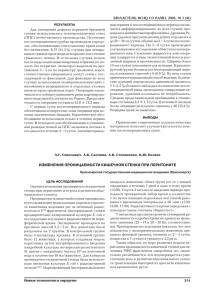
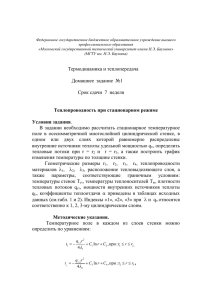
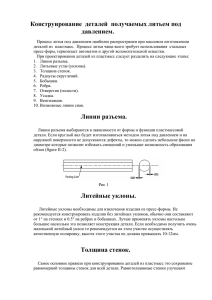
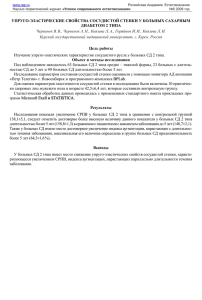
конструкция изделий для конкретных вариантов конечного
реклама

Влияние конструкции изделия 629 мость изделия и величину остаточных внутренних напряжений в изделии, которые возникают на стадии заполнения и уплотнения (подпитки) материала в формующей полости. Поэтому после изготовления формующего инструмента значительно усложняется замена полимерного материала, из которого будет изготавливаться изделие. При смене полимера может потребоваться довольно дорогостоящая и длительная доработка формующего инструмента. Поэтому уже на первой стадии изготовления формующего инструмента конструктор должен быть полностью уверен в том, что выбранный полимерный материал позволит получить изделие, которое будет удовлетворять всем, или, по крайней мере, большинству требований потребителя, в частности к физическим характеристикам, формуемости, воздействию на окружающую среду, а также будет соответствовать всем принятым нормам. Такая уверенность должна появиться у конструктора еще до расчета окончательных размеров формующей полости (формообразующих деталей), особенно при наличии нескольких альтернативных полимерных материалов, значения усадки которых сильно различаются. Ниже будут рассмотрены наиболее типичные проблемы, возникающие при конструировании, а также важные факторы, которым зачастую не уделяется должного внимания. Всеобщее управление качеством процесса начинается именно на стадии конструирования, но охватывает оно весь производственный процесс. КОНСТРУКЦИЯ ИЗДЕЛИЙ ДЛЯ КОНКРЕТНЫХ ВАРИАНТОВ КОНЕЧНОГО ПРИМЕНЕНИЯ Конструкция пластмассового изделия должна соответствовать определенному варианту применения этого изделия. При испытании сразу после извлечения из формующего инструмента, когда материалы изделия находятся в сухом, отформованном состоянии, изделия должны удовлетворять всем требованиям потребителя. Такой критерий качества изделий является обычно наиболее жестким. Изделия после извлечения из формы (т. е. в сухом, отформованном состоянии) в большей степени проявляют склонность к разрушению, поскольку после формования прошло еще недостаточное количество времени, и в изделии не компенсировались остаточные внутренние напряжения, а само изделие еще не было кондиционировано при условиях окружающей среды. После выдержки при определенных условиях изделие поглощает некоторое количество энергии, а в самом изделии происходит релаксация остаточных внутренних напряжений, которые могут отрицательно сказываться на эксплуатационных характеристиках изделия. Кондиционирование изделий зачастую рекомендуется проводить с использованием горячего масла, воды или влажного воздуха, а также путем термической обработки (нормализации) в печи. Большинство опытных конструкторов полагает, что исключить проведение подобных вспомогательных операций кондиционирования, а следовательно, уменьшить расходы на изготовление изделий можно за счет разработки качественной и надежной конструкции изделия. Кроме того, 630 Влияние конструкции изделия к настоящему времени появилось большое количество новых полимерных материалов и сплавов пластмасс, при использовании которых можно удовлетворить даже самые жесткие требования потребителей. Однако этот выбор всегда остается за конструктором изделия. Если конструктор имеет достаточно высокую квалификацию и опыт, то за счет разработки надежной конструкции изделия он может существенно сократить расходы средств и времени на производство продукции, а также исключить возникновение каких-либо проблем при формовании и конечной эксплуатации пластмассового изделия. Следует отметить, что на стадии проектирования конструкторы зачастую даже не рассматривают возможность возникновения наиболее типичных и легко решаемых проблем, связанных с конструкцией пластмассового изделия. Среди таких проблем можно упомянуть: 1. Отсутствие (острый угол) или слишком малый радиус скругления угла или кромки изделия. 2. Неравномерность толщины стенки изделия. 3. Проблемы с течением расплава полимера и заполнением им формующей полости — наличие в изделии пор и пустот, отметин на поверхности изделия, линий спая (линий сваривания). 4. Царапины и следы истирания на поверхности изделия. 5. Наличие в изделии остаточных внутренних напряжений и коробление изделия. 6. Проблемы с эстетичностью внешнего вида и окраской изделия. Радиус скруглений Основной причиной разрушения пластмассовых изделий является наличие в конструкции изделий острых внутренних углов, либо образование на поверхности или в объеме изделия при формовании трещин и других дефектов. Большинство конструкторов до настоящего времени не признает, что слишком малый или слишком большой радиус скругления кромок и углов изделий является основной причиной преждевременного разрушения изделий. Если на чертеже определяются радиусы скруглений, то они обычно имеют слишком малую величину, при этом конструкторы обычно даже не рассматривают возможность влияния на функционирование изделий радиусов на высоконапряженных участках этого изделия. Все внутренние углы должны быть скруглены, что позволяет уменьшить концентрацию напряжений на этих ответственных участках. В остром угле изделия величина напряжений может быть выше в 3–4 раза по сравнению с изделиями со скругленными кромками. Для уменьшения концентрации напряжений на таких участках изделия следует размещать буртики или радиусы величиной 0,5–0,6 толщины стенки изделия. На рис. 14.2 хорошо проиллюстрировано подобное оптимальное уменьшение величины напряжений внутреннего угла, при этом напряжения в угле довольно хорошо просматриваются при исследовании прозрачного, чистого изделия с использованием поляризованного света. За счет осуществления испытаний на удар и исследования отформованных прозрачных изделий с радиусами скруглений и без них с ис- 631 Влияние конструкции изделия пользованием поляризованного света можно визуально проиллюстрировать, что при использовании скругленных углов и кромок в изделии уменьшается величина напряжений по сравнению с изделием с нескругленными углами и кромками. Материалы и элементы с низкой способностью растягиваться являются чрезвычайно восприимчивыми к растрескиванию под действием напряжений под действием внешних и внутренних сил, например, бобышки и втулки, в которых на стадии сборки изделий инструментом или изделиями, с которым они сопрягается, растягивается внутренний диаметр отверстия. Радиус скругления (R) P Приложенная нагрузка 3,0 2,5 Рекомендуемый диапазон Толщина (T) 2,0 1,5 1,0 0 0,2 0,4 0,6 0,8 1,0 Отношение R/T (отношение радиуса к толщине) P P При помощи поляризованного света можно определить распределение и величину напряжений в прозрачном, чистом изделии Рис. 14.2. Фактор концентрации напряжений [1] Радиусы скруглений необходимы также на внутренних углах таких изделий, как шестерни и шкивы (рис. 14.3), если такие пластмассовые изделия соединяются с валами с квадратным поперечным сечением. Радиус скругления внешних углов и кромок облегчает течение расплава материала, уменьшает количество раковин, а также снижает величину напряжений, что позволяет улучшить ударную вязкость мате- 632 Влияние конструкции изделия риала в изделии (рис. 14.4). Чем больше радиус скругления, тем большую энергию удара может поглотить стенка изделия. Внешние углы Внутренние углы Рис. 14.3. Радиусы скруглений внешних и внутренних углов [1] Увеличение толщины стенки 1/3 T Радиус скругления 1/2 T Мертвая зона для течения расплава материала T Плохая конструкция T Лучшая конструкция Рис. 14.4. Примеры радиусов скругления углов и кромок изделия. В случае хорошей конструкции улучшается характер течения материала при заполнении формующей полости и увеличивается прочность материала в изделии Например, согласно требованиям иногда на изделии необходимо обеспечить острые углы под 90°. На рис. 14.5 представлено несколько способов уменьшения величины напряжений в углах (в том числе скругленных) изделий, сохраняя при этом необходимый угол на изделии. Если изделие подвергается удару, то радиус скругления имеет еще большее значение и определяет степень поглощения энергии удара в углах и упрочняющих ребрах (ребрах жесткости) изделия. Однако существует при этом определенный предел, при достижении которого дальнейшее увеличение радиуса скругления может влиять на эстетичность внешнего вида изделия или на сложность его упаковки. При достижении такого предела для решения проблемы конструктор должен рассмотреть возможность альтернативного применения ударопрочных материалов. На рис. 14.6 представлены результаты испытаний на удар по падающему грузу и влияние на характеристики отформованных изделий из полисульфона радиусов скругления. При увеличении радиусов скругления изделие приобретает возмож- 633 Влияние конструкции изделия ность поглощать большее количество энергии (при ударе), при этом не разрушаясь. Результаты испытаний на удар по внешним углам указывают на то, что изделия с более закругленными углами способны поглощать приблизительно в 5 раз больше энергии удара. Верхняя стенка изделия способна была поглощать десятикратную величину энергии удара, даже несмотря на то что при этом стенка подвергалась разрушению. При добавлении в конструкцию изделия ребер (с целью увеличения жесткости стенок) зачастую наблюдается уменьшение способности изделия поглощать энергию удара, что объясняется ограничением деформирования стенок изделия. Ребра используются для увеличения прочности и жесткости изделия. Нет Да Да Да Рис. 14.5. Методы уменьшения напряжений в углах изделия за счет применения радиуса скругления 15 фут·фунт (разрушение) острый угол 15 фут·фунт (разрушение) лучше использовать радиус скругления 8 фут·фунт (разрушение) острый угол 40 фут·фунт (отсутствие разрушения) в наилучшей конструкции используется радиус скругления 40 фут·фунт (отсутствие разрушения) боковая стенка может в некоторой степени деформироваться, что позволяет изделию в некоторой степени поглощать энергию удара и смягчать его Рис. 14.6. Влияние радиуса скругления на характеристики изделия при испытании на удар по падающему грузу. Материал: полисульфон (в соответствии с [3]) 634 Влияние конструкции изделия При подборе подходящего поперечного сечения ребра и использовании ударопрочных полимерных материалов можно получить изделие, которое будет должным образом эксплуатироваться на практике. На рис. 14.7 представлено влияние величины радиуса скругления угла изделия из поликарбоната (полимера, который очень хорошо поглощает энергию удара) при испытании на удар. Чем больше радиус скругления, тем большую величину энергии удара может поглотить изделие перед разрушением. Радиус 0,010 дюйм 16–18 фут·фунт Радиус 0,005 дюйм 2–4 фут·фунт Рис. 14.7. Влияние величины радиуса скругления на характеристики изделия из поликарбоната при испытании на удар [19] Для лучшего понимания поведения термопластичных материалов и причин, по которым одни материалы являются более прочными, чем другие, следует определить физические характеристики материалов согласно стандартным испытаниям Американского общества по испытаниям и материалам (American Society for Testing and Materials, ASTM), которые обычно указываются в перечнях технических характеристик и в нормативных документах на материал. Все пластмассы характеризуются типичной кривой зависимости деформации от напряжений, общий вид которой представлен на рис. 14.8. Представленная кривая была получена для неармированного полимера, который характеризуется величиной относительного удлинения при разрыве в сухом отформованном состоянии 50%. В случае армированного или наполненного полимерного материала разрушение образца будет происходить вблизи вершины искривленного участка (в зависимости от содержания наполнителя или армирующей добавки). Армированные или наполненные полимерные материалы характеризуются более низким значением относительного удлинения при разрыве (10% или даже меньше), а также более низкой способностью поглощать энергию удара и деформироваться (без разрушения) в случае удара. В изделиях из армированных или наполненных полимерных материалов необходимо предусмотреть более существенные радиусы скруглений, что позволяет снизить концентрацию напряжений в углах изделия при воздействии на него статической или ударной нагрузки. При изготовлении изделий из полимерных материалов, армированных короткими или длинными стеклянны- 635 Влияние конструкции изделия Упругий режим деформирования (участок упругой деформации) Мо ду ль уп ру го ст и ми волокнами, зачастую возникают сомнения при рассмотрении результатов испытаний на ударную вязкость по Изоду на образцах с надрезом, которые указываются в перечнях технических характеристик. Зачастую ударная вязкость полимерных материалов с большим содержанием армирующих добавок имеет более высокое значение. Однако такое явление объясняется более высокой прочностью соединения стеклянных волокон с полимерной матрицей в месте надреза образца; такое значение не является реальной характеристикой степени поглощения энергии удара основного полимера. Чем больше в материале содержится стеклянных волокон, тем выше значение радиуса скругления угла необходимо обеспечить в изделии для увеличения ударной вязкости материала в этом изделии. Эластичное течение Вязкое (пластическое) разрушение (разрушение при упругих деформациях) Напряжения Течение материала Окончательное разрушение при растяжении Безопасная зона упругого деформирования пластмасс (течение осуществляется при постоянной нагрузке) 0 1,0 макс Относительное удлинение (деформация), % Рис. 14.8. Кривая зависимости деформации от напряжения при постоянной температуре, характерная для пластмасс [15] Неравномерность толщины стенки изделия Неравномерность толщины стенки изделия является второй по значимости причиной разрушения пластмассовых изделий. Наличие проблем, представленных на рис. 14.9, может привести к уменьшению точности размеров и формы изделия, образованию в объеме изделия пустот и пор, образованию на поверхности изделий отметин, раковин и других дефектов, проявлению коробления изделия, плохому заполнению материалом формующей полости (что объясняется большим снижением давления материала при его течении по формообразующих поверхностям), а также к образованию в изделии остаточных внутренних напряжений. Примеры подобных проблем представлены на рис. 14.10–14.12. Представленное изделие в своей 636 Влияние конструкции изделия конструкции имеет выступ (бортик), толщина которого составляет 1/2 дюйма, а толщина изделия вблизи кольцевого впускного литника составляет всего 1/8 дюйма. На первой стадии из полимерного материала, армированного стеклянными волокнами, получается отливка, которая затем подвергается механической обработке, в результате которой уже и получаются окончательные размеры изделия. Проблемы с качеством объясняются плохой конструкцией изделия; при такой конструкции при формовании невозможно добиться полного и равномерного уплотнения материала в формующей полости. Если бы в изделии использовалась равномерная толщина всех стенок, то некоторых проблем, возможно, можно было бы и избежать. ца зни Ра Результаты: – остаточные внутренние напряжения – уменьшение точности размеров и формы – коробление – отметины, раковины и другие поверхностные дефекты – пустоты (поры) дки уса Отметины, раковины и другие поверхностные дефекты Искривление (втягивание) поверхности Пустоты или поры Отметины, раковины и другие поверхностные дефекты Рис. 14.9. Влияние неравномерности толщины стенки на качество отформованного изделия [6] Одной из причин возникновения внутренних напряжений при изготовлении изделий с различной толщиной стенки является разница усадки участков различной толщины на стадии охлаждения отливки. Участки с большей толщиной стенки имеют более высокую температуру и усаживаются в большей степени, что приводит к значительному колебанию размеров изделия, к короблению изделия, к образованию на его поверхности раковин, а также к образованию пустот и пор в объеме изделия. Кроме того, в результате разницы усадки возникают различные проблемы с течением материала в области вблизи углов, что объясняется значительным снижением давления материала и наличием мертвых участков (с нулевым давлением) для течения расплава в этой области. При необходимости получения изделия с неравномерной толщиной стенки (при этом материал при формовании должен течь из Влияние конструкции изделия 637 области с меньшей площадью поперечного сечения в область с большей площадью поперечного сечения) в последней области будет наблюдаться значительное снижение давления материала. В результате этого расплав может не полностью заполнять всю формующую полость, что может приводить к образованию в объеме и на поверхности изделия раковин, пор, пустот и других дефектов. Кроме того, поскольку материал не сможет достигнуть области с большей площадью поперечного сечения, то в области с меньшей площадью поперечного сечения может наблюдаться чрезмерно высокое уплотнение полимерного материала. Исключить возможность возникновения такой проблемы, представленной на рис. 14.13, необходимо любой ценой. Конструктор должен исключить или каким-либо образом изменить толстые стенки изделия и добиться как можно более равномерной толщины стенки изделия (рис. 14.14). В результате этого улучшается прочность изделия, минимизируется возможность возникновения поверхностных и объемных дефектов (раковин и пор), а также значительно снижается расход полимерного материала. Рис. 14.10. Влияние неравномерности толщины стенки на пористость материала в изделии 638 Влияние конструкции изделия Рис. 14.11. Радиальное растрескивание изделия в результате неравномерности толщины его стенки Рис. 14.12. Образование на изделии радиальных линий спая (линий сваривания) и пор (пустот) в результате неравномерности толщины стенки изделия Поэтому все изделия должны конструироваться с равномерной толщиной стенок, а впрыскиваться расплав в формующую полость (впускной литник) должен в той точке, в которой эта полость имеет наибольшую площадь поперечного сечения, что позволяет обеспечить непрерывность потока расплавленного материала и хорошее уплотнение полимера в формующей полости. В табл. 14.1 представлены рекомендуемые значения толщины стенки изделий, изготавливаемых из различных полимерных материалов. 639 Влияние конструкции изделия Отметины, раковины и другие поверхностные дефекты Пустоты (поры) Коробление Каналы охлаждения Пустоты или поры (область, которая охлаждается в последнюю очередь) Рис. 14.13. При наличии в изделии участков с большой и малой толщиной стенки могут возникать проблемы с заполнением и уплотнением материала в формующей полости Впускной литник (питатель) Впускной литник (питатель) Плохая конструкция Плохая конструкция 3T 1,5 T T T Отверстие, формуемое знаком Хорошая конструкция R Хорошая конструкция R R R Отверстие, R формуемое знаком; равномерная толщина стенки Наилучшая конструкция R Наилучшая конструкция Рис. 14.14. При формовании изделия с равномерной толщиной стенки улучшается прочность изделия и минимизируется возможность возникновения проблем при формовании изделия 640 Влияние конструкции изделия Таблица 14.1. Рекомендуемые значения толщины стенки изделий, изготавливаемых методом литья под давлением из различных термопластов Полимерные материалы Полиацетали Минимальная толщина Максимальная толщина стенки, дюйм стенки, дюйм 0,015 0,125 АБС 0,045 0,140 Акриловые полимеры 0,025 0,150 Эфиры целлюлозы 0,025 0,187 Фторопласты 0,010 0,500 Полимерные материалы, армированные длинными волокнами 0,075 1,000 Жидкокристаллические полимеры 0,008 0,120 Полиамид 0,010 0,125 Полиарилаты 0,045 0,160 Поликарбонат 0,040 0,375 Сложный полиэфир 0,025 0,125 Полиэтилен низкой плотности 0,020 0,250 Полиэтилен высокой плотности 0,035 0,250 Сополимер этилена и винилацетата (СЭВА) 0,020 0,125 Полипропилен 0,025 0,300 Полисульфон 0,040 0,375 Noryl™ (модифицированный ПФО) 0,030 0,375 Полистирол 0,030 0,250 САН 0,030 0,250 ПВХ (жесткий, непластифицированный) (винипласт) 0,040 0,375 Полиуретан 0,025 1,500 Surlyn™ (иономер) 0,025 0,750 АБС — сополимер акрилонитрила, бутадиена и стирола; ПФО — полифениленоксид; ПВХ — поливинилхлорид; САН — сополимер стирола и акрилонитрила Источник: в соответствии с [2]. Примеры равномерной толщины стенки представлены на рис. 14.15 в виде набора правильных и неправильных конструкций. Рисунок указывает на правильный способ использования пластмасс при конструировании изделий. Полимерные материалы являются довольно дорогими, а поэтому тратить их впустую экономически совершенно нецелесообразно; использование неравномерной стенки изделия, что также является нерациональным использованием полимера, впоследствии может привести к возникновению различных проблем при переработке и с качеством изделия.