q0T = ∆Q0XA – ∆Q0MeA = –R·T·lnKр,
(1.21)
где ∆Q0XA, ∆Q0MeA – стандартные свободные энергии образования соединений
ХА и МеА при температуре Т; R – газовая постоянная; Т – температура проведения процесса восстановления; Kр – константа равновесия реакции.
В ряде случаев реакция восстановления сопровождается образованием
промежуточных соединений. Если их не учитывать, то при сопоставлении
величин ∆Q0XA и ∆Q0MeA можно прийти к неправильному выводу о возможном результате реакции восстановления.
Когда реакция идет с участием газообразных веществ, для ее развития
в нужном направлении наряду с температурой важно отношение их парциальных давлений.
Если число участвующих в реакции молекул газа-восстановителя не
равно числу молекул газа-продукта реакции, константа равновесия реакции
изменяется не только с изменением температуры, но и с изменением общего
давления в системе (повышение давления сдвигает реакцию в сторону
уменьшения общего объема газообразных реагентов). В тех случаях, когда
Процессы порошковой металлургии. Курс лекций
-82-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
исходные (твердые) или образующиеся (твердые или жидкие) конденсированные фазы имеют переменный состав с определенной областью гомогенности (например, твердые растворы), условия равновесия при данных температуре и давлении определяются не только парциальными давлениями газообразных веществ, но и изменяющимся составом конденсированной фазы.
Металлотермическое восстановление
При восстановлении металлами (металлотермия) реакция восстановления принимает вид
МеА + Ме' – Ме + Ме'А ± Q,
(1.22)
где Ме' – металл-восстановитель. Для ее протекания слева направо необходим положительный тепловой эффект, т.е. разность теплот образования Ме'А
и МеА должна быть существенной.
Количество тепла, приходящееся на единицу массы исходной шихты,
называют термичностью процесса:
q = Q/(MMeA + AMe),
(1.23)
где MMeA – молекулярная масса восстанавливаемого соединения МеА; AMe –
атомная масса металла-восстановителя Ме'.
При стехиометрическом соотношении компонентов, участвующих в
реакции, термичность процесса максимальна, как при избытке любого из них
она снижается вследствие нерационального расхода тепла на нагрев и расплавление избытка вещества, не участвующего в реакции; при наличии в
шихте каких-либо дополнительных компонентов величина q, как правило,
уменьшается.
Величина минимальной термичности, необходимой для эффективного
протекания процесса восстановления, зависит от ряда факторов: размера частиц реагирующих компонентов, степени окисления металла-восстановителя,
качества смешивания шихты, относительной поверхности теплоотдачи реагирующих компонентов и др.
Для многих процессов металлотермического восстановления оксидов
термичность составляет 2,5–2,9 кДж/г суммарной массы реагирующего материала и шлакообразующих присадок, что достаточно для протекания начавшегося процесса восстановления без подвода тепла извне.
В некоторых случаях тепловой эффект реакции настолько велик и она
идет так бурно, что может произойти выброс шихты из реактора, если он не
герметичен, или разрушение реактора, если он герметичен. Для регулирова Процессы порошковой металлургии. Курс лекций
-83-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
ния реакции в исходную шихту могут добавлять флюсы, которые поглощают
часть тепла и замедляют восстановление вследствие разубоживания шихты.
Иногда флюсы добавляют с целью получения легкоплавкого шлака, защищающего образующийся металл от окисления при высоких температурах,
или для частичного или полного растворения в легкоплавком флюсе возникающих тугоплавких соединений металла-восстановителя (например, СаО),
препятствующих образованию крупных частиц порошка восстанавливаемого
металла. Это особенно важно в тех случаях, когда мелкие частицы получаемого металла могут заметно окисляться при последующей отмывке порошка
от побочных продуктов восстановления водой или водными растворами кислот.
В случаях, когда удельного теплового эффекта реакции недостаточно
для ее самоподдержания, в шихту вводят подогревающие добавки, представляющие собой комбинацию активных окислителей с металлами. В качестве
таких окислителей используют нитраты бария, калия или натрия, перекиси
бария и натрия, сульфаты кальция и натрия, перхлорат калия и некоторые
другие соединения.
Кинетика процесса восстановления
Наряду с термодинамикой для любого процесса восстановления большое значение имеет скорость протекания реакции (кинетика процесса), характеризующаяся количеством вещества, прореагировавшего в единицу времени.
В каждый момент времени в реакции участвуют не все имеющиеся в
системе атомы или молекулы, а только те из них, энергия которых достаточна для преодоления энергетического барьера при переходе от МеА к Ме (или,
что то же самое, от -Х к ХА, или от Ме' к Ме'А). В соответствии с этим скорость химического взаимодействия пропорциональна числу атомов или молекул, обладающих требуемой активностью. Энергия, необходимая реагирующим атомам или молекулам для достижения соответствующей активности, называется энергией активации. Для практического применения нужны
быстро протекающие процессы. Существенное влияние на кинетику процесса восстановления оказывают поверхностные явления в связи со значительной удельной поверхностью исходных веществ, твердых восстановителей и
образующихся металлических порошков: адсорбция, хемосорбция, химическое взаимодействие в адсорбированных слоях, каталитическое действие развитых и контактных поверхностей, десорбция газообразных продуктов реакции, диффузионные процессы и т.д.
Механизм восстановления химических соединений металлов
Процессы порошковой металлургии. Курс лекций
-84-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
Для выяснения механизма реакции важное значение имеет исследование влияния температуры на изменение скорости реакции, которое выражается уравнением Аррениуса:
lnК = –E/RT + lnC,
где К – константа скорости реакции; Е – энергия активации; С – постоянная.
Графически уравнение Аррениуса изображается прямой линией; отклонение от прямолинейной зависимости указывает на изменение механизм
процесса. По величине энергии активации можно составить представление о
преобладающем механизме процесса – химическом, диффузионном и т.п.
Механизм восстановления химических соединений металлов твердыми или газообразными восстановителями базируется на адсорбционноавтокаталитической теории. Согласно адсорбционно-автокаталитической
теории, основные этапы реакции, проходящей на поверхности раздела двух
фаз, сопровождаются последовательными превращениями в твердом состоянии. Эти реакции приводят к образованию вещества с другой, отличной от
решетки исходного соединения, кристаллической структурой. Процесс превращения протекает в определенной последовательности.
1. Внешняя диффузия молекул газообразного восстановителя к поверхности восстанавливаемого соединения и физическая адсорбция молекул
на этой поверхности. На этом этапе происходит поляризация (переориентация)
молекулы относительно твердой поверхности под действием электростатического силового поля отдельных участков восстанавливаемого соединения.
2. Активирование адсорбированных молекул за счет усиления действия на них силового поля кристаллической решетки. Этот этап сопровождается деформацией молекулы восстановителя и отрывом от нее отдельных
атомов или групп атомов.
3. Отдача адсорбированными атомами электронов в решетку восстанавливаемого соединения. Электроны замещают образующиеся в результате
разрыва связей между ионами вакансии в катионной подрешетке металла, в
результате чего образуются нейтральные атомы металла (на поверхности
восстанавливаемого соединения), ионы восстановителя и ионы неметаллической составляющей восстанавливаемого соединения.
4. Отрыв неметаллических ионов от поверхности восстанавливаемого
соединения и их переход на более выгодные (с энергетической позиции) места в молекуле восстановителя.
5. Десорбция нейтральных (энергетически пассивных) молекул соединения восстановителя с поверхности раздела фаз и их диффузия вглубь газообразного слоя восстановителя под давлением активных молекул.
Процесс восстановления сопровождается разрыхлением поверхностного слоя и диффузией образовавшихся катионов восстанавливаемого металла вглубь решетки соединения, с образованием промежуточных форм,
Процессы порошковой металлургии. Курс лекций
-85-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
имеющих более низкую валентность. Одновременно с диффузией катиона
вглубь решетки восстанавливаемого соединения идет диффузия ионов неметаллической составляющей к поверхности раздела фаз.
Так как процесс зарождения новой фазы требует преодоления определенного энергетического барьера, то на начальном этапе процесс восстановления замедлен. Образование очагов металлической фазы (катализаторов)
переводит реакцию в автокаталитическую стадию, при которой восстановление ускоряется.
В зависимости от температуры, пористости, размеров частиц исходной шихты и ее газопроницаемости, скорость процесса восстановления будет
лимитироваться диффузией газов (как восстановителя, так и продукта реакции восстановления) через пористый слой образующегося металла к поверхности исходного соединения.
Получение порошков железа и его сплавов
восстановлением оксидов углеродом
Доля производства порошков железа и сплавов на его основе составляет более 80 % всего производства металлических порошков. Для получения
железных порошков или сплавов железа применяются разнообразные методы. Методы восстановления обеспечивают производство примерно половины
всех потребляемых промышленностью порошков железа.
Сырьем для порошковой металлургии служат оксиды железа, рудные
концентраты или его хлористые соединения.
В соответствии с диаграммой состояния системы железо–кислород
существуют три оксида железа: Fe2O3, или гематит (30,06 % О); Fe3O4, или
магнетит (27,64 % О); FeO, который должен содержать 22,27 % О. Однако в
реальных условиях последнего соединения не существует в связи с тем, что
на диаграмме состояния Fe–O в данной области присутствует соединение с
широкой областью гомогенности на основе FeO, обогащенное кислородом.
Он называется вюститом, а его общая формула – FeхO. При температуре ниже 572 °С вюстит неустойчив и распадается на α-железо и Fe3O4.
Химически чистые оксиды железа в качестве сырья применяются крайне
редко и только при получении каких-либо специальных материалов (например, сплава системы W–Ni–Fe), так как подобные порошки дороги.
Наиболее распространенным сырьем являются окисленные руды железа или прокатная окалина. В высокообогащенном рудном концентрате железо находится в виде гематита, магнетита, лимонита (HFeO2) и сидерита
(FeCO3). Однако эти концентраты дороже прокатной окалины и уступают ей
по содержанию железа, но содержат меньше серы и окиси марганца.
Окалина, образующаяся при прокатке углеродистых сталей, содержит
70–75 % Fe, до 0,4 % C, а также окислы кремния и марганца (до 0,5 %), примеси серы и фосфора.
Процессы порошковой металлургии. Курс лекций
-86-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
Перспективным сырьем для производства железных порошков являются осадки, полученные из отработанных травильных растворов. Растворы,
содержащие около 8 % серной кислоты и сернокислое железо, перерабатывают на так называемых «купаросных установках» с извлечением кристаллов
FeSO4·7H2O, которые сушат при температуре 100–300 °С и разлагают при
температуре 600–800 °С, получая чистый Fe2O3.
Солянокислые растворы железа подвергают высокотемпературному
разложению в шахтной печи, в верхнюю часть которых (через разбрызгиватель) подается исходный раствор. Полученные в результате разложения частицы оксида железа собираются в нижней части печи и направляются на восстановление либо твердым углеродом, либо водородом. Хлористый водород
поступает в систему регенерации, где он поглощается водой с образованием
раствора соляной кислоты.
Восстановление твердым углеродом. Реакция восстановления оксидов
железа твердым углеродом протекает по следующему механизму:
3Fe 2O3 =
+ C 2Fe3O 4 + 2CO
(1.24)
6Fe2O3=
+ C 4Fe3O 4 + CO 2
(1.25)
xFe3O 4 + C = 3 Fe x O + CO 2
(1.26)
2Fe3O 4 + C =
6Fe x O + CO 2
(1.27)
xFe + CÎ
Fe x O + C =
(1.28)
2Fe x O + C = 2 xFe + CO 2
(1.29)
Fe3O 4 + 4C = 3Fe + 4CO
(1.30)
Fe3O 4 + 2C = 3Fe + 2CO 2
(1.31)
Однако непосредственное взаимодействие твердых частиц железа с
углеродом развивается слабо из-за малой поверхности взаимодействия частиц шихты. Прямая химическая реакция между твердыми компонентами
шихты наблюдается только в самом начале процесса. Как только в местах
контакта углерода и оксида железа образуются очаги металлической фазы,
прямая химическая реакция резко замедляется. Это объясняется тем, что она
переходит в диффузионную стадию, при которой атомам углерода необходимо «пробиваться» к поверхности восстанавливаемого оксида через слой образовавшегося металла.
Восстановление оксидом углерода. Практическое восстановление оксидов железа на всех последующих этапах процесса обеспечивает СО, образующийся при окислении углерода:
Процессы порошковой металлургии. Курс лекций
-87-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
C + O2 =
CO 2
(1.32)
C + CO 2 =
2CO
(1.33)
2C + O 2 =
2CO
(1.34)
Реакции, протекающие с участием газовой фазы, выглядят следующим образом:
2Fe 2O3 + CO
= 2Fe3O 4 + CO 2 + Q
(1.35)
xFe3O 4 + CO= 3Fe x O + CO 2 − Q
(1.36)
Fe=
x O + CO xFe + CO 2 + Q
(1.37)
Все приведенные реакции являются суммарными, идущими с образованием окислов углерода:
MeO + CO = Me + CO 2
C + CO 2 =
2CO
2MeO + C= 2Me + CO 2
СО, %
СО2, %
Р = 1 атм
90
10
2
1
60
FeO (вюстит)
70
3
30
40
4
400
600
800
1000
1200 Т, °С
Рис. 1.22. Кривые равновесия реакций восстановления оксидов
железа окислом углерода: 1) С + СО2 = 2СО; 2) FeO + CO = Fe +
CO2; 3) Fe3O4 + CO = 3FeO + CO2; 4) 3Fe2O3 + CO = 2Fe3O4 + CO2
Исходя из кривых равновесия реакций восстановления оксидов железа
окислом углерода (рис. 1.22), можно сделать вывод, что производство железного порошка целесообразно вести при температурах не ниже 690 °С и
концентрации СО в пределах от 60 до 100 %.
Процессы порошковой металлургии. Курс лекций
-88-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
Основные технологические варианты получения порошков железа
с использованием в качестве восстановителя углерода
Восстановление твердым углеродом. В качестве восстановителя используется молотый графит, кокс или термошлыб. В случае использования в
качестве восстановителя термошлыба или кокса в состав шихты вводят известняк (СаСО3), который связывает серу в этих компонентах.
Окисленное сырье и восстановительную смесь засыпают кольцевыми,
несмешивающимися слоями в тигли из карбида кремния (высота тигля около
1,5 м, диаметр – около 0,4 м) таким образом, чтобы слой сырья располагался
между слоями восстановителя. Примерный состав шихты в тигле: 60–69 %
оксидного сырья, 25–33 % термошлыба или кокса, 6–7 % известняка. Подготовленный тигель накрывают крышкой и загружают в печь, где выдерживают
при температуре 1 175–1 200 °С в течение 30–40 ч.
Общее время прибывания тиглей в проходной тоннельной печи может
составлять до 90 ч. Необходимо отметить, что рассматриваемый способ получения порошков железа основан на восстановлении оксидного сырья газообразным восстановителем (СО). Твердый углерод взаимодействует с
сырьем только на начальном этапе процесса восстановления, что приводит к
образованию сравнительно малочисленных очагов зарождения новой металлической фазы.
После выгрузки из печи контейнеры без крышек поступают на самообезуглероживающий отжиг при температуре 770–850 °С в течение 15–20 ч.
Образовавшуюся губку, в виде трубы с толщиной стенки до 80 мм, извлекают из контейнера, зачищают от остатков восстановителя, разламывают на
части и подвергают дроблению, магнитной сепарации и рассеву на фракции.
После этих операций проводят отбор проб материала, которые поступают на
операцию определения характеристик полученного порошка (форма частиц, насыпная плотность, плотность утряски и пр.) на соответствие их ГОСТ 9849-86.
Полученные порошки усредняют по химическому и гранулометрическому
составу и упаковывают в полиэтиленовые мешки.
В некоторых случаях для повышения качества металлического порошка (рафинирования по кислороду и углероду и снятия наклепа) его подвергают восстановительному отжигу в водороде. Отжиг проводят в конвейерных печах при температуре 800–900 °С.
Для очистки порошков от примесей в виде небольших количеств оксидов металлов (SiO2, MnO, NiO и пр.), которые могут затруднять процесс
формования, порошки обрабатывают смесью плавиковой и соляной кислот, в
которую добавлен специальный ингибитор, подавляющий коррозию железа.
Обработку порошка осуществляют в специальном шнековом реакторе, в который одновременно с порошком подается раствор кислот. Образующаяся
густая пульпа из порошка и травителя перемещается шнеком к хвостовой
части реактора, откуда поступает в следующий реактор, а затем на промывку
в специальную ванну, снабженную пропеллерными мешалками. Промытый
Процессы порошковой металлургии. Курс лекций
-89-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
порошок подают в отстойник, извлекают из него, сушат и отжигают при температуре около 1 000–1 100 °С в атмосфере водорода (время отжига – 6–7 ч).
Восстановление сажистым железом. Сажистое железо получают путем термокаталитического разложения углеводородных газов в порах железной губки при температуре 700–900 °С. Оптимальное содержание углерода в
сажистом железе составляет от 20 до 50 %, наибольшая активность восстановителя наблюдается при 20–25 % С, а максимальная удельная поверхность
(около 7 м2/г ) при содержании 50 % С. Основная масса углерода в сажистом
железе находится в свободном состоянии в виде отдельных субмикронных
частиц сажи (размеры трубочек сажи около нескольких десятков нанометров,
а диаметр – единицы нанометров). Введение сажистого железа в восстанавливаемую щихту позволяет ускорить процесс восстановления и уменьшить
его температуру на 100–200 °С. Это связано с тем, что добавка к традиционному восстановителю (коксу или термошлыбу) около 15 % сажистого железа
приводит к образованию на начальном этапе восстановления большого количества центров активации процесса (зародышей металлической фазы), действующих каталитически. Кроме того, значительная удельная поверхность сажи способствует быстрой регенерации газообразного восстановителя. Применение сажистого железа позволяет приблизительно на 20–30 % снизить себестоимость продукции.
Комбинированное восстановление. Сущность этого метода состоит в
одновременном действии на исходное окисное сырье твердого и газообразного восстановителя.
Количество твердого восстановителя в шихте (10–12 % мас.) эквивалентно примерно 60 % содержания кислорода в окисном сырье, остальные 40 % кислорода удаляются действием газа-восстановителя, поступающего в печь.
Комбинированное восстановление позволяет получать порошок с пониженным содержанием углерода (менее 0,1 %). Кроме того, существенно
ускоряется процесс восстановления за счет газопроницаемости слоя шихты и
активной регенерации газообразного восстановителя. Процесс восстановления ведут либо в печах шахтного типа, муфельных вертикальных печах, либо
в горизонтальных печах конвейерного типа. Исходные компоненты шихты
(рудный концентрат – гематит, окалину, древесный уголь, каменноугольный
пек, нефтяной кокс, возврат железного порошка) подвергают перемешиванию или размолу, совмещенному с перемешиванием. После этого подготовленную смесь брикетируют или окомковывают.
При использовании муфельных горизонтальных печей брикеты помещают на сплошной или перфорированный стальной поддон. В некоторых
случаях перфорированный поддон представляет собой спеченный слой железной губки. Применение перфорированного поддона, размалываемого в
дальнейшем вместе с восстановленным материалом, позволяет ускорить процесс восстановления приблизительно в 1,2–1,5 раза. Процесс восстановления
ведут при температуре 1 100–1 150 °С в течение 6–8 ч. В печь по принципу
противотока подают холодный или разогретый газ-восстановитель. После
выбивки из поддона губчатое железо подвергают дроблению и размолу до
Процессы порошковой металлургии. Курс лекций
-90-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
крупности частиц менее 0,5 мм. После этого полученный порошок подвергают магнитной сепарации и рассеву на фракции.
а
б
Рис. 1.23. Схема размещения брикетированной шихты в муфеле шахтной печи
при использовании простых (а) и кольцевых (б) перфорированных стаканов
При использовании вертикальных муфельных печей брикеты загружают в простые или перфорированные стаканы (масса шихты в каждом из
стаканов более 100 кг). Стаканы загружают в печь (рис. 1.23), которая работает по принципу противотока: навстречу движущемуся вниз стакану подается газ восстановитель.
Восстановление ведут при температуре 1 100–1 150 °С. Время восстановления – 9–10 ч. После восстановления полученное губчатое железо дробят и размалывают, а полученный порошок рассеивают на фракции. Мелкий
порошок (менее 150 мкм) направляют на магнитную сепарацию и операцию
усреднения по составу.
В конвейерных печах подготовленные брикеты или окатыши подаются прямо на ленту печи слоем до 300 мм. Восстановление ведут при температуре 950–1 150 °С. Время восстановления составляет около 2,0–2,5 ч (время
пнахождения в зоне восстановления – 50–75 мин).
Легированные железные порошки получают из окалины проката легированных сталей. Исходную шихту смешивают с сажей и возвратом железного порошка в соотношении 80:10:10. Шихту восстанавливают при температуре 1 100–1 150 °С конвертированным природным газом или водородом в течение 5–8 ч.
Процессы порошковой металлургии. Курс лекций
-91-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 11 Восстановление химических соединений металлов. Получение порошков железа восстановлением оксидов углеродом
Содовый способ. Сущность содового способа заключается в совмещении процесса восстановления и химического рафинирования железосодержащего сырья кальцинированной содой (Na2CO3). Процесс восстановления
осуществляют при нагреве шихты из смеси оксида железа, углерода и соды
до температуры выше 700 °С. Примеси, содержащиеся в шихте (кислородные
соединения кальция, кремния, марганца, мышьяка, фосфора и пр.), образуют
растворимые в воде и разбавленных кислотах соединения на основе натрия
(Na2O·Al2O3·2SiO2, Na2SiO3, Na3PО4 и пр.), соду берут с четырех- или пятикратным избытком от необходимого на связывание примесей. Сода при восстановлении действует каталитически, ускоряя газификацию углерода и кристаллохимические превращения в восстанавливаемом материале.
Исходные компоненты шихты (железосодержащий материал, с размерами частиц около 100 мкм – 80 %, нефтяной кокс – 10 % и соду – 10 %)
смешивают в смесителе с шарами в течение 5–7 ч. При наличии операции
окомкования соду в шихту вводят в виде водного раствора. Это позволяет
равномерно распределить ее по объему материала.
Восстановление проводят в муфельной печи (температура – 950–1 000 °С,
время восстановления – 11–12 ч) либо в конвейерной печи (температура –
1 050–1 100 °С, время восстановления – 5–6 ч). Полученный спек измельчают
в молотковой дробилке и подвергают мокрому размолу в шаровой мельнице
до размеров частиц около 200 мкм. Полученную пульпу обрабатывают водой
и слабокислыми растворами в три этапа. После этого порошок обезвоживают, сушат и отжигают в атмосфере водорода (температура – 1 100 °С, время
отжига – 6–7 ч). Отжиг проводят в муфельной печи. После отжига спекшуюся губку дробят, а полученный порошок рассеивают на фракции и упаковывают.
Контрольные вопросы и задания
1. Дайте определения восстановителя.
2. Какие факторы определяют вероятность прохождения реакции восстановления?
3. Что такое металлотермия?
4. Что определяет понятие «кинетика процесса»?
5. Что определяет адсорбционно-автокаталитическая теория процессов восстановления?
6. Перечислите основные этапы реакции, проходящей на поверхности
раздела двух фаз.
7. Перечислите основные виды сырья, применяемого при получении
порошков железа.
8. Назовите основные технологические варианты получения порошков железа восстановлением оксидов углеродом.
Процессы порошковой металлургии. Курс лекций
-92-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 12
Получение порошков железа восстановлением
химических соединений
План лекции
1. Методы восстановления оксидов железа водородом.
2. Хлоридный способ получения порошков железа.
3. Металлотермические методы получения порошков железа.
Методы восстановления оксидов железа водородом
Процесс восстановления Fe2O3 до железа происходит по трехступенчатой (свыше 572 °С) Fe2O3 → Fe3O4 → FexO → Fe или двухступенчатой (ниже 572 °С) Fe2O3 → Fe3O4 → Fe схеме:
3Fe2O3 + H2 = 2Fe3O4 + H2O + Q
(1.38)
xFe3O4 + H2 = 3FexO + H2O – Q
(1.39)
FexO + H2 = xFe + H2O – Q
(1.40)
Fe3O4 + 4H2 = 3Fe + 4H2O – Q
(1.41)
Принимая неизменными упругости паров твердых (конденсированных) фаз, константы равновесия для реакций (1.38), (1.39), (1.40) можно выразить уравнением Kр = рH2O /рH2, а для реакции (1.41) – уравнением Kр =
р4H2O /р4H2. Реакция (1.38) в отличие от других экзотермична, в силу чего с
ростом температуры равновесная газовая фаза должна обедняться парами воды и обогащаться водородом. Однако значения констант равновесия этой реакции настолько велики, что можно без особых погрешностей говорить о необратимости восстановления оксида железа до магнетита в случае любого,
сколь угодно исчезающе малого присутствия водорода в равновесной газовой
фазе. По реакции (1.39) сначала образуется обогащенный кислородом вюстит, который затем в процессе восстановления обедняется кислородом до
нижней границы своей области гомогенности при данной температуре, а уже
затем по реакции (1.40) образуется железо.
На рис. 1.24, изображающем равновесный состав газовой фазы, в системе Fе–О–Н в зависимости от температуры приведены четыре кривые и четыре области, соответствующие существованию определенных фаз.
Процессы порошковой металлургии. Курс лекций
-93-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 12 Получение порошков железа восстановлением химических соединений
СН2, %
80
4
D
а
3
60
40
B
C
2
20
1
300
500
A
700
900
1100
1300 T, оC
Рис. 1.24. Кривые равновесия реакции восстановления
оксидов железа водородом
Кривая 1 соответствует равновесию Fe2O3–Fe3O4, кривая 2 – равновесию Fe3O4–FexO, кривая 3 – равновесию FexO–Fe и кривая 4 – равновесию
Fe3O4–Fe. Область А соответствует существованию Fe2O3, область В – Fe3O4,
область С – существованию вюстита и область С – существованию железа. В
точке а при 572 °С одновременно сосуществуют Fe3O4, FexO и Fe.
Механизм восстановления оксидов железа водородом идентичен механизму восстановления оксидов железа СО. Процесс зарождения кристаллов новой фазы в результате кристаллохимической перестройки исходного
оксида железа по мере пересыщения его ионами металла требует преодоления энергетического барьера, что проявляется в замедленном развитии процесса в его начальном периоде.
Образование достаточного количества металлической фазы действует
автокаталитически, и процесс ускоряется. Когда внешняя диффузия газов,
адсорбция восстановителя, десорбция газообразных продуктов реакции проходят с достаточной скоростью, что наблюдается при повышенных температурах, диффузия ионов через слои твердых продуктов реакции и внутри кристаллов оксида железа может лимитировать суммарную скорость всего процесса в целом.
В зависимости от температуры, характера пористости и газопроницаемости шихты суммарный процесс может лимитироваться диффузией газов (как восстановителя, так и продуктов реакции) через слой образовавшегося металла и его исходного соединения.
На скорость процесса восстановления оксидов железа водородом существенное влияние оказывает концентрация паров воды в реакционной зоне, так как ее увеличение препятствует развитию реакций из-за адсорбции
молекул воды на поверхности частиц оксида железа. Поэтому следует стремиться к снижению концентрации паров воды в реакционной зоне, что будет
положительно влиять на скорость восстановления.
Процессы порошковой металлургии. Курс лекций
-94-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 12 Получение порошков железа восстановлением химических соединений
Железный порошок, получаемый восстановлением окисного сырья
водородом, отличается высокой чистотой и повышенной активностью при
спекании.
На практике используют несколько основных вариантов процесса
восстановления оксида железа водородом. К их числу относятся:
1. Восстановление в стационарном слое. Процесс проводят в проходных муфельных или трубчатых печах с внешним электрообогревом. Оксиды
железа помещают в поддоны или лодочки, которые непрерывно продвигают
через горячую зону печи. Водород подают со стороны холодильника печи, и
принцип противотока обеспечивает наиболее полное восстановление. Продолжительность процесса восстановления – от 30 мин до нескольких часов.
Температура восстановления составляет 700–1 000 °С.
2. Восстановление во вращающейся печи. Процесс восстановления ведут в наклонной вращающейся трубчатой печи из нержавеющей стали. Исходное сырье подают шнеком в трубу навстречу потоку газа-восстановителя.
Температура восстановления – 975–1 025 °С.
3. Восстановление в кипящем слое. Исходным сырьем служит обогащенный рудный концентрат, измельченный в шаровой мельнице до крупности 0,15 мм и подвергнутый магнитной сепарации (содержание железа около
72 %), который нагревают до температуры 480 °С во вращающейся печи и
транспортируют в загрузочный бункер реактора под давление азота, куда под
давление 3,5 МПа подают водород. Реактор представляет собой металлическую колонну высотой 29 м и диаметром 1,7 м. Восстановление ведут при
температуре 540 °С на трех горизонтальных подовых решетках. Загрузка новой порции концентрата в верхнюю часть реактора, пересыпка материала с
решетки на решетку и выгрузка порошка из нижней части реактора проводится периодически. Осушенный и подогретый водород под давлением 2,8
МПа нагнетается в нижнюю часть реактора. Скорость его подачи регулируется таким образом, чтобы частицы порошка находились во взвешенном состоянии.
Выгруженный порошок для уменьшения пирофорности нагревают в
среде защитного газа до температуры 800 °С. При этом происходит укрупнение частиц порошка и снижается его пирофорность.
Хлоридный способ получения порошков железа
Сущность этого гидрометаллургического метода заключается в растворении исходного железосодержащего материала в соляной кислоте с образованием раствора хлористого железа (примеси и балластные вещества отделяются в виде нерастворимого остатка) и последующем его восстановлении водородом с получением чистого порошка железа. В основе процесса
лежит реакция Fe + 2HCl = FeCl2 + H2 – Q, протекающая в первой фазе процесса (растворение железа, содержащегося в исходном материале) слева направо, а на заключительной стадии (восстановление полученного хлорида
Процессы порошковой металлургии. Курс лекций
-95-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 12 Получение порошков железа восстановлением химических соединений
железа водородом) справа налево. Промежуточные стадии процесса (фильтрация раствора хлорида железа, его упаривание и кристаллизация) осуществляются с изменением агрегатного, но не химического состояния перерабатываемого продукта.
Влажный водород
Раствор НCl
1
15
Железосодержащее
сырье
15
12
13
14
Раствор НCl
Выделившийся при
растворении сырья
водород
8
9
11
6
2
4
3
Пары воды
5
Железный
порошок
7
10
Рис. 1.25. Аппаратурно-технологическая схема получения железного порошка хлоридным
способом: 1 – емкость с раствором соляной кислоты; 2 – реактор с кислотостойкой футеровкой; 3 – отстойник; 4 – фильтр; 5 – упариватель; 6 – кристаллизатор; 7 – центрифуга; 8 –
сушильная камера; 9 – пресс для брикетирования кристаллов хлористого железа; 10 – восстановительная печь; 11 – пылеуловитель; 12 – скруббер; 13 – осушитель; 14 – компрессор; 15 – очиститель для улавливания HCl и H2S
Одна из возможных технологических схем (рис. 1.25) хлоридного
способа включает операции загрузки в обогреваемый паром герметичный реактор (с кислотостойкой футеровкой), стального (чугунного) скрапа, стружки, лома или дешевой железной губки, заливки его 15–20 %-й соляной кислотой и слива раствора хлорида железа в отстойник через фильтр.
После этого раствор направляют в упариватель, где при разрежении
400–650 гПа и температуре 60 °С получают насыщенный горячий раствор,
который направляют в кристаллизатор, где при охлаждении до 5 °С выпадают кристаллы FeCl2·4H2O, в которые переходит до 75 % Fе.
Примеси, присутствующие в исходном железосодержащем материале,
остаются в отвальном кеке после фильтрации раствора, а небольшое количество некоторых примесей, перешедших в раствор (Са, Мg и др.), остается в
маточном растворе.
Выпавшие кристаллы хлорида железа после центрифуги обезвоживают в сушильной камере при температуре до 60 °С и разрежении 250–400 гПа
Процессы порошковой металлургии. Курс лекций
-96-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 12 Получение порошков железа восстановлением химических соединений
до состава FeCl2·2H2O или FeCl2 и брикетируют на прессе, после чего направляют в восстановительную печь.
Хлорид железа плавится при 673 °С, поэтому восстановление ведут
подогретым водородом при 550–600 °С в шахтной печи периодического действия с загрузкой большого числа брикетов. Равновесное парциальное давление водорода в 7-8 раз выше парциального давления хлористого водорода,
это вынуждает подавать водород в печь с большим избытком по отношению
к количеству образующегося в единицу времени хлористого водорода.
Продукт восстановления (слабо сцепленные частицы) подвергают измельчению в молотковой или вихревой мельнице. Получаемый мелкозернистый порошок железа содержит, % (не более): 0,1 О, 0,015 С; 0,005 С1; 0,006 Si.
Избыточный водород и пары хлористого водорода, выходящие из восстановительной печи, через пылеуловитель поступают в водяной скруббер,
где хлористый водород поглощается водой; раствор соляной кислоты перекачивают в напорный бак с соляной кислотой, расположенный над реактором.
Водород, выходящий из скруббера, поступает по трубам через осушитель, присоединяется к очищенному водороду, выходящему из реактора, и
подается в восстановительную печь.
Таким образом, соляная кислота и водород регенерируются в замкнутом цикле. Некоторые случайные потери водорода и соляной кислоты компенсируют подачей их свежих порций в систему.
Хлоридный способ применяют также для получения природнолегированных (2,5–8,0 % легирующих элементов) порошков железа.
Металлотермические методы получения порошков железа
К данной группе методов относятся карбидотермический и гидриднокальциевый методы.
Карбидотермический метод. Железные порошки высокой чистоты
могут быть получены восстановлением прокатной окалины или богатой
окисленной железной руды карбидом кальция.
Исходные железосодержащий материал и карбид кальция размалывают в шаровой мельнице до крупности частиц около 100 мкм, после чего
смешивают их в барабанном смесителе в течение 3 ч (количество карбида
кальция определяют расчетом с учетом условия полного восстановления оксидов железа).
Железосодержащий компонент шихты перед смешиванием тщательно
просушивают, так как влага может привести к взрыву из-за ее взаимодействия с СаС2. Шихту восстанавливают при 1 100–1 150 °С в течение 2–3 ч.
В процессе нагрева при 800–900 °С карбид кальция диссоциирует с
образованием металлического кальция и свободного углерода. Восстановительные процессы протекают по следующим суммарным реакциям:
Fe2O3 + 3Са = 2Fe + 3СаО
Процессы порошковой металлургии. Курс лекций
(1.42)
-97-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 12 Получение порошков железа восстановлением химических соединений
Fe2O3 + 3С = 2Fe + 3СО
(1.43)
Образующийся оксид кальция взаимодействует с металлическими
примесями, формируя оксидный шлак.
Полученную при восстановлении спеченную губку измельчают в шаровой мельнице в жидкой среде (Т : Ж = 4 : 1) в течение 2 ч до крупности частиц
< 100 мкм, после чего проводят мокрую магнитную сепарацию (Т : Ж = 1 : 4).
Обогащенный железный порошок обезвоживают на вакуум-фильтрах
и высушивают при 50–60 °С. Без восстановления такой порошок в зависимости
от вида исходного сырья содержит 98,7–99,1 % Fe. Его качество может быть
улучшено отмывкой примесей при обработке порошка соляной кислотой.
Гидридно-кальциевый метод. Порошки сталей и сплавов сложного состава получают совместным восстановлением смеси оксидов (или смеси оксидов и металлических порошков) гидридом кальция. Этот процесс в общем
виде можно представить следующей суммарной реакцией:
k
k
k
k
k
∑ An (Menan Obn ) + ∑ Anbn (CaH 2 ) = ∑ Anbn (CaO) + ∑ Anbn (H 2 ) + ∑ An an Men ,
=
n 1
=
n 1
=
n 1
=
n 1=
n 1
где n – порядковый номер (от 1 до k) компонента шихты (оксида) и соответствующего ему металла в готовом продукте (порошке сплава); k – максимальное число оксидов в шихте; Аn – количество грамм-молекул в соответствии с заданным составом сплава; an – число атомов металла в молекуле соответствующего оксида (от 1 до 3); bn – число атомов кислорода в молекуле соответствующего оксида (от 1 до 5, для компонента, вводимого в виде металлического порошка, bn = 0).
Компоненты получаемого сплава, оксиды которых легковосстановимы, целесообразно вводить в шихту в виде порошков соответствующих металлов (например, Fe, Cu, Ni, W, Mo и др.), так как при этом сокращается
расход дорогостоящего гидрида кальция.
Трудновосстановимые оксиды, входящие в шихту, восстанавливаются
гидридом кальция практически при одной и той же температуре (1 150–1 200 °С),
причем в реакторе из нержавеющей стали начиная с 400 и вплоть до 1 200 °С
поддерживается атмосфера сухого и чистого водорода (при 400 °С гидрид
кальция диссоциирует, выделяя водород, а при более высоких температурах
– взаимодействует с водой, образующейся при восстановлении оксидов). Когда шихта содержит мало трудновосстанавливаемых оксидов, в нее рекомендуется вводить «разъединитель» (оксид кальция, хлористый натрий и др.),
что облегчает последующую обработку спека, образовавшегося после проведения реакции.
В процессе восстановления происходит агломерация металлических
частиц, которой оксид кальция препятствует, а хлористый натрий способст Процессы порошковой металлургии. Курс лекций
-98-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 12 Получение порошков железа восстановлением химических соединений
вует. Выдержка при температуре восстановления зависит от скорости процесса диффузионного образования сплава и должна быть установлена экспериментально; обычно она составляет 6–8 ч.
Разгрузку спека из реактора осуществляют либо струей воды под давлением 0,15–0,2 МПа, причем одновременно происходит его гашение, либо
механически (тогда выгруженный из реактора спек дробят, размалывают и
гасят большим избытком воды).
Пульпу, полученную после гашения спека и содержащую порошок
сплава и гидроксид кальция, подвергают обогащению в гидроциклонах, позволяющих удалить 60–70 % Са(ОН)2. Затем пульпу обрабатывают разбавленной соляной кислотой, переводят оставшийся в пульпе гидроксид кальция
в хорошо растворимый в воде хлористый кальций, который отмывают. После
отмывки металлический порошок обрабатывают на центрифугах и высушивают в вакуумных сушильных шкафах при 60–70 °С.
Указанным методом получают порошки высоколегированных сталей
и сплавов.
Контрольные вопросы и задания
1. Перечислите методы восстановления оксидов железа водородом.
2. Сколько ступеней в технологической схеме водородного восстановления при температуре ниже 572 °С?
3. Какие преимущества имеют методы водородного восстановления
оксидного сырья?
4. Перечислите основные операции хлоридного способа получения
железных порошков.
5. Каким путем осаждают из раствора кристаллы хлорида железа?
6. Какую операцию применяют при получении из кристаллов хлорида
железа металлических порошков?
7. Назовите металлотермические методы получения порошков железа.
8. Какой метод металлотермического восстановления оксидного сырья используют при получении порошков сплавов и сталей?
9. Перечислите основные операции гидридно-кальциевого метода получения порошков железа.
Процессы порошковой металлургии. Курс лекций
-99-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 13
Получение порошков вольфрама восстановлением
оксидов водородом и углеродом
План лекции
1. Оксиды и кристаллические модификации вольфрама.
2. Восстановление вольфрамового ангидрида водородом.
3. Восстановление вольфрамового ангидрида твердым углеродом.
Оксиды и кристаллические модификации вольфрама
Наиболее часто исходным материалом для получения порошкообразного вольфрама служит вольфрамовый ангидрид с размером частиц от десятых долей до 10–15 мкм, а в качестве восстановителя используют водород
или твердый углерод (сажу).
В системе W–O достоверно установлено существование четырех оксидов вольфрама: WO3 (α-оксид с областью гомогенности WO3–WO2,96) желтого цвета; WO2,9 или W20O58 (β-оксид с областью гомогенности WO2,9–WO2,83)
синего цвета; WO2,72 или W18O49 (γ-оксид с областью гомогенности WO2,72–
WO2,66) фиолетового цвета; WO2 (δ-оксид с областью гомогенности WO2,03–
WO2) темно-коричневого цвета.
Оксид вольфрама WO3 имеет три кристаллические модификации: моноклинную, устойчивую ниже 720 °С, тетрагональную, устойчивую в интервале 720–1 100 °С, и кубическую, устойчивую выше 1 100 °С. При 800–850°С
WO3 заметно возгоняется и в паровой фазе находится в форме полимерных
молекул, преимущественно W3O9. Оксид вольфрама WO2,9 нестабилен ниже
484 °С и диспропорционирует с образованием WO2 и WO3, а WO2,72 нестабилен ниже 585 °С. Сублимация WO2 наблюдается при 1 000–1 050 °С и сопровождается разложением твердой фазы.
Степень возгонки всех оксидов вольфрама возрастает в присутствии
паров воды из-за образования гидратных комплексов, заметно сублимирующих при 500–600 °С.
Восстановление вольфрамового ангидрида водородом
Суммарная реакция восстановления
WO3 + 3H2 = W + 3H2O
Процессы порошковой металлургии. Курс лекций
(1.44)
-100-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 13 Получение порошков вольфрама восстановлением оксидов водородом и углеродом
складывается из последовательно протекающих реакций восстановления
промежуточных оксидных соединений.
Восстановление WO3 до W термодинамически возможно при довольно высоких концентрациях паров воды (например, при 800 °С равновесный
состав газовой фазы 35 % H2O и 65 % H2), а в условиях, близких к равновесным, реакция протекает медленно. Поэтому в производственных условиях
необходимо использовать хорошо осушенный водород, подавая его в печь с
большим избытком и скоростью, обеспечивающей удаление паров воды из
реакционной зоны.
Восстановление вольфрамового ангидрида ведут в основном в муфельных или трубчатых печах при непрерывном проталкивании лодочек с
WO3 (высота слоя 20–50 мм) с определенной скоростью вдоль муфеля (трубы) печи; температура вдоль муфеля (трубы) печи постепенно повышается в
направлении движения лодочек, а водород подают навстречу им. Таким образом, лодочки с вольфрамовым ангидридом перемещаются в сторону более
высоких температур и уменьшающихся концентраций паров воды, что создает наиболее благоприятные условия для последовательных превращений в
ряду WO3–WO2,9–WO2,72–WO2–W.
Скорость восстановления на стадиях WO2,72–WO2 и WO2–W в значительной мере контролируется диффузией паров воды через слой порошка к
его внешней габаритной поверхности, что подтверждается расположением
слоев образующихся фаз.
В зависимости от условий восстановления как из крупнокристаллического, так и из мелкого порошка WO3 можно получать и мелкие, и крупные
порошки вольфрама. Установлено, что решающее влияние на размер частиц
вольфрама оказывает размер зерен образующегося WO2, так как из его одного зерна получается, как правило, одно зерно W3. Изучение механизма образования зерен WO2 и, соответственно, W разной величины позволило установить две основные группы явлений:
1) перенос через газовую фазу,
2) кристаллохимические (структурные) превращения в твердых фазах.
Так, при определенных условиях восстановление мелкозернистого
вольфрамового ангидрида может приводить к образованию крупных порошков WO2 и W, что объясняется переносом оксидов через газовую фазу: часть
загруженного WO3, не успевая полностью восстановиться в низкотемпературных зонах печи, попадает в зону температур более 600 °С и улетучивается
в основном в форме соединения WO2,9Н2О, которое при наличии избытка водорода восстанавливается на поверхностях первично образовавшихся зерен
WO2 (действует как катализатор), увеличивая их размер.
В ряде случаев (например, для специальных марок твердых сплавов)
требуется крупнозернистый порошок вольфрама. Его получают одностадийным высокотемпературным восстановлением при 1 100–1 200 °С, при котором находящиеся в паровой фазе оксиды вольфрама могут восстанавливаться
и непосредственно на поверхности образовавшихся частиц вольфрама, увеличивая их размер.
Процессы порошковой металлургии. Курс лекций
-101-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 13 Получение порошков вольфрама восстановлением оксидов водородом и углеродом
Получению более крупных частиц вольфрама способствуют следующие технологические факторы:
высокая температура восстановления и быстрое ее повышение по
длине печи;
высокий слой WO3 в лодочке;
повышенная влажность водорода;
малая скорость подачи водорода;
большая скорость продвижения лодочек с WO3 через печное пространство.
Высокий слой вольфрамового ангидрида в лодочке, а также повышенная влажность водорода и малая скорость его подачи в печь задерживают
процесс восстановления в низкотемпературных зонах и увеличивают концентрацию оксидов вольфрама в паровой фазе.
Рост частиц WO2 возможен также за счет окислительно-восстанови- тельного переноса оксидов вольфрама в порах порошка. Быстрое развитие реакции восстановления на разветвленных поверхностях частиц оксидов вольфрама в их слое создает в значительной части пор концентрацию влаги, близкую к равновесной для реакции.
Однако для самых мелких, первично образовавшихся частиц WO2, обладающих более высокой поверхностной химической активностью по сравнению с более крупными частицами, концентрация паров воды в некоторых
порах порошка может оказаться выше равновесной, отчего мелкие частицы
WO2 будут окисляться с образованием летучих оксидов вольфрама и соединений WOx·nH2О.
При нагреве порошка металлического вольфрама в сухом водороде
заметного укрупнения зерен не наблюдается вплоть до 1 200 °С. Однако если
прокаливание проводить в водороде с примесью паров воды, то при температуре выше 1 000 °C происходит заметное укрупнение частиц порошка вольфрама. Это объясняют тем, что в некоторых порах порошка вольфрама создается достаточная концентрация влаги для окисления самых мелких его частиц, поскольку они обладают более высокой поверхностной энергией, чем
крупные частицы. Образующийся WO2 при температуре около 1 200 °С возгоняется и затем восстанавливается водородом на поверхностях крупных
частиц вольфрама, увеличивая их размер.
Таким образом, перенос оксидов вольфрама через газовую фазу, уменьшая удельную поверхность образующихся при восстановлении порошков
WO2 и W, понижает общий запас свободной поверхностной энергии системы
в целом, что и направляет процесс в сторону укрупнения частиц.
Концентрация паров воды, образующихся в порах порошка, зависит
от температуры и скорости ее повышения на первой стадии восстановления,
скорости подачи водорода в печь, толщины слоя порошка, его газопроницаемости. В свою очередь, эти факторы связаны с удельной поверхностью, насыпной плотностью и химической активностью исходного материала, определяемыми условиями его получения. Повышение температуры восстановле-
Процессы порошковой металлургии. Курс лекций
-102-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 13 Получение порошков вольфрама восстановлением оксидов водородом и углеродом
ния или быстрый ее подъем на стадии образования синего оксида приводит к
ускоренному удалению из него атомов кислорода, т.е. к повышению концентрации дефектов в кристалле и увеличению числа возможных центров образования WO2. Поэтому при достаточной скорости противоточной подачи водорода и невысоком слое порошка, т.е. при ограничении концентрации паров
воды в его порах, повышение температуры или увеличение скорости ее подъема на первых стадиях восстановления может привести к измельчению образующихся частиц WO2.
Размер частиц восстановленного порошка вольфрама весьма чувствителен к примесям. Некоторые из них, такие как мышьяк и сурьма, ускоряют
восстановление, а фосфор в виде фосфорной кислоты заметно повышает требуемую температуру восстановления.
В процессе восстановления WO3 до W объем загрузки лодочки
уменьшается более чем вдвое из-за изменяющейся насыпной плотности. Поэтому на практике с целью лучшего использования объема лодочек (следовательно, и объема рабочего пространства печи) восстановление проводят в две
стадии: в печах первой группы WO3 восстанавливают до WO2, а затем в печах второй группы WO2 восстанавливают до W. Двухстадийное восстановление облегчает получение порошка вольфрама с нужным набором частиц по
размерам. Однако разбивка процесса восстановления на две операции связана
с дополнительной загрузкой и выгрузкой порошков, приводящими к увеличению механических потерь металла. Обслуживание большого числа печей
также требует значительного числа рабочих.
Наиболее распространено восстановление вольфрамового ангидрида
водородом в электропечах либо стационарного толкательнаго типа, либо с
вращающейся трубой.
Для получения мелкозернистого (около 95 % частиц размером < 1 мкм) и
среднезернистого (около 25 % частиц размером 1–4 мкм, остальные < 1 мкм) порошка вольфрама восстановление ведут в две стадии: первую – при 600–700 °С
(получение мелкозернистых порошков вольфрама) или 700–800 °С (по- лучение среднезернистых порошков вольфрама), вторую – при 750–850 или
800–950 °С для мелко- и среднезернистых порошков соответственно. Длительность восстановления на первой стадии в 1,2–2 раза меньше, чем на второй (2–3 ч на первой стадии и 3–4 ч на второй), а масса загрузки в лодочки
примерно одинакова.
Использование прямоугольных лодочек обеспечивает бóльшую однородность свойств получаемого порошка вольфрама, чем цилиндрических,
благодаря одинаковой высоте насыпки слоя оксида в любом их сечении.
Для получения грубозернистых порошков вольфрама (около 25 % частиц размером 1–4 мкм, до 10 % частиц размером 4–12 мкм, до 10 % частиц
размером 12–40 мкм, остальные частицы размером < 1 мкм) восстановление
проводят в одну стадию при 1 100–1 200 °С в печи с прямоугольными керамическим (алундовым) муфелем и молибденовым нагревателем.
Процессы порошковой металлургии. Курс лекций
-103-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 13 Получение порошков вольфрама восстановлением оксидов водородом и углеродом
Во всех случаях в печь восстановления подают водород с большим
избытком (до 8–10 раз выше стехиометрически необходимого по реакции
взаимодействия с соответствующим оксидом вольфрама).
Прежде чем пустить водород в печь, необходимо очистить ее внутреннее пространство от воздуха. Лучше всего это сделать продувкой азотом
(если печь уже разогрета, это обязательно!), хотя холодную печь можно продуть и водородом, но тогда необходима проверка отсутствия в муфеле (трубе) печи гремучей смеси.
Получаемые мелко- и среднезернистые порошки вольфрама, просеивают через сетку № 016-025. Грубозернистый вольфрам размалывают в шаровых вращающихся мельницах и просеивают через сетку № 016-02.
Восстановление вольфрамового ангидрида твердым углеродом
Метод восстановления WO3 сажей используется лишь в том случае,
если в вольфраме допустима примесь углерода. Суммарная реакция восстановления имеет вид
WO3 + 3С = W + 3СО
(1.45)
В действительности восстановление протекает с участием газообразного СО по схеме, аналогичной приведенной ранее для оксидов железа.
Реакции восстановления углеродом, а точнее его оксидом, проходят
через ряд стадий, соответствующих существованию нескольких оксидов
вольфрама, причем последней стадией является восстановление низшего оксида вольфрама. Ниже 730 °С WO3 не может быть восстановлен углеродом
до металла, так как в равновесных условиях невозможно достичь такой концентрации СО, которая необходима для превращения WO3 в вольфрам.
Чтобы обеспечить высокую концентрацию СО в газовой среде, сдвигающую реакцию в сторону образования вольфрама, а также для ускорения
восстановления процесс следует проводить при высоких температурах (выше
1 000 °С), когда газовая фаза состоит почти целиком из СО.
Зернистость порошка вольфрама зависит от технологических режимов
восстановления вольфрамового ангидрида. В отличие от восстановления водородом, при углеродном восстановлении мелкозернистые порошки получаются даже при температурах 1 400–1 500 °С. При этом возможно быстрое
продвижение лодочек с шихтой в высокотемпературную зону печи, а длительное пребывание шихты в горячей зоне печи не допускается, так как при
этом наблюдаются спекание и рост соприкасающихся частиц вольфрама.
При получении мелкозернистого вольфрама в исходную шихту вводят
небольшой избыток сажи по сравнению со стехиометрическим количеством,
необходимым по реакции, с целью исключения спекания и роста частиц
вольфрама при 1 500 °С и выше. Образование мелкозернистого порошка в
Процессы порошковой металлургии. Курс лекций
-104-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 13 Получение порошков вольфрама восстановлением оксидов водородом и углеродом
таких условиях объясняется наличием в шихте высокодисперсных частиц
сажи, являющихся очень хорошим адсорбентом и служащих центрами восстановления. Пары оксидов вольфрама восстанавливаются в первую очередь
на поверхностях частиц сажи, а не на поверхностях первичных кристаллов
вольфрама или его низших оксидов. Так как число центров восстановления
(частиц сажи) очень велико, кристаллы вольфрама возникают в большом
числе и оказываются небольших размеров.
Когда требуются крупнозернистые порошки вольфрама, в шихту не
вводят избыточного количества сажи и процесс восстановления ведут при
более высокой температуре (1 700–1 800 °С).
Восстановление вольфрамового ангидрида углеродом удобнее всего
проводить в угольно-трубчатых печах, производительность которых по порошку вольфрама достигает 200 кг/сут.
Контрольные вопросы и задания
да.
1. Назовите основные оксиды вольфрама.
2. Перечислите кристаллические модификации вольфрамового ангидри-
3. Какие факторы способствуют образованию крупнодисперсного порошка вольфрама?
4. Почему получение мелко- и среднедисперсного порошка вольфрама
проводят в две стадии?
5. В каком случае допускается восстановление вольфрамового порошка углеродом?
6. Что добавляют в вольфрамовый ангидрид при его восстановлении
углеродом для получения мелких порошков?
Лекция 14
Получение порошков молибдена, титана и циркония
восстановлением химических соединений
План лекции
1. Технология получения порошков молибдена.
2. Методы получения порошков титана.
3. Методы получения порошков циркония.
Технология получения порошков молибдена
Исходным материалом служит чистый триоксид молибдена МоО3, получаемый прокаливанием при 450–500 °С парамолибдата аммония (3(NH4)2O×
× 7MoO3·4H2O) в муфельных печах или печах с вращающейся трубой. Про Процессы порошковой металлургии. Курс лекций
-105-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 14 Получение порошков молибдена, титана и циркония восстановлением химических соединений
цесс образования триоксида молибдена из парамолибдата протекает по следующей схеме:
о
о
90−100С
200С
(NH4)6Mo7O24 ·4H2O
→ (NH4)6Mo7O24
→
о
о
200С
280− 450
С
Mo7O24
→ (NH4)2Mo4O13 →
(1.46)
Промышленный способ производства порошка молибдена предусматривает восстановление МоО3 хорошо осушенным водородом. Этот процесс
реально протекает по схеме МоО3–МоО2–Мо, хотя молибден с кислородом
образует и промежуточные оксиды Мо4О11, Мо8О23 и др.
Первую стадию восстановления МоО3–МоО2 проводят при более низкой температуре (400–650 °С), чем восстановление WО3 до WО2. Для того
чтобы образование МоО2 закончилось при температуре 500–550 °С, приходится обеспечивать медленное повышение температуры по длине печи (многотрубчатой горизонтальной или с наклонной вращающейся трубой). При несоблюдении этого температурного режима произойдет расплавление материала, связанное с образованием плавящейся при 550–600 °С эвтектики системы МоО3–МоО2 (возможно Мо4О11–МоО2).
Вторую стадию восстановления МоО2–Мо проводят в трубчатых или
муфельных горизонтальных печах при 650–950 °С хорошо осушенным водородом (точка росы не ниже –40 °С) при его многократном избытке; движение
лодочек должно быть замедленным, чтобы в результате длительного пребывания в высокотемпературной зоне (850–950 °С) получаемый порошок молибдена содержал не более 0,1–0,2 % О.
Скорость продвижения лодочек на второй стадии восстановления
в 2–2,5 раза меньше, чем на первой стадии, а скорость водорода – в 1,5–2 раза
выше. Для увеличения производительности печи на второй стадии движение
лодочек можно ускорить, но тогда порошок молибдена будет содержать до
0,5–1,5 % О. В этом случае потребуется дополнительное третье восстановление при 1 000–1 100 °С, после которого содержание кислорода в порошке
не превышает 0,2 %. Условия восстановления не благоприятствуют образованию заметных концентраций паров МоО3 в более высокотемпературных
зонах печи, в связи с чем молибденовый порошок получается обычно более
мелкозернистый (размер частиц до 2–3 мкм), чем вольфрамовый.
Первые две стадии восстановления проводят в тех же условиях и на
том же оборудовании, что и при получении порошка вольфрама. Третью стадию восстановления осуществляют в печах, стальные трубы которых помещены в герметичный кожух, заполненный водородом (хромоникелевые стали
не выдерживают длительной эксплуатации на воздухе при 1 000–1 100 °С).
Защитная среда предохраняет от заметного окисления также и нихромовые
нагреватели или нагреватели из жаростойких железохромалюминиевых сплавов (фехраль и др.). Иногда третью стадию восстановления проводят в печах
Процессы порошковой металлургии. Курс лекций
-106-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 14 Получение порошков молибдена, титана и циркония восстановлением химических соединений
с алундовой трубой или муфелем и молибденовым нагревателем, работающим в водородной среде.
Методы получения порошков титана
Для получения порошков титана используют следующие методы: восстановление диоксида титана кальцием или его гидридом; восстановление
хлорида титана натрием или его гидридом.
Восстановление диоксида титана кальцием. Сродство титана к кислороду высоко, что предопределяет необходимость применения наиболее
активного восстановителя – кальция, который должен быть химически чистым, прежде всего по азоту (допустимое содержание не более 0,15 %) из-за
опасности азотирования частиц порошка титана.
Восстановление проходит по суммарной реакции
ТiО2 + 2Са = Тi + 2СаО + Q
(1.47)
Кальций берут с избытком 25–100 % по сравнению с требуемым по реакции, что обеспечивает достаточную полноту восстановления диоксида титана. Термичность этой реакции невелика, и для ее успешного проведения необходим внешний подогрев. На практике используют температуры 1 000–1 100
°С, при которых жидкий кальций достаточно хорошо контактирует с частицами; этому также способствует и большое давление паров кальция при указанных температурах процесса восстановления (при 1 000 °С и Р = 15 гПа).
Во время реакции вместе с частицами титана образуется оксид кальция, препятствующий их укрупнению, в результате чего получаемый порошок титана мелкий (размер частиц 2–3 мкм). При последующей отмывке водой или слабой кислотой от СаО и избыточного кальция такой мелкозернистый порошок заметно окисляется (суммарная поверхность частиц велика), и
содержание кислорода в нем составляет до 0,3 %. Поэтому стараются вести
процесс таким образом, чтобы в результате восстановления получился более
крупный порошок, окисляющийся в меньшей степени.
Для этих целей в исходную шихту в качестве флюса чаще всего добавляют хлористый кальций, который при указанных температурах расплавляется и растворяет СаО (при 1 000 °С в СаС12 растворяется 25 % СаО), частично или полностью переводя его в расплав.
Получаемый порошок титана имеет размер частиц 10–15 мкм и более.
Действие СаС12 не ограничивается только растворением СаО, а изменяет механизм восстановления: в жидком СаС12 происходит частичное растворение
ТiО2 (при 1 000 °С несколько процентов) с образованием небольших количеств ТiС14 и низших хлоридов титана.
Чтобы избежать возможного окисления и нитрирования образующегося титана, восстановление осуществляют в герметичном реакторе из жаро Процессы порошковой металлургии. Курс лекций
-107-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 14 Получение порошков молибдена, титана и циркония восстановлением химических соединений
стойкой стали, который после загрузки брикетированной смеси ТiО2 с кальцием (в виде стружки) и откачки воздуха заполняют аргоном. Процесс можно
вести в вакууме, но разрежение будет способствовать частичному (а при наличии холодной верхней крышки реактора и значительному) удалению газообразного кальция из зоны реакции. Кроме того, при наличии вакуума усложняется конструктивная задача герметизации крышки реактора. Для нагрева реактора с шихтой чаще используют тигельные печи с силитовыми нагревателями.
После выдержки при 1 000–1 100 °С в течение 1 ч реактор вынимают
из печи и, дав ему остыть, выгружают из него сплав с вкраплениями частиц
металла. Сплав измельчают и обрабатывают большим избытком холодной
воды во избежание сильного разогрева в процессе гашения оксида кальция и
избыточного кальция. Затем его промывают разбавленной кислотой (уксусной, соляной или азотной) до полного растворения хлористого кальция, гидроксида кальция и металлического кальция (если сохранился). После отмывки порошок титана подвергают сушке в вакуумном шкафу.
Для снижения расхода дорогостоящего кальция предложен комбинированный процесс: первоначальное восстановление ТiО2 осуществляют магнием, а затем, после кислотной отмывки образовавшегося оксида магния, полученный продукт восстанавливают кальцием.
Восстановление диоксида титана гидридом кальция. Разновидностью
кальцийтермического метода получения порошка титана является восстановление ТiО2 гидридом кальция. Особенностью этого метода является возможность получения порошка титана и его гидрида, который при водной и кислотной обработках окисляется меньше, чем чистый металл.
Спекание в вакууме брикета, спрессованного из порошка гидрида титана, идет более активно, чем спекание брикета из порошка металлического
титана, так как при диссоциации гидрида создаются контакты между частицами по свежим, активным металлическим поверхностям.
В некоторых случаях гидрид титана находит и непосредственное техническое применение, например для раскисления при изготовлении сплавов,
при пайке неметаллических материалов друг с другом и с металлами (в частности, при пайке кремниевых деталей в полупроводниковой технике), в качестве источников чистейшего водорода в некоторых приборах электровакуумной техники и т.д.
При температуре выше 800 °С гидрид кальция полностью разлагается
на кальций и водород.
Суммарную реакцию восстановления диоксида титана гидридом
кальция можно записать в виде
ТiО2 + 2СаН2 = Тi + 2СаО + 2Н2
Процессы порошковой металлургии. Курс лекций
(1.48)
-108-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 14 Получение порошков молибдена, титана и циркония восстановлением химических соединений
Первый этап реакции протекает при проведении процесса восстановления в реакторе, заполненном водородом. Исследования показали, что основным восстановителем является кальций, а не атомарный водород, образовавшийся в первый момент при диссоциации СаН2.
Восстановление ТiО2 гидридом кальция ведут примерно при тех же
температурах, что и восстановление кальцием, с использованием аналогичных реакторов и приемов последующей обработки спека.
Восстановление хлорида титана натрием или магнием. Металлический титан впервые был получен в 1910 г. восстановлением его тетрахлорида
натрием, имеющим высокое сродство к хлору. Четыреххлористый титан –
сравнительно дешевый и недефицитный продукт, получаемый хлорированием рудных концентратов рутила, ильменита или продуктов их первичной обработки (например, шлаков или карбидов).
В промышленной практике восстановление ТiС14 натрием ведут в интервале 801–883 °С, ограниченном точкой плавления хлористого натрия и
температурой кипения натрия. Взаимодействие должно происходить между
газообразным ТiС14 и жидким натрием. Однако в действительности процесс
протекает с участием образующихся низших хлоридов титана, которые растворяются в хлористом натрии.
Частицы титана образуют в расплаве сростки. Отметим, что восстановление протекает не только в расплаве, но и в газовой фазе.
Современный промышленный процесс восстановления ведут в герметичном реакторе из нержавеющей стали, заполненном аргоном и нагретом в
печи до 500–600 °С. В реактор одновременно подают ТiС14 и жидкий натрий
в соотношении, близком к стехиометрическому для реакции – на 2,06 кг
ТiС14 1 кг Nа. Через некоторое время, когда в реторте накопится жидкий расплав, печь отключают и ведут процесс за счет теплоты реакции, поддерживая
температуру 850–880 °С (реактор обдувают воздухом, отводя избыточное тепло).
В первый период восстановление в большей мере идет в газовой фазе
с образованием мелких частиц титана и его низших хлоридов. Хлориды растворяются в NаС1 и восстанавливаются в расплаве натрием с образованием
частиц титана, оседающих на дне реактора.
Для обеспечения полноты восстановления низших хлоридов титана и
укрупнения частиц металла в конце процесса включают печь и выдерживают
реактор при 950–1 000 °С в течение 4–6 ч. Остывшую реакционную массу
(17 % Тi, 83 % NaС1) и небольшое количество непрореагировавшего натрия)
выбирают из реактора на станке специальной фрезой, пропускают через грохот с отверстиями 10 мм, измельчают и выщелачивают водой, подкисленной
соляной кислотой (до 1 %). Затем титановый порошок отделяют от раствора
на центрифуге и сушат в вакуумной сушилке.
Применяют и другую технологическую схему процесса, при которой
жидкий ТiС14 и расплавленный натрий подают в реактор с температурой
850–900 °С после разогрева и плавления эвтектической смеси NaС1 + КС1.
Процессы порошковой металлургии. Курс лекций
-109-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 14 Получение порошков молибдена, титана и циркония восстановлением химических соединений
Более экономичен процесс восстановления ТiС14 магнием (процесс
Крапля). Реакционное взаимодействие протекает по суммарной реакции
ТiС14 + 2Мg = 2МgС12 + Тi + Q
(1.49)
Этим способом получают большую часть производимого в мире титана, правда, в виде губки, а не порошка.
Можно заменить магний его легкоплавким (температура плавления
около 500 °С) эвтектическим сплавом c кальцием (82 % Мg, 18 % Са). Такой
сплав в виде порошка или дроби подают в верхнюю часть камеры, заполненной парами тетрахлорида титана. Реакция протекает настолько быстро, что за
время опускания сплава-восстановителя на дно камеры процесс заканчивается и продукты реакции успевают охладиться; титан образуется в форме тонкого порошка высокой чистоты.
Восстановление титана можно проводить из газовой фазы в результате взаимодействия паров ТiС14 с парами магния, разбавленными инертным
газом. Продукты реакции переносятся потоком аргона из реактора в зону быстрого охлаждения, откуда они выходят в виде свободно текущего порошка.
Методы получения порошков циркония
Для получения порошков циркония используют восстановление диоксида циркония кальцием или его гидридом, а также восстановление фтороцирконата калия натрием.
Восстановление диоксида циркония кальцием или его гидридом.
Реакцию
ZrO2 + 2Са = Zr + 2СаО
(1.50)
проводят в герметичном реакторе, заполненном аргоном, при 1 000–1 100 °С.
Для снижения содержания кислорода берут кальций с избытком 50–100 % и
применяют длительные выдержки при восстановлении. Для регулирования
зернистости получающегося порошка циркония в шихту можно добавлять
хлористый кальций. После охлаждения спек извлекают из реактора, измельчают и обрабатывают в избытке дистиллированной воды, отмывая избыточный кальций и образовавшийся его оксид, а также СаС12 (если он был введен
в шихту).
Восстановление проводят при 900–1 000 °С в атмосфере сухого водорода. При остывании спека в атмосфере водорода получают порошок гидрида циркония. При продувании реактора аргоном в конце восстановления и
Процессы порошковой металлургии. Курс лекций
-110-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 14 Получение порошков молибдена, титана и циркония восстановлением химических соединений
последующем остывании спека в аргоне получают порошок циркония с минимальным содержанием водорода.
При хранении порошка циркония необходимо соблюдать особую осторожность из-за его чрезвычайно высокой пирофорности; емкость с порошком целесообразно заполнить дистиллированной водой.
Восстановление фтороцирконата калия натрием. Если порошок
циркония предназначен для непосредственного использования в пиротехнике
или в качестве геттера в электровакуумной технике, то его можно получать
восстановлением фтороцирконата калия К2ZrF6 натрием, К2ZrF6 не гигроскопичен и поэтому устойчив на воздухе.
Обычно восстановление проводят при 15–20 %-м избытке натрия в
герметичных стальных реакторах в вакууме или в аргоне при 800–900 °С.
После охлаждения спек выбивают из реактора пневматическим молотком, обрабатывают его водой или раствором NH4С1 для растворения остатков натрия, измельчают в воде в шаровых мельницах и выщелачивают KF
и NaF водой в реакторах с мешалкой.
Во избежание возгорания остатков натрия и образующегося при его
отмывке водорода измельченный спек подают в воду или в раствор хлористого аммония небольшими порциями. Для отмывки от железа порошок циркония
обрабатывают разбавленной соляной кислотой, промывают водой, фильтруют
и сушат в вакууме при 60 °С.
Контрольные вопросы и задания
1. Какой восстановитель используют при получении порошков молибдена?
2. В чем заключается особенность технологической схемы получения
порошков молибдена?
3. Для чего используют третий этап восстановления оксидов молибдена?
4. Какие печи используют при восстановлении оксидов молибдена?
5. Перечислите методы получения порошков титана.
6. Чем восстанавливают хлорид титана?
7. Назовите методы получения порошков циркония.
Лекция 15
Получение порошков тантала, ниобия, меди,
кобальта, никеля и легированных сплавов
План лекции
1. Методы получения порошков тантала и ниобия.
2. Методы получения порошков меди, кобальта и никеля.
3. Получение легированных порошков.
Процессы порошковой металлургии. Курс лекций
-111-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 15 Получение порошков тантала, ниобия, меди, кобальта, никеля и легированных сплавов
Методы получения порошков тантала и ниобия
Порошки тантала получают восстановлением фторотанталата калия
натрием или хлорида тантала магнием.
Восстановление фторотанталата калия натрием. Восстановление
K2TaF7 натрием является одним из наиболее распространенных промышленных методов получения порошка тантала. Реакция восстановления имеет вид
K2TaF7 + 5Nа = Та + 5NaF + 2КF
(1.51)
Если шихту K2TaF7 + 5Nа, загруженную в тигель, подогреть через
стенку в одном месте до 450–500 °С, то начавшаяся реакция быстро распространится по всему объему материала.
Восстановление проводят в стальном тигле, куда послойно загружают
указанную фтористую соль и натрий. Для обеспечения полноты восстановления
берут 20–50 %-й избыток натрия по сравнению с теоретически необходимым.
Поверх шихты насыпают слой хлористого натрия, который с фтористым натрием и фтористым калием, получающимися в результате реакции
при восстановлении, образует низкоплавкую смесь, предохраняющую танталовый порошок от взаимодействия с атмосферой. Это позволяет проводить
восстановление в реакторе без его герметизации и без подачи в него защитного газа.
После окончания процесса металлический тантал находится в спеке в
виде частиц размером до 3 мкм (размер основной массы частиц < 0,6 мкм).
После охлаждения реакционной массы эти частицы оказываются
вкрапленными в застывший солевой расплав, в котором находится также оставшийся неиспользованным избыток металлического натрия. Всю эту массу
выгружают из реактора, измельчают и небольшими порциями при перемешивании загружают в емкость с большим избытком холодной воды.
Металлический натрий взаимодействует с водой (образуется раствор
едкого натра и выделяется водород), а большая часть солей растворяется. Затем порошок тантала отделяют от образовавшегося водного раствора, промывают разбавленной соляной кислотой и снова водой, но уже дистиллированной, отфильтровывают и сушат при 110–120 °С.
Извлечение тантала из исходного фторотанталата калия в порошок составляет 90–94 %. Качество порошка тантала можно улучшить, если проводить процесс восстановления при нагреве тигля (реактора) с шихтой в печи,
выдерживая некоторое время по завершении процесса при 1 000 °С.
Восстановление хлорида тантала магнием. Технология такого процесса подобна описанной выше для титана и основана на реакции
2ТаС15 + 5Мg = 2Та + 5МgС12 + Q
Процессы порошковой металлургии. Курс лекций
(1.52)
-112-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 15 Получение порошков тантала, ниобия, меди, кобальта, никеля и легированных сплавов
Реактор (тигель) со смесью ТаС15, магниевой стружки и флюса (хлориды натрия и калия) загружают в шахтную печь, разогретую до 750 °С.
Реакция протекает быстро. Порошок тантала отмывают от хлористых
солей и избытка магния, обрабатывая сначала водой, а затем разбавленной
соляной кислотой. Извлечение тантала в порошок составляет примерно 98 %,
а размер его частиц – 1–10 мкм.
Аналогично описанному можно получать порошок ниобия из NbCl5.
Также для получения порошков ниобия можно использовать восстановление
фторониобата калия натрием или пентаоксида ниобия углеродом.
Восстановление фторониобата калия натрием. Процесс восстановления
K2NbF7+ 5 Nа = Nb + 2КF + 5NаF
(1.53)
ведут в стальном тигле, в который послойно загружают шихту, содержащую
избыток натрия (15–20 %). Сверху шихту засыпают слоем хлористого натрия.
Тигель загружают в разогретую до 600 °С шахтную печь и выдерживают в
течение 1,0–1,5 ч при 900–1 000 °С. В дальнейшем порошок отмывают водой
(сначала холодной, а затем горячей), разбавленной азотной или соляной кислотой (для удаления железа, частично титана и других примесей) и 2,5 %-й холодной плавиковой кислотой (для уменьшения содержания оксида ниобия).
Время обработки раствором плавиковой кислоты не превышает 5–15 мин.
Порошок ниобия худшего качества может быть получен из оксифторониобата калия (K2NbOF6) в условиях, подобных вышеописанным.
Восстановление пентаоксида ниобия углеродом. Ниобий может быть
получен восстановлением Nb2O5 углеродом при 1 800–1 900 °С в вакууме
(остаточное давление < 1,3 Па) по суммарной реакции
Nb2O5 +5С = 2Nb + 5СО
(1.54)
На практике проводят восстановление пентаоксида ниобия углеродом
в две стадии с участием образующегося на первой стадии карбида ниобия
(способ называют карботермическим).
Такой двухстадийный процесс имеет следующие преимущества перед
одностадийным восстановлением:
первую стадию можно проводить в угольно-трубчатых печах сопротивления при атмосферном давлении;
вторая стадия идет со значительно большей производительностью вакуумной печи.
Процессы порошковой металлургии. Курс лекций
-113-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 15 Получение порошков тантала, ниобия, меди, кобальта, никеля и легированных сплавов
На первом этапе восстановления (при температуре 1 100–1 300 °С),
в результате взаимодействия Nb2O5 с углеродом образуется NbO2. При этом
в процессе восстановления образуется карбид ниобия NbС (по реакции
Nb2С + С = 2NbС). Взаимодействие карбида с NbO2 на втором этапе восстановления, приводит к образованию сначала NbО, а затем и Nb.
Вблизи температуры плавления (1 532 °С) Nb2O5 диссоциирует, и выделяющийся кислород соединяется с углеродом. В присутствии оксидов ниобия его высший карбид NbС разлагается на Nb2С и углерод, взаимодействующие с оксидами ниобия. Пары оксидов ниобия адсорбируются на частицах углерода и карбидов ниобия, где и восстанавливаются.
Получение карбида ниобия из Nb2O5 ведут при 1 800 °С, проталкивая
через печь графитовые патроны с шихтой Nb2O5 + 7С за 1,0–1,5 ч. Слегка
спекшийся карбид ниобия измельчают в порошок и смешивают его с Nb2O5,
взятым с избытком 3–5 % против требуемого по реакции. Затем эту смесь
спрессовывают в брикеты при давлении 100 МПа и прокаливают в вакуумной
печи при 1 900 °С и остаточном давлении 1,3–0,13 Па в течение 6 ч.
Карботермический способ можно использовать для получения порошков сплавов ниобия с танталом и другими тугоплавкими металлами, восстанавливая смесь соответствующих оксидов.
Методы получения порошков меди, кобальта и никеля
Получение порошков меди. Порошок меди может быть получен твердофазным взаимодействием ее кислородсодержащих соединений или солей с
реагентом-восстановителем.
Сырьем обычно служат окалина, образующаяся при производстве
медного проката или проволоки, или высший оксид меди СuО, а восстановителем – либо газ (водород, конвертированный природный газ, диссоциированный аммиак), либо твердый углерод (графит, древесный уголь). Основными компонентами окалины являются металлическая (70–75 %) и оксидная
(30–25 %) фазы, она, как правило, содержит до 4,0–4,5 % влаги и загрязнена
техническими маслами (до 1,0–1,5 %).
Оксиды меди легко восстанавливаются водородом при 300–400 °С и
выше по реакции
CuO + H2 = Cu + H2O
(1.55)
Реакция является автокаталитической. В начальный период восстановления скорость реакции незначительна из-за невысокой скорости хемосорбции водорода (протекает в первую очередь на активных участках поверхности оксида меди). По мере возрастания степени дефектности структуры оксидов меди и образования новых участков активации процесса реак-
Процессы порошковой металлургии. Курс лекций
-114-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 15 Получение порошков тантала, ниобия, меди, кобальта, никеля и легированных сплавов
ции первичного взаимодействия ускоряются и заканчиваются образованием
металлической фазы.
Ее появление приводит к увеличению поверхности раздела фаз
CuO–Cu2O, что ускоряет процессы хемосорбции и атомизации водорода на
свежевосстановленной поверхности оксида меди и повышает скорость суммарной реакции. Однако утолщение образующейся металлической пленки
вызывает уменьшение скорости процесса восстановления.
Для восстановления оксида меди чаще всего используют проходные
муфельные или трубчатые печи непрерывного действия с внешним электрообогревом (идентичные или аналогичные печам для получения порошков
вольфрама или молибдена). Толщина слоя материала в лодочке (поддоне) составляет 20–30 мм. Перед восстановлением окалину обычно обжигают в
окислительной атмосфере при 250–300 °С (возможен обжиг при 550–600 °С)
и размалывают до крупности < 100 мкм. Восстановление проводят при
550–650 °С водородом или конвертированным природным газом. Полученный медный порошок измельчают и рассевают; он имеет насыпную плотность
2,2–3,4 г/см3 и частицы размером <100 мкм (преимущественно < 50 мкм).
Известен способ получения порошка меди комбинированным восстановлением окалины газообразным и твердым (графит) восстановителями.
Окалину сушат, измельчают, смешивают с графитом, усредняют и восстанавливают при 600 °С. Порошки имеют частицы губчатой формы и пригодны
для производства некоторых фрикционных изделий.
Получение порошков кобальта. Оксид кобальта Со2О3 или Со3О4 восстанавливают водородом в трубчатых или муфельных электропечах при
500–700 °С в течение 3–5 ч:
или
Со2О3 + 3H2 = 2Со + 3H2O
(1.56)
Со3О4 + 4H2 = 3Со + 4H2O
(1.57)
Мягкие, легко рассыпающиеся брикеты при растирании и просеве на
вибросите через сетку 004 превращаются в порошок с частицами размером 1–5
мкм, насыпной плотностью < 0,75 г/см3 и содержанием кислорода ≤ 0,7 %.
Получение порошков никеля. Оксид никеля NiO восстанавливают водородом или водородсодержащим газом при 700–750 °С в течение 1–2 ч по
реакции
NiО + Н2 = Ni + Н2О
(1.58)
Полученный спек (никелевую губку) дробят и рассевают на фракции.
Так как кобальт является структурным аналогом никеля, то полученный по-
Процессы порошковой металлургии. Курс лекций
-115-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 15 Получение порошков тантала, ниобия, меди, кобальта, никеля и легированных сплавов
рошок никеля содержит небольшое количество этого металла (около 0,5 %).
Суммарное содержание Ni и Со в порошке составляет не менее 99,5 %.
Получение легированных порошков
Порошки сплавов, содержащих металлы, обладающие сравнительно
невысоким сродством к кислороду (Fe, Ni, Со, Мо, W и др.), можно получать
совместным восстановлением качественно приготовленной смеси оксидов
соответствующих металлов водородом (в том числе диссоциированным аммиаком) или конвертированным природным газом в интервале между температурами восстановления наиболее и наименее стойких оксидов.
В процессе восстановления происходит взаимная диффузия образующихся металлов и формируются частицы порошка сплава заданного состава.
Например, из смеси оксида никеля, оксида железа и триоксида молибдена
восстановлением водородом при 600–900 °С получают порошки никелевых
сплавов (60 % Ni, 20 % Fе, 20 % Мо). Из механической смеси окcидов никеля
и Fe2O3 при 500–800 °С можно получить механическую смесь порошков никеля и железа без заметного образования твердого раствора, тогда как из высокодисперсной смеси этих же оксидов, полученной химическим смешиванием (совместным выпариванием и прокаливанием азотнокислых солей никеля и железа), в процессе восстановления при 500–800 °С образуются гомогенные порошки соответствующих сплавов благодаря интенсивной диффузии одного компонента в другой.
При получении композитных порошков металл или оксид основного
компонента смешивают с водным раствором соли металла-добавки, затем
раствор упаривают, а шихту восстанавливают. На каждой частице основного
компонента располагается слой металла-добавки.
Контрольные вопросы и задания
1. Какие соединения используют при получении порошков тантала и
ниобия?
2. Назовите методы получения порошков тантала и ниобия.
3. Чем восстанавливают фторониобат и фторотанталат калия?
4. Чем восстанавливают пентаоксид ниобия?
5. Как получают карбид ниобия?
6. Какое сырье и восстановитель используют при получении порошков меди?
7. Чем восстанавливают оксиды кобальта и никеля?
8. Как получают порошки сплавов цветных металлов?
Процессы порошковой металлургии. Курс лекций
-116-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
Лекция 16
Восстановление химических соединений металлов
из растворов солей и газообразных соединений металлов
План лекции
1. Получение порошков автоклавным способом.
2. Получение порошков цементацией растворов солей.
3. Получение порошков в кипящем слое.
4. Получение порошков в плазме.
Получение порошков автоклавным способом
Автоклавная технология используется для производства порошков
никеля, меди и кобальта. Соответствующий металл, вытесняемый в растворе
из его соединения водородом под давлением, осаждается в виде твердых частиц на дно камеры реактора.
Исходное сырье (рудные концентраты, например, никель-кобальтовый,
медно-цинковый, медно-свинцово-цинковый, медно-цинковый скрап или отходы металлообработки) подвергают обработке серной кислотой или окислительному аммиачно-карбонатному выщелачиванию, которое часто проводят
при повышенном давлении в автоклавах.
Полученный раствор сульфата или комплексной аммиачной соли металла очищают от примесей и подают в автоклав на восстановление водородом.
Возможность вытеснения и восстановления ионов металлов водородом из водных растворов была установлена Н.Н. Бекетовым в 1960-х гг.
Реакция восстановления катиона металла
МеZ+ + (z/2) Н2 = Ме0 + zН+
(1.59)
возможна, если потенциал водорода ϕH2 меньше (электроотрицательнее), чем
электродный потенциал металла ϕMe.
В момент равновесия ϕH2 становится равным ϕMe, накапливание массы
образующегося в автоклаве осадка металла прекращается.
Водород переходит в раствор, содержащий катионы МеZ+, по реакции
ионизации 0,5Н2 = Н+ + e.
Cдвигать потенциал водорода в отрицательную сторону можно, повышая рН и (или) увеличивая давление водорода в автоклаве; более эффективно изменять рН, повышение которого на единицу эквивалентно изменению давления водорода в 100 раз.
Для металлического электрода
Процессы порошковой металлургии. Курс лекций
-117-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
lg aMeZ+ = –zpH – (z/2) lg pH2 – zF ϕ0Me / 2,3RT,
(1.60)
где aMeZ+ – активность (концентрация) ионов металла; pH2 – парциальное давление водорода, что позволяет рассчитать минимальную (равновесную) концентрацию катионов металла в конце процесса восстановления в зависимости
от рН раствора при данном давлении водорода; F – число Фарадея.
Известно, что в сильно кислых средах полностью осадить из растворов можно достаточно электроположительные металлы (например, Ag, Cu).
Для полного выделения металлов со значениями потенциала, лишь ненамного более положительными по сравнению с ϕH2, необходимо поддерживать
определенный уровень рН, нейтрализуя образующуюся при восстановлении
кислоту щелочью.
С увеличением давления водорода несколько снижаются значения рН,
при которых возможно сравнительно полное выделение металла из раствора
его соли. Для снижения потенциала водорода до нужных отрицательных значений и предотвращения выпадения гидроксидов металлов восстановление
целесообразно проводить в аммиачных растворах. Несмотря на то, что концентрация свободных ионов металла в растворе при этом низкая (NH3 –
сильный комплексообразующий лиганд) и ϕMe сдвигается в электроотрицательную сторону, восстановление водородом возможно, если потенциал металла остается более положительным, чем потенциал водорода в аммиачной
среде.
При восстановлении водородом из аммиачных растворов необходимо
поддерживать оптимальными соотношение концентраций NH3 и Ме, рН раствора и давление водорода.
Термодинамические расчеты показывают, что многие металлы, в том
числе Сu, Ni и Со, могут быть осаждены восстановлением водородом из растворов при 25 °С и давлении водорода 0,1 МПа.
Однако практическое получение порошка в этих условиях невозможно из-за низкой скорости осаждения металла. В общем случае первой стадией
рассматриваемого процесса восстановления является образование зародыша
твердой фазы, которое может быть как гомогенным (т.е. самопроизвольным
без наличия в растворе посторонних твердых включений), так и гетерогенным (т.е. на зародышах, уже имеющихся в растворе, которыми могут быть не
только специально вводимые частицы, но и твердые примеси или даже ионы). Большей частью гомогенное образование зародышей не реализуется
вследствие энергетических затруднений, связанных с высокой энергией диссоциации молекулы водорода.
Энергия активации реакций восстановления водородом существенно
снижается в присутствии твердых катализаторов (коллоидного графита, некоторых оксидов), и осуществляется гетерогенное зародышеобразование.
Иногда вначале происходит медленное гомогенное зародышеобразование, а
затем скорость выделения металла из раствора быстро возрастает вследствие
Процессы порошковой металлургии. Курс лекций
-118-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
его кристаллизации на возникших зародышах твердой фазы; в этом случае
процесс зародышеобразования носит автокаталитический характер.
Получение порошков меди. Медь может быть выделена восстановлением водородом как из кислых, так и щелочных растворов. На практике в качестве исходного используют раствор сульфата меди или медно-аммиачной
комплексной соли.
Восстановление проводят при суммарном давлении газа в автоклаве
2,4–3,5 или 3,5–4,5 МПа (в том числе pH2 до 1,5–2,5 МПа) и температуре 140–170
или 180–200 °С соответственно. Извлечение меди в осадок составляет около
99 %. Скорость процесса восстановления возрастает с увеличением количества суспендированной меди, тогда как наблюдается и непрерывное образование новых зародышей, т.е. реализуется и гетерогенный, и гомогенный механизмы зародышеобразования.
Для восстановления применяют горизонтальные автоклавы с паровой
рубашкой и несколькими вертикальными мешалками; производительность
одного автоклава составляет около 3 тыс. т порошка в год.
Получаемые порошки меди имеют насыпную плотность от 0,5 до
3,8 г/см3, причем размер их частиц можно регулировать в пределах от 2–3 до
15–20 мкм, вводя в раствор в автоклаве либо некоторое количество мелкого
порошка меди, либо частицы полиакриламида (0,1–0,5 г на 1 л раствора).
После завершения процесса восстановления пульпу из автоклава перекачивают через дроссель, сбрасывающий давление, в реактор, где раствор
«вскипает», выделяя растворенный газ; затем пульпу перекачивают через
фильтр и промывной аппарат в реактор для обработки мыльным раствором и
в камеру сушки.
Себестоимость примерно вдвое меньше себестоимости электролитических порошков меди. Форма частиц самая разнообразная – дендритная, округлая, губчатая и др.
Получение порошков никеля и кобальта. Полное выделение никеля и кобальта возможно лишь при рН > 4, в связи с чем водородное восстановление
ведут из растворов, содержащих аммиачные комплексы Ni(NН3)22+ или
Со(NH3)22+ и (NH4)2SO4 (для предотвращения гидролиза аммиакатов). Гомогенное зародышеобразование протекает весьма медленно, поэтому прибегают к гетерогенному, вводя в раствор затравку (мелкие порошки никеля или кобальта).
При восстановлении осуществляются следующие стадии этого процесса:
1) растворение водорода в водном растворе (быстрая стадия);
2) транспорт водорода к поверхности твердой частички затравки (зависит от интенсивности перемешивания);
3) активированная адсорбция водорода на поверхности частички металла-затравки (быстрая стадия);
4) реакция восстановления сорбированных комплексных ионов металла водородом на поверхности твердой частички затравки (медленная стадия);
5) отвод растворимых продуктов реакции в объем раствора (быстрая
стадия).
Процессы порошковой металлургии. Курс лекций
-119-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
Реакцию восстановления катионов указанных металлов водородом
проводят при 180–200 °С и давлении водорода 2,5–3,5 МПа в автоклавах аналогично получению порошка меди.
При рН 2,5 возможно селективное осаждение никеля до его содержания около 0,2 г/л в присутствии ≤ 10 г/л Со.
Автоклавные порошки никеля содержат, %: 99,7–99,9 Ni; 0,1–0,2 Со;
а порошки кобальта – 99,5–99,8 Со; 0,1–0,5 Ni.
Получение порошков цементацией растворов солей
Цементация – электрохимический процесс, который часто называют
контактным восстановлением или внутренним электролизом. По своей сути
процесс сходен с гальваническим процессом: металл с более отрицательным
потенциалом вытесняет из раствора металл с более положительным потенциалом, переходя при этом в раствор.
Электрохимическую реакцию между металлом-цементатором и ионами вытесняемого металла в общем виде можно записать следующим образом:
Z 2 Me1Z 1+ + Z1Me10 → Z 2 Me 01 + Z1Me 2Z 2+ ,
(1.61)
где Z1, Z2 – заряды ионов или валентности вытесняемого металла и металлацементатора.
Для прохождения подобной реакции слева направо вытесняющий металл должен иметь более отрицательный, нежели у вытесняемого металла,
электродный потенциал.
Рассматривая стандартные электродные потенциалы и равновесные
соотношения активностей (концентраций) катионов в растворах (табл. 1.6),
можно установить, что некоторые металлы можно сравнительно легко выделить из раствора, подбирая соответствующий металл-цементатор.
Таблица 1.6
Стандартные электродные потенциалы и равновесные соотношения
активностей катионов для некоторых пар двухвалентных металлов
Ме2
Zn
Fe
Ni
Zn
Cu
Металл
Ме1
Cu
Cu
Cu
Ni
Hq
Ме2
–0,763
–0,440
–0,230
–0,763
+0,340
φ0 , В
Ме1
+0,320
+0,340
+0,340
+0,230
+0,798
Процессы порошковой металлургии. Курс лекций
AА
/
Me Z 1+
1
Me 2Z 2+
1,0·10 −33
1,3·10 −27
2,0·10 −20
5,0·10 −19
1,6·10 −16
-120-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
Zn
Zn
Cd
Fe
–0,796
–0,796
–0,402
–0,440
3,2·10 −13
8,0·10 −12
Однако при этом необходимо учитывать и кинетику процесса, в связи
с которой термодинамическое равновесие может не достигаться. В результате связывания металлических ионов в комплексы понижается их концентрация в свободном виде, и электродный потенциал осаждающегося металла
сдвигается в отрицательную сторону.
Растворение и осаждение металла из раствора регулируется двумя
противоположно действующими факторами: электролитической упругостью растворения и осмотическим давлением ионов раствора. Разность
этих двух величин определяет значение и величину стандартного электродного потенциала.
При погружении в раствор с ионами вытесняемого металла одни из
участков металла-цементатора становятся катодами и на них идет выделение
осаждаемого металла, а другие – анодами, где протекает процесс ионизации.
Это связано с различием в уровнях энергии атомов, находящихся на
поверхности металла-цементатора. Катодные участки возникают на местах
поверхности с наиболее высоким электродным потенциалом. Так как катодные и анодные участки соединены, электроны от анодных участков перетекают к катодным. На рис. 1.26 представлены схема процесса цементации и
зависимость скорости цементации V от времени t.
Me1Z 1+ + z1e → Me1
Me2 − z2e → Me2Z 2+
Me1
е
V
Me2
t
а
б
Рис. 1.26. Схема процесса цементации (а) и зависимость скорости цементации
от времени (б)
Процесс цементации металла из его раствора определяется двумя последовательными процессами:
1) доставкой ионов вытесняемого металла к катодной поверхности
металла-цементатора через двойной и диффузионный слой;
2) электрохимическим превращением на границе электрод–раствор,
протекающим через несколько промежуточных стадий (дегидратацию иона,
его сорбцию, разряд иона на металле-цементаторе с образованием атома металла и пр.).
Процессы порошковой металлургии. Курс лекций
-121-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
Скорость реакции замещения зависит от разницы электродных потенциалов: чем она больше, тем выше скорость цементации. Однако существует
ряд других факторов, оказывающих влияние на результат реакции:
1. Цементирующий материал должен образовывать растворимое соединение с анионом, который связан с замещаемым металлом.
2. Металл-цементатор должен находиться в избытке. Это обусловлено
тем, что реакция замещения проходит на поверхности, и чем больше эта поверхность, тем скорее и полнее протекает реакция.
3. В процессе реакции поверхность металла-цементатора может покрываться выделяемым из раствора металлом, вследствие чего она становится инертной. Поэтому раствор должен циркулировать. В некоторых случаях
раствор подвергают действию ультразвука.
4. Повышение температуры не только улучшает условия диффузии, но
и снижает энергию активации реакции.
Аппаратурное оформление процесса. В настоящее время процесс контактного восстановления осуществляется двумя способами: 1) перемешиванием раствора с цементируемым порошком; 2) просачиванием раствора через
слой цементирующего порошка.
В основе этих способов заложен принцип полного противотока. Второй способ получения порошков в большей степени соответствует этому
принципу. В этом случае наиболее концентрированный раствор взаимодействует с наиболее отработанной частью порошка и таким образом повышается степень использования цементатора. Однако при этом способе трудно добиться равномерного просачивания раствора через слой порошка.
Способ перемешивания более доступен для механизации и автоматизации процессов.
Получение порошков в кипящем слое
Порошки металлов высокой чистоты можно получить из низкокипящих хлоридов и фторидов вольфрама, молибдена, рения, ниобия или тантала
по реакции
МеГх + 0,5хН2 = Ме + хНГ,
(1.62)
где Г – хлор или фтор.
Значения константы равновесия реакции и ее зависимость от температуры можно вычислить из термодинамических параметров реакции; при проведении расчетов необходимо уточнить, из какого именно галогенида (высшего или какого-либо из низших) непосредственно получают металл.
Восстановление газообразных хлоридов или фторидов в кипящем слое
проводят на специальных установках, в нижней части реактора которых рас Процессы порошковой металлургии. Курс лекций
-122-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
положены металлическая сетка из материала, стойкого к реагентам, или слой
мелких осколков (размером 3–5 мм) данного тугоплавкого металла, или пористая подина, спеченная из крупного порошка металла. На пористую подину через вводную трубку подают в виде «затравки» мелкий порошок металла,
который предварительно получают, например, измельчением крупного порошка в вихревой мельнице. Под подину вводят водород или смесь водорода
с инертным газом с линейной скоростью газового потока, необходимой для
приведения порошка в псевдосжиженное состояние (например, 5–10 см/с и
выше в зависимости от соотношения Аr : Н2 в газе, плотности восстанавливаемого металла и задаваемой предельной крупности его частиц).
После этого реактор разогревают до нужной температуры. Можно нагревать и смесь аргона с водородом. Из испарителя в нижнюю часть реактора
подают пары галогенида металла. Скорость их подачи регулируют пропусканием смеси аргона с водородом через испаритель. В ряде аппаратов подачу
паров хлорида из испарителя в реактор осуществляют током аргона. Образующийся хлористый (или фтористый) водород улавливается в адсорбере,
отходящая смесь водорода и аргона поступает в осушитель и затем проходит
через нагретую титановую губку, которая поглощает водород. Аргон возвращается в систему.
Насыщенную водородом титановую губку периодически дегидрируют
с выделением чистого водорода. Таким образом, обеспечивают регенерацию
и использование всех отходящих газов.
Через патрубок в нижней части реактора образующиеся крупнозернистые металлические порошки периодически или непрерывно выгружают.
Температуру в испарителе устанавливают в соответствии с температурной зависимостью давления паров данного галогенида. Температуру восстановления пентахлорида молибдена (температура плавления 194 °С, а кипения 268 °С) поддерживают равной 200–300 °С, так как при более высокой
температуре происходит заметная термическая диссоциация хлорида с образованием низших хлоридов при небольшом давлении его паров. Гексахлорид
вольфрама (температура плавления 281,5 °С, а кипения 348 °С) испаряют при
300–350 °С. Удобно работать с гексафторидом вольфрама (температура
плавления 3 °С, а кипения 17,1 °С), находящимся в баллоне-испарителе в
жидком состоянии.
При восстановлении соединений вольфрама и молибдена обычно используют порошки крупностью 20–60 мкм. Более мелкие порошки (2–3 мкм)
непригодны, так как их трудно перевести в псевдосжиженное состояние из-за
уноса потоком газа. Реакция восстановления может проходить на поверхности частиц, а также в объеме реактора, заполненном газом. Энергия активации взаимодействия веществ в адсорбированном состоянии на поверхности
твердых частиц меньше, чем в газовой фазе, в связи с чем на степень осаждения металла на частицы порошка должна сильно влиять температура.
При восстановлении вольфрама из его гексахлорида при 750–800 °С
общая степень восстановления достигает 98–99 %, а степень осаждения на
Процессы порошковой металлургии. Курс лекций
-123-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
порошок – 96–97 %. Небольшая часть мелких кристаллов вольфрама выносится с отходящими газами.
При повышении температуры процесса до 900 °С прекращается «кипение» частиц вольфрама, что объясняется развивающимся процессом спекания частиц. Оптимальные соотношения компонентов парогазовой смеси,
обеспечивающие максимальный выход вольфрама в порошок, составляют
Н2 : WCl6 = 30–40, Н2 : Аr = 1,75. Содержание кислорода в получаемом порошке вольфрама < 0,01 %.
Пары гексафторида вольфрама восстанавливают в кипящем слое порошка вольфрама с начальным размером частиц 10–50 мкм при 550–600 °С.
При молярном отношении в парогазовой смеси Н2 : WCl6 = 15–18 (в 5–6 раз
больше теоретически необходимого) обеспечивается практически полное
восстановление вольфрама. Для поддержания псевдосжиженного состояния
порошка вплоть до образования частиц размером 400–500 мкм необходимо
дополнительно подавать аргон. Порошок получается в виде плотных и гладких сферических частиц вольфрама с содержанием примесей менее 0,01 %.
При восстановлении пентахлорида молибдена при температуре
550–600 °С достигается общая степень восстановления до 98 %. При температуре выше 600 °С происходит частичное спекание порошков, а при температуре 780–800 °С «кипение» порошка прекращается. Молекулярное соотношение Н2 : MoCl5 ≥ 30.
Получение порошков в плазме
Плазма – нейтральный газ, содержащий значительное количество положительных и отрицательных ионов и свободных электронов. Для создания
плазмы необходим постоянный подвод энергии, обеспечивающий постоянное образование новых ионов. Это позволяет компенсировать рекомбинацию
ионов, которая приводит к образованию нейтрального атома. Благодаря
строению энергетических уровней для получения плазмы особенно подходит
аргон, обладающий химической инертностью.
Плазмохимические методы объединяют возможности быстрого протекания процессов восстановления и закалки продуктов реакции. Они применяются для получения высокодисперсных порошков металлов или их соединений (карбидов, нитридов и др.).
В качестве восстановителя используют водород, углеводороды или
конвертированный природный газ, который получают плазменной конверсией углеводородного сырья.
Низкотемпературную (4 000–10 000 °С) плазму создают путем электродугового разряда высокой интенсивности в среде газа (азот, аргон) или
смеси газов.
Высокотемпературную плазму (до нескольких сот тысяч градусов)
можно создать путем передачи газу энергии высокочастотного переменного
тока посредством магнитной индукции (индуктивно связанная плазма).
Процессы порошковой металлургии. Курс лекций
-124-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
Процесс плазмохимического восстановления и образования целевого
продукта в виде частиц дисперсной фазы протекает через ряд сложных физико-химических процессов:
диссоциация исходного соединения с образованием атомарного пара;
химическое взаимодействие паров исходного материала с компонентами плазмы (температура плазмы всегда существенно больше температуры
его кипения) с образованием целевого продукта в парообразном состоянии;
конденсация и коагуляция парообразного продукта реакции, которые
приводят к образованию ультрадисперсных частиц твердой фазы;
кристаллизация, рост частиц и их последующее полиморфное превращение.
Все эти процессы протекают с очень высокой скоростью и зачастую
перекрываются во времени.
Получение порошков вольфрама. Плазмохимическое восстановление
кислородных соединений или аммонийных солей вольфрама с получением
металлического порошка можно осуществить водородом или продуктами
конверсии углеводородов. Так, обрабатывая WО3 в аргоно-водородной плазме при температуре 4 000–5 000 °С, получают порошки вольфрама со средним размером частиц около 0,05 мкм и удельной поверхностью 6–8 м2/г.
При использовании конвертированного газа можно полностью восстановить оксид вольфрама до металла при температуре 4 000–5 000 °С (избыток восстановителя не ниже двукратного).
Для пассивации образующихся высокодисперсных порошков вольфрама, их рафинирования (удаления оксидов, повторно образующихся при охлаждении порошка) и улучшения технологических свойств применяют отжиг
порошка в атмосфере осушенного водорода (700–1 000 °С).
Получение порошков никеля. Восстановление оксида никеля проводят в
струе плазмы, образованной смесью аргон–водород или аргон–оксид углерода.
Необходимая температура процесса поддерживается за счет регулирования подачи аргона, а восстановитель подают в количестве, близком к стехиометрическому (чтобы избежать его влияния на теплообмен между плазмообразующим газом и частицами восстанавливаемого соединения). Реакция
восстановления происходит в объеме струи и лимитируется диссоциацией
NiO и, следовательно, скоростью прогрева частиц в реакционном объеме.
Контрольные вопросы и задания
1. Перечислите факторы, определяющие процесс получения порошков из растворов автоклавным методом.
2. Какие растворы используют в автоклавном способе для получения
порошков?
3. Порошки каких металлов получают автоклавным способом?
4. На чем основан метод цементации?
Процессы порошковой металлургии. Курс лекций
-125-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 16 Восстановление химических соединений металлов из растворов солей и газообразных соединений металлов
5. Перечислите факторы, определяющие процесс получения порошков
методом цементации.
6. Какие соединения металлов используют при получении порошков
методом кипящего слоя?
7. Перечислите основные операции технологии получения порошков в
кипящем слое.
8. Что такое плазма?
9. Какие процессы протекают при плазмохимическом восстановлении
соединений металлов?
10. Какие восстановители используются при получении порошков в
плазме?
Лекция 17
Общие закономерности процессов
производства порошков электролизом
План лекции
1. Общие закономерности процесса электролиза.
2. Факторы, определяющие свойства порошков.
3. Классификация электролитических порошков.
Общие закономерности процесса электролиза
Электролитический металлический порошок – это металлический порошок, полученный электролизом растворов или расплавов соединений металлов.
Электролиз представляет собой своеобразный процесс восстановления, осуществляемый не с помощью восстановителей, а за счет использования энергии электрического тока. К преимуществам этого процесса относят
универсальность, высокую чистоту получаемых металлических порошков и
их хорошие технологические свойства. Недостатки электролиза – большая
энергоемкость, низкая производительность, необходимость утилизации большого количества жидких отходов производства.
Электролитическое получение порошков заключается в разложении
водных растворов соединений выделяемого металла или его бескислородных
расплавленных солей при пропускании через них постоянного электрического тока и последующей разрядке соответствующих ионов металла на катоде.
Используемые при электролизе растворы или расплавы солей называют электролитами и относят к проводникам второго рода.
Сам процесс электрохимического превращения происходит на границе электрод (анод или катод) – электролит (раствор или расплав). Источник
Процессы порошковой металлургии. Курс лекций
-126-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 17 Общие закономерности процессов производства порошков электролизом
электрического тока играет роль своеобразного «насоса», перекачивающего
ионы с одного полюса электроцепи на другой.
Источником ионов выделяемого металла служат, как правило, анод
и/или электролит, в составе которого находится растворимое (расплавленное) соединение соответствующего металла. В случае, когда используют
нерастворимые аноды, источником выделяемого металла является только
электролит.
Ионы в электролите в отсутствие электрического поля движутся хаотично. При наложении электрического поля движение ионов становится более упорядоченным: положительно заряженные ионы (катионы) приближаются к катоду, а отрицательно заряженные ионы (анионы) – к аноду.
Электролиз является одновременно и рафинированием, так как при
некотором напряжении на катоде будут (преимущественно) выделяться только катионы определенного металла. В соответствии с величиной напряжения,
требуемого для выделения на катоде, металлы образуют «ряд напряжений».
Например: цинк, железо, олово, медь, серебро, золото.
Чем левее находится металл в этом ряду, тем он более электроотрицателен или менее благороден, более активен (по отношению к кислороду кислотам, щелочам и пр.) и тем большее напряжение требуется для его выделения на катоде.
В равновесных условиях (при фиксированном напряжении), пока на
катоде выделяется какой-либо металл ионы более электроотрицательных по
отношению к нему элементов разряжаться не будут. Однако в реальных условиях в переносе зарядов наряду с ионами выделяемого металла участвуют
и ионы более электроотрицательных элементов. А это приводит к их выделению на катоде. Как правило, этот процесс сопровождается повышением напряжения на катоде («перенапряжением»).
Чем больше сродство металла к кислороду, тем труднее его выделить
из водного раствора. Поэтому такие металлы, как алюминий, магний, цирконий, титан и прочие, получают путем электролиза расплавленных солей соответствующего металла.
В соответствии с законом Фарадея, количество катодного осадка, выделившегося при электролизе, пропорционально силе тока, времени его прохождения через электролит и электрохимическому эквиваленту, т.е. количеству металла, выделяемого за один ампер-час (табл. 1.7).
Таблица 1.7
Электрохимические эквиваленты некоторых металлов
Металл
Алюминий
Титан
Молибден
Ниобий
Цирконий
Кобальт
Никель
Валентность
Атомная масса
3
4
6
5
4
2
2
26,98
47,90
95,94
92,91
91,22
58,93
58,71
Процессы порошковой металлургии. Курс лекций
Электрохимический
эквивалент, г/(А·ч)
0,3354
0,4467
0,5969
0,6932
0,8508
1,0993
1,0947
-127-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 17 Общие закономерности процессов производства порошков электролизом
Вольфрам
Медь
Цинк
Тантал
6
2
2
5
183,85
63,54
65,37
180,95
1,1440
1,1858
1,2195
1,3496
Однако реально получаемые при электролизе количества осадка всегда меньше, чем рассчитанные. Это объясняется тем, что в процессе электролиза происходит совместный разряд на катоде ионов нескольких элементов
(как правило, двух-трех), частичное растворение выделенного металла и пр.
Кроме того, возможна и утечка тока через дефекты электроизоляции. Для
оценки степени несовпадения расчетных и реально полученных количеств
осадка используют такой показатель, как выход по току, %:
А = (qп/qт)·100,
(1.63)
где qп – масса вещества (осадка), реально выделившаяся при прохождении
определенного количества электричества через электролит; qт – масса вещества (осадка), которая должна была бы выделиться.
Факторы, определяющие свойства порошков
На свойства получаемых порошков оказывают влияние следующие
факторы технологического процесса.
Плотность тока. Сила тока на рабочей ванне электролизера является
главным фактором, определяющим ее производительность. Плотность тока
связывает силу тока с суммарной рабочей поверхностью катодов (катодная
плотность тока) или анодов (анодная плотность тока), находящихся в ванне
электролизера:
i = I/S,
(1.64)
где i – плотность тока, А/м2; I – сила тока на ванне, A; S – суммарная рабочая
поверхность катодов или анодов соответственно, м2.
Как правило, катодная и анодная плотности тока в электролизере не
совпадают, так как практически всегда не совпадают суммарные рабочие поверхности катодов и анодов.
Выделение металла на катоде начинается в центрах первичной кристаллизации. При большей плотности тока в ванне на единице площади катода разряжается больше ионов, т.е. на катоде создается больше первичных
центров кристаллизации. В связи с этим при низкой концентрации катионов в
электролите скорость роста каждого из подобных центров уменьшается. Это
приводит к получению более мелких (дисперсных) осадков. Однако при
Процессы порошковой металлургии. Курс лекций
-128-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 17 Общие закономерности процессов производства порошков электролизом
большой плотности тока высоко и напряжение на ванне, что обуславливает
выделение на катоде побочных элементов (а не только атомов получаемого
металла) и снижению выхода по току. С повышением катодной плотности
тока растет и анодная плотность тока, в результате чего на аноде начинается
более интенсивная разрядка анионов кислорода (при электролизе водных
растворов), хлора или фтора (при электролизе расплавов). Это может привести к проявлению анодного эффекта: электролит как бы отделяется от электрода прослойкой газа и в ней возникает искрение. Выделение металла на катоде практически прекращается. Поэтому необходимо подбирать такие плотности тока, которые позволят избежать появления анодного эффекта.
Плотность тока можно корректировать либо за счет изменения токовых нагрузок на ванне, либо путем изменения суммарной рабочей поверхности катодов (количества катодов).
Концентрация ионов выделяемого металла. Повышение концентрации выделяемых ионов (при низкой плотности тока) создает благоприятные
условия для активного питания сравнительно небольшого количества центров, в результате чего формируется плотный осадок. Для образования порошкообразного (рыхлого) осадка нужна пониженная концентрация ионов
металла в электролите. Однако при слишком малой концентрации ионы металла перенесут лишь небольшую долю электроэнергии, в связи с чем в процесс электропереноса будут вовлекаться и другие катионы, например водорода, что приведет к снижению выхода по току.
Температура электролита. Повышение температуры увеличивает
скорость перемещения ионов и ускоряет их диффузионную подвижность.
Это компенсирует обеднение приэлектродной области электролита катионами. Стабильное «питание» центров кристаллизации способствует укрупнению порошков, но одновременно с этим возрастает и интенсивность химического взаимодействия выделяемого металла с электролитом. Это приводит к
растворению катодного осадка и снижению выхода по току. Кроме того, увеличивается испарение электролита, что обуславливает ухудшение условий
труда. Поэтому электролиз водных растворов ведут при температуре электролита не выше 60 °С, а электролиз расплавов – при температуре, которая
должна быть выше температуры плавления электролита (при сохранении
электролитом требуемой относительно достаточной жидкотекучести), но ниже температуры плавления выделяемого металла.
Кислотность электролита. Повышение содержания в электролите
ионов водорода может привести к их бурному выделению на катоде. Это, с
одной стороны, способствует разрыхлению (измельчению) порошка, но, с
другой стороны, обуславливает существенное уменьшение выхода по току и
возрастание расхода энергии. Кроме того, повышенная кислотность электролита приводит к растворению части металла, выделившегося на катоде.
Межэлектродное расстояние. Увеличение расстояния между электродами (при постоянном напряжении на ванне) способствует повышению
Процессы порошковой металлургии. Курс лекций
-129-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 17 Общие закономерности процессов производства порошков электролизом
электросопротивления электролита. При этом падает сила тока на ванне,
уменьшается его катодная плотность, что обуславливает получение более
крупных порошков. Одновременно снижается относительное количество растворяющегося в электролите катодного осадка и увеличивается выход по току. Однако при чрезмерном увеличении межэлектродного расстояния возрастает количество выделяемого тепла, что может привести к перегреву электролита и уменьшению выхода по току за счет растворения части катодного
осадка.
При слишком малом расстоянии между электродами может произойти
короткое замыкание, напряжение на ванне упадет до нуля, и выделение порошка на катоде прекратится, хотя сила тока в ней будет такой же, как и в
нормально работающих ваннах.
Длительность наращивания слоя порошка на катоде. В процессе роста частиц порошка значительно увеличивается их суммарная поверхность
(особенно у рыхлых осадков), а следовательно, возрастает и суммарная поверхность самих катодов. Это, в свою очередь, приводит к снижению плотности тока и образованию на катоде более крупных частиц (на катоде может
сформироваться губка или даже плотная корка).
Несвоевременное удаление порошка может стать причиной короткого
замыкания электродов через разросшийся катодный осадок.
Циркуляция электролита. В процессе электролиза может произойти
частичное расслаивание электролита вследствие различной плотности его составляющих (при электролизе расплавов), обеднение (обогащение) прикатодного (прианодного) пространство катионами (анионами), а также изменение заданной температуры раствора (расплава). Для предотвращения этих
нежелательных явлений проводят выравнивание концентрации электролита с
помощью системы непрерывной замкнутой циркуляции. Для этого за один час
работы электролизера осуществляют примерно 6–8-кратный обмен электролита.
Наличие газообразных и органических примесей. В процессе электролиза в электролите присутствует растворенный кислород, пероксид водорода,
а также другие окислители, вызывающие окисление поверхности катода.
В результате окисления поверхность катода становится более развитой, что
способствует образованию рыхлых осадков. Присутствующие в электролите
органические примеси и поверхностно-активные вещества адсорбируются на
поверхности растущих граней кристаллов и препятствуют их дальнейшему
росту, что также приводит к получению более рыхлых осадков.
Классификация электролитических порошков
Процессы порошковой металлургии. Курс лекций
-130-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 17 Общие закономерности процессов производства порошков электролизом
В зависимости от условий электролиза на катоде получают твердые
хрупкие осадки (в виде плотных слоев, чешуек, кристаллов), губчатые мягкие
осадки и рыхлые (черные) осадки.
Плотные осадки представляют собой слоистые сростки крупных, хорошо сцепленных кристаллов. Для получения подобных осадков электролиз
ведут при незначительных концентрациях водородных ионов, повышенных
содержаниях ионов выделяемого металла и низких плотностях тока. Для
придания такому осадку хрупкости используют смазку катода различными
веществами или введение в раствор специальных добавок. Технология получения чешуйчатых осадков состоит в том, что на катоде послойно (попеременно) осаждаются разнородные металлы, один из которых является подслоем, подлежащим дальнейшему растворению. После растворения подслоя, извлеченного из ванны катодного осадка, второй металл (основной, не растворившийся) образует частицы в виде отдельных чешуек.
Губчатые мягкие осадки представляют собой скопления отдельных
мелких кристалликов, легко поддающихся разрушению при растирании. Получению подобных осадков способствуют сравнительно низкие плотности
тока, повышение кислотности раствора, уменьшение концентрации в электролите катионов выделяемого металла, наличие примесей ионов более электроположительных металлов и присутствие некоторых окислителей.
Плотные и губчатые осадки подвергают дополнительному измельчению для разделения частиц или уменьшения их размеров.
Рыхлые осадки являются высокодисперсными порошками, получающимися в готовом виде непосредственно в процессе электролиза. Их образованию способствуют высокие плотности тока, низкие концентрации в электролите катионов выделяемого металла, повышенная кислотность электролита и наличие некоторых примесей в нем или осаждаемого металла в составе
комплексного аниона.
Для установления математической зависимости между плотностью
тока, временем наращивания осадка и концентрацией катионов в электролите
О. Кудра и Е. Гитман предложили следующие исходные положения:
1. Выделение плотного слоя металла на катоде происходит до тех пор,
пока концентрация С катионов Mez+ у катода не снизится до какой-то определенной величины С0, при которой уже начинает выделяться рыхлый осадок
(металл).
2. При включении тока выделяются сразу только близлежащие к электроду ионы Mez+ и притом расположенные в электролите не дальше определенного расстояния h.
3. В момент выделения рыхлого осадка концентрация катионов Mez+ в
прилегающем к катоду объеме электролита имеет постоянно возрастающее
значение – от С0 у самой поверхности катода до С на расстоянии h от его поверхности.
Процессы порошковой металлургии. Курс лекций
-131-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 17 Общие закономерности процессов производства порошков электролизом
4. При данной плотности тока и для определенной соли выделяемого
металла изменение концентрации dC/dh от С0 до С – величина постоянная, в
связи с чем расстояние h меняется пропорционально изменению концентрации С, а с повышением плотности тока возрастает и величина dC/dh (концентрация при более быстром выделении катионов Mez+ у катода не успевает
выравниваться).
Таким образом,
dC/dh = Ni,
где N – коэффициент пропорциональности.
При работе с малыми плотностями тока С0 обычно не достигается, так
как убыль ионов Mez+ постоянно пополняется (главным образом за счет диффузии), вследствие чего происходит выделение плотных осадков. Наоборот,
при больших плотностях тока концентрация ионов Mez+ у катода резко падает и через короткое время достигает значения С0, при котором и начинает
выделяться рыхлый осадок.
Между плотностью тока i и временем выделения осадка на катоде τ
существует гиперболическая зависимость, означающая, что при любой плотности тока сначала, хотя и очень недолго, должен выделяться плотный осадок. В связи с этим нельзя утверждать, что при какой-либо достаточно высокой плотности тока выделяется только рыхлый осадок.
Результаты многочисленных опытов показывают, что, подбирая плотности тока, соответствующие наибольшему времени τ выделения рыхлых
осадков, трудно достичь τ больше 20–25 с. Объясняется это тем, что при достигнутых плотностях тока убыль ионов выделяемого металла у катода успевает постоянно пополняться за счет диффузии, и появление рыхлых осадков
не наблюдается. На основании этого устанавливается предельная плотность
тока, соответствующая выделению только плотных осадков:
i2 = 0,2КС,
(1.65)
где C – концентрация ионов выделяемого металла; К – некоторая постоянная,
К = zF/2N,
здесь z – валентность выделяемого металла; F – число Фарадея, равное 96 520.
Достаточно наглядная картина получается при графическом изображении (рис. 1.27) зависимости между плотностью тока i и концентрацией
раствора С. Если по оси абсцисс отложить концентрацию катионов выделяе-
Процессы порошковой металлургии. Курс лекций
-132-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 17 Общие закономерности процессов производства порошков электролизом
мого металла, а по оси ординат – плотность тока, то полученные пределы
выделения, соответственно, плотных или рыхлых осадков (i = КС и i2 =
0,2КС) будут выражены прямыми, проходящими через начало координат.
Эти прямые делят все поле зависимости на три участка.
Для питания электролизеров электроэнергией служат специальные
электроподстанции, где устанавливают оборудование для преобразования
переменного тока в постоянный ток.
0,5
22
i, i,А/см
А/см
0,4
I
II
0,3
0,2
0,1
III
0
0,6
1
С, моль/л
мол/л
Рис. 1.27. Диаграмма зависимости размеров частиц порошка от плотности тока
и концентрации раствора при получении порошков меди: I – область образования рыхлых осадков; II – область образования губчатых осадков; III – область
образования плотных осадков
Преобразователями служат мотор-генераторы, игнитроны (ртутные
преобразователи) и кремниевые или германиевые выпрямители, имеющие
наименьшие электрические потери при работе. Переменный ток промышленной частоты 50 Гц и напряжением 10 000 В преобразуется в постоянный ток
силой до 25 000 А при напряжении до 425 В.
Контрольные вопросы и задания
1. Чему равняется количество катодного осадка в соответствии с законом Фарадея?
2. Назовите причины отклонения практически полученного количества осадка от теоретически рассчитанного.
3. Перечислите факторы, определяющие качество катодного осадка.
4. Что представляют собой плотные, губчатые и рыхлые осадки?
Процессы порошковой металлургии. Курс лекций
-133-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 17 Общие закономерности процессов производства порошков электролизом
5. Что такое «анодный эффект»?
6. При каких условиях электролиза можно получить плотные осадки?
7. При каких условиях можно получить рыхлые осадки?
8. При каких температурах получают порошки металлов их растворов
и расплавов солей?
Лекция 18
Получение порошков электролизом водных растворов
План лекции
1. Особенности образования катодных осадков. Получение порошков меди.
2. Получение порошков никеля и серебра.
3. Получение порошков железа.
4. Получение порошков сплавов.
5. Получение порошков из производственных растворов и сточных
вод металлургических предприятий.
6. Техника безопасности при проведении работ.
Особенности образования катодных осадков.
Получение порошков меди
Производство металлических порошков методом электролиза водных
растворов с успехом конкурирует с другими известными методами. В настоящее время в промышленных масштабах получают порошки меди, серебра, железа, хрома, цинка, никеля, кадмия, свинца, олова, сурьмы, а также их
сплавов.
Характер образующихся катодных осадков зависит как от индивидуальных особенностей металлов, так и от состава электролита и условий электролиза. Некоторые металлы (Ni, Zn или Co) образуют равномерные плотные
мелкозернистые осадки независимо от природы электролита. Другие (серебро или кадмий) – растут в виде отдельных сильно разветвляющихся кристаллов при электролизе растворов простых солей или выделяются в виде совершенно ровного гладкого слоя из растворов комплексных цианистых солей
этих металлов.
Размер частиц и гранулометрический состав порошков определяются
(при прочих равных условиях) плотностью тока. Однако наряду с этим на характер образующихся осадков влияет состав электролита. Например, при
Процессы порошковой металлургии. Курс лекций
-134-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
электролизе комплексных цианистых растворов с крайне низкой концентрацией катионов выделяемого металла следовало бы ожидать образования
рыхлых осадков, но на практике подобные осадки не образуются даже при
очень высоких плотностях тока.
Электролитический способ получения медного порошка известен
с 1865 г. В настоящее время в России этот метод обеспечивает производство
медного порошка высокой чистоты, требуемой зернистости, с хорошими
технологическими свойствами. Существенными недостатками метода являются сравнительно высокая стоимость получаемых порошков, а также большой расход электроэнергии (при невысокой производительности).
По ГОСТ 4960-75 предусмотрено изготовление порошка меди шести
марок, различающихся по свойствам: ПМ – порошок нестабилизированный;
ПМС-А, ПМС-1, ПМС-В – порошок стабилизированный; ПМС-К – порошок,
стабилизированный конопаточный; ПМС-Н – порошок стабилизированный
низкодисперсный.
Производства медного порошка (рис. 1.28) электролизом проводят с
использованием кислого раствора сернокислой меди. Анодами (плиты размером 880x980x10 мм) служит чистая катодная медь (ГОСТ 546-79). Плавленую черновую медь не применяют, так как она загрязнена примесями мышьяка, сурьмы и свинца, которые переходят в получаемый медный порошок.
При производстве порошков применяют литые аноды, изготовленные
из катодной меди (катоды, получаемые при электрорафинировании черновой
меди), либо аноды, изготовленные из медного проката.
Электролит представляет собой сернокислый (125–180 г/л H2SО4; исходная серная кислота марки А) раствор сульфата меди CuSО4. Исходный
медный купорос содержит, %: около 90 CuSО4 ⋅ 5H2О; 0,06 Fe; 0,015 As;
0,25 H2SО4. Вещества, составляющие электролит, диссоциируют с образованием катионов меди и водорода, а также анионов SO 24− и ОН–. Выделение порошка проводят на медных катодах пластинчатого (листы катодной меди
размером 830х930 мм, толщиной 3–4 мм) или стержневого типа (медные
трубки диаметром 12–16 мм, с толщиной стенки около 3 мм). При использовании катодов стержневого типа расстояние между ними составляет от 110
до 150 мм.
В некоторых случаях применяют катоды, изготовленные не из меди, а
из алюминия, титана или свинцово-сурьмянистого сплава (около 6 % Sb). Катодная плотность тока лежит в пределах от 1 800 до 3 250 А/м2 при напряжении на ванне от 1,3 до 1,7 В.
Анодов в ванне всегда на один больше, чем катодов (для того чтобы
любая из поверхностей катодов являлась рабочей).
Для устранения пассивации анодов в электролите поддерживают концентрацию хлор-иона на уровне 0,5–4,0 мг/л. Большее количество хлорионов вредно, так как возможно образование полухлористой меди, образующей коллоидный осадок, который нарушает нормальный ход электролиза.
Процессы порошковой металлургии. Курс лекций
-135-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
Хлор-ионы в электролит поступают с водой, к которой добавляют поваренную соль NaCl или соляную кислоту НСl.
Серная кислота
Вода
Катодная медь
Электролит
Аноды
Отработанный электролит
2
Высевки
1
Анодные
остатки
3
17
Стабилизатор
Вода
Вода
4
16
5
Стабилизирующий
раствор
Крепкий
раствор
На станцию нейтрализации
15
6
10
Слабый
раствор
Продукты сгорания природного
газа
9
8
11
7
12
13
14
Рис. 1.28. Типовая аппаратурно-технологическая схема получения медного порошка:
1 – плавильная печь; 2 – узел корректировки состава электролита; 3 – электролизная
ванна; 4 – узел промывки, стабилизации и обезвоживания порошка; 5 – установка подготовки стабилизирующего раствора; 6, 9, 12 – бункеры-накопители порошка; 7 – сушка порошка; 8 – элеватор; 10 – измельчение порошка; 11 – классификатор порошка;
13 – смеситель (усреднитель) порошка; 14 – упаковка порошка; 15, 16 – ловушки (фильтры); 17 – узел регенерации электролита
На практике применяют электролизные ванны ящичного или бункерного типа (рис. 1.29) с каркасом их дерева, металла или железобетона. Рабо Процессы порошковой металлургии. Курс лекций
-136-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
чая поверхность ванны футеруется кислотостойким материалом (винипластом, пластмассой, сурьмянистым свинцом и пр.). Но даже при нормальном
(без побочных эффектов) течении процесса прикатодное пространство обедняется по катионам меди и обогащается ионами SO24− , а прианодное пространство и электролит – ионами меди.
1
2
3
4
5
4
3
6
7
8
а
б
Рис. 1.29. Разрез ванны электролизера ящичного (а) и бункерного (б) типов:
1 – карман для приема электролита; 2 – промежуточная шина; 3 – анод; 4 – катод; 5 – карман для подачи электролита; 6 – лоток для выпуска электролита; 7
– корпус электролизера; 8 – устройство для выгрузки порошка
Ванны включаются в электрическую цепь сериями (15–25 ванн), последовательно, а электроды в них – параллельно. Это позволяет поддерживать на каждой из ванн серии одинаковую силу тока и одинаковое напряжение между электродами.
Максимальное время наращивания порошка на стержневых катодах
составляет около 7–8 ч. Время наращивания порошка на пластинчатых катодах – 1–2 ч. Порошок снимают с катода специальными скребками из нержавеющих сталей, пластмасс, полимеризированных смол. В настоящее время
разработаны способы механизированного съема порошка с катода: скребком
с вращающегося катода; путем пропускания электрического импульса; ультразвуковым разрядом большой мощности и пр.
В процессе электролиза происходит существенное изменение состава
электролита. Он обогащается медью за счет некоторого (до 2,0–2,5 %) растворения катодного осадка по реакции Сu + 0,5О2 + H2SО4 = CuSО4 + Н2О и неполного (выход по току составляет 80–90 %) выделения меди из электролита.
Неполное выделение меди из раствора связано с разрядкой на катоде
ионов водорода (Сu2+ + 2е = Сu + Н+ + е = 0,5Н2). Эти явления приводят к повышению содержание меди в электролите на 20–30 %/сут (против исходного
состава раствора). Кроме того, электролит обедняется по серной кислоте, за Процессы порошковой металлургии. Курс лекций
-137-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
трачиваемой на растворение катодной меди и выделение водорода на катоде.
Выравнивание концентрации ионов по объему электролизной ванны и удаление «избытка» ионов меди осуществляют с помощью системы непрерывной
замкнутой циркуляции и регенирации раствора (за один час происходит примерно десятикратный обмен раствора).
Часть электролита из ванны через латок выпуска непрерывно сливается в сборник, из которого он поступает в теплообменник и систему регенерационных ванн. В теплообменнике электролит проходит по трубкам из кислотостойкой нержавеющей стали, омываемым холодной водой, и охлаждается
до необходимой температуры (48–55 °С).
Одновременно с циркуляцией осуществляют регенерацию электролита, так как в электролите происходит постепенное накапливание примесей
(As, Sb, Fe и др.), попадающих в него по мере растворения анода. Для обеспечения постоянства заданного состава проводят корректировку электролита,
включая в систему сблокированных ванн специальные регенеративные ванны
с нерастворимыми анодами свинцовыми (Pb, Pb + 1 % Ag, Pb + 6 % Sb) или
из платинированного титана (например, каждая пятая, шестая или седьмая
ванна в серии). Общее (суммарное) требуемое количество регенеративных
ванн n можно подсчитать по формуле
n = ∆CCu 2+ ⋅V /1,1858 ⋅I ⋅τ ⋅Bt,
(1.66)
где ∆CCu2+ – прирост концентрации меди в электролите, г/л, за время электролиза τ, ч; V – суммарный объем электролита во всех ваннах работающих
электролизеров, л; I – сила тока, проходящего через электролит, А; Bt – катодный коэффициент полезного использования тока, доли единицы.
В регенерационных ваннах выделение меди на катоде уменьшает концентрацию ее катионов в электролите, а на аноде образуется кислород и происходит регенерация серной кислоты ( SO24− – 2е = SО3 + 0,5О2, SО3 + H2О =
H2SО4). По мере накапливания примесей часть электролита выводят из системы циркуляции, а вместо него вводят свежеприготовленные порции электролита.
Промывка и стабилизация порошка. Медный порошок, снятый с катодов, выгружают из ванны периодически без ее отключения при помощи
гидровакуумной системы. Для удаления механически захваченного электролита порошок промывают горячей водой на нутч-фильтрах или в аналогичных им по конструкции специальных промывателях, в которых вода фильтруется через слой порошка, находящийся на перфорированной (сетчатой)
решетке из нержавеющей стали. Для качественной промывки порция порошка должна иметь одинаковую фильтрующую способность по всей высоте
Процессы порошковой металлургии. Курс лекций
-138-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
и поверхности слоя. Полнота отмывки определяется реакцией на наличие катионов меди в воде после промывки (отсутствие окрашивания раствора желтой кровяной соли или 5 %-го аммиака). Расход воды составляет до 10 м3 на
одну тонну порошка.
Пленка воды на частицах порошка приводит к их коррозии (окислению). Поэтому после отмывки порошка водой применяют его стабилизацию
– промывку раствором хозяйственного мыла или мылонафта (получают в
процессе очистки керосина; стоимость в 10 раз меньше стоимости мыла), содержащим их в количестве 400 г на 1 м3 воды. После стабилизации на поверхности частиц остается гидрофобная пленка, защищающая медь от коррозии (коррозионная стойкость порошка повышается в несколько десятков раз).
Расход стабилизирующего раствора составляет около 6 м3 на одну тонну порошка. Избыток стабилизатора удаляют промывкой порошка холодной водой. Избыточное давление растворов и воды должно быть > 0,5 МПа для слоя
порошка высотой 1 м. После промывки порошок обезвоживают и сушат.
Обезвоживание и сушка порошка. Операция обезвоживания позволяет
удалить большую часть влаги, что облегчает и ускоряет последующую сушку. Самый простой способ обезвоживания заключается в продувке порошка
воздухом под избыточным давлением (0,5–0,6 МПа) в течение 10–30 мин.
Наиболее эффективным способом является центрифугирование порошка в
какой-либо из промышленных центрифуг с умеренной частотой вращения
(1 000–1 200 об/мин). При этом остаточное содержание влаги в порошке составляет 8–10 % против 25–30 % после обработки сжатым воздухом.
Обезвоженный порошок высушивают в вакуумном сушильном аппарате при температуре около 100 °С и остаточном давлении 0,05–0,09 МПа в
течение 10–12 ч либо в специальных вращающихся барабанах воздухом при
100 °С или в кипящем слое продуктами конверсии природного газа. Кроме
того, на практике применяют сушку в среде конвертированного природного
газа в туннельной печи на движущейся непрерывной ленте и сушку продуктами сгорания природного газа.
Если это требуется, то высушенный порошок измельчают в мельницах
непрерывного действия, работающих в замкнутом цикле с устройством для
рассева порошка на фракции. После просева и опробования формируются
партии массой < 1 000 кг путем смешивания отдельных сравнительно небольших порций порошка одной марки (табл. 1.8), изготовленного по одному
технологическому режиму. Затем партии порошка массой до 70–85 кг затаривают (по ГОСТ 5044-79) в стальные бочки с внутренним полиэтиленовым
мешком (ГОСТ 17811-78). Вместимость барабана бочки составляет 25, 45, 50,
80 дм3 (по согласованию с потребителем тара может быть меньшей вместимости и другой, но по качеству не ниже указанной).
Процессы порошковой металлургии. Курс лекций
-139-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
Таблица 1.8
Химический состав и насыпная плотность медных порошков
Примеси, %, не более
Марка
Насыпная
плотность, г/см3
Медь, %,
не менее
железо
кислород
ПМС-В
ПМ
ПМС-1
ПМС-А
ПМС-К, ПМС-Н
2,4–2,7
1,25–2,0
1,25–1,9
1,3–1,5
2,5–3,5
99,5
99,5
99,5
99,5
99,5
0,018
0,018
0,018
0,018
0,06
0,10
0,30
0,20
0,30
0,50
П р и м е ч а н и я: 1. Содержание у всех марок, % (не более): Sb – 0,005; Pb – 0,05;
As – 0,003.
2. Для электротехнической промышленности насыпная плотность порошка марок
ПМС-А, ПМ – 1,25–1,45 г/см3, ПМС-1 – 1,7–2,0 г/см3.
Влажность медного порошка должна быть < 0,05 %, содержание сернокислых соединений металлов в пересчете на ион SO4 < 0,01 % и прокаленного остатка после обработки азотной кислотой ≤ 0,05 % для марок ПМС-К,
ПМС-Н и ≤ 0,04 % для остальных.
Получение порошков никеля и серебра
Получение порошков никеля. Согласно ГОСТ 9722-97 выпускают порошки никеля марок ПНЭ-1 и ПНЭ-2, содержащие, %: ≥ 99,5 Ni + Co (соответственно, не более 0,20 и 0,50 Со); 0,02 С; 0,10 О; 0,10 и 0,20 Fe; 0,06 и 0,08 Сu;
0,008 и 0,010 S; 0,03 Si.
Порошок никеля получают электролизом аммиачных растворов сернокислого никеля (исходным материалом является NiSО4·7H2О). Электролит
содержит, г/л:
5–15 никеля (Ni2+);
75–80 сульфата аммония;
2–3 серной кислоты;
40–50 хлористого аммония;
до 200 хлористого натрия.
Снижение концентрации сернокислого никеля в электролите приводит
к уменьшению среднего размера частиц порошка никеля (повышение – увеличивает средний размер частиц порошка и выход по току).
Хлористый натрий обеспечивает высокую электропроводность раствора, что позволяет использовать при электролизе высокие плотности тока,
приводящие к увеличению съема металла с единицы площади катода.
Процессы порошковой металлургии. Курс лекций
-140-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
Хлористый аммоний в электролите играет роль буферной добавки,
поддерживающей требуемое значение рН, но при увеличении его концентрации выше 50 г/л происходит уменьшение растворимости сульфата никеля в
электролите и снижение выхода по току. Ионы аммония служат комплексообразователями, связывающими ионы никеля в комплексный ион Ni[NH3]22+,
что позволяет устранить явление гидролиза сернокислого никеля у катода в
условиях интенсивного выделения водорода и значительного повышения рН
раствора.
Ионы натрия, составляя часть внешней обкладки двойного электрического слоя на поверхности катода, затрудняют разряд катионов никеля, что
способствует формированию порошкообразного осадка. Ионы хлора препятствуют пассивированию растворимых никелевых анодов, отливаемых из несортового никеля (87,5–90 % Ni, до 9 % Со, до 6,5 % Сu, до 3 % Fe, 0,6–0,7 % S).
Катодами служат пустотелые коробки из меди или нержавеющей стали, охлаждаемые водой. Аноды изготовляют из нержавеющей стали. В некоторых случаях процесс ведут с использованием нерастворимых анодов из
графита.
Для улавливания порошка, осыпающегося с катода, применяют
фильтрующие катодные диафрагмы.
Электролиз ведут при температуре электролита 35–55 °С, плотности
тока 1 000–3 000 А/м2 и напряжении на ванне 10–15 В. Выход по току составляет до 90–94 %, а расход электроэнергии – около 3 000 кВт·ч/т.
Повышение плотности тока до 3 000 А/м2 вызывает обеднение прикатодного слоя электролита ионами никеля и увеличивает количество центров
кристаллизации на катоде, что обуславливает измельчение осадка. Повышенная температура электролита способствует более быстрой доставке ионов
никеля к катоду, что увеличивает выход по току, а также растворимость
сульфата никеля в присутствии хлористого аммония.
Промывка выгруженного из ванны электролизера порошка никеля и его
сушка (влажность получаемых порошков никеля < 0,2 %) не требуют особых
мер предосторожности, так как никель достаточно стоек против коррозии.
Насыпная плотность для порошка никеля марки ПНЭ-1 < 3,4 г/см3,
марки ПНЭ-2 < 5,0 г/см3. Размер частиц порошка марок ПНЭ-1 должен быть
< 71 мкм (при содержании частиц размером < 45 мкм 30 % и более от массы
партии порошка), а порошка марки ПНЭ-2 < 250 мкм (при содержании частиц размером < 71 мкм 3 % и более от массы партии порошка). Масса партии
порошка не должна превышать 500 кг.
Никелевый порошок упаковывают в металлические банки (вместимостью до 3 л), стальные барабаны (бочки), полиэтиленовую тару (объемом
до 50 л), а также в другие виды тары. Порошок должен храниться в сухих закрытых отапливаемых помещениях при температуре воздуха от 0 до 35 °С.
Гарантийный срок хранения –12 мес со дня изготовления.
Получение порошка серебра. Серебряный порошок получают электролизом раствора азотнокислого серебра AgNО3.
Процессы порошковой металлургии. Курс лекций
-141-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
Используют электролит состава 10–15 г/л азотной кислоты и 40 г/л
азотнокислого серебра (25 г/л Ag+) с температурой 35–40 °С. Плотность тока
составляет 1 400–1 500 А/м2, напряжение на ванне – 2,0–2,8 В.
Анод – листовое серебро, катод алюминиевый. По ГОСТ 9724-61 производят порошки марок ПС1 и ПС2 с содержанием серебра > 99,9 %. Содержание примесных элементов, % (не более): 0,02 Сu; 0,001 NО3; 0,005 SО4; 0,04 Fe,
Bi, Pb, Sb, Al в сумме. Влажность порошка не должна превышать 0,08 %.
Получение порошков железа
В ряду напряжений железо располагается левее водорода, и в кислых
электролитах на катоде интенсивно выделяется водород, существенно снижая выход по току и ухудшая качество порошка железа. Кроме того, в электролите может образовываться Fe(OH)3, загрязняющий катодный осадок и
нарушающий непрерывность процесса электролиза.
Электролит представляет собой сернокислый раствор сульфата железа
с добавкой хлористого натрия (устраняет пассивацию анода и осаждение из
раствора на катоде некоторых примесей) или солянокислый раствор хлорида
железа с добавкой хлористого аммония либо смесь таких растворов, так как
каждый из них имеет свои достоинства и недостатки.
Хлористый электролит позволяет вести электролиз при небольшом
напряжении на ванне электролизера и повышенных плотностях тока, но в
нем двухвалентное железо легко окисляется в трехвалентное, образующее
осадок Fe(OH)3.
В сернокислых электролитах окисление двухвалентного железа и гидратообразование происходят менее активно, режим электролиза более стабилен, но требуются повышенное напряжение на ванне и повышенный расход
электроэнергии по сравнению с применением хлористого электролита.
Растворимые аноды могут быть из чугунного или низкоуглеродистого
стального лома, литья, обрезков железных листов, стружки с содержанием
углерода < 0,6 % мас. и т.п. Катоды изготавливают из нержавеющей (коррозионно-стойкой) стали.
Электролиз ведут на получение либо плотного хрупкого осадка железа, либо его мягкого осадка.
Катодный осадок первого типа может быть получен следующим образом. Аноды, очищенные на пескоструйном аппарате от оксидной пленки, помещают в мешки-диафрагмы для устранения механического засорения катодного осадка анодным шламом. Электролит поступает в железобетонные
ванны с винипластовой футеровкой из напорного бака, а из ванн стекает в
сливной бак, откуда его вновь перекачивают в напорный бак. Состав электролита, г/л: 120–140 FeSО4; 0,2–0,28 H2SO4; 40–50 NaCl. Температура электролита
50–54 °С, скорость циркуляции 8–10 л/мин. Напряжение на
ванне 1,5–1,7 В, катодная плотность тока 400–500 А/м2.
Процессы порошковой металлургии. Курс лекций
-142-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
При электролизе анодное растворение (90–95 %) превышает катодное
осаждение (80–85 %), вследствие чего концентрация ионов двухвалентного
железа в электролите должна непрерывно увеличиваться, а концентрация кислоты падать. Однако одновременно в электролите в результате гидролиза
сернокислого железа по реакции FeSО4 + 2Н2О → Fe(OH)2 + H2SО4 и окисления двухвалентного железа кислородом воздуха до трехвалентного идут процессы, приводящие к уменьшению количества Fe2+ и увеличению концентрации H2SО4. Создавая в циркуляционной системе «кислотный напор», удается
взаимно сбалансировать указанные процессы: электролит, поступающий в
ванны из напорного бака, имеет кислотность 0,32–0,35 г/л и температуру
54–58 °С, в междуэлектродном пространстве ванны он имеет кислотность
0,24–0,27 г/л и температуру 50–54 οС, а в сливе из ванны – кислотность
0,18–0,20 г/л и температуру < 50 °С. В процессе циркуляции электролит охлаждается до 42–45 °С, окисляется воздухом и после подогрева в напорном
баке приобретает кислотность 0,32–0,35 г/л. Образующиеся взвешенные гидроксилы железа либо отстаиваются в сливном баке, либо отделяются на
фильтр-прессе, расположенном до напорного бака. Скорость циркуляции
электролита зависит от его кислотности и температуры в ванне: увеличивается при пониженных кислотности и температуре и уменьшается при повышенных температуре и кислотности.
Цикл наращивания катодного осадка толщиной 2,0–2,5 мм длится
около 46–48 ч. Для получения слоистого и хрупкого листа подачу тока на
электролизер прерывают на 15–20 мин через каждые 6 ч. Катоды с осадком,
извлеченные из ванны, промывают проточной водой, затем механическим
способом снимают с катода железные пластины, дробят и размалывают их в
шаровых мельницах в жидкой среде при отношении Т : Ж = 1 : 2.
Полученный порошок промывают горячей (60 °С) водой во вращающихся барабанах при Т : Ж = 1 : 4, обеспечивая полноту отмывки электролита.
После просева на сите плюсовую фракцию возвращают на повторное
измельчение, а минусовую фракцию обезвоживают в центрифугах. Затем порошок сушат в барабанной печи при 150 °С или в горячей камере распыления, получая так называемый «черный порошок» окисленного железа, содержащий 92–95 % Fe. Этот порошок отжигают во вращающихся трубчатых
печах при 680–720 °С в течение 1–3 ч в восстановительной среде (например,
в атмосфере генераторного газа), после чего проводят размол в шаровых
мельницах, рассев и упаковку. Готовый продукт содержит, %: 98,5–99,0 Fe;
0,02–0,04 С; < 0,03 Si; < 0,03 S; следы марганца и фосфора.
Насыпная плотность порошка 1,8–2,2 г/см3, а размер частиц < 125
мкм. Расход электроэнергии 3 500–4 000 кВт·ч/т.
Для нужд химической промышленности (химические реактивы) и медицины (лекарственный препарат) производят порошки железа реактивного и
медицинского.
Процессы порошковой металлургии. Курс лекций
-143-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
Электролит содержит сульфат железа (50–60 г/л), хлористый аммоний
(100 г/л) и серную кислоту (рН 3,5–4,0). Перед загрузкой в ванну электролизера электролит пропускают через специальный тканевый фильтр и нагревают до 40–45 °С.
Электролиз ведут при напряжении на ванне 2,0–2,5 В, катодная плотность тока составляет 1 200–1 250 А/м2. Аноды – пластины железа. Продолжительность цикла электролиза около 4 ч, после чего катоды, изготовленные
из хромоникелевой стали, вместе с осадком извлекают из ванны, осадок (порошок) счищают с катода и многократно промывают водой и этиловым спиртом, совмещая промывку с усреднением порошка за счет перемешивания.
Промытый порошок размещают тонким слоем на лотках из нержавеющей
стали и сушат в вакуумном шкафу в течение 2 ч. После сушки порошок размалывают в шаровой мельнице и просеивают.
Возможно получение рыхлых осадков железа при использовании растворимого железного анода в комбинации с нерастворимым свинцовым анодом и дополнительным электродом (еще одним анодом) из железной сетки.
Назначение этого электрода – электрохимическое восстановление ионов Fe3+,
образующихся у свинцового анода, до Fe2+, что исключает необходимость в
корректировке состава электролита в процессе электролиза.
Применяемый сернокислый электролит (рН 2,75–3,0) имеет состав,
г/л: 27–41 FeSО4; 25–40 (NH4)2SО4; 40–50 K2SО4. Сульфат аммония стабилизирует кислотность электролита, a K2SО4 улучшает осыпаемость железного
порошка с катода и увеличивает электропроводность раствора. Температура
электролита 20–25 °С, катодная плотность тока 400–1 000 А/м2.
Питание электролизера постоянным током осуществляют от двух селеновых выпрямителей с регулируемыми напряжениями. Подобная схема
за счет изменения напряжений на выпрямителях позволяет вести независимое регулирование токов, протекающих через каждый из анодов: один из
выпрямителей питает цепь железный анод–катод, другой – цепь свинцовый
анод–катод.
Меняя условия электролиза, можно получать железные порошки различной структуры и высокой степени чистоты с выходом по току 60–65 %.
Полученные на катоде порошки железа извлекают из ванны, отмывают от
электролита водой, подкисленной H2SО4, высушивают в вакуумном шкафу
при комнатной температуре и отжигают в водороде при 700 °С.
Электролизом можно также получить железный порошок из хлористых ванн (электролитов). Еще в 1935 г. М.Ю. Бальшин установил, что оптимальным является раствор, содержащий 30 г/л хлористого железа; большее
содержание этой соли приводило к образованию плотных осадков, меньшее –
к образованию сильнодисперсных порошков. Кроме того, было показано, что
добавление в электролит хлористого аммония стабилизирует процесс получения осадка нужного типа, делает его мало зависящим от изменения основных условий электролиза; оптимальное количество составляет 100 г/л, так
как при большем содержании NH4C1 на катоде образуются гидроксиды же-
Процессы порошковой металлургии. Курс лекций
-144-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
леза, а при меньшем – снижается электропроводность раствора. При температуре электролита 80 °С и плотности тока 1 000 А/м2 расход электроэнергии составляет 2,7 кВт·ч/кг порошка, выход по току может достигать 95 %
(в среднем около 70 %).
Получение порошков сплавов
Несмотря на кажущуюся простоту, электролитическое выделение
многокомпонентных металлических порошков в промышленных масштабах
не осуществляют прежде всего из-за быстрого изменения состава электролита в процессе электролиза, что приводит к получению на катоде порошка меняющегося химического состава и дисперсности.
Перспективным является проведение электролиза с несколькими растворимыми анодами из индивидуальных компонентов, входящих в состав
сплава.
Примером подобного процесса является технология получения двухкомпонентного железокобальтового порошка с использованием трех анодов:
двух растворимых (железный и кобальтовый) и одного нерастворимого
(свинцовый). Нерастворимый анод используется в сочетании с дополнительным электродом из железной сетки. Катод никелевый или из нержавеющей
стали. Электролизер питается током от трех выпрямителей с регулируемым
напряжением, что позволяет независимо регулировать токи, проходящие через аноды. Электролит представляет собой смешанный подкисленный H2SО4
до рН 2,0–2,5 раствор сульфатов железа FeSО4 и кобальта CoSО4 при суммарном содержании металлических катионов 15 г/л; в раствор добавлены,
г/л: 30 (NH4)2SО4 и 40 К2SО4. Температура электролита 20–25 °С, катодная
плотность тока 1 000–3 000 А/м2. На катоде совместно разряжаются ионы
железа, кобальта и водорода. Для расчета токов Iа, протекающих через кобальтовый и железный анод, используется следующее уравнение:
Ia(Co) / Ia(Fe) = ([Co]/[Fe])pacтв = ([Co]/[Fe])пop,
где [Со], [Fe] – концентрация кобальта или железа в растворе (электролите) и
порошке.
Ток на свинцовом аноде должен соответствовать сумме токов на катоде и сетке. Меняя соотношение Co2+/Fe2+ в растворе и соотношение анодных
токов, можно получать железокобальтовые порошки любого заданного состава от чистого железа до чистого кобальта с размером частиц от нескольких до сотен микрометров.
Аналогично рассмотренному могут быть получены железоникелевые
порошки любого заданного состава. В электролизере располагают два растворимых анода из малоуглеродистого железа и никеля и один нераствори-
Процессы порошковой металлургии. Курс лекций
-145-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
мый анод из угля или графита, применяемый в сочетании с дополнительным
электродом из железной или никелевой сетки.
Электролитом служит подкисленный соляной кислотой до рН 2,5
смешанный раствор сульфатов железа FeSО4 и никеля NiSО4 при суммарном
содержании металлических катионов 12–15 г/л; в раствор добавлены, г/л:
12–15 NH4C1 (буферная добавка) и 20–40 NaCl (для устранения пассивации
никелевого анода и повышения электропроводности раствора). Температура
электролита 20–30 °С.
Катодная плотность тока зависит от соотношения Ni2+/Fe2+ в растворе:
при Ni2+/Fe2+ = 0,2–0,5 обеспечивают 400–1 500 А/м2, при Ni2+/Fe2+ = 1 плотность тока находится в пределах от 2 000 до 20 000 А/м2, при Ni2+/Fe2 = 2–5 процесс ведут при 4 000–20 000 А/м2. Размер частиц порошка зависит от катодной
плотности тока и при ее величине в 3 000 А/м2 не превышает 200–300 мкм.
Бронзовый порошок (92 % Сu и 8 % Sn) получают из лимонно-кислого
электролита, содержащего CuCl2, SnCl2 и цитрат натрия (комплексообразователь) при соотношении ионов Cu2+/Sn2+ = 1,065; плотность тока 1 600 А/м2,
температура электролита 30 °С, рН 2. Можно использовать триполифосфатный электролит, содержащий сульфат меди и хлорид олова.
Необходимо отметить, что опыт промышленного производства электролитических дисперсных порошков сплавов показывает сложность ведения
процессов получения порошков сплавов. Это связано и со сложностью аппаратурного оформления процесса и с его нестабильностью.
Получение порошков из производственных растворов
и сточных вод металлургических предприятий
Последние десятилетия характеризуются бурным развитием металлургии, горного дела, металлообработки, машиностроения и особенно химической промышленности. Большое количество разбавленных растворов, содержащих ионы цветных металлов, образуется при выщелачивании руд и отвалов рудников. Громадный объем имеют и промышленные стоки металлургических заводов. Много растворов образуется также в гальванических цехах. Из указанных растворов в настоящее время извлекают многие цветные
металлы, используя различные физико-химические методы, в том числе и
электролиз. Наличие большого количества производственных растворов повышает требования к увеличению производительности соответствующих
способов их переработки. Кроме того, организация извлечения металлов из
сильно разбавленных растворов (концентрация металлических ионов < 1 г/л)
является технически сложной.
Помимо важных экономических аспектов проблемы, отметим также
экологическую сторону выбора способа очистки, так как по существующему
в большинстве промышленно развитых стран законодательству имеются
Процессы порошковой металлургии. Курс лекций
-146-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
строгие ограничения по суммарному содержанию ионов металлов в сточных
водах (в странах Западной Европы суммарное содержание цинка, кадмия,
меди, железа, никеля не должно превышать 15⋅10-3 г/л). Такие высокие требования объясняются тем, что ионы цветных металлов, содержащихся в таких стоках, обладают комплексом токсических действий на человека, живую
природу и микроорганизмы.
При переходе на современные методы хозяйствования и существующей остроте проблемы обеспечения промышленности сырьем извлечение металлов из разбавленных растворов становится важной технико-экономической
задачей. В настоящее время таким образом можно дополнительно получить
тысячи тонн цветных металлов, в основном в виде порошков. Особенно актуальна задача разработки и внедрения новых способов для извлечения золота
из растворов флотации и гидрометаллургии золотоносных руд; для извлечения серебра из растворов от обработки кино- и фотоматериалов и из отработанных гальванических растворов; для выделения меди, цинка, кадмия, никеля, кобальта, марганца, олова, свинца, ртути из травильных растворов и сточных вод металлургических производств.
В последние годы разработаны принципиально новые электролитические способы извлечения металлов с применением высокоповерхностных
электродов. Серьезные исследования привели к созданию в Англии, Франции, Германии, Швейцарии, Голландии, Японии, США и Испании, а также в
нашей стране промышленных установок для проведения таких процессов. Их
принципиальными преимуществами являются: большая площадь электродной поверхности, что позволяет значительно увеличить силу тока на ванне;
высокая скорость массопереноса в объеме электролита, что резко снижает
концентрационную поляризацию; возможность непрерывного ввода в процесс обрабатываемого раствора.
Техника безопасности при проведении работ
Производство порошков электролизом связано с влиянием на окружающую среду и обслуживающий персонал различных (специфических для
электролизного производства) факторов опасного для жизни воздействия, к
которым в первую очередь можно отнести возможность поражения работающих электрическим током и отравление персонала парами электролита.
Правила техники безопасности требуют от рабочих соблюдения мер по охране труда как при работе с электролитом (приготовлении, транспортировке и
пр.), так и при обслуживании электролизных ванн.
Категорически запрещается касаться токопроводящих шин на ваннах
металлическими предметами, а тем более соединять ими главные токоведущие шины на серии или шины двух соседних серий. Несоблюдение этих требований может привести к удару током или ожогу от вольтовой дуги, возникающей при коротком замыкании.
Процессы порошковой металлургии. Курс лекций
-147-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
Во избежание ожогов перед включением серии ванн в работу тщательно зачищают рубильник и концы шин, а в момент включения плотно
прижимают рубильник к шинам.
При временном разрыве электрической цепи на серии ванн с образованием вольтовой дуги запрещается подходить к этим ваннам, пока не снято
напряжение с цепи, в которой произошел разрыв.
Нельзя складывать токопроводящие материалы у шин, питающих серии ванны.
Включение и выключение регенеративных ванн можно производить
только при выключенной серии.
Запрещается выбрасывать катоды из работающей регенеративной
ванны и проверять ее исправность металлическими инструментами, так как
появление искры может вызвать взрыв или возгорание (на ванне одновременно выделяются кислород и водород!).
Зеркало электролита в регенеративных ваннах должно быть покрыто
вспенивающимся материалом (например, маслом), предотвращающим распыление электролита в атмосферу цеха. При замене электродов на ваннах надо остерегаться их падения, в особенности при замене отработанных анодов.
В случае попадания на тело серной кислоты или электролита необходимо немедленно смыть их сильной струей воды или нейтрализовать содовым раствором.
Контрольные вопросы и задания
1. Назовите основные факторы процесса получения порошков из растворов.
2. Какие типы электролизеров применяют при производстве порошков?
3. Как с электролизеров удаляют катодный осадок?
4. Из каких растворов получают порошки меди?
5. Перечислите основные технологические операции получения порошков металлов из растворов.
6. Опишите технологическую схему получения порошков железа
электролизом водных растворов.
7. Как проводят операцию стабилизации металлического порошка после водной отмывки?
8. Чем объясняется ограниченное применение электролиза при получении порошков сплавов?
9. Что является альтернативным сырьевым источником получения порошков металлов?
Процессы порошковой металлургии. Курс лекций
-148-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 18 Получение порошков электролизом водных растворов
Лекция 19
Получение порошков электролизом расплавленных сред
лей.
План лекции
1. Факторы, определяющие процесс электролиза расплавленных со2. Получение порошка тантала.
3. Получение порошка ниобия.
4. Получение порошка титана.
5. Получение порошка циркония.
6. Получение порошка железа.
Факторы, определяющие процесс электролиза расплавленных солей
Большинство металлических порошков из расплавов получают с использованием хлоридов, фторидов или смеси этих соединений. В герметичных электролизерах создают инертную газовую атмосферу (чаще всего аргон) или вакуум.
Структура катодных осадков зависит от условий их осаждения. При
этом большое влияние на характер выделяемого осадка оказывают состав
электролита, степень его чистоты, а также материал и состояние поверхности
катода. Известно, что при наличии ничтожных следов влаги осадки выделяются в виде губки, а при содержании в электролите небольших количеств
примесей железа или марганца образуются осадки в виде черного порошка.
Наличие выделяющегося при электролизе у анода хлора или фтора
(при работе ванны с нерастворимым анодом) требует устройства диафрагм
для предотвращения взаимодействия такого агрессивного реагента с электролитом или металлическим порошком.
Одним из способов освобождения порошков от находящегося вместе с
ними электролита является удаление последнего отгонкой нагреванием или
центрифугированием, а также отмыванием.
На выход по току влияют состав и температура электролита, плотность тока, расстояние между электродами и другие факторы.
Состав электролита. Этот фактор на выход по току оказывает наиболее сильное влияние. Одной из основных причин отклонения выхода по
току от 100 % является растворимость металла в электролите с последующим
окислением анодными продуктами, в связи с чем желательно ее понизить.
Так, добавки солей с более электроотрицательными катионами по сравнению
с выделяющимся на катоде металлом значительно понижают растворимость
металла в расплавленном электролите и этим повышают выход по току.
Процессы порошковой металлургии. Курс лекций
-149-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
Напряжение разложения различных химических соединений металлов
при сравнимых концентрациях (при активности каждого из соединений, равной единице) зависит от их химической прочности:
EТ = –∆GT/nF,
(1.67)
где ЕТ – напряжение разложения данного соединения металла при температуре Т; ∆GT – свободная энергия образования (энергия Гиббса) данного соединения металла при температуре Т; п – число электрических зарядов выделяемого металла, входящего в данное соединение; F – число Фарадея.
Температура электролита. Электролиз стараются вести при температурах, превышающей температуру плавления компонентов электролита, но
ниже температуры плавления выделяемого на катоде металла. Образующиеся
продукты реакции (соединения металлов пониженной валентности) обладают
высокой упругостью паров, следовательно, с увеличением температуры электролита потери металлов возрастают и по этой причине. Кроме того, с повышением температуры возрастает циркуляция электролита в ванне, способствующая уносу металлов, растворенных в нем после их выделения на катоде, в
анодное пространство.
Часто для снижения температуры плавления электролита в него вводят добавки солей (обычно хлористые и фтористые соединения щелочных и
щелочно-земельных металлов), у которых катионы электроотрицательнее
выделяемого металла.
Плотность тока. Выход по току растет с увеличением плотности тока. Поэтому оптимальное значение плотности тока будет соответствовать
наибольшему выходу по току, при котором уменьшение потерь выделяемого
металла вследствие его вторичного растворения в электролите не будет сопровождаться сильным повышением разряда катионов металла с более электроотрицательным потенциалом.
Однако слишком высокая плотность тока увеличивает падение напряжения в слое электролита и повышает расход электроэнергии. Кроме того, при высоких плотностях тока возможно также протекание побочных процессов – выделение на катоде наряду с основным металлом другого, более
электроотрицательного металла, присутствующего в электролите.
Межэлектродное расстояние. В связи с наличием факторов, вызывающих потери металла при электролизе расплавленных солей (растворением выделенного металла, переносом его от катода к аноду и взаимодействием
растворенного металла с газами, образующимися на аноде), расстояние между электродами тоже влияет на выход по току.
С увеличением межэлектродного расстояния перенос растворенного
металла от катода к аноду диффузией, конвекцией и циркуляцией затрудняется вследствие удлинения пути перемещения металла, уменьшения градиента концентрации растворенного металла в межэлектродном пространстве, а
также из-за уменьшения скорости циркуляции электролита при большем
объеме расплава, приводимого в движение одним и тем же количеством
Процессы порошковой металлургии. Курс лекций
-150-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
анодных газов. В результате абсолютные потери металла уменьшаются, а
выход по току возрастает.
Анодный эффект. Анодным эффектом называют явление резкого возрастания напряжения на ванне с одновременным падением силы тока и появлением характерных искровых разрядов на аноде. При возникновении анодного эффекта электролит оказывается отделенным от поверхности анода прослойкой выделяющегося на нем газа, т.е. наблюдается ухудшение смачиваемости анода электролитом.
Увеличение в электролите концентрации поверхностно-активных веществ, хорошо смачивающих анод и имеющих небольшое поверхностное натяжение на границе раздела электролит – анод (хлоридов щелочных металлов
или растворимых оксидов), приводит к повышению критической силы тока,
вызывающей анодный эффект. Это особенно важно для электролизеров, в которых анод, имеющий сравнительно небольшую рабочую поверхность, выполнен из углеграфитовых материалов.
Получение порошка тантала
Порошок тантала в промышленных масштабах получают с 1922 г.
(США). Электролитом чаще всего служит оксифторидный или оксифторидно-хлоридный солевой расплав, состоящий из фторотанталата калия K2TaF7
(электролиз одного расплавленного фторотанталата калия невозможен из-за
возникающего непрерывного анодного эффекта), хлористого и/или фтористого калия (натрия), в котором растворен пентаоксид тантала. Напряжение
разложения ЕТ компонентов такого электролита при 750 °С составляет, В:
1,65 для Та2О5; 2,0 для TaF5; 3,4 для КСl; 4,65 для KF. При использовании
графитового анода напряжение разложения Та2О5 понижается до 1,41 В за
счет вторичного процесса на аноде – образования СО2 и СО, сопровождающегося выделением энергии.
Смесь фторида и хлорида калия обеспечивает легкоплавкость, жидкотекучесть и хорошую электропроводность электролита, а пентаоксид тантала
улучшает смачивание графитового анода расплавом. Катод может быть молибденовый, никелевый, нихромовый, чугунный или стальной.
Указанный выше четырехкомпонентный электролит является сложной
химической системой, которую можно рассматривать как четверную взаимную систему К, Та || F, О, О.
В расплаве K2TaF7 + КС1 + KF происходит взаимодействие K2TaF7 + KF
= = K3TaF8 и K2TaF7 + КС1 = K3TaF7Cl, в связи с чем в электролите нет свободного K2TaF7.
После добавления к расплаву Та2О5 идет реакция его растворения, которую суммарно можно записать как 3K3TaF8 + Та2О5 + 6KF = 5K3TaOF6, или
K3TaF8 + 2Та2О5 + 12KF = 5K3TaО2F4.
Аналогичная реакция возможна и с K3TaF7Cl. Соединения K3TaOF6 и
KTaО2F4 неограниченно растворимы в расплавленных KF и K3TaF8.
Процессы порошковой металлургии. Курс лекций
-151-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
Таким образом, в оксифторидно-хлоридных электролитах существуют
ионы К+, Cl-, F-, TaF83-, TaОF63- (при содержании в электролите Та2О5 < 5 %)
или TaО2F3- (при содержании в электролите > 5 % Ta2О5), TaF7Cl3- и др., в том
числе Та5+, образующиеся в результате частичной диссоциации указанных
трехвалентных оксифтортанталовых анионов.
На катоде идет разрядка ионов Та5+:
Та5+ + 5ё → Та (Та5+ + 2ё → Та3+ + 3ё→ Та).
Схема анодного процесса может быть такой:
TaOF63- – 2ё = TaF5 + F-+ 0,5О2
(так как О2- – 2ё → 0,5О2).
Электролизу в конечном счете подвергается Та2О5, вводимый в расплав. Реакция окисления графита на аноде, сопровождающаяся выделением
энергии, приводит к его деполяризации, снижая количество энергии, требующейся для разложения Та2О5.
Обычно в состав электролита входят, %: 2,5–8,5 Та2О5 (преимущественно 3–5); 8,5–32,5 KТaF; 27,5–57,5 KF; 25,5–55 КС1. Хлористый калий в
смеси с KF снижает температуру плавления электролита, а без KF нужно
большое количество KTaF7 для обеспечения растворения в нем K3TaOF6 или
K3TaО2F4.
На практике для получения тантала используют электролит (с низкой
вязкостью и летучестью), температура плавления которого всего 600 °С
(это позволяет вести электролиз при 700 °С). Этот электролит имеет состав, %:
3,0–3,5 Та2О5; 25–30 K2TaF7; 66,5–72,0 NaCl + KCl. В процессе электролиза
идет снижение содержания в нем Та2О5. При обеднении электролита по Та2О5
до 1,5–2,0 % возможно проявление анодного эффекта.
Электролизеры могут быть двух типов: графитовый тигель (анод) и
металлический стержень (катод), опускаемый в центр тигля, или металлический тигель (катод) и анод в виде графитового стержня или полой перфорированной трубки в центре тигля.
Второй вариант электролизера предпочтительнее, так как в нем Та2О5 подают в ванну через полый анод при помощи автоматического питателя, газы отсасываются через отверстие в боковой стенке электролизера, а электролиз проводят при напряжении 2,5–7,0 В и плотности тока на катоде 3 000–5 000 А/м2, а на
аноде 12 000–16 000 А/м2. При электролизе на дне и стенках тигля осаждается тантал в форме дендритов. Процесс прекращают при заполнении катодным осадком 2/3 объема тигля. После этого анод поднимают, и электролит
вместе с катодным осадком охлаждают. Частицы танталового порошка ока Процессы порошковой металлургии. Курс лекций
-152-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
зываются вкраплены в застывший электролит, который является своеобразной защитой тантала от окисления при остывании. Размер частиц порошка
составляет 30–120 мкм.
Для выделения порошка тантала обычно катодный продукт дробят в
шаровой мельнице, работающей в замкнутом цикле с воздушным сепаратором. В процессе такой обработки сухая смесь составных частей электролита
отделяется и может быть непосредственно вновь использована для загрузки в
ванну для проведения электролиза. Оставшийся электролит отмывают от порошка тантала на концентрационных столах в струе воды. После этого танталовый порошок обрабатывают в фарфоровых реакторах горячей смесью соляной и азотной кислот (в которой он не растворяется) с целью отмывки
примесей молибдена или железа, промывают водой и высушивают.
В бывшем СССР разработан вакуум-термический способ отделения порошка тантала, в котором тигель-катод помещают в специальную реторту, откачивают, заполняют аргоном и при 1 000 °С выплавляют электролит. Затем в
тигле создают разряжение, и остаток солей отделяют испарением. На стенках
тигля остаются слабоспекшиеся дендриты тантала, которые счищают и измельчают в порошок. Выплавленный электролит возвращают на электролиз.
Получаемый электролитический порошок тантала отличается высокой чистотой, %: 0,03–0,1 Fe + Ni; 0,03–0,2 С; 0,1–0,2 О; 0,01 F; < 0,1 Si; < 0,01 Ti. Выход по току составляет 80–83 %, а расход электроэнергии – 2 300 кВт·ч/т.
Танталовый порошок может быть получен электролизом расплавов,
содержащих ТаС15 (хлоридный способ). В расплав (NaCl + NaF, NaCl + KCl,
NaCl + KCl + KF) с температурой 750–950 °C вводят жидкий или парообразный пентахлорид тантала (в расчете на содержание < 10 % Та).
Напряжение на ванне 6–8 В, катодная плотность тока 27 000 А/м2,
анодная плотность тока 2 000 А/м2. Выход по току достигает 85–88 %. Получаемый танталовый порошок достаточно мелкозернист и химически весьма
чист (> 99,9 % Та, < 0,02 % О).
Получение порошка ниобия
Хотя крупнотоннажное промышленное производство порошка ниобия
электровыделением из расплавов не осуществляют в силу ряда объективных
и субъективных причин, физико-химические основы электролиза изучены
достаточно полно.
Применяют два типа электролитов: K2NbF7–KCl–KF–Nb2О5 и K2NbF7–
–KCl–NaCl (используемый для получения или рафинирования ниобия).
В расплаве первого из указанных электролитов до введения Nb2О5 происходит взаимодействие по реакциям K2NbF7 + KF = K3NbF8 и/или K2NbF7 + KCl
= = K3NbF7Cl. При добавлении пентаоксида ниобия в присутствии избытка
Процессы порошковой металлургии. Курс лекций
-153-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
KF происходит реакция K2NbF7 + 13KF + 2Nb2О5 = 5K3NbО2F4. Таким образом, в рассматриваемом электролите присутствуют комплексные ниобийсодержащие ионы предположительно вида NbF83–, NbF72– и NbO, F43–. В электролите для рафинирования ниобия его единственным соединением будет
K3NbF7Cl, которое диссоциирует на К+, Cl– и NbF72–.
Процесс получения ниобия электролизом оксифторидных расплавов
известен с начала 30-х гг. (патенты США 1931 и 1933 гг.) и имеет большое
сходство с получением электролитического порошка тантала: очищенные соли расплавляют в никелевом тигле (катоде) и в расплав вводят Nb2О5; анод –
графитовый стержень; температура электролита около 750 °С; напряжение на
ванне 2,5 В, катодная плотность тока 5 000–6 000 А/м2, выход по току не превышает 30 %. Получаемый осадок крупнозернист и, как правило, загрязнен
низшими оксидами ниобия.
Более чистые порошки получают электролизом в хлоридных (NaCl +
+ KC1) и хлоридно-фторидных (NaCl + NaF, KC1 + NaCl + KF и др.) расплавах с питанием ванны NbCl5 (из расчета 2–3 % Nb в электролите).
В нашей стране порошки ниобия получают в электролите состава:
КС1 + NaCl + NaF, насыщаемом парами NbCl5 до содержания 5–8 % Nb.
Температура электролита составляет 680–720 °С, катодная плотность тока –
10 000–20 000 А/м2. Выход по току не превышает 60 %. Электрорафинированием в электролите K2NbF7 + KC1 + NaCl при 700–750 °С и катодной плотности тока 1 000–8 000 А/м2 удается получать порошок ниобия, содержание
примесей в котором по сравнению с анодным материалом понижено по
железу на 1–3, по кремнию на 1–1,5, по углероду на 1–1,5 и по кислороду на
1 порядок.
Получение порошка титана
В начале XX в. были предприняты первые попытки электролитического получения титана, а в середине XX в. объем исследований по этой проблеме резко возрос. В настоящее время существует обоснованное мнение об
экономической нецелесообразности крупнотоннажного получения титана из
его соединений (TiCl4, TiО2 и др.) в хлоридных и фторидных электролитах с
применением нерастворимого (графитового) анода, хотя около сорока лет
тому назад некоторые фирмы США сообщали о готовности к промышленному внедрению технологии электровыделения титана из его тетрахлорида.
Процессы порошковой металлургии. Курс лекций
-154-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
NaCl
TiCl4
KCl
Прокалка
Смешивание
Плавка
Отходы Ti
Ar
Отработанный
электролит магниевого
производства
Сушка
Очистка
Приготовление низших
хлоридов
Электролитическое рафинирование
Катодный осадок
Дробление
HCl
Выщелачивание
H2O
Фильтрация
Классификация фракций
≥0,18 мм
Сушка
Рассев
<0,18 мм
Кислые стоки
<0,63 мм
≥0,18 мм
≥0,1мм
На выплавку серийных сплавов
Затаривание
Утилизация
Рис. 1.30. Принципиальная технологическая схема производства порошка титана
электролитическим рафинированием его отходов
Принципиальная технологическая схема производства порошка титана электролитическим рафинированием его отходов включает следующие
операции (рис. 1.30):
1) подготовка компонентов электролита, их плавление и загрузка в
электролизер;
2) электролитическое рафинирование;
3) удаление и дробление катодного осадка;
4) выщелачивание остатков электролита;
5) классификация и сушка полученных порошков.
Растворимый анод выполняют из сыпучих (дробленых или измельченных до крупности 5–40 мм) либо измельченных и сбрикетированных титансодержащих материалов. В качестве солевой основы электролита выбирают системы типа КС1 + NaCl, KCl + NaCl + MgCl2 или KCl + NaCl + LiCl.
Процессы порошковой металлургии. Курс лекций
-155-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
В растворе также будет находиться небольшое количество низших хлоридов
титана, растворение которых в хлористом калии приводит к образованию
комплексных соединений K3TiCl6 и KTiCl4 в системе KCl–TiCl3, а также
K2TiCl4 и KTiCl3 в системе KCl–TiCl2. Аналогичные соединения образуются
в хлористом натрии.
Электролиз ведут при температуре 800–850 °С в атмосфере аргона.
При анодном растворении титан переходит в электролит в виде ионов Ti2+ и
Ti3+; обычно средняя валентность титана в электролите 2,2–2,3, а концентрация ионов титана в нем 3–6 %. Катод целесообразно изготовлять из жаростойких сталей (например, 1Х18Н10Т).
Напряжение на ванне около 6 В; начальная катодная плотность тока
5 000–15 000 А/м2; анодная плотность тока должна быть в 4–8 раз меньше катодной.
Катодный осадок срезают специальным ножом, измельчают до < 5 мм,
отделяют от электролита кислотным (1 %-м водным раствором НС1) выщелачиванием, промывают, размалывают, классифицируют и сушат, например,
в вакуумном сушильном шкафу при 65 °С. Выход по току достигает 90 %, а
расход (суммарный) электроэнергии составляет 10–11 кВт·ч/кг.
В процессе электролиза примесь кислорода остается в анодном шламе
в форме оксидов титана (ТiO2, Ti2О3). Углерод находится в свободном состоянии на поверхности электролита или в анодном остатке в виде карбида.
Азот содержится в анодном остатке в виде нитрида или выделяется с анодными газами; кремний удаляется с газами в виде SiCl4.
Получаемый порошок титана отличается высокой чистотой (не менее 99,7 %) и содержит, % (не более): 0,1 О, 0,05 N и 0,05 Fe.
Электрорафинирование сплавов на основе титана является более
трудной задачей, хотя и проводится практически при тех же условиях электролиза, что и рафинирование отходов титана. Отделение титана от металлических примесей основано на различии их электродных потенциалов. Ниже
приведены значения стандартных потенциалов титана и основных легирующих
металлов по отношению к серебряному электроду в хлоридных расплавах NaCl
+ KC1 при активности ионов, близкой к единице, и температуре 850 °С, В:
Mn/Mn2+
–1,41
Zr/Zr2+
–1,36
Ti/Ti2+
–1,36
A1/A12+
–1,24
V/V2+
–1,08
Cr/Cr2+
–0,97
Fe/Fe2+
–0,88
Mo/Mo3+
–0,65
Приведенные данные показывают, что титан можно отделить от
большинства этих металлов (за исключением Мn и Zr) в условиях, близких к
обратимым, особенно если учесть, что содержание каждого из легирующих
металлов в титановом сплаве колеблется от 1 до 10 %.
При этом необходимо иметь в виду, что на степень очистки влияют
значительная поляризация, в основном определяемая перепадом концентраций ионов титана в порах растущего шламового слоя по мере выработки титана из анода, уменьшение концентрации титана в поверхностных слоях анода и экранирование анода шламовым слоем. Это приводит при определенных
Процессы порошковой металлургии. Курс лекций
-156-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
степенях выработки анода к растворению в электролите вместе с титаном более электроположительных примесей и их осаждению на катоде совместно с
титаном.
Электролитическим рафинированием анодных материалов соответствующих составов можно получать и порошки сплавов на основе титана, например сплавов Ti–A1.
Получение порошка циркония
Электролиз проводят в расплаве NaCl или КС1, содержащем K2ZrF6.
Хлористый калий предпочтительнее: напряжение разложения КС1 выше, чем
NaCl; у электролита на основе КС1 анодный эффект на графитовых анодах
возникает лишь при большой плотности тока; смесь 70 % КС1 + 30 % K2ZrF6
(содержание Zr около 10 %) плавится при 730 °С, что позволяет проводить
электролиз при 750–800 °С; растворимость в воде образующегося при электролизе KF больше, чем у NaF, что облегчает отделение электролита от катодного осадка (порошка циркония).
В электролизере у катода (стальной) протекают реакции
ZrF62- → Zr6+ + 6F-,
Zr6+ + ё → Zr3+ + ё → Zr2+ + 2ё → Zr.
У анода разряжаются ионы фтора, но элементарный фтор тотчас же
реагирует с ионами натрия или калия:
4F- + 4KCl(4NaCl) – 4ё = 4KF(4NaF) + 2Cl2↑
В результате протекающих реакций в ванне электролизера постепенно
накапливается фторид калия или натрия, хотя этот процесс протекает сравнительно медленно, так как значительное количество фторида извлекается из
ванны вместе с катодным осадком (время наращивания 2,0–2,5 ч).
Оптимальная катодная плотность тока для электролита 25+30 % К2ZrF6 +
+ 75+70 % КС1 составляет 35 000–45 000 А/м2. Катодный осадок содержит
около 30 % порошка циркония с размером частиц 50–200 мкм, остальное –
соли электролита. Его удаляют с катода, дробят и обрабатывают водой, подкисленной соляной кислотой, промывают и сушат в вакууме при 50–60 °С.
Для получения порошка циркония высокого качества исходные фтороцирконат калия и хлористый калий также должны быть высокого качества,
а процесс электролиза проводят в атмосфере чистого аргона.
Процессы порошковой металлургии. Курс лекций
-157-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
Получение порошка железа
Для электровыделения железа используют растворимые аноды из губчатого железа (< 95 % Fe), чугуна (< 90 % Fe) или рудно-угольных окатышей
(Fe3О4 + С). Электролитом служат расплавы КС1 + NaCl или КС1 + NaCl +
MgCl2, в которых растворен FeCl2 в количестве до 12–14 %. Такой электролит
может быть приготовлен плавлением в реторте из нержавеющей стали при 800–
850 °С (в аргоне) смеси NaCl (22 %), КС1 (30–31 %), MgCl2 (33–36 %) и безводного FeCl3, к которой добавлен порошок чистого железа для перевода FeCl3 в
FeCl4. В процессе электролиза, который ведут в атмосфере азота при 750–900 °С,
убыль катионов железа восполняется поступлением ионов железа с растворяющегося анода. В электролите имеется набор катионов железа различной
валентности: 87–91 % Fe2+, 8–12 % Fe3+ и примерно 1 % Fe+. Катод железный,
напряжение на электролизере 6 В, катодная плотность тока < 50 000 А/м2, а
анодная плотность тока на порядок меньше катодной.
Процесс наращивания катодного осадка ведут циклически с остановкой через 1–2 ч для его съема. Выход по току составляет 80–90 %. После извлечения из электролизера катодный осадок (механическая смесь губчатого
железа и электролита в соотношении примерно 1:1) измельчают до крупности < 0,5 мм и подвергают магнитной сепарации (немагнитная фракция –
возвратный электролит), после чего порошок отмывают от остатков электролита, высушивают, отжигают в водороде и классифицируют. Чистота порошка (99,9–99,94 % Fe; < 0,05 % О; < 0,005 % С; < 0,002 % Р; 0,01 % Si; < 0,01 %
Мn) обеспечивает его высокие технологические свойства.
Существует возможность прямого получения железа из рудных концентратов или оксидов железа, вводимых в расплавленный железный криолит Na3FeF6, в электролизере с анодами из электродного графита или карбида
кремния при 850–870 °С в атмосфере азота или аргона. Катодная плотность
тока составляет 8 000–20 000 А/м2, анодная – от 2 000 до 8 000 А/м2. Поведение примесных оксидов в процессе электролиза определяется главным образом соотношением напряжений разложения этих оксидов и оксидов железа.
По расчетным данным совместное с железом осаждение на катоде кремния,
алюминия, марганца и магния невозможно до определенной минимальной концентрации оксидов железа в расплаве, равной 10 %. Выход по току может достигать 85 %. Катодный осадок обрабатывают как указано выше. Получаемый
порошок железа имеет крупность частиц < 200 мкм и содержит, %: 99,5–99,7
Fe; < 0,25 SiО2; < 0,02 С; < 0,15 О; < 0,003 Р.
Контрольные вопросы и задания
1. Почему порошки некоторых металлов получают не из растворов, а
из расплавов солей?
2. Какие факторы определяют характер осадков, получаемых при
электролизе расплавленных сред?
Процессы порошковой металлургии. Курс лекций
-158-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 19 Получение порошков электролизом расплавленных сред
3. Какое влияние оказывает наличие следов воды на свойства получаемых порошков?
4. Перечислите основные операции технологий получения порошков
титана, ниобия, тантала и циркония.
5. В чем заключается особенность отмывки порошков, полученных
электролизом расплавленных сред от электролита?
6. Расскажите о вакуум-термическом способе отделения порошка тантала от электролита.
7. Какие основные компоненты входят в состав электролитов при
электролизе расплавленных сред?
8. Опишите конструкцию электролизеров для получения порошков
титана, тантала, циркония.
9. В каких средах ведут электролиз расплавленных солей металлов?
10. Назовите средние размеры частиц порошка, получаемого электролизом расплавленных сред.
Лекция 20
Получение порошков металлов методом
термической диссоциации карбонилов
План лекции
1. Технология карбонил-процесса.
2. Строение и классификация карбонилов.
3. Получение порошков никеля и железа.
4. Получение порошков вольфрама и молибдена.
Технология карбонил-процесса
Карбонильный металлический порошок – металлический порошок,
полученный разложением карбонильных соединений металлов.
Карбонилами металлов называют химические соединения металлов с
группами (лигандами) СО. Схематически карбонильный метод (карбонилпроцесс) получения порошков может быть представлен как химическая
транспортная реакция:
МеаБb + сСО → [bБ] + Меа(СО)с → аМе + сСо
где Me – переходный металл V–VIII групп периодической системы; Б – балластные вещества (кислород, солевой остаток, примеси и т.п.); а, b, с – коэффициенты, численные значения которых зависят от природы Me.
Процессы порошковой металлургии. Курс лекций
-159-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
Сначала (синтез) исходное сырье МеБb взаимодействует с СО и соответствующий металл Me образует промежуточный продукт – карбонильное
соединение Меа(СО)с, которое отделяется от балластной примеси Б и собирается в чистом виде. Затем (стадия термического разложения) полученный
карбонил металла при нагреве диссоциирует с выделением чистого металла
Me и СО.
Технологически карбонил-процесс основывается на обратимой реакции
аМе + сСО ↔ Меа(СО)с
В его первой фазе (синтез) реакция идет слева направо с образованием
карбонила металла и является всегда экзотермической; во второй фазе процесса (термическое разложение, т.е. диссоциация) реакция идет справа налево с образованием металла и СО и всегда эндотермична.
Процесс образования карбонила Меа(СО)с тесно связан с диффузионными процессами:
с диффузией СО из газовой фазы к поверхности твердого тела;
с диффузией молекул образующегося карбонила из глубины твердого
тела к его поверхности, а затем в газовую фазу.
Эффективная площадь поперечного сечения всех трещин и пор у исходного твердого материала МеаБb непрерывно увеличивается по мере извлечения металла Me со стенок пор и трещин в карбонильную фазу. Изменение
площади поперечного сечения пор во времени зависит от многих причин: от
состава исходного твердого материала, термической обработки, условий синтеза карбонила и др.
В то же время опыт показывает, что диффузия СО вглубь твердого
материала распространяется, как правило, сплошным фронтом, параллельным внешней поверхности твердого материала. Следовательно, скорость
реакции образования карбонила Меа(СО)с значительно превосходит скорость диффузии СО к реакционной поверхности, которая и лимитирует общий ход процесса.
На образование карбонила металла большое влияние оказывают температурные условия, а также наличие веществ, тормозящих или ускоряющих
реакцию. В некоторых случаях при взаимодействии СО с твердым исходным
материалом возможно одновременное образование нескольких карбонилов.
Строение и классификация карбонилов
Строение карбонилов металлов объяснимо только с помощью координационной теории, разработанной для комплексных соединений, так как
многочисленные попытки объяснить структуру карбонилов металлов в соответствии с положениями, правильными для классических типов связей (ионной, полярной и неполярной), не дали положительных результатов.
Процессы порошковой металлургии. Курс лекций
-160-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
В карбонилах металлов, являющихся координационными соединениями, группа СО как донор электронов занимает одно координационное место и присоединяется через атом углерода непосредственно к металлу координативной одинарной связью. Химическая связь в карбонилах металлов
обусловливается сближением атомов металла с атомами углерода лигандов
СО. Движение электронов в этих атомах изменяется в сторону увеличения
электронной плотности в пространстве между ними с одновременным частичным обобществлением электронов, так как они становятся общими для
атомов металла и углерода.
Карбонилы металлов могут быть моно- и полиядерными. Н. Сиджвик
предложил использовать понятие эффективного атомного номера (ЭАН –
число электронов в конфигурации атома инертного газа, замыкающего тот
ряд периодической системы элементов, в котором помещается соответствующий металл, образующий карбонил) для описания строения истинных
карбонилов: разность между ЭАН и атомным номером металла показывает
количество электронов, которое необходимо приобрести металлу-акцептору
у лигандов СО (доноров). Приобретая недостающие электроны, атом металла-комплексообразователя притягивает к себе соответствующее количество
лигандов СО, образуя устойчивое соединение с электронной структурой, подобной стоящему за ним ближайшему инертному газу.
В целом в карбонилах металлов возможно существование четырех типов связей:
1) координационно-ковалентная связь Me–СО, при которой атом С
отдает металлу электронную пару (σ-связь) и дополнительно связывается с
металлом обратной π-связью с участием d-электронов металла;
2) ковалентная связь Me–Me в биметаллических карбонилах, при которой каждый атом металла поставляет для связи один электрон;
3) ковалентная σ-связь между металлом и СО, при которой атом С служит мостиком между двумя атомами металла, образуя связь с каждым из них;
4) связь Me–СО, при которой СО служит мостиком между тремя атомами металла; эта связь имеется в карбонилах типа Ме6(СО)16, не подчиняющихся правилу ЭАН.
По структурному признаку карбонилы металлов можно разделить на
одноядерные и многоядерные.
Одноядерные имеют один атом металла в молекуле (например, Fe(CO)5,
Ni(CO)4, Me(CO)6 и др.).
Общая формула многоядерных карбонилов – Меа(СО)с. Они могут быть:
монометаллические – с двумя или более одинаковыми атомами металла в молекуле (например, Со2(СО)8, Fe2(CO)9, Fe3(CO)12 и др.);
полиметаллические – с двумя или более разными атомами металлов в
молекуле (например, Mn2Fe(CO)14, FeRu(CO)12, MnReFe(CO)14 и др.);
смешанные – с атомами металлов и неметаллов (например, CFe5(CO)15
CRu6(CO)17, SCo(CO)9 и др.).
Процессы порошковой металлургии. Курс лекций
-161-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
Летучесть карбонилов обусловлена атомной конфигурацией их молекул, расположением электрического поля в каждой молекуле и зависит от сил
сцепления молекул между собой.
Межатомные связи в карбонилах значительно ослаблены из-за использования металлом «чужих» электронов, приобретаемых ими от лигандов
СО, которые сами постоянно «перетягивают» электроны от атомов металлов.
Это является причиной того, что карбонилы легко разрушаются при сравнительно низких температурах. При термическом воздействии на карбонилы
электроны стремятся занять исходное положение, атом металла из возбужденного состояния стремится перейти в нейтральное, что делает карбонилы
исключительно удобными исходными объектами для получения металлов
путем термической диссоциации по схеме
Меа(СО)с → аМе + сСО
Термическая диссоциация карбонилов наступает еще до достижения
ими температуры кипения, что объясняется особым характером взаимодействия между металлами-комплексообразователями и лигандами СО: при нагреве у карбонилов имеет место локальное вытягивание электронных орбит у
отдельных лигандов СО, причем эта деформация лигандов сопровождается
изменением квантовых чисел. Прочность химических связей в карбонилах
металлов выражают двумя способами: средней энергией связи Е или средней
энергией диссоциации связи Ед, причем чаще применяют второй способ.
С ростом прочности связи Me–СО повышается и температура, необходимая для термической диссоциации соответствующего карбонила металла. Именно связь металл–лиганды СО предопределяет основные физические
свойства карбонилов.
Почти все карбонилы металлов диамагнитные и не обладают дипольным моментом. Исключение составляет карбонил ванадия, который парамагнитен.
Большинство карбонилов металлов высокотоксичны. Особенно ядовиты тетракарбонил никеля Ni(CO)4 и пентакарбонил железа Fe(CO)5. Изменения упругости пара р, мм рт. ст., при изменении температуры Т могут быть
описаны для некоторых из карбонилов металлов зависимостями типа
lgp = А~ВТ-1.
Распад молекул карбонила приводит в первый момент к появлению
атомов металла и газообразных молекул СО. Дальнейшее формирование агрегатов (частиц) всегда начинается с кристаллизации парообразного металла,
состоящей из двух этапов: сначала образуются зародыши, а затем, когда зародыши достигнут критического размера 4–20 нм, формируются металличе Процессы порошковой металлургии. Курс лекций
-162-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
ские частички (агрегаты, кристаллы) за счет термического распада на поверхности зародышей оставшихся паров карбонила.
На скорость образования зародышей в единице объема и на скорость
формирования металлических кристаллов влияют:
степень разрежения в аппарате;
плотность (концентрация) паров образующегося металла;
температура.
При относительно низкой температуре образуется значительно меньше зародышей, чем при повышенной, а увеличение плотности пара металла и
более глубокое разрежение в аппарате способствуют образованию зародышей.
Условия развития зародышей значительно отличаются от условий их
образования, хотя скорость роста кристаллов также зависит от температуры
процесса и плотности паров металла. В условиях глубокого вакуума образуются настолько мелкие частицы, что практически они осаждаются на внутренней стенке реактора в виде блестящего металлического зеркала, отдельные кристаллы которого имеют четко выраженную огранку.
В умеренном вакууме образуется смесь правильных кристаллов самых
различных размеров, а в неглубоком вакууме появляются дендриты.
В начальный период кристаллизации происходит адсорбция паров металла на поверхности зародыша (частицы). За счет выделяющейся теплоты
адсорбции температура внешней поверхности металлического зародышачастички всегда выше температуры окружающей среды.
Адсорбированный металлический атом на поверхности металлического зародыша сохраняет подвижность по двум направлениям. Чем выше температура адсорбционного слоя, т.е. поверхности зародыша, тем выше подвижность адсорбированного атома, тем легче он достигает свободного узла
кристаллической решетки и тем легче образуется кристалл с правильными
гранями.
В верхней зоне реактора (аппарата-разложителя) субмикроскопическая частичка металла сталкивается в газовом потоке со множеством атомов
металла, молекул карбонила и оксида углерода и адсорбирует их на своей
поверхности.
Атомы металла, находясь в адсорбированном слое и сохраняя свободу
перемещения в двух направлениях, стремятся занять свободные узлы в кристаллической решетке. Молекулы карбонила в момент соударения с перегретой поверхностью частички получают дополнительный тепловой импульс
для немедленной диссоциации. Молекулы оксида углерода на перегретой активной поверхности металлической частички находятся в условиях, наиболее
благоприятных для их распада.
В результате всех этих процессов микрокристаллы непрерывно растут, но этот рост носит скачкообразный характер и перемежается с отложением сажи и адсорбционных включений. Этим объясняется специфическое
Процессы порошковой металлургии. Курс лекций
-163-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
строение частичек некоторых карбонильных порошков, например железных,
называемое «луковой кожурой».
Размер частиц получаемого карбонильного порошка зависит от температуры и длины горячей зоны, скорости газового потока, концентрации паров металла и зародышей.
В верхней зоне аппарата-разложителя зародыши-частички очень малы. Поступательная скорость частичек определяется общей скоростью газового потока, движущегося обычно сверху вниз. Однако истинный путь зародышей в сотни тысяч раз больше пути газового потока, и это создает благоприятные условия для столкновения между отдельными зародышамичастичками и атомами металла, что приводит к постепенному укрупнению металлического кристалла. По мере укрупнения частички начинает проявляться ее
сила тяжести, направленная, как и общее движение газового потока в аппарате,
сверху вниз.
Кристаллизация металла может существенно измениться, если поверхность растущего кристаллика подвергнуть тепловым, химическим или
физическим воздействиям.
Например, если пары карбонила разлагать в атмосфере постороннего
газа, то образующиеся пары металла (а затем и его зародыши) окажутся окруженными молекулами этого газа-разбавителя. Формирующиеся частички
металла, сталкиваясь с огромным количеством молекул постороннего газа,
адсорбируют эти молекулы на своей поверхности. Столкновение частички с
парами металла и с молекулами карбонила в этих условиях затрудняется,
вследствие чего замедляется рост зародышей металла и карбонильные порошки получаются более мелкими.
В промышленных масштабах карбонил-процесс используют для производства никеля, железа, кобальта, вольфрама, хрома, молибдена и некоторых металлов платиновой группы.
Получение порошков никеля и железа
Наибольшее практическое значение в настоящее время карбонильный
метод имеет для производства порошков никеля и железа, карбонилы которых Ni(CO)4 и Fe(CO)5 были получены, соответственно, в 1888 и 1891 гг.
В 1902 г. в Англии (г. Клайдах, Южный Уэльс) началось промышленное производство карбонильного никеля (метод Монда), при котором синтез
и термическое разложение карбонила ведут при давлении, близком к атмосферному, и температурах 50–60 и 200–250 °С соответственно. Исходным
сырьем в процессе служит медно-никелевый штейн (CuS–NiS–FeS), конечный продукт – карбонильный никель Монда, который представляет собой
гранулы диаметром 5–10 мм, содержащие 99,5–99,8 % Ni.
В 1930-х гг. в Германии была разработана технология производства
порошков никеля и железа с размером частиц до 20 мкм.
Процессы порошковой металлургии. Курс лекций
-164-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
4
6
9
3
10
1
7
11
2
5
8
Рис. 1.31. Схема получения порошка карбонильного никеля: 1 – газгольдер с
СО; 2 – компрессор; 3 – ресивер; 4 – колонна синтеза карбонила; 5 – циркуляционный насос; 6 – холодильник; 7 – сборник сконденсированного карбонила;
8 – сборник сырого карбонила; 9 – ректификационная колонна; 10 – сборникиспаритель готового карбонила; 11 – разложитель (диссоциатор) карбонила
В качестве исходного сырья при производстве порошков использовали, соответственно, никелевый файнштейн или губку железа. Реакционный
газ (95 % СО и 5 % Н2) подают подогретым до 150–200 оС в колонну синтеза
(рис. 1.31). Колонна синтеза представляет собой цилиндр высотой 9–12 м и
диаметром от 0,7 до 1,0 м со стенками толщиной 10–15 см, вмещающий 18–20 т
никельсодержащего материала.
Начальное давление газа 5–10 МПа, но по мере обеднения файнштейна никелем давление и температуру газа повышают, соответственно, до 20
МПа и 250 °С. Образовавшийся при синтезе карбонил конденсируется в холодильнике, из которого СО циркуляционным насосом возвращают в колонну синтеза (куда периодически поступают и свежие порции газа), а сырой
карбонил стекает последовательно в ряд сборников, где давление постепенно
понижается до 0,5 МПа. Для удаления примесей (паров воды, смазки от уплотнений компрессора и насоса) карбонил подвергают дистилляции в ректификационной колонне.
Диссоциацию карбонила никеля проводят при нормальном давлении и
температуре 250–400 °С в колоннах разложения (цилиндрических реакторах
высотой 5 м и диаметром 1 м), куда его пары поступают в количестве 50–200
кг/ч из змеевикового испарителя.
В РФ осуществляется производство карбонильного никеля с использованием тетракарбонила. Процесс получения карбонила ведут при высоком
давлении СО (до 10 МПа), а термическое разложение Ni(CO)4 проводят, как
описано выше.
Производство порошков карбонильного железа в СССР начато с конца 30-х гг. прошлого столетия.
Синтез карбонила Fe(CO)5 ведут с использованием в качестве сырьевых материалов губчатого железа, штейна, железной руды, скрапа, стружки.
Процессы порошковой металлургии. Курс лекций
-165-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
Исходное сырье (максимальный размер кусковых материалов 10–25 мм) загружают в колонну синтеза, выполненную из легированной стали и рассчитанную на рабочее давление до 20 МПа. По окончании загрузки исходного
сырья вся система впрессовывается сжатым азотом, после чего азот сбрасывают в атмосферу. В нижнюю часть колонны подают сжатый оксид углерода.
После заполнения системы до давления СО 5–10 МПа включают циркуляционный насос, обеспечивающий движение реакционного газа через слой загруженного в колонну железосодержащего сырья.
По мере расходования СО на синтез карбонила железа производится
периодическая подача газа в систему. Циркулирующий в системе реакционный газ очищается от масла в маслоотделителе (стальной емкости, снабженной штуцерами входа и выхода газа и слива масла) и подогревается до
80–170 °С в теплообменнике типа «труба в трубе». Так как реакция образования Fe(CO)5 экзотермична, рабочая температура в колонне после начала
циркуляции сжатого газа поддерживается за счет тепловыделения при взаимодействии железа и СО.
В конце синтеза карбонила температуру и давление газа в колонне
поддерживают на верхнем пределе, что улучшает полноту использования исходного сырья. Во время синтеза концентрация СО в циркулирующем газе
поддерживается не ниже 80 %. На ход синтеза благоприятно влияют примеси
аммиака, водорода, сероводорода и некоторых спиртов при их непродолжительном воздействии.
Образующиеся пары пентакарбонила железа вместе с непрореагировавшим СО очищают от пыли в фильтре, снабженном змеевиком для обогрева паром (предотвращается конденсация паров карбонила) и тканевым рукавом для фильтрации газа. Очищенный газ поступает в холодильникконденсатор, где охлаждается, а пентакарбонил железа конденсируется и охлаждается до 60 °С. Отделение жидкого карбонила железа от циркуляционного газа проводят в сифонном сепараторе, после которого СО проходит через ловушку в фильтр высокого давления для улавливания механических загрязнений и поступает на всасывание в циркуляционный насос.
Жидкий карбонил железа из сепаратора направляется в десорбер, где
осуществляется выделение растворенного в нем СО, затем поступает в сборник, проходит через фильтр и идет в емкость продукта.
Окончание синтеза карбонила определяют по прекращению его поступления в сепаратор в течение 30 мин. После окончания процесса продолжается циркуляция газа для охлаждения колонны синтеза примерно до 70 °С,
затем СО из системы сбрасывается в атмосферу. Далее колонну синтеза продувают аргоном до полного отсутствия СО в продувочном газе и производят
перегрузку колонны синтеза: остатки железосодержащего материала выгружают из колонны и загружают в нее свежую порцию исходного сырья. Так
как колонна работает циклически, для осуществления непрерывного производственного процесса в схеме обычно предусматривают не менее трех однотипных реакторов синтеза карбонила.
При производстве порошка железа жидкий карбонил из напорной емкости через фильтрующее и дозирующее устройства направляется в испаритель (рис. 1.32), в котором карбонил подогревается паром, пропускаемым через рубашку испарителя или змеевик.
Пары карбонила из испарителя через обогреваемый при помощи паровой рубашки патрубок («калач») направляют в горловину на крышке аппа Процессы порошковой металлургии. Курс лекций
-166-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
рата разложения (рис. 1.33). Далее пар карбонила поступает в свободный
объем этого диссоциатора, имеющего высоту 4–5 м. Снаружи аппарат разложения по всей высоте окружен теплообменной рубашкой, обеспечивающей
его обогрев за счет циркуляции горячего газа, который движется внутри рубашки аппарата по винтообразным плоскостям. Наличие этих плоскостей позволяет улучшить теплообмен внутри аппарата. Вместо нагрева газовым потоком иногда применяют электрообогрев с раздельной регулировкой по зонам, соответствующим верху, середине и низу аппарата.
При стандартном режиме разложение пентакарбонила железа проводят при температурах верхней зоны аппарата разложения (0,8 его высоты)
t5 = 295–300 °С, средней зоны (0,6 его высоты) t3 = 305–310 °С, нижней зоны
(0,3 высоты) t2 = 310–345 °С.
2
1
2
1
4
3
а
б
Ǿ 1 000
Рис. 1.32. Конструкция испарителей карбонила: а – испаритель с наружной рубашкой; б –
испаритель с внутренним змеевиком; 1 – патрубок для ввода карбонила; 2 – патрубок для
вывода продувочного газа; 3 – обогреваемая
рубашка; 4 – обогреваемый змеевик
h1
t5
Ввод
газа
t4
h2
t3
t2
t1
h1 = 5 000 мм
Вывод
газа
h1 = 1 000 мм
Рис. 1.33. Схема промышленного аппарата
разложения с газовым обогревом (t1, t2, t3 ... –
точки замера температуры)
Процессы порошковой металлургии. Курс лекций
-167-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
Возможны и другие температурные режимы работы диссоциатора:
«падающий» режим, при котором по высоте аппарата сверху вниз
создают понижение температуры (градиент температур между зонами 12–
15 °С);
конвекционный режим, когда t5 = t2 = 270–280 °С, а t3 = 280–290 °С.
При «падающем» температурном режиме разложения карбонила получают более чистые порошки (так как в более холодной части аппарата разложения слабее идут побочные реакции), чем при стандартном режиме.
В аппаратах, работающих в конвекционном режиме, получают более
крупные порошки, так как увеличивается продолжительность пребывания в
потоке газа образующихся частиц.
Термическую диссоциацию пентакарбонила железа проводят в присутствии газообразного аммиака (20–40 л газа NH3 на 1 л жидкого карбонила), который способствует образованию мелких и более чистых сферических
частиц железа, уменьшая количество свободного углерода в порошке. Газообразный аммиак подают через тангенциальную щель в горловине аппарата,
на выходе из которой происходит смешивание его с парами карбонила железа.
В аппарате разложения одновременно с основной реакцией диссоциации
карбонила протекают и побочные реакции образования оксидов, нитридов и
карбидов железа. В связи с этим частицы железа растут во взвешенном состоянии в диссоциаторе циклическими слоями и равномерно во всех направлениях.
Получаемые порошинки имеют шарообразную (сферическую) форму
и характеризуются слоистой («луковичной») структурой. Обычно при сформировавшихся 7–9 слоях масса частицы начинает превышать подъемную силу циркулирующего в диссоциаторе газа, вследствие чего порошинка оказывается в донной части аппарата.
В порошке железа часто встречаются сростки, образованные двумя,
тремя и более частицами. При температуре выше 400 °С в аппарате разложения карбонила могут образовываться волокна (сросшиеся частицы размером
в поперечнике 0,2–0,3 мкм и длиной до нескольких миллиметров).
В общем случае средний размер порошинки железа зависит от температуры, длины горячей зоны (чем больше, тем крупнее порошок), объемной
скорости проходящего через аппарат разложения газового потока (чем выше,
тем мельче частицы) и концентрации паров металла (чем меньше, тем мельче
частицы).
Образовавшийся при диссоциации карбонила железа оксид углерода
удаляется в рукавный фильтр (от 1 до 12 рукавов), увлекая с собой сформировавшиеся частицы металла, не успевшие выпасть в осадок (фильтр оборудован устройством, встряхивающим рукава для удаления застрявших в них частиц). Около 80 % порошка осаждается в приемнике аппарата разложения, 17–18
% порошка задерживается фильтром и 2–3 % улавливается в соединительном
коллекторе или в конечном рукавном фильтре.
После фильтра СО поступает на очистку от аммиака в скруббер,
пройдя который направляется на синтез пентакарбонила железа. При необходимости получения более мелких порошков (например, для применения в радиоэлектронике) часть отходящего СО возвращают в диссоциатор, уменьшая
Процессы порошковой металлургии. Курс лекций
-168-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
концентрацию поступающего в него карбонила железа и увеличивая в нем
объемную скорость реакционного газа.
Порошки железа, получаемые при стандартном режиме разложения
карбонила, соответствуют ГОСТ 13610-79 марке Р-10 (из диссоциатора),
марке Р-20 (из фильтра) и марке П (из коллектора и конечного фильтра). Размер частиц порошка составляет 2–4 мкм.
Для увеличения дисперсности порошков железа процесс разложения
карбонила проводят в присутствии различных инициирующих добавок (тетрахлорэтан, триацетил, толуол, диметилфталат и др.), создающих большое
число центров кристаллизации. Их вводят (в виде раствора) в пентакарбонил
или через испаритель при стандартных условиях ведения процесса.
Высокодисперсный порошок железа можно получить разложением не
газообразного, а жидкого карбонила, распыляемого с помощью форсунок.
Для этого в баке, заполненном пентакарбонилом железа, поддерживают постоянное давление инертного газа (азота). Карбонил, прошедший через сифон бака и очищенный от механических примесей в фильтрах грубой и тонкой очистки, поступает в водоохлаждаемую форсуночную головку, которая
крепится на верхней крышке аппарата разложения.
Субмикронные порошки железа (размер частиц – сотые доли микрометров) могут быть получены плазменным методом разложения его пентакарбонила, осуществляемым в струе высокоионизированного аргона (температура 4 500–5 000 °С). При такой температуре создается огромное количество центров (зародышей) образования частиц железа в единицу времени, а
инертный газ изолирует их друг от друга, исключая (или тормозя) коагуляцию в жидкофазном состоянии.
В последние годы все большее значение приобретает получение карбонильных порошков железоникелевых сплавов разложением смеси паров
карбонилов железа и никеля. Испарение такой смеси проводят в аппаратах
выпарного типа или типа «труба в трубе». В аппарат разложения можно направить также смесь жидких карбонилов железа и никеля. Кроме смеси этих
карбонилов в горловину аппарата вводят и газообразный аммиак. Полученный карбонильный порошок содержит около 5 % Ni.
Получение порошков вольфрама и молибдена
Первый промышленный способ получения порошков вольфрама и
молибдена, предусматривающий термическое разложение в токе несущих
газов (водорода, азота и др.) паров карбонилов W(CO)6 или Мо(СО)6 при
атмосферном давлении и температуре 350–1 000 °С, был разработан в Германии в 30-е гг. прошлого века. В нашей стране первая крупная установка (рис. 1.34) для получения карбонильного порошка вольфрама (молибдена) была создана почти пятьдесят лет назад.
Процессы порошковой металлургии. Курс лекций
-169-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
11
8
1
7
9
3
2
10
11
4
8
5
12
13
6
Рис. 1.34. Схема установки для получения карбонильных порошков
вольфрама и молибдена: 1 – подогреватель водорода; 2 – сублиматор; 3 –
теплообменник; 4 – аппарат разложения; 5, 8 – фильтры; 6 – приемник;
7, 12 – баллоны; 9 – колонна с медной стружкой; 10 – холодильник; 11
– осушитель; 13 – колонна с хромоникелевым катализатором
Кристаллический карбонил вольфрама (молибдена) загружают в горизонтальный сублиматор 2 типа «труба в трубе», систему герметизируют и
продувают очищенным азотом (технический азот из баллона 7 через фильтр 8
поступает в колонну 9 с медной стружкой, нагретой до 550 °С, затем в холодильник 10 и осушитель 11). Несущим газом является очищенный водород
(технический водород из баллона 12 через фильтр 8 поступает в колонну 13 с
хромоникелевым катализатором при температуре 20 °С, затем в осушитель 11).
В сублиматоре 2 карбонил нагревают до 60–135 оС. В подогревателе водорода 1 и теплообменнике 3 поддерживают температуру 100 °С. Горячий водород, захватывая пары карбонила, выносит их в аппарат разложения 4, где
при 350–400 °С происходит термораспад карбонила. Порошок собирают на
фильтре 5 и в приемнике 6. Размер частиц равен 2–4 мкм.
В начале 60-х гг. XX в. была создана установка с кварцевым аппаратом разложения, позволившим проводить диссоциацию карбонила молибдена при 400–1 400 °С. В зависимости от температуры разложения и газовой
атмосферы в аппарате разложения получаемые порошки вольфрама и молибдена содержат различные количества углерода. Размер частиц порошков не
превышает 1–2 мкм; поверхность частиц сильно развита и может составлять
до 2,5 м2/г.
Карбонильные порошки металлов, технология которых рассмотрена
выше, после выгрузки из аппарата разложения обычно подвергают вторичной обработке: их измельчают (разрушая конгломераты) в вибро- или шаровой вращающейся мельнице, отжигают (в токе водорода при 400–600 °С или
в вакууме) для удаления примесей углерода, азота и кислорода (снижая суммарное количество примесей с 1–3 % до нескольких сотых процента) или
Процессы порошковой металлургии. Курс лекций
-170-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 20 Получение порошков металлов методом термической диссоциации карбонилов
изолируют поверхность частиц порошка каким-либо соединением (оксидами
кремния, фосфатами и др.).
В последние годы все большее значение приобретает карбонильный
метод создания покрытий на нагретой поверхности порошинок или изделий
из различных материалов.
Расширение производства порошков существенно сдерживается их
чрезвычайно высокой стоимостью, так как они в десятки раз дороже восстановленных порошков аналогичных металлов.
Контрольные вопросы и задания
1. Что такое карбонилы?
2. Какова сущность карбонил-процесса?
3. Что влияет на скорость образования зародышей в единице объема и
на скорость формирования металлических кристаллов?
4. Перечислите операции получения карбонильных порошков.
5. Порошки каких металлов получают с использованием карбонилпроцесса?
6. Как можно увеличить дисперсность получаемых карбонильных порошков?
7. Как можно получить субмикронные порошки карбонила железа?
8. Назовите температурные режимы работы диссоциатора.
9. Какую структуру имеют карбонильные порошки?
10. Для чего проводят вторичную обработку карбонильного порошка?
Лекция 21
Получение порошков методами термодиффузионного насыщения,
межкристаллитной коррозии, испарения-конденсации
План лекции
1. Метод термодиффузионного насыщения.
2. Метод межкристаллитной коррозии.
3. Метод испарения-конденсации.
Метод термодиффузионного насыщения
Порошки сталей и других сплавов, легированные элементами, оксиды
которых трудновосстановимы, могут быть получены разработанным около
пятидесяти лет назад в ИПМ АН Украины методом термодиффузионного на-
Процессы порошковой металлургии. Курс лекций
-171-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 21 Получение порошков методами термодиффузионного насыщения, межкристаллитной коррозии, испарения-конденсации
сыщения порошка или губки (основы) легирующими элементами из твердых
засыпок или точечных источников.
При использовании способа твердых засыпок источник насыщения,
состоящий из порошка легирующего металла, хлористого аммония (NH4Cl) и
наполнителя (глинозема А12О3 или кремнезема SiО2), равномерно располагается вокруг насыщаемого порошка (губки) металла чередующимися с ним
слоями. Для этого на дно контейнера помещают засыпку (например, 47,5 %
А12О3, 5 % NH4C1 и 47,5 % одного или нескольких легирующих металлов),
уплотняют ее и сверху насыпают металлический порошок, подвергаемый насыщению. Поверх этого слоя накладывают еще один слой засыпки, закрывают контейнер крышкой и нагревают, обеспечивая диффузионное насыщение
металла-основы сплава.
Наиболее существенными недостатками способа получения порошка
из твердых засыпок являются: неравномерное распределение насыщающего
металла по всей толщине порошка-основы; трудное регулирование состава
получаемого порошка, недостаточно полное использование металла из насыщающей засыпки.
Диффузионное насыщение происходит переносом легирующего элемента через газовую фазу в виде хлоридов, йодидов или бромидов, образующихся во время нагрева при взаимодействии металлических компонентов
смеси с продуктами разложения соответствующих галоидных солей аммония.
Количество образовавшихся галоидных соединений зависит от содержания в шихте NH4Г (оптимальное количество 10–12 %), герметичности контейнера, температуры и скорости нагрева, температуры агрегатных превращений галогенидов металла-основы и металла легирующего компонента, коэффициентов испарения компонентов шихты и других факторов.
В процессе изотермической выдержки в контейнере взаимодействуют
друг с другом исходные и образующиеся твердые, жидкие и газообразные
вещества. При встрече газообразного галогенида одного металла с поверхностью частиц другого металла идет реакция замещения, в результате которой образуется газообразный галогенид другого металла и активные атомы насыщающего элемента. Например; выделившиеся на поверхности частиц металлаосновы Ме активные атомы легирующего компонента Ме' сначала адсорбируются на ней, а затем диффундируют вглубь частицы, образуя сплав Me–Ме'.
Процесс формирования частиц сплава будет происходить до достижения ими равновесного состава. В результате последовательного и совмещенного протекания перечисленных процессов за 3–6 ч происходит полное выравнивание концентрации элементов по сечению частиц порошков сплавов.
Введенный в шихту галогенид аммония служит не только источником галоида водорода и образующихся затем галогенидов металлов, но и разрыхлителем, препятствующим спеканию частиц порошка в процессе насыщения их
соответствующими элементами.
Способ насыщения из точечных источников более эффективен и позволяет получать порошки сплава однородного состава. Способ предусмат Процессы порошковой металлургии. Курс лекций
-172-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 21 Получение порошков методами термодиффузионного насыщения, межкристаллитной коррозии, испарения-конденсации
ривает приготовление смеси из порошков металла-основы и легирующего
металла, в которую вводят хлористый аммоний, и последующий нагрев этой
шихты в течение определенного времени. Полученную губку заданного состава размалывают в порошок, который затем отмывают в воде или отжигают в водороде для удаления остатков галоидных соединений. Иногда вместо
порошка легирующего металла в шихту вводят его оксид и углерод. В этом
случае легирующий элемент образуется в процессе нагрева шихты в результате протекания соответствующей реакции восстановления.
Получение порошков, содержащих три и более металлических компонента, может быть реализовано в два этапа. На первом этапе проводят совместное восстановление смеси легковосстановимых оксидов металлов (например, оксидов железа, никеля, кобальта, вольфрама и др.), на втором – насыщение частиц получаемого сплава хромом, кремнием, титаном, марганцем и
другими трудновосстановимыми элементами из точечных источников.
Способ термодиффузионного насыщения из точечных источников используют для получения порошков сталей 40Х, Х5, XI3, ХЗО, Г13, Х23Н18,
Х18Н9, Х18Н9Т, 2Х13Н4Г9, нихрома Х20Н80, сплава Fe–P и др.
Получение порошка стали Х30. Исходными материалами служат железный порошок с размером частиц 0,063–0,16 мм, порошок хрома с размером частиц < 0,1 мм, аммоний хлористый и двууглекислый (замена части
NH4C1 на NH4HCО3 позволяет значительно снизить количество хлоридов в
губке, образующейся при диффузионном насыщении).
Шихту (54,2 % Fe, 29,2 % Сr, 2,5 % NH4C1 и 14,1 % NH4HCО3) смешивают в лопастном смесителе, причем сначала перемешивают металлические порошки, а затем к ним добавляют хлористый и двууглекислый аммоний. Приготовленную шихту переносят в контейнер, засыпают песком и поверх него помещают плавкий затвор толщиной 10–15 мм из плавленого и измельченного натросиликатного порошка.
Диффузионное насыщение проводят в проходных толкательных печах
при 1 200–1 220 или 1 100 °С в атмосфере остроосушенного конвертированного природного газа или водорода. Продолжительность пребывания поддонов с контейнерами в горячей зоне печи составляет 4–5 ч.
Полученную легированную губку подвергают дроблению и размолу
последовательно в молотковых и шаровых мельницах, рассеивают на вибросите (фракцию > 0,25 мм направляют на доизмельчение), отмывают от остаточных хлоридов и высушивают. Порошок сплава содержит, %: 33,2 Сr;
0,2 С; 0,14 Si; 0,17 А1; 0,02 Мn; остальное – Fe.
Получение порошка сплава Fe–P. Исходный железный порошок смачивают водным раствором диаммонийфосфата (NH4)2(HPO4) и отжигают в
водороде при 800 °С. Фосфор, выделяющийся при разложении диаммонийфосфата, диффундирует в железо с образованием легированной губки сплава
Fe–P, которую затем измельчают. Порошок марки ЖФ-1 содержит 1,0–1,2 % Р
и > 97 % Fe.
Получение порошка эвтектоидной углеродистой стали. Готовят
смесь на основе восстановленного порошка железа с 2 % сажи и 0,5 % Ва Процессы порошковой металлургии. Курс лекций
-173-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 21 Получение порошков методами термодиффузионного насыщения, межкристаллитной коррозии, испарения-конденсации
СО3, загружают ее в поддон с неплотно закрывающейся крышкой и нагревают в защитной среде при 1 030 °С в течение 4 ч. В процессе такой обработки
углерод, взаимодействуя с ВаСО3, создает науглероживающую среду по реакции С + ВаСО3 = Ва + СО2 + СО. Образовавшийся газ равномерно обволакивает все частицы железного порошка и науглероживает их. Полученную
стальную губку измельчают в порошок, структура частиц которого представляет собой перлит с отдельными небольшими включениями феррита.
Получение порошка сплавов Fe–Ni. Прокатную окалину (содержание
Feoбщ около 74,5 %) с размером частиц < 0,1 мм смешивают с углекислым никелем и сажей. Шихту нагревают при 1 100 °С в течение 4 ч в водороде или
конвертированном природном газе. Полученную губку с содержанием никеля до 25 % размалывают. Порошок железоникелевого сплава (в дальнейшем)
можно использовать для диффузионного насыщения другими легирующими
элементами, например хромом, вольфрамом.
Получение порошка коррозионно-стойких сталей аустенитного класса.
В качестве исходных берут порошки железоникелевых сплавов, технология
которых рассмотрена выше. Составы приготавливаемых шихт и получаемых
порошков приведены в табл. 1.9.
Таблица 1.9
Составы шихт и получаемых порошков
коррозионно-стойких сталей
Марка
порошка
Х18Н9
Х18Н15
Х23Н18
Химический состав
порошка, %
Состав исходной шихты, %
Порошок сплава Fe–Ni
76 (10,5 Ni)
76 (17,3 Ni)
70 (22 Ni)
Cr
NH4C1*
NH4HCO3*
Cr
Ni
С
24
24
30
3
3
3
12
12
12
18,1
19,9
24,6
9,0
16,4
17,7
0,11
0,10
0,17
*Сверх 100 % массы металлических порошков.
Режимы диффузионного насыщения: Т = 1 100 °С, τ = 5 ч.
Метод межкристаллитной коррозии
В основе этого метода лежит разрушение (растворение) межкристаллитных прослоек в сплавах специально подобранными растворами. Исходным материалом для получения порошка служат отходы металлообработки
(стружка, обрезки листов и лент и т.п.). Порошки, полученные методом межкристаллитной коррозии, используются при производстве фильтров и конструкционных материалов.
Процессы порошковой металлургии. Курс лекций
-174-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 21 Получение порошков методами термодиффузионного насыщения, межкристаллитной коррозии, испарения-конденсации
Метод межкристаллитной коррозии – один из наиболее старых промышленных способов получения легированных железных порошков, но мало
распространен в настоящее время.
При использовании в качестве исходного сырья сплавов из двух или
более металлов, растворимых один в другом в жидком состоянии и обладающих полной взаимной нерастворимостью (или ограниченной растворимостью) в твердом состоянии, один из металлов удаляется из сплава, а другой – остается в виде порошка. Чувствительность к межкристаллитной коррозии может быть повышена соответствующей термической обработкой
сплавов.
По одному из способов отходы литой хромоникелевой стали подвергают термообработке, в результате которой по границам зерен выделяются
карбиды хрома, тогда как области вблизи границ обедняются хромом. При
обработке термически обработанного сплава 10 %-м раствором H2SО4, содержащим 10–11 % CuSО4, межкристаллитное вещество (прослойки) растворяется, чему способствует возникновение гальванического эффекта: области,
обедненные хромом, являются анодом по отношению к центральной части
зерна, богатой хромом, и растворяются. Медь, осевшую на образовавшихся
частицах, отмывают азотной кислотой.
Существует возможность получения легированных порошков, если
несколько элементов растворимы один в другом и нерастворимы в каком-либо
другом элементе. Например, сплав, содержащий 72 % Сu, 25 % Fe и 3 % Сr, обрабатывают азотной кислотой; медь, распределенная по границам зерен
сплава Fe–Сr, растворяется в кислоте, а порошок сплава остается в осадке.
Его промывают водой и спиртом, а затем сушат.
Известны описания «самопроизвольного» разрушения некоторых алюминиевых сплавов при их хранении или воздействии на них паров воды. Например, порошки сплавов на основе системы Al–Mg (35–10 % А1, 30–65 % Mg,
30 % Fe и 3 % Р) получают в результате взаимодействия их с поглощаемой из
воздуха влагой, при котором образуется газообразный РН3 и компактный
слиток разрушается. По другим данным, слитки алюминиевого сплава, содержащего 13,0–23,5 % Fe, < 2 % С и 1 % Р, при выдержке на воздухе в течение 90–120 сут «самопроизвольно» разрушаются с образованием порошка,
крупность частиц которого составляет от 35 до 270 мкм.
Метод испарения-конденсации
Этот метод предусматривает перевод компактного или жидкого металла в парообразное состояние (первая фаза процесса, связанная с испарением вещества) и последующую конденсацию образовавшихся паров (вторая
фаза процесса) на поверхностях, температура которых ниже точки плавления
осаждаемого металла. Известно, что в обычных условиях над любой поверхностью наблюдается определенное давление паров вещества, соответствую-
Процессы порошковой металлургии. Курс лекций
-175-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 21 Получение порошков методами термодиффузионного насыщения, межкристаллитной коррозии, испарения-конденсации
щее равновесию, при котором скорость испарения с поверхности равна скорости конденсации паров на ней. Если же сделать так, чтобы пары вещества
стали конденсироваться (осаждаться) не только на этой, но и на какой-либо
другой поверхности (например, более холодной по сравнению с первой), то
равновесие нарушится и будет происходить непрерывное испарение вещества с
более нагретой поверхности со скоростью, определяемой упругостью его паров
и их концентрацией вблизи более холодной поверхности осаждения, давлением
других газов или паров других веществ в окружающем пространстве.
Образование порошка при конденсации пара осуществляется путем
молекулярного формирования частиц твердой фазы. Для конденсации металлического пара в виде дисперсной фазы необходимы два условия:
1. Высокое давление пара, которое вызывает одновременное и множественное возникновение зародышевых центров конденсированной фазы, благодаря чему обедняется паром газовая среда, замедляется рост частиц и система сохраняет дисперсное состояние.
2. Присутствие в конденсирующемся паре нейтрального газа. Нейтральный газ служит средой, препятствующей коагуляционному и диффузионному росту частиц. Его давление может колебаться от 10-3 до 102 кПа.
Процесс конденсации металлического пара в порошок может протекать на охлажденной поверхности гетерофазно, а в объеме – гомофазно и гетерофазно. Условной границей между гомо- и гетерофазным процессами является интервал пересыщений пара (104–108) относительно равновесного состояния. Ниже величины 104 порошок образуется только на поверхности,
выше 106 – в объеме.
Гетерофазный процесс образования порошка представляет собой
массовый рост кристаллических частиц, зарождение которых происходит на
макроскопических дефектах поверхности. В гетерофазном процессе в зависимости от условий формируются частицы от долей микрометра до нескольких миллиметров разнообразной формы – дендриты, пластины. Вначале на
подложке формируется пленка. Островки кристаллов общим фронтом растут
перпендикулярно подложке. Кристаллы приобретают ограненные очертания
(в виде пирамид или призм размером 10–20 мкм). Затем в слое кристаллов
формируется как бы второй фронт: из общей массы кристаллов быстро выделяются преобладающие частицы, которые прорастают друг через друга.
Гомофазный процесс инициируется пересыщением пара, в результате
чего происходит гомо- и гетерофазное образование зародышей частиц порошка. Они растут главным образом коагуляционным путем – слиянием в газовом потоке. Форма и структура частиц зависят от тепло- и массопереноса в
газовой среде. Когда температура последней выше 0,7 Тпл металла образуются
(по механизму «пар–жидкость–твердое») частицы сферической формы. При
температуре ниже 0,77 Тпл металла образуются (по механизму «пар–кристалл»)
частицы с выраженной огранкой в виде призм, пирамид и сложных изометрических кристаллов по схеме «пар–кристалл».
Смешанный процесс (гомогетерофазный). В этом процессе новая фаза
появляется в объеме зоны конденсации, а рост частиц происходит после осаждения их на холодной поверхности. Частично процесс протекает путем
Процессы порошковой металлургии. Курс лекций
-176-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 21 Получение порошков методами термодиффузионного насыщения, межкристаллитной коррозии, испарения-конденсации
слияния мелких частиц и ориентированного формирования из них крупных
псевдокристаллов или сферолитов, легко разрушаемых при воздействии
ультразвуковых колебаний. Для порошков, получаемых в результате смешанного процесса, характерно наличие частиц смешанных форм и структур:
гранных, сферических поли- и монокристаллического строения.
Метод испарения-конденсации целесообразно использовать при получении порошков металлов с большим или заметным давлением паров при
сравнительно низких температурах (Zn, Mg, Cd, Be и др.).
Размер частиц (порошинок) колеблется от 10–20 до < 0,1 мкм, а их
чистота достаточно высока, несмотря на то, что наблюдается поверхностное
окисление.
Получение порошка цинка. Получают конденсацией паров цинка, образовавшихся при углетермическом восстановлении ZnO (температура в печи 1 200–1 300 °С) или при перетекании расплавленного цинка сверху вниз
по тарелкам ректификационной колонны (температура в колонне 1 100 °С).
Температура в конденсаторе паров цинка должна быть ниже 420 °С.
Получение порошка алюминия. Порошок получают в герметичном аппарате в вакууме или инертном газе (аргоне или гелии). Металл плавят в тигле при температуре 1 200–1 500 °С, а пары конденсируются на холодных
стенках аппарата, и порошок алюминия ссыпается с них в бункер. Размер частиц около 0,03 мкм, насыпная плотность порошка 0,08 г/см3, цвет черный. Полученный порошок проявляет значительную склонность к самовозгоранию.
Получение порошка магния. Порошок магния с размером частиц
> 100 мкм получают в вертикальных аппаратах с тарельчатым испарителем и
кристаллизатором в виде двух автономно охлаждаемых полок, расположенных одна под другой перпендикулярно потоку паров металла. Температура
в испарителе до 1 100 °С, а в кристаллизаторе 30–50 °С. Варьируя температуру процесса и длительность пребывания порошка на полках кристаллизатора, меняют дисперсность частиц, имеющих обычно пластинчатую или
губчатую форму.
Получение порошка бериллия. Порошки этого металла (губчатый бериллий) получают дистилляцией в высоком вакууме с последующей конденсаций на поверхности молибденового конуса, расположенного над тиглем с
расплавом. Полученную губку (в дальнейшем) измельчают в порошок какимлибо механическим методом.
Использование при получении порошков плазменного нагрева с температурами 4 000–10 000 °С позволяет перевести в парообразное состояние
практически любые металлы. Диспергируемые металлы, сплавы, тугоплавкие
соединения подают в плазменный факел в дисперсном состоянии (порошки,
смеси порошков) или в виде расходуемого электрода. Плазмообразующими
газами служат водород, азот, аргон и их смеси. Конденсация частиц в осадительной камере может происходить как при атмосферном, так и при пониженном давлении газа. Скорость охлаждения варьируется в широких пределах и при определенных условиях достигает 106 и даже 108 К/с. В ряде методов предусмотрено осаждение паров металлов на подложку, охлаждаемую до
сверхнизких температур порядка 77 К.
Процессы порошковой металлургии. Курс лекций
-177-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 21 Получение порошков методами термодиффузионного насыщения, межкристаллитной коррозии, испарения-конденсации
В мировой практике плазменное испарение металлов, сплавов, металлоподобных соединений чаще всего применяют для получения в достаточно
больших количествах ультрадисперсных частиц с размерами от 10 до 100 нм
и удельной поверхностью > 10 м2/г.
Нетрадиционным, но достаточно перспективным источником нагрева
в методе испарения-конденсации являются оптические квантовые генераторы
(лазеры). Так, лазеры с мощностью импульсов 10–30 Дж и длительностью
несколько микросекунд позволяют эффективно переводить в паровую фазу
железо, титан, никель и другие металлы. При конденсации пара формируются частицы размером от 70 до 10 нм в зависимости от давления газов в камере аппарата (уменьшение этого давления приводит к снижению среднего
размера частиц). Наряду с традиционными факторами, влияющими на испарение металла (температуры плавления и кипения, упругость пара и др.), существенную роль играют его светоотражение и теплопроводность.
Контрольные вопросы и задания
1. Что является основой метода межкристаллитной коррозии?
2. Каким образом можно повысить склонность к разрушению металлов травителями?
3. Приведите примеры получения порошков методом межкристаллитной коррозии.
4. В чем заключается сущность метода термодиффузионного насыщения?
5. Какие два способа применяются на практике при получении порошков методом термодиффузионного насыщения?
6. Перечислите компоненты шихты, используемой при термодиффузионном насыщении.
7. Назовите основные условия конденсации металлического пара в
виде дисперсной фазы.
8. Приведите примеры получения порошков методом испаренияконденсации.
Лекция 22
Методы получения порошков тугоплавких соединений.
Получение порошков карбидов и нитридов металлов
План лекции
1. Классификация и структура тугоплавких соединений.
2. Методы получения порошков карбидов.
3. Методы получения порошков нитридов.
Процессы порошковой металлургии. Курс лекций
-178-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
Классификация и структура тугоплавких соединений
Металлоподобные тугоплавкие соединения различных металлов с водородом (гидриды), углеродом (карбиды), азотом (нитриды), бором (бориды)
и кремнием (силициды) обладают, как правило, высокими температурой
плавления, твердостью, модулем упругости и химической стойкостью, металлическими свойствами (блеск, термические и электрические свойства
близки к свойствам металлов) и способностью к сверхпроводимости. Физическая природа таких соединений, среди которых наибольшее значение имеют карбиды, бориды, нитриды и силициды тугоплавких металлов IV–VI
групп периодической системы (Ti, Zr, Hf, V, Nb, Та, Mo, W и др.), различна.
Тугоплавкие соединения широко применяются в инструментальной
промышленности (для изготовления металлообрабатывающего инструмента,
абразивов для шлифовки и полирования различных материалов), наплавочных материалов и материалов для нанесения жаропрочных и износостойких
покрытий.
Кроме того, тугоплавкие соединения применяются при получении
тонких покрытий из газовой фазы на поверхность различных изделий или
инструмента с целью придания им определенных декоративных свойств или
защиты от коррозии. Чаще всего для этой цели писпользуют покрытия из
карбида и нитрида титана, карбидов молибдена и гафния, а также двухслойные и даже трехслойные покрытия TiC, Ti(CN), TiN.
Многие тугоплавкие соединения используются как конструкционные
материалы в агрегатах, работающих в химических производствах (коррозионно-стойкая арматура в насосах по перекачке химически активных растворов). Детали из тугоплавких соединений находят применение в узлах различных машин, работающих в условиях высоких температур, повышенного газоабразивного износа и др.
Тугоплавкие соединения обладают высокими огнеупорными свойствами – стойкостью при контакте с расплавленными металлами и их солями и
поэтому используются при получении тиглей, защитных чехлов термопар,
футеровки разливочных машин, электролизных ванн и пр.
Широкое применение имеют тугоплавкие соединения в электро- и радиотехнике (так называемая «тонкая техническая керамика») при получении
изоляционных материалов, подложек, сегнето- и пьезоэлектрических материалов.
Структура тугоплавких соединений зависит от соотношения атомных
радиусов металла rMe и неметалла (металлоида) rх. По правилу Хэгга, при
rMe / rх < 0,59 (rMe / rх > 1,7) образуется структура, очень похожая на ту, которой обладает соответствующий металл, но с неметаллическими атомами,
расположенными в междоузлиях кристаллической решетки (так называемые
Процессы порошковой металлургии. Курс лекций
-179-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
фазы внедрения), а при rMe / rх > 0,59 возникает хотя и металлическая фаза, но
с более сложной кристаллической решеткой.
Кремний, атомный радиус которого 0,117 нм, что существенно больше размеров атомов Н, В, С и N, образует с переходными металлами растворы типа замещения, а не внедрения.
Среди методов получения порошков металлоподобных тугоплавких
соединений наиболее широко применяют восстановительные процессы и
прямой синтез из элементов, в том числе самораспространяющийся высокотемпературный синтез (СВС).
Методы получения порошков карбидов
В зависимости от требований, предъявляемых к карбидам в отношении
состава, содержания примесей, стоимости, применяют тот или иной метод их
получения. К основным методам получения карбидов относятся (рис. 1.35):
прямой синтез из элементов;
восстановление оксидов металлов углеродом с одновременной карбидизацией;
плазмохимический метод;
осаждение из газовой фазы.
Процессы порошковой металлургии. Курс лекций
-180-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
Исходные материалы
В среде
восстановительного
газа
В вакууме
Спекание методом
горячего
прессования
В расплаве
Электролиз расплавленных сред
Разложение карбонилов
в среде водорода
Взаимодействие галогенидов
с углеродсодержащими газами
Осаждение
из газовой фазы
Взаимодействие металлов
или их оксидов с углеродсодержащими газами
Восстановление оксидов
углеродсодержащими газами
Восстановление
оксидов
Восстановление оксидов
углеродом
Плазмохимический синтез
Нагрев при температуре ниже
температуры плавления
Плавление компонентов
шихты
Прямой синтез
из элементов
При температуре
ниже Тпл
В восстановительной среде
В вакууме
Рис. 1.35. Классификация методов получения карбидов металлов
Процессы порошковой металлургии. Курс лекций
-181-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
Исторически первым был способ получения карбидов из смесей соответствующих металлов с углем.
Прямой синтез из элементов. Метод применяется для получения карбидов как в промышленной, так и в исследовательской практике. При этом в
зависимости от характеристики исходных материалов и варианта осуществления синтеза можно получить продукт высокой степени чистоты. Технология производства представлена на рис. 1.36.
Металл
Углерод
Оксид
Смешивание
Брикетирование
Синтез
Размол
Просев (классификация)
Годная фракция
Крупная фракция
Упаковка порошка
Рис. 1.36. Технологическая схема производства карбидов
синтезом из элементов или восстановлением-карбидизацией
В качестве исходных материалов для получения карбидов этим методом используют порошки соответствующих металлов и сажи, взятые в соотношениях, необходимых для получения карбида нужного состава по реакции
Me + С → МеС
Процессы порошковой металлургии. Курс лекций
-182-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
На полноту протекания процесса и его скорость, гомогенность получаемого продукта при прочих равных условиях оказывает влияние размер
частиц исходных порошков металла и сажи. С уменьшением размера частиц
скорость процесса повышается.
Взятые в необходимых соотношениях исходные компоненты подвергают смешиванию в смесителях. Длительность смешивания зависит от типа
применяемого смесителя и лежит в пределах 2–6 ч, сокращаясь при использовании принудительного перемешивания.
Сбрикетированную (при давлении 50–150 МПа) шихту подвергают
нагреву в печах сопротивления в среде защитного газа или в вакууме с целью предотвращения окисления и азотирования при взаимодействии с кислородом и азотом воздуха. Синтез карбидов осуществляется при температурах 1 200–1 600 °С. В этих процессах прямого синтеза существенную роль
играет реакционная диффузия углерода: сначала он диффундирует в чистый
металл, затем в свой твердый раствор в этом металле, и, наконец, диффузия
идет через слой образовавшегося карбида (ее коэффициенты на 2–3 порядка
ниже, чем в начале процесса).
Процесс диффузии начинает протекать уже при температуре порядка
1 000 °С и в дальнейшем характеризуется уравнением
D = A exp( Ea / KT ) ,
где D – коэффициент диффузии углерода в соответствующем металле; А –
константа; Еа – энергия активации процесса диффузии углерода в металл.
Превышение температуры синтеза обуславливает спекание образующихся частиц карбида, что затрудняет их дальнейшее измельчение. При производстве карбидов технической чистоты процесс осуществляют в защитной
среде, в качестве которой можно использовать водород, конвертированный
газ, реже – диссоциированный аммиак или аргон. Процесс проводят в муфельных печах или в печах Таммана (трубчатая печь с трубой из графита).
Брикетированную шихту загружают в графитовые контейнеры или в лодочки. В основе процесса карбидизации, как и при синтезе в вакууме, лежит
процесс диффузии углерода в металл. Однако скорость процесса несколько
выше. Последнее обусловлено тем, что при наличии в среде водорода происходит взаимодействие его с сажей и графитовой оснасткой по реакции 2С + Н2 →
С2Н2 с образованием ацетилена, который и взаимодействует с металлом с образованием карбида:
С2Н2 + 2Me = 2МеС + Н2
Кроме рассмотренных вариантов, возможен синтез карбидов в дуговых печах с применением расходуемых электродов или косвенного нагрева
Процессы порошковой металлургии. Курс лекций
-183-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
шихты в электрической дуге. Однако в этом случае продукт содержит большое количество свободного углерода и неоднороден по составу.
После карбидизации продукт представляет собой спекшуюся губку.
Для получения из нее порошка последнюю подвергают дроблению на щековых, валковых или другого типа дробилках до кусков размером 5–20 мм и
дальнейшему измельчению в шаровых мельницах. После размола полученный материал классифицируют на вибрационных ситах с целью выделения
фракции с размером частиц менее 50 мкм.
Восстановление оксидов металлов углеродом с одновременной карбидизацией. Получение карбидов восстановлением оксидов соответствующих
металлов углеродом с одновременной карбидизацией по сравнению с прямым синтезом являются более экономичными.
Метод довольно широко используется для получения карбидов тугоплавких металлов IVa и Va подгрупп, а также карбидов хрома и бора.
Для промышленного производства карбидов в качестве исходного сырья используют оксиды металлов и сажу или чистый графит. Сажу или графит, используемые в качестве восстановителей и источников углерода для
науглероживания восстановленного металла, предварительно подвергают
сушке или прокаливанию с целью удаления влаги и легколетучих примесей.
Наличие влаги при карбидизации приводит к обезуглероживанию получаемого продукта.
Приготовленные таким образом исходные материалы подвергаются
тщательному смешиванию в шаровой мельнице (углерод берут с избытком 5–10
% по сравнению с теоретически необходимым количеством) и подвергают
брикетированию или плотной набивке в графитовые патроны.
Для получения карбидов используют вакуумные печи с графитовым
нагревателем или печи Таммана. В последних процесс ведут в среде водорода, осушенного и очищенного от примесей азота.
При получении карбидов в вакууме процесс идет быстрее и продукт
получается более чистым по примесям. Более высокая скорость процесса в
этом случае обусловлена удалением из реакционного пространства оксида
углерода (МеО + С ↔ МеС + СО↑). Наличие вакуума также способствует
рафинированию за счет более высокой скорости испарения примесей.
При получении карбидов в среде водорода определенное влияние на
скорость процесса оказывает регенерация оксида углерода. Наличие углерода
в газовой фазе в виде СО или С2Н2 значительно увеличивает реакционную
поверхность и тем самым ускоряет процессы восстановления и карбидизации.
Поскольку процесс получения карбидов лимитируется процессом
диффузии компонентов в твердой фазе, скорость процесса повышается с
температурой. Однако повышение температуры и длительности изотермической выдержки τ в может привести к обезуглероживанию продукта и получению карбида, отличающегося по составу от стехиометрического (рис. 1.37).
Процессы порошковой металлургии. Курс лекций
-184-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
Кроме того, высокие температуры процесса приводят к спеканию получаемого продукта, что значительно затрудняет его дальнейшую переработку.
Уменьшение размера частиц восстановителя приводит к значительному ускорению процесса восстановления. На практике чаще всего применяют
комплексный восстановитель, в состав которого вводят ламповую сажу,
имеющую частицы с наименьшим размером.
Св , %
18
1
2
14
3
10
1
2
3
τв, ч
Рис. 1.37. Зависимость содержания связанного
углерода в продуктах восстановления TiO2
при температуре 1 900 °С в среде водорода
при использовании в качестве восстановителей
сажи 1, газовой сажи 2 и ламповой сажи 3
Однако при выборе режимов получения карбидов следует учитывать,
что при высоких температурах частицы сажи способны увеличиваться в объеме, что снижает их реакционную способность. Поэтому процесс необходимо
проводить с максимально возможной скоростью нагрева шихты до температуры изотермической выдержки. Условия получения некоторых из карбидов
приведены в табл. 1.10. Полученные по оптимальным режимам карбиды в
дальнейшем подвергают дроблению, размолу и просеву.
Таблица 1.10
Условия получения (в вакууме) и химический состав карбидов
Карбид
TiC
ZrC
NbC
ТаС
Нагрев
Быстрый
1,5 ч
Быстрый
1,5 ч
Быстрый
3,2 ч
Быстрый
Условия получения
Температура, °С Выдержка, ч
1 100–1 180
0,5
1 450–1 500
2,5
1 000
1,2
1 500
0,5
1 700
3,5
1 800
4,0
1 600–1 700
1,0
Me
80,15
80,20
88,35
88,40
88,35
88,40
93,7
Химический состав, %
Собщ Cсвоб Cсвяз Cсвяз. теор
19,85 0,59 19,26 20,05
19,79 0,49 19,30 20,05
11,68 0,13 11,50 11,64
11,63 0,11 11,52 11,64
11,65 0,11 11,54 11,45
11,60 0,16 11,44 11,45
6,31 0,10 6,21
6,22
Плазмохимический метод. Данный метод является перспективным
для получения порошков тугоплавких соединений с размером частиц менее
одного микрометра. Осуществляется этот метод в условиях низкотемпературной плазмы, характеризующейся температурами порядка 5 000–10 000 К.
Процессы порошковой металлургии. Курс лекций
-185-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
В качестве исходных веществ используют металлы, их оксиды, галогениды, а
также углеродсодержащее сырье в виде различных углеводородов, других
органических соединений и в некоторых случаях углерод в виде графита. Все
компоненты низкотемпературной плазмы переходят в активное состояние, в
результате чего взаимодействие между ними происходит с повышенной активностью и высокими скоростями образования целевых продуктов.
Наиболее удобно в настоящее время получать карбиды в дуговом
плазмотроне с использованием расходуемых электродов, изготовленных из
смеси металла и углерода.
Осаждение из газовой фазы. Этот метод получения карбидов используется при производстве порошков высокой степени чистоты в виде мелких
частиц, готовых изделий особенно сложной конфигурации, монокристаллов
или плотных покрытий практически на любой подложке.
Метод осаждения карбидов из газовой фазы основан на химических и
физических взаимодействиях, возникающих при высоких температурах и
протекающих преимущественно на границах раздела фаз и вблизи поверхности твердого тела. Применительно к получению карбидов процесс осуществляется по схеме
MeClx + CnНm + Н2 → МеС + НС1 + Н2
В соответствии с этой схемой восстановителем является водород, а
углерод, образующийся в результате разложения углеводорода, связывает
металл, выделяющийся вследствие восстановления паров хлорида металла
водородом, в карбид.
Методы получения порошков нитридов
Основными методами получения нитридов являются:
азотирование металлов или их гидридов азотом или аммиаком;
метод плазмохимического синтеза;
восстановление оксидов металлов твердым восстановителем (углеродом) в среде азота (аммиака);
осаждение нитридов из газовой фазы.
Азотирование металлов (гидридов металлов). Процесс осуществляется под воздействием азота, аммиака или какого-либо другого азотсодержащего газа на порошки металлов или их гидридов в муфельных проходных печах
при температуре 800–1 200 °С и непрерывной подаче газа. В зависимости от
характеристик исходных порошков длительность процесса составляет 1–2 ч.
Существенно влияют на процесс получения нитридов размеры частиц
используемых металлических порошков. Поскольку процесс азотирования
протекает на границе раздела металл–азот, увеличение поверхности контакта
Процессы порошковой металлургии. Курс лекций
-186-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
способствует ускорению процесса. Для ускорения процесса образования нитридов необходимо максимально измельчить порошок в тех пределах, когда
малый размер частиц не является причиной плохой газопроницаемости шихты. Кроме того, следует иметь в виду, что если металлу свойственно поверхностное окисление, то одновременно с увеличением степени его измельчения
будет возрастать относительное содержание кислорода в нем и азотирование затруднится. Последнее обусловлено более высоким коэффициентом
диффузии в металл кислорода по сравнению с азотом. По этой же причине
необходимо принимать меры для предотвращения попадания кислорода
воздуха в зону реакции, а также очищать азот или другой азотсодержащий
газ от кислорода.
Применение в качестве исходных материалов гидридов металлов имеет ряд преимуществ, поскольку они являются более хрупкими, чем соответствующие металлы, и легко поддаются измельчению. Кроме того, выделяющийся при разложении гидридов водород восстанавливает оксидные пленки,
повышая тем самым активность металла, способствует образованию нитридов высокой степени чистоты. Недостатком применения гидридов является
замедление процесса азотирования на начальных стадиях. В этом случае для
осуществления азотирования необходимо обеспечить разложение гидрида
металла, которое начинается при температуре 900–1 000 °С, что связано с
дополнительными затратами энергии.
Применение азота для азотирования предпочтительнее, чем аммиака.
Это объясняется тем, что образующийся при диссоциации аммиака водород
хотя и является восстановителем, удаляющим с поверхности частиц металла
оксидные пленки, но при температуре 400–600 °С он со многими металлами
может образовывать гидриды, для разложения которых при более высоких
температурах требуется дополнительная затрата энергии.
В основе процесса азотирования лежит механизм диффузии азота вглубь
металла с образованием на начальных стадиях твердых растворов. Для повышения подвижности атомов азота в поверхностных слоях рекомендуется ступенчато повышать температуру процесса или вести процесс при повышенных
давлениях азота (до 10–25 МПа). Преимущество метода азотирования под
давлением состоит в возможности получения нитридов таких металлов, которые не взаимодействуют с азотом при атмосферном давлении (Mo, W).
Для повышения производительности при получении порошков нитридов
процесс можно вести в специальных реакторах при температуре 1 200–1 400 °С.
Реактор представляет собой вертикальную колонну, заполненную азотом.
В центре колонны располагается зона нагрева. Дисперсный порошок металла
из бункера, находящегося в верхней части колонны, подается в реакционную
зону, нагревается, воспламеняется и азотируется. Содержание азота в получаемом таким образом продукте составляет 70–80 % от теоретического.
Метод плазмохимического синтеза. В качестве исходных веществ при
этом используются порошки металлов, их галогениды, оксиды, которые вво-
Процессы порошковой металлургии. Курс лекций
-187-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
дят либо непосредственно в зону разряда, либо в высокотемпературную
струю плазмы вне зоны разряда. При этом процесс синтеза нитридов упрощается, поскольку азот, являясь плазмообразующим газом, выступает одновременно в роли одного из компонентов реакции образования нитридов.
Среди газов, использующихся в качестве плазмообразующих (Ar, He, H2, N2,
O2), азот обладает наибольшей удельной теплотой сгорания в том интервале
температур, который поддерживают при плазмохимическом синтезе.
Наиболее высокопроизводительным является использование в качестве исходных материалов галогенидов металлов, в частности хлоридов. При
введении хлоридов в плазменную струю они разлагаются, образуя мельчайшие частицы металлов или их пары. Нитриды образуются из газовой фазы
при взаимодействии паров металла с азотом. В результате размеры образующихся частиц продукта равняются десяткам нанометров. Так, например, при
взаимодействии тетрахлорида титана с азотной плазмой можно получить
нитрид титана, состав которого близок к стехиометрическому, размер частиц
около 30 нм, а удельная поверхность – 45 м2/г.
Восстановление оксидов металлов твердым восстановителем в среде
азота. В основе процесса лежит реакция
МеО + Ме(Х) + N2 → МеN + MeO(XO)
где Me – металл-восстановитель; X – неметаллический восстановитель (C, Si,
B).
Чаще всего в качестве восстановителя используют углерод, что приводит, наряду с образованием нитридов, к образованию карбидов восстанавливаемых металлов. Взаимодействие этих компонентов способствует образованию непрерывного ряда твердых растворов. Для уменьшения содержания углерода в получаемом продукте процесс необходимо вести при максимально возможных низких температурах, что снижает вероятность образования карбидов.
Реакции восстановления с последующим азотированием протекают
главным образом внутри пор шихты. Поэтому важное значение имеет скорость отвода из зоны реакции СО и доставка в обратном направлении азота.
Замедление скорости отвода СО из зоны реакции приведет к повышению его
парциального давления в порах и более интенсивному образованию карбидов.
Термическая диссоциация соединений. Процесс получения нитридов
можно осуществить в печах сопротивления различного типа, среди которых
наиболее широко применяются печи периодического и непрерывного (револьверного типа) действия с виброперемешивающимся слоем гранулированной шихты. Исходные компоненты (оксид, сажа) подвергают смешиванию и при необходимости дополнительно измельчают в шаровых мельницах.
Полученную смесь гранулируют или прессуют в таблетки небольших разме-
Процессы порошковой металлургии. Курс лекций
-188-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
ров, используя в качестве пластификатора водный раствор поливинилового
спирта. Подготовленная таким образом шихта обладает хорошими подвижностью и газопроницаемостью, что обеспечивает полноту протекания реакций восстановления и азотирования, непрерывность технологического процесса.
При ведении процесса в печах револьверного типа применяются режимы, представленные в табл. 1.11. Получаемые при этом нитриды по составу близки к расчетным.
Таблица 1.11
Состав и режимы получения нитридов в печах револьверного типа
восстановлением оксидов металлов углеродом
с одновременным азотированием
Нитрид
Т, °C
Время
синтеза,
ч
TiN
ZrN
HfN
VN
NbN
TaN
Cr2N
1 250
1 200
1 200
1 250
1 200
1 200
1 200
1,5
2
2
1
2
1,5
1
Содержание, %
Me
Расчетное Практическое
87,37
78,3–79,0
86,69
87,0–87,5
92,72
92,7–93,0
88,44
78,8–80,8
86,9
86,9–87,7
92,81
92,8–93,2
88,14
86,7–87,7
N
Расчетное Практическое
22,63
20,0–21,7
13,31
12,5–13,2
7,28
6,9–7,3
21,56
18,0–20,5
13,10
12,3–13,0
7,19
6,7–6,9
11,86
10,7–11,3
Осаждение из газовой фазы. Метод имеет важное значение в связи с
возможностью получения продукта высокой степени чистоты в поли- и монокристаллическом состоянии.
Как и при получении других соединений этим методом, в качестве исходных веществ используют галогениды соответствующих металлов.
Процесс ведут при наличии азота высшей степени очистки или аммиака и водорода. Нитриды образуются по одной из схем:
МеCl + NH3 → MeN + НС1
MeOCl2 + NH3 → MeN + Н2О + НС1
MeCl + N2 + H2 → MeN + HC1
Применяемые при этом температурные режимы приведены в табл. 1.12.
Чаще всего нитриды осаждаются на нагретой вольфрамовой нити.
Чем тоньше нить, тем быстрее начинается реакция. В большинстве случаев
осадок нитрида представляет собой конгломераты, обладающие рыхлой и
Процессы порошковой металлургии. Курс лекций
-189-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
пористой структурой. Величина образующихся кристаллов зависит от температуры нити. При низких температурах образуются мелкие кристаллы.
Таблица 1.12
Условия осаждения нитридов из газовой фазы
Нитрид
TiN
ZrN
ZrN
HfN
VN
TaN
Состав газовой фазы
TiCl4 : 3N2 : Н2 = 1 : 3 : 2
ZrCl4 : 3N2 : Н2 = 1 : 3 : 2
ZrCl4 : N2 = 1 : 2
HfCl4 : 3N2 : H2 = 1 : 3 : 2
VC14 : 3N2 : H2 = 1 : 3 : 2
TaCl5 : N2 = 1 : 2
Температура процесса, °C
1 100–1 700
1 100–2 700
2 800–3 000
1 100–2 700
1 100–1 600
2 400–2 600
Возможно также получение нитридов из газовой фазы в виде дисперсных
осадков. Так, при получении нитрида титана в основе процесса лежит реакция
2ТiС14 + 2NH3 = 2TiN + 6НС1 + Cl2
которую проводят при температуре свыше 1 000 °С. Сущность подобной
технологии состоит в подаче предварительно нагретых до 700–900 °С тетрахлорида титана и аммиака в кварцевую реакционную камеру через форсунку,
по внутреннему каналу которой подается тетрахлорид, а по внешнему кольцевому пространству – аммиак. В газовой фазе необходимо обеспечить соотношение 2–4 моль аммиака на один моль TiCl4. Средняя температура в камере
должна быть не ниже 750–950 °С, а непосредственно на выходе – 1 000–1 200
°С, что обеспечит высокую степень прохождения реакции. Важным также
является обеспечение ламинарных потоков газов в реакционном пространстве при скорости их движения от 2 до 20 м/с. В этих условиях продукт, выходящий из реакционной камеры, представляет собой тонкую взвесь нитрида в
газовой среде, состоящей из хлора, паров НС1, непрореагировавших реагентов. Эту смесь охлаждают в трубчатых теплообменниках с последующим отделением нитрида электростатическим осаждением и фильтрацией на керамических фильтрах. Полученный таким образом нитрид представляет собой
порошок с размером частиц 0,1–0,6 мкм и содержанием азота 22,2–22,6 %.
Контрольные вопросы и задания
1. Перечислите отличительные свойства и типы структур металлоподобных тугоплавких соединений.
2. Назовите методы получения карбидов металлов.
3. Какие из методов получения карбидов чаще всего применяются на
практике?
Процессы порошковой металлургии. Курс лекций
-190-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 22 Методы получения порошков тугоплавких соединений. Получение порошков карбидов и нитридов металлов
4. Перечислите методы получения нитридов металлов.
5. Назовите основные факторы, определяющие взаимодействие компонентов при получении нитридов.
6. Назовите высокоскоростные методы получения нитридов.
Лекция 23
Получение порошков боридов,
силицидов и гидридов металлов
План лекции
1. Методы получения порошков боридов.
2. Методы получения порошков силицидов.
3. Получение порошков гидридов.
Методы получения порошков боридов
ем;
На практике применяют следующие методы получения боридов:
прямой синтез из элементов;
металлотермическое восстановление;
восстановление оксидов металлов бором с одновременным борировани-
электролиз расплавленных сред;
осаждение из газовой фазы;
восстановление оксидов металлов углеродом карбида бора (борокарбидный метод);
совместное восстановление смесей оксидов металлов и борного ангидрида углеродом (углетермический метод);
метод плазмохимического синтеза.
Прямой синтез из элементов. Синтез проводят с учетом обеспечения
условий прохождения реакции по схеме
Me + В → МеВ
которая может осуществляться как в жидкой фазе путем плавления шихты в
дуговых или индукционных печах, так и в твердом состоянии путем спекания
этой шихты в печах сопротивления различного типа.
При получении боридов синтезом из элементов без плавления оптимальные температуры лежат в пределах 1 300–2 500 °С. В качестве среды при
Процессы порошковой металлургии. Курс лекций
-191-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 23 Получение порошков боридов, силицидов и гидридов металлов
низких температурах ведения процесса можно использовать вакуум, при высоких – инертные газы.
Вариантом метода получения боридов синтезом из элементов является
спекание смесей горячим прессованием, которое дает возможность получать
бориды в виде изделий или полуфабрикатов конечных плотности и размеров.
Разновидностью метода синтеза может быть взаимодействие бора не с
чистым металлом, а с его гидридами, нитридами или сульфидами. Однако
этот вариант технологии требует соблюдения повышенных мер безопасности
в связи с возможностью образования взрывоопасных бороводородов.
Недостаток метода синтеза боридов из элементов состоит в том, что
для получения чистых боридов необходимо использовать чистые исходные
компоненты.
Металлотермическое восстановление. Этот метод применяется в том
случае, когда в качестве исходных материалов используются оксиды металлов, борный ангидрид, а восстановителем служат алюминий, магний, кальций или кремний. Реакция идет по схеме
МеО + В2О3 + Al (Mg, Ca, Si) → МеВ + Al (Mg, Ca, Si)O4
Полноту и скорость прохождения процесса оценивают по величине
термичности – отношению теплового эффекта реакции к сумме масс реагирующих веществ (массе шихты). Минимальные значения термичности практически для всех восстановителей должны находиться в пределах 25 Дж/кг
шихты.
Наиболее высокопроизводительным для получения боридов является
восстановление оксидов магнием и кальцием. С химической точки зрения
процесс образования борида происходит таким образом, что вначале магний
восстанавливает борный ангидрид до бора, который также восстанавливает
оксиды металлов с образованием боридов. Иногда в качестве источника бора
применяют борную кислоту, которая в смеси с оксидом металла подвергается
обезвоживанию путем медленного нагрева до температуры 800 °С.
Недостатком металлотермического восстановления является сложность разделения продуктов, возможность образования боридов металловвосстановителей.
Восстановление оксидов металлов бором с одновременным борированием. Процесс протекает по реакции
2МеО + 4В → 2МеВ + В2О2
Для осуществления процесса шихту, состоящую из соответствующего оксида металла и бора, взятых в стехиометрических соотношениях, прессуют в брикеты при давлении 50–100 МПа, загружают в контейнер из иден Процессы порошковой металлургии. Курс лекций
-192-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 23 Получение порошков боридов, силицидов и гидридов металлов
тичного борида и помещают в вакуумную печь. Процесс восстановления и
борирования проводят при давлении 10–100 МПа. Для интенсификации
удаления образующегося газообразного В2О2 и значительной части летучих
примесей, содержащихся в исходных веществах, целесообразно применять
вакуумные печи.
Большинство боридов получают при температурах, когда летучесть В2О2 высока, а летучесть В еще незначительна (табл. 1.13).
Таблица 1.13
Режимы получения боридов в изделиях восстановлением оксидов металлов
бором в вакууме (время синтеза – 60–150 мин)
Борид
Температура, °С
TiB2
ZrB2
HfB2
VB2
NbB2
TaB2
1 500
1 600
1 700
1 550
1 600
1 700
Содержание, %
Me
69,0
80,3
89,0
80,2
80,2
88,8
В
30,8
19,1
10,9
19,8
19,0
10,5
Недостатком метода восстановления оксидов металлов бором является относительная сложность оборудования и малая производительность, что
приводит к высокой стоимости боридов. Поэтому данный метод применяется
для получения боридов, используемых в изделиях специального назначения.
Электролиз расплавленных сред. Бориды тугоплавких металлов в виде
дисперсных, хорошо закристаллизованных осадков можно получить электролизом расплавов, состоящих из смесей щелочных и щелочно-земельных металлов с их оксидами.
В качестве флюсов используют фториды магния, кальция или лития.
Процесс ведут в специальных электролизерах, в которых анодом служит
графитовый тигель, а катодом – графитовый или металлический стержень
при напряжении 5 В и силе тока 20 А.
Сущность процесса состоит в том, что при электролизе на катоде выделяется элементарный бор, образующийся в результате протекания реакции
восстановления ангидрида бора щелочным металлом, возникающим в результате электролиза:
2В2О3 + 3Na → 3NaBO2 + В
Наряду с этим протекает процесс восстановления оксида тугоплавкого
металла и взаимодействие восстановленного металла с бором, в результате
чего образуется борид.
Процессы порошковой металлургии. Курс лекций
-193-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 23 Получение порошков боридов, силицидов и гидридов металлов
Химический состав получаемых при электролизе боридов можно регулировать, изменяя состав содержимого ванны. При этом наибольшее влияние оказывает количество оксидов металлов.
Метод получения боридов электролизом отличается простотой технологии, низкими температурами, доступностью исходных веществ. Однако
этим методом трудно получить продукты строго определенного состава.
Осаждение из газовой фазы. Метод аналогичен методу получения
карбидов и нитридов разложением галогенидов металлов на подогретой подложке при наличии борсодержащих газообразных веществ. Борсодержащими
компонентами могут быть бромид или хлорид бора, которые восстанавливаются по реакции
МеСlх + ВС13 + Н2 → МеВ2 + НС1
На процесс формирования осадков влияют температура, скорость
прохождения реагентов через реакционное пространство, а также соотношение водорода, хлорида металла и хлорида бора. Метод осаждения боридов из
газовой фазы является весьма перспективным для получения боридных покрытий, монокристаллов, а также изделий сложной формы.
Восстановление оксидов металлов углеродом карбида бора (борокарбидный метод). Метод является одним из основных промышленных методов
получения боридов переходных металлов. В основе этого метода лежат реакции
МеО + В4С4+ С → МехВу + СО
Ме(МеН, МеС) + В4С → В2О3 + МеВ + CO
Технологическая схема промышленного получения боридов включает
операции приготовления исходных материалов и шихты из них, компактирование шихты, нагрев и последующую переработку полученного продукта путем размола и просева.
Оксиды металлов с целью удаления влаги и примесей органического
происхождения прокаливают при температуре ~800 °С в течение 2 ч. Карбид
бора сушат при температуре 70–80 °С в течение 4 ч. При использовании
крупнозернистого карбида бора производят его размол в шаровых мельницах
до размера частиц < 50 мкм. Сажу прокаливают при температуре 400 °С в течение 2 ч. При использовании борного ангидрида промышленных партий его
также размалывают в шаровых мельницах до размера частиц < 5 мкм. При
этом длительность размола может достигать 15 ч.
Составляя шихту, следует учитывать, что в промышленном карбиде бора соотношение бора и углерода может изменяться чаще всего в сторону увеличения содержания углерода (В % + С % = 100 %). Поэтому при использовании
карбида бора, по составу отличающегося от теоретического (78,3 % В + 21,7 %
С), производят соответствующий перерасчет количества сажи, добавляемой в
шихту.
Процессы порошковой металлургии. Курс лекций
-194-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 23 Получение порошков боридов, силицидов и гидридов металлов
Подготовленные компоненты смешивают в шаровой мельнице в течение 6–8 ч при загрузке барабана 0,3–0,4 объема и отношении массы шихты к
массе шаров 1 : 3. После смешивания шихту для разрушения конгломератов
и повышения однородности протирают через сито и брикетируют при давлении 50–100 МПа.
Процесс получения боридов можно осуществлять в вакуумных печах
с графитовым или металлическим нагревателем или в печах сопротивления с
графитовой трубой в среде водорода или конвертированного газа. Процесс
получения боридов проводят при начальном давлении в печи 1,5–2,0 Па и
температуре 1 500–1 800 °С.
На состав и гомогенность получаемого продукта влияют температура
процесса, длительность нагрева до изотермической выдержки. Кроме того,
могут оказывать влияние качество исходного сырья и среда нагрева.
Зависимость химического состава получаемого борида от температуры процесса обычно имеет вид, приведенный на рис. 1.38.
C,%
4
80
3
60
2
20
1
10
1600
1800
2000 Т, °С
Рис. 1.38. Зависимость химического состава борида циркония от температуры процесса: 1 – Собщ; 2 – В; 3 – Zr; 4 – Σ (Zr, B,
Собщ)
Оптимальными температурами получения боридов в этом случае являются: для титана, циркония и ниобия – 1 900 °С; ванадия, хрома и вольфрама (W2B5) – 1 800 °С; гафния – 2 000 °С. Длительность изотермической выдержки должна составлять не менее 60 мин.
Длительность подъема температуры до оптимальной оказывает влияние на состав продуктов реакции при длительности изотермической выдержки менее 60 мин. В случае же применения более длительных выдержек скорость нагрева практически не влияет на состав получаемых боридов.
Процессы порошковой металлургии. Курс лекций
-195-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 23 Получение порошков боридов, силицидов и гидридов металлов
Из свойств исходных компонентов наиболее существенное воздействие оказывают свойства карбида бора и сажи, что прежде всего объясняется
влиянием размера частиц и удельной поверхности В4С и сажи на скорость и
степень полноты прохождения реакций образования боридов.
В качестве среды печи, в которой образуются бориды, можно использовать водород и конвертированный газ или же проводить процесс в «собственной среде», т.е. в среде газообразных продуктов сгорания графитовой оснастки с образованием оксида углерода. При производстве технически чистых боридов среда практически не влияет на состав получаемого материала.
Только при проведении процесса в «собственной среде» наблюдается повышение содержания углерода с 0,2 до 0,4 %.
После нагрева шихты при оптимальных условиях полученный продукт, представляющий собой спекшуюся губку, подвергают размолу в шаровых мельницах и просеву с выделением заданной фракции порошка.
Совместное восстановление смесей оксидов металлов и борного ангидрида углеродом (углеродный метод). Метод также является одним из основных при производстве боридов в промышленных масштабах. Он основан
на реакции
МеО + В2О3 + С → МехВу + СО
и отличается от борокарбидного тем, что в качестве исходного сырья могут
быть использованы более дешевые материалы (оксиды, борный ангидрид).
Исходные компоненты смешивают (количество борного ангидрида
должно превышать теоретически необходимое) и направляют на синтез (печи
Таммана) с использованием защитной среды. Оптимальными температурами
процесса получения диборидов в этом случае являются: для титана, циркония
и ниобия – 1 900 °С; гафния – 2 000 °С; ванадия и хрома – 1 800 °С; вольфрама (W2B5) – двухстадийное восстановление при 850 °С и выдержка в течение
60 мин, а затем подъем температуры с максимальной скоростью до 1 600 °С.
Длительность изотермической выдержки при получении всех боридов составляет 60–120 мин.
Кроме рассмотренных методов бориды можно получать также методом плазмохимического синтеза, аналогично получению нитридов и карбидов тугоплавких соединений.
Методы получения порошков силицидов
Для получения силицидов переходных металлов в основном применяют прямой синтез из элементов и восстановление их оксидов с одновременным силицированием.
Прямой синтез из элементов. Данный метод основан на протекании
реакции
Процессы порошковой металлургии. Курс лекций
-196-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 23 Получение порошков боридов, силицидов и гидридов металлов
Me + 2Si = MeSi2
Эта реакция с термодинамической точки зрения проходит легко, поскольку образование силицидов сопровождается значительным экзотермическим эффектом.
Технологическая схема производства силицидов является традиционной для получения тугоплавких соединений и включает операции подготовки
исходных материалов, нагрева шихты и дальнейшую переработку путем
дробления и размола образовавшегося продукта. При получении силицидов
прямым синтезом из элементов в качестве исходного сырья используют порошки соответствующих металлов или их гидридов и порошки кремния. При
изготовлении шихты следует учитывать высокую летучесть кремния, вводя
соответствующий его избыток в зависимости от условий синтеза.
Исходные компоненты после смешивания для уменьшения объема
шихты и увеличения поверхности контакта между реагентами подвергают
прессованию в брикеты при давлении 100–150 МПа.
Процесс синтеза можно осуществлять в муфельных печах сопротивления в среде аргона при температуре 1 000–1 200 °С или в вакуумных печах
и печах с графитовым нагревателем в среде водорода или конвертированного
газа.
В процессе синтеза преобладает реакционная диффузия, а химическая
реакция, протекающая на границе раздела силицид–металл, играет в кинетическом отношении второстепенную роль. При этом наблюдается преимущественная диффузия кремния в металл при слабом участии последнего в процессе. Синтез силицидов идет через стадии образования низших силицидов.
Возможно также получение силицидов тугоплавких металлов синтезом из элементов путем спекания исходной шихты горячим прессованием в
графитовых пресс-формах.
С целью предотвращения испарения кремния необходимо подбирать
такие режимы спекания и свойства исходных порошков, чтобы скорость образования силицида превышала скорость испарения кремния и скорость
взаимодействия компонентов шихты с углеродом пресс-формы. Для обеспечения этих условий при горячем прессовании необходимо применять порошки с размером частиц менее 50 мкм и проводить нагрев шихты до температуры спекания с максимальной скоростью. Обычно при горячем прессовании
применяют температуры, приведенные ниже, а длительность изотермической
выдержки подбирают в зависимости от размеров прессовки и необходимой
степени гомогенности и плотности получаемого продукта. Иногда при горячем прессовании, несмотря на максимально допустимые изотермические выдержки, получить гомогенные продукты не удается. Тогда требуется дополнительный гомогенизирующий отжиг в инертной среде в течение нескольких
часов.
Процессы порошковой металлургии. Курс лекций
-197-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 23 Получение порошков боридов, силицидов и гидридов металлов
Восстановление из оксидов с одновременным силицированием. При
получении силицидов металлов этим методом можно использовать несколько
вариантов:
1) восстановление оксидов металлов кремнием;
2) совместное восстановление оксидов металлов и кремния углеродом;
3) восстановление оксидов металлов карбидом кремния;
4) совместное восстановление оксида кремния, силикатов с оксидами
металлов углеродом.
Наиболее широкое применение в производстве силицидов в промышленных масштабах находят первых два варианта, в основе которых лежат реакции
МеО + 3Si → MeSi2 + SiO
MeO + 2SiO2 + 5C → MeSi2 + 5CO
Применение первого варианта позволяет получать продукты более
чистые по примесям, особенно по углероду. Процесс получения силицидов
можно вести в высокотемпературных печах в защитной газовой среде или в
вакууме при температуре 1 300–1 800 °С. На скорость и полноту прохождения реакции образования силицидов влияют качество подготовки шихты и ее
уплотнение, температура процесса, длительность изотермической выдержки,
скорость нагрева до оптимальной температуры, давление в рабочей камере.
Прессование шихты, состоящей из исходных компонентов, даже при
минимально возможных давлениях на промышленных прессах дает значительное уплотнение. В результате в процессе нагрева наблюдается спекание
продуктов взаимодействия, закупорка пор, и, как следствие, затрудняется
удаление образующегося SiO. Последнее является причиной того, что в получаемом силициде всегда содержится до 10–15 % кислорода. Поэтому целесообразно применять гранулированную шихту, что обеспечивает необходимую для удаления газообразных продуктов реакции пористость.
Важное значение имеет скорость нагрева до оптимальной температуры, которая не должна превышать (15±3) град/мин. При более высоких скоростях нагрева образующийся SiO не успевает удаляться из зоны реакции, в
результате чего его количество превышает равновесное. Последнее приводит
к загрязнению продуктов восстановления промежуточными соединениями,
образующимися в процессе реакции.
Оксиды металлов восстанавливаются кремнием, проходя стадии последовательных превращений высших оксидов в низшие с дальнейшим образованием промежуточных кислородсодержащих продуктов, при взаимодействии которых с кремнием образуются в первую очередь богатые кремнием
силициды. Далее продукты взаимодействия обогащаются металлом с образованием обогащенных металлом силицидов. Этот процесс можно представить
схемой
Процессы порошковой металлургии. Курс лекций
-198-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 23 Получение порошков боридов, силицидов и гидридов металлов
МеОх → MeОx-n → MeOmSin → MeSip → MeSip-q
Сначала образуются дисилициды как термодинамически более стойкие соединения с сильными ковалентными связями между атомами кремния.
С повышением температуры процессы восстановления оксидов металлов и
образования силицидов интенсифицируются. Оптимальные режимы получения некоторых силицидов тугоплавких металлов приведены в табл. 1.14.
Этот способ является наиболее пригодным для получения дисилицидов молибдена и вольфрама, поскольку восстановление кремнием для них
неприемлемо из-за высокой летучести оксидов молибдена и вольфрама. Используя исходную шихту с некоторым избытком оксида кремния, при температуре 1 900 °С можно получить относительно чистый дисилицид молибдена
по реакции МоО3 + 2SiO2 + 7С = MoSi2 + 7CO.
Таблица 1.14
Режимы получения силицидов металлов восстановлением оксидов
Силицид
TiSi2
VSi2
NbSi2
TaSi2
Режим получения
Температура, °С
Выдержка, ч
1 350
1,0
1 550
0,5
1 400
0,5
1 600
0,5
Химический состав, %
Siобщ
Siсвоб
Siсвяз
51,9
1,7
50,2
51,5
–
–
36,5
0,3
36,2
20,4
0,2
20,2
При получении силицидов в вакууме на химический и фазовый составы продуктов взаимодействия существенно влияет остаточное давление в печи. Для получения чистых продуктов процесс необходимо проводить восстановлением оксидов кремнием в вакууме при остаточном давлении 1–10 МПа.
На состав образующихся дисилицидов также влияет материал применяемой оснастки. Так, применение графитовых нагревателей и графитовых
контейнеров приводит к загрязнению продуктов углеродом и образованию
карбида кремния. Чистые дисилициды практически стехиометрического состава можно получать, применяя вакуумные печи с вольфрамовыми нагревателями и тигли из плавленного А12О3.
Получение порошков гидридов
Порошки гидридов получают в основном прямым синтезом из элементов.
Гидрид титана TiH2 готовят обычно гидрированием при 900 °С титановой губки, полученной магниетермическим восстановлением TiCl4. После
наводораживания губку (гидрид титана) измельчают.
Гидриды циркония получают обработкой его порошка водородом при
400–800 °С. Гидрид, приготовленный при 400 °С, представляет собой ZrH2, а
полученный при 800 °С соответствует формуле ZrH, поэтому обычно про Процессы порошковой металлургии. Курс лекций
-199-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 23 Получение порошков боридов, силицидов и гидридов металлов
дукт гидрирования есть смесь этих гидридов. Оба гидрида получают в виде
порошков с размером частиц < 40 мкм.
Гидриды гафния состава HfH1,98 и HfН2,1 получают гидрированием металлического гафния при 1 100 °С.
Гидрид ванадия VH, содержащий 16 % ат. водорода, образуется при
нагреве порошка металла в водороде при 1 300 °С.
Гидрид ниобия NbH с содержанием 44 % ат. водорода получают при
500–900 °С, а гидриды тантала Та2Н и ТаН – при 800–900 °С.
Контрольные вопросы и задания
1. Назовите методы получения боридов металлов.
2. Какой из методов получения боридов используется для массового
производства порошков?
3. Назовите методы получения силицидов металлов.
4. Какие из методов получения силицидов чаще используют на практике?
5. Перечислите факторы процесса, определяющие качество порошков
силицидов, полученных методами восстановления оксидов металлов кремнием.
6. Перечислите методы и режимы получения гидридов металлов.
Лекция 24
Получение порошков тугоплавких соединений методами
самораспространяющегося высокотемпературного
синтеза и золь-гель процесса
План лекции
1. Получение порошков методом самораспространяющегося высокотемпературного синтеза.
2. Золь-гель процесс в технологии получения порошков.
Получение порошков методом самораспространяющегося
высокотемпературного синтеза
Метод печного синтеза металлоподобных соединений не позволяет
удовлетворить современные требования прикладного материаловедения по
чистоте получаемого продукта и производительности. Поэтому активно развиваются другие методы получения таких порошков, среди которых отметим
синтез в низкотемпературной плазме, ударно-волновое сжатие и самораспространяющийся высокотемпературный синтез (СВС), имеющий в настоящее
время наибольшее значение.
Процессы порошковой металлургии. Курс лекций
-200-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 24 Получение порошков тугоплавких соединений методом самораспространяющегося высокотемпературного синтеза
В основе СВС лежит явление распространения фронта горения в порошках некоторых тугоплавких химических элементов, приводящее к образованию соответствующих соединений. Метод СВС основан на использовании сильной экзотермичности взаимодействия большинства элементов с бором, углеродом, азотом, кремнием и другими металлоидами, связанной с
большой теплотой образования продукта, и высоких значений энергии активации диффузии атомов металлоидов в металлах. Эти особенности процесса
позволяют реализовать возможность протекания реакции взаимодействия в
узкой зоне, перемещающейся по веществу за счет теплопередачи после локального (местного) инициирования реакции в ненагретой смеси компонентов. Обобщенная химическая схема процесса имеет вид
m
n
∑ ai X i + ∑ b jY j
=
Z +
Q,
=i 1 =j 1
горючие
элементы
элементыокислители
целевой
продукт
тепловой
эффект
где X – Ti, Zr, Hf, V, Nb, Та, Mo, W и другие металлы; Y – В, С, N, Si, S, Se, Al
и другие элементы; Z – бориды, карбиды, нитриды, силициды и другие соединения металлов, а также твердые растворы или интерметаллиды.
Элементы X представляют собой порошки металлов, Y применяют в
порошкообразном, жидком или газообразном состояниях, а продукт Z является тугоплавким и при температуре процесса находится обычно в твердом
состоянии. Химическое взаимодействие элементов протекает в конденсированной фазе, даже если один из реагентов находится в газообразном состоянии.
Кроме обычных вариантов, когда т = 1 и п = 1, реализуются и другие
случаи (т ≠ 1, п ≠ 1), приводящие к синтезу более сложных образований
(табл. 1.15).
В зависимости от химической природы ведущей реакции горения и
агрегатного состояния реагентов все СВС-системы можно разделить на четыре основных класса: безгазовые (без образования газообразных продуктов
сгорания), фильтрационные, газовыделяющие, металлотермического типа (с
восстановительной стадией).
В безгазовых системах (возможно небольшое газовыделение, связанное с самоочисткой от примесей) исходные компоненты, промежуточные и
конечные продукты находятся в конденсированном (твердом или расплавленном) состоянии. Синтез можно проводить в вакууме или в инертном газе (состав продуктов горения и его параметры слабо зависят от атмосферы процесса).
В фильтрационных системах синтез идет в гибридных системах металл–газ и состав продуктов горения, а также его параметры сильно зависят
от давления и состава газовой среды. Большое значение имеют габариты и
пористость сбрикетированного металлического порошка, определяющие доставку (фильтрацию) газа в зону реагирования (горения) компонентов, которая
может быть организована различным образом.
Процессы порошковой металлургии. Курс лекций
-201-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 24 Получение порошков тугоплавких соединений методом самораспространяющегося высокотемпературного синтеза
На практике чаще применяют схему, при которой образец с полностью
открытой поверхностью помещен в среду газообразного окислителя и фильтрация осуществляется как через исходную шихту, так и через продукты горения.
Таблица 1.15
Тугоплавкие соединения, получаемые
при использовании метода СВС
Материал
Карбиды
Бориды
Нитриды
Силициды
Халькогениды
Твердые растворы
Интерметаллиды
Оксиды:
алюминатов
ниобатов
гранатов
ферритов
титанатов
молибдатов
Сверхпроводящая оксидная керамика
Керметы
Керамики в системах
на основе
Образующиеся соединения
TiCx, ZrCx, HfC, VC, NbC, Nb2C, TaC, SiC, WC, Cr3C2, Сr7С3,
Мо2С и др.
TiB2, TiB, ZrB2, ZrB, HfB2, VB2, VB, NbB, NbB2, TaB, TaB2, CrB2,
CrB, MoB, MoB2, WB2 и др.
BN, TiN, ZrN, HfN, VN, NbN, TaN (куб), TaN (гексагональный),
Ta2N и др.
TiSi, TiSi2, ZrSi2, ZrSi, WSi и др.
TiSe2, NbSe2, TaSe2, MoSe2, WS2, WSe2 и др.
TiC–Cr3C2, TiC–WC, TiC–TiN, NbC–NbN, MoS2–NbS2, TaC–TaN,
NbхZr1–xСyN1–y и др.
Ni3Al, NiAl, TiAl, TiNi, Cu3Al, TiCo, CoAl, Nb3Al и др.
YA1О3, MgAl2O4
LiNbO3, NaNbO3, BaNb2O6
Y3A15O12, Y3Fe5О12
CoFe2O4, BaFe2O4, Li2Fe2О4
BaTiO3, PbTiO3 и др.
BiMoO6, PbMoO4 и др.
YBa2Cu3О7–x, LaBa2Cu3О7–х и др.
TiC–Ni–Mo, TiC–Cr3C2–Ni, TiC–TiN–NiAl–Mo2C–Cr, TiB–Ti и др.
BN, TiC–TiB2, TiB2–Al2О3, A1N–BN, AlN–TiB2, Si3N4–TiN–SiC,
SiAlOxNy и др.
Газвыделяющими являются системы с легколетучими компонентами
(S, P, Se и др.) и сжиженным газом (жидким азотом). Целесообразно вести
синтез в герметичных емкостях, полностью заполненных твердыми компонентами, так как при их испарении они не покидают реакционный объем, а
заполняют лишь поровое пространство.
В системах металлотермического типа горение имеет две принципиально различные химические стадии – восстановление оксидов и последующее взаимодействие образовавшихся элементов между собой и с добавками, вводимыми в шихту. Такие СВС-процессы могут быть магний- или
алюмотермическими. Должна быть предусмотрена возможность отделения
целевого продукта от оксидов восстановителя (MgO или А12О3).
В общем случае распространение волны горения является одним из
возможных режимов, в котором могут протекать экзотермические реакции;
Процессы порошковой металлургии. Курс лекций
-202-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 24 Получение порошков тугоплавких соединений методом самораспространяющегося высокотемпературного синтеза
при этом исходная смесь реагентов отделена сравнительно узкой зоной горения от продуктов реакции. Начальная температура шихты низкая (например,
комнатная), а температура в зоне реакции, называемая температурой горения, может достигать 3 000–4 000 К.
В стационарных условиях зона горения перемещается в сторону исходной шихты с чрезвычайно высокой постоянной скоростью (до 105–106 К/с), называемой нормальной скоростью горения.
На рис. 1.39 приведены четыре типичные структуры волны горения:
горение с узкой зоной (кривая 1), когда скорость горения определяется его конечной температурой;
горение с широкой зоной (кривая 2), когда сильное торможение реакции взаимодействия компонентов, их полидисперсность и другие причины
приводят к тому, что ширина зоны реакции становится больше, чем зоны подогрева;
горение при химическом взаимодействии реагентов (кривая 3), когда
полное химическое превращение в шихте происходит в несколько стадий,
каждой из которых соответствуют свои тепловой эффект и промежуточный
продукт (стадии могут быть пространственно разделены в волне горения –
режим «отрыва»);
горение с фазовыми переходами (кривая 4 для двухстадийной реакции), когда, например, при плавлении компонента или продукта реакции одновременно с химическим взаимодействием на температурном профиле волны
горения может образоваться плато (изотермическая площадка) с температурой
фазового перехода.
Т, К
1800
1300
4
3
4
3
1
800
2
2
1
0
Рис. 1.39. Типы температурных профилей
волны горения при СВС
1
2 х, мм
Рис. 1.40. Температурный профиль волны
горения в системе Ti + 3Si (x – расстояние
от начала распространения волны горения)
Во многих системах СВС наблюдаются весьма сложные температурные профили волны горения, имеющие перегибы, изотермические площадки
и другие особенности, связанные с различными фазовыми переходами, образованием промежуточных продуктов и т.п. (рис. 1.40).
Процессы порошковой металлургии. Курс лекций
-203-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 24 Получение порошков тугоплавких соединений методом самораспространяющегося высокотемпературного синтеза
На рис. 1.41 представлена схема СВС-технологии получения порошков, синтез которых проводят в реакторе (рис. 1.42) с различным объемом реакционной зоны (от 1 до 30 л).
Исходные порошки
металлов и неметаллов
Измельчение
Сушка
Шихтовка и смешивание порошков
Газ
Загрузка в реактор
Элементный синтез
СВС-магниетермия
Зачистка спека
Измельчение
Измельчение
Кислотное обогащение
Рассев
Сушка
Порошкообразные СВС-продукты
Рис. 1.41. Схема СВС-технологии получения порошков
5
1
2
3
4
Рис. 1.42. Схема СВС-реактора: 1 – корпус;
2 – графитовая футеровка; 3 – реакционная
шихта; 4 – грибковый затвор; 5 – газораспределительный узел
Внутреннее устройство реактора зависит от вида синтезируемых СВСпродуктов. При синтезе карбидов, боридов или силицидов внутреннюю поверхность реактора футеруют графитом.
Для синтеза нитридов, карбонитридов и гидридов реактор оснащают
специальным устройством, обеспечивающим фильтрацию реагирующего газа
в зону реакции; для синтеза халькогенидов, фосфидов и металлотермических
процессов устройство реактора позволяет исключить испарение компонентов
шихты и их конденсацию на его внутренней поверхности.
Процессы порошковой металлургии. Курс лекций
-204-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 24 Получение порошков тугоплавких соединений методом самораспространяющегося высокотемпературного синтеза
После загрузки шихты, которая может быть предварительно сбрикетирована, реактор закрывают и в зависимости от целевой задачи вакуумируют или заполняют газом (инертным либо участвующим в реакции). Локальное инициирование начала процесса СВС осуществляют с пульта управления
подачей кратковременного электрического импульса на вольфрамовую спираль, касающуюся исходной шихты.
Процесс синтеза сопровождается ярким свечением, так как температуры горения в зависимости от конкретной системы составляют 1 500–4 000
°С. Светящаяся зона распространяется либо плавно, либо пульсирует; скорость ее движения составляет обычно 0,5–15,0 см/с. После прохождения
фронта горения образец продолжает светиться в течение времени, превышающего длительность охлаждения; это связано с наличием двух макрокинетических стадий протекания химической реакции – в узкой зоне в процессе
распространения фронта горения и во всем объеме шихты (брикета).
Получаемые соединения однофазны, хорошо кристаллизованы, хотя
иногда получаются и аморфные порошки. Чистота синтезируемых соединений не ниже чистоты исходных реагентов, так как дополнительного загрязнения в процессе СВС не происходит.
Взрывной механохимический синтез (ВМС). Механический метод активации (МА) твердофазных химических реакций позволяет проводить их в
режиме теплового взрыва. В этом случае роль механической активации заключается в инициировании экзотермической реакции, которая в дальнейшем протекает за счет выделения тепла химической реакции. С использованием ВМС получают сульфиды, карбиды, карбонитриды, силициды и другие
тугоплавкие соединения.
Исходные компоненты (стружка, спеки или кусковой материал) подвергают высокоэнергетической механоактивации в герметичном механореакторе энергонапряженной мельницы. Передача энергии происходит за время
от нескольких до десятков минут. Тем самым в процессе ВМС осуществляется постепенная «накачка» избыточной энергией реагирующих компонентов.
При достижении критических значений этой энергии начинается реакция,
протекающая по взрывной кинетике.
Механохимический синтез тугоплавких соединений осуществляется
различными методами. Наиболее простой из них – прямой синтез, когда реакция протекает между двумя или несколькими элементами:
m
n
MA
∑ ai X i + ∑ b jY j → Z + Q ,
=i 1 =j 1
где X – Hf, Та, Zr, Ti, Nb и др.; Y – С, В, Si, S; Z – химическое соединение; Q –
тепловой эффект реакции.
Более сложный синтез представляет собой сочетание реакций восстановления и синтеза:
Процессы порошковой металлургии. Курс лекций
-205-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 24 Получение порошков тугоплавких соединений методом самораспространяющегося высокотемпературного синтеза
nMe1О + Me2(Me3) + mC → Me2O(Me3O) + MenCm + Q
где Ме1О – оксиды любых металлов и неметаллов, имеющих меньшее химическое сродство к кислороду, чем Ме2(Ме3); Ме2О, Ме3О – образующиеся оксиды металлов Ме2 и Ме3 соответственно; МеnСт – карбиды или другие тугоплавкие соединения (в зависимости от типа окислителя).
Этот способ позволяет использовать дешевое сырье (оксиды), а также
получать различные соединения металлов.
Золь-гель процесс в технологии получения порошков
В основе этого процесса лежит образование гидроксидов металлов в
результате химического превращения высокодисперсных систем (золей) в
рыхлые аморфные структуры (гели).
Золи представляют собой системы, в которых частицы высокодисперсной твердой фазы свободно участвуют в броуновском движении, стабилизирующем их во взвешенном состоянии. Различают гидрозоли, органозоли
и аэрозоли, у которых дисперсионная среда, соответственно, вода, органическая жидкость или газ.
Золи способны коагулировать, т.е. образовывать крупные агрегаты
частиц в виде структурированных систем с последующим разделением фаз –
разрушением дисперсной системы. При коагуляции золи превращаются в гели –
структурированные системы, в которых частицы соединены в рыхлую пространственную сетку. Коагуляция происходит при удалении лишней воды из
системы, вызванном повышением или понижением температуры, воздействием электромагнитных полей, жестких излучений, механическими или химическими воздействиями.
Процессы в водных средах основаны на превращениях, происходящих в
такой последовательности: гидролиз → полимеризация → нуклеация → рост.
Результатом гидролиза является связывание некоторых молекулярных
групп, содержащих ионы кислорода, с катионами (металлами); в процессе
полимеризации происходит образование мостиковых связей между двумя
или более катионами посредством лигандов.
Золь-гель процессы можно разделить на коллоидные и полимеризационные. Гелеобразование в коллоидных системах происходит в растворах, содержащих золь одного или более компонентов. Полимеризационный процесс
включает процессы поликонденсации с формированием непрерывной полимерной структуры геля, который может содержать катионы различной природы. Полимеризационные процессы происходят с исходными компонентами, которые ионизируются или не ионизируются в растворителе.
При использовании ионизируемых исходных компонентов (солей металлов) катионы металла Me в результате взаимодействия с дипольными молекулами воды образуют группы типа Ме(Н2О)nZ+, которые выделяют протон,
сохраняя свое координационное состояние. При взаимодействии образую Процессы порошковой металлургии. Курс лекций
-206-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 24 Получение порошков тугоплавких соединений методом самораспространяющегося высокотемпературного синтеза
щихся положительно заряженных групп с соответствующими анионами образуются группы, катионы которых могут быть связаны лигандами, включающими О2- (кислородные мостики), ОН- (гидроксильные мостики), Н2О
(водные мостики), и анионами А-. Процесс полимеризации зависит от рН
среды, температуры (образование комплексов часто ускоряется с повышением температуры), концентрации катионов металлов и природы анионов.
Типичным процессом с неионизируемым исходным компонентом является алкоксидный золь-гель процесс. После гидролиза алкоксида проводят
поликонденсацию с дегидратацией:
Me(OR)n + xН2О → Me(ОН)n(OR)n–x + хROH
–Me–ОН + НО–Ме– → –Ме–О–Ме– + Н2О
где Me(OR)n – алкоксид металла; Me – металл валентности п; OR – спиртовая
группа; R – углеводородный радикал, соответствующий формуле CmH2m+l.
В результате формируются полимерные макромолекулы (гели) с открытой монолитной структурой.
Размер и распределение частиц порошка зависят от скорости образования статистических зародышей критического размера (нуклеации) и последующего их роста. Для достижения монодисперсности порошков необходимо регулировать или концентрацию исходных компонентов и растворителя
(на стадии нуклеации), или извлечение анионов (катионов) из раствора.
Золь-гель методом изготавливают порошки BaTiO3, ZrO2, TiO2, WO3,
SrTiO3, Y2O3, A12O3, SiO2, 2Al2O3-2SiO2, Si3N4 и другие, оксидные микросферы диаметром от 10 до 2 000 мкм и волокна.
Получаемые этим методом порошки активны при спекании. Кроме того, золь-гель метод позволяет получать новые классы материалов, в том числе композиционные, содержащие в матрице дисперсные металлические частицы.
Контрольные вопросы и задания
1. Расшифруйте аббревиатуру СВС.
2. Что лежит в основе метода СВС?
3. На какие классы разделяют СВС-системы?
4. Дайте краткую характеристику видов взаимодействия в СВСсистемах.
5. Какими могут быть процессы в СВС-системах металлотермического типа?
6. Какой механизм лежит в основе золь-гель процессов?
7. Что такое золи и гели?
8. Какими свойствами обладают золи?
9. Какие материалы изготовляют с применением золь-гель процессов?
Процессы порошковой металлургии. Курс лекций
-207-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25
Методы получения металлических волокон.
Физические свойства порошков
План лекции
1. Технологии получения металлических волокон.
2. Методы определения размеров частиц и гранулометрического состава порошка.
Технологии получения металлических волокон
Порошковое волокно – это разновидность частиц металлического порошка, у которых один из габаритных размеров не менее чем в пять раз превышает остальные.
В связи с развитием техники высоких температур ускоренными темпами растет производство композиционных материалов, армированных волокнами, усами или проволокой из стали, вольфрама, никеля, молибдена, титана и других металлов, графита, оксидов алюминия, бериллия или кремния,
карбидов, нитридов, боридов и других соединений тугоплавких металлов.
Способы производства волокнистой компоненты таких материалов подразделяют на механические и физико-химические.
Механические способы. Эти способы получили наибольшее распространение при получении волокон.
На практике тонкую проволоку и/или металлическую стружку («шерсть»)
металла или сплава получают протяжкой более тонкой проволоки через
фильеры или путем шабрения и шевингования на станках, дающих непрерывные пряди металла. Как правило, полученные волокна «шерсть» и проволоку режут на специальных приспособлениях на куски определенной (мерной) длины, а затем их обезжиривают в трихлорэтилене, пероксиде натрия
или гидроксиде аммония.
Другой разновидностью механических способов является получение волокна из расплава. Например, расплав подают на быстровращающийся диск, на
котором под действием центробежной силы формируются волокна диаметром (поперечным размером) 4–75 мкм, либо выдавливают через отверстие
диаметром в несколько десятков микрометров (метод экструзии расплава).
При экструзии расплава можно получать как микрокристаллические, так и
аморфные волокна большой длины.
Процесс экструдирования проводят следующим образом. Исходный
материал расплавляют, перегревая на 50–100 °С, после чего в плавильной
емкости создают избыточное давление инертного газа 70–140 кПа или такое,
при котором скорость истечения металла из отверстия в ее днище составляет
около 2 м/с. Струя металла проходит через замкнутое пространство с вакуумом или определенной атмосферой и попадает в трубу, по которой с такой
Процессы порошковой металлургии. Курс лекций
-208-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
же скоростью движется охлаждающая жидкость. Выбор охлаждающей жидкости и ее температура зависят от тепловой мощности струи металла. Для
экструзии металлов с температурой плавления до 700 °С (Al, Zn, Pb, Sn и др.)
применяют воду, с температурой плавления 700–1 000 °С используют 23 %-й
водный раствор NaCl, с температурой плавления 1 000–1 800 °С – 21,6 %-й раствор MgCl или 51 %-й раствор ZnCl2. Структура затвердевшего волокна зависит
от температуры расплава и скорости его охлаждения, которая составляет 103–
105 К/с.
В последнее время во все более увеличивающихся масштабах производят волокна методами высокоскоростного затвердения расплава (ВЗР).
Существует разработанный почти 60 лет назад непрерывный способ
получения тонкой и сверхтонкой проволоки (диаметром < 50 мкм) фонтанированием расплава, разновидностью которого является вытяжка волокон из
капли жидкого металла, находящейся в стеклянной трубке-капилляре, подвергаемой вытяжке в длинные нити; стеклянную оболочку с нити затем удаляют травлением.
Особого внимания заслуживает производство нитей диаметром < 1 мм
продавливанием смеси порошка исходного материала со связующим через
тонкие отверстия. Нити подвергают соответствующей обработке в зависимости от рода связующего с целью его удаления. Таким способом готовят нити
вольфрама, молибдена, циркония, бора, кремния, титана, оксидов, карбидов и
других металлоподобных соединений.
Физико-химические способы. Их применяют преимущественно для изготовления совершенных нитевидных кристаллов высокой прочности. Среди
этой группы способов основным является метод получения усов восстановлением различных соединений металлов.
В качестве исходных материалов используют галогениды, сульфиды,
оксиды и газообразные или твердые восстановители. Тонкие нитевидные
кристаллы растут при определенных условиях восстановления (температура,
парциальное давление восстанавливаемого соединения, свойства восстановителя и др.), причем большинство кристаллов при оптимальных условиях процесса получаются гладкими и прямыми, диаметр их 1–20 мкм, а длина – от
нескольких сот микрометров до нескольких десятков сантиметров. На практике применяют следующие температурные режимы восстановления галогенидов: для меди – 650 °С, железа – 730–760 °С, никеля – 740 °С, кобальта –
750 °С, марганца – 940 °С. Повышение температуры восстановления сверх оптимальной приводит сначала к возникновению пластинчатых образований, а затем
к росту крупных, хорошо развитых кристаллов, тогда как усы не образуются.
Нитевидные кристаллы могут быть получены выращиванием из пересыщенной газовой фазы. Так как в этом случае усы растут за счет притока
атомов из газовой фазы, то с повышением температуры скорость роста и
диаметр усов увеличиваются. Процесс проводят в предварительно вакуумированной камере, по длине которой создают перепад температур, зависящий
от характера (природы) материала получаемых усов. Испарением в вакууме с
последующей конденсацией паров получают усы цинка, серебра, платины, бе-
Процессы порошковой металлургии. Курс лекций
-209-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
риллия, кремния и других металлов. Усы железа, серебра, платины, бериллия,
кремния и других металлов можно получить электролитическим осаждением.
Существует несколько методов выращивания усов в твердой фазе.
Например, установлено, что на поверхности листов многих металлов (железа,
меди, серебра, платины, магния, вольфрама, латуни и др.) при нагреве образуются волокнистые кристаллы диаметром около 2–10 мкм и длиной до нескольких миллиметров. Наиболее интересен метод ускоренного выращивания усов под давлением (метод Фишера). Стальную пластинку толщиной 0,3
см покрывают электролитически слоем олова толщиной 5 мкм и зажимают
между двумя жесткими стальными пластинками; края полученного образца
шлифуют и полируют. Под действием давления, приложенного к стальным
пластинкам, на полированных краях слоя олова происходит ускоренный рост
усов, достигающих длины 5 мм при 215 °С. После удаления усов с поверхности их рост начинается снова на прежних местах, что указывает на наличие
фиксированных источников (центров) роста усов. Диаметр получаемых усов
равен 0,05–5 мкм.
Тонкие металлические волокна можно также получать химическим
травлением проволоки до нужного сечения. Например, травлением медной
проволоки в азотной кислоте получают волокна диаметром < 1 мкм. Для получения тонких вольфрамовых волокон успешно применяют метод электролитического травления 15–20 %-м раствором NaOH в поле переменного
электрического тока.
Методы определения размеров частиц
и гранулометрического состава порошка
Металлический порошок представляет собой совокупность частиц
размером от долей микрометра до миллиметра. Практически никогда не
встречаются металлические порошки с частицами одного размера.
Совокупность выраженных в процентах количественных содержаний
фракций порошка (диапазон размеров частиц между их верхним и нижним
значениями) называют гранулометрическим составом порошка; его выражают обычно либо в виде таблиц, либо графически в виде кривой зернистости.
Гранулометрический состав порошка («грансостав») определяют ситовым, микроскопическим, седиментационным, кондуктометрическим и другими методами анализа (рис. 1.43).
Процессы порошковой металлургии. Курс лекций
-210-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
Кондуктометрический
Рентгеноструктурный
Электронная микроскопия
Оптическая микроскопия
Ситовый метод
Сидементационный метод
0,001
0,01
0,1
1
10
100
1000
Диаметр частиц, мкм
Рис. 1.43. Диапазоны определения дисперсного состава порошков
различными методами
Ситовый анализ. Анализ грансостава порошка проводят сухим просеиванием в соответствии с межгосударственным стандартом ГОСТ 1831894. Навеску порошка ((100±1) г при насыпной плотности порошка > 1,5 г/см3
или (50±0,5) г в других случаях) просеивают через набор стандартных тканых
сеток (сит) с квадратными отверстиями различной величины в соответствии с
квалификацией контрольные «К» по ГОСТ 6613-86; номер сетки определяет
размер ее отверстия в свету.
Сита должны быть круглыми с диаметром обечайки 200 мм и глубиной от 25 до 50 мм.
Для рассева порошков используют специальное устройство, работающее
по принципу вращательного движения со скоростью вращения (300±15) мин-1
при одновременном встряхивании с равномерной частотой (180±10) в минуту.
Просеивание продолжают до окончания рассева или в течение времени, указанного в нормативной документации на конкретный порошок. Время
окончания рассева достигается в момент, когда количество порошка, проходящее в течение одной минуты через сито, задерживающее наибольшую его
массу, изменяется менее чем на 0,1 % массы пробы для испытания.
Допускается просеивание порошка вручную (его приемы должны
быть указаны в нормативной документации на конкретный порошок).
В США применяют свою шкалу сеток. За основу принято сито с размером отверстий в свету 0,074 мм. Есть основной ряд сит с модулем 2 = 1,414 и
дополнительный ряд с модулем 4 2 = 1,189. Размер отверстия следующего за
основным более крупного сита составляет 0,074 2 = 0,104 мм, затем 0,104 2
= 0,147 мм и т.д.
В этой системе номер сита указывают в мешах (число меш означает
количество отверстий на одном линейном дюйме, равном 25,4 мм). Диаметр
Процессы порошковой металлургии. Курс лекций
-211-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
проволоки каждого сита равен размеру отверстия d, который определяют по
формуле
а = 25,4/2m,
(1.68)
где т – число меш.
Например, для сита 200 меш размер отверстия составляет
а = 25,4/(2·200) = 0,0635 мм = 63,5 мкм.
Долю порошка, оставшуюся на сите при просеве, называют плюсовой
фракцией, а прошедшую через сито – минусовой фракцией.
Кроме того, часто термином «субситовая фракция» обозначают долю
порошка, прошедшего через сетку с наименьшим размером отверстий в данном наборе сит.
Сухие и чистые сита устанавливают одно над другим в такой последовательности, чтобы наверху была сетка с самыми крупными отверстиями, а
внизу – с самыми маленькими; набор сит снизу заканчивается обечайкой со
сплошным дном-поддоном.
После рассева каждую фракцию порошка, находящуюся на сетке с отверстиями определенного размера, высыпают из сит, начиная с сита с наибольшими отверстиями. Содержимое на сите осторожно стряхивают на одну
сторону и пересыпают на глянцевую бумагу. Порошок, приставший к сетке
или рамке сита, осторожно протирают мягкой кистью через сетку в следующее сито с меньшими отверстиями. Фракцию, высыпанную на глянцевую
бумагу, взвешивают с погрешностью < 0,05 г.
Сумма масс всех фракций должна составлять > 98 % от массы анализируемой пробы. Относительное содержание каждой из фракций X, %, вычисляют с точностью до 0, 1 % по формуле
X = (Gn /G)·100,
(1.69)
где Gп – масса данной фракции порошка, г; G – масса испытываемой пробы,
г.
Фракцию, количество которой составляет < 0,1 %, обозначают как
«следы». Для каждого конкретного порошка количество проб для испытаний
должно быть указано в нормативной документации. За величину, характеризующую количество фракции, принимают среднее арифметическое результатов параллельных определений.
Результаты ситового анализа записывают по определенной форме.
Например, фракция порошка, прошедшая через сетку с отверстиями 0,125
мм, но оставшаяся на сетке с отверстиями 0,1 мм, обозначается как 0125...+01 или -125..+100 мкм (запись по ГОСТ 18318-94 имеет вид <125...
≥100 мкм), рядом указывают ее процентное содержание.
Процессы порошковой металлургии. Курс лекций
-212-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
Для каждой фракции может быть указан средний размер ее частиц dср,
определяемый как среднее арифметическое размеров отверстий плюсового и
минусового сит.
Зная средний арифметический размер частиц в каждой фракции d1 и
ее массу т, можно рассчитать средний размер частиц порошка dn ср.
Благодаря простоте и быстроте выполнения ситовый анализ является
основным методом контроля зернистости в порошковой металлургии. Его
существенный недостаток заключается в том, что минимальный размер отверстий в сетках составляет 40 мкм (отметим, что в нашей стране есть ограниченное производство сеток с отверстиями 25–30 мкм, а за рубежом выпускают сетки с размером отверстий от 5 мкм), т.е. очень мелкие порошки не
поддаются ситовому анализу.
Кроме того, форма частиц может внести искажение в результаты ситового анализа. Например, дискообразные (чешуйчатые) частицы в каком-то
количестве задерживаются на сетке с размером отверстий больше их поперечника, а вытянутые иглообразные или дендритные частицы проходят через
сито с отверстиями меньше их длины. Поэтому ГОСТ 18318-94 не распространяется на порошки с частицами такой формы, а также порошки с пластификаторами или с размером частиц < 45 мкм.
При работе с ситами, размер отверстий которых < 40 мкм (особенно
5–25 мкм), целесообразно использовать гидравлический метод разделения
частиц: навеску порошка в сите помещают под струю воды (или другой смачивающей порошок жидкости) и промывку осуществляют до полного просветления промывающей жидкости.
Возможны и другие приемы воздействия на навеску порошка в наборе
сит, например, применение воздушных потоков при ситовом анализе взамен
механического воздействия, а также вакуума, ультразвуковых и звуковых колебаний, использование электрического поля и т.д.
Микроскопический анализ. Анализ выполняют по ГОСТ 23402-78 для
определения размеров частиц от 1 до 100 мкм при их сферической или полиэдрической форме. Измерение и подсчет количества частиц проводят под
оптическим микроскопом визуально или автоматически. За размер частицы
принимают при визуальном наблюдении максимальную хорду частицы в горизонтальном или вертикальном направлении; при автоматическом измерении – хорду частицы в горизонтальном направлении.
Для приготовления исследуемого препарата пробу для испытания
массой 5–7 г тщательно перемешивают на стеклянной плитке, рассыпают полоской длиной 7–8 см и разделяют на 7 или 8 приблизительно равных частей.
Четные части отбрасывают, а нечетные смешивают и повторно сокращают
таким же образом, пока не получится проба массой 0,5–1,0 г. Затем переносят
на кончике стеклянной палочки небольшое количество порошка на предметное стекло, добавляют 1–2 капли диспергирующей жидкости (вода с 1–2 %
поверхностно–активных веществ, глицерин, парафиновое или кедровое масло), распределяют равномерно смесь палочкой по стеклу, накладывают покровное стекло и надавливают на него осторожно во избежание выхода
Процессы порошковой металлургии. Курс лекций
-213-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
больших частиц за пределы стекла; избыток жидкости удаляют промокательной бумагой.
Увеличение микроскопа подбирают в зависимости от размеров измеряемых частиц; оно должно быть таким, чтобы измеряемые изображения частиц имели размер > 1 мм; для измерения частиц размером 1 мкм требуется
увеличение 1 400. Измерение частиц проводят в поле зрения, ограниченном
прямоугольником или кругом с нанесенным диаметром; в нем должно находиться < 150 частиц, причем расстояние между ними должно быть не меньше
размера большей из соседствующих между собой частиц.
Частицу считают принадлежащей к рассмотренному полю, если она
находится внутри его или на половине периметра окружности или прямоугольника, ограничивающего поле зрения
Если порошок содержит частицы в большом интервале размеров и это
из-за недостаточной глубины резкости объектива микроскопа не позволяет
получать отчетливое изображение одновременно всех частиц, то малые и
большие частицы наблюдают при разных увеличениях, но не более трех. При
малом увеличении учитывают только большие частицы, а при большом увеличении – только малые.
Количество измеренных частиц или их расчетное количество должно
быть > 625 (при выполнении этого условия ошибка измерения < 2 %). Интервал размеров частиц разбивают не менее чем на 6 частей (классов); частицы,
размер которых соответствует нижнему пределу класса, относят к более мелкому классу.
Количественное распределение частиц по размерам получают, относя
количество измеренных частиц 1-го класса к общему количеству измеренных
частиц или к их общему расчетному количеству (если измерения проводили
при двух или трех различных увеличениях). Под расчетным количеством
измеренных частиц Nрасч понимают их количество, отнесенное к одному выбранному увеличению и определенное по формуле
lб
lср
lм
i=1
i=1
i=1
Nрасч = Σ Nбi+ Σ Nсрi (Fср / Fб)2 + Σ Nмi (Fм / Fб)2
(использовано три увеличения), или
lб
lм
i=1
i=1
Nрасч = Σ Nбi+ Σ Nмi (Fм / Fб)2
(использовано два увеличения), где Nбi, Nсрi, Nмi – соответственно, количество
частиц i-го класса, измеренных при большом, среднем или малом увеличении; Fср, Fб, Fм – большое, среднее и малое увеличение; Iб, Iср, Iм – число
классов, просмотренных при соответствующем увеличении.
Процессы порошковой металлургии. Курс лекций
-214-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
Число полей зрения, просмотренных при разных увеличениях, должно
быть одинаковым.
Если результатом испытаний должно быть массовое (объемное) распределение частиц по размерам, то класс самых крупных частиц, составляющих > 5 %, принимают за контрольный, в котором количество измеренных
частиц должно составлять:
Содержание контрольного класса, %
Минимальное количество измеренных частиц
5–10
25
>10–15
50
>15–24
75
>24
100
Если после измерения 625 частиц число их в контрольном классе
меньше, чем требуется, как указано выше, то следует на дополнительно выбранных полях зрения или на дополнительных площадях препарата провести
дальнейшее измерение частиц с размерами только контрольного класса с тем,
чтобы получить необходимое количество частиц.
Средний размер частиц класса равен среднеарифметическому значению размеров верхнего и нижнего пределов класса. Массовое (объемное)
распределение частиц по размерам определяют так: возводят в третью степень средний размер частиц класса и умножают результат на количество частиц в этом классе; полученное произведение относят к сумме произведений
для всех классов частиц.
Для оценки размеров частиц в интервале 0,001–10 мкм применяют
методы электронной микроскопии, которые еще более трудоемки, чем оптическая микроскопия.
Продолжительность микроскопического анализа резко уменьшается
при использовании современных сканирующих вспомогательных систем, в
том числе на основе обработки информации по телевизионному экрану. Например, при оценке размера частиц порошка по 60 классам продолжительность анализа составляет 8–10 с при ошибке измерения < 2 %.
Классификацию частиц в потоке газа можно провести в приборах
разных типов. Один из подобных приборов – элютриатор (рис. 1.44).
Поток воздуха, осушенного в камере 1, проходит U-образную трубку
5 со скоростью V, обеспечивающей транспортировку всей находящейся в
трубке навески порошка.
В соответствии с законом Стокса эта скорость должна составлять
V = 29,9·10
-4
γп d 2 ,
(1.70)
где d – максимальный размер частиц анализируемого порошка.
Процессы порошковой металлургии. Курс лекций
-215-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
Все элютриаторы дают возможность оценивать грансостав порошка
только приближенно.
2,0
40
1,5
4
30
1,0
20
0,5
10
7
5
7
3
5
2
1
6
8
Рис. 1.44. Прибор для воздушной классификации порошка: 1 – насос; 2 – ротаметр; 3 – осушитель; 4 – измеритель скорости газового потока; 5 – манометр; 6
– U-образная трубка с порошком; 7 – камера; 8 – сборник порошка
Несовершенства разделения порошков на фракции в элютриаторах
устранены в приборах, сочетающих газодинамическое воздействие на порошок с центробежным (центрифуга Бако, коническая воздушная центрифуга,
коническая аэрозольная центрифуга Гетца и др.).
Кондуктометрический анализ. Метод импульсной кондуктометрии
предложен в 1949 г. Коултером. Он предусматривает определение фракционного состава порошка в электрическом поле.
Идея метода проста, но чрезвычайно эффективна: если электропроводящую суспензию (взвесь порошка в электролите) перекачивать из одного
объема в другой через короткий канал очень малого диаметра, а металлические электроды поместить раздельно в каждый из этих объемов, то при прохождении частицы через этот канал объем электролита в межэлектродной
области изменится и на короткое время резко изменится электросопротивление в канале, что вызовет токовый импульс в цепи нагрузки.
Длительность токового импульса зависит от скорости прохождения частицы по каналу, а амплитуда – от объема частицы (значит, и от ее линейного
размера), электропроводности ее материала и некоторых других факторов.
При последовательном прохождении по каналу частиц различного
размера возникает последовательность импульсов разной амплитуды, что
фиксируется соответствующей аппаратурой. Зная функциональную зависимость, связывающую эти амплитуды с линейным размером частиц, можно
определить величину последних.
На рис. 1.45 приведена схема кондуктометрического датчика для измерения размеров частиц. Наиболее ответственной деталью прибора является
Процессы порошковой металлургии. Курс лекций
-216-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
микроканал, который изготавливают в тонкой сапфировой пластинке, вплавленной в стенку пробирки. Форма канала цилиндрическая, диаметр отверстия
равен 2–10 мкм. Кондуктометрический анализ позволяет определять размеры
частиц с отношением их диаметра (поперечного размера) к диаметру канала
от 0,02 до 0,4–0,5.
2
3
4
К усилителю
1
5
11
10
6
7
12
9
8
Рис. 1.45. Схема прибора для измерения размеров частиц порошка кондуктометрическим методом: 1 – стакан с суспензией; 2 – кран; 3 – патрубок насоса; 4
– буферный сосуд; 5 – колено манометра; 6, 7 – контакты счетчика; 8 – пробирка с каналом; 9 – канал; 10, 11 – электроды; 12 – электропроводящая суспензия
Лазерный и рентгеновский методы. Лазерный метод определения
фракционного состава порошка основан на явлении рассеивания когерентного монохроматического лазерного луча частицами порошка; величина углового рассеяния лазерных лучей частицами тем больше, чем они мельче.
На рис. 1.46 приведена схема лазерного анализатора размера частиц.
Суспензия порошка в нейтральной жидкости непрерывно прокачивается по
каналу 2 перпендикулярно лучу от гелий-неонового лазера 1.
Световой поток при прохождении через суспензию равномерно рассеивается частицами порошка по конусу с осью вдоль луча лазера.
С помощью линзы 3 рассеянный поток фокусируется в цилиндрический световой поток, который поступает на плоский вращающийся щелевой
фильтр 4. Этот фильтр обеспечивает непрерывную развертку светового луча
на также вращающийся перфорированный диск 5, отверстия которого расположены на различных расстояниях от оси вращения по спирали Архимеда.
Такое расположение отверстий в сочетании с щелевым фильтром позволяет
превращать параллельный световой поток (с изменяющейся плотностью света
по сечению) в систему импульсов, отражающих интенсивность различных участков светового потока. Импульсы света, сфокусированные линзой 6, обрабатываются с помощью фотодетектора 7 и микропроцессора 8, выдающего гистограммы распределения частиц по размерам в исследуемой навеске порошка.
Процессы порошковой металлургии. Курс лекций
-217-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 25 Методы получения металлических волокон. Физические свойства порошков
2
3
4
5
6
7
8
1
Суспензия
Рис. 1.46. Схема лазерного анализатора размера частиц порошка: 1 – лазер; 2 – кювета с каналом для прокачки суспензии; 3, 6 – линза; 4 – щелевой фильтр; 5 – перфорированный диск; 7 – фотодетектор; 8 – регистрирующее устройство и микропроцессор
Число отверстий во вращающемся диске определяет число групп разделения (количество фракций). Диапазон размеров частиц, в котором эффективна работа лазерного анализатора, составляет от 2 до 170 мкм. Продолжительность анализа – около 2 мин.
На анализе рассеяния рентгеновских лучей, проходящих через среду
со взвешенными в ней частицами, основан рентгеновский метод определения
малых углов рассеяния (МУР); величина углового рассеяния узкого параллельного пучка рентгеновских лучей может достигать десятков угловых минут на частицах размером 2–100 нм (0,002–0,1 мкм).
Контрольные вопросы и задания
1. Перечислите методы получения металлических волокон.
2. Дайте краткие характеристики методов получения волокон.
3. Перечислите методы выращивания кристаллов из газовой фазы.
4. Расшифруйте понятие «гранулометрический состав».
5. Назовите методы определения гранулометрического состава.
6. Дайте характеристику методов определения гранулометрического
состава.
7. Какие приборы используются для определения гранулометрического состава?
Процессы порошковой металлургии. Курс лекций
-218-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26
Свойства порошков. Управление качеством продукции
План лекции
1. Методы определения удельной поверхности порошков.
2. Химические свойства порошков.
3. Принципы управления качеством продукции.
Методы определения удельной поверхности порошков
Удельная поверхность порошка – это сумма наружных поверхностей
всех частиц, составляющих единицу его массы или объема.
Для большинства порошков металлов и неметаллов характерна поверхность от 0,01 до 1 м2/г. Для отдельных порошков (нано- и ультрадисперсных) удельная поверхность составляет 15–25 м2/г. Удельная поверхность
зависит не только от размеров порошка, но и от степени развитости (шероховатости) поверхности.
Наиболее часто для определения удельной поверхности используют
методы, основанные на измерении газопроницаемости или адсорбционной
способности порошка.
Методы измерения проницаемости порошка. Данные методы основаны на оценке фильтрационных процессов при прохождении потока газа через
слой порошка с известной относительной плотностью.
Скорость, с которой газ фильтруется через пористый слой порошка,
обратно пропорциональна квадрату удельной поверхности.
Фильтрация газа может происходить в двух режимах – вязком и молекулярном. В первом случае просачивание газа через слой порошка осуществляется при давлении, близком к атмосферному, в режиме «просачивания» газовых потоков по порам порошкового тела. Однако в этом случае не учитывается развитая поверхность частиц порошка (вязкое течение проходит только по внешней поверхности частиц порошка). Во втором случае удельную
поверхность определяют при просачивании газа через слой порошка в молекулярном режиме – в условиях разряжения, когда длина свободного пробега
молекул газа превышает размеры поровых каналов в порошке.
Методы, основанные на фильтрации газа при атмосферном давлении в
режиме вязкого течения, могут использоваться для определения удельной
поверхности порошков с размерами частиц >10 мкм, а в режиме молекулярного течения – от 3–5 мкм и выше.
На принципе фильтрации газа в режиме вязкого течения работает
прибор Товарова (рис. 1.47), а также установки ПСХ и АДЗ. В приборе Товарова пробу засыпают в гильзу и уплотняют, замеряя высоту слоя порошка.
Открывая кран сосуда Мариотта, создают постоянный уровень разряжения в
нижней части гильзы с порошком. Перепад давлений (степень разряжения)
Процессы порошковой металлургии. Курс лекций
-219-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
определяют с помощью манометра. Удельную поверхность порошка рассчитывают по формуле
Sуд = {14έ1,5/[γп (1 – έ)]}·(FΔpτ/hμV)0,5,
где έ – коэффициент пористости порошка массой m в слое объемом W, έ =
= (Wγп – m)/(Wγп); γп – плотность материала частиц порошка; F – площадь сечения гильзы с порошком; Δp – величина перепада давления, зафиксированная с помощью манометра; μ – вязкость воздуха; V – объем воздуха, прошедшего за время τ через слой порошка высотой h.
1
1
4
5
7
2
3
6
Рис. 1.47. Схема прибора Товарова: 1 – гильза для порошка; 2 – плунжер;
3 – слой порошка; 4 – сосуд Мариотта; 5 – кран сосуда Мариотта; 6 –
стакан для стока воды; 7 – манометр
Прибор Товарова позволяет определить удельные поверхности порошков в диапазоне от 0,3 до 1,5 м2/г.
В приборах ПСХ и АДП разряжение в системе создается с помощью
резиновой груши – аспиратора. Удельную поверхность порошка рассчитывают по формуле
Sуд = (А/γп ){ έ3τ / [ (1 – έ )2μ]}0,5,
где А – постоянная прибора (определяется экспериментально по эталонам);
γп – плотность материала частиц порошка; τ – время опускания жидкости в
манометре между контрольными отметками; μ – вязкость воздуха.
К приборам, работающим по принципу фильтрации газа в режиме молекулярного течения, относится прибор Дерягина (рис. 1.48).
Процессы порошковой металлургии. Курс лекций
-220-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
3
2
4
17
6
5
1
7
16
ДН
15
14
8
ФН
12
13
11
9
10
Рис. 1.48. Схема прибора Дерягина: 1, 3, 4, 8, 10, 13, 17 – вакуумные клапаны
(краны); 2, 7, 12 – буферные емкости; 5 – азотная ловушка (для вымораживания
воды при откачке порошка); 6 – диффузионный (паромасляный) насос; 9 – форвакуумный насос; 11, 16 – термопарные лампы (для определения степени откачки на
вакуум);
14 – трубка с анализируемым порошком; 15 – манометр
В этом приборе анализируемую пробу порошка (с заранее определенной массой) помещают в трубку-держатель между двумя матерчатыми фильтрами и уплотняют до слоя заданной толщины (0,5–5,0 см). Затем осуществляют ступенчатую откачку рабочего объема прибора с помощью форвакуумного и диффузионного насосов до фиксированного давления.
После откачки рабочую трубку с пробой 14 отсекают от вакуумной
системы прибора перекрытием кранов 3, 4, 10 и 17. Баллон 2 заполняют газом до давления порядка 0,1–13,3 гПа (давление в баллоне замеряют вакуумметром 15 или манометром 16). Перед началом измерений кран 1 закрывают
и открывают краны 3 и 13, отмечая этот момент как исходную точку отсчета
времени. Давление в сообщающихся системах (баллон 2 – проба 14) начинает
выравниваться, и возрастание за время τ давления р под анализируемой пробой фиксируется манометром 11. Время τс, за которое выравнивается давление в буферных емкостях 2 и 12, замеряется с помощью секундомера. Удельную поверхность порошка рассчитывают по формуле
Sуд = {144 έ τс / [13 (1 – έ )h2]} [2RT/(πM)]0,5,
где τс – время запаздывания, отвечающее нестационарной стадии процесса
фильтрации газа; h – толщина слоя уплотненного порошка; М – молекулярная масса газа.
Процессы порошковой металлургии. Курс лекций
-221-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
Адсорбционные методы. Эти методы считают наиболее точными и
универсальными для определения полной (суммарной) поверхности дисперсных тел. В их основе лежит определение количества вещества (газа), адсорбируемого поверхностью твердых частиц в воде. Если известна площадь, занимаемая отдельной молекулой и масса адсорбированного газа, то может
быть рассчитана площадь поверхности исследуемого порошка (площадь, занимаемая адсорбированным газом).
Адсорбционные методы определения удельной поверхности порошков делят на статические (манометрические, гравиметрические или с использованием калиброванного капилляра) и динамические, часто называемые
хроматографическими.
Среди статических более распространены манометрические методы.
Наиболее известный из них – метод БЭТ, названный по начальным буквам
фамилий авторов этого метода (Брунауэр, Эммет, Теллер). Авторы метода
предложили в качестве газа-адсорбата взять азот и проводить его адсорбцию
на частицах порошка при температуре –196 °С (температура жидкого азота).
2
Рис. 1.49. Схема адсорбционной установки
для определения удельной поверхности порошков по методу БЭТ: 1 – ампула; 2, 5 –
краны; 3 – резервуар; 4 – манометр
35
4
5
30
25
20
15
1
3
Измерение удельной поверхности порошка выполняют, помещая навеску порошка (рис. 1.49) в ампулу 1, которую вакуумируют, открывая краны 2
и 5. Затем, наполняя объем ампулы газом, определяют объем пространства
над адсорбентом в ампуле и трубопроводах (до крана 2). После вторичной
откачки, закрыв кран 2, через кран 5 заполняют азотом резервуар 3, емкость
которого известна, фиксируя давление газа манометром 4 и определяя по
давлению количество введенного газа. Ампулу с порошком охлаждают, погружая в жидкий азот, и, открыв кран 2, заполняют пространство над порошком газообразным азотом, поступающим из резервуара 3. После установления равновесия адсорбент (порошок) – газ-адсорбат (фиксируется по манометру) вычисляют объем азота, адсорбированный порошком, как разность
между объемом азота, введенным в резервуар 3, и объемом остаточного газа.
Измерения проводят несколько раз при возрастающих давлениях газа, после
чего строят изотерму адсорбции, по которой рассчитывают величину удельной поверхности порошка. В качестве газа-адсорбата можно использовать
криптон, бутан, этилен, аргон, метанол, ксенон, аммиак, водород и др.
Общий объем газа V, адсорбированный поверхностью твердого тела,
может быть выражен уравнением БЭТ:
Процессы порошковой металлургии. Курс лекций
-222-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
V= Vm cp /{(рs – р)[1+(с – 1)р/ рs ]},
где с – константа прибора; Vm – объем газа-адсорбата в виде монослоя; р –
реальное давление газа; ps – давление насыщенного газа.
В линейной форме это выражение может быть записано так:
р/[ V(рs – р)] = 1/с Vm + [(c – 1)/c Vm] p/ рs.
Графическая зависимость р/[V(ps – р)] от p/ps изображается в виде
прямой линии с углом наклона (с – 1)/cVm, отсекающей от оси ординат отрезок 1/cVm. Так как с > 1, угол наклона прямой равен 1/Vm. Полученную зависимость, определяющую Vm, можно использовать для анализа изотерм, снятых при отношении p/рs в пределах 0,05–0,35.
Из рассчитанного объема газа Vm, см3, адсорбированного в виде монослоя, рассчитывают поверхность твердых частиц, соответствующую этому
монослою:
S = (Vm/Vμ)NAσ.
где Vμ – молекулярный объем одной грамм-молекулы газа, Vμ = 22 414 см3/моль;
NA – число Авогадро, NA = 6,023·1023 молекул/моль; σ – площадь, занимаемая
одной адсорбированной молекулой газа. При температуре –196 °С адсорбированная молекула азота занимает площадь 0,162 нм2.
Удельная поверхность порошка Sуд = S/m, где т – масса анализируемой пробы порошка.
Во многих случаях объем, занимаемый монослоем адсорбированного
газа, может быть определен и графически. Точка перегиба кривой на изотерме адсорбции соответствует моменту образования мономолекулярного слоя
газа на поверхности частиц порошка. Количество адсорбированного газа может быть измерено также прямым взвешиванием адсорбента в процессе адсорбции вместе с газом-адсорбатом.
Расчет в этом случае производят исходя из того, что монослой азота
на поверхности площадью 1 м2 весит 0,28 мг. В отличие от объемных (манометрических) эти методы называют гравиметрическими.
Статические методы определения удельной поверхности порошка
требуют значительных затрат времени, так как процесс установления адсорбционного равновесия весьма длителен.
Более производительными являются динамические методы газовой
хроматографии, они основаны на различной адсорбции компонентов газовой
смеси поверхностью адсорбента (анализируемого порошка). Среди этих методов наиболее широко используют динамический метод тепловой десорбции газа (ГОСТ 23401-90). Его сущность заключается в измерении количества аргона, адсорбированного на поверхности порошка из аргоно-гелиевой
Процессы порошковой металлургии. Курс лекций
-223-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
смеси (5–7 % Аr, 95–93 % Не) при температуре –196 °С. На начальном этапе
анализа газ-адсорбат осаждают на поверхности охлажденного порошка, а затем его десорбируют при нагреве порошка до (20±5) °С.
Объем газа-адсорбата определяют по изменению теплопроводности
потока газа-носителя, пропускаемого через анализируемый порошок (фиксируется потенциометром детектора теплопроводности в виде хроматограммы
десорбции). Объем адсорбированного газа и площадь удельной поверхности
образца вычисляют, сопоставляя площади кривых десорбции анализируемого
порошка и образца сравнения (с известной удельной поверхностью).
Масса пробы для испытаний составляет от 5 до 2 г при ожидаемой
удельной поверхности от 0,1 до 10 м2/г и менее 0,2 до 0,02 г при ожидаемой
удельной поверхности 10–50 м2/г.
Метод тепловой десорбции применяют для измерения удельных поверхностей в диапазоне 0,01–1 000 м2/г. Продолжительность одного определения составляет 20–25 мин.
Химические свойства порошков
Оценивая пригодность порошка для изготовления из него материалов
и изделий, прежде всего интересуются содержанием основного металла (основных компонентов для порошков сплавов или соединений металлов), примесей, различных механических загрязнений и газов.
Химический состав порошка зависит в основном от метода его производства, а также от степени чистоты исходных материалов. Химический анализ производят по методикам в соответствии с ГОСТами или утвержденной в
установленном порядке нормативно-технической документацией; большинство таких методик аналогично применяемым для анализа состава литых металлов и сплавов.
Содержание основного металла в порошке или сумма основных компонентов сплава составляет обычно > 98–99 %, что вполне достаточно для
большинства порошковых материалов. Однако при производстве изделий с
особыми свойствами (например, магнитными) применяют более чистые металлические порошки.
Количество примесей в порошках определяют по содержанию их в готовой продукции. Исключение сделано для термодинамически неустойчивых
(при высоких температурах) оксидов железа, меди, никеля, вольфрама и некоторых других металлов, которые в присутствии восстановителя легко образуют активные атомы соответствующего металла, что приводит к улучшению
спекаемости порошка в целом. Поэтому содержание в металлических порошках таких оксидов может быть довольно большим и составлять от 1 до 10 %
(0,2–1,5 % кислорода).
Наличие в порошке трудновосстанавливаемых оксидов хрома, марганца, кремния, титана, алюминия и других крайне нежелательно, так как они
Процессы порошковой металлургии. Курс лекций
-224-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
затрудняют в последующем и прессование (формование) порошка, и спекание получаемых заготовок.
Говоря о «нежелательных» примесях, необходимо иметь в виду, что
это не касается тех случаев, когда присутствие указанных оксидов придает
специальные свойства материалам (дисперсно-упрочненные материалы, керметы и др.).
Определение кислорода в порошках может быть качественным или количественным.
При качественном определении кислорода (по ГОСТ 18897-73) устанавливают потерю массы порции порошка при ее прокаливании в атмосфере
сухого водорода или оценивают пикнометрическую плотность частиц порошка.
При количественном определении содержания кислорода навеску
анализируемого порошка восстанавливают чистым и хорошо осушенным водородом, улавливают образующиеся пары воды пентаоксидом фосфора, оксидом кальция или каким-нибудь другим активным влагопоглотителем и рассчитывают количество кислорода по привесу соответствующего поглотителя.
Достаточно перспективным для точного определения содержания кислорода является метод нейтронно-активационного анализа.
В металлических порошках содержится значительное количество газов как адсорбированных на поверхности (на каждом квадратном сантиметре
поверхности образуется воздушная пленка массой 0,6·10-6 г), так и попавших
внутрь частиц в процессе изготовления или при последующей обработке.
Кроме того, газообразные примеси в порошках появляются также в
результате разложения при нагреве загрязнений и добавляемых смазок или
связок (используемых для улучшения условий последующего формования
заготовок из порошка).
Чем мельче частицы порошка, тем больше газов они адсорбируют.
Внутрь частиц газы попадают различными путями. Так, при восстановлении химических соединений часть газов-восстановителей и газообразных продуктов реакции не успевает выйти наружу и находится либо в растворенном состоянии, либо в виде пузырей.
Электролитические порошки содержат водород, выделяющийся на
катоде совместно с осаждаемым металлом при электролизе водных растворов. В карбонильных порошках присутствуют растворенные кислород и оксиды углерода, а в распыленных – газы, механически захваченные внутрь
частиц.
Большое количество растворенных газов увеличивает хрупкость частиц порошков и затрудняет формование (прежде всего в пресс-формах) заготовок, а интенсивное газовыделение при спекании может нарушить процессы, приводящие к формированию свойств изделий (например, стать причиной коробления нагреваемой заготовки). Поэтому целесообразна обработка
порошков, особенно высокодисперсных, в вакууме, что обеспечивает эффективное газоотделение.
Газосодержание порошков определяют с использованием сложных
методов, основанных на нагреве и плавлении анализируемых проб в вакууме.
Процессы порошковой металлургии. Курс лекций
-225-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
Влажность порошка при содержании влаги до 0,1 % определяют высушиванием его навески до установления постоянной массы в электрическом
сушильном шкафу. Навеску порошка массой 10 г (погрешность взвешивания
< 0,002 г) помещают в предварительно высушенный до постоянной массы
стаканчик, закрывают его крышкой и взвешивают. Затем порошок в стаканчике нагревают при 100–105 °С в течение 2 ч, охлаждают и взвешивают, после чего сушку повторяют в течение 0,5 ч, контролируя ее качество.
Содержание влаги X, %, определяют по формуле
X = [(m2 – m3 ) / m1] 100,
где m1, m2, m3 – соответственно, навеска порошка, масса стаканчика с порошком до и после испытания.
Полученные (рассчитанные) значения X округляют до 0,01 %. Содержание в порошке влаги от 0,05 до 0,5 % определяют в соответствии с
ГОСТ 18317-73 методом, основанным на отгонке инертным газом при 200 °С
из металлического порошка воды и ее взаимодействии с реактивом К. Фишера при электрометрическом титрировании.
Важными химическими особенностями порошков являются их воспламеняемость (пожароопасность), взрываемость и токсичность.
Воспламеняемость порошка. Пожароопасность (часто применяется
термин «пирофорность») порошка связана с его способностью к самовозгоранию при соприкосновении с окружающей атмосферой. Подобное взаимодействие при относительно невысоких температурах может привести не
только к воспламенению порошка, но и даже к взрыву.
Пожароопасность зависит от химической природы и чистоты металла,
крупности и формы частиц порошка, состояния их поверхности (пленки оксидов уменьшают пожароопасность).
В компактном (литом) состоянии лишь немногие металлы пожароопасны и могут воспламеняться при относительно невысоких температурах
(например, Mg, Ti, Hf и некоторые другие), тогда как в порошкообразном состоянии пожароопасны очень многие металлы.
Воспламенение может произойти в результате не только окисления,
но и других экзотермических реакций, например, образования карбидов или
нитридов в процессе взаимодействия металлического порошка с азотом или
углеродсодержащим газом. Однако основной причиной воспламенения порошков принято считать их взаимодействие с кислородом (воздухом).
Для порошков некоторых металлов контакт с воздухом может привести к почти мгновенному воспламенению при относительно невысоких температурах; если отсутствуют факторы, подавляющие начавшуюся реакцию (например, на поверхности частиц не возникает плотной защитной пленки оксида, препятствующей дальнейшему непосредственному контакту металла с
окружающей средой), воспламенение приводит к устойчивому горению.
Процессы порошковой металлургии. Курс лекций
-226-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
Внешний источник тепла для воспламенения порошка иногда не нужен, если
при экзотермической реакции выделяется большое количество энергии. Например, многие высокодисперсные порошки обладают большой удельной
поверхностью и способны к самопроизвольному возгоранию при комнатной
температуре, в связи с чем их называют пирофорными.
Воспламеняемость порошка зависит от того, находится ли он в свободно насыпанном состоянии (т.е. в виде аэрогеля) или в виде взвеси в окружающей атмосфере (т.е. в виде аэрозоля). Для аэрогелей определяют температуры самонагревания, тления, самовоспламенения и воспламенения, а также энергию воспламенения.
Численные значения показателей воспламеняемости металлических
порошков не являются константами вещества, а представляют собой индивидуальные характеристики только конкретного исследуемого порошка при
данных условиях испытания и зависят от многих факторов, среди которых
решающим является дисперсность порошка.
По мере уменьшения размера частиц температура воспламенения
снижается, и высокодисперсный порошок становится пирофорным, т.е. приобретает способность самовоспламеняться при комнатной температуре. Порошок с частицами неправильной формы с выступами и острыми краями
(частицы осколочной формы) воспламеняется легче, чем в случае частиц округлой формы.
Взрываемость порошка. Сверхвысокие скорости химического взаимодействия порошка с кислородом приводят к почти мгновенному выделению энергии, которое сопровождается образованием и распространением
взрывной волны – происходит взрыв.
Металлические порошки, располагающиеся слоем (аэрогели), не способны взрываться, хотя могут стать источниками взрыва в результате выброса пылевого облачка, его воспламенения и интенсивного горения частиц.
Поэтому, рассматривая взрываемость порошков, имеют в виду взрываемость аэрозолей, т.е. взвеси металлических частиц в газе. Показателями
взрываемости порошка могут служить температура воспламенения (при которой происходит возникновение пламени во всем объеме аэрозоля), нижний
концентрационный предел (НКП), верхний концентрационный предел (ВКП),
конечное давление взрыва и скорость его нарастания.
Практически для оценки степени опасности работы с металлическими
порошками достаточно определить для каждого из них температуру воспламенения и нижний концентрационный предел взрываемости (НКПВ), представляющий собой максимальную концентрацию порошка в газе, при которой в случае начавшегося воспламенения группы частиц процесс горения
еще не распространяется в аэрозоле самостоятельно.
Характеристики взрываемости в основном зависят от дисперсности
металлического порошка, степени его окисленности и содержания кислорода
в газовой фазе.
Обычно воспламеняются и взрываются во взвешенном состоянии порошки крупностью частиц < 150–200 мкм.
Процессы порошковой металлургии. Курс лекций
-227-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
Содержание кислорода в газовой фазе (окружающей атмосфере) существенно влияет на характер протекания процесса взрыва аэрозолей металлов, поскольку тепловой взрыв происходит в основном за счет интенсивной
экзотермической реакции окисления металла. Уменьшение содержания кислорода обычно понижает взрывную активность аэрозолей металлов. Однако
некоторые аэрозоли металлов могут воспламеняться и при отсутствии кислорода в окружающей газовой атмосфере (азот, углекислый газ и др.), с которой металл может реагировать с выделением тепла.
Токсичность порошка. Систематическое вдыхание металлических порошков независимо от их вида может привести к профессиональным заболеваниям. Практически пыль (обычно размер частиц < 4 мкм) любого из металлов, в том числе и совершенно безвредных в компактном состоянии, воздействует на человека и может вызвать патологические изменения в его организме (фиброгенные и аллергические заболевания).
Степень опасности для здоровья человека металлических пылей зависит от их химического состава и степени окисленности, размера частиц, их концентрации, длительности воздействия, путей проникновения в организм и т.д.
Технологические и санитарно-технические мероприятия должны поддерживать в производственных помещениях концентрацию пыли на уровне ниже
нормы ПДК.
Принципы управления качеством продукции
В основе процессов управления качеством продукции производств
порошковой металлургии (порошков и изделий) лежат принципы построения
систем качества, базирующиеся на формировании процессного подхода.
Методы порошковой металлургии позволяют получать многие виды
изделий из обычных материалов, с обычным уровнем свойств, но с лучшими
технико-экономическими показателями производства (по сравнению с традиционными технологиями). Одним из достоинств технологий порошковой
металлургии является высокая экологичность методов, способствующая
снижению загрязнения окружающей среды газами, вредными выбросами,
шлаками. В качестве исходных сырьевых материалов для получения порошков используются жидкие и твердые отходы металлургических производств.
В перечень задач, которые решает порошковая металлургия, входит
производство металлических и неметаллических порошков, применяемых
при получении красителей, катализаторов, сварочных материалов, пиротехнических средств, абразивных материалов и пр.
Основные операции технологического цикла порошковой металлургии сопряжены с необходимостью контроля качества проводимых процессов.
Поэтому выбор адекватных (дающих верное представление о качестве продукции) схем метрологического обеспечения процессов порошковой металлургии является залогом обеспечения их качества.
Процессы порошковой металлургии. Курс лекций
-228-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
В большинстве случаев требования к качеству получаемой продукции
регламентируются соответствующими ГОСТами, техническими условия на
ее получение или специальными требованиями, выдвигаемыми заказчиками
продукции. Показателем качества продукции является соответствие ее этим
требованиям. Установить соответствие продукции показателям можно путем
анализа свойств получаемых материалов и изделий (структурных, механических, химических и пр.). При этом важное значение имеют как последовательность проведения процедур анализа, так и их периодичность.
Любая технологическая схема процесса представляет собой ряд последовательных операций, которые приводят к изменению свойств материала
(изделия). То есть можно сказать, что каждая из операций – это процесс, качество которого можно контролировать, имея набор некоторых входных и
выходных данных (необходимо помнить об одном из основных принципов
менеджмента качества: то, что нельзя измерить, то и невозможно контролировать!). Правильно разработанная схема метрологического обеспечения
(определения свойств материалов или изделий) позволяет выявить (на раннем этапе) некоторые несоответствия процессов и предупредить (свести к
минимуму) появление брака (негодной продукции).
Для получения достоверных представлений о ходе процессов большое
значение имеет не только выбор адекватного метода определения свойств, но
и применение статистических методов обработки результатов анализа. Использование методик статистической обработки позволяет создать предпосылки для научно-обоснованного управления технологическими процессами.
А это, в свою очередь, дает возможность снизить материальные и нематериальные издержки производства.
Большое значение для процессов обеспечения качества имеет квалификация персонала. Применение на практике принципов всеобщего управления качеством базируется на непрерывном обучении и «вовлечении» персонала (создании предпосылок для заинтересованного подхода к деятельности),
который обеспечивает необходимую культуру производства. Любое подразделение организации – это система взаимодействующего персонала, который
на различных этапах производства решает определенный круг задач. Наряду
с процессным подходом, для решения задач по управлению качеством продукции целесообразно использовать такую организационную форму взаимодействия, как проект. Типичным глобальным внутренним проектом является
разработка и внедрение системы качества. В качестве минипроекта можно
рассматривать улучшение отдельного процесса (отдельной технологической
операции). Во всех случаях при возникновении проекта кто-то в организации
должен взять на себя ответственность за его реализацию и получить полномочия в виде «собственника», или «владельца», проекта. Только в этом случае смогут реализоваться лидерские функции руководителя. Руководитель
проекта формирует «команду», ставит задачи и определяет полномочия членов команды (делегирует полномочия). Делегирование полномочий основано
на доверии, а доверие – один из самых важных элементов культуры, предназначенный для эффективной работы в условиях производства. Оно создаёт
Процессы порошковой металлургии. Курс лекций
-229-
I. ПОЛУЧЕНИЕ ПОРОШКОВ
Лекция 26 Свойства порошков. Управление качеством продукции
предпосылки для открытости информационных потоков в команде, для их
прозрачности. Прозрачность информационных потоков, в свою очередь, способствует вовлечённости как персонала, так и делегированию полномочий.
Вовлечённость персонала (прежде всего команды проекта) усиливается при использовании принципов парсипативного управления, т.е. при предоставлении всем членам команды реальной возможности участвовать в
управлении. На практике это означает систематическую возможность участия в
выработке и реализации управленческих решений. Такая возможность рождает
в людях чувство сопричастности, которое резко усиливает мотивацию к творческому труду, являющемуся основой для повышения качества продукции.
Непрерывное повышение квалификации персонала, применение на
практике современных методов управления качеством и обоснованный подход к построению схем метрологического обеспечения процессов способно
решить многие задачи действующего производства.
Контрольные вопросы и задания
1. Укажите методы определения удельной поверхности.
2. Какие недостатки имеют статические методы определения удельной поверхности?
3. Работа каких приборов построена на принципе фильтрации газа в
режиме вязкого течения?
4. Назовите наиболее распространенные статические методы.
5. В чем сущность динамического метода тепловой десорбции газа?
6. Перечислите химические свойства порошка.
7. Какие принципы заложены в основу процессов управления качеством продукции?
8. На чем основывается получение достоверных представлений о ходе процессов?
Процессы порошковой металлургии. Курс лекций
-230-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ
ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ
ПОРОШКОВ
Лекция 1
Введение. Классификация методов формования
План лекции
1. Введение.
2. Классификация методов формования.
3. Подготовка порошков к формованию.
Введение
Операции формования и спекания порошков являются завершающими
операциями технологического цикла получения порошковых изделий. Именно на этих этапах производственного цикла порошковой металлургии формируются основные свойства порошковых материалов. Специфические особенности процессов получения изделий на основе порошков металлов и тугоплавких соединений требуют применения специальных режимов подготовки исходных шихтовых материалов, выбора наиболее эффективных методов
формообразования и адекватных температурно-временных параметров процесса спекания.
В общем случае технологическая схема получения изделий методами
порошковой металлургии включает ряд операций, которые предваряют или
дополняют операции формования и спекания порошковых материалов и порошковых изделий:
подготовка порошков к формованию (подбор фракционного состава
порошков, смешивание, введение смазки, засыпку порошка в оболочку, обезгаживание, грануляция и пр.);
послеформовочная доработка изделий (зачистка поверхности, удаление неликвидной части и пр.);
обработка спеченного материала (механическая, химическая, химикотермическая и пр.);
контроль свойств полученного материала.
Классификация методов формования
Формование порошка – технологическая операция, в результате которой порошок образует формовку – тело заданной формы, размеров и плотности. В процессе формования порошков изменяется исходный объем материала за счет консолидации отдельных частиц. Наблюдаемое изменение перво Процессы порошковой металлургии. Курс лекций
-231-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 1 Введение. Классификация методов формования
начального объема порошкового тела является основным отличием этого
процесса от процесса деформирования компактного (литого) материала.
Методы формования порошков (рис. 2.1) условно можно разделить на
статические и динамические (импульсные).
К статическим методам относятся различные методы холодного и
горячего прессования материалов, шликерное литье и прокатка. К динамическим – методы, связанные с мощными импульсными воздействиями на порошковое тело (взрывные, пневмомеханические, электрогидравлические,
электромагнитные). Каждая частица порошка обладает шестью степенями
свободы, так как может совершать возвратно-поступательное движение по
трем координатным осям и вращаться вокруг них. Поэтому частицы будут
образовывать стабильную пространственную структуру при условии, что на
каждую из них в среднем приходится не менее шести связей.
Если расположение частиц порошкового тела в пространстве равновероятно, то даже при условии, что полиэдрические частицы имеют различные
размеры по взаимно перпендикулярным направлениям, т.е. форму, отличную
от сфероидальной, можно ожидать, что на единицу длины по любому направлению в порошковом теле окажется примерно одинаковое количество
частиц. Такое порошковое тело называют дискретно-изотропным.
Если же вероятность взаимного относительного расположения частиц
в пространстве неодинакова, то частицы при образовании структуры порошкового тела будут стремиться занять наиболее вероятное положение. Частицы порошка в прессовке будут стремиться занять такое положение, при котором площадь максимального сечения приблизительно перпендикулярна направлению приложения усилия формования. Поэтому число частиц порошка
на единицу длины порошкового тела в этом случае будет зависеть
от взаимной ориентации частиц и, следовательно, будет неодинаковым по
различным направлениям. Такое порошковое тело характеризуют как дискретно-анизотропное. Однако обычно анизотропия свойств порошкового
тела выражена незначительно.
В дальнейшем будем считать, что структура порошкового тела не является геометрически правильной, взаимное расположение частиц равновероятно, хаотично, все направления в порошковом теле равноправны.
Процессы порошковой металлургии. Курс лекций
-232-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 1 Введение. Классификация методов формования
Методы формования металлических порошков
Статическое формование
Холодное
прессование
Динамическое (импульсное) формование
Одностороннее
Двустороннее
Мундштучное
формование
Порохами
Взрывное
Гидростатическое
Изостатическое
формование
Газостатическое
В эластичных втулках
Вертикальная
Горизонтальная
Прокатка
Инжекционное
формование
Вибрационное
формование
Наклонная
Радиусная
Бризантными
взрывными
веществами
Электромагнитное
Электрогидравлическое
Пневмомеханическое
В пористых формах
Шликерное
формование
Электрофоретическое
Из термопластичных
шликеров
Рис. 2.1. Классификация методов формования порошков
Процессы порошковой металлургии. Курс лекций
-233-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 1 Введение. Классификация методов формования
Каждая прямая, мысленно проведенная через порошковое тело однородной структуры, встретит на заданной длине определенное, примерно одинаковое число частиц и контактов между ними. Число контактов, наклоненных под одним и тем же углом, например к вертикали, не зависит от величины угла.
Уже при засыпании порошка в форму поверхностные слои частиц (как
правило, обогащенные примесями или обладающие искаженной кристаллической решеткой, в результате чего их физические свойства могут значительно отличаться от свойств основного материала) воспринимают контактную нагрузку. Поверхность порошинок характеризуется шероховатостью
(часто значительной) и наличием микроскопических или субмикроскопических трещин. В результате контакт между соприкасающимися частицами при
отсутствии существенного внешнего давления возможен только в отдельных
точках. В связи с этим действительные величины контактных давлений в силу малости величины начальных поверхностей соприкосновения (0,001–
0,01 % от общей поверхности контактирующих частиц) достигают таких значений, при которых возникают пластические деформации или местные разрушения, т.е. напряженное состояние материала частицы в окрестностях зоны контакта должно быть близко к предельному. По имеющимся подсчетам,
при среднем напряжении в массе частиц 0,1 МПа наибольшее контактное
давление составляет 2 000 МПа. При таких давлениях первоначальный точечный контакт переходит в контакт по некоторой небольшой поверхности.
Под контактной поверхностью имеют в виду ту часть общей (суммарной) внешней поверхности всех частиц порошка или прессовки, которая характеризуется соприкосновением частиц между собой и через которую передаются напряжения. Контактная поверхность может быть исследована визуально (например, после разрушения прессовки по отпечаткам на частицах,
особенно имеющих сферическую форму) или же путем измерения электросопротивления порошкового тела
Отношение величины контактного сечения Sк к номинальному сечению Sнпорошкового тела называют относительным (безразмерным) контактным сечением αк:
αк = Sк/Sн ≤ 1 (при αк = 10-4–10-5).
(2.1)
Сущность процесса прессования заключается в деформировании некоторого объема сыпучего порошкового тела обжатием, при котором происходит уменьшение первоначального объема и формирование заготовки
(прессовки) заданной формы, размеров и свойств. При приложении давления
к порошку его частицы пытаются занять наиболее устойчивое положение,
что должно сопровождаться их контактным смятием и сдвигом, т.е. при
Процессы порошковой металлургии. Курс лекций
-234-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 1 Введение. Классификация методов формования
прессовании имеет место самый общий случай нагружения межчастичных
контактов комбинированной нормальной и тангенциальной нагрузками.
Объем порошкового тела при прессовании уменьшается (относительная плотность порошкового тела увеличивается) в результате смещения отдельных частиц в пустоты между ними и за счет деформации частиц. Происходит рост прежнего фиксированного участка контакта, в остальных случаях
контактные участки смещаются, разрываются и сдвигаются.
Контактные узлы между частицами порошкового тела и взаимосвязь
между контактными узлами имеют не жесткофиксированный, а жесткоподвижный характер, причем элементы (звенья) связи между контактными
узлами (частицами или долями частицы) являются жесткими, а узлы и места
контактов могут смещаться. При таких смещениях атомы на одной стороне
контактного участка сменяют своих партнеров на другой его стороне (на
другой частице).
В порошковом теле с жесткими звеньями связи в принципе невозможно существенно и необратимо изменить расстояние между узлами в любом
направлении без внутриузловой деформации. Межузловая деформация в таких порошковых телах происходит в значительной мере не за счет деформации звеньев связи, а за счет передвижения и смещения звеньев связи от одних узлов к другим, сопровождающего внутриузловую деформацию.
В порошковых телах с существенно неравноосными частицами не исключена гибкая и гибко-жесткая деформация звеньев связи между узлами.
Подготовка порошков к формованию
Формование более чем любая другая операция определяет процесс
получения конкретного материала (изделия) методами порошковой металлургии. При этом особое внимание должно уделяться предшествующему
процессу формообразования этапу – подготовке порошков к формованию.
Основными операциями подготовки порошков к формованию являются отжиг, классификация (рассев) и смешивание.
Процессы подготовки порошков к формованию занимают весьма важное место в общей схеме производства из них материалов и изделий. Как
правило, металлические порошки производят на специализированных заводах и практически невозможно учесть все требования, которые могут предъявлять к порошкам его различные потребители. Почти во всех случаях возникает необходимость в специальных операциях подготовки для придания
порошку определенных химических и физических характеристик, обеспечивающих выпуск из него продукции с нужными конечными свойствами. Даже
когда порошки производят непосредственно сами потребители, некоторые
дополнительные операции перед формованием порошков необходимы.
Процессы порошковой металлургии. Курс лекций
-235-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 1 Введение. Классификация методов формования
Основными операциями при подготовке порошков к формованию являются отжиг, рассев (классификация) и смешивание.
Отжиг. Этот вид тепловой (термической) или химико-термической
обработки порошков применяют для решения нескольких целевых задач:
удаление оксидных пленок, присутствующих на поверхности;
изменение химического состава или улучшение однородности (т.е. повышение гомогенности) распределения химических элементов в объеме частиц;
изменение напряженного состояния и укрупнение частиц порошка;
уменьшение газонасыщенности порошка.
При отжиге главным образом снимается наклеп, т.е. устраняется искажение кристаллической решетки металла в приповерхностных слоях частиц, и происходит восстановление оксидов, оставшихся при получении порошка или образовавшихся в результате некоторого окисления металла при
длительном или неправильном его хранении. В результате повышается пластичность частиц и, следовательно, улучшаются уплотняемость, прессуемость и формуемость порошка.
Нагрев осуществляют в защитной среде (восстановительной, инертной или вакууме) при температуре 0,4–0,6 Тпл металла порошка.
Наиболее часто отжигу подвергают порошки, полученные механическим измельчением твердых материалов, диспергированием расплавов, электролизом и разложением карбонилов. Подобные порошки содержат значительные количества оксидов, растворенных газов и наиболее наклепаны.
Порошки, полученные восстановлением, отжигают только в тех случаях, когда требуется повысить чистоту порошка или при необходимости укрупнения мелких частиц.
Порошки отжигают в проходных печах, подобных печам для восстановления оксидов и спекания заготовок. Для более тщательной очистки порошков от различных примесей часто используют при их отжиге атмосферы
с галогенсодержащими добавками.
Классификация. Под классификацией понимают разделение порошка
по размерам частиц на фракции, используемые затем либо непосредственно
для формования, либо для составления смеси, содержащей требуемый процент частиц нужного размера. При этом некоторые фракции порошка могут
оказаться непригодными для прямого использования, поэтому их подвергают
какой-либо дополнительной обработке (укрупнению в случае мелких фракций или размолу в случае крупных) или отбрасывают.
Фракционирование порошка проводят обычно в аппаратах, применяемых в химическом производстве и обогатительном деле: просеивание на
разделяющей поверхности (рассев, отсеивание, грохочение); гидравлическая
классификация в подвижной или неподвижной жидкой среде; сухая классификация в газовых потоках. Чаще всего в порошковой металлургии применяют ситовую классификацию порошков с использованием различных типов
сит, основными из которых являются механические сита с электромагнитным
Процессы порошковой металлургии. Курс лекций
-236-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 1 Введение. Классификация методов формования
или рычажным вибратором. Сетки классификаторов аналогичны тем, которые применяют в ситовом анализе порошков.
Для классификации порошков применяют также многодечные механические вибросита; движение сетчатых дек осуществляется от электродвигателя через клиноременную передачу (рис. 2.2).
7
1
5
6
2
4
3
Рис. 2.2. Многодечное сито (СВЗ – 0,9): 1 –
цилиндрическая обечайка; 2 – нижняя обечайка; 3 – рама; 4 – двигатель; 5 – рассеивающие
поверхности; 6 – разгрузочный патрубок;
7 – загрузочный патрубок
Вибросито содержит набор цилиндрических обечаек с просеивающими поверхностями. Загрузочный и разгрузочный патрубки снабжены резиновыми манжетами для герметичной стыковки с патрубком питающего исходным материалом устройства и желобами, принимающими расклассифицированные порошки. Вибросита выполняются пыленепроницаемым и снабжаются приспособлениями для отбора проб из потока порошка в разгрузочных
патрубках. Производительность вибросит зависит от природы материала порошка и размера его частиц.
В некоторых случаях вибросита используют совместно с электромагнитными сепараторами, обеспечивающими очистку просеиваемого порошка
от магнитных примесей.
При затрудненности свободного просева порошка используют различные протирочные ситовые устройства, в которых специальное приспособление с небольшим усилием давит на порошок, способствуя его проходу
через сетку. Производительность таких протирочных сит значительно меньше обычных вибрационных.
Гидравлическое фракционирование порошков проводят в жидкой среде в потоке, совпадающем (противоположном) или направленным под углом
относительно направления основных действующих сил. На первом принципе
основаны гравитационные классификаторы (рис. 2.3), на втором – центробежные классификаторы.
Процессы порошковой металлургии. Курс лекций
-237-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Материал
Питание
4
5
3
2
6
Слив
оонкой фракции
Вода
7
6
5
1
3
2
1
8
Вода
Выход
Лекция 1 Введение. Классификация методов формования
Вход газа
Песок
4
7
Рис. 2.3. Гидравлический классификатор: 1 –
чан; 2 – пьезометрические трубки; 3 – клапана;
4 – патрубок для пульпы; 5 – сифон; 6 – концентрический желоб; 7 – подача воды; 8 –
сливные штуцеры
Рис. 2.4. Воздушный классификатор: 1 – вертикальная труба; 2 – пересыпные полки; 3 –
тяги; 4 – шлюзовой затвор разгрузочного устройства; 5 – клапан, регулирующий расход
газовзвеси; 6 – шлюзовой затвор загрузочного
устройства; 7 – отводящий патрубок
Классификацию порошков с размером частиц менее 40 мкм проводят
в воздушных сепараторах, высаживающих твердые частицы из несущего газового потока под действием на них силы тяжести.
В воздушно-проходном сепараторе разделяемый материал в потоке
газа поступает в кольцевое пространство, в котором скорость воздушного потока снижается в несколько раз и наиболее крупные частицы под действием
силы тяжести выпадают из него и удаляются через патрубок. Воздушный поток далее проходит через тангенциально установленные лопатки, приобретая
вращательное движение; в этот момент оставшиеся в нем более крупные
частицы под действием центробежной силы отбрасываются на стенки конического корпуса сепаратора, опускаются по ним и выводятся через другой
патрубок. Газовый поток с мелкими частицами поступает в циклон, где они
и выделяются из него.
В классификатор с пересыпными полками (рис. 2.4) порошок поступает через приемный бункер и попадает в движущийся ему навстречу воздушный поток. Крупные частицы порошка разгружаются через нижний шлюзовый затвор, а взвесь более мелких частиц отсасывается в циклон. Разделение
частиц по размерам регулируют, изменяя расход воздуха и положение пересыпных полок, угол наклона которых меняют специальными тягами.
Весьма эффективными аппаратами для разделения являются циклоны-сепараторы. В корпус циклона по касательной к окружности (тангенциально) вводят газовый поток, содержащий твердые частицы, который приобретает вращательное движение. На каждую порошинку действует сила
Процессы порошковой металлургии. Курс лекций
-238-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 1 Введение. Классификация методов формования
тяжести, увлекающая ее вниз, центробежная сила, выталкивающая ее в радиальном направлении и сила газового потока, заставляющая ее двигаться
по окружности. Под действием этих сил частица движется по спирали и,
достигая стенки корпуса, перемещается по его поверхности к выпускному
штуцеру. Мелкие частицы выносятся в циклон и выделяются в следующем
циклоне. Работу воздушных сепараторов регулируют изменением скорости
газового потока.
Смешивание порошков предусматривает приготовление однородной
механической смеси из частиц различного (одинакового) химического и(или)
гранулометрического состава. На практике применяют различные методы
смешивания, которые можно разделить на две группы: механические и химические.
Эффективность смешивания зависит от конструкции смесителей. На
практике чаще используют механические смесители (барабанные, шнековые,
лопастные, конусные, вибрационные и пр.). Результаты смешивания контролируют либо технологическим опробованием шихты, либо химическим анализом пробы.
Контрольные вопросы и задания
1. Что определяет понятие «формование порошка»?
2. В чем состроит назначение и сущность процесса формования?
3. Назовите основные методы формования.
4. Перечислите основные операции подготовки порошков к формованию.
5. Для чего проводят отжиг порошков?
6. Для чего нужна операция классификации порошков?
7. Перечислите основные методы классификации порошков.
8. Как контролируется качество подготовки смесей порошков?
9. В каком случае применяется химическое смешивание порошков?
Лекция 2
Общие закономерности процессов формования порошков
План лекции
1. Процессы, сопровождающие формование порошков.
2. Зависимость плотности прессовки от давления прессования. Основные уравнения прессования.
3. Боковое давление.
Процессы порошковой металлургии. Курс лекций
-239-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
Процессы, сопровождающие формование порошков
Схема простейшей конструкции пресс-формы для холодного одностороннего прессования порошков показана на рис. 2.5.
1
2
3
Рис. 2.5. Схема пресс-формы для одностароннегохолодного прессования порошков: 1 –
пуансон верхний; 2 – матрица; 3 – порошок;
4 – нижний пуансон (неподвижный)
4
При наполнении ее засыпной полости в порошковом теле отдельные
частицы соединены друг с другом разнообразными связями, зависящими от
размеров и формы частиц, а также от свойств заполнителя (жидкость или газ)
пустот между ними. Такие связи представляют собой: слабые Ван-дерВаальсовы силы сцепления, действующие через тонкие остаточные прослойки газа (воздуха) или жидкости в контактах между свободно насыпанными
частицами; зацепление, связанное с шероховатостью поверхностей и сложной (например, дендритной) формой частиц; свободное опирание одних частиц на другие и пр.
Каждая пара соприкасающихся частиц в порошковом теле соединена
в контакте тремя связями: одной односторонней связью сжатия и двумя связями трения.
Некоторое число таких межчастичных контактов обеспечивает в каждый рассматриваемый момент стабильность несвязанного порошкового тела.
Наиболее доступно продемонстрировать процессы, происходящие в
пресс-форме можно, используя для построения имитационной модели сферические высокопластичные тела (например: резиновые шайбы). При свободной насыпке (рис. 2.5) в замкнутом объеме полости матрицы между шайбами сохраняются значительные пустоты, обусловленные арочным эффектом. Под действием прикладываемых внешних сил пустоты заполняются
частицами, и достигается наиболее плотная упаковка шайб (рис. 2.6, б).
В случае пластичных металлов дальнейшее уплотнение будет происходить в основном за счет деформации частиц, причем вначале она ограничена приконтактными участками, а затем распространяется в глубь частиц.
Процессы порошковой металлургии. Курс лекций
-240-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
При прессовании хрупких материалов деформационные (объемные)
превращения чаще всего проявляются в разрушении и дроблении выступов
на поверхности частиц.
γотн
в
б
а
а
р, МПа
б
Рис. 2.6. Модель уплотнения порошка в
процессе прессования: а – свободнонасыпанный порошок; б – уплотненный порошок (частицы заполнили крупные пустоты)
Рис. 2.7. Идеализированная кривая процесса
уплотнения порошковых тел
Если построить график, на котором по оси ординат отложить относительную плотность порошка или прессовки, а по оси абсцисс – давление
прессования, то зависимость между этими величинами в общей форме можно
было бы выразить идеализированной кривой уплотнения с тремя характерными участками (рис. 2.7).
Из рисунка видно, что наиболее интенсивное уплотнение порошкового тела происходит на первой стадии процесса (участок а кривой), связанной
с перераспределением частиц в межчастичные пустоты (арки, полости) и их
более плотной упаковкой под действием прикладываемых внешних сил. В
связи с этим часто говорят о первой стадии как о структурной деформации
порошкового тела.
Эта стадия сопровождается значительной разгрузкой некоторых из
межчастичных контактов, происходящей уже в самом начале уплотнения порошковой массы. Такая местная разгрузка на отдельных контактных поверхностях приводит к сокращению площади соприкосновения отдельных частиц
и уменьшению силы связи между частицами. А это, в свою очередь, облегчает
взаимное смещение частиц и создает условия для дальнейшего пластического
деформирования приповерхностных слоев остаточных контактов, которое сопровождается ускоренным нарастанием плотности порошкового тела.
Вторая стадия процесса уплотнения характеризуется тем, что частицы
порошка, упакованные максимально плотно, оказывают определенное сопротивление сжатию, в силу того, что давление прессования еще не достаточно
велико для преодоления предела текучести (прочности) материала. И хотя
давление прессования монотонно возрастает, плотность порошкового тела
Процессы порошковой металлургии. Курс лекций
-241-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
некоторое время не увеличивается. На рисунке это эта стадия процесса характеризуется горизонтальным участком б.
Наконец, когда давление прессования превысит предел текучести порошка (участок в кривой), начинается пластическая деформация частиц.
С этого момента пластическая деформация охватывает весь объем порошкового тела, смещение межчастичных контактов фактически прекращается и
они фиксируются.
В реальных условиях в процессе прессования происходит взаимное
наложение (перекрытие во времени) всех стадий уплотнения порошкового
тела, связанное с тем, что частицы имею различные размеры, форму и свойства. Деформация отдельных частиц начинается уже при сравнительно малых давлениях прессования, в то время как скольжение некоторых частиц
имеет место и при высоких давлениях прессования.
В связи с этим реальная кривая уплотнения, характеризующая процесс
прессования большинства металлических порошков, монотонна и в средней
части не имеет явно выраженного горизонтального участка.
Поэтому можно говорить только о преимущественном значении для
уплотнения порошка перемещения частиц на первой стадии и их пластической деформации на последней стадии.
Энергия прессования расходуется на преодоление межчастичного
(между отдельными частицами) и внешнего трения (между частицами и
стенкой матрицы или торцами пуансонов пресс-формы), а также на деформирование частиц.
Действие на процесс одностороннего холодного формования внешнего трения, хорошо демонстрирует опыт с прессованием засыпанных в цилиндрическую пресс-форму одинаковых по массе и высоте слоев порошка, разделенных прокладками из тонкой алюминиевой фольги. После уплотнения
отдельные слои отличаются один от другого по толщине и форме (рис. 2.8).
Нагрузка
7,3 7,2
6,9
6,9
7,1
7,2
7,2 7,3
7,0
6,9
6,8
6,8
7,1
6,7
6,7
7,0
6,4
Рис. 2.8. Толщина и форма слоев порошка,
спрессованного при одностороннем приложении давления сверху
6,4
Рис. 2.9. Распределение плотности в никелевом брикете, спрессованном при давлении 700 МПа (цифры в поле рисунка –
г/см3)
Процессы порошковой металлургии. Курс лекций
-242-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
По вертикали в направлении приложения давления каждый верхний
слой оказывается тоньше (т.е. плотнее) нижележащего. Частицы у стенки
внутренней полости матрицы пресс-формы продвинулись на меньшее расстояние, чем в центральной части брикета.
В горизонтальном направлении в верхнем слое под подвижным пуансоном плотность нарастает от центра к периферии (рис. 2.9), а в нижнем слое,
наоборот, – от периферии к центру.
Неоднородное распределение плотности по объему прессовки обусловлено затратой части усилия прессования на преодоление внешнего трения частиц порошка о стенки внутренней полости матрицы и торцевые поверхности пуансонов.
Межчастичное трение, влияя на величину достигаемой при уплотнении плотности, не вызывает появления градиента плотности по высоте и сечению прессовки, т.е. не приводит к неравноплотности.
Одна из причин наличия в средней части прессовки зоны большего
уплотнения связана с формой и направлением распространения очага деформации порошка в процессе прессования. Другая причина этого – выдавливание порошка из углов полости матрицы, вблизи поверхности подвижного пуансона, в радиальном направлении.
Зависимость изменения плотности по высоте прессовки (рис. 2.10)
при одно- и двустороннем прессовании порошка показывает, что при двустороннем прессовании более плотными оказываются верхняя и нижняя части прессовки, тогда как в ее середине наблюдается зона наименьшей плотности, называемая нейтральной.
h, мм
2
1
Рис. 2.10. Изменение плотности по высоте
прессовки: 1 – одностороннее прессование;
2 – двустороннее прессование
γ,г/см3
Неравномерная плотность прессовки может оказать прямое влияние
на искажение ее формы и размеров при спекании, а также вызвать нежелательные изменения свойств спеченного порошкового тела.
Процессы порошковой металлургии. Курс лекций
-243-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
Зависимость плотности прессовки от давления прессования.
Основные уравнения прессования
Попытки вывода уравнения прессования, связывающего давление
прессования и плотность прессовки, обозначили два основных подхода к его
решению.
Один из них характеризуется введением целого ряда упрощающих
допущений, которые позволяют решать ту или иную задачу элементарным
путем, предлагая во многих случаях достаточно простые уравнения прессования, которые обеспечивают весьма удовлетворительную точность расчетов.
К подобным работам, основанным на использовании гипотезы
сплошности, которая не учитывает наличия разрывов в уплотняемой среде,
что в целом противоречит представлениям о дискретном строении порошковых тел.
Другой подход базируется на большей физической обоснованности
решения поставленной задачи. Он предлагает для описания процесса уплотнения порошкового тела весьма сложные математические зависимости и далеко не всегда приводит к результатам, которые могут быть использованы в
инженерной практике. К этому направлению относят теории, основанные на
изучении контактных явлений при взаимодействии частиц.
Необходимо отметить, что четко разграничить эти подходы представляется невозможным, так как они зачастую взаимно дополняют друг друга.
Большая заслуга в разработке теоретических положений, связывающих плотность порошкового тела с давлением прессования, принадлежит
М.Ю. Бальшину. Он показал, что количественная зависимость плотности
прессовки от давления прессования может быть выражена уравнениями:
lgp = –L (V – 1) + lgpmax
(2.2)
lgp = –m lgV + lgpmax
(2.3)
lgp = m lgγ + lgpmax ,
(2.4)
и
или
где p – приложенное (текущее) давление прессования; pmax – давление прессования, обеспечивающее получение беспористой прессовки; L, т – постоянные, учитывающие природу прессуемого материала и называемые, соответственно, фактором и показателем прессования; V, γ – соответственно, относительный объем и относительная плотность прессовки.
При выводе этих уравнений М.Ю. Бальшин ввел следующие допущения:
Процессы порошковой металлургии. Курс лекций
-244-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
1) упрочнение при пластической деформации материала частиц порошка в окрестностях контактной зоны отсутствует, т.е. контактное давление к σ
постоянно;
2) закон Гука, выражающий зависимость между упругой деформацией
и растягивающим (сжимающим) напряжением в компактном металле, согласно которому бесконечно малое приращение деформации пропорционально бесконечно малому приращению напряжения, справедлив и для пластической деформации;
3) материал частицы порошка в зоне контакта находится постоянно в
напряженном состоянии, близком к одноосному сжатию;
4) деформирование компактного и порошкового тела происходит
идентично, что предполагает отсутствие межчастичной (структурной) деформации при уплотнении порошка.
В дифференциальной форме уравнение (2.3) имеет вид
dp/p = l dV,
(2.5)
где р – текущее давление прессования; V – относительный объем порошкового тела (прессовки) при давлении р; l – фактор прессования, постоянный в
некотором интервале давлений прессования.
После интегрирования выражения (2.5) и замены l на L (L = 0,434·l)
получаем уравнение (2.2), которое часто называют первым уравнением прессования Бальшина (полулагорифмическим).
Фактор прессования L связан с величиной контактного давления σк зависимостью
L = 0,434 К' ·hк / (σк ho),
(2.6)
где К' – постоянный коэффициент; hк – приведенная высота порошкового тела (прессовки), имеющего плотность 100 %; h0 – первоначальная высота порошкового тела.
Следовательно, L может быть постоянным только приσ к = const, так
как hк и ho для отмеренной навески порошка есть величины постоянные. На
самом деле σ к ≠ const и растет как за счет упрочнения материала частицы порошка в процессе прессования, так и вследствие изменения схемы его напряженного состояния.
Поэтому Бальшин предложил в дифференциальном уравнении (2.5)
фактор прессования l выразить в виде функции
I = L/0,434 = m/V,
Процессы порошковой металлургии. Курс лекций
(2.7)
-245-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
что после интегрирования (2.5) приводит к уравнениям (2.3), (2.4), каждое из
которых принято называть вторым (или логарифмическим) уравнением прессования Бальшина.
Для идеального процесса прессования (т.е. при отсутствии внешнего
трения) уравнения (2.3), (2.4) примут вид
p(V)m = pmax = pк = const
(2.8)
и
p(γ)m = pmax = pк = const,
(2.9)
где pк – максимальное (критическое) давление прессования, соответствующее
максимальному уплотнению и равное по величине давлению истечения (численно – это твердость материала при максимальной степени его упрочнения).
Показатель прессования т характеризует свойства порошка и может
быть определен опытным путем или рассчитан по формуле
m = 2 + γ /Δ γ,
(2.10)
где Δγ = γ – γ0, а γ0 – относительная плотность исходного порошкового тела
до приложения нагрузки к нему.
Для многих порошков железа и меди величины т сохраняют примерно постоянное значение в довольно большом интервале давлений прессования. Для порошков олова, вольфрама и некоторых других металлов показатель прессования т изменяется, возрастая с увеличением насыпной плотности порошка и твердости исходного материала его частиц. Однако, независимо от свойств материала, m металлических порошков всегда ≥ 3.
Наиболее приемлемо для анализа поведения порошков при прессовании уравнение (2.3), вывод которого может быть обоснован различными способами. В графической форме при σк = const уравнение (2.3) дает прямую линию (рис. 2.11).
Тангенс угла наклона прямой к оси абсцисс численно равен показателю прессования т, а отрезок, отсекаемый прямой от оси ординат, равен логарифму максимального давления прессования рmах или в идеальном случае он
равен логарифму критического давления рк.
Такие физические характеристики,
как величина и форма частиц порошка,
lqp = lqpк
lqp
а также его насыпная плотность не оказывают прямого влияния на величину
рк. Однако форма частиц и насыпная
плотность оказывают влияние на прессуемость порошка. Для получения пресα
совок заданной плотности необходимое
давление увеличивается вместе с росlqγ
том дисперсности порошка.
Рис. 2.11. Логарифмическая диаграмма процесса прессования (σк = pк)
Процессы порошковой металлургии. Курс лекций
-246-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
Уравнения прессования М.Ю. Баль-шина не имеют физического смысла
в начальный момент прессования и справедливы лишь в области средних и
относительно высоких значений давления прессования.
М.Ю. Бальшин полагал, что единое (от свободной насыпки порошка
до беспористой прессовки) описание процесса уплотнения невозможно из-за
его стадийности (общеприняты предложенные в 1951 г. Зеелигом три стадии:
структурная, упругая и пластическая деформации). Г.А. Меерсон постулировал положение, что одна стадия переходит в другую постепенно. Необходимо
отметить (учитывая наложение одной стадии на другую), что на различных
стадиях прессования механизмы уплотнения не идентичны, но имеют некоторое сходство.
Общей основой механизма уплотнения на всех стадиях является уравновешивание давления прессования в критическом (контактном) сечении.
Другая общая черта – наличие давления прессования, которое производит
необратимую работу межчастичного трения и обратимую (в известной мере)
работу упругой деформации. Однако детали этого механизма для трех стадий
неодинаковы. По вопросу о границах и характерных чертах трех стадий процесса уплотнения мнения исследователей расходятся.
Одно из наиболее удачных решений задачи математического описания процесса уплотнения металлического порошка во всем возможном диапазоне давлений предложено Г.М. Ждановичем.
Г.М. Жданович теоретически и экспериментально доказал, что достаточно точно идеальный процесс уплотнения описывает следующая зависимость
p = pк (γn – γ0n )/(1 – γ0n) = pк (Vоn – Vn) /[Vn(Vоn – 1)],
(2.11)
где pк – максимальное давление прессования, соответствующее максимальной твердости материала; γ – относительная плотность прессовки; γ0 – относительная плотность исходного порошкового тела до приложения нагрузки
(плотности насыпки); V – относительный объем прессовки; Vо – относительный объем исходного порошкового тела (до приложения нагрузки)
Показатель степени и в уравнении (2.11) зависит от всех основных
факторов, определяющих характер и особенности процесса прессования металлического порошка (контактного давления σ к, придела текучести σ т, придела прочности σ в, коэффициента межчастичного трения, относительной
плотности насыпки порошка).
По мнению М.Ю. Бальшина, среднее «интегральное» значение показателя n составляет:
n = 1 + 2/П0,
(2.12)
где П0 = 1 – γ0.
Г.М. Жданович полагает, что между давлением идеального и реального процессов прессования существуют зависимости вида:
Процессы порошковой металлургии. Курс лекций
-247-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
при одностороннем прессовании
p0 = p(1 + 0,25А·V),
(2.13)
при двустороннем прессовании
p0 = p(1 + 0,5А·V).
(2.14)
Значение этого коэффициента можно определить, используя следующее уравнение:
А = ξ·f(Lн + Lв )hK/Sн,
(2.15)
где ξ – коэффициент бокового давления; f – коэффициент внешнего трения;
Lн, Lв – длины периметров или контуров, соответственно, наружной и внутренней (если прессовка с отверстием) боковых поверхностей прессовки; hK
– высота слоя порошка в пресс-форме; Sн – поперечная площадь сечения
прессовки.
Боковое давление
Порошок при приложении к нему значительной по величине нагрузки
ведет себя подобно замороженной жидкости. Частицы порошка движутся не
только в направлении приложенной нагрузки, но и перемещаются в радиальном направлении, передавая прилагаемое к ним давление на внутреннюю
стенку матрицы. Давление, которое возникает при подобном взаимодействии
порошка и пресс-формы называется боковым.
В отличие от высокопластичных материалов, равномерно передающих прилагаемое к ним давление по всему объему тела, в порошковом теле
наблюдается значительная неравномерность распределения нагрузки (на боковую стенку матрицы передается значительно меньшее давление, чем в направлении прессования). Это связано с проявлением эффекта заклинивания
частиц, ограниченностью площади контактов, влиянием на процесс перемещения межчастичного трения и пр. В связи с этим важной характеристикой
является так называемый коэффициент бокового давления ξ, представляющий собой отношение бокового давления рб, т.е. усилия оказываемого порошком на единицу поверхности боковой стенки матрицы пресс-формы, к
давлению прессования р:
ξ = рб /p ≤1.
Процессы порошковой металлургии. Курс лекций
(1.16)
-248-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
Для количественного определения ξ рассмотрим упруго-напряженное
состояние некоторого объема материала в середине прессовки после того, как
уплотнение закончилось и перемещение частиц прекратилось.
В этот момент прессовка находится в стабильном состоянии и сжата
под действием приложенного давления прессования и реакции боковой стенки матрицы, равной боковому давлению. Каждая из этих сил вызывает сжатие по координатной оси, совпадающей с направлением ее действия, и растяжение по двум другим координатным осям.
Как известно, деформация упругого сжатия равна частному от деления сжимающего давления (в нашем случае рб или р) на модуль упругости
материала Е, а упругое расширение под влиянием упругого сжатия равно деформации сжатия по соответствующей координатной оси, умноженной на
коэффициент Пуассона ν. Очевидно, что стабильность упруго-напряженного
состояния возможна в случае, если деформация упругого сжатия по каждой
из координатных осей равна сумме деформаций упругого расширения под
влиянием упругого сжатия по двум другим координатным осям:
pν/ E + рб ν /E = рб/E,
(2.17)
где рν/ E – упругое горизонтальное расширение под влиянием упругого вертикального сжатия от приложенного давления прессования; рбν/E – упругое
горизонтальное расширение под влиянием упругого горизонтального сжатия
от реакции боковой стенки матрицы; рб/E – упругое горизонтальное сжатие
от реакции боковой cтенки матрицы.
После преобразования этого равенства находим:
p ν = рб (1 – ν).
(2.18)
ξ = рб /p = ν /(1 – ν),
(2.19)
Отсюда
а
ν = ξ /(1 – ξ).
(2.20)
Значение ξ в области высоких плотностей порошкового тела достаточно велико и обычно составляет 0,2–0,5, причем, чем пластичнее материал
частиц порошка, тем больше значение ν, а следовательно, и больше ξ (для
вольфрама 0,2, для железа 0,39, для олова 0,49, для меди 0,54, для серебра
0,72, для свинца 0,79).
Коэффициент бокового давления растет с увеличением плотности
прессовки, но для разных материалов по-разному: чем пластичнее металл,
тем в большей степени величина ξ связана с давлением прессования.
Процессы порошковой металлургии. Курс лекций
-249-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 2 Общие закономерности процессов формования порошков
Объясняется это относительным уменьшением сопротивляемости
межчастичных контактов сдвигу, что наблюдается с возрастанием как давления прессования, так и пластичности прессуемого материала. Для малопластичных металлов (например, вольфрама) и хрупких материалов (например,
карбида кремния, нитрида алюминия и пр.) значение ξ несколько возрастает
в области низких давлений, а выше 200 МПа остается постоянным. Для мелкозернистого порошка ξ несколько понижается по сравнению с более крупнозернистым порошком, что объясняется влиянием повышенного межчастичного трения.
Боковое давление уменьшается по высоте прессовок, так как внешнее
трение снижает давление прессования, приложенное к порошку в прессформе.
Контрольные вопросы и задания
1. Перечислите этапы уплотнения порошкового тела.
2. Изобразите идеализированную кривую уплотнения порошкового тела.
3. Объясните, почему на идеализированной кривой уплотнения порошкового тела, наблюдается участок, параллельный оси абцисс?
4. В чем отличие идеализированной кривой процесса уплотнения от
реальной кривой?
5. Каким образом меняется плотность порошкового тела по высоте от
поверхности подвижного пуансона к неподвижному при одностороннем
прессовании?
6. Что является причиной неоднородного распределения плотности по
объему прессовки?
7. Приведите количественные зависимости плотности прессовки от
давления прессования.
8. Что такое коэффициент бокового давления?
9. Перечислите факторы, от которых зависит коэффициент бокового
давления.
10. Почему у различных металлов, коэффициент бокового давления
имеет разное значение?
Лекция 3
Общие закономерности процессов формования порошков
(продолжение)
План лекции
1. Трение при прессовании.
2. Давление выталкивания и упругое последействие.
3. Прочность прессовок.
4. Брак при прессовании
Процессы порошковой металлургии. Курс лекций
-250-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 3 Общие закономерности процессов формования порошков (продолжение)
Трение при прессовании
На процессы формообразования изделий при прессовании порошков
значительное влияние оказывает трение. На практике различают внешнее и
межчастичное трение. Действие внешнего трения (трения частиц порошка о
стенки матрицы) приводит к неравномерному распределению плотности материала по объему прессовки, связанному с потерей усилия прессования на
его преодоление.
Общее усилие Р, воздействующее на прессовку, будет равно:
Р = р2πD2/4.
(2.21)
Так как боковая поверхность цилиндрической прессовки равна πDh,
то суммарное усилие Рr, на нее составляет Рr = pб πD2/4 = ξpπDh. Потеря
усилия ∆P на преодоление трения частиц порошка о стенки пресс-формы
равна ∆P = f Рr = fξpπDh.
Таким образом, доля усилия прессования, которая тратится на трение
порошка о стенки пресс-формы, определяется отношением ∆P / Р и составляет:
∆P / Р = fξpπDh/[p(πD2 / 4)] = 4·f·ξ(h/D) .
(2.22)
Как правило, численные значения произведения 4fξ по мере возрастания плотности прессовки колеблются в пределах не более ± 3–5 %, т.е. остаются примерно постоянными в широком интервале давлений прессования.
Из этого следует, что доля затрат усилия прессования на преодоление
внешнего трения порошка прямо пропорциональна высоте прессовки и обратно пропорциональна ее диаметру (поперечному размеру).
Для данных навески прессуемого порошка и размеров пресс-формы
доля давления, теряемая на внешнее трение, – величина постоянная, пропорциональная приложенному давлению; она может составлять от 60 до 100 %.
Межчастичное трение, коэффициент которого fi может в несколько
раз превышать коэффициент внешнего трения, при прессовании играет существенную роль, так как на его преодоление также затрачивается работа прессования, но зато давление прессования не теряется. Межчастичное трение
определяет уровень достигаемой плотности прессовки, не влияет на ее объемное распределение, т.е. не приводит к неравноплотности прессовки.
Следствием проявления межчастичного трения следует считать затрудненность перемещения частиц порошка под прямым углом к направлению приложения прессующего усилия, в связи с чем невозможно получать
высокие плотности в соответствующих зонах прессовки.
В общем случае потери усилия прессования на внешнее трение порошка должны зависеть от коэффициента трения в паре материал частицы
Процессы порошковой металлургии. Курс лекций
-251-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 3 Общие закономерности процессов формования порошков (продолжение)
прессуемого порошка – материал пресс-формы, склонности к схватыванию в
этой паре, качества обработки внутренней стенки матрицы пресс-формы, наличия смазки, высоты насыпки прессуемого порошка (навески) и диаметра
(поперечного размера) прессовки.
Известно, что с ростом плотности прессовки коэффициент межчастичного трения несколько уменьшается.
Помимо внешнего и межчастичного трения при изготовлении прессовки необходимо учитывать и такие параметры процесса прессования, как
давление выталкивания и упругое последействие прессовки.
Давление выталкивания и упругое последействие формовок
Внешнее трение прессуемого порошка о стенки внутренней полости
матрицы пресс-формы определяет усилие, необходимое для выталкивания
прессовки после завершения ее формирования; соответствующее давление
называют давлением выталкивания.
Давление выталкивания необходимо знать для решения практических
вопросов прессования порошков, в частности для правильного расчета и конструирования пресс-инструмента. Давление выталкивания пропорционально
давлению прессования и зависит от коэффициента внешнего трения и коэффициента Пуассона прессуемого порошка; обычно его принимают равным
0,2–0,35 давления прессования, и оно тем больше, чем выше прессовка и
меньше площадь ее поперечного сечения.
Давление выталкивания всегда меньше потерь давления на трение порошка о стенку внутренней полости матрицы пресс-формы, что связано с изменением объема прессовки после снятия давления в результате действия
внутренних (остаточных) напряжений, возникающих в процессе уплотнения
порошка.
Увеличение размеров прессовки в результате действия упругих сил
после снятия давления называют упругим последействием.
В связи с этим явлением целесообразно при прессовании выдерживать
прессовку под нагрузкой в течение от нескольких секунд до 2–3 мин, что
приводит к возрастанию ее плотности.
Основная часть упругого расширения прессовки происходит почти
мгновенно при ее выпрессовывании в момент выхода из матрицы, а остальная часть требует определенного времени, вплоть до нескольких дней. Поэтому при изготовлении изделий точных размеров срок хранения прессовок
перед спеканием не должен превышать нескольких часов.
Величина упругого последействия зависит от характеристик прессуемого порошка (дисперсности, формы и состояния поверхности частиц, содержания оксидов, механических свойств материала и др.), давления прессования, наличия смазки и ее количества, упругих свойств матрицы прессформы и пуансонов и других факторов.
Процессы порошковой металлургии. Курс лекций
-252-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 3 Общие закономерности процессов формования порошков (продолжение)
Относительное изменение линейных размеров прессовки вследствие
упругого последействия определяют по выражению, %,
δi = (∆l / l0)100 = [(l1 – l0) / l0]100,
(2.23)
где δi – упругое последействие прессовки; ∆l – абсолютное расширение прессовки по длине или диаметру (поперечному размеру); l0 – длина или диаметр
(поперечный размер) прессовки, находящейся в матрице пресс-формы под
действием давления прессования; l1 – длина или диаметр (поперечный размер) прессовки после снятия с нее давления прессования или выпрессовывания из матрицы пресс-формы.
Объемное упругое последействие прессовки определяют по аналогичной зависимости, %:
δV = (∆V / V0)100 = [(V1 – V0) / V0]100,
(2.24)
Эффект упругого последействия по высоте прессовки больше, чем
в поперечном направлении, и составляет при одностороннем прессовании
до 5–6 % (в поперечном направлении – 1–3 %). Это связано с большим осевым (вертикальным) давлением прессования по сравнению с боковым давлением, а также с упругой деформацией матрицы пресс-формы, благодаря которой после снятия давления высота прессовки также увеличивается.
Потеря давления прессования из-за внешнего трения порошка, приводя к неравноплотности прессовки, влияет также на изменение упругого последействия по ее высоте. Упругое последействие частично снимает напряжения на контактных участках прессовки, что приводит к уменьшению их
числа и суммарной площади. Разрыв контактов между частицами на большом протяжении может вызвать нарушение целостности прессовок, называемое расслоем, а иногда и их разрушение.
При переходе от порошкообразной массы к напряженному консолидированному порошковому телу величина упругого последействия изменяется. По мере увеличения давления прессования упругое последействие в направлении приложения давления сначала возрастает (в порошковом теле
происходит формирование и увеличение межчастичных контактов), затем
снижается из-за повышения прочности контактов между частицами и снова
возрастает, так как упругие напряжения растут, а прочность межчастичных
контактов изменяется мало.
Упругое расширение прессовки зависит от взаимодействия двух параметров – упругого последействия и прочности контактов между частицами; оно увеличивается под действием факторов, уменьшающих прочность
прессовки (меньшая шероховатость поверхности частиц порошка, увеличение содержания в порошке оксидов и примесей, высокая твердость прессуе Процессы порошковой металлургии. Курс лекций
-253-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 3 Общие закономерности процессов формования порошков (продолжение)
мого материала). Упругое последействие в прессовках из хрупких и твердых
материалов больше, чем у прессовок из мягких и пластичных материалов.
Упругое последействие у порошков хрупких и твердых материалов
больше, чем у пластичных материалов. Так как прочность прессовки их твердого материала меньше, то для повышения ее прочности большее значение
имеет упругая деформация.
Применение оптимального количества смазки при прессовании позволяет уменьшить величину упругого последействия прессовки, особенно в
случае совместного применения смазок и поверхностно-активных веществ.
Прочность прессовок
Прочность прессовок определяется как механическим зацеплением
так и микросхватыванием отдельных участков (неровностей) частиц порошка. В зависимости от природы порошка, его физических и химических свойств
действие тех или иных сил будет проявляться в большей или меньшей степени.
Диаграммы деформации порошковой прессовки качественно не отличаются от диаграмм деформации компактного металла. Прочность прессовок
обусловлена главным образом сопротивлением сдвигу межчастичных контактов, и при сжатии она во много раз больше, чем при растяжении, когда
разрушение прессовки происходит в результате сдвига и отрыва контактов.
Установлено, что прочность прессовки при сжатии в направлении
прессования всегда больше прочности в перпендикулярном к нему направлении, так как направление прессования совпадает с направлением заклинивания частиц, тогда как при растяжении она обычно меньше.
Известно, что прочность компактных литых металлов растет с увеличением твердости, т.е. вольфрам прочнее железа, железо прочнее меди, а
медь прочнее олова. Для порошковых прессовок эта зависимость прямо противоположна; прочность их растет не с твердостью, а с мягкостью и пластичностью металла: прессовки из олова прочнее прессовок из меди, из меди
прочнее, чем из железа, а из железа прочнее, чем из вольфрама. Это связано с
тем, что у пластичных материалов деформационные превращения, сопровождающиеся развитием площади контактов, протекают при более низких давлениях. После снятия давления и выпрессовки из матрицы пресс-формы у
твердых материалов в результате упругого последействия контактная поверхность уменьшается и прочность прессовки будет определяться в основном силами механического зацепления частиц.
Так как прочность прессовки пропорциональна контактной поверхности между частицами, она зависит от давления прессования: при низких давлениях прессования (первый этап формирования прочности) прочность прессовки возрастает быстрее давления (скорость роста плотности прессовки высока), при средних давлениях прессования (второй этап) прочность прессовки растет приблизительно пропорционально первой степени давления и при
высоких давлениях прессования (третий этап) нарастание прочности прес Процессы порошковой металлургии. Курс лекций
-254-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 3 Общие закономерности процессов формования порошков (продолжение)
совки существенно замедляется (плотность прессовки и площадки межчастичных контактов увеличиваются незначительно).
При прочих равных условиях на прочность прессовки значительное
влияние оказывают гранулометрический состав и насыпная плотность порошка, точнее коэффициент обжатия К = γп/γнас (где γп – плотность прессовки
при данном давлении прессования). Чем больше К при одной и той же плотности прессовки, тем сильнее обжатие порошка и тем прочнее прессовка.
Минимальное значение К, необходимое для получения прессовок достаточной прочности из порошков пластичных металлов с сильно шероховатой и
разветвленной формой частиц, составляет примерно 1,7–1,8. Прочность прессовок понижается при загрязнении порошков оксидами (при толстой оксидной пленке), что объясняется увеличением твердости поверхностного слоя
частиц при одновременном снижении их пластичности и уменьшении металлической контактной поверхности.
Принято характеризовать прессовки прочностью на сжатие и на изгиб,
так как их прочность на разрыв (на растяжение) невелика и обычно не превышает нескольких килограммов на квадратный сантиметр.
Брак при прессовании
Наиболее часто встречающийся на практике и наиболее опасный вид
брака прессовок – расслой (поперечные или диагональные трещины). Появление таких трещин обусловлено тем, что при выталкивании прессовки из
матрицы пресс-формы происходит ее расширение. Разрушение (возникновение трещин) происходит по границам действия деформаций, вызванных указанными процессами. Наибольшее значение имеют следующие причины образования поперечных или диагональных трещин:
1. Условия прессования, способствующие уменьшению прочности
прессовок: использование гладких плоских или сфероидизированных частиц,
заметное окисление и наклеп частиц, введение в состав порошка слишком
большого количества смазки.
2. Высокие давления прессования (особенно для материалов высокой
твердости). Известно, что упругие силы, вызывающие растрескивание, растут
пропорционально давлению, а рост прочности межчастичных контактов замедлен.
3. Плохое качество смешивания или использование химически неоднородного материала, вызывающее неравномерное распределение в объеме
прессовки примесей или компонентов сложной порошковой смеси.
4. Слишком медленное или слишком быстрое выпрессовывание изделия из матрицы пресс-формы и в особенности остановки во время выпрессовывания. Для ускорения выпрессовывания рекомендуется применять разъемные матрицы. Необходимо, чтобы конструкция матрицы в этом случае пре-
Процессы порошковой металлургии. Курс лекций
-255-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 3 Общие закономерности процессов формования порошков (продолжение)
дотвращала сдвиг ее стенок в процессе прессования или выталкивания прессовки.
5. Наличие в прессуемой заготовке тонких стенок или резких переходов.
6. Неравномерное распределением порошка по объему засыпной полости матрицы пресс-формы.
7. Низкое давление прессования или неправильная (заниженная) величина навески порошка.
В некоторых случаях имеет место брак по размерам, связанный с неправильной конструкцией или размерами пресс-формы, неточностью дозирования порошка или нарушением режима прессования (завышением или занижением давления прессования). На поверхности прессовки могут появляться риски из-за неудовлетворительного качества рабочей поверхности
матрицы; на торцах прессовки могут наблюдаться сколы, осыпания и образование заусенцев из-за плохой обработки рабочей поверхности пуансонов или
выработки их торцовых кромок.
Для снижения брака необходимо установить его причины и принять
меры к их устранению. Брак при прессовании обычно составляет около 2–3 %.
Бракованные по тем или иным признакам прессовки могут быть возвращены
в производство после соответствующего дробления и измельчения. Порошок,
полученный в результате измельчения бракованных изделий можно небольшими порциями (до 10–15 %) подмешивать к исходному материалу. Однако
при этом может наблюдаться некоторое снижение механических свойств готовых порошковых изделий.
Контрольные вопросы и задания
1. Какие виды трения различают при прессовании порошков?
2. Как можно снизить трение?
3. Как рассчитать долю усилия прессования, затрачиваемого на внешнее трение?
4. Почему внешнее трение больше межчастичного?
5. Что такое «упругое последействие и как оно проявляется?
6. Какие факторы, определяют давление выталкивания?
7. От чего зависит прочность прессовок?
8. Какими показателями характеризуется прочность прессовок?
9. Перечислите виды брака при формовании изделий.
10. Укажите меры по устранению причин брак при прессовании порошков.
Процессы порошковой металлургии. Курс лекций
-256-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 4
Холодное изостатическое прессование
План лекции
1. Виды изостатического формования.
2. Оборудование для ХИП.
3. Материалы оболочек.
4. Установки и цикл ХИП.
5. Уплотнение порошка при гидроформировании.
6. Виды брака.
Виды изостатического формования
Изостатическое формование – формование металлического порошка в
эластичной или деформируемой оболочке в условиях всестороннего сжатия.
Изостатическое формование позволяет получать из порошка заготовки (порошковые формовки) с большим отношением длины к диаметру (ширине) и
тонкими стенками, обладающие равномерной объемной плотностью.
В настоящее время выделяют три базовые разновидности изостатического формования:
гидростатическое,
газостатическое,
в эластичных оболочках.
Оборудование для ХИП
Методом ХИП, который часто называют гидростатическим формованием, получают цилиндры, штабики, трубы, шары и другие изделия как
сравнительно простой, так и весьма сложной формы единичной массы от нескольких грамм до нескольких сотен килограмм.
Гидростатическое формование исторически является первым вариантом изостатического формования (1913–1919 гг.), когда порошок в резиновой
оболочке сжимали усилием, создаваемым жидкостью в рабочей камере гидростата (рис. 2.12, а). В последующем этот вариант получил название метода
«свободной матрицы (оболочки)», или метод «мокрого» мешка; заполнение
матрицы (оболочки) порошком и удаление из нее формовки производят вне
установки гидростатического формования.
Процессы порошковой металлургии. Курс лекций
-257-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 4 Холодное изостатическое прессование
6
1
2
3
4
1
9
1
4
3
5
3
2
2
8
7
а
б
Рис. 2.12. Схемы
методов холодного изостатического
прессования: 1 – вконтейнер; 2 –
жидкость высокого давления; 3 – порошок; 4 – эластичная оболочка; 5 – компрессор; 6, 7
– уплотняющие затворы; 8 – выталкиватель формовки; 9 – матрица типа «сухого мешка»
В 1929 г. были запатентованы (патенты США) две разновидности
формования изделий жидкостью высокого давления: методом «встроенной
или фиксированной матрицы», или метод «сухого мешка» (рис. 2.12, б) и радиальное уплотнение методом «сухого» мешка (рис. 2.12, в). Матрица (оболочка) жестко связана с камерой давления гидростата, и изостатическое уплотнение достигается за счет действия реактивных сил в направлении верхнего уплотнителя или только в результате действия сил в радиальном направлении. На практике используют еще один вариант формования по методу «сухого» мешка, который назван методом «трехосного» формования: сначала порошок подвергают радиальному уплотнению жидкостью по типу «сухого» мешка, а затем, не снимая давления жидкости, допрессовывают в осевом (вертикальном) направлении пуансонами по схеме двустороннего прессования (осевое давление должно превышать давление, создаваемое жидкостью).
За счет применения подобного способа формования можно получить
большие значения плотности (на 10–25 %) и прочности формовки, чем при
других вариантах холодного изостатического формования.
Широкая промышленная реализация гидростатического формования
началась при использовании этого метода в керамической промышленности,
для изготовления изделий сложной (ребристой, конической и пр.) формы.
К преимуществам метода гидростатического формования относится
то, что большинстве случаев удается получить изделие с более высокой
плотностью и прочность формовки при давлениях, сопоставимых с давлениями холодного одно- и двухстороннего прессования. Кроме того, при применении этого метода:
наблюдается высокая равноплотность изделия;
напряжения в объеме формовки незначительны из-за отсутствия преимущественного направления приложения усилия уплотнения и практически
отсутствующего внешнего трения;
можно формовать порошок без смазки или при ее минимальном количестве;
Процессы порошковой металлургии. Курс лекций
-258-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 4 Холодное изостатическое прессование
однородная (без текстуры) структура формовки;
уменьшенная усадка при спекании;
более высокая и равномерная плотность заготовки после спекания;
можно получать крупногабаритные изделия (ограничения по размеру
связаны только с габаритами гидростата);
можно получать изделия сложной формы;
достаточно легко получать изделия из композитов и пр.
К недостаткам этого метода относятся:
низкая точность изготовления изделий (необходимость дальнейшей
механической обработки неспеченного порошкового тела);
длительность полного цикла формования (по сравнению с другими
методами);
высокая чувствительность к химически загрязнениям;
быстрый износ эластичных оболочек и пр.
В самом общем случае для организации гидростатического формования
необходимы: жидкость, эластичные оболочки и специальные устройства (гидростаты) с системой создания давления жидкости на оболочку с порошком.
Уплотнение порошка, помещенного в эластичную оболочку, осуществляют жидкостью высокого давления (масло, вода с добавками ингибиторов
коррозии, водные эмульсии масел, глицерин и др.), к которой предъявляют
определенные требования:
1) наименьшая цена и легкая доступность;
2) совместимость с материалом рабочей камеры гидростата и с эластичной оболочкой для формования порошка (например, натуральная резина
или материалы на основе полихлорвинила неприемлемы для работы в масле
без дополнительного защитного чехла);
3) сжимаемость рабочей жидкости должна быть как можно меньше.
При большой сжимаемости жидкости время накачки ее в рабочую камеру
гидростата становится слишком большим, возрастают запас энергии в гидростате и опасность его разрушения при возникновении течи под высоким давлением;
4) легкость отделения порошка от рабочей жидкости при прорыве
эластичной оболочки с ним.
Материалы оболочек
Правильный выбор материала оболочки весьма важен, так как от него зависят результаты формования. В общем виде такой материал должен
обладать следующими свойствами: низким модулем продольной упругости
(~10-5 модуля упругости металла); низкой адгезией к порошку; большой
усадкой при сжатии; хорошей обрабатываемостью и износостойкостью;
стойкостью к маслу и воде и пр.
В табл. 2.1 приведены сведения о некоторых материалах, которые используются для изготовления эластичных оболочек.
Процессы порошковой металлургии. Курс лекций
-259-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 4 Холодное изостатическое прессование
Таблица 2.1
Материалы для изготовления эластичных оболочек
Материал
Натуральный и синтетический каучук
Натуральный и синтетический каучук
Неопреновая резина
Неопреновая и нитриловая резина
Силиконовая резина
Поливинилхлорид
Однокомпонентный полиуретан
Двухкомпонентный полиуретан
Пригодность для гидроМетод изготовления
статического формования
оболочки
А
Б
Окунание заготовки
2–3/0–2
0/0
Горячее литье
2–3/1–3
2–4/1–2
Окунание
2/0–2
0/0
Горячее литье
2–4/1–3
3–4/1–2
Литье
0–1/0
0/0
–
1–2/1–2
0/0
Горячее литье
2–3/1–2
0–2/0–1
Холодное литье
1–2/0–1
0–1/0
П р и м е ч а н и я. 1. А – формование по методу «мокрого» мешка; Б – формование по
методу «сухого» мешка.
2. Пригодность: 0 – не рекомендуется; 1 – плохая; 2 – удовлетворительная; 3 – хорошая; 4 – отличная; в числителе – с высокой, хорошей текучестью и распыленных порошков; в знаменателе – с плохой текучестью порошков с частицами высокой твердости и неправильной формы.
Наиболее целесообразна толщина стенки эластичной оболочки 1,5–6 мм
(более толстостенные служат дольше, но сложнее в обращении и могут приводить к расслоению формовки).
Для изготовления заготовок сложной формы нужны тонкостенные
оболочки, но они быстро выходят из строя (1–2 формовки).
Для ориентировочного определения габаритных размеров эластичной
оболочки для получения изделий сравнительно простой формы (стержней,
цилиндров или цилиндрических труб), имеющих постоянное сечения можно
воспользоваться соотношениями:
для стержней или цилиндров
D = d3 К , L = l,
L = l – l1 («сухой» мешок без осевого сжатия);
для цилиндрических труб с открытыми торцами (заглушки при формовании жестко закреплены)
D=
2
К (d 2 − b 2 ) + b 2 + b , d1 = b – d2,
где D – внутренний диаметр эластичной оболочки; d – диаметр формовки; b –
внутренний диаметр трубной формовки; d1 – диаметр центрального стержня
для формования трубной заготовки; d2 – усадка по диаметру трубной фор Процессы порошковой металлургии. Курс лекций
-260-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 4 Холодное изостатическое прессование
мовки; L – длина рабочей зоны эластичной оболочки; l – длина формовки; l1 –
осевая усадка формовки; К – коэффициент уплотнения (обжатия) порошка,
К = γп/γнас (γп – плотность формовки при соответствующем рабочем давлении; γнас – насыпная плотность порошка).
Отклонение размеров формовок от расчетных составляет до 3–4 %
(для тонкостенных труб точность выше).
Точный расчет размеров рабочей зоны эластичной оболочки для изделий сложной формы со ступенчатым профилем, переменным сечением и т.п.
является практически неразрешимой задачей. В этом случае размеры формы
(оболочки) определяются опытным путем (изготавливают пробную формовку, испытывают ее и в дальнейшем проводят корректировку размеров эластичной оболочки).
Установки и цикл ХИП
Для ХИП обычно используют следующие установки:
специализированные гидростаты;
камеры, в которых необходимое давление создается с помощью гидравлических прессов (гидростатическое формование);
камеры, в которых давление создается при взрыве порохового заряда
(гидродинамическое формование).
Гидростаты. По способу создания давления в рабочей камере гидростаты бывают насосные, плунжерные и мультипликаторные. Они могут быть
рамной или безрамной конструкции. В гидростатах рамной конструкции осевое усилие от жидкости через уплотняющие затворы рабочей камеры передается на силовую раму установки. Гидростаты безрамной конструкции снабжены резьбовыми байонетными затворами (рис. 2.13).
7
6
5
Рис. 2.13. Схема гидростата безрамной конструкции: 1 – компрессор; 2 – камера формования; 3 – порошок; 4 – эластичная оболочка; 5 – манометр; 6 – затвор; 7 – клапан
4
3
2
1
Основными узлами гидростатов являются контейнер (рабочая камера),
станина, гидропривод и установка для создания высокого давления жидкости. Гидростаты рамной конструкции изготавливают как с отдельно установ-
Процессы порошковой металлургии. Курс лекций
-261-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 4 Холодное изостатическое прессование
ленным насосом высокого давления или мультипликатором, так и со встроенным мультипликатоом. Гидростаты безрамного типа имеют меньшую металлоемкость по сравнению с гидростатами других типов. Внутренний диаметр рабочей камеры гидростатов до 1 500 мм, длина – до 25 200 мм, рабочее
давление 200–600 МПа.
Гидростатические прессы. В таких установках нагрузка, создаваемая
гидравлическим прессом (поршнем пресса), передается через жидкость к уплотняемому порошку, загруженному в эластичную оболочку, которая помещается в рабочей камере. Диаметр рабочей камеры пресса – 40–130 мм, давлении прессования – до 2 000 МПа, максимальная длина формовок – до 500 мм.
Гидродинамические машины. Конструкция этих машин практически
аналогична гидростатам, но необходимое давление создается за счет сгорания порохового заряда небольшой массы в рабочей камере. Пороховой заряд,
воспламеняясь в изолированной пороховой камере, создает давление на рабочую жидкость, через промежуточный поршень. Подобные установки позволяют получать давления до 1 500 МПа (рабочее давление до 600 МПа).
Размеры рабочей камеры: диаметр – 200–350 мм, длина – 500–1 000 мм.
Рабочий цикл ХИП зависит от метода формования. При формовании
по методу «мокрого» мешка рабочий цикл включает следующие операции:
1) подготовка шихтового состава порошка (оптимального фракционного состава) и смешивание компонентов шихты;
2) подготовка порции порошка необходимого объема (массы);
3) заполнение подготовленной навеской порошка эластичной оболочки
и его уплотнение (в том числе – с использованием вибрационного уплотнения);
4) герметизация оболочки с порошком;
5) дегазация порошка (вакуумирование оболочки);
6) установка оболочки с порошком в рабочую камеру гидростата;
7) герметизация рабочей камеры гидростата;
8) создание давления рабочей жидкости в камере высокого давления
гидростата;
9) выдержка оболочки с порошком под давлением рабочей жидкости в
течениие заданного времени (если необходимо);
10) сброс давления;
11) вскрытие рабочей камеры гидростата;
12) извлечение оболочки с формовкой из рабочей камеры гидростата;
13) разгерметизация оболочки и извлечение формовки из оболочки;
14) зачистка поверхности формовки (выравнивание поверхности –
устранение дефектов).
При гидростатического формования по методу «сухого» мешка рабочий цикл несколько короче:
1) подготовка шихтового состава порошка (оптимального фракционного состава) и смешивания компонентов шихты;
2) заполнение подготовленной навеской порошка эластичной оболочки и его уплотнения (в том числе – с использованием вибрационного уплотнения);
Процессы порошковой металлургии. Курс лекций
-262-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 4 Холодное изостатическое прессование
3) герметизация оболочки с порошком;
4) дегазация порошка (вакуумирование оболочки);
5) герметизация рабочей камеры гидростата;
6) создание давления рабочей жидкости в камере высокого давления
гидростата;
7) выдержка оболочки с порошком под давлением рабочей жидкости в
течение заданного времени (если необходимо);
8) сброс давления;
9) вскрытие рабочей камеры гидростата, разгерметизация оболочки и
извлечение формовки из оболочки;
10) зачистка поверхности формовки (выравнивание поверхности –
устранение дефектов).
Уплотнение порошка при гидроформовани
Жидкость высокого давления всесторонне и равномерно сжимает порошок, находящийся в эластичной оболочке. Потери давления на преодоление трения частиц порошка о стенку оболочки почти отсутствуют. Это связано с тем, что при гидростатическом формовании частицы порошка, прилегающие к поверхности оболочки, перемещаются (в основном) вместе с этой
поверхностью. Так как сжатие является всесторонним и равномерным по величине во всех направлениях, то коэффициент бокового давления следует
полагать равным единице.
Необходимо отметить, что во внутренних областях сравнительно
крупных сферических и цилиндрических заготовок из порошков пластичных
металлов или сплавов пористость несколько выше. Это явление связано с наличием в порошковом теле арок, которые не полностью передают давление
его внутренним областям и могут сохраняться даже при высокой плотности
порошковой формовки.
При гидростатическом формовании обеспечивается не только равномерная плотность заготовок, но и устраняется также анизотропия их структуры, которая при прессовании в пресс-форме связана с ориентированным расположением частиц при одноосном сжатии и проявляется в неодинаковых
значениях усадки, прочности, газопроницаемости и других характеристик
прессовок в различных направлениях.
При гидростатическом формовании воздух (газ) не имеет выхода из
герметично закрытой оболочки, в связи с чем желательна предварительная
дегазация (вакуумирование) уплотняемого порошка, например при помощи
тонкой иглы со сквозным каналом, вставляемой в оболочку и подключаемой
к вакуумной системе. В противном случае газ в порах между частицами порошка сжимается (при изменении пористости порошкового тела с 50 до 5 %
давление газа в порах возрастает до 2,5 МПа) и после снятия давления может
вызвать нарушение целостности формовки. Поэтому, если порошок перед
Процессы порошковой металлургии. Курс лекций
-263-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 4 Холодное изостатическое прессование
прессованием не вакуумировали, давление в рабочей камере рекомендуется
сбрасывать медленно (в течение нескольких минут).
Исходя из предпосылки о том, что механизмы уплотнения порошков
при прессовании и гидростатическом формовании аналогичны (при гидроформовании также можно выделить три стадии уплотнения), то давления гидростатического формования ри и прессования р соответствуют соотношению:
ри/p = (1+ 2ξ)/3,
где ξ – коэффициент бокового давления.
Виды брака
На рис. 2.14 показаны характерные дефекты заготовок, полученных по
методу «мокрого» мешка. Возможные причины появления таких дефектов:
1) нехватка или неконтролируемая усадка порошка, засыпанного в
эластичную оболочку;
2) недостаточно жесткая оболочка, которая способна деформироваться при засыпке в нее порошка;
3) неравномерная засыпка порошка в оболочку или его плохая
текучесть;
4) слишком тонкая стенка оболочки;
5) жесткие заглушки для герметизации оболочки с порошком;
6) порошок с излишне высокой уплотняемостью;
7) высокая пластичность частиц порошка;
8) неправильно выбранный материал эластичной оболочки;
9) слишком толстые стенки оболочки;
10) недостаточная плотность формовки;
11) малый радиус скругления углов формовки.
1
2
3
4
5
6
Рис. 2.14. Виды брака заготовок, сформованных ХИП по методу
«мокрого мешка»: 1 – образование шейки; 2 – неравномерная усадка; 3 – «ступня слона»; 4 – «банан»; 5 – расслоение; 6 – скол кромок
Процессы порошковой металлургии. Курс лекций
-264-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 4 Холодное изостатическое прессование
При гидроформовании по методу «сухого» мешка могут возникать
различные дефекты заготовок:
расслоение (осевое) возникает из-за смещения стенок эластичной оболочки при разгрузке;
образование шейки связано с недостаточной загрузкой или усадкой
засыпанного в оболочку порошка;
растрескивание и расслоение (радиальное и осевое) происходит из-за
высокого давления формования и осевого упругого последействия;
осевое растрескивание имеет место при слишком быстром снятии
давления со сформованной заготовки или из-за избыточного количества
смазки (пластификатора) в порошке.
Контрольные вопросы и задания
вания?
1. В чем заключается суть метода холодного изостатического формо-
2. Перечислите операции цикла ХИП.
3. Назовите способы ХИП.
4. Из каких материалов изготавливают оболочки, используемые при
ХИП порошков?
5. Перечислите основные требования, предъявляемые к рабочей жидкости.
6. Какие установки применяют при ХИП порошков?
7. Назовите основные виды брака при ХИП.
Лекция 5
Горячее изостатическое (газостатическое) прессование
План лекции
1. Устройство газостатов.
2. Цикл прессования.
3. Технологическая оснастка и оборудование, используемое при прессовании порошков методом ХИП.
4. Режимы горячего изостатического прессования(ГИП) изделий.
Первые исследования процесса формования порошка в деформируемых оболочках одновременным воздействием давления сжатого газа и температуры были выполнены в 50-е гг. XX в. в Беттелевском мемориальном
институте (США) при отработке технологии изготовления топливных элементов ядерных реакторов.
Процессы порошковой металлургии. Курс лекций
-265-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 5 Горячее изостатическое (газостатическое) прессование
В настоящее время происходит расширение производственных мощностей этого метода, связанное прежде всего с использованием его для изготовления изделий на основе порошков жаропрочных и инструментальных
сплавов, титана и бериллия.
В процессе ГИП порошок одновременно спрессовывается (давление
до 200 МПа) и спекается (температуры до 1 500–2 000 °С), образуя формовку
с плотностью, близкой к теоретической, и высокими механическими свойствами. Так, например, при изготовлении турбинных дисков газостатической
обработкой порошков они имеют повышенную жаропрочность (на 7–15 %
выше прочности изделий, полученных литьем с последующей пластической
деформацией), а ресурс их работы увеличивается в 1,3–1,8 раза. Припуски на
механическую обработку сокращаются в 2–3 раза, уменьшается ее трудоемкость на 30–40 %, снижаются расход металла и стоимость изготовления изделий.
К основным достоинствам метода ГИП порошковых материалов относят: возможность улучшить служебные свойства получаемых материалов,
заготовок и изделий и возможность варьирования параметров обработки
(давления, температуры, времени), обеспечивающих на одном и том же оборудовании получение заготовки и изделий из материалов, имеющих различную химическую природу;
Объективными недостатками ГИП являются сравнительно невысокие
давления формования, большая длительность рабочего цикла (относительно
низкая производительность), высокая стоимость оборудования; сравнительно простая форма получаемых изделий.
В качестве рабочей среды при ГИП чаще всего используют аргон, гелий или азот (редко). В некоторых случаях применяют водород, оксиды углерода или сероводород. Любой из этих газов должен иметь высокую чистоту (содержание примесей не выше (1–2)·10-6 % (об.)) и обладать высокой степенью уплотнения. Так как высвобождение энергии, образующейся при сжатии газа, может привести к разрушению рабочей камеры газостата (вследствие возникновения мощной ударной волны), ее изготавливают из силовых
элементов повышенной прочности.
Формование изделий в газостате происходит с использованием деформируемых оболочек. Подобная оболочка может быть изготовлена из материала, не взаимодействующего с порошком и обладающего необходимой
пластичностью при рабочей температуре процесса. Чаще всего для изготовления оболочек используют фольгу из нержавеющей стали, никеля, молибдена, меди, титана и пр. Для ГИП керамики, тугоплавких соединений могут
использовать деформируемые оболочки из борного или кремниевого стекла,
кварца. Гораздо реже для изготовления оболочек используют серебро, золото
или платину. Основным достоинством подобных оболочек (кроме высокой
пластичности) является возможность использования их в повторном цикле.
Геометрия и размеры оболочки должны быть такими, чтобы полученная
формовка максимально приближалась по конфигурации к готовому изделию.
Процессы порошковой металлургии. Курс лекций
-266-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 5 Горячее изостатическое (газостатическое) прессование
Оболочки получают путем выдавливания (штамповки) листовых материалов и последующей сварки отдельных элементов. Толстостенные оболочки из стекла или кварца готовят шликерным формованием водных суспензий с последующей сушкой и обжигом.
Основными конструктивными элементами газостатов являются: рабочая камера высокого давления (контейнер) с нагревательным устройством;
системы создания высокого давления газа в рабочей камере; системы управления, контроля и автоматической защиты.
В зависимости от максимальной рабочей температуры газостата его
контейнер может быть одним из трех типов (рис. 2.15):
с внешним нагревом (нагреватель расположен снаружи контейнера,
рабочая температура внутри контейнера 700–800 °С);
с внутренним нагревом (нагреватель расположен внутри контейнера;
максимальная рабочая температура 1 100 °С);
с внутренним нагревом и охлаждаемыми стенками (рабочая температура 1 500–2 000 °С).
8
8
6
7
6
7
7
1
1
1
2
2
2
3
3
а
8
6
3
4
4
5
5
б
4
5
в
Рис. 2.15. Схема конструкций установок для горячего изостатического прессования: 1 –
запорная крышка; 2 – камера высокого давления; 3 нагревательный элемент; 4 – уплотняемое порошковое тело; 5 – внешняя изоляция; 6 – термопара; 7 – система охлаждения;
8 – система подачи газа
Камера высокого давления представляют собой систему из нескольких
толстостенный цилиндров (контейнеров), вставленных друг в друга. Для обеспечения необходимых мер защиты часто применяют обмотку контейнера холоднотянутой, предварительно напряженной стальной лентой или проволокой.
Нагрузки, возникающие при давлении газа, воспринимаются (в радиальном направлении) боковыми стенками контейнера или (осевые усилия)
передаются на стенки контейнера через затвор (резьбовой, байонетный) запорной крышки.
Процессы порошковой металлургии. Курс лекций
-267-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 5 Горячее изостатическое (газостатическое) прессование
Ведущими зарубежными фирмами-изготовителями газостатов являются фирмы ASEA (Швеция), Kobe Steel ltd. (Япония), Autoclave engineers
inc. (США). В России основным изготовителем газостатов является ОАО
«Всесоюзный научно-исследовательский институт металлургических машин» (ВНИИметмаш).
Рабочую температуру в газостате обеспечивают нагревательные устройства трех типов:
молибденовые ленточные или спиральные нагреватели, работающие
только в защитной атмосфере (температуре до 1 500 °С, число рабочих циклов 500–600);
графитовые (при рабочей температуре до 2 000 °С; число рабочих
циклов до 1 000);
нагревательные устройства, изготовленные из коррозионно-стойких
сплавов (нихром, хромель и пр.), способных работать на воздухе (рабочая
температуре до 1 260 °С).
Обычно нагреватели располагают в донной части рабочей камеры газостата. Техническая характеристика некоторых из газостатов приведена в
табл. 2.2.
Таблица 2.2
Технические характеристики серийных газостатов
Тип газостата
(фирма-изготовитель,
страна)
Autoclave engineers inc.,
США
Conway pressure systems,
США
Kobe Steel, Япония
ASEA pressure systems
inc.,
США
ASEA, Швеция:
Q1H-3
Q1H-20
ВНИИметмаш, Россия:
330
ГТС-330
4,2
450
ГТС-5000
ЯО6016
ГУ-40
Рабочее пространство, мм Максимальное Максимальная
давление рабо- рабочая темпераДиаметр
Высота*
чей среды, МПа
тура, °С
75–200
140–350
105; 210; 420
1 000–2 000
1 200–1 700 2 920–3 048 105; 210; 140
1 260–1 426
220–457
635–1524
105;210
595–1 800
< 600
84
25
102–254
254–1 470
<1800
120
40
127–762
457–3500
200
200
1 000
210
< 315
1 200–1 600
2 600
1 450
2 000
< 2 000
95; 102; 76
100; 160; 200
2 200; 1 450; 1 400
260–270
150; 127;
115
800–1 700
100
1 450
140
140
230; 160
230
560
900
1 800
100
100
300; 160
250
700
1 800
1 500
200
200
100; 200
100
200
200
150
1 200
2 000
1 200; 2 000
1 500
2 000
1 500
1 200
*Для газостатов ВНИИметмаш указана высота заготовки.
Процессы порошковой металлургии. Курс лекций
-268-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 5 Горячее изостатическое (газостатическое) прессование
Для создания рабочего давления внутри контейнера газостата применяют две принципиально разные схемы:
необходимое для работы количество газа хранится вне газостата
(в баллонной станции) и подается в рабочую камеру перед началом процесса;
емкость с необходимым количеством сжиженного газа устанавливают
непосредственно в контейнер, а затем газ нагревается и испаряется.
Устройства для перекачивания газообразной рабочей среды могут
быть механические (компрессоры поршневые и мембранные, мультипликаторы, насосы) и термические (термические компрессоры и криогенные термокомпрессоры). Для перекачивания рабочей среды в сжиженном состоянии
используют насосы и криогенные термокомпрессоры. Эти устройства для перекачивания рабочей среды могут быть многоступенчатыми и одноступенчатыми (дожимающими).
В многоступенчатой машине давление рабочей среды последовательно повышается в нескольких блоках от начального (0,1–1 МПа) до максимального. В одноступенчатой машине имеется только один блок, в котором
давление рабочей среды повышается от 5–60 МПа до требуемой величины.
Одним из способов повышения производительности рассмотренных
устройств является создание с их помощью только начального давления газа
в рабочей камере газостата и последующее получение требуемого давления в
результате разогрева рабочего пространства (начальное давление до 60 МПа
в большинстве случаев достаточно для обеспечения 200 МПа при температуре 1 000 °С).
В этом случае компрессоры высокого давления служат лишь для корректировки рабочего давления.
Цикл газостатического формования. Рабочий цикл формования порошка в газостате включает в себя следующие основные операции:
сборку садки (расчет навески, отмеривание и загрузка порошка в деформируемую оболочку, вибрирование и вакуумирование ее) и установку на
заготовках термопар;
загрузку садки в рабочую камеру газостата, вакуумирование рабочего
пространства и промывку рабочим газом;
создание в рабочем пространстве газостата необходимых по технологии давления и температуры;
выдержку садки при рабочих режимах формования;
охлаждение садки и выпуск рабочего газа;
выгрузку садки и освобождение сформованного изделия от оболочки.
Порошок перед уплотнением подвергают дегазации для удаления
большей части газа, адсорбированного поверхностью частиц, и вибрированию для более плотной упаковки частиц.
В зависимости от технологических требований к конкретному изделию и особенностей конструкции используемого газостата возможны четыре
схемы проведения процесса газостатического формования порошка:
Процессы порошковой металлургии. Курс лекций
-269-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 5 Горячее изостатическое (газостатическое) прессование
с предварительным подъемом давления газовыми компрессорами
и последующим разогревом рабочего пространства при выключенном компрессоре
с одновременным подъемом давления и температуры;
с предварительным разогревом рабочего пространства;
с постоянной температурой в рабочем пространстве и предварительным разогревом оболочек с порошковым телом.
Рабочий цикл с предварительным подъемом давления газовыми компрессорами используют наиболее часто. В этом случае возможно использование компрессора, рассчитанного на давление, существенно ниже рабочего.
Необходимое давление достигается при расширении нагретого газа (за счет
термического расширения газа одновременно с подъемом температуры повышается и давление).
Схема с одновременным подъемом давления и температуры предназначена в основном для формования крупногабаритных заготовок, требующих более длительных выдержек при рабочей температуре формования.
Схема с предварительным разогревом рабочего пространства обеспечивает формование в стеклянных оболочках, а схема с постоянной температурой в рабочем пространстве (при которой оболочки с порошком разогреваются вне газостата) позволяет существенно повысить производительность
установки (в 2 раза и более).
Температуру ГИП выбирают в зависимости от давления формования.
Повышение давления в 2 раза примерно адекватно увеличению температуры
на 50 °С.
При 3–5-часовой изотермической выдержке и давлении 70–100 МПа
температура, необходимая для достижения относительной плотности получаемых заготовок (γ > 0,98), составляет для металлов 0,5–0,6Тплав, а для тугоплавких соединений 0,7Тплав. В табл. 2.3 приведены некоторые данные по
применяемым на практике режимам ГИП.
Для изготовления изделий сложной формы целесообразно вначале
формовать отдельные фрагменты заготовки, а затем помещать их вместе в
соответствующую оболочку.
При эксплуатации газостата опасность представляет возможность его
разрушения взрывом деформируемых оболочек с порошком, в которые (при
нарушении их герметичности во время рабочего цикла) проникает газ высокого давления. Так как обнаружить разгерметизацию оболочки во время изотермической выдержки невозможно, то при быстром снижении давления в
рабочей камере газостата оболочка может раздуться и даже взорваться. А это
может привести к разрушению нагревательного устройства или рабочей камеры газостата. При механическом удалении вдутой оболочки с заготовки
нужно быть крайне осторожным: высокое давление внутри нее может сохраняться долго (часть дефектов залечивается при изотермической выдержке,
некоторые неплотности заполняются порошком и т.п.). Вздутая капсула подобна баллону, наполненному газом высокого давления.
Процессы порошковой металлургии. Курс лекций
-270-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 5 Горячее изостатическое (газостатическое) прессование
Таблица 2.3
Параметры ГИП некоторых материалов
Материал
Бериллий
Вольфрам
Тантал
Диоксид урана
Диборид циркония
Нержавеющая сталь
Жаропрочный сплав ЖС-6
Инструментальная сталь
Карбид вольфрама
Нитрид бора
Оксид алюминия
Ферриты
Давление,
МПа
Температура,
°С
Время выдержки, ч
69–105
110
70–140
77–155
115–150
100
84
100–180
100
100
70–105
105
70–140
70–105
700–1 100
1 550
1 370–1 700
1 425
700–1 050
13 50
1 200
1 150–1 250
1 100
1 150
1 600–1 760
1 500
11 50–1 370
1 095–1 370
0,5–3
1
1–5
0,4–0,5
3
–
0,3
1–10
1
0,5
–
0,1
0,5–0,3
1–3
Относительная
плотность заготовки
1
0,98
1
0,999
1
0,98
–
0,998
0,99–1
1
–
0,96–0,99
Разновидностью метода ГИП является способ уплотнения предварительно спеченных заготовок с закрытой поверхностной пористостью.
Контрольные вопросы и задания
1. В чем заключается суть метода горячего изостатического формования?
2. Перечислите операции технологического цикла ГИП.
3. Назовите способы ГИП.
4. Из каких материалов изготавливают оболочки, используемые при
ГИП порошков?
5. Опишите технологию изготовления оболочек для ГИП порошков.
6. Как получают изделия сложной формы методом ГИП?
7. Перечислите способы создания давления в рабочей камере установок ГИП.
8. Назовите типы нагревательных устройств установок ГИП.
9. Как классифицируют установки для ГИП?
10. С действием, каких факторов связан брак изделий при ГИП?
Процессы порошковой металлургии. Курс лекций
-271-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 6
Прессование в эластичных оболочках.
Шликерное формование во впитывающие формы
План лекции
1. Формование порошков в толстостенных эластичных оболочках.
2. Классификация методов шликерного литья изделий.
3. Шликерное формование в пористых адсорбирующихся формах.
Формование порошков в толстостенных эластичных оболочках
При формовании порошков этим методом толстостенную (толщина
стенки 10–20 мм) эластичную оболочку (втулку) с порошком помещают в
матрицу пресс-формы и подвергают одностороннему или двустороннему
(рис. 2.16) прессованию.
1
2
3
5
7
4
6
а
б
Рис. 2.16. Схема двустороннего прессования в эластичной оболочке: а –
в момент приложения давления; б – после прессования: 1 – верхний пуансон; 2 – матрица пресс-формы; 3 – резиновая пробка; 4 – порошок;
5 – эластичная оболочка (втулка); 6 – нижний пуансон; 7 – формовка
Материал оболочки (втулки) должен:
обладать способностью принимать и сохранять определенную форму,
соответствующую форме заготовки;
быть достаточно пластичным (для обеспечения эффекта равномерного всестороннего обжатия порошка (коэффициент Пуассона материала должен стремиться к 0,5));
иметь определенную упругость, позволяющую оболочке возвращаться
в первоначальное положение после снятия давления и пр.
Процессы порошковой металлургии. Курс лекций
-272-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 6 Прессование в эластичных оболочках. Шликерное формование во впитывающие формы
Пригодны для изготовления оболочек (втулок) парафин, воск, водный
раствор желатина с добавками глицерина, эпоксидные смолы и резиновые
массы. При формовании единичных заготовок целесообразно использовать
оболочки из парафина или воска.
Эпоксидная смола требует длительной полимеризации и склеивается с
порошком в процессе формования, поэтому ее для изготовления эластичной
оболочки применяют крайне редко.
Толстостенные оболочки (втулки) из желатина, каучука и резиновых
смесей не имеют остаточной деформации и наиболее эффективны для изостатического (точнее квазиизостатического) формования: желатиновая оболочка позволяет формовать в ней до нескольких сотен однотипных заготовок,
а оболочка из каучука или резиновой массы на его основе (95 % каучука) с
коэффициентом Пуассона ν = 0,5 (ξ = 1)обеспечивает формование до н ескольких тысяч заготовок.
Распределение плотности в объеме формовки, полученной в каучуковой оболочке, более равномерное, а абсолютная величина их плотности выше, чем у формовок, полученных в оболочке из желатина.
Условия уплотнения порошкового тела, заключенного в оболочку,
аналогичны условиям уплотнения порошков методом гидростатического
прессования.
При всестороннем сжатии стенок толстостенной эластичной оболочки
в процессе деформации объем порошкового тела и его поверхность сильно
уменьшаются, а частицы перемещаются как в объеме заготовки, так и по ее
поверхности. В связи с этим применение смазки влияет на плотность заготовок из-за уменьшения как внешнего (между порошком и оболочкой), так и
межчастичного трения.
Имеется практический опыт формования в толстостенных оболочках
(втулках) твердосплавных смесей в виде равноплотных полых цилиндров с
отношением высоты к диаметру от 2 до 4 и толщиной стенки от 2 до 7 мм,
стержней с отношением высоты к диаметру до 6. Можно получить заготовки
формованием твердосплавных смесей без пластификатора при отношении
высоты к диаметру < 3,5 и толщине стенки 4–5 мм.
Метод формования в толстостенных эластичных оболочках (втулках)
целесообразно использовать для изготовления изделий несложной конфигурации.
Классификация методов шликерного литья изделий
Шликер – устойчивая суспензия металлического или неметаллического порошка в жидкой среде. Шликерное формование – формование путем заполнения шликером пористой формы, обеспечивающей удаление жидкости
из шликера.
Процессы порошковой металлургии. Курс лекций
-273-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 6 Прессование в эластичных оболочках. Шликерное формование во впитывающие формы
Приведенное определение относится только к шликерному формованию в пористых адсорбирующих и неадсорбирующих формах – наиболее
распространенной разновидности этого метода.
Другой разновидностью шликерного формования является формование термопластичных шликеров, состоящих из твердой фазы и термопластичной связки, которая при комнатной температуре твердая, а при нагреве
плавится и придает шликеру необходимые литейные свойства.
Еще одна разновидность шликерного формования – это электрофоретический метод, при котором заготовку получают путем постепенного наращивания слоя из твердых частиц шликера, которые под влиянием электрического поля перемещаются к электроду-форме и осаждаются на нем.
Шликерное формование (его иногда продолжают называть «шликерное литье») позволяет получать изделия сложных форм, мало- и крупногабаритные, полые с равномерной толщиной стенок, с высокой чистотой поверхности и точных размеров.
Существенными недостатками шликерного формования являются высокая суммарная длительность процесса получения заготовок, необходимость изготовления и хранения больших количеств адсорбирующих форм,
потребность в мощном сушильном хозяйстве.
К основным свойствам шликера (реологические свойства), определяющим качество получаемых из него заготовок, относят:
текучесть;
седиментационную и агрегативную устойчивость при высоком содержании твердой фазы;
способность заполнять форму.
Текучесть шликера – величина, обратная вязкости, – характеризует
его способность литься, заполнять форму, набирать массу заготовки.
Устойчивость шликера связана с его способностью не расслаиваться в
течение длительного времени. Седиментационная устойчивость определяется
скоростью оседания твердых частиц под действием силы тяжести и зависит в
основном от размера частиц и их концентрации в шликере. Агрегативная устойчивость связана со склонностью мелких частиц к агрегатированию (слипанию под действием электростатических сил).
Для получения шликеров с хорошими свойствами необходимо, чтобы
твердые частицы смачивались жидкой фазой. Улучшение или ухудшение смачивания можно осуществить добавками к шликеру поверхностно-активных веществ (ПАВ).
Дисперсность частиц твердой фазы, распределенных в шликере, определяет его устойчивость, вязкость и влияет на плотность получаемых заготовок. При уменьшении размеров частиц и их плотности стабильность свойств
шликера улучшается в связи с уменьшением скорости оседания частиц под
действием гравитационных сил.
Жидкая фаза для приготовления шликера должна иметь низкое давление пара, низкие воспламеняемость и токсичность, малую вязкость и не
должна активно химически взаимодействовать с твердой фазой.
Процессы порошковой металлургии. Курс лекций
-274-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 6 Прессование в эластичных оболочках. Шликерное формование во впитывающие формы
Наиболее часто в качестве основы для получения шликера используют воду (литье в пористые адсорбирующие или неабсорбирующие формы)
или парафин (термопластичный шликер).
Парафины, применяемые при изготовлении термопластичных шликеров, являются предельно насыщенными соединениями углерода с водородом
с общей формулой СnН2n+2, и представляет собой продукты переменного состава. Плотность парафинов при 100 °С изменяется от 0,71 до 0,77 г/см3, температура плавления - от 54 до 49 °С, а вязкость – от 1 до 8 Па. Кроме технических парафинов могут использоваться церезины и полиэтилен. Полиэтилен
хорошо смешивается с парафином, и его часто используют в качестве добавки, увеличивающей устойчивость шликеров, что важно при формовании заготовок из порошков тяжелых металлов и сплавов.
Шликерное формование в пористых адсорбирующих формах
Технологический процесс предусматривает выполнение следующих
операций:
изготовление пористой формы;
приготовление шликера (подготовка дисперсной фазы, дисперсионной
среды и их смешивание);
формование заготовки и извлечение из формы;
сушка заготовки;
обжиг (спекание) заготовки.
Для изготовления пористых адсорбирующих форм можно использовать любой материал, способный поглощать жидкую фазу шликера, химически инертный к нему и имеющий достаточную прочность.
Наиболее часто для изготовления впитывающих форм используют
гипс, который в обезвоженном состоянии активно поглощает воду. Природный гипс CaSО4·2H2О измельчают и сушат при температуре 140–175 °С
до состава CaSO4·0,5H2O, после чего гипс измельчают, получая порошок. Из
этого порошка путем добавления в него воды готовят кремообразную массу.
Заливая эту массу в заранее подготовленную разъемную матрицу с помещенной в нее моделью будущего изделия, получают форму для отливки изделия (рис. 2.17).
Процессы порошковой металлургии. Курс лекций
-275-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 6 Прессование в эластичных оболочках. Шликерное формование во впитывающие формы
Гипс
2
3
5
1
4
Рис. 2.17. Схема заливки гипсовой массы: 1 –
разъемная матрица; 2 – модель изделия; 3 –
второй слой гипсовой массы; 4 – первый
слой гипсовой массы; 5 – тонкий слой смазки
Заливку гипса в матрицу проводят в несколько этапов (не менее двух).
После заливки и отверждения первой порции гипса, его поверхность смазывают тонким слоем органического вещества (чаще всего вазелина). Этот слой
в дальнейшем позволяет разнимать отдельные части матрицы и извлекать из
нее отливку.
После сушки (Т= 50–65 °С, время – от 4 до 150 ч) гипсовая форма содержит не более 10 % воды и ее можно использовать для отливки заготовок.
Для улучшения отделения заготовки от поверхности формы на ее
внутреннюю поверхность наносят антиадгезионную пленку из бумаги, графита, талька, бентонитовой глины, альгината натрия.
Повторное (от 70 до 125 циклов до утилизации) использование гипсовых форм для отливки заготовок связано с проявление таких нежелательных
явлений, как уменьшение скорости набора массы (из-за заполнения пор частицами шликера), затрудненное извлечение из них заготовок сложной формы, повреждение рабочих поверхностей формы при чистке после их использования.
Подготовка дисперсной фазы шликера включает операцию получения
порошков такой дисперсности, которая обеспечивает максимальную плотность их упаковки без ухудшения технологических свойств шликера.
Грубые (достаточно крупные) порошки дают неустойчивые шликеры
и заготовки пониженной прочности, а тонкодисперсные порошки обеспечивают шликеру высокую седиментационную устойчивость и достаточную
прочность заготовкам, но скорость набора массы заготовки и ее плотность
понижены, что приводит к короблению изделия при усадке и проявлению
анизотропии свойств после обжига (спекания).
Следовательно, необходимо стремиться к оптимизации дисперсной
(твердой) фазы шликера. Для этого путем предварительного измельчения материала получают оптимальный фракционный состав порошков. Измельчение можно проводить как в жидкой среде, так и сухим помолом. Однако при
последующем перемешивании измельченного всухую порошка с жидкостью
не весь адсорбированный частицами газ удаляется с поверхности частиц,
часть его остается, что ухудшает свойства шликера.
Дисперсионной средой при измельчении чаще всего является вода,
как правило, предварительно очищенная (обычно вода содержит соли, коли Процессы порошковой металлургии. Курс лекций
-276-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 6 Прессование в эластичных оболочках. Шликерное формование во впитывающие формы
чество которых меняется в зависимости от времени года). Кроме воды используют спирт, четыреххлористый углерод, изобутил уксусной кислоты и
др.
Для металлических порошков, частицы которых быстро оседают в воде, применяют более вязкие жидкости (водные растворы альгинатов аммония
или натрия, карбоксил-метилцеллюлозы, поливинилового спирта, масла и
др.). В качестве добавок (дефлокулянтов), препятствующих агрегатированию
частиц, используют соляную, уксусную и другие кислоты, в ряде случаев
щелочи. Необходимо отметить, что дефлокулянты одновременно стабилизируют раствор, придавая ему необходимую седиментационную устойчивость.
Приготовление шликера [содержание твердой фазы около 50–70 % (об.)]
осуществляют одностадийным или двустадийным способом, а также способом предельного насыщения с добавкой зернистого наполнителя.
При одностадийном способе предварительно раздробленный материал подвергают мокрому размолу в выбранной дисперсионной среде.
При двустадийном способе вначале проводят сухой помол материала,
а затем смешивают полученный порошок с жидкостью. В этом случае шликер имеет большую влажность, плотность и прочность получаемых порошковых заготовок ниже, чем при одностадийном приготовлении шликера.
При подготовке шликера по способу введения зернистого наполнителя, на стадии перемешивания твердой фазы с дисперсионной средой к шликеру добавляют крупнозернистый порошок (зернистый наполнитель). Подобный шликер применяется для получения крупногабаритных и толстостенных изделий, так как обеспечивает большую скорость набора массы заготовки и малую ее усадку при сушке.
Формование заготовок осуществляют «наливным» или «сливным»
способами.
Наливной способ используется для получения цельных (не полых) или
толстостенных изделий. Шликер наливают в форму в несколько этапов, поддерживая постоянным уровень ее заполнения. Толстостенные изделия получают путем установки в матрицу стержней различного профиля, которые
способствуют получению в изделии внутренних полостей правильной формы.
Сливной способ отличается от наливного тем, что после заливки шликера в форму ему дают некоторое время «отстояться», а затем не успевший
осесть на стенки формы шликер удаляют из нее, либо переворачивая форму,
либо отсасывая шликер с помощью насоса, либо сливая его через отверстие в
основании формы.
При использовании этого способа на стенке формы образуется слой
порошка определенной толщины.
Набор массы частиц на стенке формы является фильтрационным процессом (рис. 2.18), протекание которого обусловлено скоростью микропотоков жидкой фазы шликера вблизи поверхности пористой формы.
Процессы порошковой металлургии. Курс лекций
-277-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 6 Прессование в эластичных оболочках. Шликерное формование во впитывающие формы
I
II
III
Рис. 2.18. Схема формирования стенки изделия из шликера (стрелками указаны направления потоков жидкости)
Медленный поток жидкости (зона III) после подхода к пористой стенке формы (зона I) увеличивает свою скорость и захватывает частицы и укладывает их слоем равномерной толщины (зона II). При этом происходит
«вмывание» мелких частиц в поры между крупными зернами. Скорость роста толщины набираемой массы заготовки называют скоростью формования
стенки (скорость набора стенки). В большинстве случаев она составляет от
0,5 до 2 мм/мин.
Скорость впитывания жидкости должна быть чуть выше или равной
той, с которой она подходит к границе заготовка – гипсовая форма. Если
превышение значительно, наружный слой формирующейся заготовки обезвоживается и может образоваться трещина или стенка заготовки отделится от
стенки формы. Если скорость впитывания меньше скорости подхода жидкости к стенке формы, то стенки заготовки будут размываться и приклеиваться
к поверхности формы.
Время набора массы формирующейся заготовки на стенке формы
обычно составляет от 1 до 60 мин. Для повышения скорости диффузии воды
в форме, а также скорости отбора влаги из шликера применяют обдув наружной поверхности гипсовой формы теплым воздухом.
Для улучшения процесса формования шликер подогревают до 50–60 °С
или вакуумируют. Однако подогрев может ухудшить процесс, если возможно
ускорение взаимодействия фаз, загустевание шликера и т.п.
В производственных условиях формование осуществляют на стендах
или автоматах. Кроме увеличения производительности, автоматизация процесса улучшает качество изделий благодаря точной дозировке шликера и быстрому удалению его избытка из формы путем отсоса.
Процессы порошковой металлургии. Курс лекций
-278-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 6 Прессование в эластичных оболочках. Шликерное формование во впитывающие формы
Для придания отлитым изделиям необходимой прочности их подсушивают в форме. При этом происходит усадка отлитого изделия (до 1 %), которая облегчает последующее извлечение заготовки. После извлечения заготовку оправляют (удаляют «прибыльную» часть, зачищают неровности, отдельные сколы) и сушат при температуре 110–150 °С на воздухе в сушильных шкафах или сушилках. Во избежание растрескивания заготовок необходимо осуществить медленный и равномерный прогрев изделий.
Причины растрескивания заготовок: неравномерная скорость высыхания, прилипание к стенкам формы, недостаточная прочность заготовки, негомогенность шликера и его тиксотропия (создает неравномерность свойств
по толщине стенки). Относительная плотность заготовок составляет 60–80 %
от теоретической. Связь между отдельными частицами обусловлена контактными явлениями и зацеплением.
Обжиг или спекание высушенных заготовок проводят в печах по режимам, зависящим от материала заготовки.
Шликерное формование широко применяют для изготовления изделий из оксидов, карбидов, боридов, силицидов и других тугоплавких соединений, твердых сплавов, керметов и различных композитов, в том числе армированных дискретными волокнами. Существенным достоинством этого
метода при получении изделий из тугоплавких материалов является то, что
путем оптимизации фракционного состава можно получать изделия с плотностью, равной 0,8–0,9 % теоретической плотности материала.
В отдельных случаях для получения пустотелых изделий (тел вращения) из металлических порошков или сечки (дискретных волокон) используют центробежное формование изделий: подготовленный шликер заливают во
вращающуюся форму.
Контрольные вопросы и задания
ки?
1. В чем заключается суть метода формования в эластичные оболоч-
2. Из каких материалов изготавливают эластичные оболочки?
3. Назовите основные преимущества метода шликерного литья.
4. Перечислите свойства шликеров.
5. Назовите основные операции технологического цикла литья изделий в адсорбирующие формы.
6. Из каких материалов, изготавливают впитывающие формы?
7. Назовите два основных способа литья шликеров во впитывающие
формы.
8. С чем связан брак при получении изделий литьем шликеров во впитывающие формы?
Процессы порошковой металлургии. Курс лекций
-279-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 7
Шликерное формование в неадсорбирующие формы,
литье из термопластичных шликеров,
электрофоретическое литье шликеров
План лекции
1. Шликерное формование в неадсорбирующих формах.
2. Формование термопластичных шликеров.
3. Электрофоретическое литье.
Шликерное формование в неадсорбирующих формах
Удаление дисперсионной среды из шликера можно осуществить, не
прибегая к ее впитыванию материалом формы. Подобный вариант шликерного литья осуществляют различными способами:
1) формованием под вакуумом в перфорированных металлических
формах (отверстия диаметром 0,7–1,1 мм, суммарной площадью 30–40 %).
Изнутри стенки формы покрывают слоем бумажной массы, а снаружи создают разрежение около 20–25 гПа, которое и обеспечивает отвод жидкости из
шликера;
2) формованием под давлением (порядка нескольких мегапаскалей)
в разъемных формах со стенками из пористого материала (спеченный стеклянный порошок, пластик), за которыми находятся полости для отвода выдавливающейся из шликера жидкости;
3) вымораживанием жидкости (например, помещая неадсорбирующую форму со шликером в смесь бензина и твердой углекислоты с температурой –40 °С, с последующей «сушкой» (сублимацией) замороженного изделия в вакуумной камере.
Формование термопластичных шликеров
Общая технологическая схема процесса получения изделий по этому
способу включает следующие операции:
подготовка дисперсной фазы (чаще всего – измельчение неметаллических тугоплавких материалов (карбидов, боридов, нитридов и пр.)) и термопластической связки (подготовка навески необходимого объема);
приготовление шликера (смешивание термопластичной связки с дисперсной фазой);
подготовка форм к заполнению шликером и формованию (отливки)
заготовки;
заполнение шликером формы и отверждение отливки;
удаление связки и спекание.
Приготовление дисперсной фазы проводят по технологиям, сходным с
технологиями подготовки материала для водных шликеров.
Термопластичная связка должна обеспечить образование текучего
шликера с малой вязкостью в жидком состоянии, который хорошо смачивает
твердую фазу и не образует вокруг частиц порошка толстых оболочек.
Процессы порошковой металлургии. Курс лекций
-280-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 7 Шликерное формование в неадсорбирующие формы, литье из термопластичных шликеров
Для улучшения смачивания частиц твердой фазы в состав связки вводят ПАВ (олеиновую, стеариновую, пальмитиновую кислоты, животные жиры, пчелиный воск, растительные масла и др.). Содержание ПАВ зависит от
величины удельной поверхности частиц порошка и обычно не превышает
0,05–0,2 %.
Смешивание составляющих термопластичного шликера осуществляют в специальных смесителях, рабочая камера которых нагревается до температуры, превышающей температуру плавления связки (до 60–120 °С). Содержание связки составляет от 25 до 40 % от общего объема материала (8–15
% по массе).
Формы для литья термопластичными шликерами обычно изготавливают
из меди, бронзы, алюминиевых сплавов, стали, термостойких пластмасс и пр.
На практике широко применяют формование под давлением из термопластичных шликеров на парафиновой основе. Для литья изделий используют
специальные литьевые машины (рис. 2.19), принцип устройства которых
сходен с машинами для литья изделий из органических материалов (термореактивных пластиков, пластмасс, полиэтилена).
Термопластичный шликер, разогретый до 70–100 °С, заливают в герметичный резервуар, в котором постоянная температура поддерживается нагревательными элементами. Жидкий шликер для предотвращения расслоения
по высоте постоянно перемешивают.
Под давлением сжатого воздуха (0,3–0,6 МПа) шликер из резервуара
поступает в металлическую форму, которая помещается на рабочем столе установки. Чтобы в процессе усадки не изменилась форма получаемой заготовки, давление на шликер не снимают до тех пор, пока не произойдет его полного затвердевания. После отверждения шликера форму разнимают и извлекают из нее изделие.
2
8
3
7
1
4
Газ
9
5
6
Рис. 2.19. Схема установки для литья изделий из термопластичного шликера: 1 – резервуар; 2 – матрица (форма); 3 – отливка; 4 – трубка подачи жидкого шликера в форму; 5 – шликер; 6 – нагревательный элемент; 7 – отверстие, для заливки шликера в резервуар; 8 – мешалка; 9 – компрессор
Процессы порошковой металлургии. Курс лекций
-281-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 7 Шликерное формование в неадсорбирующие формы, литье из термопластичных шликеров
Из пластифицированных шликеров можно получать тонкостенные заготовки по способу намораживания шликера на холодную поверхность,
литьем в кокиль, непрерывной подачей шликера в холодную фильеру (по типу мундштучного формования) и другими способами.
Удаление связки осуществляют путем медленного нагрева заготовок в
предварительно прокаленных адсорбентах (оксиде алюминия, оксиде магния), которые активно впитывают расплавленную связку. При повышении
температуры происходит плавление связки, пиролиз и испарение, легкие и
тяжелых фракции углеводородов и выгорание углеродистого остатка. Продолжительность каждого этапа удаления связки зависит от размеров и конфигурации заготовки, ее свойств, применяемого адсорбента и способа, который может предусматривать удаление связки полностью или частично.
Операцию выжигания связки ведут при поэтапном подъеме температуры и, как правило, совмещают с операцией припекания (начальным этапом
процесса спекания) изделия (рис. 2.20). Последняя операция необходима для
придания изделию некоторой, сравнительно небольшой, механической устойчивости, обеспечивающей его сохранность при извлечении из засыпки и
транспортировки к печи обжига.
Т, оС
1000
800
600
Рис. 2.20. Температурная кривая удаления связки и припекания изделия: 1 – зона плавления
связки; 2 – зона удаления связки из изделия и
частичного испарения легколетучих органических фракций; 3 – зона выжигания остатков
связки; 4 – зона припекания
400
4
200
3
1
2
Время, ч
После плавления и частичного удаления (впитывания адсорбентом)
жидкой связки образуются поры, по которым остатки связки диффундируют
к поверхности заготовки и испаряются. Ориентировочное время выдержки
заготовок с толщиной стенки 5, 10, 20 и 40 мм при 180 °С составляет около 4,
8, 18 и 27 ч соответственно.
Электрофоретическое формование
Этот способ применяют преимущественно для получения тонкостенных и крупногабаритных изделий сравнительно простой конфигурации из
керамических шликеров. Изделия получают при пропускании тока (анодная
плотность 0,0015–0,03 А/см2, напряжение 2–4 В) через водный шликер. Для
Процессы порошковой металлургии. Курс лекций
-282-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 7 Шликерное формование в неадсорбирующие формы, литье из термопластичных шликеров
осаждения шликера применяют тонкостенные медные формы, которые выполняют функцию анода. Стержневой катод находится в центре формыанода. Объемная масса получаемых заготовок выше, чем у заготовок, полученных в гипсовых формах или формованием термопластичных шликеров.
Время формования заготовки зачастую не превышает нескольких минут.
Контрольные вопросы и задания
1. Перечислите основные способы литья шликеров в неадсорбирующие формы.
2. Какие материалы, используют для изготовления неадсорбирующих
форм?
3. Перечислите основные операции технологии литья их пластифицированных шликеров.
4. Какой материал чаще всего используется в качестве термопластичной связки пластифицированных шликеров?
5. Опишите принцип действия машин для литья изделий из термопластичных шликеров.
6. Укажите разновидности способа литья изделий из термопластичных
шликеров.
7. Перечислите основные этапы термической обработки изделий на
основе пластифицированных масс порошка.
8. Опишите основные этапы формования изделий методом электрофоретического литья шликеров. Опишите установку для получения изделий
этим методом.
Лекция 8
Мундштучное и инжекционное формование порошков
План лекции
1. Мундштучное формование порошков.
2. Инжекционное формование порошков.
Мундштучное формование порошков
Мундштучное формование – формование металлического порошка
путем продавливания его через отверстие.
Форма отверстия определяет форму и размеры поперечного сечения
изделия. Мундштучным формованием готовят прутки, трубы, сверла, профи-
Процессы порошковой металлургии. Курс лекций
-283-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 8 Мундштучное и инжекционное формование порошков
ли и другие длинномерные изделия. Достоинством этого метода является
возможность получения изделий с равномерной плотностью.
Продавливать через отверстие (рис. 2.21, а) можно не только порошок, но и предварительно спрессованную из него заготовку.
Уменьшить трение порошка о внутреннюю поверхность матрицы и
мундштука можно, нанеся на эти поверхности (или вводя в порошок) смазки
или пластификаторы (парафин, раствор каучука в бензине, раствор бакелита
в спирте, раствор поливинилового спирта в воде, масла, графит и пр.). Выбор
той или иной смазки зависит от свойств материала и ее влияния на процесс
спекания изделий. Количество вводимой в состав порошка смазки обычно не
превышает 6–10 % (по массе). При производстве изделий с постоянным или
изменяемым по высоте сечением внутренней полости (отверстия) в мундштук помещается «звездочка». При формовании изделий с постоянным сечением внутренней полости в звездочку вворачивается игла.
1
Р
7
1
1
2
2
5
5
3
8
3
4
6
а
9
6
4
б
Рис. 2.21. Схема пресс-формы для мундштучного формования: а –
простых изделий; б – изделий (труб, профилей) с постоянным сечением; 1 – пуансон; 2 – матрица; 3 – дер жатель мундштука; 4 –
мундштук; порошок; 5 – порошок; 6 – сформованное изделие; 7 –
плунжер пресса; 8 – звездочка; 9 – ввинченная в звездочку игла
Для получения профиля с переменным сечением внутренней полости
игла, изготовленная в форме цилиндра с конусообразным завершением, с
помощью специального устройства перемещается по оси в направляющих
звездочки. В зависимости от того, какой участок подвижной иглы находится
в выходном отверстии мундштука, выдавливается изделие с меньшим или
большим внутренним отверстием.
Выходное отверстие мундштука называется «очком». При формовании труб и стержней небольшого диаметра и сечения высота мундштука
должна быть в 2,5–4 раза больше диаметра его выходного отверстия,
Процессы порошковой металлургии. Курс лекций
-284-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 8 Мундштучное и инжекционное формование порошков
Скорость выдавливания материала через мундштук не должна превышать 5–10 мм/с. Более высокие скорости формования приводят к появлению неравномерной пористости изделий.
Давление мундштучного формования при постоянной степени обжатия
минимально при выдавливании материала через мундштук с углом конуса 90°.
Обычно это давление составляет несколько сотен мегапаскалей. Степень обжатия материала при выдавливании через очко должна составлять не менее
90 %. Степень обжатия можно рассчитать по формуле
K = [(S – s)/s]100%,
(2.25)
где S – площадь сечения матрицы пресс-формы; s – площадь сечения выходного отверстия (очка) мундштука.
После формования заготовки, которые формовали с использованием
смазок на основе водных растворов, подвергают сушке (конечная влажность
должна составлять не более 4–6 %).
При уплотнении порошка в матрице перед его истечением из очка образуются отдельные слои материала, отличающиеся по напряженному состоянию и плотности, что и является причиной дефектов структуры у получаемых заготовок и спеченных изделий. Целесообразно разделить процесс
мундштучного формования на две операции: сначала провести предварительное уплотнение порошка (подпрессовку), а затем обеспечить ему формоизменение при продавливании через очко. При применении предварительной подпрессовки наблюдаются увеличение плотности заготовок, активизация усадки
при спекании, снижение пористости спеченных изделий и значительное повышение их механические свойств. Однако с повышением давления предварительной подпрессовки (в определенных пределах) увеличивается необходимое давление истечения материала. Рост начального давления истечения при
подпрессовке объясняется увеличением межчастичной контактной поверхности.
Процесс экструзии порошка характеризуется напряжением всестороннего неравномерного сжатия. Под воздействием сжимающих напряжений материал течет в направлении выходного отверстия матрицы, где на свободной
поверхности выдавливаемого материала нормальные напряжения равны нулю.
Всестороннее сжатие обеспечивает материалу наиболее высокую пластичность по сравнению с другими процессами обработки металла давлением, однако эта положительная особенность процесса проявляется в условиях
крайне неравномерных деформаций и скоростей: не всегда во всем объеме
деформируемого материала действуют только сжимающие напряжения, непрерывно уменьшающиеся в направлении экструзии от максимальных значений до нуля.
Процессы порошковой металлургии. Курс лекций
-285-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 8 Мундштучное и инжекционное формование порошков
Наличие разности сечений контейнера и очка матрицы, сил внешнего
трения и других факторов заставляет двигаться частицы в направлении, поперечном направлению приложения усилий (рис. 2.22), а также приводит к
появлению местных напряжений, различных по величине, направлению и
знаку (в том числе растягивающих напряжений). К тому же частицы материала перемещаются по траекториям различной длины со скоростью, меняющейся в процессе прохождения ими различных зон. Когда растягивающие напряжения на отдельных участках деформируемого материала превысят предел прочности, появляются дефекты (в том числе трещины) или происходит полное разрушение заготовок.
Мундштучное формование без пластификатора возможно, если выдавливать нагретые металлы или сплавы.
1
2
6
5
3
Рис. 2.22. Схема движения порошка при
мундштучном прессовании: 1 – пуансон; 2 –
матрица; 3 – держатель мундштука; 4 –
мундштук; 5 – порошок; 6 – «застойные»
зоны
4
При относительно низких температурах (до 600 °С) заготовку или порошок обычно нагревают вместе с матрицей. Такие металлы, как бериллий,
цирконий, титан, вольфрам при горячей обработке могут интенсивно окисляться. Поэтому при их нагреве и формовании необходимо применять защитные среды.
В некоторых случаях для защиты заготовок или порошков применяют
защитные оболочки, которые могут быть стеклянными, графитовыми и металлическими.
Металлические оболочки особенно хорошо предохраняют от окисления получаемые заготовки до момента их полного охлаждения и служат одновременно смазками, улучшающими процесс истечения. Материалы оболочки должны соответствовать определенным требованиям:
Процессы порошковой металлургии. Курс лекций
-286-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 8 Мундштучное и инжекционное формование порошков
материал оболочки не должен взаимодействовать с прессуемым порошком с образованием устойчивых соединений;
пластические свойства и сопротивление деформированию материала
оболочки и прессуемого порошка должны быть максимально близкими;
материал оболочки должен обладать хорошими «смазывающими»
свойствами.
В зависимости от природы формуемого металлического порошка, оболочки изготавливают из меди, латуни, низкоуглеродистой стали или биметалла
в виде медножелезной фольги. После завершения формования оболочки чаще
всего удаляют с заготовки механическим путем, хотя возможно также их удаление травлением в растворах, не действующих на порошковый материал.
Инжекционное формование порошков
За последние годы в практике порошковой металлургии все большее
распространение находит так называемое инжекционное формование (его
также называют «литье под давлением»). В определенной степени этот метод можно рассматривать как разновидность метода литья пластифицированных шликеров. Происходящее в настоящее время расширение применения инжекционного формования объясняется высокой эффективностью
массового производства изделий сложной формы из порошков самых различных материалов.
Преимущества инжекционного формования связаны с возможность
получения заготовок (деталей) сложной формы, с очень точными размерами
и высоким качеством поверхности. Кроме того, настоящий метод имеет малую продолжительность рабочего цикла (около 1,5–2 мин), что обеспечивает
массовое производство заготовок и высокую степень автоматизации производства. Методом инжекционного формования обычно изготавливают детали
массой от 0,1 до 150 грамм (размеры мелких изделий около 0,75–5 мм).
Порошки для инжекционного формования должны иметь достаточно
низкую свободную поверхностную энергию, чтобы хорошо смешиваться со
связующим, и одновременно эта энергия должна быть, возможно, более высокой для лучшей спекаемости. Этим требованиям соответствуют сферические порошки (например, карбонильные) с частицами размером до 10 мкм
(желательно 1–5 мкм). Обычно содержание твердых частиц в смеси с пластификатором составляет от 40 до 90 % по объему в зависимости от их размера и формы.
Технологическая схема производства изделий методом инжекционного формования включает операции подготовки шихты (смешивания твердой
фазы с пластификатором), ее гранулирования, формования изделий, удаления
связующего компонента и спекания материала.
Процессы порошковой металлургии. Курс лекций
-287-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 8 Мундштучное и инжекционное формование порошков
Важным этапом является выбор связующего компонента, который
может быть твердым, жидким или вязким. При инжекционном формовании
могут использовать пластификаторы и термопластичные материалы (полистирол, полиэтилен, акриловую смолу, парафин, стеарин, диэтилфталат, дибутилфталат, эфиры жирных кислот и др.), а также смазки (стеариновую кислоту, стеарат цинка, минеральное масло и др.).
Для проведения инжекционного формования используют, как правило, литьевые машины для производства изделий из пластмасс. Обычно литьевая машина состоит из нескольких основных узлов: инжекционного, прессового, привода и управления. Инжекционный узел включает загрузочный
бункер для подачи гранулированного порошка в машину и инжектора (цилиндра с соплом). Гранулы материала из бункера с помощью шнека подаются в нагреваемый инжектор, откуда (после плавления материала) под давлением впрыскиваются в разъемную форму. Формы изготовляют из материала
с высокой теплопроводностью (меди, латуни и пр.).
Основное назначение инжекционного узла: пластификация формуемой массы (размягчение и нагревание до требуемой температуры), впрыск
(перемещение) пластичной (псевдожидкой) массы в форму под действием
развиваемого в гидроцилиндром узла впрыска.
Смесь порошка с термопластичным связующим (иногда ее называют
«пластизоль») получают путем плавления гранул материала. Температура
нагрева пластифицированной массы зависит от свойств связующего и может
достигать 160 °С, но она не должна превышать температуру возгорания.
Плотность получаемых заготовок обычно около 70 % от теоретической. Удаление связующего проводят по технологии, близкой к технологии
удаления связки из изделий, полученных литьем термопластичных шликеров.
После удаления пластификатора заготовку спекают. В процессе спекания
формовка может уплотняться до относительной плотности порядка 96 %
(усадка при этом достигает 15–20 %).
Контрольные вопросы и задания
1. Дайте определение понятию «мундштучное формование».
2. В чем суть метода мундштучного формования?
3. Какие изделия получают методом мундштучного формования?
4. Назовите способы получения изделий методом мундштучного
формования.
5. Как можно снизить внешнее трение порошка при мундштучном
формовании и защитить его от окисления?
6. В каком случае возможно мундштучное формование порошка без
применения смазок?
7. В чем состоит сущность метода инжекционного формования?
8. Какими отличительными особенностями обладает метод инжекционного формования порошков?
Процессы порошковой металлургии. Курс лекций
-288-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 8 Мундштучное и инжекционное формование порошков
9. Перечислите операции получения изделий методом инжекционного формования.
10. Как удаляют пластификатор, из изделий, полученных инжекционным формованием?
Лекция 9
Вибрационное формование порошков
План лекции
1. Способы виброформования.
2. Схемы вибрационного формования.
3. Режимы и установки для виброформования.
Способы виброформования
Первые сведения о применении вибрационного формования появились в конце 40-х гг. прошлого столетия. Было обнаружено, что применение
вибрации при засыпке и утряске порошка в пресс-форме или в процессе уплотнения позволяет значительно уменьшить давление прессования и повысить равноплотность получаемых прессовок сложной формы.
При вибропресовании порошок приобретает свойства, подобные
свойствам жидкости. Он как бы начинает «течь», увеличивая свою плотность. Положительное воздействие вибрации на процесс уплотнения порошка связано с преобразованием исходной структуры (в частности, разрушением арок) и улучшением взаимоподвижности частиц, в результате чего достигается высокая плотность их укладки (90 % и выше от теоретически возможной).
Наиболее эффективно вибрация проявляется при уплотнении порошков, представляющих собой набор фракций частиц различного размера. Так,
для шариков одного размера (монофракционных, монодисперсионных) независимо от их диаметра и природы материала под воздействием вибрации
плотность укладки достигает 60–64 %.
Если рассматривать многофракционную (рис. 2.23) смесь из крупных,
средних и мелких частиц, то для получения наиболее плотной укладки размер частиц каждой последующей фракции должен быть в 5–10 раз меньше
размера частиц предыдущей фракции. Количество этой более мелкой фракции можно оценить равенством Андреазена:
q = (d/D)0,5,
Процессы порошковой металлургии. Курс лекций
-289-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 9 Вибрационное формование порошков
где q – количество более мелкой фракции (следующей за более крупной); d –
размер частиц этой (более мелкой) фракции; D – размер частиц предшествующей (более крупной) фракции.
Способы вибрационного формования различают по следующим основным признакам:
по характеру динамического воздействия на прессуемый порошок
(вибрационное и виброударное формование);
по соотношению между статической и динамической составляющими
усилия прессования (силами трения, препятствующими перемещению частиц, и вибрационными силами, способствующими преодолению сил трения);
Рис. 2.23. Модель пространственной укладки сферических частиц порошка трех
фракций
по характеру процесса: дискретное (прерывистое) вибрационное формование в закрытом пресс-инструменте; непрерывное вибрационное формование (в установках шликерного формования, прокатки порошка и др.);
по схеме (циклограмме) процесса.
Схемы вибрационного формования
На практике используют следующие схемы получения заготовок:
1) с предварительным вибрационным уплотнением и последующим
статическим прессованием;
2) с вибрационным воздействием на порошок в течение всего процесса прессования (без выдержки под давлением);
3) с вибрационным или виброударным воздействием на порошок в течение всего цикла прессования, включая выдержку под давлением.
При вибрационном формовании возможны различные варианты процесса: холодное или горячее прессование; прессование без смазки или со
смазкой; прессование с вакуумированием порошка и т.п.
Пресс-инструмент для осуществления прессования различается
по способу передачи энергии вибрации порошку (соединения элементов формы с вибратором); по жесткости опоры матрицы (неподвижная или «пла-
Процессы порошковой металлургии. Курс лекций
-290-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 9 Вибрационное формование порошков
вающая»); по жесткости систем передачи статического усилия прессования
на верхний пуансон (жесткая и упругая); по принципу соединения вибратора
с пресс-инструментом (жесткое соединение вибратора с пуансонами и матрицей, упругое соединение вибратора с матрицей); по количеству прессующих пуансонов (с одним, и двумя).
Схемы «вибрирующего контейнера» (рис. 2.24, а, б) и «вибрирующих
пуансонов» (рис. 2.24, в, г) позволяет достичь высокой и практически одинаковой плотности по всему объему прессовки с очень большим отношением высоты к диаметру. Схема, когда уплотнение порошка происходит под
воздействием вибрации только одного из пуансонов (рис. 2.24, в), применяется при получении изделий с небольшим отношением высоты к размеру
поперечного сечения. На практике применяют и схему, при которой вибрационные колебания предаются порошку сразу от нижнего пуансона и матрицы (рис. 2.24, г).
р'о
р'о
а
р'о
б
в
р'о
г
р'о
д
Рис. 2.24. Схемы пресс-инструмента для вибрационного прессования
(двунаправленной стрелкой помечен вибрирующий элемент)
Вибратор может быть гидравлический, пневматический, электромагнитный, магнитно-стрикционный, электромеханический (дебалансный, двухвальный дебалансный направленного действия и др.).
Для производственных процессов более приемлемы электромеханические вибраторы с динамическим возбуждением колебаний, позволяющие получать значительные величины возмущающих сил при простой конструкции.
При выборе схемы пресс-инструмента для вибрационного прессования стремятся к тому, чтобы энергия вибрации передавалась от вибратора к
порошку через возможно более жесткую систему и преимущественно поглощалась им.
Экспериментально установлено, что более эффективны схемы с вибрирующей матрицей; при этом всегда должно выполняться условие подвиж-
Процессы порошковой металлургии. Курс лекций
-291-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 9 Вибрационное формование порошков
ности пуансонов (как и условие подвижности матрицы при вибрировании
пуансонов).
Наиболее эффективно применение вибрации проявляется в случае
уплотнения порошков малопластичных материалов (например, карбидов
или боридов тугоплавких металлов), для которых удается получить плотные
(75–85 % от теоретической плотности) и прочные прессовки при небольшом
давлении (0,3–0,6 МПа).
Это объясняется тем, что вибрация, придавая частицам порошка высокую подвижность, способствует их наиболее плотной укладке, а небольшое
давление прессования обеспечивает заклинивание частиц в этом положении,
в результате чего образуются сравнительно прочные заготовки с незначительными внутренними напряжениями. Для порошков различных металлов
статическое давление, прикладываемое одновременно с вибрацией, обычно
составляет 0,5–5,0 МПа. Отсутствие давления может привести не к уплотнению, а к разрыхлению порошка.
Необходимо отметить, что плотность укладки частиц все же в основном зависит от параметров вибрирования.
Режимы и установки для виброформования
Импульсная энергия вибрирования расходуется как на преодоление
инерции и упругого сопротивления вибрирующей системы, так и на преодоление инерции и сил трения и сцепления уплотняемого порошка. Если уплотняемая масса порошка невелика, то основную роль будет играть инерция
и упругие свойства системы (ее собственная частота колебаний); поэтому для
обеспечения наиболее выгодного режима уплотнения следует выбирать вынужденную частоту вибрирования ближе к собственной частоте колебаний
системы.
При уплотнении больших масс порошка значительную роль будут играть собственная частота колебаний слоя частиц и силы связи между ними; в
этом случае частоту вибрирования нужно выбирать ближе к резонансной относительно или вибрирующей системы, или уплотняемой массы порошка.
Режим вибрирования принято характеризовать частотой колебаний W
(количество колебаний тела за одну минуту), ускорением а, см/с2, и амплитудой А, см, которые связаны между собой выражением
А = a/(πW/30)2.
Для данного порошка при одинаковой амплитуде плотность укладки
частиц возрастает с повышением частоты вибрирования, что свидетельствует
о приближении к резонансным значениям между частотой вынужденных колебаний вибратора и собственных колебаний слоя порошка.
Процессы порошковой металлургии. Курс лекций
-292-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 9 Вибрационное формование порошков
Для небольших объемов порошка с частицами размером > 100 мкм
эффективнее частоты от 6 000 до 12 000 колебаний в 1 мин, с частицами размером 1–100 мкм – порядка 12 000–18 000 колебаний в 1 мин, с частицами
размером < 1 мкм – более 18 000 колебаний в 1 мин. С уменьшением размера
частиц необходимо не только увеличивать частоту вибрирования, но и увеличивать нагрузку на порошок. Увеличение нагрузки необходимо и при нарастании шероховатости поверхности (при значительных отклонениях от
сферической формы).
При этом для порошков с частицами размером < 10 мкм с увеличением частоты вибрирования ускорение также должно возрастать, чтобы в соответствии с приведенной выше взаимозависимостью A, W и а не произошло
существенного уменьшения амплитуды.
Для порошков хрупких материалов необходимо выбирать более высокую частоту и меньшую амплитуду вибрирования (при сохранении постоянной величины ускорения).
Рис. 2.25. Типовая схема вибропресса с одним силовым цилиндром: 1, 3 –
траверсы; 2 – направляющие; 4 – стол; 5 – рабочий цилиндр; 6 – возвратные
пружины; 7 – плунжер; 8 – обмотка электромагнита; 9 – пружина пульсатора;
10 – сердечник электромагнита; 11, 15 – штоки пульсатора; 12 управляющий
золотник; 13 – корпус; 14 – магистраль; 16 – поршень; 17 – прессформа
Процессы порошковой металлургии. Курс лекций
-293-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 9 Вибрационное формование порошков
На рис. 2.25 приведена схема вибропресса с одним силовым цилиндром (ИВПМ), а в табл. 2.4 – технические характеристики прессов для вибрационного формования порошков.
Таблица 2.4
Технические характеристики вибропрессов ИВПМ и ИВПС
Характеристика
Номинальное рабочее усилие, кН
Интервал установочного регулирования частот, Гц
Пределы регулирования амплитуды колебаний, мм
Максимальное ускорение на рабочем органе, м/с2
Рабочий ход траверсы, м
Мощность привода, кВт
Давление в гидросистеме, МПа
Подача насоса, дм3/с
Максимальные размеры формуемой заготовки, м
Тип вибропресса
ИВПМ-20 ИВПМ-32 ИВПС-20
200
320
200
10–40
15–30
10–30
0,5–3
2–6
0,5–3
180
200
200
0,8
0,6
0,8
17
34
17
32
32
32
0,6
1,2
0,6
0,7x0,8 0,7x0,8x0,6 0,7x0,8x0,6
Уплотнение порошков под воздействием вибрации происходит достаточно быстро, в основном не более чем за 30 с. Оптимальная укладка частиц
достигается, как правило, за 2–10 с.
Увеличение времени вибропрессования больше оптимального дает
незначительное повышение плотности прессовки и приводит к существенному возрастанию внутренних напряжений.
С увеличением объема прессовки с 10 до 100 см3 длительность вибровоздействия, необходимая для достижения одинаковой плотности укладки
частиц по объему заготовки, возрастает всего примерно в 1,5–2,0 раза.
Продолжительность укладки частиц существенно зависит от их формы (чем частицы ближе по форме к сферичесчкой, тем быстрее уплотняется
порошок) и гранулометрического состава порошка (частицы одинакового размера уплотняются хуже, чем порошок, содержащий частицы разного размера).
Для уменьшения сил трения между частицами в процессе уплотнения
применяют смазки, количество которых не должно быть большим (в противном случае произойдет существенное снижение прочности формовки из-за
разобщения частиц толстыми пленками смазки).
Для неактивных и слабоактивных смазок (вазелиновое масло, глицерин, поливиниловый спирт) оптимальное количество смазки составляет
0,5–1,5 % (по массе) при размере частиц порошка 1–5 мкм, а для поверхностно-активных смазок (олеат натрия, олеиновая кислота и др.) это количество в
несколько раз меньше. При введении в состав порошка смазки плотность
прессовок повышается примерно 6–12 %.
Процессы порошковой металлургии. Курс лекций
-294-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 9 Вибрационное формование порошков
Контрольные вопросы и задания
1. Расскажите об основных закономерностях вибропрессования.
2. Какие преимущества имеет метод вибрационного формования?
3. В чем суть метода вибрационного формования?
4. Перечислите схемы вибропрессования.
5. Классифицируйте пресс-инструмент по способу приложения виброусилий.
6. Укажите диапазон частот виброусилий и давлений при формовании
порошков.
Лекция 10
Импульсное формование
План лекции
1. Методы взрывного формования.
2. Электрогидравлическое формование порошков.
3. Электромагнитное формование.
4. Пневмомеханическое формование.
Методы взрывного формования
Импульсное формование металлического порошка или порошковой
формовки это формование, при котором уплотнение производится ударными
волнами за время, не превышающее 1 с.
Определяющий и характерный признак импульсного формования –
высокие скорости приложения нагрузки (5–10 м/с и выше). Продолжительность процесса уплотнения порошка составляет от нескольких сотых до нескольких тысячных или даже стотысячных долей секунды.
В промышленных масштабах этот метод применяют с середины 50-х гг.
прошлого века (взрывная штамповка, получение слоистых структур).
Преимуществами высокоскоростного формования порошков перед
традиционными методами является возможность создания чрезвычайно высоких давлений, возможность получения больших плотностей формовки
(вплоть до 100 %), возможность сращивания слоев разнородных материалов.
При высоких скоростях формования порошка теплота, выделяющаяся в результате деформации частиц, межчастичного и внешнего (если оно
есть) трения, приводит к локальному нагреву межчастичных контактов и их
свариванию.
Процессы порошковой металлургии. Курс лекций
-295-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 10 Импульсное формование
В зависимости от вида источника энергии, обеспечивающего высокую
скорость приложения нагрузки, различают взрывное, электрогидравлическое,
электромагнитное и пневмомеханическое формование.
В физическом смысле взрыв – очень быстрое выделение энергии, связанное с внезапным изменением агрегатного состояния вещества (переходом
из твердого состояния в газообразное). Взрыв, как правило, сопровождается
образованием ударной волны.
Один из источников взрыва – химическая энергия (другими являются
атомная, тепловая или электрическая энергия). Химический взрыв характеризуется крайне быстрым самораспространяющимся превращением некоторых
механических смесей различных элементов с выделением теплоты и газообразных продуктов; такие вещества или смеси называют взрывчатыми веществами (ВВ).
Так, при взрыве 1 кг тротила, происходящего за 10-6 с, образуется нагретый до 3 000 °С газ, который при нормальных условиях занимал бы объем
8,4 м3. Однако скорость химической реакции его превращения настолько велика, что образовавшийся газ не успевает заметно расшириться и его объем
(в начальный период) соответствует объему твердого тротила 6,6·10-4 м3, создавая в нем давление продуктов взрыва, равное 1,3 ГПа. Нагретые газообразные продукты взрыва, расширяясь, сжимают окружающую среду и вызывают
перемещение ее частиц (молекул) во все стороны от очага взрыва. Резкое
расширение газа вызывает появление ударной волны огромной силы, которая
способна разрушить находящийся на ее пути материал.
Возникшие в результате действия ударной волны напряжения на поверхности обрабатываемого материала распространяются внутрь его в виде
локализованных волнообразных возмущений.
По мере продвижения ударной волны ее скорость уменьшается (из-за
расхода кинетической энергии на нагревание окружающей среды, на трение
и т.п.), и на некотором расстоянии от очага взрыва она переходит в звуковую.
ВВ удобны для создания ударной волны с высокой интенсивностью и
обеспечивают высокую скорость деформации порошкового тела.
В методах взрывного формования применяют заряды метательных
(порохов) и бризантных взрывчатых веществ.
При применении метательных ВВ возможны различные варианты
создания нагрузки на порошковое тело: передача энергии взрыва через подвижное, твердое тело – ударник, поршень (дистанционный метод); непосредственное воздействие ударной волны (контактный метод); передача давления
через жидкую среду (дистанционный метод).
Ствольные системы, часто называемые пороховыми копрами, позволяют разгонять снаряд (ударник) до скорости 20–600 м/с. В другом случае
кинетическая энергия сообщается порошковому телу ударной волной, созда-
Процессы порошковой металлургии. Курс лекций
-296-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 10 Импульсное формование
ваемой в гидродинамических машинах (максимальное давление формования
500–1 500 МПа).
Первая установка для взрывного формования порошка в жидкости запатентована в США в 1953 г. Аналогичные машины появились в СССР в 1976
г. Эти машины, рама и контейнер которой выполнены с обмоткой из высокопрочной ленты, конструктивно напоминает современный гидростат, но вместо насосов высокого давления и мультипликаторов для сжатия жидкости в
рабочей камере используют небольшой заряд пороха.
При инициировании (воспламенении) заряда давление пороховых газов передается в рабочую камеру через разделительный поршень и обеспечивает уплотнение порошка, расположенного в рабочей жидкости (смесь воды
и эмульсола) в эластичной герметизированной оболочке. Максимальное импульсное давление в рабочей камере машины составляет около 600 МПа,
длительность действия импульса давления обычно не более 5⋅10-2 с. Продолжительность рабочего цикла – не более 2–4 мин.
Метод гидродинамического формования можно использовать для изготовления крупногабаритных фильтров из порошков титана и нержавеющей
стали, заготовок из вольфрама и молибдена, имеющих равномерную объемную плотность. Кроме того, этот метод можно использовать для получения
изделий из порошков оксидов, нитридов и других материалов.
Характер уплотнения порошков аналогичен имеющему место при
гидростатическом формовании, но увеличение скорости нагружения приводит к возрастанию сопротивления металлических частиц деформированию,
из-за чего плотность получаемых формовок оказывается несколько ниже, чем
у заготовок, полученных в гидростате.
В то же время при одинаковой плотности формовок прочность на
сжатие и ударная вязкость заготовок после взрывного формования повышаются на 20–30 % за счет разрушения поверхностных оксидных пленок и образования чисто металлических связей, в том числе и типа сварки, благодаря
плавлению металла частиц за счет высокой температуры на контактах в связи
с локальным выделением тепла.
Контактные методы взрывного формования более эффективны при использовании в качестве энергоносителя заряда бризантных ВВ. Взрывное превращение в этом случае происходит в форме детонации – цепной экзотермической реакции, распространяющейся по ВВ с постоянной и наибольшей для данных условий скоростью, называемой скоростью детонации. Величина скорости детонации для большинства промышленных ВВ составляет 3 000–8 000 м/с.
Температура продуктов взрыва достигает 3 000–5 000 К, плотность их возрастает примерно на 30 % по сравнению с исходной, а пиковое давление за
фронтом детонации достигает 3–28 ГПа.
Время действия импульсных давлений при взрыве заряда бризантных
ВВ не превышает обычно (5–9)·10-6 с. Типовые схемы взрывного формования
предусматривают расположение заряда ВВ на поверхности контейнера с по-
Процессы порошковой металлургии. Курс лекций
-297-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 10 Импульсное формование
рошком, либо формование порошка металлическим поршнем с накладным
зарядом ВВ, который разгоняется до скорости около 1 500 м/с.
Взрывное формование порошков пластичных материалов обеспечивает получение заготовок с относительной плотностью 92–95 % при интенсивной пластической деформации частиц и образовании прочных связей между
ними. Структура сформированной заготовки зависит от скорости приложения нагрузки (рис. 2.26).
а
б
в
Рис. 2.26. Микроструктура брикетов из сферического медного порошка
(фракция –300…+160 мкм) при статическом нагружении (а) и скорости детонации ВВ 3 500 (б) и 7 000 м/с (в)
Формование порошков низкопластичных металлов, сплавов и тугоплавких соединений сопровождается разрушением хрупких частиц, их структурной перестройкой и механическим расклиниванием при значительном повышении: твердости, уровня микродеформаций, плотности дислокаций и
других дефектов кристаллической решетки.
В общем случае при взрывном формовании зарядом бризантных ВВ
имеют место эффекты ударного сжатия, а разгрузка сжатого материала носит
волновой характер.
Электрогидравлическое формование порошков
Метод основан на возбуждении ударной волны при токовом разряде в
жидкости. При искровом разряде между электродами, погруженными в жидкость, образуется токопроводящий канал, частично заполненный ионизированным газом; его первоначальное сечение мало, а энергия в нем нарастает
со скоростью 104 м/с и процесс приобретает характер взрыва. Под влиянием
быстрого расширения искрового канала в жидкости возникает ударная волна,
скорость распространения которой значительно превышает скорость расширения искрового канала, и через 0,5–1,5 мкс фронт ударной волны отрывается от расширяющегося канала. На процесс распространения ударной волны
существенное влияние оказывает электропроводность жидкости.
Превращение электрической энергии в механическую в жидкой среде
можно осуществить двумя основными методами: разрядом конденсатора че-
Процессы порошковой металлургии. Курс лекций
-298-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 10 Импульсное формование
рез зазор между двумя электродами, погруженными в жидкость, и разрядом
через проводник, перекрывающий зазор между электродами, погруженными
в жидкость.
Батарея конденсаторов заряжается с помощью специального устройства, имеющего выпрямитель тока и регулятор напряжения. При разрядке
конденсатора через электроды в жидкости величина пробиваемого межэлектродного промежутка определяется не только напряжением, но зависит также
от проводимости среды и формы электродов; обычно используют напряжение 10–30 кВ.
При применении проводника, инициирующего разряд между погруженными в жидкость электродами, его размеры и природа материала (металл,
пастообразная смесь, нить из непроводящего носителя и проводящей обмотки и др.) существенно влияют на выделяемую энергию, давление (до 250
МПа) и скорость распространения ударной волны.
Разряд через проводник позволяет осуществлять лучшее по сравнению с предыдущим управление процессом формования, так как путь электрического разряда может быть предопределен. Кроме того, этот метод обеспечивает более эффективное превращение энергии и дает возможность снижать рабочие напряжения, так как при наличии проводника одно и то же напряжение перекрывает большее межэлектродное расстояние, чем без него.
Недостаток метода – необходимость заменять проводник после каждого разряда.
Полезная работа, совершаемая при преобразовании электрической
энергии в механическую, составляет 10–40 % выделенной энергии.
Электромагнитное формование
Метод основан на использовании для уплотнения порошков энергии
мощного импульсного магнитного поля (при напряженности поля 300 кЭ
развивается давление порядка 400 МПа).
В этом методе электрическая энергия, запасенная конденсатором, при
его разряде преобразуется посредством индуктора в энергию импульсного
магнитного поля, воздействующего на порошковое тело (порошок или предварительно сформованная заготовка): деформирование электропроводящего
порошкового тела обеспечивают силы, создаваемые взаимодействием инициируемых в нем вихревых токов с током, проходящим через индуктор. Для получения магнитных импульсов различной конфигурации применяют плоские,
спиральные, соленоидные и другие индукторы.
Выделение накопленной в конденсаторе энергии происходит очень
быстро (10–30 мкс), и некоторая ее часть тратится на нагрев обрабатываемого порошкового тела.
Процессы порошковой металлургии. Курс лекций
-299-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 10 Импульсное формование
Эффективность магнитно-импульсного формования зависит от удельного электросопротивления материала частиц порошка. Наиболее подходящими для деформирования являются металлы с высокой электропроводностью, такие как золото, серебро, медь, алюминий, малоуглеродистые стали и
другие, имеющие удельное электросопротивление < 15 мкОм/см.
При обработке материалов с низкой электропроводностью для создания нужных усилий используют спутники из хорошо проводящих материалов, помещаемые между заготовкой (порошковым телом) и индуктором и играющие роль «движителя». Большое значение имеет расстояние между индуктором и порошковым телом. Наибольшая эффективность достигается при
зазоре между ними < 1 мм.
Так как электромагнитное поле почти не взаимодействует с непроводниками, электромагнитный импульс может быть сообщен формуемому порошку (порошковому телу) через непроводящую оболочку.
Пневмомеханическое формование
Для уплотнения порошкового тела используют энергию, выделяющуюся
при адиабатическом расширении сильно сжатого газа (воздух, азот и др.).
Пневмомеханические высокоскоростные машины относятся к одному из прогрессивных типов металлообрабатывающего оборудования и отличаются
простотой действия.
Типовая установка двустороннего ударного прессования имеет гидравлические и пневматические цилиндры. Гидравлический цилиндр является
вспомогательным и служит для восстановления энергии сжатого газа, израсходованного при ударе. Номинальное давление газа в пневмоцилиндре до 12
МПа, номинальное усилие гидроцилиндра 30 кН.
На практике применяются машины, представляющие собой гибрид
высокоскоростного пресса и двигателя внутреннего сгорания. Поршень камеры сгорания соединен с пуансоном пресс-формы. В камеру сгорания через
впрыскиватель подается топливо, воспламеняемое при помощи свечи, после
воспламенения давление в камере сгорания увеличивается в 5–7 раз и поршень пресс-формы с порошком начинает перемещаться, уплотняя последний.
При импульсном формовании большое значение имеет скорость нагружения порошкового тела: с ее увеличением развитие пластической деформации, требующее времени, уменьшается, растет доля упругих деформаций межчастичных контактов и на 40–50 % увеличивается упругое последействие по сравнению со статическим формованием. В большинстве случаев
формовки, полученные импульсными методами, обладают более высокими
прочностными характеристиками. Так, при взрывном формовании железного
порошка прочность формовок оказалась на 10–15 %, а с увеличением скорости приложения нагрузки на 30 % выше по сравнению с прочностью брикетов, полученных при статическом прессовании. Это объясняется влиянием
Процессы порошковой металлургии. Курс лекций
-300-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 10 Импульсное формование
давлений и температур, развивающихся в зонах контактов частиц, которые
при условии меньшей площади контакта способны приводить к образованию
металлической связи типа сварки, обладающей высоким сопротивлением
сдвигу контактов частиц порошкового тела.
Импульсное формование тем выгоднее, чем выше исходные плотность и твердость частиц порошка. После формования наблюдается значительное искажение кристаллической решетки уплотняемого материала (напряжения второго рода повышаются в 2–2,5 раза, плотность дислокаций увеличивается в 4–6 раз), что заметно сказывается на формировании свойств изделия при спекании.
Контрольные вопросы и задания
1. Дайте определение понятию «импульсное формование».
2. Какие преимущества имеет метод импульсного формования порошков?
3. Перечислите и дайте характеристику взрывным методам прессования порошков.
4. Какие системы используются для создания необходимого давления
в методе взрывного формования?
5. Назовите типовые схемы взрывного формования в соответствии с
расположением заряда.
6. Дайте краткую характеристику методу электрогидравлического
формования порошков.
7. Расскажите о электромагнитном и пневмомеханическом методах
импульсного формования.
8. Назовите факторы, определяющие качество формовок при применении методов импульсного формования.
Лекция 11
Получение изделий методом прокатки порошков
План лекции
1. Виды прокатки.
2. Параметры прокатки.
3. Уплотнение порошкового тела при прокатке.
4. Виды брака при прокатке.
Виды прокатки
Процессы порошковой металлургии. Курс лекций
-301-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 11 Получение изделий методом прокатки порошков
Прокатка порошка – это метод получения заготовок (изделий) из металлического порошка путем его обработки с использованием валков прокатного стана.
Широкое промышленное применение этого метода началось около
60 лет тому назад (в России с 1948 г.). В настоящее время прокатку порошков
применяют для получения заготовок конструкционных материалов (полосы,
ленту и профили), а также для производства фильтров, электрохимических
электродов и других пористых изделий.
Прокатка порошка обеспечивает высокую производительность при
сравнительно низкой энергоемкости процесса, возможность получения тонких с большой поверхностью заготовок, отличающихся изотропностью
свойств и равномерностью плотности. Затраты энергии на прокатку существенно меньше затрат на получение заготовок той же площади, холодным
прессованием.
Себестоимость тонкой ленты, прокатанной из порошка, в 2 раза ниже,
чем при прокатке слитков. Это объясняется резким сокращением числа операций
технологического цикла: исключаются плавка металла, отливка слитков, нагрев
их и горячая прокатка. Число проходов при прокатке сокращается в 8–10 раз.
Процесс прокатки порошков существенно отличается от процесса
прокатки компактных металлов, хотя и имеет с ним ряд аналогий. Коренным
отличием прокатки порошков является изменение свойств прокатанного материала по сравнению со свойствами исходного (переход от сыпучего к жесткому пористому телу).
Различают четыре основных вида прокатки: вертикальную (рис. 2.27, а–
в), при которой оси прокатных валков расположены в одной горизонтальной
плоскости; горизонтальную (рис. 2.27, г, д), при которой оси валков расположены в одной вертикальной плоскости; наклонную (рис. 2.27, е), при которой оси
валков расположены в плоскости, наклоненной под углом (обычно 30–60°) к
горизонту; радиусную (рис. 2.27, ж, з), когда порошок уплотняется в зазоре
между валком и внешним кольцом.
Процессы порошковой металлургии. Курс лекций
-302-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 11 Получение изделий методом прокатки порошков
б
а
в
д
г
ж
е
з
Рис. 2.27. Способы прокатки порошка
Силами трения о поверхность валков, вращающихся навстречу один
другому, порошок увлекается в зазор между ними и спрессовывается в полосу (ленту, пластину и т.п.) с определенной плотностью и прочностью.
Параметры порошков
Важнейшими параметрами прокатки металлических порошков являются центральные углы, определяющие положение некоторых поперечных
сечений очага деформации. Очаг деформации ограничен сверху сечением, в
котором имеется контакт между порошком и обоими валками, а снизу – сечением выхода проката из зазора между валками.
Выделяют несколько зон и углов, характерных для прокатки порошка
(рис. 2.28):
1-я зона (угол α н может быть > 90°) – зона подачи порошка (определяется толщиной слоя порошка при вертикальной прокатке);
2-я зона (угол α 1) – граничная зона (перед зоной уплотнения порошка);
3-я зона (α р ~ 15°) – зона первичного уплотнения порошка α( р - центральный угол, на длине дуги которого под силовым воздействием валков
происходит формирование проката из порошка);
4-я зона (угол α п ) – зона спрессовывания (переход порошка от сыпучего состояния к жесткому пористому);
Процессы порошковой металлургии. Курс лекций
-303-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 11 Получение изделий методом прокатки порошков
5-я зона – зона, в которой окружная скорость валков равна скорости
движения проката.
Н
1
2
3
αН α1 αр
4
αп γ
Рис. 2.28. Зоны и угловые параметры прокатки порошка
5
αсж
Зоне 5 соответствуют два угла: нейтральный угол γ, определяемый
точками нулевого скольжения (чаще всего, не более 1°) и α сж – угол упругого
сжатия валков (1–2°), который характеризует увеличение зоны деформации.
Величину углов прокатки определяют: диаметры валков; ширина проката; свойства порошка (форма и размер частиц порошка, насыпная плотность и плотность утряски порошка валков, текучесть порошка); коэффициент внешнего трения (между порошком и поверхностью валков); скорость
прокатки; направление прокатки; жесткость рабочей клети стана и др.
В очаге деформации происходит сближение частиц, и порошок уплотняется, т.е. объем исходного порошка в процессе прокатки изменяется, хотя
объем, занимаемый собственно частицами деформируемого материала, остается постоянным. Каждая частица порошка обладает свойствами компактного металла и способна при прокатке деформироваться.
Прокатку порошка по ее физической природе можно рассматривать
как непрерывное формование, начинающееся в той части очага деформации,
которая определяется углом прокатки αр и кончающееся на выходе проката
из зазора между валками.
На процесс прокатки большое влияние оказывает сыпучесть порошка:
чем она лучше, тем легче вести процесс прокатки. При плохой сыпучести и
неправильно выбранной скорости прокатки (линейная скорость поверхности
валков существенно больше скорости поступления порошка в очаг деформации) порошок не прокатывается в сплошную заготовку.
Поступление порошка в очаг деформации может быть свободным
(гравитационным) и активным. В первом случае порошок поступает в очаг
деформации из бункера-питателя на валках под действием собственной мас-
Процессы порошковой металлургии. Курс лекций
-304-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 11 Получение изделий методом прокатки порошков
сы, а во втором случае порошок подается принудительно роторным, конвейерным, шнековым и другими питателями.
Прокатка может быть периодической и непрерывной: при периодической прокатке в бункер стана засыпают определенную порцию порошка и
получают прокат заданной массы, а при непрерывной прокатке порошок в
бункер подают постоянно, получая длинномерную заготовку.
Движение порошка в бункере-питателе подобно движению вязкой
жидкости, т.е. отсутствуют какие-либо разрывы непрерывности перемещений и скоростей отдельных частиц порошка, несмотря на значительную неравномерность перемещений его отдельных слоев.
Характер движения порошка в бункере при вертикальной прокатке зависит от отношения толщины подачи порошка Н к диаметру валков D: при
Н/D ≤ 0,5 (рис. 2.29, а) горизонтальные слои порошка, опускаясь, изгибаются
выпуклостью вверх и затем превращаются в петлю, располагающуюся по
центру бункера (скорость движения частиц вблизи рабочей поверхности валков больше, чем в центральной части бункера).
а
б
Рис. 2.29. Характер движения слоев порошка при вертикальной прокатке:
а – Н/ D ≤ 0,5; б – H/D ≥ 1
При H/D ≥ 1 (в таких бункерах облегчается наполнение бункера свежими порциями порошка) горизонтальные слои порошка в осевой части бункера по мере понижения уровня порошка изгибаются выпуклостью вниз, а на
четверти толщины бункера – выпуклостью вверх (рис. 2.29, б).
При горизонтальной прокатке движение порошка в бункере-питателе
отличается от рассмотренного выше для вертикальной прокатки (рис. 2.30).
В общем случае при прокатке на порошок действуют два усилия: радиальное
усилие, создающее давление прокатки и уплотняющее порошок, и усилие,
стремящееся вытолкнуть порошок из очага деформации в направлении продольной оси валков.
Процессы порошковой металлургии. Курс лекций
-305-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 11 Получение изделий методом прокатки порошков
Рис. 2.30. Движение порошка в бункерепитателе при горизонтальной прокатке
Скорость прокатки обычно составляет от 1–3 до 20–25 м/мин.
Уплотнение порошкового тела при прокатке
В результате прокатки порошок уплотняется от γнас или γ утр до плотности проката γ п. Отношение γ п к этим плотностям порошка называют, соответственно, степенью уплотнения Ζ и коэффициентом уплотнения Ζуп:
Ζ = γп / γнас ,
Ζуп = γп / γутр.
Уравнение прокатки порошков основано на применении универсального закона постоянства массы, имеющий вид:
γп = γнас(1 + αр прив R/hп),
где αр прив – приведенный или условный угол прокатки порошка при коэффициенте вытяжки λ =1, рассчитываемый по известным γнас и R (радиусу валков)
и определяемым экспериментально γп и hп (толщине проката). Коэффициент
вытяжки определяется как отношение объема порошка зоны уплотнения αсж к
объему порошка в самом начале этой зоны αр.
Рассчитанные значения αр прив для некоторых порошков, которые прокатывали между гладкими шлифованными горизонтально расположенными
валками (вертикальная прокатка) без смазки при свободной (гравитационной) подаче, составляют для железного порошка различных марок 8°20'–
9°40', для медного порошка – 10°50', для титанового порошка – 12°20', для
порошка карбонильного никеля – 12°40'.
Можно выделить три стадии уплотнения порошка при прокатке, которые (фактически) совпадают со структурной деформацией при прессовании
порошка в пресс-форме. Первая стадия уплотнения – перераспределение частиц порошка (удаление арок, проникновение мелких частиц в поры между
Процессы порошковой металлургии. Курс лекций
-306-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 11 Получение изделий методом прокатки порошков
крупными); вторая стадия – уменьшение объемов пор за счет увеличения
контактных поверхностей; третья стадия – объемная деформация частиц.
Для построения диаграмм уплотняемости порошков при прокатке
можно использовать эмпирическое уравнение:
γп = γутр + рmax/(m + npmax),
(2.26)
где т, п – коэффициенты, зависящие от материала порошка (табл. 2.5).
Таблица 2.5
Величины коэффициентов т и п для некоторых порошков
Порошок
Железный марки ПЖВ2.160.23
Медный восстановленный
Никелевый восстановленный
Алюминиевый распыленный
т
п
4,56
2,37
7,97
3,12
0,165
0,146
0,149
0,660
Расчеты по уравнению (2.26) хорошо коррелируют с экспериментальными результатами в широком интервале контактных напряжений.
Виды брака при прокатке
Экспериментально установлено, что пористость по толщине порошкового проката распределяется неравномерно.
В лентах (полосах) малой толщины (1,6–2,5 мм) пористость непрерывно уменьшается по мере удаления от поверхности к центру сечения; разница между пористостью у поверхности проката и в центре уменьшается с
увеличением его средней плотности и уменьшением толщины.
В более толстых (> 2,5 мм) полосах в приповерхностных слоях пористость уменьшается по мере удаления от внешней поверхности, а в центральном
слое пористость приблизительно постоянна. Это обусловлено, по-видимому,
неравномерностью напряженно-деформированного состояния порошкового
тела в очаге уплотнения, так как в поверхностных слоях проката обнаружены
сравнительно большие остаточные растягивающие напряжения.
Следствием этого является также часто наблюдаемое расслоение проката на две или три (при прокатке толстых полос) части, зарождающееся еще
до выхода проката из валков.
Отмечают два вида такого расслоения:
образование гладких поверхностей расслоения, наиболее характерное
для крупных частиц порошка и малой плотности проката (исчезает при ее
увеличении);
образование бугристых поверхностей расслоения с выходом поперечных трещин на поверхность проката, имеющее место при прокатке дисперсных порошков с размером частиц 2–5 мкм (карбонильный никель) и 5–20
мкм (молибден).
Процессы порошковой металлургии. Курс лекций
-307-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 11 Получение изделий методом прокатки порошков
На расслоение проката влияют гранулометрический состав порошка,
наличие оксидов на поверхности частиц, форма частиц и их физическое состояние (например, наклеп).
Контрольные вопросы и задания
1. Расскажите о сущности метода получения изделий прокаткой порошков.
2. Назовите преимущества этого метода.
3. Перечислите основные виды прокатки.
4. Охарактеризуйте угловые параметры процесса прокатки порошков.
5. Представьте схемы движения порошка в бункере при горизонтальной и вертикальной прокатке.
6. Напишите основные уравнения прокатки.
7. Каким образом меняется плотность порошкового тела при прокатке?
8. От чего зависит плотность порошкового тела при прокатке?
9. Назовите основные виды брака при прокатке.
Лекция 12
Прокатка порошка. Горячее прессование
План лекции
1. Схемы подачи порошка при прокатке.
2. Оборудование для прокатки порошков.
3. Горячее прессование.
Схемы подачи порошка при прокатке
Плотность проката зависит от химического и гранулометрического
состава порошка, формы его частиц, конструкции дозатора порошка, давления порошка на валки, состояния поверхности валков и скорости их вращения, направления прокатки и других факторов.
При прокатке металлических порошков с их гравитационной (свободной) подачей толщина лент практически не превышает 1 % от диаметра валка. Плотность проката уменьшается с увеличением его толщины и уменьшением коэффициента спрессовывания ε.
Плотность проката можно повысить путем увеличения толщины слоя
порошка в бункере, а также вакуумированием, принудительной подачей порошка, повышением шероховатости валков и другими способами.
Для получения из порошков ленты заданной пористости и толщины
применяют специальные устройства, регулирующие уровень порошка или
толщину его захвата в зоне деформации (рис. 2.31).
Процессы порошковой металлургии. Курс лекций
-308-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 12 Прокатка порошка. Горячее прессование
а
б
в
Рис. 2.31. Схемы устройств для регулирования уровня порошка
в бункере прокатного стана
г
В схеме, представленной на рис. 2.31, а порошок изолируется от рабочей поверхности валков с помощью специальных накладок, которые могут
перемещаться; расстояние между накладками определяет толщину захвата
порошка. По этой схеме можно в широких пределах регулировать толщину
захвата порошка независимо от скорости прокатки. Недостаток схемы заключается в переменном уровне порошка над сечением его захвата, а также в
трудности изготовления качественных накладок.
Схемы (рис. 2.31, б, в) предусматривают регулирование уровня порошка в зоне деформации путем изменения ширины щели между передвигающимися или поворотными заслонками и рабочей поверхностью валков.
Замена объемной заслонки (рис. 2.31, в) на вертикальную пластинчатую, позволяет получать биметаллический прокат. Уровень порошка поддерживается подбором соотношения между производительностью прокатки и расходом
порошка. Недостатками этих схем являются сложность контроля за уровнем
порошка в зоне деформации и необходимость увязки ширины щели бункера с
порошком со скоростью прокатки.
По схеме, приведенной на рис. 2.31, г, уровень порошка между валками регулируют величиной щели в дне бункера. На практике применяют
устройства с механическим регулированием расхода порошка. С помощью
используемого в этом устройстве шнека можно постепенно менять расход
порошка.
Оборудование для прокатки порошков
В промышленности, для прокатки порошков в горизонтальном направлении часто используют листовые прокатные станы, оборудованные
приспособлениями для принудительной подачи порошка в валки (рис. 2.32).
Максимальное давление в камере шнека 0,1 МПа. Давление подпора порошка
в очаге деформации создается за счет разности производительности шнека и
пропускной способности стана.
Процессы порошковой металлургии. Курс лекций
-309-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 12 Прокатка порошка. Горячее прессование
1
4
Рис. 2.32. Приспособление для принудительной подачи порошка в валки: 1 – валки; 2 –
камера с порошком; 3 – шнек; 4 – бункер; 5 –
шкив двигателя; 6 – клиноременная передача;
7 – двигатель
6
7
2
3
5
При расположении продольных осей валков в одной вертикальной
плоскости бункер с порошком может быть помещен перед прокатным станом
и подача порошка осуществляется по вспомогательной ленте. Возможна также подача порошка под действием собственного веса по наклонному желобу.
Существует схема прокатки порошков через вертикально расположенные валки с конвейерной подачей (рис. 2.33).
Металлический порошок из бункера, установленного на одном конце
конвейера, через дозирующее устройство, задающее высоту слоя порошка,
подается на ленту конвейера. Нижний валок имеет прижимные ролики,
а верхний валок – бортики, между которыми проходят боковые кромки конвейера для металла.
Порошки прокатывают как в холодном, так и в нагретом состоянии.
Г.И. Аксенов предложил следующие температурные границы деформаций в зависимости от температуры плавления металла Тпл: область холодной деформации – 0–0,25; область между холодной и горячей деформацией –
0,25–0,5; область горячей деформации – 0,5–1,0.
2
4
3
1
5
7
6
8
Рис. 2.33. Схема устройства для подачи порошка в волки с помощью
конвейера: 1 – лента конвейера; 2 – бункер с порошком; 3 – дозирующие устройство; 4 – верхний валок с бортиком; 5, 6 – прижимные ролики; 7 – нижний валок; 8 – устройство для натяжения ленты конвейера
Процессы порошковой металлургии. Курс лекций
-310-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 12 Прокатка порошка. Горячее прессование
Пористый прокат
2
1
4
1
2
1
3
5
Беспористый прокат
4
3
3
6
1
3
4
6
4
6
7
4
4
7
Рис. 2.34. Схемы технологических линий для получения проката из металлических
порошков: 1 – валки; 2 – камерная печь; 3 – устройства для намотки проката; 4 –
проходная печь; 5 – листовой прокат; 6 – валки для уплотняющей прокатки; 7 –
во- доохлаждаемые валки
При горячей прокатке станы снабжают дополнительными устройствами для нагрева порошка перед процессом прокатки, а сам порошок часто
помещают в камеру с защитным газом во избежание окисления при нагреве.
При использовании непрерывной схемы получения ленты из порошка
(прокатанная лента сразу поступает в печь для спекания) для защиты ее от
окисления, на выходе из печи устанавливают валки для уплотнения и медные
водоохлаждаемые валки.
Технологические линии получения проката из металлических порошков, в зависимости от вида получаемой продукции (пористых или беспористых листов и лент), включают такие виды оборудования, как прокатные станы, печи для спекания материала, устройства для правки, намотки и охлаждения лент и полос (рис. 2.34). Беспористые ленты и листы получают из пористой ленты после дополнительной уплотняющей прокатки в холодном или
горячем состоянии.
Методом прокатки можно получать многослойный прокат. Для этого
различные порошки или порошки и компактный листовой материал прокатывают одновременно.
Прокатку порошков химически активных или особо чистых материалов ведут в вакууме или инертном газе. Кроме того, на практике используют
Процессы порошковой металлургии. Курс лекций
-311-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 12 Прокатка порошка. Горячее прессование
горячую прокатку порошка, который помещают в герметичный контейнер
(оболочку).
Применение оболочек предупреждает загрязнение порошка кислородом, азотом и другими газами. После прокатки защитную оболочку удаляют
с поверхности проката механически или стравливают.
Горячее прессование
Горячее прессование – прессование металлического порошка или порошковой формовки при температуре, превышающей температуру рекристаллизации основного компонента.
Горячее прессование представляет собой совмещение процессов прессования и спекания и проводится при температурах 0,5–0,95Тпл основного
(матричного) компонента порошкового материала. Оно позволяет практически реализовать наблюдаемое при повышении температуры увеличение текучести материала и получать фактически беспористые порошковые изделия.
Одним из первых примеров промышленного применения горячего
прессования можно считать технологию платиновых изделий, разработанную
П.Г. Соболевским.
Наиболее существенным результатом горячего прессования является
максимально быстрое уплотнение порошкового тела и получение заготовок
(изделий) с минимальной пористостью при сравнительно малых давлениях
прессования.
Изменение плотности порошкового тела при горячем прессовании
связано с пластической деформацией, нестационарным и стационарным
диффузионным крипом. Силы внешнего давления при горячем прессовании
суммируются с капиллярными давлениями, приводящими к развитию межчастичного сцепления и уменьшению пористости порошкового тела. Практически каждой температуре горячего прессования соответствует вполне определенное минимальное давление, при котором может быть получено малопористое (П < 1–2 %) порошковое изделие в течение короткого времени (10–30
мин).
В случае, когда напряжения, возникающие при приложении нагрузки,
выше предела текучести прессуемого материала, усадка осуществляется за
счет пластической деформации; если эти напряжения ниже предела текучести, уплотнение протекает за счет нестационарного (неотожженные порошки) или близкого к стационарному (отожженные порошки) крипа. Механизм
уплотнения идентичен наблюдаемому при спекании: образование межчастичного контакта, рост плотности с одновременным увеличением размера
частиц и дальнейший рост частиц при незначительном дополнительном уплотнении.
Свойства горячепрессованных порошковых изделий существенно зависят от условий прессования. Как правило, такие изделия обладают более
высоким пределом прочности, большим удлинением, повышенной твердо-
Процессы порошковой металлургии. Курс лекций
-312-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 12 Прокатка порошка. Горячее прессование
стью, лучшей электропроводностью и более точными геометрическими размерами, чем изделия, полученные путем раздельного прессования и спекания. Кроме того, подобные изделия отличаются мелкозернистой структурой
и нередко по механическим свойствам не уступают изделиям из литых металлов (сплавов).
Для нагрева порошка или порошковой формовки используют, как
правило, электрический ток. Различают следующие способы нагрева порошка при горячем прессовании:
прямым пропусканием тока через порошок или пресс-форму;
индукционным нагревом порошка, пресс-формы или промежуточного
экрана;
импульсным током высокого напряжения.
Наиболее распространенным материалом для изготовления прессформ является графит, в том числе силицированный. Ориентировочный расчет матриц графитовых пресс-форм проводят по нижнему значению справочных данных о прочности графита на растяжение. Практически матрицы
из наиболее доступных сортов графита выдерживают максимальное осевое
давление порядка 40 МПа, а рабочее давление формования зачастую не превышает 20–25 МПа. Бандажирование графитовых матриц не дает ощутимых
результатов, так как при нагреве до высоких температур исчезает необходимое натяжение в соединении металлического бандажа и матрицы (коэффициент линейного расширения металлов и сплавов больше, чем у углеграфитовых материалов).
При сравнительно низких температурах прессования (до 900–
1 000 °С) используют металлические пресс-формы из жаропрочных сплавов,
например на основе никеля и молибдена. Постепенно расширяется применение пресс-форм из тугоплавких оксидов, силикатов и других химических соединений. Для предотвращения взаимодействия прессуемого материала с материалом пресс-формы внутреннюю поверхность последней покрывают какими-либо инертными составами (жидким стеклом, эмалью, нитридом бора и
др.) или защищают металлической фольгой.
Некоторые из защитных составов могут одновременно играть роль
смазок, уменьшающих внешнее трение. Кроме того, для предохранения прессуемого материала от окисления применяют защитные среды (восстановительные, инертные) или вакуумирование.
Важную роль при прессовании играют режимы приложения и снятия
нагрузки. Целесообразно сначала нагреть порошок до некоторой температуры (обычно половина требуемой для изотермической выдержки), а затем
прикладывать давление и продолжать нагрев, который следует проводить как
можно быстрее. В этом случае обеспечивается более полное удаление газов,
адсорбированных порошком, что способствует его уплотнению.
Прессы, используемые для горячего прессования, могут быть рычажно-механическими (рис. 2.35), гидравлическими или пневматическими.
Процессы порошковой металлургии. Курс лекций
-313-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 12 Прокатка порошка. Горячее прессование
10
Рис. 2.35. Схема рычажно–механического
пресса для горячего прессования: 1 – медные
водоохлаждаемые контакты; 2 – графитовая
пресс–форма; 3 – центральная втулка; 4 –
верхний пуансон; 5 – направляющая втулка; 6 – токоподводы; 7 – изолирующая подкладка; 8, 9 – опорные стойки; 10 – рычаг; 11
– прессуемый порошок; 12 – подвеска; 13 –
груз
8
5
4
1
3
1
2
7
9
6
12
13
Прессуемый порошок помещают в пресс-форму, зажимаемую между
двумя медными водоохлаждаемыми контактами; пресс-форма нагревается
пропускаемым через нее электрическим током.
Груз, подвешенный к рычагу, передающему усилие на верхний пуансон, создает давление на порошок до 30 МПа.
Для уменьшения потерь тепла излучением пресс-форма защищена теплоизолирующим графитовым экраном (максимальная рабочая температура
составляет до 2 700 °С).
В промышленности для горячего прессования широко используют
специальные гидропрессы, в которых порошок нагревается переменным
электротоком, подводимым через водоохлаждаемые контактные плиты к
графитовым конусным пуансонам, между которыми устанавливается прессформа. Такие прессы снабжены блокировкой, предохраняющей детали от
расплавления в случае прекращения подачи охлаждающей воды. Развиваемое
усилие достигает 1 500 кН, температура прессования – до 2 500 °С (табл. 2.6).
Таблица 2.6
Технические характеристики прессов горячего прессования
Габариты рабочей
камеры, мм
Диаметр
прессовДиаметр Высота
ки, мм
140
220
50
200
280
250
80
80
315
315
150
400
400
200
Максимальные
Усилие
Темперапрессоватура, К
ния, кН
1 573
2 073
100
2 473
2 773
180
1 573
180
2 473
1 573
2 073
800
2 473
2 773
1 573
1 100
2 073
Потребляемая мощность, кВА
6
15
25
35
10
35
40
70
100
120
60
100
Процессы порошковой металлургии. Курс лекций
Атмосфера в рабочем
пространстве
Окислительная, восстановительная
Окислительная, восстановительная
Окислительная, восстановительная
Окислительная, восстановительная
-314-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 12 Прокатка порошка. Горячее прессование
500
500
250
2 473
1 573
2 073
2 473
1 500
120
100
120
160
Окислительная, восстановительная
Пресс-форма с изделием после ее охлаждения до 500–600 °С (гидравлический пресс) или до 150–200 °С (вакуумный пресс) удаляется из пресса,
изделие извлекается и зачищается на шлифовальном станке.
С середины 60-х гг. XX в. большое распространение получило динамическое горячее прессование (ДГП): предварительно спрессованные и спеченные при низких температурах (до 0,5–0,6Тпл основного компонента) пористые заготовки допрессовывают при достаточно высокой температуре.
Все факторы, облегчающие пластическое деформирование, способствуют уплотнению заготовок при ДГП. На процесс уплотнения влияют температура ДГП, характер и величина действующих напряжений, продолжительность их действия, скорость приложения нагрузки и схема напряженного состояния. Качество поверхности изготавливаемых методом ДГП порошковых
изделий определяется качеством рабочих поверхностей матрицы и пуансонов, наличием и видом применяемой смазки, выбранной схемой прессования
и выталкивания; можно получать изделия с чистотой поверхности 7–8 класса.
Особым случаем горячего прессования является электроразрядное или
электроимпульсное (искровое) спекание: через порошок с помощью электродов-пуансонов, к которым приложено давление, пропускают сильный электрический разряд (рис. 2.36).
7
6
1
2
8
4
13
14
+
3
5
9
12
11
10
Рис. 2.36. Схема установки электроразрядного спекания с электромагнитным
измерителем-дозатором засыпаемого порошка: 1 – устройство для создания
механического давления; 2, 12 – электроды-пуансоны; 3 – трубопровод; 4, 5 – измерительные электроды; 6 – порошок; 7 – бункер; 8 – источник питания электроцепи;
9 – устройство для съема сигналов от электродов 4, 5; 10 – усилитель; 11
Процессы порошковой металлургии. Курс лекций
-315-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 12 Прокатка порошка. Горячее прессование
– источник тока спекания; 13 – матрица пресс-формы; 14 – рабочая полость матрицы
При этом наряду с движущими силами, характерными для обычного
спекания и горячего прессования, действуют электромеханические силы и
проявляются эффекты, порождаемые током.
В зависимости от электросопротивления прессуемого материала, массы прилегающего к контакту вещества, его теплоемкости и теплопроводности, а также силы проходящего через данный контакт тока, приконтактное
вещество (металл, сплав или металлоподобное соединение) может оставаться
в твердом состоянии или частично расплавиться; возможны даже частичный
переход его в газовую фазу или превращение в плазму. Массоперенос в порошковом теле при прохождении через него импульсного электротока резко
возрастает.
Процесс электроразрядного спекания включает, как правило, две стадии. Первая стадия (искровая) включает пропускание электрического тока
плотностью несколько ампер на квадратный сантиметр через слабоспрессованный (давление < 10 МПа) порошок. На многих межчастичных контактах
возникает искрение, сопровождающееся разрушением поверхностных оксидных пленок, и создаются предпосылки для припекания частиц одна к другой.
Вторая стадия протекает при плотности тока порядка нескольких килоампер на квадратный сантиметр и под более высоким давлением, чем первая стадия (однако это повышенное давление в конце процесса в 10–20 раз
ниже давления при холодном прессовании). Температура достигает максимального значения в конце периода повышенного давления. После этого ток
отключают, давление медленно понижают в течение периода охлаждения порошковой заготовки.
Контрольные вопросы и задания
1. Какие факторы процесса прокатки определяют плотность проката?
2. Перечислите основные схемы и устройства для дозирования подачи порошка в валки.
3. Назовите схемы подачи порошка в валки при горизонтальной прокатке.
4. Назовите основные виды оборудования, использующегося при
прокатке порошков.
5. Опишите виды технологических линий прокатки.
6. Что представляет собой горячее прессование порошковых тел?
7. Какие процессы совмещаются при горячем прессовании материалов?
8. Укажите достоинства и недостатки метода горячего прессования.
9. Из каких материалов изготовляют формы для горячего прессования
порошков?
10. В чем состоит суть метода электроразрядного спекания порошков?
Процессы порошковой металлургии. Курс лекций
-316-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 13 Твердофазное спекание материалов
Лекция 13
Твердофазное спекание материалов
План лекции
1. Стадии процесса спекания.
2. Спекание однокомпонентных систем
3. Движущие силы процесса спекания.
Стадии процесса спекания
Твердофазное спекание – это спекание порошкового тела без образования жидкой фазы.
Твердофазное спекание применяется для получения изделий на основе
одно- или многокомпонентных систем, поведение которых при нагреве во
многом зависит от природы и химической чистоты соответствующих компонентов.
Необходимо отметить, что любой так называемый однокомпонентный
металлический порошок из-за наличия в нем примесей по существу представляет собой многокомпонентную систему. Количество примесей, входящих в состав порошка, необходимо учитывать при проектировании технологических процессов и режимов спекания материалов.
Нагрев порошкового тела вызывает в нем определенные структурные
изменения, среди которых можно выделить несколько основных стадий
процесса спекания. Подобные изменения связаны с объективными причинами (движущими силами процесса спекания), от которых зависит перемещение вещества в нагреваемом порошковом теле, т.е. механизм массопереноса.
Нагрев порошкового тела до заданной температуры и выдержка при
этой температуре, сопровождается его уплотнением.
Всю сложную последовательность процессов, происходящих при нагреве порошкового тела, обычно стараются разделить на отдельные стадии,
для каждой из которых можно достаточно точно указать движущие силы и
наиболее существенные механизмы массопереноса.
Хотя подобное деление удобно для описания процесса уплотнения
порошкового тела, но оно (в значительной мере) условно, так как, в зависимости от начальных свойств формовки и условий спекания, какие-то явления
будут происходить последовательно или одновременно, перекрывая одну или
даже несколько стадий.
Процессы порошковой металлургии. Курс лекций
-317-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 13 Твердофазное спекание материалов
Рис. 2.37. Модель спекания двух частиц: а –
радиус частицы; ρ – радиус «шейки»; х –
радиус сечения образующегося контакта; у –
половина отрезка, на который сближаются
частицы
Для спекаемого порошкового тела характерны некоторые геометрические элементы (рис. 2.37), определяемые понятиями «шейка», «межчастичный контакт», «изометрическая пора» и др.
При описании структуры спекаемого материала выделяют три принципиально отличных состояния порошкового тела, каждое из которых соответствует определенной стадии.
На первой (начальной) стадии происходит припекание порошинок
(частиц) к друг другу, сопровождающееся увеличением площади контакта
между ними. Однако каждая частица сохраняет структурную индивидуальность, т.е. граница между ними сохраняется и с ней сохраняется понятие
«контакт между частицами».
На второй стадии пористое тело может быть представлено в виде совокупности двух фаз – фазы вещества (частицы) и фазы «пустоты» (поры).
На этом этапе спекания происходит формирование сквозных (сообщающихся друг с другом) пор. Выраженные границы (контакты) между отдельными частицами исчезают или располагаются на местах, не соответствующих их начальному положению.
Для третьей стадии характерной является структура замкнутых (изолированных) пор. Число и общий объем этих пор может изменяться (уменьшаться).
Необходимо отметить, что эти весьма укрупненные три стадии не могут иметь четкого разграничения: замкнутые (изолированные) поры встречаются в реальном порошковом теле на ранней стадии нагрева (например, еще
при формовании заготовки), а некоторые начальные контакты между частицами сохраняются вплоть до третьей стадии спекания.
Для более детального анализа процессов, сопровождающих нагрев
порошковых тел, часто выделяют следующие этапы спекания:
1) возникновение и развитие связей между частицами;
2) образование и рост «шеек» на месте межчастичных контактов;
3) закрытие сквозной пористости (образование изолированных пор);
4) сфероидизация изолированных пор;
5) уплотнение порошкового тела за счет усадки изолированных пор;
6) укрупнение (коалесценция) изолированных пор.
Процессы порошковой металлургии. Курс лекций
-318-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 13 Твердофазное спекание материалов
Развитие связей между частицами начинается сразу с нагревом порошкового тела, т.е. на самом раннем этапе спекания. Это диффузионный
процесс, приводящий к образованию и развитию связей на межчастичных
границах и, следовательно, увеличению прочности порошкового тела. Результат этой стадии – образование развитых контактных поверхностей между
частицами.
Рост контактов и образование «шеек» – естественное продолжение
процесса межчастичного взаимодействия. Этот процесс сопровождается переносом вещества в область межчастичного контакта. Он может происходить
при проявлении различных механизмов массопереноса, которые вызывают
или не вызывают уплотнение порошкового тела. Однако независимо от того,
происходит ли уплотнение порошкового тела или нет, прочность его будет
повышаться.
В какой-то момент времени приконтактный угол между частицами
(первоначально острый) притупляется, и межчастичные границы начинают
смещаться относительно своего первоначального расположения. Спекаемое
тело по структуре приближается к состоянию, которое соответствует двум
фазам – вещества и пустоты. В нем появляются сообщающиеся друг с другом
поры, которые пронизываю все тело и выходят на его поверхность.
Обычно считают, что рост «шеек» происходит довольно быстро и характеризует начальный этап спекания, который в некоторых случаях (например, при спекании порошков из металлов и тугоплавких соединений) может
оказаться заключительным. В то же время рост «шеек» может наблюдаться и
на более поздних стадиях спекания.
Закрытие сквозной пористости (сквозных поровых каналов) является
результатом продолжающегося роста «шеек» и приводит к появлению изолированных групп пор или даже отдельных пор. При этом общий (суммарный)
объем пор в порошковом теле уменьшается и происходит повышение его
плотности, сопровождающееся усадкой. Чаще всего технологический процесс спекания заканчивают на этом этапе формирования структуры порошкового тела. Это объясняется тем, что последующее спекание, связанное со сфероидезацией, объединением и исчезновением пор требует значительных (во
много раз больших, чем все предыдущие этапы) временных и энергетических
затрат.
Сфероидизация пор, как и предыдущая стадия, связана с ростом
«шеек»: вещество с различных участков поверхности пор перемещается в
область межчастичного контакта, а сами поры (как изолированные, так и сообщающиеся) округляются, приобретая сферичность. При достаточно длительной изотермической выдержке и высокой температуре спекания можно
получить идеальные сферические поры.
Усадка изолированных пор – одна из стадий спекания, требующая высоких температур и большого времени изотермическом выдержки (например,
несколько сотен часов).
Процессы порошковой металлургии. Курс лекций
-319-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 13 Твердофазное спекание материалов
Укрупнение (коалесценция) пор заключается в росте крупных пор за
счет уменьшения размеров и исчезновения мелких, изолированных пор. Общая пористость при этом сохраняется неизменной, а число пор уменьшается
при увеличении их среднего размера. Уплотнение порошкового тела на этой
стадии спекания не происходит.
Движущие силы спекания
В исходном состоянии (до нагрева) порошковое тело представляет собой систему, удаленную от состояния термодинамического равновесия одновременно по многим параметрам. При нагреве свободная энергия порошкового тела должна понижаться за счет изменений, связанных с уменьшением
свободной поверхности порошка и концентрации микродефектов.
Существуют два основных подхода, дающих представление о движущих силах процесса спекания.
Один из них основан на том, что процесс превращения порошкового
тела в плотное (малопористое или беспористое) рассматривается как аналог
химической реакции, которую можно характеризовать термодинамическим
уравнением понижения свободной энергии ΔE
ΔE = ΔH – T ΔS,
где ΔH, ΔS – изменение теплосодержания и энтропии системы соответственно.
Так как при спекании однофазной системы не происходит заметного
изменения ее химического состава, необходимое для превращения исходной
пористой массы в плотное тело понижение свободной энергии полностью
связано с уменьшением свободной поверхности, свойственной спекаемому
порошковому телу. Уменьшение площади поверхности соответствует
уменьшению доли поверхностной энергии в общей (суммарной) свободной
энергии системы. Другими словами, нагреваемая масса порошка подвергается изменениям, стремящимся минимизировать в ней свободную поверхность.
С этой точки зрения можно рассмотреть любую из шести описанных выше
стадий и убедиться, что на каждой из них происходит уменьшение поверхности.
Другой подход, в основе которого тоже лежат принципы химической
термодинамики, связан с более «механическим» представлением движущих
сил спекании: при высоких температурах в связи с высокой подвижностью
атомов поверхностная энергия эквивалентна поверхностному натяжению, т.е.
силе, стремящейся уменьшить площадь поверхности и понизить избыток
энергии, связанный с величиной поверхности.
Для описания поведения дисперсной порошковой массы при спекании
используют классическое термодинамические уравнения капиллярности, свя Процессы порошковой металлургии. Курс лекций
-320-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 13 Твердофазное спекание материалов
зывающие поверхностное натяжение, кривизну поверхности и внутреннее
давление.
Механическое равновесие на границе двух фаз, разделенных неплоской поверхностью, можно оценить уравнением Лапласа. Искривление поверхности означает изменение поверхностной энергии, так как происходит
изменение площади поверхности. С искривленной поверхностью раздела фаз
связана сила или поверхностное (межфазное) давление Δр, являющееся разностью давлений р1 и р2 на границе раздела со стороны соответствующих
фаз:
Δр = р1 – р2 = 0.
(2.27)
Равновесие фаз не предполагает равенства давлений со стороны каждой из фаз и будет наблюдаться, когда в них будут равны температуры
(Т1 = Т2 = Т) и химические потенциалы:
μ1(р1, Т) = μ2(р2, Т) = μ при V1 + V2 = const,
(2.28)
где V1, V2 – объемы сосуществующих фаз; μ1, μ2 – химические потенциалы фаз.
Термодинамический потенциал системы с учетом граничной энергии
имеет вид
Φ = – p1V1 – p2V2 + α1,2S,
(2.29)
где α1,2 – удельная поверхностная энергия на границе раздела фаз; S – площадь этой поверхности раздела.
Давление Δр можно найти из условия минимума термодинамического
потенциала (при dФ = 0 и V1 + V2 = const):
Δр = р1 – р2 = α1,2(dS/dV).
(2.30)
Учитывая, что для каждой точки поверхности межфазной границы
справедливо выражение
dS/dV = (1/R1) + (1/R2),
(2.31)
где R1, R2 – главные радиусы кривизны поверхности, уравнение (2.30) можно
записать как
Δр = р1 – р2 = α1,2 (dS/dV) = α1,2 [(1/R1) + (1/R2)] = γ[(1/R1) + (1/R2)], (2.32)
Процессы порошковой металлургии. Курс лекций
-321-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 13 Твердофазное спекание материалов
где γ – поверхностное натяжение (сила, стремящаяся уменьшить площадь
поверхности), которое для температур спекания примерно соответствует α1,2
т.е. γ ≈ α1,2.
Частный случай уравнения (2.32) для сферической поверхности, когда
R1 = R2 = R, имеет вид
Δр = 2α1,2 /R = 2γ/R.
(2.33)
Равновесие на внешней поверхности «шейки» можно описать выражением
рт = рп – γ [(1/ρ) – (1/х)],
(2.34)
где рт – давление (напряжение) в твердом теле (частице); рп – давление со
стороны поры.
Так как х « а, а ρ « х уравнение (2.34) принимает вид
рт = рп – γ/ρ.
(2.35)
Величина γ/ρ представляет собой растягивающее напряжение, стремящееся сдвинуть (растянуть) край «шейки» в сторону поры, а рп есть давление со стороны поры, препятствующее расширению «шейки». Если растягивающее напряжение преобладает над рп, то контакт между частицами увеличивается.
В большинстве случаев пористость спекаемого порошкового тела в
период роста «шеек» является открытой. Величина давления со стороны поры рп практически равна атмосферному давлению (около 0,1 МПа) и радиус ρ
обычно очень мал. Поэтому в начале спекания движущая сила рт велика – она
тем больше, чем выше поверхностное натяжение и меньше размер «шейки».
С ростом «шейки» и увеличением радиуса ρ эта движущая сила уменьшается.
Механическое равновесие межфазных давлений для изолированной
сферической поры радиуса r можно выразить как
рт = рп – 2γ/r ,
(2.36)
где величина 2γ/r представляет собой напряжение, стремящееся уменьшить
поверхность поры путем уменьшения ее размера.
В случае 2γ/r>рп усадка поры возможна и ее движущей силой является величина – рт, которую можно рассматривать как сжимающее напряжение,
Процессы порошковой металлургии. Курс лекций
-322-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 13 Твердофазное спекание материалов
действующее на межфазную границу со стороны твердого тела в области,
окружающей пору.
Заранее определить величину рп сложно. В результате уменьшения
объема поры, образования паров воды в связи с восстановлением оксидов на
поверхности поры, испарения вещества и прочих факторов эта величина может быть >0,1 МПа. Однако вследствие возможного окисления частиц спекаемого вещества, давление газа в замкнутой поре может быть < 0,1 МПа.
Кривизна поверхности частицы и «шейки» определяет существование
еще двух движущих сил спекания, одна из которых – отличное от равновесного давление пара над твердым веществом, а другая связана с неравновесной концентрацией вакансий вблизи изогнутой поверхности.
Отклонение от равновесного давления паров вещества над вогнутой
поверхностью «шейки» и выпуклой поверхностью частицы можно выразить
уравнениями:
p − p0
γV
(2.37)
= − 0 ,
p0
RT ρ
p − p0 2 γV0
=
,
p0
RTa
(2.38)
где р – давление пара вещества над изогнутой поверхностью; р0 – давление
пара вещества над плоской поверхностью; V0 – объем атома или молекулы
вещества частицы в твердом состоянии; R – газовая постоянная.
Зная, что величина 1/х, которая много меньше 1/ρ, уравнение (2.37)
принимает вид
p − p0
γV
= − 0 ,
p0
RT ρ
(2.39)
Давление пара над вогнутой поверхностью «шейки» меньше (р < р0), а
над выпуклой поверхностью частицы больше (р > р0), чем над плоской поверхностью. Разница в давлении паров вещества над поверхностями различной кривизны создает движущую силу механизма его переноса через газовую
фазу. Эта движущая сила увеличивается с возрастанием значения поверхностного натяжения и кривизны поверхности и уменьшается на протяжении
спекания.
Формулы (2.37), (2.38), (2.39) не содержат массы частиц и, следовательно, могут быть применимы к частицам, масса которых равна нулю, т.е. к
узловым вакансиям в кристаллической решетке вещества или к порам.
Б.Я. Пинес для оценки отклонения концентрации вакансий от равновесной из-за кривизны межфазной границы предложил уравнения для области «шейки» и выпуклой поверхности частицы:
Процессы порошковой металлургии. Курс лекций
-323-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 13 Твердофазное спекание материалов
C − C0 γV0
=
,
C0
kT ρ
(2.40)
C − C0
2 γV0
= −
,
C0
kTa
(2.41)
где С – концентрация вакансий в приконтактной области вещества вблизи
«шейки» или выпуклой поверхности частицы; С0 – равновесная концентрация вакансий; k – постоянная Больцмана).
При температуре плавления вещества С0 обычно составляет величину
не выше 10-3–10-4, а при комнатной температуре порядка – 10-15.
Таким образом, существует разность (градиент) концентраций вакансий между различными по расположению в объеме порошкового тела поверхностями и между поверхностями разной кривизны. Этот градиент концентраций вакансий представляет собой еще одну движущую силу диффузионного транспорта вещества. На протяжении спекания эта движущая сила
уменьшается, так как убывает градиент концентраций вакансий между различными участками порошкового тела.
Диффузионный транспортный механизм может быть связан еще с одной движущей силой, определяемой неравновесностью концентраций вакансий вблизи изолированной сферической поры радиуса r:
C − C0 γV0
=
.
C0
kTr
(2.42)
В твердом веществе вблизи рассматриваемой поры концентрация вакансий выше равновесной и тем больше, чем меньше размер поры. Следовательно, между областями спекаемого порошкового тела, удаленными от поверхностей мелких сферических пор, и этими поверхностями, а также между
соседними порами разного размера также существуют градиенты концентраций вакансий, определяющие направление диффузионного переноса вещества.
Градиент концентраций вакансий может быть также связан с тем, что
внутри частиц межзеренные (межкристаллитные) границы находятся под напряжением и концентрация вакансий вблизи них отличается от равновесной:
C = C0 exp(σV0/kT),
(2.43)
где σ – напряжение, действующее на межзеренной (межкристаллитной) границе (положительное в случае растягивающего и отрицательное в случае
сжимающего усилия).
Процессы порошковой металлургии. Курс лекций
-324-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 13 Твердофазное спекание материалов
Возникающий градиент концентраций вакансий между границами зерен, находящимися под разными по величине или знаку напряжениями,
представляет собой движущую силу механизма переноса вещества, связанного с процессом диффузионной ползучести.
Контрольные вопросы и задания
1. Перечислите основные стадии процесса спекания.
2. Что образуется на второй стадии процесса спекания?
3. Чем характеризуется завершающая стадия процесса спекания?
4. Назовите основные этапы твердофазного спекания порошкового тела.
5. Дайте характеристику этапам твердофазного спекания.
6. Что такое коалесценция?
7. Назовите основные подходы, дающие представление о движущих
силах процесса спекания.
8. Напишите и объясните суть уравнения, определяющего равновесие
фаз на внешней поверхности шейки.
9. Назовите основные движущие силы процесса спекания.
10. Кто разработал систему уравнений для оценки отклонения концентрации вакансий от равновесной из-за кривизны межфазной границы?
11. Что является движущей силой механизма переноса вещества, связанного с процессом диффузионной ползучести?
Лекция 14
Механизмы массопереноса при твердофазном спекании
План лекции
1. Механизм испарение-конденсация
2. Массоперенос при поверхностной диффузии.
3. Объемная диффузия вещества
4. Вязкое течение вещества при спекании
Механизм испарение-конденсация
В порошковом теле (при его спекании) возможны следующие механизмы транспорта вещества:
перенос через газовую фазу (испарения-конденсации);
поверхностная диффузия;
Процессы порошковой металлургии. Курс лекций
-325-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 14 Механизмы массопереноса при твердофазном спекании
объемная диффузия;
вязкое течение;
течение, вызываемое внешними нагрузками (вязкое течение под давлением).
Идеальная модель, демонстрирующая перенос вещества через газовую фазу, приведена на рис. 2.38, д. В связи с зависимостью упругости пара
над поверхностью от ее кривизны, вещество испаряется с выпуклых участков
частиц и конденсируется на вогнутой поверхности контактных перешейков.
Этот механизм часто еще называют «испарение–конденсация». Он должен
приводить к росту «шеек» и сфероидизации пор и будет действовать до тех
пор, пока в порошковом теле сохраняется заметная разница в кривизне между отдельными участками поверхности раздела вещество–пора. Направленный перенос вещества в зону межчастичного контакта приводит к упрочнению порошкового тела, но не может вызвать изменение его объема (усадку).
х2~τ; Δl ≠ 0 х5~τ; Δl = 0
а
б
х5~τ; Δl ≠ 0
в
х7~τ; Δl = 0 х5~τ; Δl = 0 х4~τ; Δl ≠ 0
г
д
е
Рис. 2.38. Схемы различных механизмов спекания частиц: а – вязкое течение; б –
объемная диффузия не приводящая к усадке; в – объемная диффузия при наличии
стока в области контакта; г – поверхностная диффузия; д – перенос вещества через
газовую фазу; е – припекание под действием внешней нагрузки (Δl – величина, на которую изменяется расстояние между частицами; хn – изменение радиуса межчастичного контакта за время τ изотермической выдержки)
Перенос вещества через газовую фазу активируется с увеличением
температуры, парциального давления пара вещества и поверхностного натяжения.
Этот механизм играет существенную роль лишь для материалов с относительно высоким давлением паров (не ниже 1–10 Па) при высокой температуре спекания, т.е. когда количество перенесенного через газовую фазу материала может быть значительным, либо для спекания металлов с восстанавливающимися или диссоциирующими оксидами.
Массоперенос при поверхностной диффузии
Перенос вещества в этом случае (рис. 2.37, в) происходит к поверхности образующихся перемычек, как это показано стрелками, и частицы сближаются, вызывая общую усадку всей системы. Увеличение контактной по Процессы порошковой металлургии. Курс лекций
-326-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 14 Механизмы массопереноса при твердофазном спекании
верхности и сближение частиц (усадка) при спекании по этой схеме в основном связано с перемещением атомов в тонком дефектном по структуре поверхностном слое.
Подвижность поверхностных атомов зависит от занимаемого ими
места: наименее подвижны атомы, лежащие внутри контактных участков.
Далее, в порядке возрастания подвижности, идут атомы на границах контактных участков, атомы в углублениях и впадинах поверхности, атомы на
ровных участках и, наконец, атомы на выступах поверхности. Так как атомы
внутри контактных участков менее подвижны, обладая меньшим запасом
свободной энергии, чем на всех других участках поверхности, то от свободных, неконтактных участков к контактным переходит значительно больше
атомов, чем в обратном направлении. В результате происходит расширение
контактного участка с одновременным сближением геометрических центров
соприкасающихся частиц, т.е. происходит усадка.
Если рассматривать не две, а три соприкасающиеся частицы, образующие пору, то можно установить, что под влиянием поверхностной миграции атомов пора будет сфероидизироваться, не изменяясь в объеме. Поэтому
усадка порошкового тела в процессе поверхностной диффузии наблюдаться
не будет – количество атомов, ушедших с выпуклой поверхности поры, будет
равно количеству атомов, перешедших на приконтактные участки.
Поверхностная диффузия атомов вызывает сглаживание поверхности
соприкасающихся частиц, что увеличивает поверхность контакта и приводит
к сфероидизации пор. Кроме того, поверхностная диффузия обеспечивает перемещение атомов с поверхностей крупных пор на поверхность мелких (при
сообщающихся порах).
Объемная диффузия вещества
Перемещение атомов в объеме частицы представляет собой транспортный механизм, который является основой многих процессов, происходящих как в твердом кристаллическом теле, так и в порошковом.
Формулирование и развитие основных представлений о механизме
диффузионного блуждания атомов в кристаллической решетке связано с работами Я.И. Френкеля: перемещение атомов в кристаллической решетке есть
последовательное замещение ими вакансий, причем коэффициент диффузии
атомов D связан с равновесной концентрацией вакансий С0 и коэффициентом
их диффузии D' выражением
D = C0D'.
(2.44)
С учетом величин C0 = e-Eв/kT и D' = D0 e-Eа/kT
Процессы порошковой металлургии. Курс лекций
-327-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 14 Механизмы массопереноса при твердофазном спекании
D = D0 e -(Eв+Еа)/kT =D0 e-Eо/kT,
(2.45)
где Е0 – энергия активации диффузии.
Величина энергии образования вакансий Ев для большинства металлов составляет порядка 1/3 от энергии активации диффузии Е0.
Наличие избыточных вакансий (С > С0) приводит к увеличению коэффициента диффузии и, как правило, к понижению ее энергии активации Е0.
Диффузионные потоки атомов описывают два уравнения Фика:
m = –DS(ðC/ðx)
(2.46)
ðС/ðt = D(ð2C/ðx2),
(2.47)
и
где т – количество вещества, диффундирующее в единицу времени через площадку S при градиенте концентрации вакансий дС/дх (знак «минус» означает,
что диффузия атомов происходит в сторону убывания их концентрации).
Нужно сказать, что навстречу потоку атомов движется равный им по
величине (но не массе!) поток вакансий.
В общем случае принято рассматривать не сколько механизмов движения вакансий, которые характеризуются различными источниками и стоками
вакансий (табл. 2.7). Рассмотрим детальные характеристики всех случаев:
1. Вогнутая поверхность «шейки» – выпуклая поверхность частиц.
Вакансии движутся из области их высокой концентрации вблизи вогнутой поверхности «шейки» в область более низкой их концентрации на
выпуклой поверхности частиц. При этом атомы движутся в противоположном направлении. Результатом этого транспортного пути является рост приконтактных участков, сфероидизации пор. Если атомы, «стекающие» к вогнутой поверхности «шеек», идут лишь с поверхности частиц, то, как это
следует из ранее рассмотренной модели из трех частиц, не следует ожидать
усадки спекаемого порошкового тела.
2. Вогнутая поверхность «шейки» – границы зерен.
Вакансии движутся через кристаллическую решетку из области контакта к границам зерен, существующим внутри частиц, где концентрация вакансий ниже.
Вакансии по сетке границ зерен могут выходить на габаритную поверхность спекаемого порошкового тела. Атомы, двигаясь в противоположном направлении, достигают приконтактных участков, способствуя росту
«шеек» и сфероидизации пор. Если атомы двигаются от внешней поверхности зерен, находящихся внутри частицы, возможна усадка в результате
транспорта материала по этому пути. Отметим, что движение атомов вдоль
Процессы порошковой металлургии. Курс лекций
-328-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 14 Механизмы массопереноса при твердофазном спекании
границ зерен противоречит теории механизма диффузионного перемещения,
так как границы зерен, строго говоря, не являются кристаллическими телами.
Таблица 2.7
Источники и стоки избыточных вакансий
Случай
Источник избыточных
Стоки для избыточвакансии
ных вакансий
Вогнутые поверхности
Выпуклые поверх1
«шеек»
ности частиц
Вогнутые поверхности
2
Границы зерен
«шеек»
Вогнутые поверхности
3*
Дислокации
«шеек»
Поверхность сферических Поверхности более
4
пор
крупных пор
Поверхность сферических
5
Границы зерен
пор
Поверхность сферических
6
Дислокации
пор
7*
Дислокации
Границы зерен
Поверхности час8*
Дислокации
тиц
9
Границы зерен
Границы зерен
Эффекты от диффузии
атомов
Рост «шеек», сфероидизация
пор
Рост «шеек», сфероидизация и
усадка пор
Рост «шеек», сфероидизация и
усадка пор
Укрупнение (коалесценция)
пор
Укрупнение и усадка пор
Укрупнение и усадка пор
Укрупнение и усадка пор
Рост «шеек», сфероидизация
пор
Рост «шеек», усадка пор
* – случай считается маловероятным.
3. Вогнутая поверхность «шейки» – дислокации.
Диффузионные потоки по этому пути по своей сущности и результатам могут быть описаны аналогично предыдущему случаю, однако считаются маловероятными.
4. Мелкие сферические поры – крупные поры.
С учетом зависимости концентрации вакансий от радиуса поры (2.42),
следует признать наличие градиентов концентрации вакансий между поверхностями пор разного размера. В результате диффузии через кристаллическую
решетку вещество переносится с поверхности крупных пор на поверхность
мелких, мелкие поры исчезают (растворяются), а более крупные увеличиваются в размерах; при этом общий суммарный объем пор не меняется,
т.е. усадка не имеет места.
5. Сферические поры – границы зерен.
Движение вакансий через кристаллическую решетку вещества и далее
по границам к поверхности может приводить к усадке пор. Если же граница
выходит к крупной поре, то скорее следует ожидать укрупнения (коалесценции) этой поры.
6. Сферические поры – дислокации.
Диффузия по этому пути может приводить к тем же результатам, что
и в предыдущем случае, однако сам этот случай считается маловероятным.
7 и 8. Случаи считаются маловероятными.
Процессы порошковой металлургии. Курс лекций
-329-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 14 Механизмы массопереноса при твердофазном спекании
9. Границы зерен. Границы зерен могут быть и источниками, и стоками для вакансий в зависимости от величины действующих на них напряжений. Теория крипа (вязкого течения) по Набарро-Херрингу основана на этих
представлениях и может быть применена к спеканию. На границах, где действуют растягивающие напряжения, концентрации вакансий более высоки в
сравнении со сжатыми границами. Для спекаемого порошкового тела с сильно развитой сеткой границ зерен диффузия атомов по этому механизму может приводить к росту «шеек» и усадке порошкового тела.
Анализируя возможные пути диффузии, можно сделать вывод о том,
что существенную роль при спекании по механизму объемной диффузии
имеют границы зерен (если исключить из рассмотрения четыре диффузионных пути с участием дислокаций).
Принято считать, что с позиции массопереноса по механизму объемной диффузии наиболее важными являются случаи 1, 2, 4 и 5.
Подтверждение, что объемная диффузия является механизмом, обычно контролирующим скорость спекания порошковых тел, было получено
многими исследователями, изучавшими кинетику припекания частиц на моделях, причем во многих случаях результаты экспериментов удовлетворительно совпадают с предсказанными по теории.
Рис. 2.39. Структуры контактных областей,
возникающих при взаимном припекании медных проволок: а – поликристаллическая проволока; б – монокристаллическая проволока
а
б
Изучение структуры контактных областей, возникающих при взаимном припекании медной проволоки (рис. 2.39), показало, что рост площади
контактного перешейка сопровождается сближением центров контактирующих проволок лишь в случае наличия в нем межзеренной границы.
Б.Я. Пинес предложил выражение, оценивающее время τп полного
исчезновения («диффузионного» зарастания) изолированной сферической
поры начального радиуса r0, находящейся в объеме вещества, где нет других источников вакансий, а их стоком является его внешняя габаритная поверхность:
τп = (kT/6γDV0)r03.
(2.47)
В любой момент времени изотермической выдержки τ при спекании
такая изолированная сферическая пора будет иметь радиус r, равный
r3 = r03 – (6γDV0/ kT)· τ .
Процессы порошковой металлургии. Курс лекций
(2.48)
-330-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 14 Механизмы массопереноса при твердофазном спекании
Вязкое течение вещества при спекании
Вязкое течение. Около шестидесяти лет тому назад Я.И. Френкель
сформулировал и количественно решил две задачи, связанные с реализацией
при спекании порошкового тела механизма массопереноса путем вязкого течения: о заплывании изолированной поры и о слиянии двух соприкасающихся порошинок (сфер).
Фундаментальное положение его теоретических представлений – аналогия между вязким течением аморфных (происходящих по механизму непороговой ползучести путем кооперативного перемещения атомов) и кристаллических тел (также является процессом непороговой ползучести, но перемещение атомов не является процессом кооперативным). Вязкое течение
кристаллических тел есть результат независимых элементарных актов (скачкообразных перемещений атомов) под влиянием капиллярного давления, вызванного кривизной поверхности частиц или различием напряжений в объеме
порошкового тела по величине или знаку.
Для полного слияния двух контактирующих сфер (x = a0) необходимо
время τп, равное
τп = (2/3 а0) (η/γ) ,
(2.49)
где а0 – начальный размер сферы; η – коэффициент вязкости вещества при
данном состоянии структуры.
Для полного заплывания изолированной сферической поры (рис. 2.40)
начального радиуса r0, который больше размера зерна или блока, где она
расположена, необходимо время
τп = (4/3) (η/γ) а0.
(2.50)
Рис. 2.40. Этапы заполнения поры веществом вследствие
диффузионно-вязкого течения
Радиус r такой поры в процессе изотермической выдержки τ равен
r = r0 – (3/4)( γ/η) τ.
Процессы порошковой металлургии. Курс лекций
(2.51)
-331-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 14 Механизмы массопереноса при твердофазном спекании
Вязкое течение под давлением – это течение вещества, вызываемое
внешними нагрузками и связанное с деформацией частиц.
Контрольные вопросы и задания
1. Перечислите механизмы транспорта вещества при спекании порошков.
2. Опишите механизм испарения конденсации вещества. Дайте его характеристику.
3. Опишите механизм поверхностной диффузии вещества при спекании частиц.
4. Приводит ли поверхностная диффузия к усадке порошкового тела?
5. С каким явлением деформационных превращений кристаллического тела связан механизм объемной диффузии?
6. Назовите возможные источники и стоки вакансий при спекании по
механизму объемной диффузии.
7. Перечислите наиболее вероятные механизмы движения вакансий
при спекании порошкового тела.
8. Приведите пример, доказывающий значительную роль границ при
спекании порошкового тела.
9. Что такое вязкое течение?
Лекция 15
Ползучесть кристаллических тел
План лекции
1. Механизмы непороговой и пороговой ползучести.
2. Признаки механизмов ползучести.
3. Проявление ползучести в спекаемом теле.
4. Диффузионно-вязкое течение по механизмам Набарро-ХеррингаЛифшица и диффузионно-аккомодационному механизму.
Я.Е. Гегузин, излагая физическую природу явлений, сопровождающих
нагрев порошкового тела, сформулировал следующее определение: «Спекание – диффузионная ползучесть под воздействием сил поверхностного натяжения». Такое понимание родственности процессов спекания и ползучести возникло еще у Я.И. Френкеля, а затем было развито в работах Набарро,
Херринга, Пинеса и Кучинского.
Процессы порошковой металлургии. Курс лекций
-332-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 15 Ползучесть кристаллических тел
Для того чтобы понять, что такое «ползучесть», рассмотрим поведение не имеющего внутренних границ и дефектов тела (идеального монокристалла) в форме цилиндра, один конец которого жестко закреплен, а к другому подвешен груз (рис. 2.41).
Рис. 2.41. Модель механизма ползучести
(стрелками указаны направления потоков вакансий (
) и атомов (
), возникающих под действием создаваемых напряжений)
Масса этого груза меньше той, которая способна создать напряжения,
превышающие σт монокристалла. Предполагается, что напряжения в любых
точках объема кристалла совершенно одинаковы. Различия в напряжениях
ощутимы только на поверхности: за счет подвешенного груза в торцевых поверхностях кристалла (по оси груза) возникают растягивающие, а в боковых
– сжимающие напряжения.
Таким образом, вблизи торцевых поверхностей концентрация вакансий по сравнению с равновесной повышена, а на боковых поверхностях понижена. Градиент концентрации вакансий инициирует их движение – от торцевой поверхности кристалла к его боковым поверхностям. Навстречу потоку вакансий (в противоположном направлении) движется поток атомов. В результате этих процессов кристалл удлиняется – атомы уходят с боковой на
торцевую поверхность. Это и есть ползучесть кристалла, связанная с диффузионным механизмом перемещения атомов, поэтому ее называют диффузионной ползучестью.
Спекание порошкового тела, содержащего соприкасающиеся порошинки и пустоту (поры), сопровождается ползучестью вещества (материала)
этого тела.
Механизмы ползучести (деформирования) кристаллического тела в
области достаточно высоких температур спекания могут быть различными.
Выделяют непороговые механизмы, определяющие деформирование при
сколь угодно малых напряжениях, и пороговые механизмы, проявляющие себя при напряжениях, превосходящих некоторое предельное.
При непороговом механизме деформирования кристаллическое тело
ведет себя подобно ньютоновской жидкости, отличаясь от нее тем, что коэффициент текучести его вещества зависит от структурного состояния тела и
Процессы порошковой металлургии. Курс лекций
-333-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 15 Ползучесть кристаллических тел
может изменяться во времени. При превышенииσ т возбуждаются пороговые
механизмы, при которых ползучесть может являться следствием перемещения
дислокаций, которые преодолевают различные препятствия (дислокационные
стенки, микровключения и пр.). Необходимо отметить, что одновременно с
действием механизмов пороговой ползучести могут действовать и механизмы
непороговой ползучести.
Рис. 2.42. Схема диффузионных
потоков вакансий (1) и атомов (2)
Рис. 2.43. Схема деформирования поликристаллического образца вследствие диффузионно-вязкого преобразования формы зерен
Общим признаком всех механизмов непороговой ползучести является
направленный диффузионный поток вакансий (или, что то же самое, поток
атомов в противоположном направлении), который возникает в пределах
каждого из элементов структуры из-за градиента концентраций вакансий
(рис. 2.42).
Этот поток может привести к изменению формы отдельного зерна без
изменения его объема. Существенным в этом процессе является то, что диффузионные потоки в пределах отдельного зерна не создают потока в масштабах всего порошкового тела. Деформирование всего порошкового тела как
целого является процессом самосогласованным в том смысле, что на их границах раздела не возникают нарушения сплошности и изменение формы зерна зависит от изменения формы зерен, находящихся с ним в непосредственном соседстве (рис. 2.43).
Можно сравнить этот процесс с деформированием тела, состоящего из
множества соприкасающихся эластичных оболочек, которые заполнены песком, – движение (пересыпание) песчинок в каждой из оболочек приводит к
изменению формы всего тела.
Самосогласованное изменение формы элементов структуры (отдельных частиц) порошкового тела приводит к направленному перемещению их
центров тяжести, которое подобно перемещению молекул при течении вязкой жидкости.
И.М. Лифшиц показал, что этот процесс должен сопровождаться
скольжением кристаллов (частиц) друг относительно друга. Таким образом,
вязкое течение кристаллических тел при малых нагрузках и диффузионное
Процессы порошковой металлургии. Курс лекций
-334-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 15 Ползучесть кристаллических тел
перераспределение вещества за счет градиента концентраций вакансий в объеме элементов его структуры – идентичные процессы, в основе которых лежит вакансионный механизм. Поэтому принято говорить о диффузионновязком течении (диффузионной ползучести) порошковых тел при спекании.
Рассмотренный механизм деформирования порошкового тела носит
название механизма Набарро-Херринга-Лифшица. Он относится к идеализированному кристаллическому телу, где сетка «аморфизованных» границ является единственным признаком неравновесности, тогда как в реальных порошковых телах имеется значительное количество одиночных краевых дислокаций, движение («переползание») которых в поле напряжений может существенно определять кинетику ползучести. С этим связана наблюдаемая неустановившаяся ползучесть в режиме непорогового деформирования и ее зависимость от предыстории образца.
Около сорока лет тому назад М.Ф. Эшби и Р.А. Ферралла предложили
диффузионно-аккомодационный механизм течения поликристаллических
структур, согласно которому деформация каждого зерна может нарушать их
соседство (в отличие от механизма диффузионно-вязкого течения по Набарро-Херрингу-Лившицу, когда каждое зерно, деформируясь, не меняет своих
соседей). В этом процессе макроскопическая деформация является следствием двух процессов – взаимного скольжения соприкасающихся зерен и диффузионной подстройки (аккомодации) их формы к форме зерен непосредственного окружения (рис. 2.44).
Рис. 2.44. Последовательность этапов преобразования формы
соседних зерен по механизму диффузионной подстройки
Для осуществления аккомодации зерен необходим диффузионный
перенос массы вещества, составляющей около 14 % от объема зерна, как механизмом объемной, так и механизмом граничной диффузии. Принципиально важным является взаимное смещение зерен как целого с учетом возможности появления и залечивания зерно-граничных пор, существенно облегчающих аккомодацию. Диффузионно-аккомодационный механизм может отчетливо проявляться в пористых структурах, где в связи с наличием пустоты
аккомодационная подстройка должна быть существенно облегчена
(рис. 2.45).
Процессы порошковой металлургии. Курс лекций
-335-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 15 Ползучесть кристаллических тел
A
B
1
C
2 E
D
4 F
I
A
3
E
B
D
F
C
II
A
BD
B
1
B D
III
IV
2
D
3
B D
4
V
Рис. 2.45. Последовательные этапы (I –V) изменения взаимного расположения зерен
с участием в процессе межзеренной граничной пористости
Пороговая ползучесть кристаллических тел связана с проявлением
механизмов, действующих при напряжениях, которые превосходят величину
напряжений, необходимых для преодоления препятствий, сдерживающих
движение дислокаций.
Торможение дислокаций может быть связано с их взаимодействием
друг с другом или обусловлено различными локализованными дефектами
(стопорами), расположенными в плоскости движения дислокации. К таким
дефектам относят точечные дефекты и их скопления, выделения посторонней
фазы (например, оксидов на поверхности частиц), дислокации в других системах скольжения, пересекающих плоскость, в которой движется рассматриваемая дислокация. Сами стопоры могут обладать различной степенью подвижности, в том числе быть и неподвижными.
На ползучесть кристаллических тел при спекании существенное влияние оказывает дефектность их структуры. Известно, что деформация порошкового тела обнаруживается уже в процессе его нагрева до температуры изотермического режима.
Ее называют неустановившейся ползучестью (когда скорость процесса убывает со временем), и она может быть значительной, если в исходном
состоянии структура порошкового тела существенно искажена и его нагрев
осуществляют под нагрузкой.
В изотермических условиях спекания установившемуся (стационарному) режиму ползучести также предшествует этап неустановившейся ползучести, отличный от указанного для режима нагрева. Ползучесть, происходящая при нагреве порошкового тела, зависит от режима нагрева, который
влияет также на кинетику ползучести в наступившем изотермическом режиме.
Процессы, происходящие при неустановившейся ползучести в изотермическом режиме, обычно связывают с «залечиванием» неравновесных
дефектов кристаллической решетки, имея в виду не только дефекты, локализованные в ее объеме, но и различные неровности (искривления) поверхностей, ограничивающих элементы структуры порошкового тела. Отметим, что
в объектах, нагрев которых не сопровождается изменением состояния их
Процессы порошковой металлургии. Курс лекций
-336-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 15 Ползучесть кристаллических тел
кристаллической решетки («равновесные» структуры), режим нагрева не
влияет на кинетику ползучести в изотермическом режиме.
В процессе изотермического спекания текучесть вещества не остается
постоянной и с увеличением длительности нагрева уменьшается, что связано
с восстановлением искажений кристаллической решетки. Поэтому повышенная текучесть порошкового тела в начале спекания обусловливается большой
концентрацией в нем дефектов, исправление которых резко ускоряет диффузию, постепенно уменьшающуюся во времени.
Считается установленным, что уплотнение нагреваемого порошкового
тела происходит в результате как диффузионно-вязкого течения (диффузионной ползучести), так и обычных процессов объемной диффузии.
Контрольные вопросы и задания
1. Что такое ползучесть?
2. Связано ли явление ползучести с изменение объема (усадкой) порошкового тела?
3. Назовите известные вам механизмы ползучести.
4. Чем обусловлено торможение процессов непороговой ползучести?
5. В каком случае проявляется механизм пороговой ползучести?
6. Что влияет на механизм ползучести?
7. Охарактеризуйте особенности общепризнанных механизмов ползучести.
8. Что такое диффузионно-вязкое течение?
Лекция 16
Укрупнение частиц при спекании.
Уплотнение порошкового тела
План лекции
1. Рекристаллизация частиц порошкового тела при спекании.
2. Объемные изменения при спекании.
3. Стадии уплотнения.
4. Зональное обособление при усадке.
Рекристаллизация частиц порошкового тела при спекании
При нагреве порошковых тел происходит рост (укрупнение) частиц,
называемый рекристаллизацией. Образование частиц, более крупных по размеру, чем исходные, протекает при этом так же, как и рост зерен в литых ме Процессы порошковой металлургии. Курс лекций
-337-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 16 Укрупнение частиц при спекании. Уплотнение порошкового тела
таллах. Вместе с тем процессы рекристаллизации в компактных металлах и в
нагреваемых металлических порошках тождественны не полностью из-за наличия в порошковых телах большой свободной поверхности.
Крупные частицы образуются за счет переноса вещества при общей
границе с частицы меньшего размера на частицу большего размера, который
происходит путем перемещения атомов через межчастичные границы в сторону частиц с меньшей величиной свободной энергии и поперек контактных
участков.
Движущая сила рекристаллизации определяется стремлением системы
перейти в более равновесное состояние с меньшей суммарной поверхностью
границ. Разница свободных энергий частиц по обе стороны границы между
ними определяет направление движения границы к центру ее кривизны.
Установлена закономерность, согласно которой кристаллы, имеющие
больше шести граней, будут расти до некоторого предельного размера; если
же этих граней меньше шести, то кристалл будет уменьшаться в размере до
его полного исчезновения. Схема роста кристаллов приведена на рис. 2.46
(цифры обозначают число границ кристалла, стрелки – направления движения границ). Кристаллы с шестью и более гранями в сечении образуют вогнутые границы, а если граней меньше шести, то их поверхности выпуклы.
Рис. 2.46. Схема роста частиц в порошковом
теле при рекристаллизации
Скорость роста частиц обратно пропорциональна радиусу кривизны
границы и может быть описана выражением
d – d0 = K τ0,5,
(2.52)
где d0 – линейный размер частицы до начала роста; d – линейный размер частицы, выросший за время т; К – коэффициент, учитывающий природу материала.
С ростом межчастичных контактов границы получают возможность
передвигаться (прорастать) из одной частицы в другую; этот процесс называют межчастичной собирательной рекристаллизацией.
Практически рост частиц продолжается до некоторого их среднего
размера в связи с тормозящим влиянием посторонних включений, находящихся
Процессы порошковой металлургии. Курс лекций
-338-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 16 Укрупнение частиц при спекании. Уплотнение порошкового тела
по границам частиц (пор, пленок на поверхности порошинок, межкристаллитного вещества и т.п.).
Спеченные порошковые тела характеризуются сравнительно небольшими размерами частиц. Межчастичная собирательная рекристаллизация в
значительной степени зависит от размера частиц порошка, так как с его увеличением возрастает и размер пор в порошковом теле, а их тормозящее влияние на движение межчастичных границ уменьшается. При нагреве порошковых тел из мелких порошков контуры отдельных частиц исчезают раньше,
чем в случае более крупных порошков.
В процессе спекания имеет место также рекристаллизация обработки,
связанная с ростом частиц, деформированных перед нагревом. У пористых
порошковых тел рекристаллизация обработки проявляется значительно
меньше, чем у беспористых материалов: в пористом теле при его обработке
деформируются прежде всего участки контактов между частицами, а внутри
частиц напряжения могут не измениться сколько-нибудь существенно, и значительного воздействия предварительной обработки на структуру полученного материала не наблюдается.
Для большинства металлических порошков температура начала роста
частиц и их конечный размер почти не зависят от давления прессования.
Рекристаллизация в пористых порошковых телах начинается при температуре 0,3–0,4Тпл и при 0,75–0,85Тпл она протекает интенсивно, завершая
формирование структуры спекаемого изделия. Процесс рекристаллизации
идет одновременно с усадкой и другими явлениями, имеет с ними косвенную
связь и в значительной степени зависит от них. Необходимо отметить, что
рост частиц вызывает лишь перемещение и перераспределение вещества в
пределах объема пористого порошкового тела, но не приводит к сокращению
объема пор и уплотнению спекаемого изделия.
Объемные изменения при спекании
В результате спекания плотность порошкового тела в подавляющем
большинстве случаев возрастает и происходит уменьшение его размеров (линейная усадка) и объема (объемная усадка) как следствие «зарастания» пор,
приводящего к сокращению их числа и суммарного объема.
Однако в начальный период спекания в порошковой формовке могут
развиваться процессы, приводящие к ее расширению в направлении, противоположном сжатию при формовании (рис. 2.47).
Процессы порошковой металлургии. Курс лекций
-339-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Рис. 2.47. Линейная усадка брикетов железа, спрессованных при разных давлениях,
МПа: 1 – 400; 2 – 600; 3 – 800; 4 – 1 000
Усадка, %
Рост, %
Лекция 16 Укрупнение частиц при спекании. Уплотнение порошкового тела
1
0
1
1
3
5
2
3
4
3
τ, ч
5
4
1
2
Это имеет место при удалении паров воды и газов вследствие десорбции, испарения или выгорания смазок (связок) и релаксации (снятия) упругих
напряжений, которые приводят к разрушению межчастичных связей и
уменьшению суммарной площади межчастичных контактов.
С повышением температуры нагрева до 0,4–0,5Тпл заканчивается релаксация упругих напряжений, продолжается дегазация и выгорание смазок
(связок), а имеющиеся на поверхности частиц пленки оксидов восстанавливаются, в результате чего неметаллические межчастичные контакты заменяются металлическими, их площадь увеличивается, а прочность порошкового
тела резко возрастает. При температуре >0,6Тпл наступает заключительная
(изотермическая) стадия спекания, во время которой завершается восстановление оксидов, контакты между частицами становятся полностью металлическими и имеют место все основные процессы, характеризующие нагрев, –
сглаживание поверхности частиц, сфероидизация и коалесценция пор, рекристаллизация частиц и, прежде всего, упрочнение порошкового тела.
Стадии уплотнения
Условно процесс усадки (уплотнения) порошкового тела при изотермическом спекании можно разделить на три последовательные стадии.
Ранняя стадия. Плотность порошкового тела мала и скорость уплотнения определяется процессами, происходящими в приконтактных областях,
структура и геометрия которых играют существенную роль. Скорость смещения и объемного деформирования частиц высока.
Промежуточная стадия. Плотность порошкового тела достаточно велика и уменьшение объема каждой из пор может происходить практически независимо. Пористая матрица из частиц ведет себя как вязкая среда, и ее уплотнение равномерно по всему объему (при равномерном распределении пор).
Поздняя стадия. Порошковое тело содержит отдельные изолированные поры, которые залечиваются (зарастают) в результате диффузионного
растворения в матричном веществе с выходом вакансий на внешнюю (габаритную) поверхность спекаемой заготовки.
Резкой и отчетливой границы между этими тремя стадиями (первая из
которых характерна и для неизотермического спекания) нет, и на промежу-
Процессы порошковой металлургии. Курс лекций
-340-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 16 Укрупнение частиц при спекании. Уплотнение порошкового тела
точной стадии уплотнение порошкового тела может определяться процессами, характерными для ранней и (или) поздней стадии.
Одной из характерных особенностей усадки нагреваемого порошкового тела является замедление ее скорости при изотермической выдержке: с
увеличением температуры спекания скорость повышения плотности увеличивается, но и уменьшение этой скорости с повышением температуры спекания происходит более интенсивно.
В.А. Ивенсен показал, что при изотермическом спекании любых металлических порошков снижение скорости сокращения объема пор закономерно связано с уменьшением их объема. Отношение скоростей сокращения
объема пор в два произвольно взятые момента времени τ1 и τ 2 для данного
изотермического спекания равно
(dV/dτ)1/(dV/dτ)2= (V1/V2)n,
(2.53)
где V1, V2 – суммарные объемы пор в моменты времени τ1 и τ2; n – показатель,
характеризующий интенсивность торможения усадки.
Из выражения (2.53) вытекает уравнение кинетики изменения пористости:
V = Vн (q·m·τ + 1)-1/m,
(2.54)
где V – объем пор после изотермической выдержки в течение времени τ; Vн – начальный объем пор; m – константа, характеризующая интенсивность снижения
скорости сокращения объема пор во время спекания, равная m = n – 1; q – константа, имеющая значение скорости относительного сокращения единицы объема пор в момент начала изотермического спекания, равная q = – (dV/dτ)н/(1/Vн) и
имеющая размерность «время-1».
Для порошков металлов и неметаллов значение всегда уменьшается с
ростом температуры, если процесс спекания не проходит с образованием закрытых пор.
Существенной особенностью усадки является то, что в случае дальнейшего повышения температуры (после длительной изотермической выдержки,
когда уже наблюдалось снижение усадки), скорость усадки снова возрастает
(рис. 2.48).
Необходимо отметить, что способность порошкового тела к усадке не
может быть охарактеризована каким-либо одним параметром. Высокая начальная скорость уплотнения может сочетаться с торможением усадки в конце процесса, и достигнутая в этом случае плотность может быть меньше, чем
при низкой начальной скорости уплотнения и ее менее интенсивном снижении в процессе спекания.
Процессы порошковой металлургии. Курс лекций
-341-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
ΔV/VH
Лекция 16 Укрупнение частиц при спекании. Уплотнение порошкового тела
а
б
в
0,8
0,4
Рис. 2.48. Усадка при изотермическом спекании при ступенчатом подъеме температуры
(по В.А. Ивенсену): а – 600 оС; б – 740 оС;
в – 880 оС
0
1
2
3
4
5
6
Время, ч
Стабилизация кристаллической структуры, уменьшающая величину
усадки, и увеличение плотности нагреваемого порошкового тела, сопровождающееся повышением его микроскопической вязкости, влияют на кинетику уплотнения. Влияние дефектов называют структурным фактором
(по М.Ю. Бальшину), а влияние упрочнения (увеличение плотности пористого порошкового тела уменьшает его деформацию) – геометрическим
фактором (по В.А. Ивенсену).
Зональное обособление при усадке
В реальных формовках из полидисперсных порошков всегда имеются
поры разных размеров, набор которых случаен (хотя во многих случаях распределение пор по размеру в объеме формовки близко к нормальному закону). Такое неоднородное объемное распределение пор по размерам является
причиной часто встречающейся неоднородной усадки порошковой формовки, когда ее отдельные локальные объемы с мелкими порами уплотняются
при нагреве в большей степени, чем соседние с ними объемы формовки с более крупными порами. Это явление локализации уплотнения М.Ю. Бальшин
назвал зональным обособлением усадки при спекании порошковых тел.
В процессе спекания обычно наблюдается обособление частиц в отдельные зоны (группы), поэтому усадка имеет место в пределах многих зон
(групп), в каждой из которых частицы стягиваются к ее геометрическому
центру. Это ведет к сближению частиц и уменьшению пористости внутри
группы, но одновременно и к обособлению групп, их взаимному удалению и
росту межгрупповой пористости. Зональное обособление тормозит усадку
спекаемого порошкового тела и задерживает рост его контактного сечения.
Процесс зонального обособления усадки может привести к росту наиболее крупных межгрупповых пор при одновременном уменьшении наиболее
мелких внутригрупповых пор и к повышению газопроницаемости отдельных
Процессы порошковой металлургии. Курс лекций
-342-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 16 Укрупнение частиц при спекании. Уплотнение порошкового тела
участков спеченного материала по сравнению с исходной у порошковых
формовок.
Контрольные вопросы и задания
ции.
1. Что является движущей силой процесса рекристаллизации?
2. Перечислите основные закономерности процесса рекристаллиза-
3. Что такое «рекристаллизация обработки»?
4. Назовите температуру начала процесса рекристаллизации.
5. Почему на ранней стадии процесса спекания порошкового тела наблюдается увеличение его объема?
6. Перечислите стадии уплотнения порошкового тела при спекании и
охарактеризуйте их.
7. Назовите параметры порошкового тела, которые характеризуют
структурный и геометрический факторы.
8. С чем связано зональное обособление усадки при спекании порошкового тела?
Лекция 17
Влияние технологических факторов
на процесс спекания однокомпонентных систем.
Спекание многокомпонентных систем
План лекции
1. Факторы, определяющие процесс спекания порошкового тела.
2. Активирование процессов спекания.
Факторы, определяющие процесс спекания порошкового тела
К технологическим факторам, влияющим на процесс спекания, относят: свойства исходных порошков, давление формования, температуру, продолжительность и атмосферу спекнаия.
Свойства исходных порошков. Условия получения и дисперсность металлических порошков определяют их поведение при спекании. Так, с увеличением дисперсности порошка процесс спекания формовок, изготовленных
из него, ускоряется и он считается более активным, а механические и электрические свойства спеченных изделий растут. Интенсификации спекания
Процессы порошковой металлургии. Курс лекций
-343-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 17 Влияние технологических факторов на процесс спекания однокомпонентных систем. Спекание многокомпонентных систем
способствуют оксиды, содержащиеся в большем количестве в мелких порошках и восстанавливающиеся в процессе нагрева при спекании. Наиболее
эффективная толщина оксидных пленок на поверхности частиц меди, железа
и молибдена составляет, соответственно, 40–50, 40–60 и около 60 нм (более
толстые слои оксида затрудняют металлизацию контакта между частицами).
Губчатая металлическая поверхность, образующаяся после исчезновения оксида, оказывается более активной, чем поверхность, изначально свободная от оксидной пленки. С увеличением удельной поверхности исходного
порошка усадка формовки при спекании возрастает. Наличие выступов и
впадин на поверхности частиц активирует усадку за счет повышения содержания дефектов вблизи впадин и образования микропор с малым радиусом
кривизны на стыках частиц.
Структура изделий, спеченных из высокодисперсных порошков, отличается наличием большого числа крупных зерен, выросших в процессе
спекания. Усадка при спекании уменьшается, если исходный порошок или
формовку из него подвергнуть отжигу, при котором происходит сглаживание
рельефа поверхности частиц, их срастание и устранение дефектов кристаллического строения.
В общем случае на изменение плотности и свойств порошковых формовок при спекании влияют величина частиц, состояние их поверхности и
степень несовершенства кристаллического строения, химический состав порошка и другие факторы.
Давление формования. Его влияние на результаты спекания проявляется главным образом через следующие факторы: изменение общей площади
контактов и плотности порошковой формовки; упругие и пластические свойства материала частиц порошка; деформацию или разрушение поверхностных слоев частиц порошка; захлопывание в изолированных порах порошковой формовки воздуха и других газов.
С увеличением исходной плотности формовок их объемная и линейные усадки при спекании уменьшаются. Одна из возможных причин этого
заключается в том, что порошковое тело с большей относительной плотностью характеризуется большим коэффициентом вязкости, что и затрудняет
усадку. Другая причина – наблюдаемое постоянство отношения объема пор в
нагреваемом порошковом теле до и после спекания. Пределы давлений прессования, в которых наблюдается постоянство объемов, зависят от пластичности металла.
Если плотность формовки неодинакова по высоте, то после спекания
можно часто наблюдать «талию» (усадка в средней части формовки больше,
чем у ее торцов, если начальная пористость вблизи них была меньше). Однако в
случае спекания мелкозернистых порошков происходит «выравнивание» пористости как между формовками с разной исходной плотностью, так и между
местами с неодинаковой плотностью каждой из формовок.
Усадки при спекании прессовок в направлении приложения давления
и в поперечном направлении, как правило, не совпадают, что связано с раз Процессы порошковой металлургии. Курс лекций
-344-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 17 Влияние технологических факторов на процесс спекания однокомпонентных систем. Спекание многокомпонентных систем
Относительная
плотность, %
личной величиной поверхностей контактов, формой и структурой частиц,
природой их материала. Увеличение давления формования приводит к повышению всех показателей физических и механических свойств спеченных
порошковых изделий – твердости, прочности на разрыв и при сжатии и др.
Температура спекания. Плотность порошковых изделий возрастает с
повышением температуры спекания тем быстрее, чем ниже было давление
формования заготовки из порошка (рис. 2.49).
4
3
2
1
Температура спекания, оС
Рис. 2.49. Влияние температуры спекания на
относительную плотность: 1 – свободно насыпанный порошок; 2 – порошок, спрессованный при малых давлениях; 3 – порошок,
спрессованный при высоких давлениях; 4 –
порошок, спрессованный при очень высоких
давлениях
На процесс спекания значительное влияние оказывает скорость подъема температуры. При быстром подъеме температуры в крупногабаритных
порошковых формовках могут наблюдаться местные обособления усадки изза местных различий в температуре, что, в конечном счете, может привести к
искажению их формы.
Прочность, как и плотность, обычно повышается с ростом температуры спекания. Показатели пластичности порошковых материалов увеличиваются с повышением температуры изотермической выдержки при спекании
даже при падении их плотности и прочности (если это имело место).
Продолжительность спекания. Выдержка порошковой формовки при
заданной температуре спекания вызывает сначала резкий, а затем более медленный рост ее плотности (рис. 2.50) и других свойств (рис. 2.51). Максимальная прочность достигается за довольно короткое время изотермической
выдержки и при дальнейшем спекании она остается на том же уровне или
даже несколько снижается. Достижение большей пластичности требует более
длительного времени спекания, по-видимому, из-за необходимости обеспечения полного удаления кислорода из спекаемого материала.
Процессы порошковой металлургии. Курс лекций
-345-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
100
2
90
1
Плотность или относительное удлинение
Относительная
плотность, %
Лекция 17 Влияние технологических факторов на процесс спекания однокомпонентных систем. Спекание многокомпонентных систем
1
2
Время спекания, ч
Время спекания
Рис. 2.50. Зависимость относительной плотно- Рис. 2.51. Изменение прочности (1) и относисти прессовок от длительности выдержки при тельного удлинения (2) прессовок в зависимоизотермическом спекании: 1 – средние темпе- сти от длительности выдержки при изоратуры спекания; 2 – высокие температуры
термическом спекании
спекания
Рис. 2.52. Зависимость пористости прессовок
из порошка меди от продолжительности выдержки при спекании в водороде и аргоне
при 1 000 °С
Пористость, %
На практике выдержка при спекании варьируется в довольно широких
пределах (от нескольких десятков минут до нескольких часов) в зависимости
от состава материала, исходной и требуемой плотности порошковой формовки, ее размера, типа и состава защитной среды, конструкции печи и т.д.
40
20
Ar
H2
0
Время спекания, ч
Атмосфера спекания. Сравнение результатов спекания порошковых тел,
проводимого в различных средах, показывает, что при спекании в восстановительной среде достигается их большая плотность, чем при спекании в нейтральной среде (рис. 2.52). Восстановление оксидных пленок активирует миграцию атомов металла к контактным участкам не только на поверхности частиц, но и в их объеме, что способствует процессам, приводящим к уплотнению.
Очень полно и быстро проходит спекание в вакууме, которое по сравнению со спеканием в нейтральной среде в большинстве случаев начинается
Процессы порошковой металлургии. Курс лекций
-346-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 17 Влияние технологических факторов на процесс спекания однокомпонентных систем. Спекание многокомпонентных систем
при более низких температурах и дает повышенную плотность получаемого
порошкового изделия.
Практика спекания в производственных условиях и экспериментальные результаты исследовательских работ показывают, что характер влияния
газовых сред на уплотнение разных порошковых материалов может быть существенно различным и не все наблюдаемые изменения скорости усадки
поддаются рациональному объяснению.
В.А. Ивенсен выделяет три наиболее характерных вида (механизма)
такого влияния:
1) адсорбционное воздействие на величину энергии поверхности пор
и уровень действующих капиллярных сил;
2) травящее воздействие, повышающее шероховатость поверхности
пор (при химическом взаимодействии с образованием летучих веществ;
3) торможение уплотнения, вызванное образованием пленки нелетучего соединения в результате химического взаимодействия вещества частиц
порошка с компонентами газовой среды (происходит снижение поверхностной энергии порошкового тела и одновременно возможно непосредственное
препятствование образованию и росту контактов между частицами спекаемого вещества).
Укажем также и на возможность различного поведения газовых сред,
оказавшихся в какой-то момент внутри изолированных пор, возникших в порошковом теле в процессе спекания.
Активирование процессов спекания
По терминологии ГОСТ 17359-82, активированное спекание – это
процесс спекания порошковой формовки при воздействии химических и физических факторов, вызывающих интенсификацию спекания. Необходимо
отметить, что увеличение температуры и длительности выдержки не рассматриваются как активирующие физические факторы, так как их воздействие на результаты спекания является естественным.
В самом общем случае активирование спекания связано с более эффективным осуществлением транспортных механизмов благодаря тому, что
изменяется состояние поверхности или контакта между частицами порошка,
понижается энергия активации действующего транспортного механизма, изменяется тип транспортного механизма или меняются транспортные пути.
Например, известно, что если в состав связки или в атмосферу спекания ввести некоторые химические соединения (галогенид – хлористые или
фтористые соединения), то можно значительно усилить усадку порошкового
тела в процессе спекания.
Обычно методы активирования спекания подразделяют на две основные группы:
Процессы порошковой металлургии. Курс лекций
-347-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 17 Влияние технологических факторов на процесс спекания однокомпонентных систем. Спекание многокомпонентных систем
химические, основанные на использовании окислительно-восстановительных реакций, процессов диссоциации химических соединений, химического транспорта спекаемого вещества и др.;
физические, связанные с интенсивным измельчением порошка, воздействием на него облучением, циклическим изменением температуры при
спекании (циклическое спекание), наложением магнитного поля на нагреваемую формовку и др.
Химические методы активирования спекания можно классифицировать:
по составу активаторов, их источникам (из газовой фазы, из засыпки или из
примесей в спекаемом материале); по этапу введения (до спекания или в его
процессе); поведению (активаторы остаются в спеченном изделии или нет).
К химическим способам активирования спекания относится изменение его атмосферы. Это один из наиболее простых и в то же время эффективных способов упрочнения получаемых порошковых изделий. Атомы металла на выступах поверхностей частиц (как наиболее активные) реагируют с
соединениями, добавляемыми в атмосферу спекания. Образующееся соединение металла затем восстанавливается, и атомы металла конденсируются в
местах с минимальным запасом свободной энергии (впадины на поверхности
частиц, области межчастичных контактов и др.), благоприятствуя переносу
вещества. Активированная атмосфера может благоприятно влиять на процесс
спекания также вследствие удаления примесей и рафинирования спекаемого
материала.
Активировать процесс спекания можно и вводя в состав порошка небольшое количество твердых примесных веществ – порошков металлов или
неметаллов (в случае спекания керамики). Выполненные различными исследователями работы по химическому активированию спекания позволили
сформулировать требования к подобной добавке:
1. Температура плавления добавки должна быть ниже, чем основного
порошка, что обеспечивает большую диффузионную подвижность атомов
добавки по сравнению с основой.
2. Вещество добавки должно быть поверхностно-активным по отношению к основному металлу, т.е. должно диффундировать по границам его
зерен, образуя межзеренные прослойки. Это достигается при применении в
качестве добавки переходных металлов (оксидов переходных металлов –
в случае спекания керамики). При получении керамики в состав материала
может вводиться от нескольких десятых до нескольких процентов добавок.
Необходимо иметь в виду, что нужно тщательно измельчать материал подобной добавки – удельная поверхность частиц добавки должна быть равна
удельной поверхности частиц основной фазы.
В случае использования в качестве добавок чистых металлов, основной металл должен хорошо растворяться и диффундировать в добавляемом, а
добавляемый металл не должен растворяться в основном, что позволяет легкодеформируемым межзеренным прослойкам устойчиво существовать.
Процессы порошковой металлургии. Курс лекций
-348-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 17 Влияние технологических факторов на процесс спекания однокомпонентных систем. Спекание многокомпонентных систем
Физические методы активирования спекания связаны, прежде всего, с
увеличением дисперсности порошка и дефектности кристаллической решетки вещества его частиц. Интенсивное измельчение частиц увеличивает их
суммарную поверхность, повышая запас избыточной энергии порошка и увеличивая толщину «нарушенного слоя». Это, в свою очередь, способствует
действию такого механизма массопереноса, как «поверхностная диффузия».
При спекании частиц, размер которых меньше нескольких десятых
микрометра (величина «нарушенного слоя» сопоставима с размером частицы), возможно снижение температуры спекания на 150–200 оС. Кроме того, у
металлических частиц такого размера наблюдается снижение температуры
плавления (например, при диаметре частиц 10 нм примерно 30 % атомов находятся на поверхности частиц, что нарушает симметрию в распределении
сил и масс по сравнению с объемом частиц). Кинетика уплотнения при активном спекании высокодисперсных металлических порошков отличается от
кинетики объемных изменений при нагреве обычных (неактивных) порошков. При средних температурах нагрева (0,5–0,7Тпл) кинетика уплотнения соответствует пороговому механизму течения поликристаллического материала под действием капиллярных сил и зависит от проскальзывания зерен по
границам и подстройки их формы путем зернограничного диффузионного
переноса массы вещества.
Контрольные вопросы и задания
1. Перечислите факторы технологического процесса спекания, от которых зависят свойства получаемых изделий.
2. Какое влияние на процесс спекания оказывают свойства порошка?
3. Нарисуйте кривые, характеризующие влияние температуры спекания на относительную плотность спеченного тела для порошков, спрессованных при различных давлениях. Поясните ход этих кривых.
4. Изобразите зависимость относительной плотности прессовок от
длительности выдержки при изотермическом спекании.
5. Как изменяется прочность прессовок в зависимости от длительности выдержки при изотермическом спекании?
6. Как влияет длительности выдержки при изотермическом спекании
на относительное удлинение прессовок?
7. Как влияет среда при спекании на пористость спеченного изделия?
8. Перечислите методы и способы активирования процессов спекания.
Лекция 18
Твердофазное спекание многокомпонентных систем
План лекции
Процессы порошковой металлургии. Курс лекций
-349-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 18 Твердофазное спекание многокомпонентных систем
1. Виды твердофазного спекания многокомпонентных систем.
2. Спекание систем с полной взаимной растворимостью компонентов.
3. Спекание систем с ограниченной растворимостью компонентов.
4. Спекание систем с нерастворимыми (невзаимодействующими) компонентами
Виды твердофазного спекания многокомпонентных систем
Порошковые материалы, используемые в различных отраслях техники, в подавляющем большинстве случаев представляют собой многокомпонентные системы, образование в которых необходимого сплава (фазового состава – для керамики) чаще всего происходит непосредственно при спекании.
Главная отличительная черта таких материалов – наличие неравенства
концентрацией компонентов в различных объемах (микрообъемах) исходного порошкового тела (градиент химического состава).
Процесс спекания разнородных частиц также более сложен: одновременно с самодиффузией, обусловливающей перенос массы в область приконтактного перешейка, должна происходить гетеродиффузия (взаимодиффузия
разнородных атомов), обеспечивающая выравнивание концентраций компонентов в пределах порошкового тела и зачастую приводящая к торможению
его уплотнения при нагреве, а также формирующая межфазные поверхности.
В пористых порошковых телах, где кроме непосредственного контакта между частицами разнородных и взаиморастворимых металлов имеются
свободные поверхности, кинетика процесса диффузионной гомогенизации
осложняется одновременным осуществлением различных механизмов переноса массы, рассмотренных выше. Физические и механические свойства спеченных порошковых тел зависят от полноты гетеродиффузии, в связи с чем
полезны все факторы, ей благоприятствующие: применение более дисперсных порошков; хорошее качество смешивания компонентов; повышение
температуры спекания; удаление адсорбированных газов и пленок оксидов;
увеличение исходной плотности формовок и пр.
Вместе с тем такие процессы, как десорбация газов, рафинирование
нагреваемого материала от примесей, снятие остаточных напряжений (возникших при формовании), сглаживание рельефных пор и т.п. аналогичны соответствующим процессам, происходящим в однокомпонентных системах.
Процессы, сопровождающие нагрев многокомпонентной системы, в
значительной мере определяются характером соответствующих диаграмм состояния. Поэтому принято различать следующие виды твердофазного спекания многокомпонентных систем:
спекание компонентов, обладающих полной (неограниченной) взаимной растворимостью;
спекание компонентов, обладающих ограниченной взаимной растворимостью;
Процессы порошковой металлургии. Курс лекций
-350-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 18 Твердофазное спекание многокомпонентных систем
спекание компонентов, взаимно нерастворимых (невзаимодействующих).
Спекание систем с полной взаимной растворимостью компонентов
В результате спекания таких систем образуется одна фаза (взаимный
твердый раствор); на промежуточных стадиях спекания существуют несколько фаз: частицы исходных металлов и твердые растворы переменной
концентрации.
Временная зависимость сокращения объема пор при спекании в условиях развития гетеродиффузии резко отличается от закономерности, присущей однофазному порошковому телу. Усадка порошкового тела при нагреве,
как правило, меньше аддитивной, рассчитанной с учетом из возможной усадки каждого из компонентов. Это объясняется более низкой подвижностью
атомов в твердых растворах по сравнению с чистыми металлами и невозможностью получить при смешивании исходных компонентов абсолютно
однородную смесь, из-за чего при нагреве имеется большое количество контактов, скорость диффузии атомов через которые неодинакова.
Так, например, в системе Cu–Ni по мере повышения содержания никеля в меди усадка уменьшается и может происходить даже рост порошкового тела (проявление эффекта Френкеля). Это связано с большей в несколько
раз величиной коэффициента диффузии меди в никель по сравнению с величиной коэффициента диффузии никеля в медь: в частицах меди образуются избыточные вакансии, коалесцирующие в поры, а частицы никеля увеличиваются в
размерах из-за преобладания притока атомов меди над оттоком атомов никеля.
Интенсивность диффузионного взаимодействия компонентов при спекании растет с увеличением межфазной поверхности, которая максимальна
при 50 %-м содержании фаз.
Кинетические закономерности уплотнения выявляют различия в поведении при спекании сплавов в зависимости от содержания второго компонента: для чистых металлов и малолегированных сплавов усадка практически
исчерпывается за короткое время и наступает насыщение, а для высоколегированных сплавов скорость уплотнения остается значительной в течение длительного времени. Замедление насыщения процесса уплотнения в этом случае связано с образованием дополнительной диффузионной пористости.
Существенная особенность спекания заключается в том, что некоторые
из контактов между одноименными и разноименными порошинками могут нарушаться (разрываться). Причины этого – напряжения в зоне контакта диффузионного происхождения, «исчезновение» порошинки (вследствие испарения
или перемещения на поверхность другой порошинки) и др.
Для решения практических задач важен вопрос о необходимой степени гомогенизации по составу сплавов, образующихся при спекании: так как
многие свойства порошковых тел определяются величиной и состоянием
контактных поверхностей между частицами, в ряде случаев достижение полной гомогенизации сплава внутри частиц оказывается ненужным.
Процессы порошковой металлургии. Курс лекций
-351-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 18 Твердофазное спекание многокомпонентных систем
Гомогенизация шихты перед прессованием обеспечивает при спекании более полную и однородную усадку, а также более однородный состав и
свойства изделий по всему объему. Больший эффект достигается при применении вместо смеси порошков индивидуальных компонентов порошка, представляющего собой гомогенный сплав заданного состава.
Спекание систем с ограниченной растворимостью компонентов
В практике порошковой металлургии такие системы встречаются наиболее часто. Для них характерны диаграммы состояния как с эвтектикой и перитектикой, так и с химическими соединениями. При нагреве на проме- жуточных
стадиях гомогенизации в порошковом теле присутствуют все фазы, имеющиеся
на диаграмме состояния, практически независимо от исходного состава смеси
порошков. Зависимости усадки от содержания элементов в сплаве отличны
от линейных, а их характерный вид (направление выпуклости) может быть
различным.
Системы с эвтектикой. В двухфазной области подобных систем кривая усадки имеет ярко выраженный максимум (рис. 2.53), соответствует примерно 50 %-му содержанию разнородных фаз, т.е. их наибольшей межфазной
поверхности и, следовательно, максимальному диффузионному межфазному
взаимодействию. Снижение усадки в области твердых растворов связано с
обычным снижением диффузионной подвижности в них атомов.
В эвтектических системах при практическом отсутствии (или чрезвычайно малой) растворимости между фазами нет зависимости усадки от величины межфазной поверхности.
ΔV/V, %
1
10
α
β
α+β
2
6
2
Cu 20
а
60
Ag
б
Рис. 2.53. Диаграмма состояния (а) и концентрационная зависимость усадки (б)
в системе Cu–Ag при температуре 700 °С и выдержке 30 (1) и 15 мин (2)
Процессы порошковой металлургии. Курс лекций
-352-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 18 Твердофазное спекание многокомпонентных систем
ΔV/V,%
25
15
β
0
-15
α
α+β
-25
Ag 20
60
Pt
а
б
Рис. 2.54. Диаграмма состояния (а) и концентрационная зависимость усадки (б)
в системе Ag–Pt при температуре 900 °С
Системы с перитектикой. В таких системах усадка в двухфазной области имеет четко выраженный минимум (рис. 2.54) из-за увеличения объема
порошкового тела при спекании. По этой причине диффузионное межфазное
взаимодействие в двухфазных перитектических системах осуществляется
очень слабо. В этом случае создаются условия для беспрепятственного проявления эффекта Френкеля именно в области средних концентраций компонентов порошковых систем.
Системы с химическими соединениями. Взаимодействие компонентов
смеси порошков с образованием в процессе спекания химических соединений или интерметаллидов обычно существенно усложняет вид концентрационной зависимости усадки, и ход кривых может быть самым различным и до
выполнения эксперимента обычно непредсказуем.
Специфичной разновидностью такого спекания многокомпонентных
систем может служить так называемое реакционное спекание, когда при нагреве порошковой формовки совмещают процессы собственно спекания и
образования химического соединения. Например, при спекании формовки из
порошка кремния в среде азота происходит образование Si3N4, которое сопровождается увеличением ее объема на 22 % , и за счет этого происходит
частичное заполнение порового пространства.
Плотность порошкового тела после реакционного спекания зависит от
исходной пористости формовки, фракционного состава порошка кремния,
температурно-временных условий спекания. В общем случае свойства материалов после спекания зависят от целого ряда факторов: полноты гомогенизации в области ограниченных твердых растворов, пористости, совершенства
межфазных и однофазных контактов и др.
Роль гетеродиффузии сводится к обеспечению выравнивания концентраций элементов в областях ограниченной растворимости, причем достижение гомогенности в большинстве случаев желательно (при предельных кон-
Процессы порошковой металлургии. Курс лекций
-353-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 18 Твердофазное спекание многокомпонентных систем
центрациях многие свойства ограниченных твердых растворов максимальны).
Спекание систем с нерастворимыми
(невзаимодействующими) компонентами
Б.Я. Пинес сформулировал термодинамическое условие припекания
двух частиц разнородных невзаимодействующих компонентов:
αАБ < (αА + αБ),
(2.55)
т.е. поверхностная энергия образовавшейся межфазной границы АВ должна
быть меньше, чем сумма поверхностных энергий частиц А и В; в противном
случае порошковое тело спекаться не будет.
Механизм и кинетика припекания оказываются существенно различными для двух возможных случаев при соблюдении условия (2.55):
αАБ < (αА – αБ)
(2.56)
αАБ >(αА – αБ).
(2.57)
В случае, когда выполняется соотношение (2.57), энергетически целесообразно покрытие поверхности частицы вещества с большей поверхностной энергией веществом с меньшей поверхностной энергией (рис. 2.55). Вначале частица такого вещества покроется слоем атомов второго вещества
(с помощью механизма поверхностной диффузии или переносом через газовую фазу), а затем контактная площадь между частицей А и частицей Б, покрытой слоем вещества А, увеличивается, что сопровождается уменьшением
суммарной поверхности в системе А–Б и, соответственно, ее свободной энергии. Кинетика этого этапа припекания близка к кинетике припекания двух
однородных сферических частиц, хотя вещество в область приконтактного
перешейка будет поступать от одной порошинки А, а не от обеих частиц А и
Б. Слияние сферических частиц А и Б должно завершиться образованием
сферического тела, ядром которого будет частица Б.
Процессы порошковой металлургии. Курс лекций
-354-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 18 Твердофазное спекание многокомпонентных систем
А
Б
а
б
в
г
Рис. 2.55. Схематическое изображение этапов (а–г)
припекания частиц
Когда нижняя граница величины αАБ задается условием (2.56) (более
распространенный случай), припекание частиц существенно отличается от
рассмотренного выше. Распределение вещества А и Б в области контактного
перешейка определяется границей, имеющей форму участка сферы с выпуклостью в сторону частицы с меньшей поверхностной энергией, и порошинка
вещества с большей поверхностной энергией как бы вдавливается в порошинку вещества с меньшей поверхностной энергией. Полное уплотнение порошкового тела при этом не достигается.
Контрольные вопросы и задания
1. Назовите виды твердофазного спекания многофазных систем.
2. В чем различие процессов твердофазного спекания многокомпонентных и однокомпонентных систем?
3. Почему усадка порошкового тела при нагреве, как правило, меньше
аддитивной?
4. Как выглядят кривые усадки порошкового тела для систем эвтектического и перитектического типов?
5. Что такое реакционное спекание?
6. Напишите термодинамическое условие припекания двух частиц
разнородных невзаимодействующих компонентов.
7. Назовите и поясните возможные механизмы припекания двух частиц, состоящих из разнородных невзаимодействующих компонентов.
Лекция 19
Жидкофазное спекание
Пан лекции
1. Особенности процессов жидкофазного спекания порошков.
2. Стадии жидкофазного спекания.
Процессы порошковой металлургии. Курс лекций
-355-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 19 Жидкофазное спекание
3. Спекание с жидкой фазой, присутствующей до конца спекания
Особенности процессов жидкофазного спекания.
Взаимодействие в системе
Жидкофазное спекание – спекание порошкового тела при температуре, обеспечивающей образование жидкой фазы.
Спекание с участием жидкой фазы имеет широкое техническое применение при производстве различных типов порошковых композиционных
материалов. Термодинамическим условием эффективного жидкофазного
спекания является стремление многокомпонентной системы к минимуму
свободной поверхностной энергии и химического потенциала, как и при
твердофазном спекании. Но в отличие от твердофазного при жидкофазном
спекании из-за большей подвижности системы «жидкое–твердое» более наглядно проявляется действие основных движущих сил объемного уплотнения
порошкового тела – сил капиллярного стягивания. В присутствии жидкой фазы при определенных условиях облегчается развитие сил сцепления между
отдельными частицами порошка и может сформироваться малопористая (П <
1%) структура. При жидкофазном спекании в порошковом теле возникает своего рода капиллярная система (размеры частиц порошка соизмеримы с поперечными размерами поровых каналов), состоящая из твердой, жидкой и газообразной фаз.
В связи с этим большое значение приобретает смачивание твердых
частиц жидкой фазой (рис. 2.56), мерой которого является величина краевого
угла смачивания θ:
cos θ = (σт – σт-ж ) / σж,
(2.58)
где σт, σт-ж, σж – соответственно, поверхностные энергии на границах раздела
твердое тело-газ, твердое тело-жидкость и жидкость-газ.
Термодинамическим условием смачивания является уменьшение свободной энергии системы при превращении границ раздела твердое тело-газ и
жидкость–газ в границу раздела твердое тело–жидкость, т.е. работа адгезии
должна быть положительна.
При полном смачивании θ = 0°,при полном несмачивании θ = 180°,
при θ < 90° смачивание считают хорошим, а при θ > 90° смачивание плохое и
образовавшаяся жидкая фаза тормозит спекание, препятствуя уплотнению
порошкового тела.
Процессы порошковой металлургии. Курс лекций
-356-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 19 Жидкофазное спекание
αт-ж
αж
θ
αт
αт-ж
ψ
αтр
Рис. 2.56. Равновесие жидкой капли
на твердой поверхности
Смачивание улучшается (угол θ уменьшается) при уменьшении σт-ж
(например, при наличии в контактирующих фазах поверхностно-активных
веществ или при изменении температуры). Изменение величины σт-ж может
также быть следствием изменения величин σт и σж (экспериментально установлено, что с ростом σт растет и σт-ж,). При увеличении времени контакта
жидкое–твердое и температуры краевой угол уменьшается и смачивание
улучшается.
В рамках термодинамической теории смачивания, основанной на существовании химического взаимодействия на межфазной границе твердое
тело-жидкость, это объясняется условиями прохождения химической реакции на этой границе. Повышение температуры приводит к уменьшению свободной энергии системы и уменьшению величины σт-ж, а влияние времени
связано с продолжительностью установления равновесия при химическом
взаимодействии фаз.
Величина краевого угла смачивания зависит от окружающей атмосферы, степени её очистки, способности к образованию веществом поверхностных пленок. Известно, что жидкие металлы хорошо смачивают чистые металлические поверхности (краевой угол смачивания обычно не превышает 30–
40° и часто наблюдается полное смачивание) и поверхности тех неметаллических или металлоподобных компонентов (оксидов, боридов, карбидов и
нитридов различных металлов, графита и др.), с которыми они вступают в
химическое взаимодействие.
Появление жидкой фазы при нагреве связано с расплавлением более
легкоплавкого компонента или структурной составляющей (например, эвтектики) спекаемого материала, а также с «контактным» плавлением, когда
жидкая фаза возникает при температуре, более низкой, чем температура
плавления указанных составляющих порошкового тела. При этом механизм
спекания с участием жидкой фазы зависит от характера диаграммы состояния соответствующей системы компонентов. Чем лучше смачивание, тем
большие количества жидкой фазы могут удерживаться в порошковом теле во
время спекания, не вытекая и не искажая его форму.
В присутствии жидкой фазы существенно увеличивается скорость самои гетеродиффузии атомов, что ускоряет сплавообразование, и облегчается
перемещение твердых частиц относительно друг друга, способствуя заполне Процессы порошковой металлургии. Курс лекций
-357-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 19 Жидкофазное спекание
нию пор веществом. В связи с этим при жидкофазном спекании можно обеспечить получение практически беспористых порошковых изделий (материалов).
Различают спекание порошкового тела с присутствием жидкой фазы
до конца изотермической выдержки и с ее исчезновением вскоре после появления (хотя нагрев продолжается), а также специфическую разновидность
первого типа процесса жидкофазного спекания, которую называют инфильтрацией порошковой формовки.
В любом случае объем образующейся при нагреве жидкой фазы должен составлять от 3–5 до 50 % (оптимальное количество – 25–35 %). Если
жидкой фазы образуется слишком много, то порошковая формовка может
«поплыть» – потерять свою форму. При низком содержании жидкой фазы теряются преимущества жидкофазного спекания – требуются большее время на
спекание, большая температура, получается пористое изделие и пр.
Рассмотрим основные особенности, характерные для спекания в присутствии жидкой фазы.
1. Образование жидкой фазы при спекании, как правило, сопровождается интенсификацией усадки, что в принципе позволяет получить спеченный материал с очень высокой плотностью и малой остаточной пористостью
при относительно коротком времени процесса; в связи с этим спекание в
присутствии жидкой фазы часто представляет собой альтернативу использованию высоких давлений формования или больших температуры и длительности выдержки при спекании для получения материала высокой плотности.
Для некоторых порошков очень твердых материалов или сплавов жидкофазное спекание может быть единственно возможным способом получения высокой плотности конечного продукта.
2. Эффект увеличения усадки зависит как от физико-химических характеристик компонентов, так и от количества жидкой фазы, размера частиц
тугоплавкой составляющей и начальной пористости брикетов. Увеличение
количества легкоплавкой составляющей способствует усадке, но при наличии некоторой взаимной растворимости компонентов изменение плотности
при жидкофазном спекании может осложняться процессами гетеродиффузии;
использование более мелких фракций тугоплавкой составляющей способствует увеличению усадки.
3. Значительную роль при спекании играет величина исходной пористости. Усадка брикетов с большой начальной пористостью затрудняет получение изделий с высокой точностью размеров, а спекание брикетов с низкой
исходной пористостью может привести даже к их росту при спекании. Это
связано с тем, что при образовании жидкой фазы могут образовываться изолированные поры, давление газа в которых может повыситься (из-за восстановления оксидных пленок), что будет препятствовать усадке.
4. В некоторых случаях жидкая фаза присутствует при спекании лишь
в течение ограниченного времени и спекание осуществляется в основном в
твердой фазе. Это связано с тем, что протекание диффузионных процессов с
участием жидкой фазы может привести к образованию других, более тугоплавких фаз или к растворению жидкой фазы в твердой.
Процессы порошковой металлургии. Курс лекций
-358-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 19 Жидкофазное спекание
5. Процесс жидкофазного спекания часто используют для получения
специальных структур, обладающих особенными механическими свойствами
(например, антифрикционных материалов). Это возможно в том случае, если
фаза, являющаяся жидкой во время спекания, сохраняет свои индивидуальные характеристики и в спеченном материале.
6. Управление объемными изменениями при жидкофазном спекании,
позволяет получить высокопористые порошковые материалы и изделия с
размерами, практически равными размерам исходных прессовок. Для этого
требуется создание бипористой структуры порошкового тела, содержащей
мелкие естественные поры и крупные искусственные поры. Образование
крупных пор происходит за счет улетучивающегося порообразователя (двууглекислого аммония), вводимого в состав порошковой композиции на этапе
прессования формовки.
Стадии жидкофазного спекания
В 1938 г. Прайс, Смителс и Вильямс сформулировали представление
об уплотнении при жидкофазном спекании как следствие двух последовательных стадий. По их мнению, при появлении жидкой фазы сначала (первая
стадия) твердые частицы перемещаются до состояния плотной укладки под
влиянием сил поверхностного натяжения смачивающей их жидкости; частицы смещаются относительно друг друга благодаря возникновению отрицательного капиллярного давления в жидкостных «мостиках» (манжетах), соединяющих эти частицы. На второй стадии (после завершения периода свободного перемещения частиц) происходит дальнейшее уплотнение материала
благодаря перекристаллизации твердой фазы через жидкую, при условии наличия растворимости твердой фазы в жидкой.
Позднее (1953 г., Кеннон и Ленел) был установлен еще один механизм, приводящий к уплотнению при жидкофазном спекании: на заключительной стадии спекания в процессе завершения перекристаллизации или
сразу после завершения первой стадии (при отсутствии растворимости твердой фазы в жидкости) развивается процесс срастания частиц тугоплавкого
компонента в жесткий каркас («скелет»).
Было также отмечено, что уплотнение при перекристаллизации происходит еще и потому, что одновременно с ростом зерен изменяется и их
форма. Результатом этого процесса является более плотное примыкание частиц друг к другу.
Современные теоретические разработки по жидкофазному спеканию
базируются на указанных выше представлениях о трех возможных механизмах уплотнения, развивающихся с появлением жидкой фазы последовательно
при частичном наложении (рис. 2.57) процессов:
жидкофазное течение (механическая перегруппировка), т.е. перемещение частиц под действием капиллярных сил;
Процессы порошковой металлургии. Курс лекций
-359-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 19 Жидкофазное спекание
растворение–осаждение (перекристаллизация или химическая перегруппировка частиц тугоплавкой фазы), т.е. перенос через жидкость растворенного в ней вещества тугоплавкой фазы с поверхности частиц меньшего
размера на поверхность частиц большего размера;
твердофазное спекание, т.е. срастание частиц тугоплавкой фазы (образование жесткого каркаса или «скелета»).
∆П
3
2
1
Т
Рис. 2.57. Кривая усадки при жидкофазном спекании: 1 –
жидкое течение; 2 – растворение и осаждение; 3 –
твердофазное спекание
Кинетика этих процессов существенно зависит от степени однородности смеси компонентов, начальной пористости порошкового тела, количества
образующейся жидкой фазы, линейного размера порошинок, характера смачивания твердой фазы жидкостью, взаимной растворимости фаз и достаточно
большого количества других факторов.
Наибольшая степень уплотнения достигается на этапе перегруппировки частиц. Для систем с невзаимодействующими компонентами этот механизм является основным. При этом количество жидкой фазы в подобной системе должно быть максимальным [35–50 % (об.)].
Для систем с взаимодействующими компонентами эффективное уплотнение достигается при меньшем количестве жидкой фазы. В этом случае
заметное уплотнение достигается за счет дополнительной усадки по механизму химической перегруппировки.
Первая стадия. Жидкая фаза заполняет зазоры между твердыми частицами и, играя роль жидкой смазки, облегчает взаимное перемещение частиц, приводящее к уплотнению порошкового тела. Такое перемещение частиц, сопровождающееся уменьшением свободной поверхности жидкости,
происходит под влиянием давления, обусловленного кривизной поверхности
возникающей жидкостной «манжеты» (т.е. поверхности раздела жидкость–
газ), образуемой объемом расплава, заключенного между смежными частицами (порошинками).
При хорошем смачивании под вогнутой поверхностью в этом объеме
жидкости создается отрицательное капиллярное давление, стягивающее
твердые частицы с одновременным их поворотом относительно точки межчастичного контакта. Вместе с поворотом частиц происходит перемещение
Процессы порошковой металлургии. Курс лекций
-360-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 19 Жидкофазное спекание
объема жидкости, и область отрицательного капиллярного давления распространяется на новые участки поверхности твердых частиц, ускоряя их поворот и взаимный сдвиг.
При полном смачивании поверхность «манжеты» имеет наибольшую
кривизну, приводящую к максимальному значению отрицательного капиллярного давления в жидкости и силы, сжимающей твердые частицы. при
ухудшении смачивания кривизна вогнутой поверхности «манжеты» уменьшается, капиллярные силы убывают и при θ > 65–85° поверхность жидкостной
«манжеты» становится выпуклой, знак капиллярного давления меняется и вместо стягивания твердых частиц появляется сила, стремящаяся их раздвинуть.
При плохом смачивании «манжета» может не образоваться, а будет происходить стягивание жидкости в капли на поверхности частиц твердой фазы.
Если появляющаяся жидкая фаза распределена в объеме порошкового
тела равномерно, то возникающие капиллярные силы по влиянию на процесс
перегруппировки эквивалентны действию давления всестороннего сжатия.
Для образования жидких прослоек в приконтактной области между
твердыми частицами необходимо, чтобы они хорошо разделялись жидкостью, так как без подобного разделения невозможно свободное перемещение
частиц, т.е. процесс их перегруппировки. Чем ниже исходная плотность порошкового тела, тем меньше вероятность образования в нем прочного жесткого каркаса на начальной стадии спекания и тем легче идет процесс перегруппировки частиц.
При относительно большом содержании легкоплавкого компонента
[10–30 % (об.)], малом размере частиц твердой фазы и достаточно высокой
температуре спекания процесс перегруппировки частиц с их перемещением
до состояния плотной упаковки составляет основной механизм уплотнения.
После его завершения пространство между твердыми частицами оказывается
почти полностью заполненным жидкой фазой.
Вклад процесса механической перегруппировки в общую объемную
усадку спекаемого порошкового тела увеличивается с ростом количества
жидкой фазы и уменьшением размера частиц тугоплавкой фазы, так как при
этом уменьшается вероятность заклинивания твердых частиц при их взаимном перемещении.
Вторая стадия. Существенную роль этот процесс может играть лишь
в системах, где твердая фаза имеет некоторую растворимость в жидкой фазе.
Поскольку растворимость твердого вещества в жидкости увеличивается с
увеличением кривизны (с уменьшением размера частиц твердой фазы), мелкие частицы растворяются и исчезают, в то время как крупные растут, принимая более правильную форму (например, округлую или ограненную),
обеспечивающую минимизирование поверхностной энергии.
Транспорт материала происходит путем быстрой диффузии через
жидкую фазу. Возможно, что этот процесс непосредственно не приводит к
усадке, однако способствует ей, позволяя частицам легче перемещаться в
процессе вязкого течения жидкости на первой стадии спекания.
Процессы порошковой металлургии. Курс лекций
-361-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 19 Жидкофазное спекание
Процесс перекристаллизации включает не менее трех элементарных
процессов:
1) растворение вещества мелких частиц, т.е. переход атомов с поверхности этих частиц в раствор (процесс, часто называемый реакцией на межфазной поверхности);
2) диффузию растворенных атомов в жидкости между поверхностями
мелких и крупных частиц;
3) отложение растворенного вещества на поверхности крупных частиц.
Рост зерен по этому механизму при жидкофазном спекании подчиняется той же временной зависимости, что и рост зерна при собирательной рекристаллизации в общем виде
dn – d0n = Kτ,
(2.59)
где dn, d0n – текущая и начальная средняя величина зерна (частицы) соответственно; τ – время спекания; K – константа.
Показатель степени зависит от того, какой элементарный акт определяет скорость всего процесса; например, если это первый из указанных выше,
то п = 2, а если второй, то п = 3. Отметим, что значение п не всегда целочисленно и в некоторых случаях оно может меняться во времени. При малом содержании жидкой фазы контакт между частицами твердой фазы значительно
усложняет кинетику их роста.
Процесс уплотнения связан с перекристаллизацией косвенно и в относительно небольшой степени, хотя часто кажется, что прямая и существенная
связь есть.
Механизм растворения–осаждения практически оказывается существенным, когда количество жидкой фазы составляет > 5 % (об.). В случае малых количеств жидкой фазы (< 3–5 %), которые не могут вызвать механическую перегруппировку, но обеспечивают наличие химической перегруппировки, уплотнение порошкового тела может иметь место за счет уменьшения
объема тугоплавкой фазы, связанного с растворением некоторого объема
частиц в жидкой фазе.
Третья стадия. На этой стадии существенно возрастает количество
твердых частиц, не разделенных жидкой прослойкой, которые взаимно припекаются (срастаются) и в порошковом теле образуется жесткий «скелет»; к
тому же в какой-то момент нагрева жидкая фаза может исчезнуть (закристаллизоваться вследствие обогащения ее тугоплавким компонентом или раствориться в тугоплавкой фазе). В любом из этих случаев кинетика усадки будет
определяться закономерностями твердофазного спекания, которые рассмотрены ранее.
Отметим, что срастание частиц (порошинок) может быть следствием
нескольких механизмов перемещения вещества, некоторые из которых при-
Процессы порошковой металлургии. Курс лекций
-362-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 19 Жидкофазное спекание
водят к уплотнению пористого порошкового тела, а некоторые нет. Такие
процессы, как диффузия через жидкую фазу (основной процесс, обеспечивающий рост частиц) или самодиффузия в приповерхностном слое частиц
твердой фазы, вызывая рост контакта, не приводят к уменьшению объема пор
в спекаемом порошковом теле и, соответственно, к уплотнению. Так же, как
при твердофазном спекании, уплотнение после завершения перегруппировки
частиц при жидкофазном спекании может обеспечить только объемное течение вещества частиц твердой фазы.
Спекание с жидкой фазой, присутствующей до конца спекания
При таком спекании в процессе изотермической выдержки жидкая фаза постоянно присутствует в порошковом теле.
Рассмотрим модель подобного процесса. Пусть двухфазная система
состоит из частиц более тугоплавкого компонента А и частиц более легкоплавкого компонента В, в расплаве которого компонент А частично растворяется (рис. 2.58).
При появлении жидкой фазы она заполняет поры и капилляры, смачивая частицы компонента А и стягивая их, а также растворяет более мелкие
частицы компонента А (раствор А в В не насыщен по отношению к ним из-за
большей, по сравнению с равновесной, их растворимостью в связи с повышенной кривизной поверхности). В результате перекристаллизации на крупных частицах компонента А выделяется вещество А из пересыщенного по отношению к ним раствора А в В. Это приводит к росту крупных частиц за счет
мелких и приобретению ими правильной (равновесной) формы; что связано с
анизотропией поверхностной энергии для различных типов кристаллических
структур. Отметим, что огранка или округление частиц облегчает их аккомодацию при перегруппировке и сближении.
12 11
10
1
6
2
3
5
4
10
9
2
9
7
5
3
10
1
3
3
8
6
4
8
6
2
8
7
10
1
11
12
1
8
4
Рис. 2.58. Схема усадки при жидкофазном спекании
порошковой системы
Процессы порошковой металлургии. Курс лекций
-363-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 19 Жидкофазное спекание
При полной смачиваемости и заметной растворимости тугоплавкой
фазы в жидкой уплотнение достигается уже в первые несколько (1–10) мин
изотермической выдержки и сравнительно небольшом [10–20 % (об.)] количестве жидкой фазы. Стадия механической перегруппировки частиц характеризуется дезинтеграцией поликристаллических частиц, которая наблюдается
при плавлении фазы В (стадия II), и их интенсивным перемещением. Химическая перегруппировка вначале (стадия III) приводит к коалесценции и росту более крупных частиц за счет более мелких, а затем (стадия IV) и к окончательному уплотнению системы.
Жидкая фаза может оставаться в порошковом теле до конца нагрева
при температуре спекания и в том случае, если компоненты А и В взаимно
нерастворимы.
Расплавившийся легкоплавкий компонент В затекает в поры между
частицами компонента А и стягивает их. Если частицы при формовании образовали жесткий скелет, то усадка под действием расплава В либо не происходит, либо она весьма незначительна.
Нужно иметь в виду, что при спекании реальных металлических порошков технической чистоты всегда необходимо учитывать возможность образования жидкой фазы за счет примесей. Даже при весьма малых количествах жидкой фазы, присутствующей в порошковом теле в каждый данный момент, в течение всего процесса через нее могут прореагировать (или перекристаллизоваться) большие массы твердой фазы, если она растворима в расплаве.
Контрольные вопросы и задания
1. Что является мерой смачивания твердых частиц жидкой фазой?
2. Назовите особенности спекания порошковых тел в присутствие
жидкой фазы.
3. Что такое «бипористая структура» порошкового тела?
4. От чего зависит усадка порошкового тела при жидкофазном спекании?
5. Назовите стадии спекания порошкового тела.
6. При каком минимальном количестве жидкой фазы механизм растворения–осаждения оказывает практическое влияние на усадку порошкового тела?
7. Опишите процесс жидкофазного спекания порошкового тела в случае присутствия жидкой фазы до конца изотермической выдержки. Изобразите исходную и конечную структуры спекаемого порошкового тела.
Процессы порошковой металлургии. Курс лекций
-364-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 20 Жидкофазное спекание и инфильтрация порошковых формовок. Брак при спекании
Лекция 20
Жидкофазное спекание и инфильтрация порошковых формовок.
Брак при спекании
План лекции
1. Спекание порошковых тел с жидкой фазой, исчезающей в процессе
спекания.
2. Инфильтрация порошковых формовок.
3. Брак при спекании и меры по его предупреждению.
Спекание порошковых тел с жидкой фазой,
исчезающей в процессе спекания
При спекании систем с жидкой фазой, исчезающей в процессе изотермической выдержки (с образованием твердого раствора или тугоплавкого
соединения на основе фаз компонентов А и В), пока существует расплав, спекание является жидкофазным и частицы тугоплавкого компонента А могут
стягиваться силами поверхностного натяжения, что проявляется в усадке порошкового тела.
В определенных условиях при жидкофазном спекании имеет место
объемный рост порошкового тела, который может быть связан с преимущественной диффузией жидкой фазы в частицы тугоплавкого компонента. Это
на ранних этапах спекания приводит к росту частиц тугоплавкого компонента и увеличению размеров пор. Увеличение пористости можно оценить следующим аналитическим выражением:
П = П0 + С(1 – П0),
(2.60)
где П0, П – пористость порошкового тела до и после спекания соответственно; С – объемная концентрация легкоплавкой добавки (доли единицы).
Выражение (2.60) справедливо при достаточно малых значениях исходной пористости порошкового тела и количествах жидкой фазы < 40 % (об.).
Инфильтрация порошковых формовок
Инфильтрация (до 1982 г. применяли термин «пропитка») – это процесс заполнения пор порошковой формовки расплавленным металлом или
сплавом.
Сущность метода инфильтрации достаточно проста: из порошка более
тугоплавкого компонента формуют пористый каркас, а затем заполняют его
пустоты (поры) расплавленным более легкоплавким компонентом (металлом
Процессы порошковой металлургии. Курс лекций
-365-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 20 Жидкофазное спекание и инфильтрация порошковых формовок. Брак при спекании
или сплавом). Для улучшения инфильтрации к порошку тугоплавкого компонента перед формованием добавляют небольшое количество (2,5–5,0 %)
порошка инфильтруемого (или любого другого легкоплавкого) компонента.
Температура инфильтрации должна быть на 100–150 °С выше температуры
плавления легкоплавкого металла.
Скорость инфильтрации составляет десятые доли миллиметра в секунду, а толщина слоя зависит от свойств расплава и длительности его контакта с твердым каркасом:
h = (1/π) (σж cos θ rэ τ /ηж)0,5,
(2.61)
где rэ – эффективный радиус поровых каналов; ηж – вязкость расплава.
Термодинамическое условие инфильтрации (в результате заполнения
пор расплавом свободная энергия системы должна уменьшаться) можно выразить следующим образом:
σж cos θ > 0.
(2.62)
Поскольку σж всегда больше нуля, то основным условие осуществления инфильтрации является то, что угол смачивания θ должен быть < 90°.
При θ > 90° инфильтрация происходить не будет (например, пористое тело из
оксида алюминия невозможно пропитать такими жидкими металлами, как
медь, никель или железо).
Инфильтрацию из внешних источников ведут по методу наложения
или по методу погружения.
По методу наложения пористый каркас из порошка тугоплавкого компонента вместе с помещенным на нем требуемым количеством твердого (для
инфильтрации) легкоплавкого металла помещают в печь с защитной атмосферой и нагревают до необходимой температуры (объем легкоплавкого
компонента рассчитывают исходя из объема пор каркаса). Образующийся
расплав впитывается порами каркаса.
По методу погружения пористый каркас опускают в предварительно
расплавленный легкоплавкий компонент.
После инфильтрации получаемый композиционный материал практически не содержит пор и легко поддается последующей деформации.
Брак при спекании и меры по его предупреждению
При спекании появляется не только брак, вызванный нарушением
технологии, но и выявляется брак предыдущих операций изготовления порошка, порошковых смесей и формовок.
Процессы порошковой металлургии. Курс лекций
-366-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 20 Жидкофазное спекание и инфильтрация порошковых формовок. Брак при спекании
Скрытый расслой – проявление трещин, образующихся в результате
неправильного режима формования в виде небольших нарушений сплошности, невидимых невооруженным глазом. Брак неисправим.
Коробление и искажение формы – нарушение требуемых геометрических размеров порошкового изделия. Часто наблюдается в плоских изделиях,
толщина которых незначительна по сравнению с длиной, особенно в случае
изготовления изделий из высокодисперсных порошков, дающих значительную усадку при спекании. Появлению такого вида брака способствует плохое
смешивание компонентов шихты, неравноплотность порошковой формовки и
слишком быстрый ее нагрев при спекании. Этот брак может быть исправлен
(хотя и не всегда) последующей холодной или горячей обработкой давлением.
Пережог – нарушение нормальной структуры порошкового изделия,
проявляющееся в виде ее загрубления (чрезмерного роста частиц), повышения пористости или растрескивания из-за существенного превышения заданной температуры спекания. Брак неисправим.
Недопекание – нарушение требований плотности и прочности порошкового изделия после спекания в связи с заниженной температурой или длительностью выдержки при нагреве. Брак может быть исправлен повторным
спеканием.
Окисление – появление на поверхности порошкового изделия цветов
побежалости, окалины или коррозии. Этот вид брака связан в основном с нарушением состава защитной атмосферы при спекании и в ряде случаев может
быть исправлен повторным нагревом в восстановительной атмосфере. При
наличии в составе порошкового материала компонентов, образующих трудновосстановимые оксиды, такой брак неисправим.
Корочка – дефект при спекании порошковой формовки, заключающийся в образовании в поверхностном слое структуры, отличающейся от заданной. Например, это может иметь место из-за разложения органических
связок, вводимых в порошок. Брак неисправим. Для предупреждения его появления необходим медленный и равномерный нагрев порошковой формовки, тщательное ее укрытие засыпкой и достаточный расход защитного газа.
Вспучивание – образование пузырей на поверхности спеченной заготовки из-за интенсивного газовыделения при жидкофазном спекании или местных перегревов в связи с неравномерностью нагрева порошковой формовки в печи, вызывающих расплавление компонентов при твердофазном спекании. Брак практически неисправим. Предупредить его появление можно подбором порошков, изменением режима спекания и способа нагрева порошковой формовки.
Выпотевание – выделение жидкой фазы на поверхности порошкового
изделия при жидкофазном спекании из-за плохой или ухудшающейся смачиваемости расплавом тугоплавкой составляющей материала. Брак неисправим.
Для предупреждения его появления химический состав материала должен
быть скорректирован.
Процессы порошковой металлургии. Курс лекций
-367-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 20 Жидкофазное спекание и инфильтрация порошковых формовок. Брак при спекании
Диффузионная пористость – пористость, возникающая при спекании
порошковой формовки, состоящей из компонентов, обладающих различными
коэффициентами взаимной диффузии.
Обезуглероживание – уменьшение содержания углерода в поверхностных слоях порошкового изделия, в основном из-за повышенного содержания окислителей в атмосфере горячей зоны печи. Для предупреждения опасности обезуглероживания изделий лодочки (поддоны) с порошковыми формовками закрывают металлическими или графитовыми крышками, а также
применяют защитные засыпки, содержащие углерод. Слабо обезуглероженные порошковые изделия можно исправить, спекая их повторно в углеродсодержащей засыпке при минимальном токе водорода.
Сажистый налет – образование на поверхности порошковой формовки темного налета в результате разложения оксида углерода, метана или
других углеводородов. Этот вид брака может появиться из-за наличия на поверхности порошковой формовки тяжелых масел и других веществ, запекающихся при нагреве с образованием углеродсодержащих налетов.
Сульфидная пленка – образование на поверхности порошкового изделия налета, содержащего соединения серы.
Разъедание и шероховатость поверхности – нарушение цельности
поверхности порошкового изделия в результате разложения или восстановления каких-либо химических соединений, которые были на поверхности порошковой формовки или образовались при ее нагреве в печи.
Контрольные вопросы и задания
1.С чем связан рост порошковой формовки при жидкофазном спекании?
2. Напишите уравнение, которое позволяет оценить рост порошковой
формовки при жидкофазном спекании.
3. Что такое «инфильтрация»?
4. Что является термодинамическим условием инфильтрации?
5. При каком угле смачивания инфильтрация проходить не будет?
6. Назовите факторы, влияющие на инфильтрацию пористого каркаса
жидкой фазой.
7. Назовите методы инфильтрации порошковых тел.
8. Перечислите виды брака, проявляющиеся при спекании порошковых тел.
9. Назовите виды брака при спекании, которые можно исправить.
10. С чем может быть связано проявление брака спеченных изделий?
Лекция 21
Обработка спеченных порошковых изделий
Процессы порошковой металлургии. Курс лекций
-368-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 21 Обработка спеченных порошковых изделий
План лекции
1. Методы термической обработки порошковых изделий.
2. Химико-термическая обработка порошковых изделий.
Методы термической обработки порошковых изделий
Требования, предъявляемые к механическим и физико-химическим
свойствам порошковых изделий, непрерывно возрастают. Повысить соответствующие свойства порошковых материалов можно изменением их структуры, различными видами термической, химико-термической, термомеханической и дисперсионно-упрочняющей обработки, защитой от коррозии и механической обработкой для придания изделиям требуемых размеров и формы.
Под термической обработкой (ТО) понимается совокупность операций нагрева, выдержки при высоких температурах и охлаждения с различной
скоростью с целью изменения структуры и обрабатываемости материала,
улучшения комбинации его механических и физических свойств.
Практика показывает, что такому воздействию должны подвергаться
многие порошковые изделия различного назначения, в первую очередь конструкционные на железной основе. Cущественное отличие структуры порошкового материала от структуры материала, полученного по традиционным технологиям (прежде всего – наличие пористости), не позволяет автоматически переносить закономерности тепловых процессов в компактном материале на порошковый.
Обладая большей суммарной поверхностью, пористые изделия при
нагревании более склонны к обезуглероживанию, окислению и т.д., поэтому
при их обработке необходимо применять либо более быстрый нагрев, при котором за счет меньшего времени теплового воздействия химическое взаимодействие затрагивает меньшие объемы, либо осуществлять нагрев в защитных (нейтральных, восстановительных) атмосферах или в углеродсодержащих засыпках. Наличие в порошковых материалах пор, заполненных газом,
существенно снижает тепло- и температуропроводность изделий. В связи с
этим при прочих равных условиях их скорости нагрева и охлаждения, а также другие характеристики процессов ТО будут отличаться от аналогичных
показателей для беспористых изделий.
Поры, являясь концентраторами напряжений, при резком охлаждении
вызывают появление значительных неравномерно распределенных термических и фазовых напряжений, приводящих к изменению структуры материала,
а также к появлению трещин.
В ходе многочисленных исследований обнаружено, что повышенная
дефектность порошковых изделий, неоднородность распределения легирующих элементов по объему заготовки, большая суммарная поверхность существенно изменяют термодинамическое состояние материала, увеличивая запас свободной энергии и снижая работу образования зародышей новой фазы.
Процессы порошковой металлургии. Курс лекций
-369-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 21 Обработка спеченных порошковых изделий
Исследования структуры порошковых материалов, прошедших ТО,
показали, что основные закономерности этого процесса в порошковых композициях аналогичны закономерностям в кованых и литых материалах, однако особенности первых оказывают влияние как на кинетику процесса, так и
на температуру, инкубационный период и общее время превращения. С увеличением пористости время, необходимое на проведение операций ТО,
уменьшается. Дисперсность исходных порошков оказывает такое же влияние, но в меньшей степени, чем пористость.
Термическая обработка порошковых материалов делится на предварительную (различные виды отжига и нормализация) и окончательную (закалка с отпуском). В некоторых случаях отжиг и нормализация могут быть
окончательной ТО.
Предварительная обработка проводится как на порошках, так и на
сформованных, спеченных и откалиброванных заготовках с целью улучшения их структуры, технологических и механических свойств (снижения твердости, улучшения обрабатываемости резанием, уменьшения и полного снятия остаточных напряжений). Окончательной обработке обычно подвергают
готовые изделия с целью улучшения или формирования заданной структуры
и придания необходимых свойств.
Для порошковых материалов с гетерогенной или неоднородной структурой важное значение имеет диффузионный отжиг, так как он позволяет
обеспечить одинаковые свойства по всему сечению изделия.
Закалка порошковых изделий позволяет не только повысить механические свойства, но и улучшить физико-химические свойства: магнитные,
антикоррозионные и т.д.
Порошковые материалы на основе цветных металлов также могут
подвергаться отжигу, закалке и отпуску.
Латуни (в том числе и порошковые) склонны к коррозии под действием остаточных напряжений, поэтому не рекомендуется использовать неотожженные детали, полученные холодной деформацией спеченных заготовок, а
также прошедшие обработку резанием (точением, фрезерованием, шлифованием, сверлением, нарезкой отверстий). Низкотемпературный отжиг латуней
проводится в интервале 400–500 °С, при этом размер деталей практически не
изменяется и сохраняется высокая чистота поверхности. Перед механической
обработкой с большой степенью деформации (например, при нанесении
резьбы накаткой) проводится отжиг при 850 °С в течение одного часа.
Химико-термическая обработка порошковых изделий
Химико-термическая обработка (ХТО) заключается в нагреве и выдержке металлов и сплавов при высокой температуре в активных газовых,
жидких или твердых средах. Она обеспечивает изменение свойств поверхно-
Процессы порошковой металлургии. Курс лекций
-370-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 21 Обработка спеченных порошковых изделий
сти порошковых изделий, в том числе ее химического состава, при диффузионном насыщении частиц материала-основы каким-либо легирующим элементом.
При ХТО пористых изделий повышается их твердость, приобретаются
специальные свойства, а также на их поверхности может происходить залечивание пор, играющее в ряде случаев большую роль для повышения всего
комплекса свойств при сохранении массы и размеров изделий. В случае высокоплотных порошковых материалов можно совмещать ХТО со спеканием
или нагревом перед каким-либо видом горячего формообразования.
После некоторых видов ХТО проводят термическую обработку,
улучшающую свойства сердцевины и поверхности изделия. В некоторых
случаях ХТО предшествует ТО.
Распространенными видами химико-термической обработки порошковых материалов являются цементация, азотирование и сульфидирование –
насыщение изделий, соответственно, углеродом, азотом или серой. Кроме
этого, в практике порошковой металлургии используют так называемую
диффузионную металлизацию – введение в состав порошкового материала
хрома, алюминия, титана и т.д. Нередко ведут насыщение сразу несколькими
элементами – цианирование (С + N), карбохромирование (С + Сr), карбохромсилицирование (С + Сr + Si).
Химико-термическая обработка включает в себя следующие этапы:
образование во внешней среде диффундирующего элемента в активном атомарном состоянии; контакт активных атомов с поверхностью насыщаемого
материала, адсорбцию их и возникновение химической связи с атомами обрабатываемого материала; твердофазную диффузию от поверхности в объем
изделия.
Особенности строения порошковых материалов способствуют интенсификации диффузии. В порошковых изделиях диффузия осуществляется от
всей активной (суммарной) поверхности частиц, что существенно уменьшает
расстояние, на которое должны переместиться атомы для достижения требуемого результата (рис. 2.59). Для технологии это означает сокращение
времени всего процесса. При достаточно большой временной выдержке и открытой пористости ХТО, изначально предназначенная для поверхностной
обработки, может привести к объемному насыщению изделия легирующими
элементами.
Процессы порошковой металлургии. Курс лекций
-371-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 21 Обработка спеченных порошковых изделий
а
б
Рис. 2.59. Схема насыщения легирующим элементом частиц (зерен)
беспористых (а) и пористых порошковых (б) материалов
Поскольку насыщение поверхностного слоя обрабатываемого материала легирующими элементами – процесс диффузионный, то его результаты
будут зависеть от температуры, скорости, длительности нагрева, дисперсности исходного порошка (более дисперсные порошки создают в заготовке более мелкие поры, что обеспечивает повышение скорости диффузии, особенно
в начальный период насыщения), природы легирующего элемента и др.
Глубина диффузионного слоя в порошковых материалах существенно
зависит еще и от такой специфической величины, как кривизна насыщаемой
поверхности. Наибольшая глубина насыщения наблюдается на выпуклых поверхностях, меньшая – на плоских и особенно на вогнутых.
Структура диффузионных слоев определяется диаграммой состояния
основного металла (сплава) и насыщающего элемента в пределах от нуля до
максимальной его концентрации. Если в двойной системе растворение диффундирующего элемента в металле-основе не вызывает в процессе насыщения фазовых превращений, то микроструктура слоя после охлаждения мало
чем отличается от первоначальной (исходной). Глубину слоя в этом случае
можно приблизительно установить по различному травлению частиц (зерен)
или более сложными рентгеновскими и электронно-микроскопическими методами.
Состояние и физико-химическая природа насыщающих сред при ХТО
оказывают большое влияние на результаты процесса. От их агрегатного состояния зависит глубина и строение слоев. Кроме этого, они не должны быть
агрессивными к обрабатываемым материалам и ухудшать механические
свойства изделий.
В качестве рабочих сред при химико-термической обработке применяют твердые, жидкие и газообразные вещества. Наиболее эффективными
являются газовые среды, обеспечивающие максимально быстрый подвод насыщающего элемента к поверхности.
В жидких средах насыщение происходит вследствие либо прямого
контакта расплава с поверхностью обрабатываемого изделия, либо за счет газов или элементов в атомарном виде, выделяющихся в результате протекающих в расплаве реакции или электролиза.
Насыщение в твердых средах характеризуется весьма малой скоростью, так как активность твердых тел невелика, а основное взаимодействие
развивается только в местах непосредственного контакта насыщающего элемента с обрабатываемой поверхностью. Часто для ускорения процесса к
твердым средам добавляют активаторы типа NH4C1, NH4Br, BaCO3 и др., с
помощью которых формируется активная газовая фаза, принимающая участие в образовании соответствующего насыщенного слоя.
Процессы порошковой металлургии. Курс лекций
-372-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 21 Обработка спеченных порошковых изделий
При диффузионном насыщении в формирующемся слое может образоваться пористость, а обрабатываемое изделие, соответственно, может увеличить свои линейные размеры, что часто вызывает коробление. Поэтому необходимо строго контролировать процесс насыщения, обеспечивая его равномерность по всей обрабатываемой поверхности.
Для предотвращения коррозии после ХТО изделия тщательно промывают, а в некоторых случаях подвергают отжигу в защитной атмосфере до
полного удаления из пор всех остатков насыщающей среды.
Насыщение поверхностных слоев изделия углеродом (цементацию)
проводят в углеродсодержащих средах (карбюризаторах), которые могут
быть твердыми (древесный уголь), газовыми (природный, светильный и конвертированный газы, эндо- и экзогазы и др.) и жидкими (соляные ванны типа
ВаСО3 + NaCl с добавкой 10–15 % карбида кремния, карбида кальция, кокса
и других науглероживающих веществ). Наиболее прогрессивной является газовая цементация. Оптимальное сочетание механических свойств (высокой
прочности и твердости на поверхности при относительно высокой ударной
вязкости сердцевины) в цементованных изделиях обеспечивается последующей термической обработкой – закалкой и отпуском.
Часто на практике требуется подвергнуть цементации не всю поверхность детали, а ее часть. В этом случае ненауглероживаемую поверхность
гальванически покрывают медью или обмазывают смесью огнеупорной глины, асбеста и жидкого стекла.
Насыщение поверхностных слоев изделия азотом (азотирование) с
целью получения высокой поверхностной твердости, износостойкости, коррозионной стойкости и усталостной прочности. Его проводят при относительно низких температурах в течение длительного времени (десятки часов),
что вызвано достаточно малой скоростью диффузии в металлах. Этот вид
ХТО, которому подвергают порошковые изделия, прошедшие окончательную термическую обработку, проводят в диссоциированном аммиаке со степенью диссоциации от 30 до 60 %.
Нитроцементацию – насыщение поверхностных слоев материала (изделия) одновременно азотом и углеродом – проводят при использовании смесей науглероживающих и азотирующих газов (например, смеси диссоциированного аммиака с 20–30 % природного газа). После проведенной нитроцементации поверхностные слои изделия (материала) приобретают повышенную твердость и износостойкость (большую, чем у цементованных изделий)
за счет образования карбонитридов.
Насыщение поверхностных слоев изделия серой (сульфидирование)
проводят с целью улучшения прирабатываемости, уменьшения коэффициента трения и повышения сопротивляемости износу. В настоящее время распространены три способа проведения этой обработки:
Процессы порошковой металлургии. Курс лекций
-373-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 21 Обработка спеченных порошковых изделий
1. Погружение изделия в расплавленную серу (температура 130–160 °С)
на 10–20 мин с последующим диффузионным отжигом при 400–750 °С в защитной среде.
2. Газовое сульфидирование в токе сероводорода.
3. Насыщение серой в твердых засыпках или в газовых смесях, полученных крекингом сернистых соединений и аммиака (совмещение сульфидирования с нитроцементацией или азотированием).
Образующиеся в процессе обработки сульфиды располагаются в виде
мелкодисперсных включений в порах и на поверхности изделия.
Насыщение поверхностных слоев изделия хромом (хромирование),
алюминием (алитирование), ванадием (ванадирование), цинком (цинкование)
и другими элементами носит название диффузионной металлизации.
Поверхностное легирование обеспечивает экономию легирующих
элементов, не снижая эксплуатационных характеристик изделий, работающих в условиях активной коррозии, трения и износа. Наибольшее распространение имеет хромирование, которое повышает механические свойства
изделий, их износо-, жаро- и коррозионную стойкость, увеличивает поверхностную твердость и образует декоративное покрытие.
Хромирование порошковых материалов (изделий) можно проводить в
твердом металлизаторе на основе хрома или феррохрома или в газовых средах. Во втором случае сначала образуются летучие галогениды хрома (например, при взаимодействии хрома с хлористым водородом, получающимся
в результате разложения NH4C1), а затем протекают обменные реакции между галогенидами и основным металлом конкретного материала.
Количество хрома, продиффундировавшего в пористый образец, и
глубина хромированного слоя обратно пропорциональны относительной
плотности порошкового материала.
Хромирование можно совмещать с процессом спекания заготовок или
проводить на готовых изделиях после спекания или горячего прессования.
Перспективно совмещение хромирования с цементацией и азотированием
(карбохромазотирование), позволяющее повысить износостойкость и эрозионную стойкость порошковых изделий.
Для повышения износо-, окалино- и коррозионной стойкости порошковых материалов применяют и другие виды ХТО – борирование, фосфатирование, силицирование и пр.
Контрольные вопросы и задания
1. Перечислите виды обработки порошковых изделий.
2. Назовите виды химико-термической обработки спеченных изделий.
3. В чем состоит особенность ХТО порошковых изделий, по сравнению с компактными (литыми) материалами?
Процессы порошковой металлургии. Курс лекций
-374-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 21 Обработка спеченных порошковых изделий
4. Перечислите факторы, которые определяют величину насыщенного
слоя пористого порошкового тела.
5. Как называются среды, в которых проводят насыщение поверхностных слоев порошкового изделия углеродом?
Лекция 22
Обработка порошковых изделий
План лекции
1. Термомеханическая обработка порошковых изделий.
2. Дисперсионно-упрочняющая термическая обработка.
3. Противокоррозионная обработка изделий из порошков.
4. Механическая обработка.
Термомеханическая обработка
Термомеханическая обработка (ТМО) – эффективный способ повышения комплекса механических свойств порошковых материалов различного
назначения, заключающийся в сочетании термической обработки с пластической деформацией. Применяемые схемы ТМО представляют собой варианты
трех основных процессов: высокотемпературной (ВТМО), низкотемпературной (НТМО) и предварительной (ПТМО) термомеханической обработки.
Любой вид ТМО участвует в формировании структуры при формообразовании порошковых изделий.
При ВТМО деформацию материала с большой степенью обжатия
(до 80–90 %) осуществляют прокаткой, экструзией, штамповкой и т.д., совмещая ее с уплотнением порошкового материала или обработкой малопористых материалов. При изготовлении материалов по технологии двойного
прессования-спекания второе спекание после допрессовки можно заменить
нагревом под горячую деформацию. Проведение горячей штамповки в рамках ВТМО позволяет получить упрочнение изделий, не требующее, как правило, дополнительной механической обработки. Упрочнение, достигаемое
при ВТМО, зависит от способа, степени и температуры деформации, длительности последеформационной выдержки, закалочной среды, состава обрабатываемого материала и других факторов. В случае пористых заготовок
существенное влияние оказывает размер частиц порошка. Частицы более мелкого порошка деформируются в большей доле объема, что приводит к образованию однородной и мелкозернистой структуры. После ВТМО структура материала более устойчива, а прочность выше, чем непосредственно после закалки.
Процессы порошковой металлургии. Курс лекций
-375-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 22 Обработка порошковых изделий
НТМО в основном применяют только для обработки легированных
сталей с большой устойчивостью переохлажденного аустенита. Сталь нагревают, затем подстуживают до температуры максимальной устойчивости переохлажденного аустенита и в этом состоянии, при температуре ниже порога
рекристаллизации, деформируют с обжатием 30–40 %, после чего немедленно закаливают.
При ПТМО деформация и нагрев под закалку разделены во времени:
материал вначале подвергают механической деформации в холодном состоянии, а затем закалке и отпуску. Иногда ПТМО предшествует ВТМО. Холодная пластическая обработка приводит к уплотнению пористой заготовки: при
обжатии до 30 % пористость порошковых материалов уменьшается до 4–2 %,
а после деформации на 50 % изделия получаются практически беспористыми.
ПТМО обеспечивает повышение прочности при некотором снижении пластичности, она наиболее технологична и не требует специального оборудования.
Дисперсионно-упрочняющая термическая обработка
Дисперсионно-упрочняющая термическая обработка (ДУТО) возможна для материалов, компоненты которых при температуре спекания имеют
ограниченную взаимную растворимость, уменьшающуюся при снижении
температуры в процессе охлаждения после изотермической выдержки. ДУТО
складывается из двух этапов:
закалка с температур выше линии предельной растворимости компонентов на диаграмме состояния (быстрое охлаждение при закалке в этом случае фиксирует при комнатной температуре пересыщенный неустойчивый
твердый раствор);
старение сплавов, при котором происходит распад пересыщенного
твердого раствора, полученного в результате закалки, и выделение избыточной фазы в виде очень мелкодисперсных частиц химического соединения
или твердого раствора.
Старение сплава приводит к повышению его прочности и твердости, а
также снижению пластичности. Максимальное значение твердости и прочности может быть получено только при относительно низкой температуре старения, которая для каждого сплава своя. Повышение температуры старения
приводит к коагуляции выделяющихся частиц и падению прочностных
свойств до значений, более низких, чем полученные при закалке.
Наличие пористости в порошковых материалах (изделиях) влияет на
процесс твердения, который замедляется при ее возрастании. Повторное
прессование и спекание заготовок ускоряет процесс твердения в начальный
период, но снижает его конечные результаты.
Процессы порошковой металлургии. Курс лекций
-376-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 22 Обработка порошковых изделий
Защита порошковых изделий от коррозии
Коррозионная стойкость порошкового материала является одной из
важнейших характеристик, зачастую определяющей саму возможность применения деталей из него в соответствующих конструкциях. Исследования
показали, что в основном поведение порошковых материалов подчиняется
общим закономерностям окисления и электрохимической коррозии, однако
особое состояние пористых тел обусловливает некоторые специфические
особенности. Наличие пор и поровых каналов приводит к увеличению активной поверхности материала, что вызывает развитие коррозионных процессов
одновременно на внешней и внутренней (в объеме порошкового тела) поверхностях.
С целью защиты поверхности порошковых изделий от коррозии на
нее наносят различные химические или электролитические покрытия: химическое никелирование, фосфатирование, электрохимическое никелирование,
меднение, цинкование, кадмирование, хромирование и др.
Для предотвращения внутренней коррозии из-за попадания в поровые
каналы химических растворов, используемых при создании защитного покрытия, пористые порошковые изделия (пористостью > 5–6 %) предварительно пропитывают разными веществами (смолами, битумными лаками,
различными химически стойкими веществами). Они образуют на поверхности пор плотные пленки, которые препятствуют действию химически активных растворов (электролитов), обладают достаточной электропроводностью
и легко удаляются с поверхности изделия. Одним из лучших материалов для
заполнения пор порошкового тела перед покрытием его поверхности защитным слоем является гидрофобная кремнийорганическая жидкость (ГКЖ-94),
растворяющаяся в бензине или четыреххлористом углероде. В процессе
взаимодействия этой жидкости с поверхностью обрабатываемого материала
образуется тонкая полимерная пленка, которая не смывается водой.
Представляют интерес и защитные паротермические пленки, хотя в
этом случае надо учитывать сложность получения хорошего сцепления слоя
осаждаемого металла с окисленной поверхностью обрабатываемого порошкового материала.
В последние годы для закрытия поверхностных пор расширяется применение так называемых анаэробных (т.е. способных полимеризоваться в отсутствии кислорода воздуха) герметиков. Такие анаэробные материалы используют без отвердителей и растворителей. Они обладают хорошей проникающей и всасывающей способностью. В их состав входят полимеризационно-активное соединение-ингибитор (основа композиции), инициатор и модифицирующие добавки. При попадании в поровые каналы при отсутствии воздуха происходит полимеризация смолы, ее затвердевание и сцепление с металлической поверхностью. В России выпускается пропитывающая композиция
ПК-80, представляющая собой однокомпонентную низковязкую жидкость на
основе акрилового мономера. Ее применяют для закрытия пор и защиты от
коррозии порошковых изделий; она позволяет заполнять поры размером до
Процессы порошковой металлургии. Курс лекций
-377-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 22 Обработка порошковых изделий
0,3 мм за один цикл и до 0,5 мм за два цикла. Пропитку ведут в вакууме, затем изделия промывают в холодной воде для удаления избытка герметика с
их поверхности и проводят отверждение герметика в воде при 92±2 °С (анаэробная жидкость полимеризуется в порах изделия). Анаэробные герметики в
полимеризованном состоянии характеризуются высокой химической стойкостью к агрессивным средам. Заполнение ими пор существенно улучшает некоторые механические свойства порошковых изделий и повышает чистоту
обработки их поверхности.
Механическая обработка
Одно из важных преимуществ порошковой металлургии – получение
изделий, не требующих дополнительной механической обработки. Однако в
ряде случаев целесообразно изготовлять из порошка заготовки сравнительно
простой формы, получение которых не требует применения сложной и дорогой оснастки для формования, а последующее усложнение их формы и повышение точности размеров обеспечивать после спекания калиброванием и
обработкой резанием.
Калибрование. Этот вид обработки представляет собой своеобразное
допрессовывание спеченных заготовок. При его проведении происходит пластическая деформация поверхностных слоев обрабатываемой заготовки, которая приобретает требуемые размеры с точностью не менее 6–7-го квалитетов и 7-го класса шероховатости.
Припуск на калибрование не может быть большим (обычно 0,5–2,0 %
от калибруемого размера), причем наружные и внутренние поверхности деталей следует калибровать с разными припусками: наружные – по возможности с большими, а внутренние – с меньшими.
Калибрование проводят как в пресс-формах, в которых осуществляли
прессование, так и в специальных калибровочных пресс-формах, что предпочтительнее.
Резание. Одним из условий применения обработки порошковых заготовок резанием является требование обеспечения точности размеров изделий
и шероховатости поверхности (< 40 мкм). Обработку резанием используют
для изготовления деталей нецилиндрической или какой-либо усложненной
геометрической формы с выточками, каналами, отверстиями (в том числе
располагающимися перпендикулярно или под углом к оси прессования),
резьбой и т.д. Обработку проводят на токарных, фрезерных, сверлильных и
других металлообрабатывающих станках. Любой вид механической обработки порошковых материалов приводит к их упругой и пластической деформации, сопровождается трением и тепловыми явлениями, уплотнением или разрыхлением поверхностного слоя.
Точность и чистота механической обработки порошкового материала
зависят от его пористости, химического состава, прочности, твердости и
структуры. Из-за низкой пластичности порошковых материалов стружка, об Процессы порошковой металлургии. Курс лекций
-378-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 22 Обработка порошковых изделий
разующаяся в результате резания, при отрыве от основной массы обрабатываемой заготовки дробится на небольшие кусочки, похожие на стружку надлома. Наличие в порошковом материале пор сильно затрудняет его обработку
резанием, снижает стойкость инструмента, хотя в этом случае усилия резания
всегда меньше, чем при обработке литых металлов и сплавов. Затрудненная
обработка порошковых материалов связана с нестабильностью резания из-за
наличия пор, нарушающих сплошность материала, пониженной теплопроводности (в зоне резания возрастает температура) и повышенной склонности
пористых тел к окислению. Поэтому опыт обработки компактных (литых)
металлов и сплавов нельзя автоматически переносить на обработку пористых
порошковых материалов (при исходной пористости порядка нескольких процентов это возможно).
Обработку резанием порошковых материалов обычно проводят твердосплавным инструментом, так как алмазная обработка существенно удорожает получаемые изделия, а инструмент из быстрорежущей стали во многих
случаях имеет низкую стойкость.
При обработке пористых порошковых материалов нельзя применять
обычные охлаждающие и смазочно-охлаждающие жидкости (СОЖ) на водной основе, а также жидкости, содержащие щелочь или кислоты, так как их
попадание в поры изделий вызывает коррозию как при хранении, так и при
последующей эксплуатации. Для охлаждения порошковых изделий при их
обработке резанием применяют масла, эмульсии или инертные газы.
Пропитка порошковых изделий маслом при последующей обработке
резанием снижает шероховатость их поверхности, в 1,3–1,5 раза уменьшает
усилие резания и позволяет в 2,5–4,0 раза повысить уровень допустимых
скоростей резания.
С повышением пористости порошковых изделий от 15 до 30 % повышается шероховатость их поверхности, но одновременно снижается усилие
резания в 1,6–1,7 раза.
При обработке резанием структура и свойства поверхностных слоев
порошковой детали изменяются. Правильно выбранный режим резания позволяет обеспечить на поверхности обрабатываемого изделия требуемые пористость, степень наклепа и уровень остаточных напряжений, а также исключить появление микротрещин и прожогов, предотвратить отслаивание
материала. В общем случае стремятся уменьшить глубину захвата металла
режущим инструментом. Это предотвращает значительную деформацию материала на поверхности изделий (прежде всего уменьшает «забиваемость
пор»), что позволяет сохранить исходную структуру материала.
Точение. Выбор инструментального материала для точения порошковых изделий определяется экономической эффективностью, стойкостью и
производительностью: пористые материалы на основе железа или меди
(бронзы) целесообразно обрабатывать твердыми сплавами группы ВК. Для
материалов с повышенной пористостью можно использовать минералокера-
Процессы порошковой металлургии. Курс лекций
-379-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 22 Обработка порошковых изделий
мику, а в случае материалов высокой твердости рекомендуется применять
сверхтвердые инструментальные материалы.
Скорость резания зависит от состава порошкового материала и типа
инструментального материала – для резцов из твердого сплава она составляет
50–200 м/мин. Низкие скорости резания (до 60 м/мин) не рекомендуются для
обработки пористых изделий на основе железа из-за большой шероховатости
получаемой поверхности. При скорости резания > 80 м/мин шероховатость
поверхности сильно снижается, отсутствует наростообразование. Стойкость
резцов тем выше, чем ниже скорость резания.
Для получения поверхностей с малой высотой микронеровностей порошковые детали обрабатывают с подачей < 0,1–0,12 мм/об. (чем больше пористость, тем меньше подача; например, при пористости > 25 % рекомендуется подача 0,035 мм/об, а при пористости < 24 % – 0,07 мм/об.). Оптимальная глубина резания составляет при обработке порошковых деталей 0,2–
0,3 мм.
Сверление и развертывание отверстий. Для этих видов резания порошковых деталей применяют сверла и развертки из быстрорежущей стали
или оснащенные пластинками из твердых сплавов группы ВК. В качестве
критерия износа принят износ по задней поверхности режущего инструмента
в 0,3 мм (сверла) и 0,2–0,3 мм (развертки).
При сверлении порошковых железографитовых материалов пористостью > 10 % целесообразно применять быстрорез, а с пористостью < 5 % –
твердый сплав. Геометрические параметры сверл и структура обрабатываемых порошковых материалов оказывают на стойкость сверл более резкое
воздействие, чем на стойкость резцов. Необходимо помнить об уплотнении
поверхностного слоя порошковой детали при сверлении.
Развертывание отверстий в порошковых деталях после их сверления
применяют с целью исправления формы, получения высоких чистоты поверхности и точности размеров. Развертки из быстрорежущей стали имеют
недостаточную стойкость, особенно при скоростях > 30–40 м/мин, поэтому
более предпочтительны твердосплавные развертки. При развертывании отверстий необходимо применять специально-охлаждающие жидкости (СОЖ).
Шлифование. При этом виде механической обработки поверхностный
слой порошковой детали уплотняется, что существенно изменяет его свойства, особенно повышая износостойкость. На уплотнение поверхностного слоя
значительно влияет пористость: чем она выше, тем больше уплотнение.
Изменяя режим шлифования, можно регулировать свойства поверхностного слоя порошковых деталей. Так, увеличение глубины шлифования
с 0,01 до 0,1 мм приводит к росту микронапряжений на 15–30 %. Одновременное увеличение подачи и уменьшение скорости стола станка при плоском шлифовании кругами из карбида кремния или электрокорунда приводит
к снижению микротвердости в тонких поверхностных слоях порошковых
изделий.
Процессы порошковой металлургии. Курс лекций
-380-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 22 Обработка порошковых изделий
Высокую степень уплотнения шлифуемой поверхности при использовании корундовых кругов дает следующий режим: поперечная подача
0,3–0,6 мм/ход, скорость хода стола 13–15 м/мин, глубина шлифования
0,05–0,1 мм. Если уплотнение поверхности порошковой детали нежелательно
или не требуется, то поперечная подача должна составлять 1,7–3 мм/ход,
скорость хода стола – 6–12 м/мин, а глубина шлифования – 0,01–0,03 мм.
Контрольные вопросы и задания
1. Перечислите виды термомеханической обработки.
2. Укажите, для каких металлов, сплавов или материалов может применяться тот или иной вид ТМО.
3. Какие процессы лежат в основе ТМО порошковых изделий?
4. Назовите этапы дисперсно-упрочняющей обработки порошковых тел.
5. Перечислите виды механической обработки порошковых тел.
6. Какие охлаждающие жидкости используют при механической обработке спеченных порошковых изделий?
7. Как изменяется усилие резания при повышении пористости спеченных изделий?
8. Назовите режимы шлифования порошковых изделий.
Лекция 23
Структура и свойства порошковых изделий
План лекции
1. Особенности строения порошковых тел.
2. Взаимосвязь параметров и свойств материалов.
3. Особенности структуры порошковых изделий.
Особенности строения порошковых тел
Одна из главных задач массового производства в порошковой металлургии – получение изделий в условиях постоянной и строгой воспроизводимости их свойств. Решение этой задачи охватывает совокупность процессов, предшествующих консолидации (производство исходных металлических
порошков, их смешивание и др.) и приводящих к ней (формование, спекание,
дополнительная термическая обработка и др.). М.Ю. Бальшин обратил внимание на то, что при консолидации сосуществуют процессы неавтономной
(увеличивающей и фиксирующей контакты) нагружающей деформации и ав-
Процессы порошковой металлургии. Курс лекций
-381-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 23 Структура и свойства порошковых изделий
тономной (уменьшающей и нарушающей контакты) разгружающей деформации. Поэтому очень многие свойства порошкового тела зависят не только
от его относительной плотности, но и от безразмерного контактного (критического) сечения αк, характеризующего долю объема пористого тела, в которой концентрируются направленные напряжения или процессы.
Это происходит потому, что пористое тело в самом общем виде является двухфазной объемной конструкцией, состоящей из твердой фазы и пустоты (точнее, из пор).
Для пористого тела характерны следующие особенности:
1) передача энергии и напряжений через пористое тело практически
полностью концентрируется в твердой фазе, причем только в активной части
его объема, характеризуемой αк;
2) такие свойства фазы «пустоты», заполняющей поры, как прочность,
электропроводность, звукопроводность и т.п., по сравнению со свойствами
твердой фазы, исчезающе малы и ими можно пренебречь;
3) если твердая фаза сама состоит из нескольких разнородных компонентов, априорная (т.е. до проведения эксперимента) оценка свойств порошкового тела значительно усложняется, так как возможна преимущественная
концентрация энергии и напряжений в одном из компонентов (более того,
главным образом в его активной части).
Взаимосвязь параметров и свойств материалов
Наиболее характерной отличительной чертой порошковых материалов
(изделий) является наличие остаточной пористости, что часто решающим образом влияет на весь комплекс их свойств, существенно ограничивая области
применения. Форма пор может быть различной и зависит от размера и формы
частиц исходных порошков, режима изготовления и термической обработки
порошкового изделия. Наиболее правильную форму пор и равномерное их
распределение имеют изделия, изготовленные из порошков со сферической
формой частиц.
Мелкие, замкнутые, округлой формы поры понижают механические
свойства порошковых изделий в меньшей степени, чем соединяющиеся между собой щелевидные поры, которые выполняют роль внутренних надрезов
(трещин). На размер пор и их форму большое влияние оказывают атмосфера
и скорость нагрева при спекании.
В общем виде зависимость относительного свойства порошкового тела χ
от относительной плотности ρ отн приведена на рис. 2.60 (схема БальшинаХюттига) и выражается как χ ~ ρmотн, где т принимает значения от 0 до 10.
Процессы порошковой металлургии. Курс лекций
-382-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 23 Структура и свойства порошковых изделий
χ
1
Рис. 2.60. Зависимость относительного
свойст- ва χ порошкового тела от ρотн: 1 –
свойства, не зависящие от пористости; 2 – аддитивные характеристики; 3 – свойства типа
проводимости;
4
– структурночувствительные характеристики
0,5
2
4
3
0,25
0,50
0,75 ρотн
Обычно выделяют четыре группы свойств:
1) не зависящие от пористости (т = 0) – микротвердость, температура
плавления и коэффициент термического расширения материала частиц;
2) аддитивные характеристики (т = 1), зависящие только от количества материала – теплоемкость, магнитная восприимчивость;
3) свойства типа проводимости (т = 1,5–2,0) – электро- и теплопроводность, модуль упругости, диэлектрическая и начальная магнитная проницаемость;
4) структурно-чувствительные свойства (т = 3–10) – прочность, пластичность, максимальная магнитная проницаемость, ударная вязкость и др.
Безразмерные свойства пористого тела С/Ск (где С – свойство пористого тела, отнесенное к его номинальным параметрам, например к номинальному сечению или длине, Ск – свойство компактного тела) являются масштабом М искажения данного свойства в пористом теле (С/Ск = М, С = МСк).
Зная (определив) масштаб какого-либо из свойств пористого образца, можно
рассчитать для него и другие характеристики (например, модули упругости,
сдвига, всестороннего сжатия, коэффициент Пуассона, скорость звука, электропроводность и др.), величины, которых зависят не от пористости, а только
от значений соответствующих свойств материала частиц.
В общем виде между различными параметрами и свойствами одного и
того же образца существует количественная взаимосвязь:
αк /ρотн = (l / lк)-2, αк = E / Eк,
где l – истинный путь процесса в пористом теле; lк – условный (номинальный) путь процесса в пористом теле; Е, Ек – модуль упругости пористого и
беспористого тела соответственно.
Оценка свойств порошковых материалов или изделий показывает, что
их величина при заданной плотности определяется не только статистическими, но и физико-технологическими факторами.
Процессы порошковой металлургии. Курс лекций
-383-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 23 Структура и свойства порошковых изделий
Особенности структуры порошковых изделий
На свойства порошковых материалов (изделий), решающим образом
определяющие область их применения, существенное влияние оказывают
макро- и микроструктура, формирование которых происходит при отсутствии расплавления основы либо только в твердой фазе, либо при наличии ограниченного объема жидкой фазы. Поэтому для таких материалов структурообразование зависит от условий получения и свойств металлических порошков,
состава порошковой шихты, метода формования, температуры, скорости нагрева и времени спекания, скорости охлаждения после спекания, состава защитной
среды, последующей термической обработки и многих других факторов.
Для свойств кристаллизующихся из жидкого состояния литых металлов и сплавов наиболее важны химический состав, дисперсность, распределение и количественное соотношение фаз, размеры и форма зерен. Эти факторы в определенной мере сказываются на свойствах и порошковых материалов, но наряду с ними большое влияние на уровень механических и физикохимических свойств изделий из металлических порошков оказывают форма
частиц, величина межчастичных контактов и пористость, являющаяся самостоятельным структурным фактором.
Структурными составляющими порошковых материалов являются
металлическая фаза (фазы), неметаллические включения (графит, оксиды и
т.п.) и поры. Влияние свойств исходных порошков на структуру неоднозначно и проявляется в различной мере при осуществлении разнообразных вариантов технологических процессов получения материалов (изделий) из них.
Так, форма частиц и рельеф (шероховатость) их поверхности определяют не
только качество самих формовок, но и особенности формирования структуры
материала на межчастичных контактных поверхностях на всех этапах получения порошковых изделий.
Увеличение размеров частиц приводит к формированию крупнозернистой структуры с большими порами неправильной формы, а увеличение
дисперсности порошков, активируя процессы массопереноса при спекании и
обеспечивая получение более плотной (малопористой) структуры, может
приводить к повышению содержания в материале неметаллических включений в связи с повышенной окисленностью исходного порошка.
Большое влияние на формирование структуры оказывают химический
состав и внутризеренная структура самих частиц порошка, особенно в случае
наличия в них трудновосстановимых оксидов А12О3, SiO2 и др. У материалов
(изделий) из смесей, содержащих порошки отдельных компонентов, структура, как правило, гетерогенна из-за неполной гомогенизации при спекании и
образования внутричастичных пор вследствие различия скоростей диффузионного обмена в частицах разных металлов (эффект Киркендала). Поэтому
предварительно легированные порошки или порошки сплавов, предварительно полученные тем или иным способом, обеспечивают значительное повышение однородности структуры, уровня и стабильности свойств.
Процессы порошковой металлургии. Курс лекций
-384-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 23 Структура и свойства порошковых изделий
На конечную структуру порошковых материалов (изделий) существенно влияют условия формования, при котором порошки уплотняются, частицы деформируются, изменяется состояние поверхностей и площади межчастичных контактов, развиваются межчастичные связи. Холодное прессование и последующее длительное спекание приводят к образованию более равновесной, но и сравнительно крупнозернистой структуры, тогда как при статическом горячем прессовании формируется более мелкозернистая структура, а при динамическом горячем прессовании – еще более дисперсная.
В зависимости от состава материала и условий нагрева, микроструктура
порошковых материалов может быть гомогенной или гетерогенной, а также
может представлять собой механическую смесь металлических и неметаллических частиц. Для обеспечения полной гомогенизации структуры требуются
более высокие температуры и достаточно длительные (многочасовые) выдержки при спекании. Например, гомогенная структура порошкового железоникельмедного материала достигается за 3 ч при 1 250 °С, а более низкие
температуры или менее длительные выдержки при спекании приводят к гетерогенной структуре, состоящей из зерен твердых растворов различного химического состава, так как диффузионные процессы протекают не полностью. Большие затруднения в получении равновесных структур возникают
при изготовлении материалов (изделий) из компонентов, имеющих ограниченную взаимную растворимость. Равновесность структуры таких материалов возрастает при увеличении длительности изотермической выдержки при
спекании. При получении сплавов из порошков отдельных компонентов в
них всегда наблюдается большая или меньшая гетерогенность.
Исследование структуры порошковых материалов (изделий) производят визуально (изучение макроструктуры по излому), а также с применением
оптических и электронных микроскопов, часто оснащенных различными
аналитическими приставками (изучение микроструктуры). При визуальном
изучении излома можно определить наличие раковин, расслоений, оценить размеры пор и размер зерна; по виду излома можно достаточно квалифицированно
судить о равномерности спекания и однородности строения изделия по сечению, о наличии оплавления, обезуглероживания и других видах брака.
Методы исследования микроструктуры – наиболее надежные методы
оценки не только качественных, но и количественных изменений, происходящих со структурными составляющими порошкового материала. Плоскость
шлифа должна быть параллельной направлению прессования и проходить
вблизи оси порошкового изделия, а при его сложной форме необходимо изготовлять несколько шлифов.
Сочетание в порошковом материале твердых составляющих и пор
требует особых мер при изготовлении шлифов и подготовке их поверхности.
Чтобы избежать искажений микроструктуры (рис. 2.61), необходимо предотвратить деформацию и разрушение кромок пор, что требует применения особо твердых инструментов (в том числе и алмазосодержщих).
Процессы порошковой металлургии. Курс лекций
-385-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 23 Структура и свойства порошковых изделий
а
б
в
г
Рис. 2.61. Искажение формы и изменение действительных размеров пор в плоскости шлифа: а – пластическая деформация кромки поры при шлифовке; б – искажение (разрушение) контура поры; в – попадание продуктов шлифовки в пору
и образование из нее нескольких мелких пор; г – увеличение контура поры с округлением ее краев: 1 – действительный размер; 2 – контур поры, видимый на
шлифе
Разрушение кромок часто является следствием изменяющегося прижимного усилия, поэтому весьма желательно использовать автоматические
шлифовальные устройства, поддерживающие равномерное давление. Во избежание скругления кромок пор следует применять не слишком мягкие полировальные материалы. Пригодна и вибрационная полировка, в ходе которой получают поверхности без разрушения кромок. В ряде случаев целесообразно использовать комбинацию механической и электролитической полировки.
Неизбежное попадание продуктов шлифовки и полировки в поры заставляет применять специальные методы очистки, например ультразвук.
Степень засорения шлифа существенно уменьшается при мокром
шлифовании, но в этом случае жидкость, попавшая в поры, затрудняет последующую обработку и может вызвать крайне нежелательные коррозионные процессы.
Изменения формы и размеров пор, а также попадания коррозионных
жидкостей в них при изготовлении шлифа в значительной степени можно избежать, если заполнять поры веществом, которое, с одной стороны, обладало
бы невысокой вязкостью для легкого проникновения в тонкие и извилистые
поровые каналы, а с другой стороны, – достаточной твердостью, позволяющей избежать замазывания поверхности шлифа.
Данным условиям удовлетворяют парафины, термопластичные полимеры, бакелит. Перед пропиткой пористых материалов эти вещества нагревают для снижения вязкости или вообще расплавляют. Очень удобными для
фиксации формы и размеров пор при изготовлении шлифов спеченных и особенно спрессованных заготовок оказались двухкомпонентные клеи-компаунды.
Добавление к основному компоненту клея растворителя (ацетона) перед введением отвердителя дополнительно снижает вязкость компаунда, что в сочетании с предварительной пропиткой образца тем же растворителем позволяет
заполнять поры размером до 5 мкм. Следует отметить, что растворители увеличивают время полного отверждения клея с 3–5 ч до 2–3 сут; однако в ряде
случаев это оправдано.
Процессы порошковой металлургии. Курс лекций
-386-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 23 Структура и свойства порошковых изделий
Металлографический анализ (с использованием методов оптической и
электронной микроскопии) позволяет с большой объективностью оценить
качество порошковых материалов (изделий), а также контролировать правильность проведения различных операций, предусмотренных технологией
при их изготовлении.
Оценку размеров пор и изучение неметаллических структурных составляяющих лучше всего производить на нетравленых шлифах, а изучение
металлических фаз и структурных составляющих – на травленых. Травление
шлифов порошковых материалов для выявления микроструктуры производят
обычно теми же реактивами, что и при исследовании микроструктуры литых
материалов аналогичного состава.
В настоящее время для количественного анализа микроструктуры порошковых материалов применяют три способа – точечный, линейный и планиметрический. В первом случае выборку проводят с помощью системы точек, во втором – случайными прямыми, в третьем – случайными плоскостями.
Контрольные вопросы и задания
1. Перечислите специфические особенности порошкового тела.
2. Назовите четыре группы свойств порошковых тел. Приведите их
характеристику.
3. Напишите уравнение, связывающее параметры и свойства одного и
того же образца.
4. Перечислите структурные составляющие порошкового тела.
5. Назовите основные факторы, определяющие структуру порошкового тела.
6. Какой из известных вам методов, позволяет провести оценку качественных и количественных изменений, происходящих со структурными составляющими порошкового материала?
7. Назовите методы, позволяющие сохранить исходную микроструктуру порошкового тела при подготовке микрошлифов?
8. Перечислите методы количественного анализа микроструктуры
порошкового материала.
Лекция 24
Свойства порошковых изделий
План лекции
1. Физические свойства порошковых изделий.
2. Механические свойства.
Процессы порошковой металлургии. Курс лекций
-387-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 24 Свойства порошковых изделий
Физические свойства порошковых изделий
Плотность и пористость изделий. Определение плотности и пористости сформованных и спеченных изделий (кроме твердосплавных) регламентировано ГОСТ 18898-89 и предусматривает применение расчетного и
гидростатического методов. Для твердых сплавов плотность определяют по
ГОСТ 20018-74 гидростатическим методом, а пористость – по ГОСТ 9391-80
металлографически. Определяют эти характеристики при комнатной температуре, если не оговорены другие условия. Перед проведением испытаний
изделие (заготовку, образец) необходимо очистить от загрязнений и осмотреть визуально для определения качества поверхности. Изделия, имеющие
трещины, раковины, сколы и скрашивающиеся кромки, к испытаниям не допускаются. Испытания проводят не менее чем на трех образцах.
Расчетный метод. Этот метод, предусматривающий измерение объема и массы изделия, допускается применять только в том случае, если изделие имеет простую геометрическую форму. Линейные размеры, по которым
рассчитывают объем, замеряют мерительным инструментом (микрометром,
штангенциркулем и др.) с точностью до ± 0,001 мм. Массу изделия определяют взвешиванием на воздухе с погрешностью не более 0,01 %. Плотность
изделий γ , г/см3, вычисляют делением массы изделия, г, на его объем, см3.
Допустимое расхождение результатов анализа не должно превышать 5 %.
Общую пористость П, %, вычисляют как П1 = 100 – ρотн, где ρ отн – относительная плотность изделия, %.
Гидростатический метод. Этот метод является более универсальным, поскольку позволяет определить плотность изделия сложной и даже неправильной формы, а также оценить величину открытой (т.е. сообщающейся
с поверхностью изделия) пористости (при общей пористости > 10 %).
Для определения плотности изделие взвешивают на воздухе на лабораторных весах с погрешностью не более 0,01 %. После этого поверхностные
поры изделия закрывают путем обработки (пропитки) его в расплавленном
парафине или покрывая его поверхность тонким слоем вазелина или лака.
Изделие снова взвешивают, сначала на воздухе, а затем в воде. При взвешивании в воде не допускается образование пузырьков воздуха на поверхности
изделия; при их появлении массу изделия не фиксируют, его вынимают из
воды, сушат, подвергают повторной обработке с целью закрытия пор и снова
взвешивают на воздухе и в воде. Плотность γ вычисляют, деля массу необработанного изделия (m1) на его объем, рассчитанный по формуле
V = (m2 – m3)/ γв,
где т2, т3 – суммарная масса подвеса и обработанного изделия, соответственно, на воздухе и в воде, г; γв – плотность дистиллированной воды при
Процессы порошковой металлургии. Курс лекций
-388-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 24 Свойства порошковых изделий
температуре испытания, г/см3. Образец и вода должны иметь температуру от
+15 до +30 °С.
Для определения объема образца V можно воспользоваться пикнометром с дистиллированной водой. Сначала на лабораторных весах взвешивают
(вместе или раздельно) образец с закрытыми поверхностными порами и пикнометр, наполненный водой до риски или до отверстия в пробке. Затем часть
воды из пикнометра удаляют, помещают туда образец, встряхивают пикнометр для отрыва пузырьков воздуха и доводят уровень воды до риски или до
отверстия в пробке. После этого пикнометр с образцом снова взвешивают.
Объем рассчитывают по формуле
V = (m4 – m5)/ γв,
где т4 – суммарная масса обработанного образца и пикнометра, заполненного водой до риски или отверстия в пробке, г; т5 – масса пикнометра с образцом и водой, г.
Для определения открытой пористости образец взвешивают (m1) на
воздухе на лабораторных весах. Затем его пропитывают жидкостью (дегазированным или обычным индустриальным маслом, ксилолом, бензиловым
спиртом или дистиллированной водой), выбор которой зависит от материала
и размера пор анализируемого образца. Пропитанный жидкостью образец
взвешивают (m6) на воздухе. Открытую пористость П2, %, вычисляют по
формуле
П2 = [(m6 – m1)100/γжV,
где γж – плотность пропитывающей жидкости, г/см3; V – объем образца, см3.
Результат записывают с точностью до 0,1 %.
Закрытую пористость П3 вычисляют как разность между общей П и
открытой П2 пористостями изделия (образца): П3 = П1 – П2.
При определении гидростатическим методом плотности твердосплавного изделия образец (объемом > 0,5 см3 и массой < 200 г) взвешивают на
воздухе с погрешностью < 0,001 г, после чего его подвешивают на нити или
проволоке из некорродирующего материала (диаметром < 0,25 мм) или помещают в корзинку и погружают в сосуд с дистиллированной водой; на образце и нити не должно быть пузырьков воздуха. Образец взвешивают в воде
с такой же погрешностью, что и на воздухе. Плотность образца рассчитывают по формуле
γ = m1γв /(m1 – m2),
Процессы порошковой металлургии. Курс лекций
-389-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 24 Свойства порошковых изделий
где m1, m2 – масса образца, взвешенного, соответственно, на воздухе и в воде, г; γв – плотность воды, г/см3. Отличие этого метода от описанного выше
состоит в том, что поверхность образца ничем не покрывается, поскольку в
твердом сплаве уровень пористости очень низкий (< 0,2 %) и вся пористость
закрытая.
Металлографический метод. Пористость твердосплавных изделий
определяют на металлографическом микроскопе. Подготовленные образцы
не должны иметь следов шлифования, полирования или выкрашивания
структурных составляющих. Шлиф изготовляют по поперечному сечению
(излому) целого изделия или части его площадью < 2 см2.
Уровень пористости определяют просмотром нетравленой поверхности шлифа при увеличении в 100 или 200 раз для пор размером до 10 мкм и в
100 раз для пор размером до 50 мкм. Участок, полностью представляющий
исследуемую площадь шлифа, сравнивают с микрофотографиями шкалы А
(для пор размером до 10 мкм), В (для пор размером до 30 мкм) и D (для пор
размером до 50 мкм). Оценку пористости проводят со ссылкой на соответствующую микрофотографию шкалы А, В или D, указывая объемное процентное содержание пор; например, А 0,02; А 0,04; В 0,08; В 0,04; D 0,2; D 0,4.
Поры размером > 50 мкм определяют просмотром нетравленой поверхности шлифа при увеличении в 50–100 раз на всей поверхности шлифа
(если площадь шлифа > 1 см2, допускается исследование его площади в 1 см2,
прилегающей к рабочей части образца). Подсчитывается суммарная длина
пор с указанием их числа на 1 см2 и размера пор по максимальной длине в
интервале размеров 51–75, 76–100 и > 100 мкм: например, одна пора размером 55 мкм, две поры размером 80 мкм на площади 1 см2.
Электрические, тепловые и магнитные свойства. Электро- и теплопроводность порошковых материалов зависят от их пористости и структуры. Эти свойства повышаются пропорционально плотности и асимптотически приближаются к соответствующему значению для компактного металла
или сплава того же химического состава. В табл. 2.8 в общем виде приведены
известные уравнения, позволяющие оценить влияние пористости П на свойства типа проводимости ω, где ω и ω к – значения свойства, соответственно,
для пористого и беспористого материала.
Таблица 2.8
Влияние пористости на свойства типа проводимости
Автор
В. И. Оделевский
М. Ю. Бальшин
Выражение
ω = ωк (1 – 1,5П)
ω = ωк [1 – ЗП/(2 + П)]
ω = ωк (1 – П)1/5
ω = ωк (1 – П)2
Применимость выражения
0 ≤ П ≤ 0,66
Для матричных систем
Для матричных систем
Для статистических смесей
Процессы порошковой металлургии. Курс лекций
-390-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 24 Свойства порошковых изделий
Явления электрической проводимости и теплопроводности, имеющие
одинаковую физическую сущность, для компактных материалов описываются обычно одними и теми же аналитическими зависимостями.
Эта закономерность сохраняется и для пористых тел, поэтому зависимости, приведенные в табл. 2.8, можно использовать для расчета обеих величин.
Связь между теплопроводностью и электрической проводимостью металлов и сплавов определяется числом Лоренца:
L = λρэ /T,
где λ – теплопроводность, Вт/(мК); ρэ – электропроводность, Ом⋅м.
Для большинства металлов и сплавов L находится в пределах от 2,1⋅10-8
до 2,8⋅10-8 Вт⋅Ом/К2 при 20 °С.
Расчет числа Лоренца по экспериментальным значениям теплопроводности и удельного электрического сопротивления пористых порошковых
материалов показывает, что его значения не зависят от пористости в широком диапазоне температур (290–1 170 К). Это позволяет вычислять теплопроводность (удельное электрическое сопротивление) металлов любой пористости и при любой температуре, зная для них только величину L и температурную зависимость удельного электрического сопротивления (теплопроводности) в беспористом состоянии или при определенной пористости.
Известно, что поры достаточно заметно снижают тепло- и электропроводность. Например, практически для всех пористых материалов на основе железа до 500 °С электропроводность снижается почти в 3 раза, а теплопроводность – на 20–40 %.
На магнитные свойства порошковых материалов существенное влияние оказывают величина пористости, форма пор, содержание примесей, дисперсность структуры и наклеп. Поры ухудшают магнитные свойства, снижая
магнитную проницаемость и уменьшая магнитную энергию соответствующих материалов. Магнитная проницаемость порошковых изделий зависит не
только от их пористости, но и от условий спекания и свойств исходного порошка, в связи с чем при одной и той же пористости она может изменяться
почти в 2 раза. Большое влияние на магнитные свойства оказывает среда спекания, взаимодействие которой с нагреваемым материалом с образованием
каких-либо химических соединений (например, нитридов) может заметно
ухудшить соответствующие характеристики порошковых изделий.
Механические свойства
Механические свойства и их конкретные значения наиболее важны
для оценки эксплуатационной пригодности порошковых материалов, поскольку именно они обусловливают возможность работы изделий как при
Процессы порошковой металлургии. Курс лекций
-391-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 24 Свойства порошковых изделий
статических, так и при динамических нагрузках. Механические свойства таких материалов зависят от пористости, формы пор, величины контактной поверхности и характера контакта между частицами. В свою очередь, величина
контактного сечения и микронеоднородность напряжений в нем зависят от
физико-химических характеристик исходных порошков, условий формования
заготовок, температуры и продолжительности спекания, последующей термической обработки. В связи с этим механические свойства пористых порошковых изделий отличаются от свойств литых материалов аналогичного
химического состава, а при одинаковой пористости их свойства могут различаться, если изделия изготовлены из порошков с разными свойствами или
получены либо различными методами, либо по разным технологическим режимам.
Наличие пористости приводит к разрушению по специфическим механизмам, отличными от тех, которые свойственны литым материалам, поэтому для оценки механических свойств порошковых изделий необходимы
специальные методики.
Неметаллические включения (их форма, размеры, количество и распределение по объему порошкового изделий), нарушают сплошность металлической матрицы и способствуют снижению всех механических свойств материала в еще большей степени, чем поры, и тем заметнее, чем выше плотность порошкового материала (изделия). На уровень и стабильность механических свойств оказывают влияние также защитные среды, используемые
при спекании.
Обычно принято оценивать прочность, ударную вязкость и твердость
порошковых изделий (материалов).
Прочность. Наиболее объективным показателем качества порошкового изделия является его предел прочности при растяжении, представляющий
собой частное от деления максимальной нагрузки на номинальную площадь
поперечного сечения испытуемого образца и характеризующий величину и
прочность контактов между частицами (для литых материалов прочность при
растяжении является мерой их сопротивления изменению формы под действием внешних сил). С ростом пористости прочность порошкового материала и ее отношение к пределу прочности при растяжении аналогичного литого
(компактного) материала падают.
В теоретическом плане связь между структурно-чувствительными
свойствами, к которым относится прочность, и плотностью (пористостью)
изучается достаточно давно, однако большинство полученных математических зависимостей носят эмпирический характер. Некоторые из них представлены в табл. 2.9, где σ и σ к – соответственно, предел прочности при растяжении пористого и компактного материалов; П – пористость порошкового
материала, β – параметр, характеризующий неоднородность распределения
напряжений по сечению образца (обусловлена неравномерностью распределения пор).
Процессы порошковой металлургии. Курс лекций
-392-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 24 Свойства порошковых изделий
Таблица 2.9
Аналитические зависимости прочности от пористости
Автор
Выражение
Бальшин
σ = σ к (1 – П)m
Красовский
σ = σ к (1 – П/Пн) m
Рышкевич
Щербань
Трощенко и Красовский
Хейнес
Вейл
Харвей
Герман
σ = σк ехр(–b П)
σ = σк (1 – П2)ехр(–b П)
σ = σк (1–1,5П) / (1–1,5βП)
σ = σк (1 – П) / (1 – b П)
σ = σк (1 – П) / (1 + АП)
σ = σк (l – k)3 / [(k3 + (l – k)3]
σ = K(1 – П)m σк/D
Значение констант и применимость выражения
m = 3–6
Пн – пористость порошка в состоянии свободной насыпки
b = 4–7
β = 2; П < 0,66
b = 5 для стали
А – параметр
k = [3П/(4π)]1/3
m = 4–7; П = 0,1–0,4; D = 4–6 мкм
Обилие зависимостей видаσ = f(П) объясняется, с одной стороны,
сложностью проблемы, требующей учета большого числа факторов, а с другой,
– возможной несопоставимостью опытных данных для образцов с различной
пористостью, поскольку форма пор, величина зерна, содержание примесей для
мало- и высокопористых материалов могут существенно различаться.
Контрольные вопросы и задания
1. Назовите методы определения плотности и пористости спеченного
изделия.
2. Кратко охарактеризуйте расчетный, гидростатический и металлографический методы определения пористости изделий.
3. Напишите уравнение, характеризующее связь между теплопроводностью и электрической проводимостью в порошковом теле.
4. Какое влияние оказывают поры на электро- и теплофизические
свойства порошкового тела?
5. Какое влияние оказывают поры на магнитные свойства порошковых тел?
6. Перечислите факторы, оказывают влияние на механические свойства порошковых тел?
7. Как изменяется прочность порошкового тела при увеличении пористости?
8. Существует ли строгая математическая зависимость между прочность и пористостью порошкового тела?
Процессы порошковой металлургии. Курс лекций
-393-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 25 Методы определения механических характеристик порошковых тел. Заключение
Лекция 25
Методы определения механических характеристик
порошковых тел. Заключение
План лекции
1. Эксплуатационная пригодность порошковых тел и методы ее определения.
2. Определение твердости порошковых тел.
3. Заключение
Для порошковых материалов из малопластичных составляющих, у которых разрушение связано с появлением микротрещины или какого-либо
другого дефекта критического размера, быстро распространяющегося по
всему сечению и вызывающего хрупкое разрушение, прочность является переменной величиной (чем больше размер образца, тем больше вероятность
встретить в нем опасный дефект и тем меньше его прочность).
Для порошковых материалов предел прочности при растяжении повышается с увеличением поперечного сечения и уменьшением длины испытуемого образца. В связи с этим для получения данных, объективно характеризующих свойства различных сравниваемых материалов, в соответствии с
ГОСТ 18227-85 применяют образцы, получаемые двусторонним прессованием и спеканием в тех же условиях, что и готовые изделия.
Размеры и форма образцов для испытаний на растяжение показаны на
рис. 2.62. Толщина образцов должна быть 5,7±0,3 мм, разность наибольшей и
наименьшей толщины по длине рабочей части < 0,04 мм. Допускается изготавливать образцы для испытаний механической обработкой готовых изделий, при этом диаметр их рабочей части должен быть > 4 мм.
Вариант 1
R 25,0
R 4,35
5,7±0,25
5,7±0,02
8,7±0,2
32,0
81,0±0,5
89,7±0,5
90о
Вариант 2
Рис. 2.62. Вид образцов для испытаний порошковых материалов на растяжение
Процессы порошковой металлургии. Курс лекций
81,0±0,5
89,7±0,5
-394-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 25 Методы определения механических характеристик порошковых тел. Заключение
Весьма часто для оценки эксплуатационной пригодности определяют
прочность при сжатии на цилиндрических образцах с отношением высоты к
поперечному размеру > 1 (максимальную нагрузку делят на номинальную
площадь поперечного сечения образца) и при изгибе по ГОСТ 18228-94 на
штабике прямоугольного сечения в условиях трехточечного нагружения.
Приспособление для испытаний на изгиб состоит из двух цилиндрических опор (роликов), установленных на расстоянии 25,0 ± 0,2 мм, и изгибающего (нагружающего) ролика, располагающегося на одинаковом расстоянии от опор.
Ролики должны иметь диаметр 3,0 ± 0,1 мм, длину > 20 мм и твердость > 700 HV. Испытания проводят на штабиках толщиной 6,0+ 0,2 мм,
спрессованных в пресс-форме с размерами полости матрицы 30 х 12 мм. Различия в толщине по длине образца не должны превышать 0,1 мм. Допускается использовать образцы с размерами 30 х 12x6 мм, полученные механической обработкой готовых изделий. Предел прочности при поперечном изгибе
Rtr, Н/мм2 (МПа), вычисляют по формуле
Rtr =
3⋅ P ⋅l
,
2bh 2
где Р – нагрузка, необходимая для изгиба и измеренная в момент разрушения
образца, Н; l – расстояние между осями цилиндрических опор, мм; b – ширина образца, мм; h – высота (толщина) образца, измеренная в направлении, параллельном приложению нагрузки, мм.
За предел прочности при поперечном изгибе принимают среднее
арифметическое результатов не менее пяти определений, округленное до
ближайших 10 Н/мм2.
При пониженных температурах σв и σ т порошковых материалов, как
правило, увеличиваются, так как структурные дефекты в основном сдерживают развитие и распространение трещин.
При относительно невысокой пористости порошковые материалы
можно считать пригодными к работе в условиях повторно-переменного нагружения. Уровень усталостных свойств определяется количеством, формой,
размерами, ориентировкой пор и неметаллических включений, размером зерна, субмикроструктурой, распределением внутренних напряжений и другими
факторами, а также масштабным фактором, конфигурацией изделий и условиями их обработки.
Предел выносливости материала σ-1 можно повысить измельчением зерна, уменьшением числа неметаллических включений, изменением их формы,
использованием упрочняющей обработки. Например, снижение пористости порошковой стали с 4 до 1 % способствует повышениюσ -1 на 15–20 %, а дальнейшее снижение пористости практически не изменяет ее усталостных свойств.
Процессы порошковой металлургии. Курс лекций
-395-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 25 Методы определения механических характеристик порошковых тел. Заключение
В настоящее время для оценки работоспособности материала в изделии широко применяют термин «конструктивная прочность». Одним из показателей этой прочности является вязкость разрушения материала, или критический коэффициент интенсивности напряжений Кic, который характеризует способность материала сопротивляться разрушению при наличии трещины или трещиноподобного дефекта. Например, по коэффициенту Кic можно
вычислить предельно допустимое напряжение или длину трещины, при которых разрушение конструкции еще не наступает. Вязкость разрушения зависит от исходной пористости, химического состава и условий получения
материала, а также свойств исходных порошков. С увеличением пористости
вязкость разрушения материала снижается. Существует тенденция к одновременному росту прочности и вязкости разрушения, так как трещина в порошковых материалах распространяется путем коалесценции микропор при
разрыве связей между частицами. Повысить сопротивляемость материалов
хрупкому разрушению можно высокотемпературной термомеханической обработкой (ВТМО), после которой излом образцов имеет ярко выраженные
элементы вязкого разрушения.
Существует ряд методик определения Кic, среди которых наиболее
простым способом в случае высокопрочного порошкового материала является испытание цилиндрических образцов диаметром D с круговым надрезом
(диаметр надреза d должен быть таким, чтобы его дальнейшее уменьшение
не приводило к снижению предельной нагрузки Рmax) или, что лучше, с круговой усталостной трещиной. Если размеры образца для испытания подобраны таким образом, что d/D = 0,707, то вязкость разрушения составит,
МПа⋅м0,5:
Кic = 0,414 σND0,5,
где σN = Pmax/Fd, МПа: F – площадь образца в плоскости надреза, м2; Pmах –
максимальная (разрушающая) нагрузка на образец, Н.
Должно соблюдаться соотношение σN < 1,1σ0,2 (σ0,2 – предел текучести
материала, МПа; если σN > l,lσ0,2, то, увеличивая D и сохраняя d/D = 0,707,
обеспечивают требуемое условие).
Для материалов со средними значениями показателей прочности величину Кic можно определить по результатам испытаний образцов (рис. 2.63)
со специально наведенной усталостной трещиной при статическом изгибе и
внецентровом растяжении (длина надреза с трещиной а = 0,45–0,55; длина
трещины > 0,5а или 1,3 мм; толщина образца В должна удовлетворять соотношению В >2,5Кic/σ0,2).
Процессы порошковой металлургии. Курс лекций
-396-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
W±0,25
Лекция 25 Методы определения механических характеристик порошковых тел. Заключение
B = W/2±0,25W
a
1,2W
Ǿ 0,25W
0,55W
а
0,6W
H ≥ 4,4W
B = W/2±0,25W
W±0,25
1,25W
б
Рис. 2.63. Образцы для испытаний на вязкость разрушения:
а – при изгибе; б – при внецентровом растяжении
В последнее время расширена практика определения Кic по результатам усталостных испытаний:
Kic = σ ó π ⋅ lê ⋅ f ,
где σу – предел усталости материала, МПа; lк – критическая длина наведенной трещины; f – число циклов испытаний.
Описанные методы определения Кic применимы к порошковым материалам с прочностью > 700 МПа и пористостью < 3 %. При пористости > 10 %
образцы можно испытывать без трещины (надреза).
Ударная вязкость (ударный изгиб). По ГОСТ 26528-85 испытаниям на
ударный изгиб с последующим определением работы удара или ударной вязкости подвергаются образцы порошковых материалов в виде штабиков квадратного сечения 10х10 мм (±0,2 мм) длиной 55 ± 1 мм без надрезов, так как
роль надрезов играют поры.
Для малопористых и беспористых материалов допускается использование образцов с надрезом по ГОСТ 9454-78. Обычно для нагружения применяют маятниковые копры мощностью 0,5–10 кгс⋅м; плоскость качания маятника вертикальная и проходит на одинаковом расстоянии от опор, где свободно располагается образец. Показатель ударной вязкости КС (Дж/м2) получают делением работы К, Дж, затраченной на разрушение, на номинальное
поперечное сечение образца S, м2:
КС = K/S = m l (cos β – cos α) / S,
Процессы порошковой металлургии. Курс лекций
-397-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 25 Методы определения механических характеристик порошковых тел. Заключение
где т – масса маятника; l – расстояние центра тяжести маятника от оси вращения; β, α – угол подъема маятника, соответственно, до и после разрушения
испытуемого образца.
Сравнительно низкие значения ударной вязкости порошковых материалов (единицы или десятки единиц и очень редко несколько сотен единиц
кДж/м2) обусловлены спецификой их структуры: поры и неметаллические
включения способствуют зарождению и распространению трещин в объеме
материала. С повышением плотности порошкового материала его ударная
вязкость возрастает. Повысить ударную вязкость можно термообработкой
порошкового материала, обеспечивающей формирование мелкозернистой
структуры, залечиванием микропор и очистку границ зерен от примесей. Например, при повышении температуры закалки или проведения отжига и нормализации ударная вязкость порошковых сталей существенно увеличивается.
Твердость. Для порошковых материалов, пористость которых, как
правило, существенна, твердость является функцией прочности частиц, сил
связи между ними и плотности материала. Однако у порошковых материалов, в отличие от литых, определенного соотношения между твердостью и
временным сопротивлением при растяжении не наблюдается. Обычно макротвердость порошкового материала измеряют по Бринеллю, Виккерсу или Роквеллу; можно измерять микротвердость отдельных структурных или фазовых составляющих.
По методу Бринелля твердость оценивают по сопротивлению материала вдавливанию в его поверхность стального шарика (число твердости НВ
– частное от деления нагрузки на площадь отпечатка).
Метод Виккерса основан на вдавливании в материал под действием
определенной нагрузки (от 1 до 100 кгс) четырехгранной алмазной пирамидки с квадратным основанием и углом между противоположными гранями при
вершине 136 ± 0,5°. На поверхности образца образуется отпечаток, имеющий
вид квадрата, диагонали которого измеряют.
Твердость по Виккерсу (HV) рассчитывают по формуле
HV = 1,854 P/d2,
где Р – нагрузка, кгс; d – среднее арифметическое значение результатов измерения длины обеих диагоналей отпечатка, мм.
Разность диагоналей одного отпечатка не должна превышать 2 %.
Если нагрузка выражается в ньютонах, то коэффициент в формуле меняется
на 0,189. По ГОСТ 2999-75 каждый образец испытывают в точках, расположенных так, чтобы расстояние между центром данного отпечатка и краем
образца или краем соседнего отпечатка было бы > 2,5 длины диагонали отпечатка.
Определение твердости по Роквеллу – статический метод механических испытаний, при котором в материал с определенной силой медленно
Процессы порошковой металлургии. Курс лекций
-398-
II. ФОРМОВАНИЕ И СПЕКАНИЕ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Лекция 25 Методы определения механических характеристик порошковых тел. Заключение
и непрерывно вдавливают алмазный конус с закругленной вершиной и углом 120° или стальной шарик диаметром 1,588 мм.
Суммарная нагрузка складывается из двух: предварительной (10 кгс) и
основной (50, 90 или 140 кгс в зависимости от твердости материала исследуемого образца). Выдержка под нагрузкой составляет несколько секунд.
После плавного снятия нагрузки по индикатору прибора измеряют остаточную глубину проникновения индентора (алмазного конуса или стального шарика). Твердость по Роквеллу выражается условными единицами HRA (шкала А) и HRC (шкала С) при вдавливании алмазного конуса и HRB (шкала В)
при вдавливании стального шарика. Число твердости по Роквеллу размерности не имеет; измеренные при разных нагрузках для одного и того же образца
числа твердости будут разными.
Микротвердость Hμ определяют вдавливанием индентора (чаще всего
алмазной пирамидки с квадратным основанием и углом между противоположными гранями при вершине 136°) в испытуемый образец с нагрузкой от 2
до 200 г, которую выбирают в зависимости от размера структурных (фазовых) составляющих и их твердости. Метод микротвердости применяют для
оценки хрупкости фаз и структурных составляющих и решения некоторых
металловедческих задач.
Контрольные вопросы и задания
1. Какие факторы определяют уровень усталостных свойств порошкового материала?
2. Что характеризует коэффициент интенсивности напряжений?
3. Как можно повысить предел выносливости материала?
4. С чем связано разрушение малопластичных составляющих порошковых тел?
5. Как влияет на придел прочности при растяжении материала снижение температуры?
6. Что такое «ударная вязкость» и как ее можно повысить?
7. Перечислите методы определения твердости порошковых изделий.
8. Какие характеристики составляющих порошкового тела позволяет
определить измерение микротвердости?
Процессы порошковой металлургии. Курс лекций
-399-
ЗАКЛЮЧЕНИЕ
Важнейшими задачами, которые необходимо решить российским производителям продукции для обеспечения технологической безопасности
страны и «выхода» на мировые рынки, является внедрение наукоемких и
энергосберегающих технологий (в первую очередь – технологий порошковой
металлургии), способных обеспечить кардинальное повышение качества выпускаемой продукции. А это связано как с увеличение числа профильных
предприятий отрасли, так и с развитием и совершенствованием региональных
производств по получению порошков и изделий на их основе.
Использование принципов порошковой металлургии при изготовлении изделий позволяет значительно уменьшить энергетические затраты и
расход материалов. В социальном аспекте порошковая металлургия способствует снижению загрязнения окружающей среды газами, вредными выбросами и шлаками, т. е. обеспечивает большую экологическую чистоту производства.
С использованием технологий порошковой металлургии решается
широчайший круг задач по созданию новых материалов, способных многократно повысить пределы прочности, износостойкости изделий, обеспечить
условия устойчивой деятельности при повышенных температурах. Кроме того, многие металлические и неметаллические порошки находят непосредственное применение для изготовления красителей, производства оружия, пиротехнических средств, сварочных материалов и пр.
Ограничения, оказывающие влияние на расширение области применения порошковых технологий, связаны со сравнительно высокой стоимостью отдельных видов металлических порошков. Это обстоятельство делает
экономически выгодным использование порошковых технологий либо при
крупномасштабном производстве порошков и изделий на их основе, либо при
получении материалов, обладающих особыми свойствами – развитой гетероструктурой, высокой удельной поверхностью, повышенной прочностью, специфическими типами связи и пр. Подобные материалы, в свою очередь, открывают возможности для реализации новых конструктивных решений и
технологических процессов. Технологии порошковой металлургии могут
использоваться при получении многослойных структур, защитных покрытий,
резисторов, композиционных, износостойких, фрикционных и антифрикционных материалов. Структура, задаваемые характеристики и эксплуатационные свойства подобных материалов определяются на этапах получения
порошков, их формования и спекания.
Большое значение для повышения качества продукции производств порошковой металлургии имеет контроль свойств получаемой на
различных переделах продукции. Применение адекватных процессам методов определения свойств и научно обоснованной интерпретации полу Процессы порошковой металлургии. Курс лекций
-400-
ЗАКЛЮЧЕНИЕ
ченных результатов способно снизить издержки производства, связанные
с проявлением различных видов брака.
Одним из важнейших вопросов развития и широкого внедрения технологий порошковой металлургии является подготовка кадров для профильных предприятий. Успешная реализация больших потенциальных возможностей порошковой металлургии в значительной степени зависит от
уровня подготовки технического персонала предприятий, его осведомленности в вопросах формообразования и спекания материалов, влияния режимов и факторов этих процессов на свойства получаемых изделий.
Представленные в курсе лекций теоретические основы и технологические аспекты методов формования и спекания могут быть использованы при получении изделий как из металлических порошков, так из волокон, тугоплавких соединений, пластичных керамических масс (глин), углеродных компонентов и пр. Необходимо отметить единство подходов к
процессам формирования структуры подобных материалов и методов определения их свойств.
Выбор конкретных технологических решений процессов формования и спекания порошковых материалов определяет эффективность процессов производства и их конкурентоспособность.
Процессы порошковой металлургии. Курс лекций
-401-
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Либенсон, Г. А. Процессы порошковой металлургии : учеб. для
вузов : в 2 ч./ Г. А. Либенсон, В. Ю. Лопатин, Г. В. Комарницкий. – М. :
МИСиС, 2001.
2. Кипарисов, С. С. Порошковая металлургия : учеб. для вузов /
С. С. Кипарисов, Г. А. Либенсон. – 2-е изд. – М. : Металлургия, 1991. – 431 с.
3. Либенсон, Г. А. Производство порошковых изделий : учеб. для вузов / Г. А. Либенсон. – М. : Металлургия, 1990. – 236 с.
4. Фомина, О. Н. Порошковая металлургия. Энциклопедия международных стандартов / О. Н. Фомина, С. Н. Суворова, Я. М. Турецкий. – М. :
ИПК издательство стандартов, 1999. – 305 с.
5. Кипарисов, С. С. Оборудование предприятий порошковой металлургии / О. В. Падалко. – М. : Металлургия, 1988. – 448 с.
6. Андриевский, Р. А. Порошковое материаловедение : учеб. пособие
для вузов / Р. А. Андриевский. – Фрунзе : Илим, 1988. – 174 с.
7. Порошковая металлургия. Материалы, технологии, свойства, области применения : справ. / И. М. Федорченко, И. И. Францевич, И. Д. Родомысльский [и др.]. – Киев : Наукова думка, 1985. – 624 с.
8. Железные порошки. Технология, состав, структура, свойства, экономика / В. Б. Якименко, В. Я. Буланов, В. В. Рукин [и др.]. – М. : Наука,
1982. – 264 с.
9. Высокоскоростное затвердение расплавов / В. А. Васильев, Б. С. Митин, И. Н. Пашков [и др.]. – М. : СП ИНТЕРИНЖИНИРИНГ, 1998. – 267 с.
10. Актуальные проблемы порошковой металлургии / О. В. Роман,
В. С. Аруначалам, И. М. Федоренко [и др.]. – М. : Металлургия, 1990. – 231 с.
11. Зиликман, А. Н. Металлургия редких металлов / А. Н. Зиликман,
Б. Г. Коршунов. – М. : Металлургия, 1991. – 432 с
12. Акименко, В. Б. Металлургия железных и легированных порошков / В. Б. Акименко, В. Я. Буланов, Г. Г. Залазицкий. – М. : Металлургия,
1992. – 256 с.
13. Силаев, А. Ф. Диспергирование жидких металлов и сплавов /
А. Ф. Силаев, Б. Д. Фишман. – М. : Металлургия, 1983. – 144 с.
14. Ничипоренко, О. С. Порошки меди и ее сплавов / О. С. Ничипоренко, А. В. Помосов, С. С. Набойченко. – М. : Металлургия, 1988. – 206 с.
15. Добровольская, А. Г. Шликерное литье / А. Г. Добровольская. –
2-е изд. – М. : Металлургия, 1977. – 240 с.
16. Роман, О. В. Порошковая металлургия – безотходная, энергосберегающая технология / О. В. Роман, И. П. Габриэлов. – Минск : Беларусь, 1986.
– 160 с.
17. Сыркин, В. Г. Карбонильные металлы / В. Г. Сыркин. – М. : Металлургия, 1978. – 256 с.
Процессы порошковой металлургии. Курс лекций
-402-
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
18. Панов, В. С. Технология и свойства спеченных твердых сплавов и
изделий из них : учеб. для вузов / В. С. Панов, А. М.Чурилин. – М. : МИСиС,
2001. – 426 с.
19. Балкевич, В. Л. Техническая керамика / В. Л. Балкевич. – М. :
Строиздат, 1984. – 266 с.
20. Арсеньев, И. П. Ультрадисперсные металлические порошки: получение, структура, свойства / И. П. Арсеньев, М. М. Ристич. – Белград: Изд-во
ИТН САНиИ, 1987. – 142 с.
21. Новые процессы и материалы порошковой металлургии : пер. с
англ. / под общ. ред. Л. Х. Явербаума. – М. : Металлургия, 1983. – 360 с.
22. Гигузин, Я. Е. Физика спекания / Я. Е. Гигузин. – 2-е изд. – М. :
Наука, 1984. – 312 с.
23. Роман, О. В. Справочник по порошковой металлургии: порошки,
материалы, процессы / О. В. Роман, И. П. Габриэлов. – Минск : Беларусь,
1988. – 175 с.
24. Стрелов, К. К. Теоретические основы технологии огнеупорных материалов / К. К. Стрелов. – М. : Металлургия, 1985. – 480 с.
25. Физические величины : справ. / под ред. И. С. Григорьева, Е. З. Мейлихова. – М. : Энергоатомиздат, 1991. – 1221 с.
Процессы порошковой металлургии. Курс лекций
-403-
ПРИЛОЖЕНИЯ
Приложение А
ТЕРМИНОЛОГИЯ В ОБЛАСТИ ПОРОШКОВОЙ
МЕТАЛЛУРГИИ (по ИСО 3252)
Термин
Порошок
Частица
Агломерат
Определение
Совокупность дискретных частиц размером, как правило, менее
1 мм
Единица порошка, которую нельзя легко разделить в обычных
сепарационных процессах
Несколько частиц, соединенных в более крупные образования
Текучая вязкая суспензия порошка, распределенного в жидкости
Порошок, полученный диспергированием расплавленного металла или сплава струей газа или жидкости. В результате высокой
Распыленный порошок скорости затвердевания (закалки) частицы порошка имеют модифицированную или метастабильную структуру, и такой порошок
называется также быстро закристаллизованным
Порошок, полученный термическим разложением карбонила
Карбонильный порошок
металла
Типы порошков
Шликер
Измельченный порошок
Порошок, полученный в результате размола твердого металла
Рубленый порошок
Порошок, полученный измельчением таких материалов, как
фольга, лента, волокна, проволока
Губчатый порошок
Пористый порошок, полученный дроблением высокопористой
металлической губки
Электролитический
Порошок, полученный электролитическим осаждением из распорошок
твора или расплава соли металла
Порошок, полученный химическим осаждением из раствора соОсажденный порошок
ли металла
Восстановленный поПорошок, полученный химическим восстановлением оксида
рошок
или другого соединения металла
Дегидрированный порошок
Композиционный порошок
Лакированный порошок
Порошок, полученный удалением водорода из гидрида металла
(термин «гидридный порошок» отклонен)
Порошок, каждая частица которого состоит из двух или более
химически разнородных компонентов и/или фаз, разделенных
четко выраженной границей
Порошок, состоящий из частиц, покрытых оболочкой, отличающейся по составу
Процессы порошковой металлургии. Курс лекций
-404-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Определение
Металлизированный
порошок
Неметаллический порошок, частицы которого покрыты слоем
металла
Порошок, получаемый механическим внедрением в деформироМеханолегированый
ванные частицы матричного металла других составляющих, копорошок
торые обычно в нем нерастворимы
Металлический порошок, состоящий, по крайней мере, из двух
составляющих, которые частично или полностью сплавлены друг
Легированный порошок
с другом (соответственно, частично или полностью легированный
порошок)
Однородная порошко- Порошок, полученный смешиванием порошков с одинаковым
вая смесь
номинальным составом
Неоднородная порош- Порошок, полученный смешиванием порошков, которые отликовая смесь
чаются друг от друга по химическому составу
Смесь, подготовленная
Смесь порошков с другими ингредиентами (связка, пластифидля прессования; предкатор)
варительная смесь
Формы частиц порошка
Форма частицы
Внешняя геометрическая форма частицы порошка
Игольчатый порошок
Порошок, частицы которого имеют форму игл
Порошок, состоящий из частиц с острыми краями или грубо
полиэдрических
Угловой
Дендритный
Волокнистый
Ламинарный
Зернистый
Неправильной формы
Узловатый
Сферический
Порошок, состоящий из «древовидных» частиц
Порошок, частицы которого имеют вид волокон правильной
или неправильной формы
Порошок, состоящий из чешуйчатых частиц
Порошок, состоящий из частиц, имеющих почти равноосную,
но не сферическую форму
Порошок, частицы которого не имеют никакой симметрии
Порошок, частицы которого имеют круглую неравномерную
форму
Порошок, частицы которого имеют грубую сферическую форму
Свойства порошка, методы исследований,
испытательное оборудование и результаты
Удельная поверхность
Общая площадь поверхности частиц на единицу массы порошка
Насыпная плотность
Масса единицы объема свободно насыпанного порошка
Плотность утряски
Текучесть, сыпучесть
Масса на единицу объема порошка в контейнере, который подвергали вибрации при определенных условиях
Способность порошка течь в определенных условиях, в частности, заполнять формующую полость матрицы, протекать через
калиброванное отверстие и т.д.
Процессы порошковой металлургии. Курс лекций
-405-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Время истечения
Угол откоса
Прессуемость, компактируемость, уплотняемость
Кривая
прессования,
диаграмма прессования
Отношение прессования
Фактор сжатия
Сегрегация, расслоение
Определение
Время, требуемое стандартному количеству порошка для высыпания через стандартное отверстие при определенных условиях
Угол, образованный горкой порошка, свободно насыпанного на
горизонтальную поверхность
Способность порошка к уменьшению занимаемого объема при
воздействии внешнего давления. Для определения характеристик
уплотняемости строят диаграмму прессования
График зависимости плотности неспеченной прессовки от давления прессования
Отношение объема свободно насыпанного (нескомпактированного) порошка к объему полученной прессовки (см. также «фактор сжатия»)
Отношение высоты порошка в пресс-форме к высоте компакта
после выпрессовывания
Нежелательное отделение одной или более составляющих порошковой смеси
Дегазация металличе- Удаление газа с поверхности частиц металлического порошка
ского порошка
или из занимаемого им объема (в вакууме)
Относительная потеря массы металлического порошка или
Потеря при прокаливакомпакта при нагревании в атмосфере очищенного водорода в
нии в водороде
определенных условиях
Кислород, входящий в состав порошка в виде кислородсодерКислород, восстанав- жащих соединений. Его содержание рассчитывают по результаливаемый в водороде там восстановления порошка в атмосфере водорода в стандартизованных условиях
Классификация
Разделение порошка на фракции по размерам частиц
Размер частицы
Линейный размер индивидуальной частицы, определенный с помощью ситового анализа или другими подходящими способами
Самая крупная частица
Частица с размером, превышающим определенный верхний
предел
Самая мелкая частица
Частица с размером, меньшим определенного нижнего предела
Гранулометрическая
фракция
Фракция порошка с одинаковым (в установленных пределах)
размером частиц
Фракция порошка с размером частиц, превышающим определенный верхний предел
Фракция порошка с размером частиц меньше определенного
нижнего предела
Фракция порошка, проходящая через самое мелкое сито, применяемое в ситовом анализе
Процентное содержание по массе, числу или объему каждой
фракции частиц в порошке по результатам классификации
Верхняя фракция
Нижняя фракция
Тонкая фракция
Распределение частиц
по размерам
Процессы порошковой металлургии. Курс лекций
-406-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Ситовый анализ
Набор сит
Определение
Определение распределения частиц по фракциям путем просеивания
Серия калиброванных немагнитных проволочных СИТ
Воздушная или жидко- Разделение порошка на фракции в среде газа или жидкости, состная классификация ответственно
Осаждение частиц, распределенных в жидкости, под действием
силы тяжести или при центрифугировании
Устройство, применяемое для отбора представительной пробы
Пробоотборник
из массы порошка
Устройство, с помощью которого предварительно отобранная
Делитель пробы
проба порошка разделяется на представительные порции
Стандартная воронка и цилиндрический стакан для определеФлюориметр
ния кажущейся плотности
Аппаратура для утряски Аппаратура для определения плотности утряски
Седиментация
Предварительная обработка порошков
Усреднение
Тщательное перемешивание порошков одинакового состава
Тщательное перемешивание порошков двух или более различных материалов
Мокрое смешивание ме- Смешивание металлических порошков с добавлением жидких
таллических порошков веществ, препятствующих разделению смеси по компонентам
Общий термин для механической обработки порошков, приводящей, например, а) к изменению размера или формы частиц (изРазмалывание
мельчение и т.д.); б) тесному смешиванию порошков; в) «намазыванию» одной составляющей на частицы другой составляющей
Агломерация мелких частиц, приводящая к образованию более
Гранулирование
грубого порошка с улучшенной текучестью
Смешивание
Процесс получения гранулированных порошков путем быстрого испарения жидкости из капель суспензии
Процесс получения быстрозакристаллизованных порошков пуЗакалка
тем охлаждения тонких слоев расплавленного материала на твердой основе
Процесс механического легирования, при котором происходит
Реакционное размалыреакция между металлом и добавками или атмосферой, или и тем,
вание
и другим
Механическое легиро- Процесс сплавления в твердой фазе с использованием высокование
энергетического аттритора или мельницы
Смешивание металлического порошка и пластичной органичеПластификация
ской связки (пластификатора). Иногда пластификацию проводят
при повышенной температуре
Вещество, добавляемое для повышения прочности неспеченной
Связка
прессовки или для предотвращения расслаивания порошка и удаляемое до или во время спекания
Сушка распылением
Процессы порошковой металлургии. Курс лекций
-407-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Определение
Вещество, добавляемое к металлическому порошку для понижения трения между частицами и между поверхностями компакта и инструмента
Смазка
Формование
Формование (консолидация)
Процесс превращения порошка в плотную массу заданной формы
Процесс, при котором порошок, помещенный в пресс-форму
Прессование (компакили другой контейнер, под воздействием внешней силы превратирование)
щается в компакт заданной формы и размеров
Способность металлического порошка сохранять приданную
Формуемость металлиему под воздействием давления форму в заданном интервале значеского порошка
чений пористости
Прессовка; неспечен- Образец, изготовленный из порошка холодным прессованием
ная (сырая) прессовка или инжекционным формованием
Прессовка, предварительно спеченный или спеченный образец
Порошковая заготовка
неокончательных размеров или формы
Многослойная
прес- Прессовка из металлического порошка, состоящая из двух или
совка;
смешанная более сцепленных друг с другом слоев различных металлов или
прессовка
сплавов
Заготовка, предназначенная для уплотнения и деформации с
Брикет
изменением формы
Пористая прессовка или спеченный образец, предназначенный
Каркас
для пропитки
Процессы компактирования
Прессование порошка или прессовки (обычно одноосное) при
Холодное прессование
комнатной температуре
Прессование порошка или прессовки (обычно одноосное) при
Горячее прессование
повышенной температуре
Одноосное прессование
Прессование порошка с приложением усилия по одной оси
Одностороннее прессо- Прессование порошка в пресс-форме под действием одного невание
подвижного и одного подвижного пуансонов
Двустороннее прессова- Прессование порошка в стационарной пресс-форме между двуние
мя пуансонами, движущимися навстречу друг другу
Непрерывное формование металлического порошка последоваПрессование скошен- тельным перемещением верхнего пуансона, часть формующей
ным пуансоном
поверхности которого расположена под углом, обеспечивающим
предварительное уплотнение прессуемого участка
Вибрационное прессо- Прессование порошка с использованием вибрирующего пуанвание
сона или пуансонов
Одновременное прессо- Прессование нескольких прессовок одновременно в нескольких
вание
полостях пресс-формы
Изостатическое прессо- Прессование порошка или прессовки под воздействием давлевание
ния, одинакового по всем направлениям
Процессы порошковой металлургии. Курс лекций
-408-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Определение
Холодное изостатиче- Изостатическое прессование при комнатной температуре, при
ское прессование (ХИП) этом средой, как правило, является жидкость
Холодное изостатическое прессование, при котором гибкая
Гидростатическое
форма, содержащая порошок или прессовку, погружается в жидпрессование
кость, передающую давление
Холодное изостатическое прессование, при котором гибкая
Прессование в сухой
форма, содержащая порошок или прессовку, жестко закрепляется
форме
в прессовом устройстве
Горячее изостатическое Изостатическое прессование при повышенной температуре, как
прессование (ГИП)
правило, в газовой среде
Прессование металлического порошка или пресовки при темпеТеплое прессование мературе от 0,1 температуры плавления до температуры рекристалталлического порошка
лизации основного компонента
Формование металлического порошка или прессовки, при котоИмпульсное формоваром уплотнение производится ударными волнами в интервале
ние
времени, не превышающем 1 с
Взрывное прессование
Мундштучное формование
Экструзия пластифицированного порошка
Шликерное формование
Экструзия порошковой
прессовки
Горячая штамповка
пористой порошковой
прессовки
Допрессовывание спеченной прессовки
ГИП-спекание
Прокатка порошка
Высокоэнергетическое уплотнение посредством взрывной волны
Формование металлического порошка продавливанием через
отверстие, определяющее форму и размеры поперечного сечения
прессовки
Метод формования пластичной смеси порошка и смазки путем
экструзии
Формование металлического порошка заполнеием шликером пористой формы, обеспечивающей удаление жидкости из шликера
Продавливание порошковой прессовки при температуре выше
температуры рекристаллизации материала через отверстие, определяющее форму и размеры поперечного сечения изделия
Штамповка порошковой прессовки, нагретой до температуры,
обеспечивающей пластическое течение материала в штампе под
воздействием давления
Повторное прессование спеченной прессовки с целью увеличения ее плотности
Процесс изготовления изделий посредством вакуумного спекания порошковой прессовки с последующим горячим изостатическим прессованием, проводимым в той же камере печи для уничтожения остаточной пористости
Процесс непрерывного формования заготовок (ленты) из порошка путем пропускания его через валки прокатного стана
Толщина слоя металлического порошка в сыпучем или пластифицированном состоянии перед поступлением в валки
Центральный угол, определяемый толщиной подачи металлического порошка при вертикальной прокатке
Центральный угол, определяемый толщиной проката на границе
раздела между металлическим порошком и прокатным материалом в очаге деформации
Толщина подачи металлического порошка
Угол подачи металлического порошка
Угол спрессовывания
металлического порошка
Профилирование
Придание необходимой геометрической формы заготовке перед
(в твердосплавной проокончательным спеканием
мышленности)
Процессы порошковой металлургии. Курс лекций
-409-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Определение
Получение покрытий путем распыления расплавленной или
частично расплавленной струи, направляемой на подложку, на
которой происходит затвердевание
Условия компактирования
Напыление
Засыпка
Количество порошка, необходимое для заполнения пресс-формы
Отмеривание заданного количества порошка. При работе со
сменными пресс-формами используют дозаторы с регулируемой
Объемное дозирование емкостью, а при работе с автоматическими пресс-формами в качестве дозирующей емкости используют формующую полость
пресс-формы
Весовое дозирование
Измерение количества порошка в пресс-форме путем взвешивания
Вибрационное
нение
Засыпка порошка в пресс-форму, сопровождающаяся вибрацией
запол-
Положение заполнения
Положение прессового оборудования, обеспечивающее засыпку
в полость пресс-формы требуемого количества порошка
Высота заполнения
Расстояние между нижним пуансоном и верхней частью пресс
мы в положении заполнения прессового оборудования
Объем заполнения
Давление прессования
Время задержки
Выпрессовывание
Извлечение
Противодавление
Объем полости пресс-формы в положении заполнения
Определенное усилие прессования, отнесенное к площади контакта прессовки с пуансоном
Период времени, в течение которого прессовка находится под
максимальным давлением
Операция по извлечению прессовки из пресс-формы по окончании прессования
Процесс, при котором пресс-форма опускается относительно
закрепленного нижнего пуансона для освобождения прессовки
Давление, при котором прессовка находится между верхним и
нижним пуансонами при извлечении или выпрессовывании
Оборудование
Часть прессового оборудования для подачи порошка в полость
пресс-формы
Контейнер, в который насыпают порошок и подвергают его
Форма
спеканию, шликерному литью, изостатическому прессованию или
инжекционному формованию
Совокупность инструментов, применяемых для изготовления
определенной порошковой детали путем прессования. Прессовое
Прессовое оборудование оборудование может включать в себя пресс-формы, пуансоны,
стержни, но не включает элементы пресса, общие для изготовления более одной детали
Часть прессового оборудования с полостью, в которой происПресс-форма (матрица) ходит формование порошка или доведение спеченного образца до
требуемого размера
Единица прессового оборудования для приложения давления к
Пуансон
порошку или образцу
Питатель
Процессы порошковой металлургии. Курс лекций
-410-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Определение
Нижний пуансон
Часть прессового оборудования, закрывающая пресс-форму
снизу и передающая давление на порошок или спеченный объект
Верхний пуансон
Часть прессового оборудования, закрывающая пресс-форму сверху и передающая давление на порошок или спеченный объект
Сегментный пуансон
Набор пуансонов, дающий возможность прессовать две или более прессовки одновременно
Стержневой пруток
Часть прессового оборудования для образования внутреннего
профиля прессовки или спеченного объекта в направлении компактирования
Разъемная пресс-форма
Пресс-форма, состоящая из двух или более частей и разбираемая для высвобождения прессовки
Сэндвичевая пресс-фор- Сборная пресс-форма, состоящая из нескольких дисков, перма
пендикулярных направлению прессования
Сегментная пресс-фор- Пресс-форма, состоящая из нескольких сегментов, удерживаема
мых вместе оболочкой или стяжным кольцом
Сборная пресс-форма
Втулка
Кольцевой зажим
Опорная плита
Плита пресс-формы
Прессовое оборудование, позволяющее изготавливать две или
более прессовки в каждом цикле прессования
Часть прессового оборудования (зажимное кольцо), удерживающая матрицу
Часть прессового оборудования (кольцо) для фиксирования
втулки
Часть опорного прессового оборудования, передающего движение нижнего поршня машины прессовому оборудованию
Верхняя плита прессового держателя, удерживающая кольцевой
зажим, втулку и пресс-форму
Плита пуансона
Часть прессового оборудования, выполняющая роль держателя
Держатель
Устройство, в котором закрепляется прессовое оборудование
Сборный
держатель Устройство, имеющее (две) дополнительные независимо регупресс-формы
лируемые плиты
Часть держателя, которая вместе с клином употребляется для
Вилка
прессования и раскрытия большинства секционных объектов
Часть держателя, которая вместе с вилкой употребляется для
Клин
прессования и раскрытия большинства секционных объектов
Часть опорного прессового оборудования, направляющая двиСтержень
жущиеся части прессового оборудования (опорную плиту и плиту
пресс-формы) при компактировании
Часть прессового оборудования (палец), приводящая нижний
Подъемная тяга
пуансон в позицию заполнения
Процессы порошковой металлургии. Курс лекций
-411-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Нижний плунжер
Определение
Плунжер пресса, действующий на прессовое оборудование снизу
Плунжер пресса, действующий на прессовое оборудование
сверху
Единица прессового оборудования для выпрессовывания комВыталкиватель
пакта из пресс-формы
Пресс-форма, свободно перемещающаяся в направлении пресПлавающая пресс-форма сования для обеспечения двустороннего прессования. Прессформа обычно поддерживается пружиной
Пресс-форма, состоящая из двух или более частей и разбираеРазъемная пресс-форма
мая для высвобождения прессовки
Верхний плунжер
Нежелательное уменьшение размеров пресс-формы в направлении выпрессовывания
Циклограмма прессо- Графическая зависимость, показывающая взаимодействие во
вания металлического времени основных рабочих частей прессового инструмента при
порошка
прессовании металлического порошка
Свойства прессовок
Обратный рельеф
Неспеченная прессовка
Спрессованная или полученная инжекционным формованием
заготовка, не подвергавшаяся спеканию
Плотность неспеченМасса единицы объема прессовки
ной прессовки
Прочность неспечен- Механическая прочность прессовки, которая может быть опреной прессовки
делена радиальным раздавливанием или поперечным изломом
Способность кромок прессовки выдерживать наружные напряПрочность кромок
жения
Область наименьшей плотности в прессовке, полученной двуНейтральная зона
сторонним прессованием
Растрескивание
Расслаивание
Упругое последействие
Растрескивание прессовки во время прессования
Образование дефекта (слоистой структуры) в прессовке или
спеченном образце
Увеличение размеров прессовки после снятия давления
Обработка, предшествующая спеканию
Удаление связки
Процесс удаления связующего вещества из прессовки
Депарафинирование
Удаление органических добавок (связки или смазки)
Обжиг
Быстрый обжиг
Удаление органических добавок (связки или смазки) при нагревании
Ускоренное удаление органических добавок в отдельной зоне
печи спекания, обычно в окислительной атмосфере
Процессы порошковой металлургии. Курс лекций
-412-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Определение
Спекание
Термическая обработка порошка или прессовки, проводимая
при температуре ниже точки плавления основного компонента с
Спекание
целью повышения механической прочности благодаря образованию связей между частицами
Нагрев прессовки до температуры ниже температуры окончаПредварительное спекательного спекания. Обычно проводится для облегчения посление
дующей обработки
Спекание свободно насыпанного
порошка;
Спекание непрессованного порошка
гравитационное спекание
Твердофазное спекание
Спекание порошка или прессовки без образования жидкой фазы
Жидкофазное спекание
Спекание порошка или прессовки с образованием жидкой фазы
Спекание с повышенной скоростью за счет добавления в пороАктивированное спекашок, какого-либо вещества ила под влиянием атмосферы спекание
ния
Спекание партии образцов при контролируемой температуре
Порционное спекание для осуществления цикла предварительного спекания, спекания и
охлаждения
Процесс, при котором, как минимум, две составляющих порошРеакционное спекание
ковой смеси реагируют между собой во время спекания
Спекание в печи с зонами удаления связующего, предварительНепрерывное спекание ного спекания, нагревания и охлаждения, через которые спекаемый материал проходит непрерывно, плавно или ступенчато
Материал для изоляции прессовок при спекании или предвариУпаковка
тельном спекании
Материал, используемый в процессе спекания для удаления из
Геттер (газопоглотитель) атмосферы спекания веществ, которые могут испортить конечный
продукт, путем абсорбирования или химического поглощения
Вещество, включаемое в порошковую смесь, которое улетучиПорообразующий мавается при спекании, способствуя образованию в конечном протериал
дукте нужного вида и степени пористости'
Спекание под давлением
Спекание с одновременным приложением давления
Спекание порошковой формовки, находящейся в пресс - форме
под воздействием давления, пропусканием через нее импульса
тока
Циклическое спекание Спекание порошковой формовки с циклическим изменением
порошковой формовки температуры
Спекание при слишком высокой температуре и/или в течение
Чрезмерное спекание слишком длительного времени, что приводит к ухудшению
свойств конечного продукта
Электроимпульсное
спекание
Процессы порошковой металлургии. Курс лекций
-413-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Недостаточное
ние
Определение
спека-
Припекание
Спекание при слишком низкой температуре и/или в течение
слишком короткого времени, что приводит к ухудшению свойств
конечного продукта
Нанесение на поверхность детали или порошковой формовки
слоя металлического порошка с целью получения двухслойного
материала нагреванием до температуры, обеспечивающей спекание порошкового материала и образование диффузионной связи с
деталью
Условия спекания и печи спекания
Температура спекания
Время спекания
Атмосфера спекания
Печь спекания
Периодическая печь
Вакуумная печь
Средняя величина температуры на протяжении времени спекания, измеренная в непосредственной близости от прессовки
Период времени, в течение которого прессовка находилась при
температуре спекания
Атмосфера в печи спекания, которая может быть защитной для
спекаемого материала или реакционной, т.е. способной реагировать с ним
Общий термин для печи и атмосферы спекания
Печь для спекания отдельных партий образцов без их непрерывного продвижения (например, муфельная печь)
Печь, в которой атмосферой спекания является вакуум
Печь непрерывного
спекания
Печь, в которой осуществляется непрерывное продвижение
прессовок вдоль печи
Транспортная печь
Печь, в которой образцы, помещенные в лодочки, перемещаются с помощью специальной транспортной системы
Толкательная печь
Печь, в которой образцы, помещенные в лодочки, перемещаются по печи с помощью системы толкателей
Сетчатая печь
Печь, в которой непрерывное передвижение спекаемых объектов осуществляется посредством муфельной сетки
Явления, наблюдаемые при спекании
Шейка
Образование в процессе спекания связей между частицами
в форме шейки
Вспучивание
Образование пузырей или раковин на поверхности спеченного
образца из-за интенсивного газовыделения
Выпотевание
Выделение жидкой фазы в процессе термической обработки
прессовки
Разбухание
Усадка
Увеличение размеров прессовки в результате спекания
Уменьшение размеров
(см. ИСО 4492)
компакта
Процессы порошковой металлургии. Курс лекций
в
результате
спекания
-414-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Определение
Свойства спеченных изделий
Фаза в гетерогенном спеченном материале, связывающая между
собой все другие фазы
Металлическая связующая фаза в гетерогенном спеченном маСвязующий металл
териале, имеющая точку плавления ниже, чем остальные фазы
Масса, деленная на объем. Объем включает также объем пустот
Плотность
в материале
Относительная плот- Процентное отношение плотности пористого изделия к плотноность
сти такого же материала в беспористом состоянии
Истинная плотность
Плотность материала в беспористом состоянии
Распределение плотно- Графическое представление колебаний плотности в спеченной
сти
прессовке
Пора
Полость внутри частицы или изделия
Связующая фаза
Открытая пора
Пора, сообщающаяся с поверхностью
Закрытая пора
Пора, не сообщающаяся с поверхностью
Пористость
Сообщающаяся пористость
Отношение объема всех пор к общему объему пористого объекта
Открытая пористость
Диффузионная пористость
Закрытая пористость
Арочный эффект
Размер пор
Диаграмма пористости
Распределение пор по
размерам
Давление пузырькообразования
Содержание масла
Проницаемость жидкости
Оксидная сетка
Проникающий с
верхности оксид
по-
Система взаимосвязанных пор
Отношение объема открытых пор к общему объему пористого
объекта
Пористость, образующаяся из-за диффузии одной составляющей материала в другую
Отношение объема закрытых пор к общему объему пористого
объекта
Возникновение в металлическом порошке или прессовке пор,
превышающих размеры наиболее крупных частей порошка"
Линейный размер индивидуальной поры, определенный путем
геометрического анализа или физического исследования
Диаграмма пор, содержащихся в материале и характеризуемых
формой, размером и распределением
Процентное соотношение (по количеству или по объему) пор
каждого размера, существующих в материале
Минимальное давление, необходимое для образования первого
пузырька газа, пропускаемого через пропитанный жидкостью образец. Это давление обычно относят к максимальному размеру
пор образца
Количество масла, содержащееся в пропитанном маслом образце (см. ИСО 2738)
Количество жидкости или газа, проходящего через пористый
объект в единицу времени, измеренное в определенных условиях
(см. ИСО 4022)
Непрерывная или прерывистая оксидная пленка по границам
частиц
Оксид, образующийся преимущественно по границам частиц и
прорастающий в глубь детали
Процессы порошковой металлургии. Курс лекций
-415-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Кажущаяся твердость
Истинная твердость
Определение
Твердость спеченного образца, измеренная в определенных условиях, учитывающих влияние пористости
Твердость твердого материала, измеренная в определенных условиях, исключающих влияние пористости
Сопротивление радиСопротивление, определяемое путем приложения радиального
альному
раздавливасжимающего усилия к спеченному полому цилиндру
нию
Обработка после спекания
Приложение давления к спеченному объекту, как правило, для
Повторное прессование улучшения некоторых физических и/или механических свойств
(см. также два следующих термина)
Калибровка
Штамповка
Ковка
Спекание–ковка
Повторное прессование для получения требуемых размеров
Повторное прессование для придания поверхности изделия требуемой конфигурации
Горячее уплотнение путем ковки неспеченной, предварительно
спеченной или спеченной заготовки, приводящее к изменению
формы
Ковка спеченных заготовок
Горячее уплотнение путем прессования прессовки, предвариГорячее
повторное
тельно спеченной или спеченной заготовки, сопровождаемое
прессование
уменьшением размеров
Процесс заполнения пор неспеченной или спеченной прессовки
металлом или сплавом с более низкой температурой плавления,
Инфильтрация
чем у материала прессовки. Инфильтрацию можно проводить как
отдельную операцию или вместе со спеканием
Процесс заполнения открытых сообщающихся пор спеченного
Пропитка
объекта органическим материалом, таким как масло, воск или
смола'
Нагревание железосодержащей спеченной заготовки в перегреОбработка паром
том паре для улучшения свойств вследствие образования на поверхности слоя черного оксида железа
Материалы порошковой металлургии
Спеченный материал
Порошковое изделие
Классификация по материалам
Материал, полученный с помощью процессов порошковой металлургии
Изделие из металлического порошка
Пористый порошковый Порошковый материал, имеющий пористость, обеспечиваюматериал
щую его проницаемость при эксплуатации
Спеченный композиСпеченный материал, состоящий из металлической матрицы и
ционный материал с
распределенной в ней второй фазы (или фаз), обязательно нерасметаллической матритворимых в матрице
цей
Спеченный материал, характеризуемый высокой твердостью и
Твердый сплав; цемен- износостойкостью, включающий в себя карбиды тугоплавких метированный карбид
таллов в качестве основного компонента и металлическую связующую фазу
Процессы порошковой металлургии. Курс лекций
-416-
ПРИЛОЖЕНИЯ
Приложение А
Термин
Тяжелый сплав
Определение
Спеченный материал с плотностью не менее 16,5 г/см3, например, сплав вольфрама с никелем или медью
Композиционный материал с металлической матрицей, вклюДисперсионночающей распределенную в ней дисперсную вторую фазу (фазы),
упрочненный материал
повышающую прочность материала
Волоконный материал
Порошковый материал, изготовленный из порошкового волокна
Порошковый материал, упрочненный сеткой, проволокой, воАрмированный порошлокнами или нитевидными кристаллами, равномерно располоковый материал
женными в сечении изделия
Спеченное железо
Спеченное неплавленое железо, не содержащее углерода и других легирующих элементов, за исключением случайных примесей
Спеченная сталь
Спеченный материал на основе железа с добавлением легирующих элементов
Карбидосталь
Порошковый материал, подвергающийся в отожженном состоянии обработке и состоящий из стали и карбидов с массовой
долей от 20 до 70 %
Кермет
Спеченный материал, содержащий, как минимум, одну металлическую фазу и, как минимум, одну неметаллическую фазу,
обычно керамическую
Классификация по применению
Спеченная деталь
Спеченный продукт, изготовленный из порошка и упрочненный
спеканием, имеющий допуски в заданных пределах и готовый к
установке в соответствующую конструкцию. Спеченные конструкционные детали обычно используют в опорах, фильтрах и
фрикционных материалах
Подшипник со смазкой
Спеченная деталь, открытые сообщающиеся поры которой заполнены маслом
Спеченный металличе- Спеченный объект, обычно используемый для отделения тверский фильтр
дых составляющих от газов и жидкостей
Спеченная
деталь
магнитная
Спеченная деталь, обладающая требуемыми магнитными свойствами
Спеченный фрикцион- Спеченный объект, состоящий из металла и неметаллических
ный металл
добавок, улучшающих характеристики трения и износа
Антифрикционный по- Порошковый материал для производства изделий, от которых
рошковый материал
требуются низкие потери на трение
Спеченный материал с высокой проводимостью и устойчивость
Спеченный электрокон- к разрушению под действием электрической дуги, например,
тактный материал
композиционные материалы вольфрам–медь, вольфрам–серебро,
серебро–графит и серебро–оксид кадмия и т.
Процессы порошковой металлургии. Курс лекций
-417-
ПРИЛОЖЕНИЯ
Приложение Б
ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ
И ОТРАСЛЕВЫХ СТАНДАРТОВ
ПО ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Обозначение
и номер стандарта
ГОСТ 2246-70
ГОСТ 4960-75
ГОСТ 5494-95
ГОСТ 9721-79
ГОСТ 9722-97
ГОСТ 9723-73
ГОСТ 9849-86
ГОСТ 10096-76
ГОСТ 12338-81
ГОСТ 12339-79
ГОСТ 12342-81
ГОСТ 12343-79
ГОСТ 12601-76
ГОСТ 13084-88
ГОСТ 13610-79
ГОСТ 14086-68
ГОСТ 14836-82
ГОСТ 14837-79
ГОСТ 16412.0-91
ГОСТ 16412.1-91
ГОСТ 16412.2-91
ГОСТ 16412.3-91
ГОСТ 16412.4-91
ГОСТ 16412.5-91
ГОСТ 16412.7-91
ГОСТ 16412.8-91
ГОСТ 16412.9-91
ГОСТ 17359-82
ГОСТ 17431-72
Наименование стандарта
Государственные стандарты
Проволока стальная сварочная
Порошок медный электролитический. Технические условия
Пудра алюминиевая пигментная. Технические условия
Порошок кобальтовый. Технические условия
Порошок никелевый. Технические условия
Порошок оловянный. Технические условия
Порошок железный. Технические условия
Пудра алюминиевая комкованная. Технические условия
Иридий в порошке. Технические условия
Осмий в порошке. Технические условия
Родий в порошке. Технические условия
Рутений в порошке. Технические условия
Порошок цинковый. Технические условия
Порошки высоколегированных сталей и сплавов. Технические
условия
Железо карбонильное радиотехническое. Технические условия
Порошки распыленные из нержавеющих хромоникелевых сталей
и никеля
Палладий в порошке. Технические условия
Платина в порошке. Технические условия
Порошок железный. Общие требования к методам анализа
Порошок железный. Методы определения железа
Порошок железный. Методы определения фосфора
Порошок железный. Методы определения кремния
Порошок железный. Методы определения марганца
Порошок железный. Методы определения серы
Порошок железный. Методы определения углерода
Порошок железный. Метод определения нерастворимого остатка
Порошок железный. Методы фотоэлектрического спектрального
анализа кремния, марганца и фосфора
Порошковая металлургия. Термины и определения
Материалы порошковые. Листы из сплава марки М-МП. Технические условия
Процессы порошковой металлургии. Курс лекций
-418-
ПРИЛОЖЕНИЯ
Приложение Б
Обозначение
и номер стандарта
ГОСТ 17432-72
ГОСТ 18227-85
ГОСТ 18228-94
ГОСТ 18317-94
ГОСТ 18318-94
ГОСТ 18897-73
ГОСТ 18898-89
ГОСТ 19440-94
ГОСТ 20017-74
ГОСТ 20018-74
ГОСТ 20019-74
ГОСТ 20559-75
ГОСТ 20899-75
ГОСТ 21448-75
ГОСТ 22306-77
ГОСТ 22397-77
ГОСТ 23148-78
ГОСТ 23401-90
ГОСТ 23402-78
ГОСТ 24903-81
ГОСТ 24916-81
ГОСТ 25095-82
ГОСТ 25172-82
ГОСТ 25279-93
ГОСТ 25280-90
ГОСТ 25281-82
ГОСТ 25282-93
ГОСТ 25283 - 93
ГОСТ 25599.1-83
Наименование стандарта
Материалы порошковые. Прутки и поковки из сплава марки М-МП.
Технические условия
Материалы порошковые. Метод испытания на растяжение
Материалы металлические спеченные, кроме твердых сплавов.
Определение предела прочности при поперечном изгибе
Порошки металлические. Методы определения воды
Порошки металлические. Определение размера частиц сухим
просеиванием
Порошки металлические. Метод определения потери массы при
прокаливании в водороде
Изделия порошковые. Методы определения плотности, содержания масла и пористости
Порошки металлические. Определение насыпной плотности
Сплавы твердые спеченные. Метод определения твердости по Роквеллу
Сплавы твердые спеченные. Метод определения плотности
Сплавы спеченные твердые. Определение предела прочности при
поперечном изгибе
Сплавы твердые, материалы керамические инструментальные.
Правила приемки и методы отбора проб
Порошки металлические. Определение текучести
Порошки из сплавов для наплавки. Технические условия
Металлы высокой и особой чистоты. Общие требования к методам анализа
Порошок цинковый. Метод спектрального анализа
Порошки металлические. Методы отбора и подготовки проб
Порошки металлические. Катализаторы и носители. Определение
удельной поверхности
Порошки металлические. Микроскопический метод определения
размеров частиц
Порошковые изделия. Метод определения масла
Сплавы твердые спеченные. Метод определения коэрцитивной
силы
Сплавы твердые спеченные. Метод определения модуля упругости (модуля Юнга)
Сплавы твердые спеченные. Метод определения твердости по
Виккерсу
Порошки металлические. Метод определения плотности после
утряски
Порошки металлические. Метод определения уплотняемости
Металлургия порошковая. Метод определения плотности формовок
Порошки металлические. Определение прочности прессовок
Материалы спеченные проницаемые. Определение проницаемости жидкостей
Сплавы твердые спеченные. Методы определения общего углерода
Процессы порошковой металлургии. Курс лекций
-419-
ПРИЛОЖЕНИЯ
Приложение Б
Обозначение
и номер стандарта
Наименование стандарта
Сплавы твердые спеченные. Методы определения свободного углерода
ГОСТ 25599.3-83
Сплавы твердые спеченные. Методы определения титана
ГОСТ 25599.4-83
Сплавы твердые спеченные. Метод определения кобальта
ГОСТ 25698-83
Порошковые изделия. Метод определения твердости
ГОСТ 25849-83
Порошки металлические. Метод определения формы частиц
Сплавы твердые спеченные. Метод определения удельного элекГОСТ 25947-83
трического сопротивления
ГОСТ 26101-84
Проволока порошковая наплавочная. Технические условия
ГОСТ 26252-84
Порошок ниобиевый. Технические условия
Проволока порошковая для дуговой сварки углеродистых и низГОСТ 26271-84
колегированных сталей. Общие технические условия
ГОСТ 26528-85
Материалы порошковые. Метод испытания на ударный изгиб
ГОСТ 26529-85
Материалы порошковые. Метод испытания на радиальное сжатие
ГОСТ 26467-85
Лента порошковая наплавочная. Общие технические условия
ГОСТ 26530-85
Сплавы твердые спеченные безвольфрамовые. Марки
Материалы антифрикционные порошковые. Метод определения
ГОСТ 26614-85
триботехнических свойств
ГОСТ 26630-85
Материалы керамические инструментальные. Марки
ГОСТ 26719-85
Материалы антифрикционные порошковые на основе меди. Марки
Материалы антифрикционные порошковые на основе железа.
ГОСТ 26802-86
Марки
ГОСТ 26849-86
Материалы порошковые. Метод определения величины пор
Сплавы твердые спеченные. Общие требования к методам химиГОСТ 26876-86
ческого анализа
Сплавы твердые спеченные. Метод определения предела прочноГОСТ 27034-86
сти и предела текучести при сжатии
ГОСТ 27417-87
Порошки металлические. Методы определения кислорода
ГОСТ 28377-89
Порошки для газотермического напыления и наплавки. Типы
Материалы конструкционные порошковые на основе железа.
ГОСТ 28378-89
Марки
Прутки и полосы из быстрорежущей стали, полученной методом
ГОСТ 28393-89
порошковой металлургии. Общие технические условия
Порошки металлические. Метод определения кислорода, восстаГОСТ 29006-91
новимого водородом
Порошковая металлургия. Метод определения изменения размеГОСТ 29012-91
ров прессовок после снятия давления прессования и во время спекания
Изделия порошковые. Конструктивные элементы. Общие требоГОСТ 29278-92
вания
Отраслевые стандарты
Заготовки из антифрикционных порошковых материалов на осОСТ 3 6082-86
нове меди. Технические условия
ОСТ 3 6476-89
Детали порошковой металлургии. Общие технические условия
Порошковая металлургия. Покрытия порошковые металлические
ОСТ 4 ГО 014.205-84
и неметаллические неорганические. Общие технические условия
ГОСТ 25599.2-83
Процессы порошковой металлургии. Курс лекций
-420-
ПРИЛОЖЕНИЯ
Приложение Б
Обозначение
и номер стандарта
Наименование стандарта
Порошковая металлургия. Изделия из порошковых конструкционных материалов. Общие технические условия
Порошковая металлургия. Изделия из конструкционных матеОСТ 4 ГО 029.230-83 риалов, полученные методом холодного деформирования. Общие
технические условия
Порошковая металлургия. Изделия из конструкционных матеОСТ 4 ГО 029.232-84 риалов, полученные методом горячей штамповки спеченных прессовок. Общие технические условия
Заготовки твердосплавные выглаживающих элементов для кругОСТ 23.4.101-76
лых протяжек и прошивок. Общие технические условия
Заготовки твердосплавные деформирующих элементов для кругОСТ 23.4.162-79
лых протяжек и прошивок. Технические условия
Детали из спеченных материалов на железной основе. Общие
ОСТ 24.960.03-77
технические требования
Заготовки пластин сменных многогранных твердосплавных.
ОСТ 48 93-93
Технические условия
ОСТ 107
Изделия из порошковых материалов с заданным температурным
460851.001-89
коэффициентом линейного расширения. Общие технические условия
ОСТ 4 ГО 029.227
Процессы порошковой металлургии. Курс лекций
-421-