1 3.0 Картон плоский склеенный Картон плоский склеенный
реклама

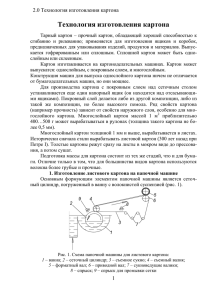
3.0 Картон плоский склеенный Картон плоский склеенный Определение и классификация Картон тарный плоский склеенный представляет собой многослойный материал, состоящий из двух или более плоских слоев картона, склеенных между собой. В основном этот картон применяется для изготовления ящичной тары. Ящики из сплошного склеенного картона используют для упаковки продукции различных отраслей промышленности: пищевой, электротехнической, медицинской и др. С экономической точки зрения производство тарного плоского склеенного картона имеет ряд преимуществ по сравнению с производством гофрированного картона. К ним относятся: простота конструкции клеильной машины, ее более низкая стоимость по сравнению с гофроагрегатом, использование до 75 % низкосортной макулатуры при производстве картона-основы, повторное использование тары. Картон тарный плоский склеенный по ГОСТ 9421-80 вырабатывается трех марок: КС, КС-1 и КС-2. Марки КС и КС-1 используются для изготовления тары пол сливочное масло и маргарин, а также для упаковки изделий подшипниковой промышленности; КС-2 – для изготовления тары, используемой в электротехнической и легкой промышленности. Особенности технологии картона плоского склеенного Картон тарный плоский склеенный вырабатывается путем склеивания слоев картона-основы на склеивающей машине, состоящей из размоточного устройства, клеенаносящих валов, склеивающих валиков, раскройного узла и сушильного устройства. В качестве склеивающего материала используют силикатный клей (жидкое стекло), крахмал, поливинилацетатную дисперсию и др. Масса 1 м2 клеевой пленки составляет от 40 до 100 г. Показатели качества склеенного картона приведены в табл. 1. Таблица 1. Показатели качества картона тарного плоского склеенного (ГОСТ 9421-80) Показатель Марка картона КС КС-1 КС-2 2 Масса 1 м картона, г 1650±125 1650±125 1000±100 1250±100 Толщина, мм, не менее 2,2 2,2 1,4 1,8 Сопротивление продавливанию (аб1,96 1,57 0,75 1,08 солютное), МПа, не менее Сопротивление торцовому сжатию в поперечном направлении, кН/м, не 4,9 4,9 менее Сопротивление расслаиванию в по64 48 перечном направлении, Н, не менее Впитываемость при одностороннем 30 30 смачивании (Кобб60, г, не более Влажность, % 12+2-4 12+2-4 12+2-4 12+2-4 1 3.0 Картон плоский склеенный В качестве сырья для изготовления картона-основы используют древесную массу, макулатуру, целлюлозу. Для наружных слоев картона марок КС и КС-1 применяется картон-основа с поверхностным слоем из сульфатной целлюлозы, проклеенный в массе канифольным клеем. Картон для внутренних слоев получают из 100%-ной макулатурной массы. На некоторых предприятиях в композицию добавляют до 45 % химико-механической древесной массы или целлюлозы высокого выхода. Картон для наружных слоев вырабатывается из макулатурной массы с покровным слоем из небеленой сульфатной хвойной целлюлозы хвойных пород обычного выхода. Покровный слой проклеивается канифольным клеем с целью придания определенной степени гидрофобности. Показатель впитываемости при одностороннем смачивании за 60 с (Кобб60) должен составлять не более 30 г/м2. Картон-основу вырабатывают на круглосеточных и плоскосеточных картоноделательных машинах массой 1 м2 от 300 до 520 г и толщиной не более 0,85 мм. Абсолютное сопротивление продавливанию – не менее 0,29 МПа. Число двойных перегибов в поперечном направлении – не менее 10. Влажность картона при склейке должна составлять 5...8 %. При более высокой влажности процесс склейки замедляется, при очень низкой или неравномерной влажности по ширине происходит коробление склеенного картона. Картон не должен расслаиваться по элементарным слоям. На его поверхности не должно быть складок, морщин, задиров и посторонних включений. Число слоев определяется требованиями к ящикам и качественными характеристиками картона-основы. Склеивание производится на клеильной машине силикатным, крахмальным или специальным водостойким клеем. Клеильные машины (рис. 1) рассчитаны на склеивание от двух до шести полотен картона. Рабочая ширина машины колеблется от 1,1 до 2,2 м. Рис. 1. Схема клеильной машины: 1 – раскаты; 2 – узел нанесения клея; 3 – прессы; 4 – устройство для обрезки кромок; 5 – устройства для продольной и поперечной резки полотна; 6 – стопукладчик Скорость машины зависит от числа склеиваемых слоев, вида применяемого клея и составляет 15... 120 м/мин. Современные машины снабжены размоточными устройствами с откидными боковыми держателями и устройством для смены рулонов без останова машины. На раскате рулоны картона устанавливаются так, что после склейки покровные слои оказываются наружными слоями. Через систему валиков картон поступает в клеильные ванны, где на него наносится слой клея. Клеильные ванны снабжены индивидуальными двигателями для изменения числа оборотов клеенаносящего валика. Уровень клея в ванне поддерживается за счет переливной перегородки, через которую избыток клея поступает в расходный бак. 2 3.0 Картон плоский склеенный При выработке двухслойного картона клей наносится на внутреннюю поверхность верхнего слоя. При выработке трехслойного картона и более нанесение клея на слои производится так, чтобы после его высыхания не происходило коробления. Количество наносимого клея зависит от структуры картона и вида применяемого клея. При использовании силикатного клея расход составляет 60...80 г/м2. Клей готовят из силикат-глыбы с модулем 2,8...3,2. Температура в клеильной ванне 40...65 °С. При более низкой температуре клей налипает на валы, затрудняя работу машины. Расход крахмального клея составляет 30...40 г/м2. Прессовая часть клеильной машины состоит из двух-четырех прессов, рассчитанных на постепенное увеличение линейного давления по ходу полотна до 50 кН/м. Прессованием достигаются пропитывание картона клеем и его равномерное распределение по ширине полотна. Установка прессовых валов с регулируемым давлением позволяет избежать колебания влажности по ширине полотна картона и неравномерности впитывания клея. На некоторых машинах для удаления избыточной влаги, внесенной с клеем, и ускорения склеивания после прессования проводится сушка картона. Из прессовой или сушильной части картон поступает на устройство для продольной и поперечной резки. Разрезанный на листы требуемого формата картон в стопах на поддонах направляется на склад, где он должен пройти отлежку не менее 24 ч. 3