подготовка сырья и производство лущеного шпона
реклама

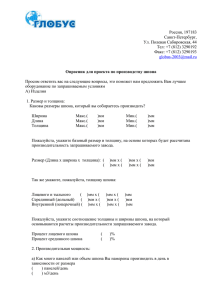
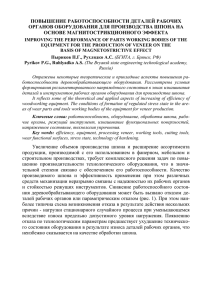
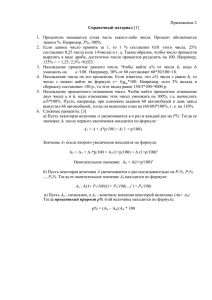
Министерство образования и науки Российской Федерации Томский государственный архитектурно-строительный университет ПОДГОТОВКА СЫРЬЯ И ПРОИЗВОДСТВО ЛУЩЕНОГО ШПОНА Методические указания к контрольной работе Составители О.Ф. Токарева, Н.В. Сачкова Томск 2011 1 Подготовка сырья и производство лущеного шпона: методические указания к контрольной работе / Сост. О.Ф. Токарева, Н.В. Сачкова. – Томск: Изд-во Том. гос. архит.-строит. ун-та, 2011. – 34 с. Рецензент В.Г. Легостаев Редактов Е.Ю. Глотова Методические указания к контрольной работе по дисциплине «Технология клееных материалов и древесных плит» для студентов специальности 250403 «Технология деревообработки» заочной формы обучения. Печатаются по решению методического семинара кафедры машин, оборудования и технологии деревообработки № 5 от 13 декабря 2010 г. Утверждены и введены в действие проректором по учебной работе В.В.Дзюбо с 01.09.11 до 01.09.16 Оригинал-макет подготовлен авторами Подписано в печать Формат 60×84. Бумага офсет. Гарнитура Таймс. Уч.-изд.л. 1,78. Тираж 150 экз. Заказ № Изд-во ТГАСУ, 634003, г. Томск, пл. Соляная, 2. Отпечатано с оригинал-макета в ООП ТГАСУ. 634003, г. Томск, ул. Партизанская, 15. 2 ВВЕДЕНИЕ Контрольная работа для студентов специальности 250403 «Технология деревообработки» заочной формы обучения является итоговой работой по закреплению знаний у студентов, прослушавших курс лекций по темам «Подготовка сырья к лущению», «Технология производства лущеного шпона», «Технология сушки шпона» по дисциплине «Технология клееных материалов и древесных плит». Выполнение контрольной работы расширяет и углубляет знания студентов, дает возможность произвести выбор более производительного оборудования. Цель контрольной работы: получение студентами навыков по расчету производительности оборудования, предназначенного для подготовки сырья к лущению, лущения чураков на шпон, сушки шпона, а также по составлению баланса использования древесины, расчета выхода шпона из чураков, расчета припусков на усушку листа шпона. Контрольная работа выполняется на листах формата А4. Текст работы набирается на компьютере. Шрифт – Times New Roman. Размер шрифта – 14. Межстрочный интервал – 1,5. Титульный лист является первым листом контрольной работы. Пример оформления титульного листа приведен в прил. 3. Контрольная работа состоит из двух разделов: теоретического и расчетного. Каждый раздел имеет порядковую нумерацию: 1 – теоретический раздел; 2 – расчетный раздел. Все помещенные в текстовом документе иллюстрации (схемы, эскизы, диаграммы, фотографии) являются рисунками и оформляются в соответствии с ГОСТ 2.105–95 и ГОСТ 7.32–81. 3 1. ПОДГОТОВКА СЫРЬЯ К ЛУЩЕНИЮ Подготовка сырья к лущению включает в себя следующие операции: гидротермическая обработка, окорка сырья, раскрой сырья на чураки. 1.1. Окорка сырья Окорка сырья – одна из основных операций подготовки сырья к лущению. Она способствует увеличению срока службы лущильных ножей, повышению качества лущеного шпона и комплексному использованию отходов производства (коры и шпона-рванины) на технологические нужды, а также повышению производительности лущильных станков. Принципиальные схемы окорки сырья изображены на рис. 1. Рис. 1. Принципиальная схема окорочного станка: а – удаление коры вращающимися резцами, б – удаление с помощью воды; 1 – чурак, 2 – резцы, 3 – винтовой валик, 4 – сопла, 5 – рельефный валик Расчет производительности окорочного станка (м3/час) производится по формуле 60 q u k в k з А , (1.1) l где q – объем одного бревна среднего диаметра, м3; u – скорость подачи, м/мин, принимается по технической характери4 стике окорочного станка (табл. П.1.1); k в – коэффициент использования рабочего времени, равный 0,8–0,85; k з – коэффициент загрузки станка, равный 0,85; l – длина бревна, м, принимается по заданию. Объем одного бревна q принимается по ГОСТ 2708–75. Задание 1 Определить минимальную и максимальную производительность окорочного станка. Марка станка выбирается из табл. П.1.1 (соответствует строке заданного варианта). Исходные данные для выполнения практической работы приведены в табл. 1.1. Таблица 1.1 Данные для выполнения задания по вариантам Вариант 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 15 17 18 19 20 Средний диаметр сырья, см 20 22 24 26 28 30 32 34 36 38 40 42 26 32 18 16 24 34 28 30 Длина сырья, м 5,00 5,50 6,00 6,50 4,50 4,00 5,25 5,75 4,25 4,75 6,25 6,00 5,00 4,00 6,00 5,50 4,50 5,00 6,50 5,50 5 1.2. Раскрой сырья на чураки Данная операция включает в себя при необходимости предварительную разметку и собственно разделку сырья. Применяются групповой и индивидуальный способы раскроя сырья на чураки. Схема индивидуального раскроя: торцевание (по мере необходимости), поперечный раскрой кряжа на чураки с выпиливанием некондиционной части (дефекты). Для раскроя бревен на чураки применяются полуавтоматические линии по раскряжевке древесины, технические характеристики которых приведены в табл. П.1.2. Принципиальная схема станка для поперечного раскроя сырья на чураки изображена на рис. 2. Рис. 2. Станки для поперечного раскроя сырья на чураки: а – круглопильный, б – поперечнопильный; 1 – режущий инструмент, 2 – бревно, 3 – рольганг, 4 – электродвигатель, 5 – рама, 6 – ременная передача, 7 – стойка, 8 – направляющие, 9 – ползун, 10 – шатун, 11 – маховик, 12 – штурвал 6 Производительность линии раскроя кряжей на чураки (м3/час) определяется по формуле 60 а q , (1.2) m где а – число резов в минуту, для расчета принимается 5–10 резов в минуту; q – объем одного бревна, м3; т – необходимое количество резов на одно бревно. Объем одного бревна принимается по ГОСТ 2708–75 в зависимости от заданного диаметра и длины сырья. Необходимое количество резов на одно бревно определяется по формуле l бр т 1...2 , (1.3) l чур где lбр – длина бревна, м (по заданию); lчур – длина чурака, м (по заданию). Норма расхода сырья на чураки (м3/м3) определяется по формуле q Н бр , (1.4) р n q чур П где q – объем одного бревна, м3; qчур – объем одного чурака, м3; п – количество чураков, получаемое из одного бревна. Баланс использования древесины при раскрое сырья на чураки сводится в табл. 1.2. За исходное сырье принимаются круглые лесоматериалы среднего диаметра и длины. Средний диаметр и длина сырья приводятся в задании. Объем круглых лесоматериалов определяется по ГОСТ 2708–75. Объем опилок определяется в зависимости от количества резов и ширины пропила. Объем кусковых отходов определяется по остаточному принципу. 7 Таблица 1.2 Баланс использования древесины Наименование статей Объем, м3 баланса 1. Исходное сырье – кругq лые лесоматериалы 2. Продукция – чураки п q чур % от исходного сырья 100,00 n q чур q 100 3. Отходы, всего: в том числе: Кусковые qкуск Опилки qоп q (n q чур qоп ) q 100 d2 bпроп z 4 100 q здесь: d – диаметр бревна без учета сбега, м; z – количество пропилов на одно бревно, штук; bпроп – ширина пропила, равная bпроп bпилы 2 у , где: bпилы – толщина пилы, м (принимается 5,0 мм); у – уширение пилы на сторону, м (принимается 1,5 мм) Задание 2 Определить производительность линии раскроя сырья на чураки. Исходные данные приведены в табл. 1.3. Составить баланс использования древесины. Раскрой круглых лесоматериалов производится по индивидуальной схеме раскроя на раскряжевочных установках: ЛО-15; АУ-1; ПА-15. Раскрой сырья состоит из следующих операций: визуальная оценка сырья по качеству древесины; опиловка торцов; раскрой сырья на чураки заданных размеров. 8 Таблица 1.3 Исходные данные для выполнения задания Вариант 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 15 17 18 19 20 Сырье Средний диаметр, см 20 22 24 26 28 30 32 34 36 38 40 42 26 32 18 16 24 34 28 30 Чураки Длина, м Длина, м 5,50 6,00 6,50 4,50 4,00 5,00 4,75 5,25 6,25 5,75 4,25 6,00 5,50 4,00 5,50 4,00 5,00 6,00 6,50 5,50 1,30 1,80 2,50 1,40 1,50 1,25 1,50 1,60 1,90 1,80 1,40 1,45 1,30 1,30 1,20 1,25 1,50 1,90 1,50 1,75 2. ЛУЩЕНИЕ ЧУРАКОВ НА ШПОН Лущением называется процесс резания древесины, при котором с вращающегося чурака поступательно движущимся ножом снимается непрерывная лента – шпон. Общий вид лущильного станка ЛУ17 – 4 представлен на рис. 3. 9 Рис. 3. Общий вид лущильного станка ЛУ17 – 4: 1 – левый шпиндель, 2 – станина, 3 – суппорт, 4 – ограничитель прогиба чураков, 5 – пульт управления, 6 – коробка подач, 7 – правый шпиндель, 8 – центровочное устройство, 9 – загрузочное устройство, 10 – чурак 2.1. Расчет выхода шпона из чураков При лущении в сечении чурака имеются четыре зоны, изображенные на рис. 4. Рис. 4. Зоны сечения чураков 10 Зона 1 – зона шпона-рванины. Объем зоны V1. Из этой зоны получаются куски шпона неопределенной формы, которые могут быть использованы после измельчения в качестве древесного сырья для производства масс прессовочных марки МДП-К, ДСтП или как топливо для котельной. Зона 2 – зона длинных кусков. Объем зоны V2. Из этой зоны получается шпон в виде длинных кусков, которые после прирезки в размер и ребросклеивания используются на производство фанеры. Зона 3 – зона форматного шпона. Объем зоны V3. Из этой зоны получается лента шпона, длина которой будет зависеть от диаметра чураков и толщины шпона. После прирубки по ширине (длине) листы шпона используются на производство фанеры. Зона 4 – зона карандаша. Объем зоны V4. Остающаяся после лущения центральная часть чурака. Может быть использована как самостоятельная товарная единица или после измельчения карандаш может быть направлен на производство древесностружечных плит или на топливо для котельной. 2.1.1. Расчет выхода шпона из зоны длинных кусков Объем зоны длинных кусков (м3) определяется по формуле π l ч d ч2 V2 ( К в2 К л2 ). (2.1) 4 Расчет выхода шпона из зоны длинных кусков V2 производится отдельно для 1, 2, 3-го сортов сырья. 2.1.2. Расчет выхода шпона из зоны форматного шпона Объем выхода шпона (м3) из зоны форматного шпона определяется по формуле π lч V3 ( К л2 d ч2 d к2 ). (2.2) 4 Расчет выхода шпона из зоны форматного шпона V3 производится отдельно для 1, 2, 3-го сортов сырья. 11 В данных формулах: lч – длина чурака, м, (по заданию); dч – диаметр чурака, м (по заданию); dк – диаметр карандаша, м, определяется по формулам (2.3–2.5); Кв – общий выход шпона из чурака заданного диаметра, определяется по формулам (2.7–2.9); Кл – выход форматного шпона из чурака заданного диаметра, определяется по формулам (2.10–2.12). Диаметр карандаша (м) в зависимости от сорта древесины определяется – для сырья 1-го сорта по формуле (2.14) dк1 = d0 – 0,00275 + 0,245dч2 – 0,195dч3 ; (2.3) – для сырья 2-го сорта по формуле (2.15) dк2 = d0 – 0,00275 + 0,260dч2 – 0,120dч3 ; (2.4) – для сырья 3-го сорта по формуле (2.16) dк3 = d0 – 0,00210 + 0,275dч2 – 0,080dч3 , (2.5) где d0 – диаметр внутренних кулачков шпинделей станка, м, принимается по технической характеристике лущильного станка из табл. П.1.3; dч – диаметр чурака, м. Средний диаметр карандаша (м) определяется по формуле 100 d к.ср , (2.6) а1 а2 а3 d к1 d к2 d к3 где а1 , а 2 , а3 процентное соотношение соответственно 1, 2, 3-го сортов сырья в общем объеме. Процентное соотношение сырья по сортам приводится в задании. Коэффициент общего выхода шпона определяется: – из сырья 1-го сорта по формуле dч ; 0,00648 1,082d ч – из сырья 2-го сорта по формуле К в1 dч ; 0,00657 1,089d ч – из сырья 3-го сорта по формуле К в2 12 (2.7) (2.8) К в3 dч . 0,00368 1,115d ч (2.9) Коэффициент выхода форматного шпона определяется: – из сырья 1-го сорта по формуле dч К л1 ; (2.10) 0,00848 1,124 d ч – из сырья 2-го сорта по формуле dч К л2 ; (2.11) 0 ,00800 1,137 d ч – из сырья 3-го сорта по формуле dч К л3 , (2.12) 0,00469 1,172 d ч где d ч – диаметр чурака, м. Принимается по заданию. 2.1.3. Расчет общего выхода шпона из чураков Общий выход шпона (м3) определяется по формуле Vш = V2 + V3 . (2.13) Расчет производится отдельно для 1, 2, 3-го сортов сырья. 2.1.4. Расчет среднего выхода шпона по сортам в зависимости от процентного содержания сырья Средний выход шпона в зависимости от сортов сырья (м3) определяется по формуле 100 Vш.ср , (2.14) а1 а2 а3 Vш1 Vш2 Vш3 где а1 , а 2 , а3 процентное соотношение соответственно 1, 2, 3-го сортов сырья в общем объеме. Процентное соотношение сырья по сортам приводится в задании. 13 2.1.5. Расчет объема зоны карандаша Объем зоны карандаша (м3) определяется по формуле π d к2.сс l ч V4 , (2.15) 4 где dк.ср – средний диаметр карандаша, м, рассчитанный по формуле (2.6); lч – длина чурака, м, принимается по заданию. 2.1.6. Расчет объема зоны шпона-рванины Объем зоны шпона-рванины (м3) определяется по формуле V1 = Vч – (Vш. ср + V4), (2.16) где Vч – объем чурака м3, принимается по ГОСТ 2708–75 в зависимости от диаметра и длины чурака. 2.1.7. Норма расхода древесины на 1 м3 сырого лущеного шпона. Баланс использования древесины при производстве лущеного шпона 2.1.7.1. Норма расхода чураков (м3/м3) на 1 м3 лущеного шпона определяется по формуле V Н чур ч , (2.17) р Vш.ср где Vч – объем чурака м3, принимается по ГОСТ 2708–75 в зависимости от диаметра и длины чурака; Vш ср – средний выход шпона из чураков, м3, определяется по формуле (2.14). 2.1.7.2. Баланс использования древесины при производстве лущеного шпона составляется для каждого диаметра чураков. Баланс использования древесины сводится в табл. 2.1. Формулы для определения процента выхода от исходного сырья лущеного шпона, а также отходов (шпон-рванина, карандаш) приведены в табл. 2.1. За исходное сырье принимается 14 объем одного чурака, Vч, по ГОСТ 2708–75 в зависимости от диаметра и длины чурака. Таблица 2.1 Баланс использования древесины при производстве лущеного шпона Наименование статей баланса 1. Сырье 2. Продукция – лущеный шпон Объем, м3 % от исходного сырья Vч 100,0 V ш.ср 100 Vч Vш. ср 3. Отходы: – шпон-рванина – карандаш V1 V1 100 Vч V4 V4 100 Vч 2.2. Расчет производительности лущильного станка С точки зрения кинематики лущение – это процесс поперечного резания древесины с целью получения шпона заданной толщины, при котором истинной траекторией резания является спираль. Лезвие ножа должно быть прямолинейным и расположено параллельно оси вращения чурака, а длина ножа – несколько больше длины чурака. Активное влияние на качество получаемого шпона оказывает прижимная линейка, жестко связанная с ножом и при резании перемещаемая вместе с ним. Принципиальная схема лущильного станка изображена на рис. 5. Движение вращения чураку, зажатому между шпинделями станка, передается от электродвигателя главного привода 2 через клиноременную передачу 1, вал 11, зубчатую передачу. От правого шпинделя станка через цепную передачу 9, коробку подач 8, вал 6, коническо-винтовую передачу движение передается суппорту, на котором установлены нож и прижимная линейка. 15 Рис. 5. Принципиальная схема лущильного станка: 1 – клиноременная передача, 2 – электродвигатель главного привода, 3 – левый шпиндель станка, 4 – зубчатая передача, 5 – электродвигатель ускоренной подачи суппорта, 6,11 – валы, 7 – коническо-винтовая передача, 8 – коробка подач, 9 – цепная передача, 10 – правый шпиндель Принципиальная схема работы станка говорит о жесткой связи движения резания (вращение чурака) и движения подачи (перемещение суппорта), что обеспечивает получение шпона заданной толщины. Производительность лущильного станка определяется – в чураках в час по формуле 3600 А0 Кв; (2.18) t – в м3 в час по формуле А А 0 V ш. ср , (2.19) где t – продолжительность обработки одного чурака, с, определяется по формуле (2.20); Кв – коэффициент использования рабочего времени, равный 0,95. 16 Продолжительность (с) обработки одного чурака определяется по формуле t = t1 + t2 + t3 + t4 + t5 + t6 + t7 + t8, (2.20) где t1 – продолжительность установки чурака между шпинделями станка, с; t2 – продолжительность зажима чурака шпинделями станка, с; t3 – продолжительность подвода суппорта к чураку на ускоренной подаче, с; t4 – продолжительность лущения одного чурака, с; t5 – продолжительность отвода суппорта после окончания лущения, с; t6 – продолжительность отвода шпинделей после окончания лущения, с; t7 – продолжительность удаления карандаша со станка, с; t8 – продолжительность прочистки просвета между ножом и прижимной линейкой. Продолжительность установки чурака между шпинделями станка t1, для расчета принимается 2–4 с. Продолжительность зажима чурака шпинделями станка (с) определяется по формуле h 30 (2.21) t2 , uн где h – глубина проникновения перьев кулачков в торец чураков, мм, для расчета принимается 30–60 мм; uн – скорость движения наружных шпинделей (прямой ход), мм/с, принимается по технической характеристике лущильного станка (табл. П.1.3). Продолжительность подвода суппорта к чураку на ускоренной подаче (с) определяется по формуле l t3 c , (2.22) uc где lс – путь, проходимый суппортом на ускоренной подаче, мм. Для расчета принимается lс = 100 мм; uс – скорость ускоренной подачи суппорта к чураку, мм/с, принимается по технической характеристике лущильного станка (табл. П.1.3). Продолжительность лущения одного чурака (с) определяется по формуле 30b 0,02 d ч d к t4 , (2.23) hn 17 где b – коэффициент формы чурака, определяется по формуле (2.24); h – толщина шпона, мм (по заданию); n – число оборотов шпинделей в минуту, принимается по технической характеристике лущильного станка (табл. П.1.3); dч – диаметр чурака, мм (по заданию); dк – средний диаметр карандаша, мм, принимается по формуле (2.6). Коэффициент формы чурака для березы определяется по формуле b 0,935 0,165 l ч , (2.24) где l – длина чурака, м, принимается по заданию. Продолжительность отвода суппорта по окончании лущения чурака (с) определяется по формуле 2l c b 0,02 d ч d к , (2.25) 2 ис где uс – скорость ускоренной подачи суппорта к чураку, мм/с, принимается по технической характеристике лущильного станка (табл. П.1.3). Остальные значения такие же, как в предыдущих формулах. Продолжительность отвода шпинделей после окончания лущения (с) определяется по формуле t5 h 30 , (2.26) uв где h – глубина проникновения перьев кулачков в торец чураков, мм, принимается 30–60 мм; uв – скорость обратного хода внутренних шпинделей, мм/с, принимается по технической характеристике лущильного станка (табл. П.1.3). Продолжительность удаления карандаша со станка t7 для расчета принимается 1–3 с. Продолжительность прочистки просвета между ножом и прижимной линейкой t8 принимается 1–2 с. Производительность лущильного станка определяется для каждого диаметра чурака. t6 18 Задание 3 Определить выход шпона из чураков, определить объем зоны карандаша, объем зоны шпона-рванины, составить баланс использования древесины, определить производительность лущильного станка в штуках чураков в час, в м3 в час. Исходные данные приведены в табл. 2.2. Таблица 2.2 Исходные данные для выполнения задания Исходные данные Сырье – чураки Диаметр, см Длина, м Количество по сортам: 1-й сорт 2-й сорт 3-й сорт Марка станка 1 2 3 4 5 20 1,30 22 1,45 24 1,50 26 1,60 28 1,70 100 500 300 SE08-14 120 450 350 ЛУ17-10 220 440 330 ЛУ17-4 180 370 260 3V ККТ 500 700 400 ЛУ17-4 Продолжение табл. 2.2 Исходные данные Сырье – чураки Диаметр, см Длина, м Количество по сортам: 1-й сорт 2-й сорт 3-й сорт Марка станка 6 7 8 9 10 30 1,80 32 1,90 34 2,00 36 2,10 38 2,20 650 820 340 4V ККТ 100 500 250 SE08-27 110 625 375 4V ККТ 330 770 250 SE08-27 440 890 670 4V ККТ 19 Продолжение табл. 2.2 Исходные данные Сырье – чураки Диаметр, см Длина, м Количество по сортам: 1-й сорт 2-й сорт 3-й сорт Марка станка 11 12 13 14 15 40 1,2 42 2,5 18 2,0 20 1,5 22 1,6 530 820 150 SE08-14 480 710 290 SE08-27 370 900 500 4V ККТ 820 720 620 3V ККТ 210 940 320 ЛУ17-4 Окончание табл. 2.2 Исходные данные Сырье – чураки Диаметр, см Длина, м Количество по сортам: 1-й сорт 2-й сорт 3-й сорт Марка станка 20 16 17 18 19 20 24 2,4 26 1,9 28 2,5 30 2,6 32 1,2 420 620 440 SE08-27 150 760 590 4V ККТ 290 680 340 SE08-27 470 820 350 SE08-27 910 550 180 ЛУ17-10 СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ Оcновная литература 1. Волынский, В.Н. Технология клееных материалов: учебн. пособие / В.Н. Волынский. – 2-е изд., испр. и доп. – Архангельск, 2003. – 280 с. 2. Соболев, А.В. Технология клееных материалов и древесных плит: учебн. пособие / А.В.Соболев. – М.: МГУЛ, 2008. – 149 с. 3. Чубов, А.Б. Технология клееных материалов: учебн. пособие / А.Б. Чубов. – СПб., 2002. – 84 с. 4. Балакин, М.И. Технологические расчеты в производстве клееных материалов на шпоновой основе: учебн. пособие / М.И. Балакин, А.В. Соболев. – М.: МГУЛ, 2005. – 104 с. Дополнительная литература 1. Симонов, А.С. Производство и сортировка лущеного и строганого шпона / А.С. Симонов, В.А. Воронов. – М.: Лесная промышленность, 1989. – 240 с. 2. Стерлин, Д.М. Сушка в производстве фанеры и древесностружечных плит / Д.М. Стерлин. – М.: Лесная промышленность, 1977. – 384 с. 3. Качалин, И.В. Справочник по производству фан еры / И.В. Качалин. – М.: Лесная промышленность, 1984. – 420 с. 4. Зыков, В.И. Основы технологии и оборудование в производстве лущеного шпона и сырой спичечной соломки / В.И. Зыков, А.С. Симонов. – М.: Экология, 1991. – 160 с. 5. Производство лущеного и строганого шпона / И.И. Михеев и др. . – М.: Профтехобразование, 1979. – 176 с. 21 ПРИЛОЖЕНИЕ 1 Технические характеристики оборудования Таблица П.1.1 Технические характеристики окорочных станков № Страна-производитель Марка станка 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Италия SP 81 ОК-63Ф ОК-63-2 ОК-40-2 ОК-35М ОК-35К ОК-66М ОК-80-1 ОК-100-2 VK-16 VK-10 VK-26МХ Скорость подачи, м/с 0,1–0,42 0,1–1,0 0,2–1,0 0,2–1,2 0,4–0,6 0,13–0,7 0,1–0,7 0,2–1,0 0,25–0,75 0,38–0,67 0,35–0,70 0,37–0,68 Cambio 70-21АА Cambio 70-54АА Cambio 70-75АА Серия А2 559 Серия А2 1118 Серия А2 1524 Серия 18 - 45 0,60–0,90 0,40–0,70 0,40–1,20 0,20–0,83 0,25–0,70 0,30–0,55 0,50–1,20 Россия Финляндия «Валлон Коне» Швеция «Содерхамс Веркстедер» США «Никольсон Манифекчуринг» Канада Таблица П.1. 2 Технические характеристики установок для раскроя сырья Показатели Диаметр распиливаемого сырья, см Максимальный диаметр пильного диска, мм Скорость резания, м/с 22 ЛО–15 16–60 АЦ–1 16–35 ПА–15 16-60 1500 1250 1500 72,6 56,4 70,0 Таблица П.1.3 Технические характеристики лущильных станков Показатели Макс. длина чурака, мм Длина ножа, мм Макс. диаметр чурака, мм Диаметр кулачков, мм – внутренних – наружных Частота вращения шпинделей, об/мин Скорость перемещения шпинделей, мм/с – наружных – внутренних Скорость ускоренной подачи суппорта, мм/с SE 08 – 27 Италия 3V KKT 66/L65 Фин. 4V KKT 92/L75 Фин. ЛУ17-4 ЛУ17-10 SE 08 – 14 Италия 1700 1650 1400 2700 1650 2300 1750 1700 1450 2750 1680 2340 700 700 800 800 750 800 65 110 109 147 220 65 110 113 151 236 63 150 63 150 65 110 75 125 600 600 300 225 70/450 35/125 70/450 35/125 70/450 35/125 70/450 35/125 70/450 35/125 70/450 35/125 80 77,7 120 120 88 88 23 ПРИЛОЖЕНИЕ 2 Пример выполнения контрольной работы Часть 1. Подготовка сырья к лущению Определить производительность окорочного станка ОК63-2, производительность линии раскроя сырья на чураки ЛО-15, составить баланс использования древесины при раскрое сырья на чураки. Исходные данные: Диаметр круглых лесоматериалов – 26 см, длина круглых лесоматериалов – 5,0 м, длина чураков – 1,6 м. Расчет производительности окорочного станка производится по формуле (1.1) 60 0,32 0,5 60 0,8 0,85 А 78,3 м3/час, 5,0 3 где q = 0,32 м – объем одного бревна среднего диаметра, принимается по ГОСТ 2708–75; u = 0,5 м/с – скорость подачи, принимается по технической характеристике окорочного станка (табл. П.1.1); k в = 0,8 – коэффициент использования рабочего времени; k з = 0,85 – коэффициент загрузки станка; l = 5,0 м – длина бревна, принимается по заданию. Производительность линии раскроя кряжей на чураки определяется по формуле (1.2) 60 8 0,32 П 38,4 м3/час, 4 где а = 8 резов/мин – число резов в минуту; q = 0,32 м3 – объем одного бревна; т = – необходимое количество резов на одно бревно, определяется по формуле (1.3). Объем одного бревна принимается по ГОСТ 2708–75 в зависимости от заданного диаметра и длины сырья. Необходимое количество резов на одно бревно определяется по формуле (1.3) 24 5,0 1 4 реза, 1,6 где lбр = 5,0 м – длина бревна (по заданию); lчур = 1,6 м – длина чурака (по заданию). Норма расхода сырья на чураки определяется по формуле (1.4) т Н бр р 0,32 1,111 м3/м3, 3 0,096 где q = 0,32 м3 – объем одного бревна; qчур = 0,096 м3 – объем одного чурака; п = 3 – количество чураков, получаемое из одного бревна. Баланс использования древесины при раскрое сырья на чураки сводится в табл. П.2.1. Таблица П.2.1 Баланс использования древесины Наименование статей баланса 1. Исходное сырье – круглые лесоматериалы 2. Продукция – чураки Объем, м3 % от исходного сырья 0,32 100,00 0,288 0,288 100 90,0 0,32 0,0303 0,32 (3 0,096 0,0017) 100 9,47 0,32 3. Отходы, всего: в том числе: Кусковые 3,14 0,26 2 0,008 4 0,0017 4 100 0,53 0,32 Здесь d = 26 см = 0,26 м – диаметр бревна; т = 4 реза на одно бревно, принимается по формуле (1.3); bпроп = 8 мм – ширина пропила, равная bпроп bпилы 2 у , Опилки где bпилы = 5,0 мм = 0,005 м – толщина пилы; у = 1,5 мм = 0,0015 м – уширение пилы на сторону 25 Часть 2. Лущение чураков на шпон Определить выход шпона из чураков. Составить баланс использования древесины при лущении. Определить производительность лущильного станка SE 08-27. Исходные данные: диаметр чураков 26 см; длина чураков 2,6 м. Распределение сырья по сортам: 1-й сорт – 20 %, 2-й сорт – 60 %, 3-й сорт – 20 %. Толщина получаемого шпона 1,5 мм, ширина листа шпона 1300 мм. 2.1. Расчет выхода шпона из чураков Шпон при лущении получается из зоны длинных кусков и из зоны форматного шпона, поэтому расчет выхода шпона производится по этим двум зонам. 2.1.1. Расчет выхода шпона из зоны длинных кусков Объем зоны длинных кусков определяется по формуле (2.1) – для сырья 1 сорта 3,14 2,6 0,26 2 V2 1с (0,9034 2 0,8646 2 ) 0,00947 м3; 4 – для сырья 2 сорта 3,14 2,6 0,26 2 V2 2с (0,8974 2 0,8563 2 ) 0,00995 м3; 4 – для сырья 3 сорта 3,14 2,6 0,26 2 V2 3с (0,8856 2 0,8403 2 ) 0,01079 м3. 4 2.1.2. Расчет выхода шпона из зоны форматного шпона Объем выхода шпона из зоны форматного шпона определяется по формуле (2.2) – для сырья 1 сорта 26 3,14 2,6 (0,8646 2 0, 26 2 0,0734 2 ) 0,09213 м3; 4 – для сырья 2 сорта 3,14 2,6 V3 (0,8563 2 0,26 2 0,0757 2 ) 0,08948 м3; 4 – для сырья 3 сорта 3,14 2,6 V3 (0,8403 2 0,26 2 0,07812 ) 0,08497 м3. 4 В данных формулах lч = 2,6 м – длина чурака (по заданию); dч = 26 см = 0,26 м – диаметр чурака (по заданию); dк – диаметр карандаша, определяется по формулам (2.3–2.5); Кв – общий выход шпона из чурака заданного диаметра, определяется по формулам (2.7–2.9); Кл – выход форматного шпона из чурака заданного диаметра, определяется по формулам (2.10–2.12). Диаметр карандаша в зависимости от сорта древесины определяется – для сырья 1 сорта по формуле (2.3) V3 dк1 = 0,063 – 0,00275 + 0,245 0,26 2 0,195 0,26 3 = 0,0734 м; – для сырья 2 сорта по формуле (2.4) dк2 = 0,063 – 0,00275 + 0,260 0,26 2 0,120 0,26 3 0,0757 м; – для сырья 3 сорта по формуле (2.5) dк3 = 0,063 – 0,00210+ 0,275 0,26 2 0,080 0,26 3 0,0781 м, где d0 = 63 мм = 0,063 м – диаметр внутренних кулачков шпинделей станка, принимается по технической характеристике лущильного станка из табл. П.1.3; dч = 26 см = 0,26 м – диаметр чурака. Средний диаметр карандаша определяется по формуле (2.6) 100 d к.ср 0,0757 м, 20 60 20 0,0734 0,0757 0,0781 где а1 = 20 %, а2 = 60 %, а3 = 20 % – процентное соотношение соответственно 1, 2, 3-го сортов сырья в общем объеме. Процентное соотношение сырья по сортам приводится в задании. 27 Коэффициент общего выхода шпона определяется – из сырья 1-го сорта по формуле (2.7) 0,26 К в1 0,9034 ; 0,00648 1,082 0,26 – из сырья 2-го сорта по формуле (2.8) 0,26 К в2 0,8974 ; 0,00657 1,089 0,26 – из сырья 3-го сорта по формуле (2.9) 0,26 К в3 0,8856 . 0,00368 1,115 0,26 Коэффициент выхода форматного шпона определяется: – из сырья 1-го сорта по формуле (2.10) 0,26 К л1 0,8646 ; 0,00848 1,124 0,26 – из сырья 2-го сорта по формуле (2.11) 0 , 26 К л2 0 ,8563 ; 0 , 00800 1,137 0 , 26 – из сырья 3-го сорта по формуле (2.12) 0,26 К л3 0,8403 , 0,00469 1,172 0,26 где d ч = 26 см = 0,26 м – диаметр чурака. Принимается по заданию. 2.1.3. Расчет общего выхода шпона из чураков Общий выход шпона (м3) определяется по формуле (2.13) – из сырья 1-го сорта Vш 1с = 0,00947 + 0,09213 = 0,10160 м3; – из сырья 2-го сорта Vш 2с = 0,00995 + 0,08948 = 0,09943 м3; – из сырья 3-го сорта Vш 2с = 0,01079 + 0,08497 = 0,09576 м3. 28 2.1.4. Расчет среднего значения выхода шпона в зависимости от процентного содержания сырья по сортам Средний выход шпона в зависимости от сортов сырья определяется по формуле (2.14) 100 Vш.ср 0,09909 м3, 20 60 20 0,10160 0,09943 0,09576 где а1 = 20 %, а2 = 60 %, а3 = 20 % – процентное соотношение соответственно 1, 2, 3-го сортов сырья в общем объеме. Процентное соотношение сырья по сортам приводится в задании. 2.1.5. Расчет объема зоны карандаша Объем зоны карандаша определяется по формуле (2.15) 3,14 0,0757 2 2,6 V4 0,01170 м3, 4 где dк.ср = 0,0757 м – средний диаметр карандаша, м, рассчитанный по формуле (2.6); lч = 2,6 м – длина чурака, принимается по заданию. 2.1.6. Расчет объема зоны шпона-рванины Объем зоны шпона-рванины (м3) определяется по формуле (2.16) V1 = 0,16 – (0,09909 + 0,01170) = 0,04921 м3 где Vч = 0,16 м3– объем чурака, принимается по ГОСТ 2708–75 в зависимости от диаметра и длины чурака. 2.1.7. Норма расхода древесины на 1 м3 сырого лущеного шпона Норма расхода чураков ляется по формуле (2.17) Н чур р на 1 м3 лущеного шпона опреде- 0,16 1,614 м3/м3, 0,09909 29 где Vч = 0,16 м3 – объем чурака, принимается по ГОСТ 2708–75 в зависимости от диаметра и длины чурака; Vш.ср = 0,09909 м3 – средний выход шпона из чураков, определяется по формуле (2.14). 2.1.8. Баланс использования древесины при производстве лущеного шпона Баланс использования древесины при производстве лущеного шпона составляется для каждого диаметра чураков. Баланс использования древесины сводится в табл. П.2.2. Формулы для определения процента выхода от исходного сырья лущеного шпона, а также отходов (шпон-рванина, карандаш) приведены в табл. 1.3. За исходное сырье принимается объем одного чурака Vч по ГОСТ 2708–75 в зависимости от диаметра и длины чурака. Таблица П.2.2 Баланс использования древесины Наименование статей баланса 1. Сырье 2. Продукция – лущеный шпон 3. Отходы: – шпон-рванина – карандаш Объем, м3 % от исходного сырья 0,16 100,0 0,09909 100 61,93 % 0,16 0,09909 0,04921 0,01170 0,04921 100 30,76 % 0,16 0,0117 100 7,31 % 0,16 2.2. Расчет производительности лущильного станка Производительность лущильного станка определяется – в чураках в час по формуле (2.18) 3600 А0 0,95 166 чур/час ; 20 ,63 30 – в м3 в час по формуле (2.19) А 166 0 , 09909 16 , 45 м 3 / час, где t = 20,63 с – продолжительность обработки одного чурака, с, определяется по формуле (2.20); Кв – коэффициент использования рабочего времени, равный 0,95. Продолжительность (с) обработки одного чурака определяется по формуле (2.20): t = 3,0 + 0,857 + 0,833 + 9,47 + 2,00 + 0,48 + 2,00 + 2,00 = 20,64 с, где t1 = 3 с – продолжительность установки чурака между шпинделями станка, с; t2 – продолжительность зажима чурака шпинделями станка, с, определяется по формуле (2.21); t3 – продолжительность подвода суппорта к чураку на ускоренной подаче, с, определяется по формуле (2.22); t4 – продолжительность лущения одного чурака, с, определяется по формуле (2.23); t5 – продолжительность отвода суппорта после окончания лущения, с, определяется по формуле (2.25); t6 – продолжительность отвода шпинделей после окончания лущения, с, определяется по формуле (2.26); t7 = 2 с – продолжительность удаления карандаша со станка; t8 = 2 с – продолжительность прочистки просвета между ножом и прижимной линейкой. Продолжительность зажима чурака шпинделями станка определяется по формуле (2.21) 30 30 t2 0,857 с, 70 где h = 30 мм– глубина проникновения перьев кулачков в торец чураков; uн =70 мм/с – скорость движения наружных шпинделей (прямой ход), принимается по технической характеристике лущильного станка (табл. П.1.3). Продолжительность подвода суппорта к чураку на ускоренной подаче определяется по формуле (2.22): 100 t3 0,833 с, 120 где lс = 100 мм – путь, проходимый суппортом на ускоренной подаче; uс = 120 мм/с – скорость ускоренной подачи суппорта к чураку, принимается по технической характеристике лущильного станка (табл. П.1.3). 31 Продолжительность лущения одного чурака определяется по формуле (2.23) 301,364 0,02260 75,7 t4 9,47 с, 1,5 600 где b = 1,364 – коэффициент формы чурака, определяется по формуле (2.24); h = 1,5 мм – толщина шпона, мм, принимается по заданию; n = 600 об/мин – число оборотов шпинделей в минуту, принимается по технической характеристике лущильного станка (табл. П.1.3); dч = 26 см = 260 мм – диаметр чурака, принимается по заданию; dк = 0,0757 м = 75,7 мм – средний диаметр карандаша, рассчитывается по формуле (2.6). Коэффициент формы чурака для березы определяется по формуле (2.24) b 0,935 0,165 2,6 1,364, где l = 2,6 м – длина чурака, принимается по заданию. Продолжительность отвода суппорта по окончании лущения чурака определяется по формуле (2.25) 2 100 1,354 0,02 260 75,7 t5 2,00 с, 2 120 где uс = 120 мм/с – скорость ускоренной подачи суппорта к чураку, принимается по технической характеристике лущильного станка (табл. П.1.3). Остальные значения такие же, как в предыдущих формулах. Продолжительность отвода шпинделей после окончания лущения определяется по формуле (2.26) 30 30 t6 0, 48 с, 125 где h = 30 мм – глубина проникновения перьев кулачков в торец чураков; uв = 125 мм/с – скорость обратного хода внутренних шпинделей, принимается по технической характеристике лущильного станка (табл. П.1.3). 32 ПРИЛОЖЕНИЕ 3 Министерство образования и науки Российской Федерации Томский государственный архитектурно-строительный университет Лесотехнический факультет Кафедра «Машины, оборудование и технология деревообработки» КОНТРОЛЬНАЯ РАБОТА № 1 (2) по дисциплине «Технология клееных материалов» Выполнил(а) студент(ка) гр._____________________ Проверил:____________________________________ Томск 2011 33 ОГЛАВЛЕНИЕ Введение ....................................................................................... 3 1. Подготовка сырья к лущению .................................................. 4 1.1. Окорка сырья ...................................................................... 4 1.2. Раскрой сырья на чураки................................................... 6 2. Лущение чураков на шпон........................................................ 9 2.1. Расчет выхода шпона из чураков..................................... 10 2.1.1.Расчет выхода шпона из зоны длинных кусков...... 11 2.1.2. Расчет выхода шпона из зоны форматного шпона....................................................................... 11 2.1.3. Расчет общего выхода шпона из чураков .............. 13 2.1.4. Расчет среднего выхода шпона по сортам в зависимости от процентного содержания сырья 13 2.1.5. Расчет объема зоны карандаша .............................. 14 2.1.6. Расчет объема зоны шпона-рванины ..................... 14 2.1.7. Норма расхода древесины на 1 м3 сырого лущеного шпона. Баланс использования древесины при производстве лущеного шпона...................................................... 15 2.2. Расчет производительности лущильного станка............. 16 Список рекомендуемой литературы............................................ 35 Приложение 1 ............................................................................. 22 Приложение 2 ............................................................................. 24 Приложение 3 ............................................................................. 33 34