022367 B1 022367 B1 (11) 022367
реклама
 022367")
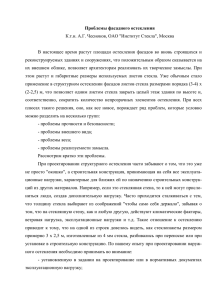
Евразийское патентное ведомство (19) (11) 022367 (13) B1 (12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ (45) Дата публикации и выдачи патента (51) Int. Cl. E06B 3/663 (2006.01) 2015.12.30 (21) Номер заявки 201291266 (22) Дата подачи заявки 2011.05.17 (54) РАЗДЕЛИТЕЛЬ ДЛЯ ВАКУУМНОЙ ПАНЕЛИ ОСТЕКЛЕНИЯ И СООТВЕТСТВУЮЩАЯ ВАКУУМНАЯ ПАНЕЛЬ ОСТЕКЛЕНИЯ И СПОСОБ ПОЛУЧЕНИЯ B1 (72) Изобретатель: (74) Представитель: (57) Изобретение относится к разделителю (8), который располагается между первым и вторым листами стекла (5) вакуумной панели остекления, например, для поддержания первого пространства между листами стекла, где это пространство формирует первую полость (4) под вакуумом менее 1 мбар, причем уплотнительное соединение (1) располагается по краям листов стекла, заключая в себя первую полость. В соответствии с изобретением один такой разделитель (8) содержит холоднообработанную аустенитную нержавеющую сталь. Кальяро Себастьен, Клоссэ Франсуа, Шейвер Флоренс (BE) Квашнин В.П. (RU) B1 022367 (56) EP-A2-1195496 US-A-2909814 EP-A1-1018493 FR-A1-2701474 EP-A1-1506945 022367 (31) 2010/0297 (32) 2010.05.18 (33) BE (43) 2013.09.30 (86) PCT/EP2011/057918 (87) WO 2011/144588 2011.11.24 (71)(73) Заявитель и патентовладелец: АГК ГЛАСС ЮРОП (BE) 022367 Область техники Настоящее изобретение относится к многослойным системам изоляционного остекления и, более конкретно, к системам вакуумного остекления. Более конкретно, настоящее изобретение относится к разделителям для вакуумной панели остекления. Уровень техники Вакуумная панель остекления, как правило, состоит по меньшей мере из двух листов стекла, разделенных пространством, в котором создается вакуум. Такое остекление, как правило, применяется с точки зрения его хороших теплоизоляционных свойств. Толщина пространства под вакуумом, как правило, составляет от 80 до 800 мкм. Для того чтобы достичь высокой эффективности изоляции, давление внутри остекления должно быть порядка 10-3 мбар. Чтобы достичь такого давления внутри остекления, устанавливается уплотнение по краю двух листов стекла и посредством насоса создается вакуум внутри остекления. Чтобы предотвратить разрушение остекления при атмосферном давлении (в результате разницы давления между внутренним и внешним пространством остекления), на одинаковых расстояниях между двумя стеклянными панелями размещаются разделители (например, в форме матрикса). Разделители, называемые стойками, как правило, имеют цилиндрическую или сферическую форму. На сегодняшний день эти разделители, как правило, являются металлическими и поэтому приводят к потерям тепла в панелях остекления. Для того чтобы поддерживать коэффициент теплопередачи U менее 0.6 В/м2⋅К, полная поверхность разделителей, находящаяся в контакте со стеклом, должна составлять менее 1% от поверхности вакуумной панели остекления. Более того, разделители должны иметь адекватную прочность при сжатии так, чтобы они не деформировались, и так, чтобы пространство между двумя листами стекла и контактная зона между разделителем и листами стекла сохранялись постоянными. Требуемая прочность при сжатии зависит от доли поверхности стекла, занятой разделителями (например, прочность при сжатии должна быть равна по меньшей мере 11 МПа в случае, если разделители занимают 11% от поверхности остекления). Прочность при сжатии металлов определяется стандартом ASTM E9-09 ("Стандартные способы тестирования сжатия металлических материалов при комнатной температуре"). В патенте ЕР 831073 В1 описывается ряд разделителей, изготовленных из нержавеющей стали, имеющих прочность при сжатии по меньшей мере 491 МПа и находящихся в форме цилиндрических колонн диаметром около 0.5 и около 0.2 мм (+/- 0.01 мм) по высоте. Эти разделители отстоят друг от друга на около 25-40 мм у краев остекления и около 20 мм в другом месте. В ходе процесса получения вакуумного остекления разделители должны быть расположены и удерживаться в вертикальном положении до тех пор, пока остекление находится в сжатом состоянии (когда в остеклении создан вакуум). Разделительная планка находится в надлежащем положении только благодаря силе сжатия, вызванной атмосферным давлением. Однако наблюдалось, что сферические или цилиндрические разделители склонны к сдвигу в ходе получения вакуумной панели остекления и, в частности, при помещении в вакуум. Поэтому было предложено применять разделители С-образной формы, изготовленные из Ni20CR80, которые обладают более хорошей стабильностью и менее склонны к сдвигу в ходе получения панели остекления. Этот материал имеет прочность при сжатии около 700 МПа. Такая прочность позволяет применять описанное выше вакуумное остекление. Однако выбор материала с высокой прочностью при сжатии затрудняет формование небольших разделителей. Более конкретно, получение проволоки с диаметром менее 200 мкм, как правило, будет более затруднительным, чем в случае стали с меньшей прочностью. Более того, материалы с высокой прочностью при сжатии, такие как Инконель 718 или Ni80CR20, являются более дорогостоящими, чем стали на основе железа (по существу, это вызвано высоким содержанием в них никеля). Задача изобретения Задачей настоящего изобретения является решение этих недостатков предшествующего уровня техники. Более конкретно, задача настоящего изобретения по меньшей мере в одном из вариантов его выполнения состоит в обеспечении разделителя для вакуумной панели остекления, который имеет более высокую прочность при сжатии, чем обычные разделители. Другая задача настоящего изобретения по меньшей мере в одном из вариантов его выполнения состоит в обеспечении разделителя, который обеспечивает получение вакуумной панели остекления с более высокой эффективностью с точки зрения коэффициента теплопередачи и эстетических свойств. Другая задача настоящего изобретения по меньшей мере в одном из вариантов его выполнения состоит в обеспечении такого разделителя, который облегчает получение вакуумного остекления. Другая задача настоящего изобретения по меньшей мере в одном из вариантов его выполнения состоит в обеспечении такого разделителя, который имеет более высокую стабильность и который менее склонен к сдвигу в ходе получения вакуумной панели остекления. Другая задача настоящего изобретения по меньшей мере в одном из вариантов его выполнения со-1- 022367 стоит в обеспечении такого разделителя, который удобнее для формования. Другая задача настоящего изобретения по меньшей мере в одном из вариантов его выполнения состоит в обеспечении такого разделителя, который имеет меньшую стоимость. Описание изобретения Согласно конкретному варианту выполнения настоящее изобретение относится к разделителю, предназначенному для расположения между первым и вторым листами стекла вакуумной панели остекления, чтобы поддерживать между этими листами стекла первое пространство, которое формирует первую полость, в которой преобладает вакуум менее 1 мбар, где уплотнение, расположенное по краям листов стекла, закрывает первую полость. Согласно настоящему изобретению такой разделитель состоит из деформационно упрочненной аустенитной нержавеющей стали. Далее под термином "деформационно упрочненная" необходимо понимать результат стадии деформационного упрочнения указанной стали, приводящей к увеличению прочности при сжатии указанной стали в ходе получения разделителя более чем на 50% от ее первоначальной прочности при сжатии. Аустенитными нержавеющими сталями являются сплавы Fe-Cr-Ni, содержащие более 50 мас.% железа, более 11 мас.% хрома (например, от 16 до 19 мас.%) и менее 20 мас.% никеля (например, от 6 до 9.5 мас.%). Общий принцип настоящего изобретения основывается на применении аустенитной стали для формирования разделителя вакуумной панели остекления. На самом деле, первоначальная микроструктура аустенитных нержавеющих сталей, которые, таким образом, содержат остаточный аустенит, обеспечивает им благоприятную способность к деформации. Следовательно, такой разделитель является относительно пластичным до тех пор, пока он не подвергнется деформационному упрочнению, и это облегчает формование этого разделителя, и затем, сразу после деформационного упрочнения, он становится очень устойчивым к сжатию. На самом деле, при применении обработки с целью деформационного упрочнения аустенитной нержавеющей стали, эта аустенитная нержавеющая сталь является весьма упрочненной и может, таким образом, достигать очень высокой прочности при сжатии. Прочность этой аустенитной нержавеющей стали предпочтительно далее усиливается благодаря превращению нестабильного аустенита в мартенсит, который является более твердым под действием обработки. Важность этой обработки и упрочнения, которое она вызывает, зависит от стабильности аустенитной фазы и поэтому от композиции. Чем мене стабильной является аустенитная фаза, тем более выраженным становится эффект упрочнения. Так как никель имеет склонность к стабилизации этой аустенитной фазы, это свойство является более выраженным для композиций с низким содержанием никеля (менее 20 мас.% Ni). Повышение прочности материла (путем деформационного упрочнения и возможно фазового превращения) можно контролировать в ходе получения разделителя (посредством вида процесса получения, температуры, скорости деформации ...), чтобы получать разделить с прочностью при сжатии, необходимой для вакуумного остекления данной конфигурации. Прочность аустенитной нержавеющей стали может быть легко удвоена в результате обработки, приводящей к деформационному упрочнению. Например, в случае формования, например, путем вытягивания для получения разделителя, который имеет поперечное сечение цилиндрической формы (формование, таким образом, приводит к деформационному упрочнению стали: деформационное упрочнение, таким образом, имеет место в ходе формования) уменьшение на 80% в поперечном сечении проволоки вызывает повышение прочности AISI 301 (Американский институт железа и стали 301) нержавеющей стали до более чем 1400 МПа (причем ее первоначальная прочность составляла 620 МПа). Таким образом, из такой аустенитной нержавеющей стали получают разделитель с более высокой прочностью при сжатии, чем у обычных разделителей. Таким образом, возможно, при такой же величине давления в вакуумной панели остекления значительно уменьшить поверхность разделителей, находящуюся в контакте с двумя панелями вакуумного остекления, и, таким образом, уменьшить размеры разделителей, и, таким образом, уменьшить их поверхность, находящуюся в контакте со стеклом, или уменьшить их плотность в панели остекления по сравнению с классическими разделителями. Таким образом, достигается более высокая эффективность с точки зрения коэффициента теплопередачи и эстетических свойств по сравнению с обычными разделителями. Более того, так как без деформационного упрочнения аустенитные нержавеющие стали являются относительно пластичными по сравнению с материалами, обычно выбираемыми для разделителей (с точки зрения свойств высокой прочности при сжатии), формование разделителей согласно настоящему изобретению происходит более простым образом, что делает получение всего вакуумного остекления более легким и менее дорогостоящим. Более того, аустенитные нержавеющие стали, которые, по существу, основаны на железе, являются менее дорогостоящими, чем стали с высокой прочностью при сжатии, такие как Инконель 718 или Ni80CR20 (которые являются, по существу, более дорогостоящими из-за их высокого содержания никеля). -2- 022367 Предпочтительно указанной аустенитной сталью является одна из следующих нержавеющих сталей: AISI 301 (Американский институт железа и стали 301), AISI 302 (Американский институт железа и стали 302). Разделитель предпочтительно содержит часть проволоки с цилиндрическим поперечным сечением, получаемую путем вытягивания указанной аустенитной стали. Таким образом, в этом варианте применения настоящего изобретения деформационное упрочнение (необходимое для получения высокой прочности при сжатии) аустенитной стали разделителя происходит в ходе получения разделителя и, более конкретно, в ходе стадии формования разделителя. Формованием предпочтительно является формование при холодной или тепловатой температуре (температуры получения, которые не вызывают полной перекристаллизации сплава, в противном случае он потерял бы свои свойства, приобретенные в ходе холодного формования), поэтому эту температуру можно устанавливать для каждого вида способа получения и каждого вида сплава. Например, в случае сталей AISI 301 и 302 согласно стандарту EN10270_3 максимальная температура применения этого сплава, чтобы избежать перекристаллизации, составляет 250°C. Проволока предпочтительно имеет диаметр в интервале от 50 до 300 мкм и предпочтительно в интервале от 100 до 300 мкм. Предпочтительно длина указанной части проволоки находится в интервале от 0.5 до 5 мм. Указанная часть проволоки предпочтительно изгибается по меньшей мере на одной из ее секций для того, чтобы образовывать секцию в виде петли с максимальным радиусом кривизны в интервале от 0.1 до 1 мм. Такой разделитель, таким образом, имеет более высокую стабильность и менее склонен к сдвигу в ходе получения вакуумной панели остекления, чем цилиндрические или сферические разделители. Таким образом облегчается обработка и расположение разделителя в вакуумной панели остекления. Часть проволоки представляет собой предпочтительно сегмент круга с радиусом кривизны в интервале от 0.1 до 1 мм. Настоящее изобретение также относится к вакуумной панели остекления, содержащей, по меньшей мере, первый и второй листы стекла, разделенные первым пространством, формирующим первую полость, в которой преобладает вакуум менее 1 мбар, где уплотнение, расположенное по краям листов стекла, закрывает первую полость, причем панель дополнительно содержит множество разделителей, как описано выше, где разделители располагаются между первым и вторым листами стекла для того, чтобы поддерживать указанное первое пространство. Предпочтительно разделители располагаются между первым и вторым листами стекла с формированием матрицы, в которой расстояние между ними находится в интервале от 20 до 80 мм и предпочтительно в интервале от 30 до 60 мм. Вакуумная панель остекления предпочтительно дополнительно содержит теплоизоляционной слой, расположенный на внутренней поверхности по меньшей мере одного из листов стекла. Вакуумная панель остекления предпочтительно дополнительно содержит третий лист стекла, отделенный от одного из первого и второго листов стекла вторым пространством, формирующим вторую полость, и второе уплотнение, расположенное по краям третьего листа стекла и одного из первого и второго листов стекла, для того чтобы поддерживать второе пространство, где указанная вторая полость заполнена по меньшей мере одним газом. Естественно, согласно настоящему изобретению вторая полость может также находиться под вакуумом. Настоящее изобретение также относится к способу получения разделителя (8), предназначенного для расположения между первым и вторым листами стекла (5) вакуумной панели остекления, для того чтобы поддерживать между этими листами стекла первое пространство, формирующее первую полость (4), в которой преобладает вакуум менее 1 мбар, где уплотнение (1), расположенное по краям листов стекла, закрывает первую полость, отличающемуся тем, что он содержит следующие стадии: получение аустенитной нержавеющей стали; формование аустенитной нержавеющей стали с формированием первого разделителя; деформационное упрочнение аустенитной нержавеющей стали. Указанная стадия формования аустенитной нержавеющей стали предпочтительно содержит следующие стадии: получение проволоки с цилиндрическим поперечным сечением посредством вытягивания указанной аустенитной стали; отрезание по меньшей мере одной части проволоки с формированием указанного разделителя, и указанная стадия деформационного упрочнения объединена со стадией формования. Таким образом, способ получения разделителя согласно настоящему изобретению является более легким и более экономичным благодаря отсутствию необходимости осуществления операции деформационного упрочнения отдельно от операции формования. Естественно, согласно настоящему изобретению деформационное упрочнение аустенитной нержа-3- 022367 веющей стали может осуществляться вне любой операции формования посредством специфической обработки, например путем приложения к стали существенного давления. В этом случае способ получения разделителя может не включать стадию формования. Однако если операция формования имеет место, она может осуществляться до или после обработки деформационного упроченения. Предпочтительно указанная стадия формования аустенитной нержавеющей стали дополнительно содержит стадию изгибания части проволоки по меньшей мере на одной из ее секций для того, чтобы образовывать секцию в виде петли с максимальным радиусом кривизны в интервале от 0.1 до 1 мм. Краткое описание чертежей Другие признаки и преимущества настоящего изобретения станут более ясны благодаря последующему описанию предпочтительного варианта выполнения настоящего изобретения, приведенного в качестве простого неограничивающего иллюстративного примера, и приложенным чертежам, где: на фиг. 1 и 2 показан чертеж вакуумной панели остекления согласно варианту выполнения настоящего изобретения; на фиг. 3 проиллюстрирован способ получения разделителя согласно варианту выполнения настоящего изобретения. Описание варианта выполнения настоящего изобретения Настоящее изобретение описывается со ссылкой на конкретные варианты выполнения и со ссылкой на некоторые чертежи. Однако настоящее изобретение не ограничивается ими, а ограничивается только формулой изобретения. На чертежах размер и относительные размеры некоторых элементов могут быть преувеличены и могут не совпадать по масштабу в иллюстративных целях. Более того, термины первый, второй, третий и подобный в описании изобретения и в формуле изобретения применяются в целях отличия подобных элементов и необязательно описывают какую-либо последовательность во времени или в пространстве или применяются в целях классификации или в других целях. Необходимо понимать, что применяемые таким образом термины являются взаимозаменяемыми при соответствующих обстоятельствах, а также, что варианты выполнения настоящего изобретения, описанные здесь, могут применяться в других последовательностях, отличных от описанных и проиллюстрированных здесь. Более того, термины высокий, низкий, выше, ниже и подобный в описании изобретения и в формуле изобретения применяются в описательных целях и необязательно описывают относительные положения. Необходимо понимать, что применяемые таким образом термины являются взаимозаменяемыми при соответствующих обстоятельствах, а также, что варианты выполнения настоящего изобретения, описанные здесь, могут применяться с другими расположениями, отличными от описанных и проиллюстрированных здесь. Необходимо понимать, что термин "содержащий", применяемый в формуле изобретения, не должен пониматься как ограничивающий перечисленные после него средства, он не исключает другие элементы или стадии. Поэтому его необходимо понимать как уточняющий присутствие указанных элементов, узлов, стадий или компонентов, но не исключающий присутствие или добавление элемента, узла, стадии или компонента, или их группы. Следовательно, сущность выражения "устройство, содержащее средства А и В" не должна ограничиваться устройствами, содержащими только компоненты А и В. В отношении настоящего изобретения это означает, что А и В являются только релевантными компонентами устройства. Термин "уплотнение", как применяется в настоящем изобретении и если иного не указано, как понимается, означает уплотнение в отношении любого газа, который мог бы применяться в узле двойного остекления для улучшения изоляции (например, аргон) или уплотнение в отношении воздуха или любого другого газа, присутствующего в атмосфере (в случае вакуумного остекления). Термин "теплоизоляционный слой", как применяется в настоящем изобретении и если иного не указано, как понимается, означает слой оксида металла, имеющий коэффициент излучения менее 0.2, предпочтительно менее 0.1 и более предпочтительно менее 0.05. Теплоизоляционным слоем может быть один из следующих слоев, например Planibel G, Planibel top N и Pop N+, предоставляемые компанией AGC. Термин "разделитель", как применяется в настоящем изобретении и если иного не указано, относится к одному или более элементам, которые обеспечивают относительно постоянное расстояние между двумя соседними панелями стекла. Вакуумная панель остекления в соответствии с вариантом выполнения настоящего изобретения поясняется с помощью фиг. 1 и 2. Вакуумная панель остекления содержит первый и второй листы стекла 5 (например, листы толщиной 6 мм прозрачного известково-натриевого стекла), разделенные первым пространством, формирующим первую полость 4, в которой преобладает вакуум менее 1 мбар, например равный 10-3 мбар (полученный с помощью откачивания воздуха из полости с помощью вакуумного насоса). Необходимо понимать, что может приниматься стекло любого другого вида и любой другой толщины. Два листа стекла 5 собраны газонепроницаемым образом (с обеспечением вакуума) посредством уплотнения, расположенного по краям листов стекла 5, закрывающего первую полость 4. -4- 022367 Например, уплотнение содержит адгезионные слои 3, покрывающие периферийную зону каждого из первого и второго листов стекла 5; металлическую полосу 1, приваренную к адгезионным слоям 3 с помощью сварных швов 2 (например, образованных посредством соединения с помощью пайки оловом). Например, адгезив, формирующий адгезионные слои 3, может быть выбран из группы, состоящей из меди и ее сплавов (например, с титаном и/или хромом), алюминия и его сплавов, железа и его сплавов (как, например, Fe-Ni аустенитные стали, например железа (50-55 мас.%, например 52 мас.%), никель (45-50 мас.%, например 48 мас.%), как, например, сплав 48), сплавы железа, содержащие следующие металлы: железо (53-55 мас.%, например 53.5 мас.%), никель (28-30 мас.%, например 29 мас.%) и кобальт (16-18 мас.%, например 17 мас.%) и Kovar), платины и ее сплавов, никеля и его сплавов, золота и его сплавов, серебра и его сплавов, арсенида галлия, а также олова и его сплавов. Этот список не является исчерпывающим. Необходимо понимать, что уплотнение может быть изготовлено любым другим путем, например с помощью двух металлических полос, приваренных к листам стекла, а также приваренных друг к другу, или даже посредством сварки стекла. Вакуумная панель остекления также содержит множество разделителей 8 согласно настоящему изобретению, где разделители расположены между первым и вторым листами стекла 5, чтобы поддерживать первое пространство между этими листами стекла 5. Например, разделители располагаются между первым и вторым листами стекла с формированием матрицы, причем расстояние между ними находится в интервале от 20 до 80 мм, предпочтительно в интервале от 30 до 60 мм. В целях дальнейшего повышения эффективности с точки зрения теплоизоляции теплоизоляционный слой может быть расположен на внутренней поверхности по меньшей мере одного из листов стекла 5. Необходимо понимать, что в соответствии с вариациями вышеописанного варианта выполнения настоящего изобретения, которые не проиллюстрированы, панель остекления может дополнительно содержать третий лист стекла, отделенный от любого из первого и второго листов стекла (например, от второго листа стекла) вторым пространством с формированием второй полости. Согласно первому варианту второе уплотнение дополнительно размещается по краям третьего и второго листов стекла, чтобы поддерживать второе пространство (например, с толщиной 16 мм), где указанная вторая полость заполняется по меньшей мере одним газом. Газом может быть, например, воздух, аргон, азот, криптон, ксенон, SF6, CO2 или любой другой теплоизоляционный газ. Согласно второму варианту третий и второй листы стекла собираются газонепроницаемым образом (с обеспечением вакуума) посредством уплотнения, расположенного по краям листов стекла, закрывая вторую полость, и множество разделителей согласно настоящему изобретению располагаются между третьим и вторым листами стекла, чтобы поддерживать второе пространство между этими листами стекла. Таким образом, получают вакуумное тройное остекление. Конечно, возможны другие варианты, в частности замещение листа стекла на многослойную панель остекления, или любое другое добавление или модификация. Способ получения разделителя согласно варианту выполнения настоящего изобретения поясняется с помощью фиг. 3. Способ получения содержит следующие стадии: стадия 301 получения аустенитной нержавеющей стали; стадия 302 формования аустенитной нержавеющей стали с формированием первого разделителя; стадия 303 деформационного упрочнения аустенитной нержавеющей стали. Разделитель может иметь различную форму, как, например, цилиндрическую, сферическую или форму проволоки, форму песочных часов, форму креста, .... Нижеследующее лежит в рамках примера согласно настоящему изобретению, в котором разделитель изготовлен из стали AISI301 и имеет С-образную форму. Стадия 302 формования аустенитной нержавеющей стали, прежде всего, содержит стадию получения проволоки с поперечным сечением цилиндрической формы посредством вытягивания. Естественно, стадия получения проволоки может также проводиться посредством горячей экструзии указанной стали AISI301 с последующим вытягиванием ее, чтобы получить конечный диаметр проволоки. Например, начинают с проволоки диаметром 5 мм, которую подвергают операции вытягивания, при этом получают проволоку с конечным диаметром 1 мм (это соответствует уменьшению поперечного сечения проволоки на 80%). Стадия 302 формования аустенитной стали далее содержит стадию отрезания по меньшей мере одной части проволоки (например, с помощью кусачек) с получением указанного разделителя. Длина указанной части проволоки составляет, например, 4 мм. Согласно предпочтительному варианту выполнения настоящего изобретения стадия 302 формования аустенитной стали далее содержит стадию изгибания части проволоки по меньшей мере на одной из -5- 022367 ее секций для того, чтобы образовывать секцию в виде петли с максимальным радиусом кривизны 0.5 мм. Стадия изгибания может, конечно, проводиться до стадии отрезания. Частью проволоки предпочтительно является сегмент круга с радиусом кривизны 0.5 мм. Таким образом, в рамках этого второго примера стадия деформационного упрочнения 303 объединяется со стадией вытягивания. Таким образом, в ходе операции вытягивания уменьшение поперечного сечения проволоки на 80% вызывает увеличение прочности нержавеющей стали AISI 301 от 620 до 1400 МПа. Например, если применяются деформационно неупрочненные разделители AISI 301 (то есть имеют прочность при сжатии 620 МПа), которые имеют контактную поверхность, эквивалентную диску с радиусом 250 мкм, и расстояние 30 мм между ними, получают вакуумную панель остекления с коэффициентом U, равным 0.8 В/(м2⋅K). Напротив, применяя вышеописанные разделители согласно настоящему изобретению (деформационно упрочненные AISI 301 с С-образной формой), которые имеют прочность при сжатии 1400 МПа, возможно уменьшить число разделителей, отодвигая их на 50 мм друг от друга, что приводит к улучшению значения U до около 0.5 В/(м2⋅K). Значения U вакуумных систем остекления оценивают на основе остекления, описанного выше, которое включает слой с низким коэффициентом излучения. Коэффициенты теплопередачи (U значения) оценивали с применением способа, описанного в публикации университета Сиднея: Determination of the Overall Heat Transmission Coefficient (U-Value) of Vacuum Glazing, T.M. Simko, A.H. Elmahdy and R.E. Collins, Ashrae Transactions, 105, pt 2, p. 1-9, 1999. Необходимо понимать, что настоящее изобретение не ограничивается вышеописанным вариантом выполнения настоящего изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Разделитель (8) для вакуумной панели остекления, предназначенный для расположения между первым и вторым листами остекления (5) указанной вакуумной панели остекления, чтобы поддерживать между этими листами стекла первое пространство, формирующее первую полость (4), в которой преобладает вакуум менее 1 мбар, где уплотнение (1), расположенное по краям листов стекла, закрывает первую полость, отличающийся тем, что указанный разделитель (8) состоит из деформационно упрочненной аустенитной нержавеющей стали. 2. Разделитель по п.1, отличающийся тем, что указанной аустенитной сталью является одна из следующих аустенитных нержавеющих сталей: AISI301; AISI302. 3. Разделитель по любому из предшествующих пунктов, отличающийся тем, что он содержит часть проволоки с цилиндрическим поперечным сечением, полученной посредством вытягивания указанной аустенитной нержавеющей стали. 4. Разделитель по предшествующему пункту, отличающийся тем, что проволока имеет диаметр в интервале от 50 до 300 мкм и предпочтительно в интервале от 100 до 200 мкм. 5. Разделитель по п.4, отличающийся тем, что длина указанной части проволоки находится в интервале от 0,5 до 5 мм. 6. Разделитель по п.4, отличающийся тем, что указанная часть проволоки изгибается по меньшей мере на одной из ее секций с образованием секции в виде петли с максимальным радиусом кривизны в интервале от 0,1 до 1 мм. 7. Разделитель по предшествующему пункту, отличающийся тем, что часть проволоки представляет собой сегмент круга с радиусом кривизны в интервале от 0,1 до 1 мм. 8. Вакуумная панель остекления, содержащая, по меньшей мере, первый и второй листы стекла (5), разделенные первым пространством, формирующим первую полость (4), в которой преобладает вакуум менее 1 мбар, где уплотнение (1), расположенное по краям листов стекла, закрывает первую полость, отличающаяся тем, что она дополнительно содержит множество разделителей (8) согласно любому из предшествующих пунктов, где разделители располагаются между первым и вторым листами стекла для того, чтобы поддерживать указанное первое пространство. 9. Вакуумная панель остекления по предшествующему пункту, отличающаяся тем, что разделители располагаются между первым и вторым листами стекла с формированием матрицы, причем расстояние между ними находится в интервале от 20 до 80 мм, предпочтительно в интервале от 30 до 60 мм. 10. Вакуумная панель остекления по любому из предшествующих пунктов, отличающаяся тем, что она дополнительно содержит теплоизоляционной слой, расположенный на внутренней поверхности по меньшей мере одного из листов стекла. 11. Вакуумная панель остекления по любому из предшествующих пунктов, отличающаяся тем, что она дополнительно содержит третий лист стекла, отделенный от одного из первого и второго листов стекла вторым пространством, формирующим вторую полость, и второе уплотнение, расположенное по краям третьего листа стекла и одного из первого и второго листов стекла, для того, чтобы поддерживать -6- 022367 второе пространство, где указанная вторая полость заполнена по меньшей мере одним газом. 12. Способ получения разделителя (8) для вакуумной панели остекления, предназначенный для расположения между первым и вторым листами стекла (5) указанной вакуумной панели остекления для того, чтобы поддерживать между этими листами стекла первое пространство, формирующее первую полость (4), в которой преобладает вакуум менее 1 мбар, где уплотнение (1), расположенное по краям листов стекла, закрывает первую полость, отличающийся тем, что получают и формуют аустенитную нержавеющую сталь для образования разделителя, после чего деформационно упрочняют полученный разделитель. 13. Способ получения разделителя по п.12, отличающийся тем, что при формовании аустенитной нержавеющей стали получают проволоку с цилиндрическим поперечным сечением посредством вытягивания указанной аустенитной стали, затем отрезают по меньшей мере одну часть проволоки с формированием указанного разделителя и при деформационном упрочнении одновременно выполняют горячую экструзию. 14. Способ получения разделителя по п.13, отличающийся тем, что при формовании аустенитной нержавеющей стали дополнительно изгибают части проволоки по меньшей мере на одной из ее секций для того, чтобы образовывать секцию в виде петли с максимальным радиусом кривизны в интервале от 0,1 до 1 мм. Фиг. 1 Фиг. 2 -7- 022367 Фиг. 3 Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2 -8-