ФИзИчЕСкАя хИМИя И ТЕхНОлОгИя в МЕТАллУРгИИ
реклама

ИНСТИТУТ МЕТАЛЛУРГИИ
УРАЛЬСКОГО ОТДЕЛЕНИЯ
РОССИЙСКОЙ АКАДЕМИИ НАУК
Физическая химия
и технологиЯ
в металлургии
Сборник трудов,
посвященный 60-летию ИМЕТ УрО РАН
Екатеринбург
2015
УДК 669:541.1
ББК 34.303-1я431(2)
Ф 50
Физическая химия и технология в металлургии: [Cб. трудов Института металлургии УрО РАН]. Екатеринбург: УрО РАН, 2015. – 424 с.
Представлены материалы исследований Института металлургии УрО
РАН. В статьях отражены основные направления и результаты фундаментальных и теоретических исследований строения и физико-химических
свойств металлических, оксидных, сульфидных и солевых систем, а также
результаты изучения и разработки ряда актуальных технологических процессов в металлургии.
Издание рассчитано на широкий круг научных работников и инженеров, специализирующихся в области физической химии и технологии металлургических процессов.
Ответственные редакторы:
д. т. н. Е. Н. Селиванов
к. х. н. А. В. Долматов
Рецензенты:
чл.-корр. Э.А. Пастухов,
д. т. н. А.А. Бабенко,
д. т. н. А.Н. Дмитриев,
д. т. н. С.А. Истомин,
д. т. н. С.А. Красиков,
к. ф.-м. н. В.А. Крашанинин,
к. х. н. В.Л. Лисин,
к. х. н. В.И. Пономарев,
к. ф.-м. н. А.А. Юрьев
ISBN 978-5-85383-595-5
© Институт металлургии УрО РАН, 2015
УДК 669:541.1
ИНСТИТУТУ МЕТАЛЛУРГИИ УрО РАН 60 ЛЕТ
В. И. Пономарев, Е. Н. Селиванов
Институт металлургии УрО РАН, г. Екатеринбург,
ponomarev.imet@gmail.com
В 2015 г. исполнилось 60 лет с момента организации Института металлургии в качестве самостоятельной структурной единицы Уральского
филиала Академии наук (УФАН) СССР, но корни института уходят гораздо
дальше, в глубину 40-х и 30-х гг. прошлого века. С тех времен берут свое
начало лаборатории и зарождавшиеся в них научные школы, ставшие впоследствии основой института. В 1930 г. будущий член-корреспондент АН
СССР Г. И. Чуфаров организовал при Уральском филиале Московского
физико-химического института им. Карпова лабораторию кинетики и катализа, которую бессменно возглавлял до 1974 г. Сегодня это лаборатория
статики и кинетики процессов Института металлургии УрО РАН.
В январе 1932 г. ЦИК СССР издал постановление об организации на
Урале УФАН СССР, призванного создать научно-технологическую базу
индустриального развития региона и освоения его природных богатств. В
силу ограниченности ресурсов того времени первоначально УФАН состоял
из отдельных лабораторий, но уже тогда в них складывались коллективы,
нацеленные на решение теоретических и практических вопросов металлургического производства. В 1937 г. была создана лаборатория металлургических процессов цветной металлургии, которую возглавил будущий доктор
технических наук Н. П. Диев. К 1938 г. относится организация лаборатории
металлургических процессов черной металлургии под руководством к. т. н.
В. В. Михайлова, основоположника научной школы по комплексному использованию поликомпонентного сырья, впоследствии действительного
члена АН Казахской ССР.
С 1939 г. лаборатории находились в составе Института металлофизики, металловедения и металлургии УФАН СССР, а с 1945 г., совместно с лабораториями химического профиля, вошли в состав вновь созданного Института химии и металлургии, который возглавил профессор Н. В. Деменев.
С июня 1950 г. его на этом посту сменил профессор, д. т. н. В. В. Михайлов.
Постановлением президиума АН СССР от 14.01.55. № 31 из Института химии и металлургии был выделен отдел химии, а организация переименована в Институт металлургии УФАН СССР.
В период с 1955 по 1967 гг. Институт металлургии последовательно
возглавляли д. т. н. В. В. Михайлов, к.т.н. В. П. Ревебцов, к.т.н. Б. З. Кудинов. Каждый из них внес свой вклад в развитие научных исследований и
материально-технической базы института. С 1967 по 1998 г. директором
ИМЕТ УрО РАН был академик Н. А. Ватолин. В этот период окончательно
сформировалась современная научная тематика лабораторий, сложилась
плодотворная практика изучения крупных теоретических и прикладных
вопросов объединенными усилиями специалистов разных научных подразделений института [1].
3
Основным научным направлением института является развитие физико-химических основ высокотемпературных процессов в черной и цветной
металлургии, включающее следующие разделы:
- строение и физико-химические свойства металлических и оксидных
расплавов и твердых растворов, разработка теории конденсированного состояния вещества;
- термодинамика, кинетика и механизмы металлургических реакций;
- научные и технико-экономические основы комплексного использования полиметаллического минерального сырья и техногенных отходов с
решением экологических проблем;
- теоретические основы пирометаллургических, электротермических,
гидрометаллургических, газофазных процессов производства металлов,
сплавов, металлических порошков, композиционных материалов и покрытий, в том числе наноразмерных и объемных наноструктурированных [2].
Проблема изучения кинетики и механизма металлургических реакций сформировалась как научное направление в 30-е гг. под руководством
чл.-корр. АН СССР Г. И. Чуфарова. В результате обобщения многолетних
работ была создана адсорбционно-каталитическая теория восстановления оксидов, которая явилась важной вехой в развитии теории металлургических процессов и остается основополагающей в трактовке процессов
получения металлов. В начале 60-х гг. в лаборатории Г. И. Чуфарова началось развитие нового научного направления – «Термодинамика ферритов» [3].
В 1974 г. Г. И. Чуфаров передал руководство научной школой д.х.н.
В.Ф. Балакиреву, возглавившему работы по кинетике и термодинамике
окислительно-восстановительных реакций в оксидных системах, кристаллохимии равновесных и метастабильных фаз. За цикл работ «Фундаментальные основы синтеза оксидных функциональных материалов (ферритов,
манганитов, купратов)» в составе коллектива авторов член-корреспонденту
РАН В. Ф. Балакиреву и д. х. н. Ю. В. Голикову присуждена Государственная
премия РФ 2003 г.
Исследование строения и свойств металлургических расплавов было
начато в 1948 г. под руководством д. т. н. О. А. Есина. Разработанная им электрохимическая теория шлаков позволила предсказать, а затем и практически осуществить новые технологические процессы в металлургии. В развитие этой тематики создана научная школа металлургов-физикохимиков под
руководством академика Н. А. Ватолина, направление исследований которой связано с изучением структуры и свойств металлических и шлаковых
расплавов. Совместно с научными работниками Уральского политехнического института за цикл работ «Исследование строения, свойств и взаимодействия металлургических расплавов» академик Н. А. Ватолин и заведующие лабораториями ИМЕТ доктора наук Б. М. Лепинских и Э. А. Пастухов
удостоены Государственной премии СССР в 1982 г. В последние десятилетия школа Н. А. Ватолина активно развивает исследования структуры,
термодинамических и кинетических свойств разупорядоченных систем на
основе переходных и щелочных металлов экспериментальными и теоретическими (квантово-статистическими, молекулярно-динамическими) методами с помощью компьютерного моделирования.
4
Одной из основных проблем, разработку которой инициировали еще в
конце 30-х гг. В. В. Михайлов и Н. П. Диев и на которой сосредоточены научные силы нескольких лабораторий института, является задача комплексного использования металлургического сырья Урала.
Первая из полученных сотрудниками Института Государственных
премий была присуждена в 1942 г. В. В. Михайлову и В. Г. Гайдукову за разработку и освоение технологии выплавки феррохрома в доменных печах.
Впервые в мировой практике Институтом металлургии совместно
с Уральским научно-исследовательским институтом черных металлов и
Нижнетагильским металлургическим комбинатом им. В. И. Ленина разработана и внедрена технология выплавки низкокремнистого чугуна из комплексных титаномагнетитовых руд Качканарского месторождения в доменных печах большого объема, за что д. т. н. С. В. Шаврин с группой ученых
удостоены Государственной премии СССР в 1976 г. Под руководством академика Л. И. Леонтьева и д. т. н. С. В. Шаврина в рамках данной проблемы
разработан способ подготовки к металлургическому переделу новых железорудных материалов – окатышей с частично-окисленной, вюститно-магнетитовой и металлизованной структурами. По разработанной технологии
проведена реконструкция фабрики окатышей Качканарского горно-обогатительного комбината.
Научное наследие В. В. Михайлова творчески развили д.т.н. С. В. Шаврин и академик Л. И. Леонтьев – специалист в области разработки теоретических основ и схем безотходной комплексной переработки полиметаллического минерального сырья, возглавивший научную школу этого
направления [4].
В 2000 г. в составе коллектива авторов академики Н. А. Ватолин, Л. И. Леонтьев и д. т. н. С. В. Шаврин удостоены звания лауреатов Государственной
Премии РФ за работу «Теоретические основы комплексной переработки нетрадиционного титанредкометалльного и алюмосиликатного сырья», а в 2002
г. академик Л. И. Леонтьев, д. т. н. Шаврин и к. т. н. В. А. Горбачев за разработку энергосберегающих экологически безопасных технологий производства
окатышей различного назначения на базе модернизации обжиговых машин
конвейерного типа отмечены Премией Правительства РФ.
В области пирометаллургии цветных металлов исследования направлены на разработку новых процессов комплексной переработки сложного
полиметаллического сырья и отходов металлургического и химического
производств. За создание и внедрение технологических процессов переработки отходов трудно перерабатываемого полиметаллического сырья д. т. н.
А. И. Окунев, совместно с работниками отраслевых институтов и предприятий, удостоен в 1988 г. Премии Совета Министров СССР.
Проблемы повышения качества слитка были и остаются одним из
центров внимания ученых института. За разработку квазиравновесной теории кристаллизации металлических сплавов и ее применение к проблемам
затвердевания слитка академику Н. А. Ватолину и д. т. н. А. А. Романову в
1991 г. присуждена Государственная премия СССР.
На протяжении ряда лет в институте ведутся крупные комплексные
исследования в области производства стали и ферросплавов и электротермии восстановительных процессов. В 1995 г. доктора технических наук
5
Г. Н. Кожевников, В. П. Воробьев и А. Г. Водопьянов стали лауреатами Премии Правительства РФ за разработку теоретических аспектов и технологии
выплавки кремния; в 1997 г. академик Н. А. Ватолин, д. т. н. В. И. Жучков и
к.т.н. Ю. Б. Мальцев награждены Премией Правительства РФ за научные
исследования и технологические разработки новых процессов получения
ферросплавов.
В 1978 г. была создана лаборатория порошковой металлургии, которую
возглавил д.т.н., профессор В. Я. Буланов. Под его руководством впервые
на Урале создано научное направление – разработка теории и технологии
получения порошков, композиционных материалов и порошковых покрытий с использованием природно-легированного сырья Урала [5]. В 1997 г.
д. т. н. В. Я. Буланов, д. т. н. Г. Г. Залазинский, к. т. н. Т. Л. Щенникова и
к. т. н. П. П. Савинцев за цикл работ по теории и технологии производства
железных порошков удостоены Премии Правительства РФ.
В лаборатории газофазной металлургии, созданной в 1985 г., под руководством д. т. н. И. В. Фришберг были разработаны теоретические основы газофазной конденсации металлических паров и на их основе созданы
принципиально новые технологии и аппаратурное оформление процессов
получения высокодисперсных порошков металлов и сплавов. Организованное в 1991 г. с участием института на базе лаборатории одно из первых в
России инновационных предприятий НПП «Высокодисперсные металлические порошки» к настоящему времени выросло в мощное современное
наукоемкое производство, завоевавшее известность не только в России, но
и за рубежом. НПП производит порошки цинка, меди и бронзы и выпускает товарные продукты на их основе – антикоррозионные цинкнаполненные составы, пластичную металлоплакирующую смазку и др.
По результатам совместных работ ИМЕТ УрО РАН и ООО «Новые технологии в металлургии» Премией Правительства РФ 2008 г. за создание и
освоение комплекса нового инжекционного оборудования и технологий,
обеспечивающих значительное повышение эффективности сталеплавильного производства, отмечены академик Л. И. Леонтьев, д. т. н. В. И. Жучков,
ведущий инженер В. Н. Лопатин, к. т. н. А. В. Сычев.
Премия Правительства РФ в области науки и техники за создание технологии и организацию современного крупного промышленного производства комплексных лигатур редких металлов для изготовления титановых
сплавов, предназначенных для изделий космической, авиационной, судостроительной техники и химического машиностроения, в составе коллектива ученых и производственников присуждена в 2012 г. д. т. н. В. М. Чумареву.
В 2014 г. совместно с сотрудниками научных институтов Москвы, Екатеринбурга и работниками Челябинского цинкового завода Премии Правительства РФ удостоен д. т. н. Е. Н. Селиванов за разработку и промышленную
реализацию комплексной ресурсоэнергосберегающей технологии и аппаратуры для утилизации техногенных отходов черной и цветной металлургии с
извлечением цинка, свинца, олова, меди и железа в товарные продукты.
За высокие научные достижения сотрудники Института металлургии удостоены престижных научных наград. Академик Н. А. Ватолин награжден золотой медалью им. Н. С. Курнакова, золотой медалью им. акад.
С. В. Вонсовского, является лауреатом Демидовской премии 1997 г. Акаде-
6
мики Н. А. Ватолин, Л. И. Леонтьев, доктора наук С. В. Шаврин, Б. Д. Халезов, В. И. Жучков, к. т. н. А. В. Ченцов в разные годы удостоены премии
им. И. Н. Бардина РАН. Академики Н. А. Ватолин, Л. И. Леонтьев, доктора наук В. И. Жучков, Г. Н. Кожевников, Е. Н. Селиванов, В. Н. Чумарев,
И. Н. Танутров, К. Ю. Шуняев, кандидаты наук Г. Ф. Казанцев, О. В. Заякин, В. А. Быков, Т. В. Куликова, А. Г. Уполовникова, В. Л. Лисин, И. В. Некрасов, О. В.Евдокимова, Е. И.Харин награждены премией им. В. Е. ГрумГржимайло УрО РАН.
С 1974 г. Институт металлургии является организатором и активным
участником регулярных Всероссийских конференций: «Строение и свойства металлических и шлаковых расплавов» (МИШР), с 2002 г. – ежегодных двусторонних Российско-Израильских конференций «Оптимизация
состава, структуры и свойств металлов, оксидов, композитов, нано- и
аморфных материалов», с 2011 г. чередующихся Всероссийских конференций «Проблемы и перспективы развития металлургии и машиностроения с
использованием завершенных фундаментальных исследований и НИОКР»
и Международных конгрессов «Фундаментальные основы технологий переработки и утилизации техногенных отходов» («Техноген»).
По инициативе института организован и издается с 1987 г. академический журнал «Расплавы», главным редактором которого является академик
Н. А. Ватолин.
Институт ведет подготовку научных кадров через аспирантуру по специальностям: физическая химия, металлургия черных, цветных и редких
металлов, порошковая металлургия и композиционные материалы. Действует совет по защите докторских диссертаций по физической химии, металлургии черных, цветных и редких металлов, металлургии техногенных и
вторичных ресурсов.
В 1998 г. Институт металлургии возглавил академик Л. И. Леонтьев. При
сохранении и развитии сложившейся к этому времени тематики возникли
новые задачи, в связи с которыми по инициативе Института металлургии в
том же году был учрежден Инновационно-технологический центр (ИТЦ)
«Академический», научным руководителем которого стал академик Л. И. Леонтьев, директором центра был назначен к. т. н. Е. Л. Бейлин. Главной целью
деятельности ИТЦ является практическая реализация научных разработок
институтов Уральского отделения РАН путем привлечения к этой работе малых предприятий, работающих в научно-производственной сфере [6]. Сегодня на территории ИТЦ действует 13 таких предприятий, общий объем реализованной продукции которых в 2014 г. составил 1,4 млрд рублей.
В период 2008–2010 гг. обязанности директора института исполнял
чл.-корр. РАН Э. А. Пастухов – заслуженный ученый – физикохимик,
развивающий материаловедческое направление исследований, с декабря
2010 г. по настоящее время директором ИМЕТ УрО РАН является известный специалист в области цветной металлургии д. т. н. Е. Н. Селиванов.
В настоящее время, по заключению комиссии Академии наук по комплексной проверке научной деятельности, институт занимает лидирующее
положение в мире в области изучения структуры и физико-химических
свойств металлических и оксидных расплавов; интеграции теоретических
и экспериментальных методов по исследованию влияния механо-актива-
7
ции на процессы плавления – кристаллизации; пионерских работ по изучению строения двойной области «твердое – жидкое», что подтверждается
ведущей и координирующей ролью научной школы академика Н. А. Ватолина (проведением международных и российских конференций LAM-13;
МИШР – 13, изданием журнала «Расплавы») [7].
Комплексное изучение манганитов редкоземельных элементов; разработка фундаментальных основ получения новых многокомпонентных оксидных функциональных материалов по своему объему и спектру использованных методов уникальны не только для российских, но и зарубежных
исследований в этой области. Результаты работ научной школы чл.-корр.
РАН В. Ф. Балакирева включены в отечественные и зарубежные справочники, в т. ч. в «Phase Diagrams for Ceramists» (США), а также в ежегодные
отчеты РАН [7].
Институт является лидером в проведении исследований в России в
области термодинамики, кинетики и механизмов высокотемпературных
металлургических реакций, характерных для металлургических процессов.
Использование самых современных методик и аппаратуры, стандартного
программного обеспечения и созданных учеными института программных
комплексов обеспечило получение оригинальных данных, позволивших
разработать ряд новых технологических процессов черной и цветной металлургии, ценность которых подтверждается присуждением Премий Правительства РФ за 2012 и 2014 гг.
Институту принадлежит значимая мировая роль в области комплексной переработки минерального и техногенного сырья. Сложный
поликомпонентный состав рудных месторождений, низкое содержание
целевых элементов, требования рационального природопользования и
экономической эффективности производств обусловили актуальность
и народно-хозяйственную значимость научных исследований, проводимых под общим руководством научной школы академика Л. И. Леонтьева. Создан не имеющий мировых аналогов единый программный продукт
для сквозных расчетов технологических параметров по всему спектру
переделов в черной металлургии [7]. Ведущая и координирующая роль
института подтверждается проведением регулярных всероссийских конференций «Проблемы и перспективы развития металлургии и машиностроения с использованием завершенных фундаментальных исследований и
НИОКР», (2011, 2013 гг.), международных конгрессов «Фундаментальные основы технологий переработки и утилизации техногенных отходов»
(2012, 2014 гг.).
Институт является мировым лидером в области создания и развития
теоретических основ и организации производства ультрадисперсных металлических и композиционных материалов газофазным методом. Ультрадисперсные порошки цветных металлов, сплавов, антикоррозионные и
противоизносные материалы на их основе используются сотнями российских предприятий; рынок подобных материалов в РФ на 90% покрывается
продукцией фирмы «ВМП», созданной сотрудниками института. Инженерно-аппаратурное решение электрохимической технологии получения импортозамещающих нанокристаллических порошков тугоплавких металлов
также является уникальным в мировой практике.
8
В развитие выполненных исследований, с целью практической реализации ряда разработок, институтом выдвинуты следующие предложения в
список национальных проектов с высокой инновационной составляющей:
- организация производства металлического титана и пигментного
диоксида титана на отечественном сырье с первоочередным обеспечением
ресурсами ОАО «Крымский титан»;
- на основе частно-государственного партнерства решить проблему
промышленного производства, нанопорошков тантала с переводом производства конденсаторов различных типов на использование отечественного
сырья;
- развитие производства нержавеющей стали в Уральском регионе на
базе местных руд;
- развитие производства редкоземельных металлов за счет использования небольших месторождений Урала и фосфогипса, находящегося в отвалах.
Сегодня в ИМЕТ УрО РАН работает более 200 сотрудников, из них 116
научных работников, в том числе 3 академика, 2 член-корреспондента РАН,
27 докторов и 62 кандидата наук. Высокая квалификация сотрудников, современное приборно-аналитическое оборудование и созданный научный задел позволяют рассчитывать на успешное выполнение исследований, планируемых коллективом Института металлургии Уральского отделения РАН
на дальнейшие годы.
Список литературы
1. Ватолин Н. А., Леонтьев Л. И. Институту металлургии УрО РАН 50 лет//
Физическая химия и технология в металлургии. Труды конференции.
Екатеринбург. 2005. С. 3–8.
2. Постановление президиума РАН от 24.06.2008 г. № 442.
3. Балакирев В. Ф. 100 лет со дня рождения члена-корреспондента АН
СССР Чуфарова Григория Ивановича//Оксиды. Физико-химические
свойства. Труды V Всероссийской научной конференции. Екатеринбург. 2000. С. 3–8.
4. Леонтьев Л. И., Ватолин Н. А., Шаврин С. В., Шумаков Н. С. Пирометаллургическая переработка комплексных руд. М.: Металлургия. 1997. 432 с.
5. Залазинский Г. Г., Щенникова Т. Л. Теоретические основы металлургии
железных порошков. Екатеринбург. 2004. 198 с.
6. Леонтьев Л. И., Бейлин Е. Л., Селиванов Е. Н. Инновационно-технологический центр «Академический». 10 лет в инновационной сфере//
Инновационно-технологический центр «Академический»: на стыке
науки и производства. Сборник статей. Екатеринбург. УрО РАН. 2010.
С. 3–13.
7. Заключение комиссии, утвержденной распоряжениями Уральского
отделения РАН от 24.09.2012 № 153а и от 15.10.2012 № 165а по комплексной проверке научной, научно-организационной и финансовохозяйственной деятельности ФГБУН Института металлургии Уральского отделения Российской академии наук (ИМЕТ УрО РАН) за
2007–2011 гг., проведенной 22–24 октября 2012 г.
9
1. Структура и свойства металлических систем
УДК 538.9;539.213.2
ФОРМИРОВАНИЕ ГРАНИЦЫ РАЗДЕЛА И ЭЛЕКТРОННОЙ
СТРУКТУРЫ ПРИ КОНТАКТЕ ПЛАНАРНЫХ
КОНФИГУРАЦИЙ ГРАФЕНА И СИЛИЦЕНА
НА ПОВЕРХНОСТЯХ Ni, Pd, Ag и Pb
Н. А. Ватолин1, Н. С. Митрофанова2, Э. Д. Курбанова1, А. Б. Гусева2, А. Е. Галашев3, В. А. Полухин1,2
1 – Институт металлургии УрО РАН, г. Екатеринбург, ул. Амундсена, 101,
kurbellya@mail.ru
2 – Институт материаловедения и металлургии УрФУ,
г. Екатеринбург, ул. Мира, 19
3 – Институт промышленной экологии УрО РАН,
г. Екатеринбург, ул. С. Ковалевской, 18
Введение
Благодаря развитию метода химического осаждения пара (CVDChemical Vapor Deposition), а также лучевой эпитаксии металлов на заранее
приготовленные (CVD-методом) подложки получены материалы, пригодные для разработки на их основе элементов оптоэлектронных устройств.
Именно этим методом успешно проведен синтез материалов – со специфическими контактными поверхностями раздела графен/Me на плоскостях
ГПУ (0001) Co и Ru, для ГЦК (111) Ni, Pt, Pd, а также Ir. Наиболее полно
экспериментально исследованы системы контактных пар металлов Ir-, Ru-,
Pd-графен [1, 3].
Успешный опыт применения техники лучевой эпитаксии и газофазного синтеза с формированием структур монолистов и стопок графена приемлемых размеров стимулировали попытки получения таким же методом
двумерных кристаллов других полупроводников – Si, Sn и Ge [4–9]. Так на
покрытых флюидной пленкой аргона поверхностях высокой чистоты – до
одного атома – переходных металлов, алюминия и др. методом CVD для
большинства металлов удалось синтезировать как двумерные кристаллы
углерода (графен) и графеновые стопки нанометровой толщины, так и двумерные кристаллы Si [5], Ge [6]. Этим же методом в реакторах in situ создаются упрочненные графеном материалы и более сложные композиты,
армированные наращиванием упорядоченно-ориентированных связок или
пучков (преимущественно одностенных) углеродных нанотрубок - УНТ
(в том числе интеркаллированных металлическими и кремниевыми кластерами) диаметром ~ 20–50 нм и длиной свыше ~ 15 мкм. Как и в случае
10
интерфейсов с графеном, поверхности раздела формируются в результате
сорбции (адсорбции или хемосорбции) со спецификой, определяемой во
многом нанодиапазоном и особым характером контактного взаимодействия.
Высокая проводимость электронов в таких композитах (армированных графеном, Ме/графен или силиценом, Ме/Si) достигается под воздействием электромагнитных полей в произведенных переключателях
электропроводности и накопителях заряда (конденсаторах), фоточувствительных транзисторах, химических сенсорах и др. [10–16]. Подобные функциональные гетероструктуры (свитчеры, транзисторы и т. д.) могут быть
сформированы (как и уже имеющиеся для графена) в контактных областях
при эпитаксиальном осаждении атомов Si, Ge и даже Sn на металлические
подложки, воспроизводя взаимоналожение несоразмерных по периоду гексагональных решеток, соответственно, силицена, германена и станена с поверхностями металлов. Как и графан (соединение с водородом), методом
«мокрой» химии был получен германан (GeH), стабилизированный при
замене атомов водорода по границам метиловой группой. Первоначальные
попытки синтезировать германен как двумерный кристалл германия на поверхности (111)-Ag были безуспешными из-за нестабильности, обусловленной «магической» несоразмерностью параметров решеток – гексагональной германия и ГЦК – Ag, когда более устойчивой оказалась интерфейсная
структура, формируемая фазой Ag2Ge (треть атомов Ag поверхности контактного монослоя замещались атомами Ge), в отличие от синтеза силицена с волнистой поверхностью на (111)-Ag с четкой границей раздела.
Это приводило не только к неконтролируемым структурным искажениям
координаций германия, но и к нежелательным изменениям электронных
свойств.
На основе модифицированной теории функционала плотности в
приближении сильной связи (DFT-TB) методом алмаз-маркера (d~2 нм)
определяются потенциальные энергии и коэффициенты планарности по
отклонению от плоскостей материала субстрата, обычно металла или Si/C.
Этим же способом для рассматриваемых систем устанавливается присутствие возможных примесных дефектов, вакансий и распределение в интерфейсах (С/Ме, Si/Ме и др.) наведенных сорбцией зарядов. Определяются
и другие кристаллографические характеристики интерфейсных структур
(покрытиях) – стыки и фракции двойниковых и n-граничных фрагментов
ринг-кластеров, грани и ориентационные углы их упаковок в покрытиях из УНТ-композиций (связок и т. п.) [17, 18]. Успешно реализованы не
только расчеты DFT-TB и компьютерного моделирования [19–21, 22], но
и ab-initio с применением программных пакетов VASP на основе аппроксимации обменно-корреляционного потенциала обобщенным градиентным
приближением (GGA) в рамках проективного формализма плоских волн [4,
11, 17, 18, 23, 24].
В представленной работе на основе результатов компьютерного моделирования [1, 3, 8, 10–13, 18–24], данных газофазного синтеза [5, 6, 15]
и электронной микроскопии [14–16] выполнен сравнительный анализ термической эволюции и стабильности интерфейсных систем CN/Me, SiN/
Me, структурных единиц гетероструктурно-слоистых композитов, а также
11
течения активированных атомной динамикой процессов формирования
на металлических поверхностях раздела элементарных 2D-кластеров (CN,
SiN) в зависимости от способов их получения, характера связи, упаковки,
когерентности составляющих нанофрагментарных координаций, морфологии поверхности, изменения соотношения ближнего и дальнего порядка с
увеличением размеров. Обсуждены наиболее важные структурнозависящие
характеристики – специфические интервалы разупорядочения – изомеризация, «квазиплавление», а также кинетические, механические характеристики и др. с учетом размерности моделируемых кластерно-дисперсных
систем и влияния природы субстратов.
1. Формирование стабильных интерфейсных структур переходных металлов
на графене (Pd/G, Ni/G)
Прочность сцепления в интерфейсах инкапсулированных фуллереноподобных луковиц, нанотрубках и слоистых материалах, интенсивность
атомной миграции при термоактивировании определяются в значительной
степени силой формирующихся в результате сорбции разноименных связей Ме-C контактной пары, которые могут быть описаны в рамках теории
функционала плотности [18]. Так, при контакте переходных металлов TMe
(Fe, Co, Ni, Pd, Cu, Ir, Ag, Au и Pt) с графеном (G-2D-кристаллом углерода) имеет место сближение уровня Ферми до пересечения с зонами π и π*
орбиталей C (т. е. с занятыми и вакантными состояниями, разделенными уровнем Ферми и соприкасающимися с ним в графене, обладающим
нулевой запрещенной зоной). И чем сильнее энергия связи (G/Ni: Ec =
−91.33•102 эВ•нм-2/C и для Сu/G: Ec = −24.81• 102 эВ нм-2/C), тем выше
прочность на растяжение, т. е. 18.70 ГПа для Ni/G в сравнении 2.92 ГПа для
Сu/G [9, 20, 20]. Так механизм формирования интерфейса Cu/G со специфическими свойствами и слабым взаимодействием объясняется короткодействующим характером дипольно-дисперсионных сил притяжения, инициированных зарядовым перераспределением между контактирующими
плоскостями графена и первой прилегающей плоскостью металла.
Необходимо принимать во внимание, что термическая устойчивость
интерфейсной структуры того же интерфейса, к примеру, Cu/G – монослойной пленки меди на графене – существенно зависит также от параметрической соразмерности кристаллических плоскостей (ГЦК для Cu и гексагональной для G) с массивами атомов Cu и C, вызывающей значительные
напряжения.
К тому же на стабильность влияет и развитие скорости краевых атомов (порядка 0.01 нм/нс) по границам листов графена в связи с собственными колебаниями последних, с энергией E(ω) = const (1-cosω) образования двухгранного угла (угла инверсии ω, отвечающего за скручивание
ковалентной связи на плоскости относительно трех ближайших соседей;
const ~0.62–1.24 эВ). Усиление собственных колебаний с нагревом и взаимодействием атомов ТМе-G приводит к межатомным перекоординациям
в интерфейсе с образованием более сложной стабильной рингкластерной
(муаровой) структуры, узлы которой представлены не отдельными атомами, а группировками из 6 или 8 атомов (и большего числа атомов) [3].
Слои графена и силицена (осажденные CVD-методом) на поверхностях Ме
12
обладают протекторными и армирующими свойствами – защищают в интерфейсе нижний подслой спин-поляризованных электронов от процессов
поверхностной адсорбции и химического окисления металла-подложки.
Остаточные напряжения в формируемых интерфейсах Ме/G обусловлены направлениями, задаваемыми гексагональной структурой графена: т. е.
«долгоживущие» – это напряжения в координациях – гексагонах (со статистическим весом 7–12%), ориентированных по нормалям к направлениям
«зигзаг» и «кресло».
При этом важно выяснить, применяя МД-моделирование, каким
образом энергия когезии метал-графеновых слоев, электронная зонная
структура, свойства переноса связаны с процессом формирования атомной структуры интерфейса. Поэтому для моделирования контактных слоев
поверхности переходных металлов и рингкластерной структуры была проведена параметризация результатов квантово-механических расчетов межатомных взаимодействий с учетом многочастичные эффектов (по версии
теории функционала плотности – EAM Саттона – Чена [25] для Ni, Cu и
сильной связи – «TB – tight binding» Клери – Розатто [26] для Pd). Эти методы развиты специально для моделирования поверхности металлов, их слоев
при межфазных контактах (включая интерфейсные структуры TMе/G) и,
прежде всего, динамики атомов в прилегающих слоях с учетом не только
многочастичных взаимодействий, но и эффектов дальнодействия.
Потенциал Терцоффа, [27] используемый для описания межатомных
взаимодействий в графене, основывается на концепции координационного
упорядочения связей. При расчете взаимодействия между атомами углерода
и в слоях графена используются параметризованные потенциальные функции [27–29]. Взаимодействия атомов металлов (Cu-Cu, Ni-Ni) в системах c
N-слойным графеном ТМе/GN, как и в случае моделирования изолированных кластеров, оценивались по версии Саттона – Чена формализма ЕАМ
[25]. Для большинства переходных металлов образующиеся при контакте
графена и металла связи слабее ковалентных, но прочнее чем ван-дер-ваальсовые [9, 28, 29]. Металлы по силе взаимодействия в интерфейсном слое
с графеном условно можно разделить на два типа. Металлы VIII группы (Fe,
Co, Ni) и Pd (отнесены к 1-му типу) формируют более сильные связи с графеном, что стабилизирует и его планарную структуру даже при нагреве [10].
В то время как Al, Cu, Ir, Ag, Au и Pt (второго типа) являются слабо взаимодействующими, что не препятствует переформированию части sp2 плоских
координаций в стерические sp3, вызывающему появление не только дефектов гофрирования на плоскостях графена, но и кластерных образований со
специфическими координациями – ринг-кластеров из атомов графена и
адатомов прилегающей поверхности (111) металла [3]. В ринг-кластерах, как
узлах формирующейся муаровой структуры, вероятны переходы от трехгибридных орбиталей из одной s и двух p-состояний планарной сетки двойных
связей C=C графена к тетраэдрической сетке одинарных C−C связей [18].
Анализ термостабильности интерфейсных состояний Ме/графен и
Ме/силицен проводилcя на основе молекулярно-динамического моделирования (МД) с оценкой температурных изменений кинетических коэффициентов Dxy и Dz, характеризующих подвижность атомов металлов во всей
исследуемой температурной области с перекоординациями в интерфейсах,
13
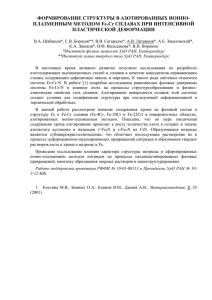
Рис. 1. Изменение в результате нагрева до 1300 K в течение 200 пс конфигурации системы
графен–никель с двухсторонней суперпозицией плоскостей (111) никеля на листе графена
(Ni/G1/Ni) [9]
отличающихся характером связей. Выполнены такие исследования для трех
кластеров Pd13 с разной структурой, а также пленок Cu и Ni, размещенных
на GN (т. е. с одной армирующей плоскостью или двумя: n = 1.2) [9].
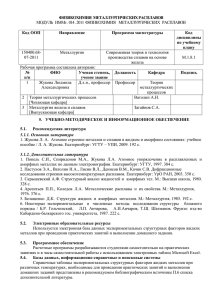
Выявлено, что структурные изменения в подсистемах Ni (рис. 1), связанные с ростом подвижности атомов (рис. 2) (как и в кластерах Pd13 с
разной упаковкой, система I), отличаются заметным эффектом термоакти(II)
(I)
Dxy, 10-6 см2/с
6
а
2
4
3
2
1
0
Dz, 10-6 cм2/с
10
1
5
0
3
2
1000
2000
3000
4000
T, K
Рис. 2. Температурные изменения коэффициентов диффузии Dxy и Dz атомов металлов в интерфейсах: (I)-Pd (1 – графен, взаимодействующий с четырьмя кластерами Pd, имеющими
ГЦК-структуру, 2 – лист графена с четырьмя икосаэдрическими (Ih) кластерами, 3 – графен,
имеющий на поверхности четыре кластера Pd со случайной упаковкой атомов) [9]; (II) –
пленок Ni (кривые 1) при одностороннем размещении на листе графена Ni/G и двухстороннем Ni/G/Ni (кривые 2 и 3 соответственно для верхней и нижней пленок Ni [7]
14
вированного выталкивания атомов С, система II (при более высоких температурах, чем для Pd/G, Cu/G), при смещении атомов в контактных плоскостях металлов в зону формируемого интерфейса на основе G. Определенная
в МД расчете [9, 30] с использованием потенциала Саттона – Чена температура плавления ГЦК кластера Ni561, размещенного на графене, идентифицирована в интервале 1100 + 50 K (изолированный кластер Ni5083 плавится
при температуре ~1250 K) [3, 29].
Так, коэффициент самодиффузии в горизонтальных слоях островковых пленок Ni (Dxy) и в вертикальном (Dz) направлении очень незначительно изменяется вплоть до температуры 1800 K. Это результат сохранения
связности и термостабильности атомной структуры кластеров и частичного
уплотнения ее (2–3%), за счет влияния сильных межатомных взаимодействий также характерен для контактов Pd–C в интерфейсе этих элементов
при условии невысоких температур нагрева.
В таблице 1 приведены результаты, полученные с применением первопринципных подходов. В левой половине таблицы (физическая адсорбция) расположены металлы с интерфейсом (с энергией связи – когезии
плоскостей графена и металла Ес в расчете на 1 атом углерода в условно
выбранном интервале величин 0.03эВ < Ec < 0.052эВ и длиной межатомных
связей, dТМе-С вдоль нормали к плоскости интерфейса, d > 0,3нм), классифицируемым как физико-адсорбционный, а в правой (хемосорбция)-хемосорбционный (с энергией Ес в пределах: 0.1 эВ < Ec < 0.4эВ и со связями
длиной менее расстояния d < 0.28 нм). Расчетные данные близки экспериментально найденным, приведенным в работах [16, 33]. Для сравнения также приведем характеристики графена: энергии связи Ec = 4.6 эВ [9] и паТаблица 1. Полученные квантово-механическими расчетами [11], МДмоделированием [1–3, 9, 10, 21, 22, 11 ] и экспериментально [16, 33] для
интерфейсов Ме/G величины энергии когезии, Ec, в расчете на один атом
углерода, количество транспортированного заряда Δq, значения равновесных межатомных расстояний между контактными слоями – d – и сдвиг
энергии ΔEF при выравнивании уровней Ферми металла и графена; аc, сh –
параметры решеток [34].
Сорбция
Me
Ec, эВ/
атом
Хемосорбция (с перекрыванием
π-d-связей)
Физическая адсорбция
Al
Ag
Au
Cu
Pt
Ir
0,031 0,035 0,037 0,034 0,042 0,034
Pd
Ru
Co
Ni
Ti
0,09
0,13
0,41
0,14
0,39
0,23
0,21
-Δq,102
•е-
0,3
0,7
0,78
0,81
0,11
d,нм
0,34
0,32
0,33
0,31
0,32
0,31
0,28
0,07
0.389
0,13
ΔEF, эВ
0,51
0,35
0,20
0,19
0,15
-0,13
1
аc,
сh
нм
0.405
0.409
0.408
0.361
0.392
0.384
0,23
0,214 0,212
0,21
0.271
0.428
0.251
0.409
0.295
0.470
0.352
15
раметры элементарных ячеек графена при совмещении его гексагональных
решеток с параметрами – аG1 = 0.246 нм и аG2 = 0.492 нм с поверхностями
(111) металлов, соответственно, ячеек из 4 атомов углерода вокруг одного
центрирующего атома металла ГЦК-плоскостей Ni, Co, Cu и суперячейки
из 8 атомов углерода и 3 центрирующих атомов металла ГЦК-плоскостей
Pd, Pt, Au, Ag и Al.
2. Стабильные структуры силицена и графена на поверхности (111) Ag
Реализация теоретического прогноза возможности получения композитов с устойчивыми поверхностями раздела (стабильными интерфейсными состояниями) двумерных кристаллов кремния (силицена) на металлических подложкамх привела к успешному синтезу силицена с устойчивой
структурой только на поверхностях (111) и (001)-Ag, (111)-Pt [5]. Они полученны методом «сухой» эпитаксии со стабильной структурой поверхностей раздела (интерфейса), сформированных при сверхвысоком вакууме из
осажденных двумерных кристаллов SiN на поверхностях (111) Ag, Ir, Au, а
также 2D-кластеров GeN на Pt, т. е. германена (и на менее дорогом Au) [6]
через 4 года после теоретического предсказания самой возможности синтеза стабильного германена. Структура оказалась не вполне планарной (при
суммарной толщине интерфейса Si-Me 1,6 нм), а ребристой (волнистой),
но не настолько с выраженными sp2/sp3-гибридизованными координациями, как в случае модельных ребристых Si-сфероидов (аналогов фуллерена
[8–13–16]). Согласно анализу данных оптических экспериментов углового фотоэлектронного спектра (APPES) [14] и спектра низкоэнергетических
потерь отраженными электронами (REELS) найдено подтверждение, что
именно благодаря sp2/sp3-гибридизации на поверхности (111)-Ag формируется волнистая с двумя подслоями структура [10]. Так же, как и у графена, формирование такой волнистой структуры основано на образовании
гексагональных колец, но с небольшим отклонением от планарности примерно в 0.044 нм, как и было предсказано расчетами DFT-методом [8, 20].
Согласно этим расчетам 2D (планарные) конфигурации нанокластеров SiN
на поверхности (111)-Ag оказались более стабильными, чем 3D-полиэдры.
В той же степени и транспорт заряда в силицене реализовывался током безмассовых высокоскоростных фермионов (~105~106 м/с) [1–5] (учитывая линейную зависимость дисперсии энергии E(k) и равенство нулю ее второй
производной).
Хотя идеальный силицен по свойствам относится к полуметаллам,
при этом возможна эффективная корректировка ширины запрещенной
зоны на уровне Ферми наложением внешнего поля [8], а также химическим
путем – в результате взаимодействия силицена с водородом [21, 35, 36–38]
или с галогенами [38, 39]. С хорошей точностью были предсказаны в рамках
ab-initio метода для модели бесконечного монолиста силицена электронные
и магнитные характеристики [14], что дает стимулы для дальнейшего развития оптоэлектронных технологий на основе кремния. Что касается анализа координационной специфики структуры силицена, то согласно данным
СТМ (сканирующей туннельной микроскопии) и LEED (низкоэнергетической электронной дисперсии) экспериментов, выполненных в работах
[14–15], несмотря на идентификацию общего подобия гексагонально-ром-
16
бических конфигураций, соответственно, имеет место формирование на
поверхности (111)-Ag (с решеткой периодичности 1 х 1) рингкластерной
суперструктуры силицена периодичности 3 х 3 [14], в то время как в работах
[15, 16] приводились доводы в пользу ступенчатого характера (ребристости)
гексагональноподобной и когерентной структуры суперрешетки силицена с периодичностью 4х4. Предлагались и другие варианты расшифровки
рингкластерной структуры монослоя силицена на основе периодичности с
элементарными суперячейками (131/2х131/2) Rα ~13,90 [11] и (2,31/2х2,31/2) Rα
~300 (с характерными ромбоэдрическими углами α) [14], схожими с идентифицированными при анализе структуры германена, синтезированного
на субстратах Pt и Au [6]. Образование гексагональноподобной решетки ранее зафиксировано при формировании интерфейсной структуры силицена
при контакте пластинки Si и поверхности (111) субстрата ZrB2 [16].
На процесс формирования силицена, германена и станена [4–8], как
известно, оказывает влияние гибридизация sp2/sp3-орбиталей, поскольку
стабильных аллотропных аналогов с sp2-орбиталями (подобных графиту,
УНТ и фуллерену) для таких элементов пока не обнаружено. Чтобы детально исследовать процессы роста 2D-кристаллов из эпитаксиально-осажденных атомов и вывить специфику процесса в зависимости от характера межатомных взаимодействий и типа сорбции, целесообразно провести
сравнительный анализ формирования устойчивых интерфейсных координаций в эпитаксиальных плоскостях гарфена, силицена и германена с металлическими субстратами. Исследовать также характер атомной динамики
(диффузионной подвижности), определяющей устойчивость суперструктуры с рингкластерными узлами. Так, в отличие от графена в процессах
формирования эпитаксиальной структуры первичных нанокластеров SiN
отсутствуют куполообразные координации благодаря стабилизирующему
влиянию специфической электронной структуры, соответствующей силицену/(111)-Ag или на ZrB2 (известных ныне для него субстратов) и германену/Pt (или на Au). При этом отклонения от планарности координаций
2D-кристалла силицена, вызванные ребристостью (волнистостью) его поверхности, изолированного или на подложке, составляют менее 0,05 нм,
т. е. менее 25% от межатомных расстояний Si-Si (0.21–0.23 нм). И только
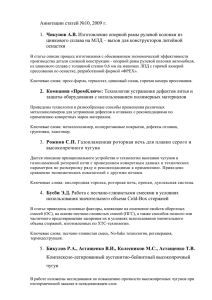
в случае малых кластеров силицена (с числом атомов менее 24) на поверхности (111)-Ag (рис. 3), как следует из анализа электронной структуры и
результатов ab-initio молекулярной динамики (AI-МД) [8], все еще обнаруживается пре-имущественное влияние sp3 над sp2. При этом с повышением
температуры и увеличением масштаба волнистого монослоя на поверхности (111)-Ag, согласно расчетам квантовой динамики, именно орбитали sp2
стабилизируют подобные координации силицена, в то время как на (111)Rh преобладают sp3-координационные связи, приводящие к существенным
дефектам, гофрированию и образованию 3D-координаций. Стабильность
формируемых на Ме-субстратах из осаждаемых адсорбированных атомов
(C, Si, Ge, Sn) рингкластерных конфигураций можно оценивать энергией,
потраченной на их образование
(1)
ES = (Et – N E0 – Esub) N,
где Et – полная энергия взаимодействия рингкластерной конфигурации из N-атомов с субстратом, E0 – энергия связи атомов в соответствующих
17
им кристаллических фазах (здесь сфалерита – для C, Si, Ge ), Esub – энергия связи атомов субстрата в случае изолированных 2D-конфигураций. До
открытия графена и силицена в большинстве теоретических работ [10–12]
главное внимание уделялось достижению стабильности фуллеренов углерода и магических кластеров кремния, а также сферических и небольших
планарных конфигураций (из кластеров рингкластерного типа c 5–6 атомными кольцами), объединенных атомами мостиковых групп. Предпринимались попытки предотвращения коллапса фуллереноподобных кластеров
SN координационными группами металлов (MeL@SN, 6 L<N 500) [13].
Основу гексагонально-ромбических (планарных) структур составляют кластерные группы из M-шестиугольников (Мх6RC), поэтому им будет
уделено в предпринятом анализе 2D-систем главное внимание. Естественно, как в экспериментах, так и при моделировании планарные структуры
Mх6RC, объединенные sp2-связями в случае кремния и германия, не являются устойчивыми в отсутствии стабилизирующих субстратов. В отличие от
ситуации проведения эксперимента в вакууме для более крупных кластеров (с N = 24), адсорбированных на поверхности (111)-Ag, гексагональные
координации оказались устойчивыми, рис. 3, в противоположность более
Рис. 3. Сравнение структуры и энергий ES-кластеров, размещенных на поверхности (111)
-Ag углерода (CN) и кремния (SiN): a, в – вид сверху; б, г – вид сбоку [20]
малым кластера Si10-Si13. Так, для кремния в отличие от углерода с тем же
типом координаций энергия связи в расчете на атом Si уменьшается (при
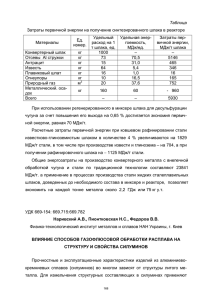
сопоставимости по числу атомов) в кластерах, рис. 4. Изменение энергии в
зависимости от числа атомов изолированных (а) кластеров SiN, закрепленных (б), а также силицена на (111)-Ag иллюстрирует график рис. 4 (в) [8].
Так что действительно адсорбция на поверхности (111)-Ag оказалась
решающим фактором для гибридизации связей sp2/sp3 и достижения ста-
18
Рис. 4. Изменение энергий формирования кластеров SiN (а) изолированных (в газофазной
GS-среде) и (б), (в) – закрепленных на поверхности (111)-Ag, соответственно, с тетраэдрической и 2D (планарной силицена) структурой кластеров
бильности планарных конфигураций SiN. При этом кластер Si6/(111)-Ag,
как было выявлено [8], отвечает бифуркационному состоянию формируемых координаций, их приоритетности. Подобная ситуация была предметом изучения в экспериментах (СТМ, REELS и ARUPS-фотоэмиссионный
ультрафиолетовый спектр или распределение углов между связями) [15, 16].
Однако, как показывают расчеты методом DFT [8], триангулярные структуры Si10 и Si13 на поверхности (111)-Ag также оказались неустойчивыми
при релаксации, так как трансформировались в энергетически более устойчивые структуры аморфного типа. Энергия связи кластера Si10 оказалась
выше, чем у соответствующих им планарных кластеров – сравните, для Si10:
ΔE = 0,10 эВ, а для Si13: ΔE = 0,26 эВ [8]. При термоактивации структурных
изменений полученные неупорядоченные структуры под влиянием подложки Ag спонтанно трансформировались в гексагональноподобные планарные конфигурации. Полученные результаты моделирования процесса вакуумного осаждения, формирования и релаксации изолированных кластеров
SiN на поверхности (111)-Ag (с оценкой их энергий) затем сравнивались с
энергией 2D-кластеров SiN, также размещенных и релаксированных на такой же подложке, рис. 4. Как следует из анализа кривых, энергия кластеров
SiN после размещения их на поверхности (111)-Ag снижалась в зависимости от размеров в интервале ΔЕ = 0.07-0.31 эВ, как результат влияния свободных электронов металла. Такой эффект (компенсаторной пассивации)
проявлялся для всех 2D- и 3D-кластеров, но с наибольшими изменениями
в случае более крупных из рассматриваемых 2D-кластеров. К примеру, для
2D-кластера Si24 /(111)-Ag энергия возросла от 0,22 до 0,25 эВ (т. е. энергия была наибольшая), рис. 4 (б), что свидетельствует о повышении стабильности с ростом числа атомов (по сравнению с кластерами других форм
на подложке силицена с 0,5 эВ для 2D-Si6 до 0,4 эВ для 2D-Si24). Отчасти
различие во влиянии механизмов сорбции для кластеров C24 и Si24 хорошо
19
иллюстрирует рис. 3 (б), вид сбоку (полученный срез интерфейса) [20]. Из
анализ кривой, рис.4 (в), следует, что энергия формирования, к примеру,
кластеров 2D-Si6/Ag-(111) идет с увеличением энергии с 0,5 эВ до 0,53 эВ (в
расчете на 1 атом Si), а начиная с Si10 постепенно убывает. Можно сделать
вывод, что именно эта комбинация является первичным кластером гексагонального 2D-кристалла кремния (силицена) как еще одной аллотропной
фазы кремния. Расчет энергии активации для диффузии атомов монослоя
SiN на поверхности (111)-Ag составляет 0.031 эВ.
Таким образом, растущий 2D-кристалл Si после образования его первичной координации Si10 далее постепенно будет увеличивать площадь интерфейса SiN(111)-Ag со специфической ребристой структурой (регулярной сетки из куполообразных кластеров) силицена, рис. 3 (г) (пока будут
поступать новые атомы из парогазовой фазы с развитием CVD-процесса),
отличной от плоскости графена на том же субстрате [(111)-Ag] (сравните
рис. 3 (а) – 2D-СN-кристалла и 3 (б) – 2D-Si-кристалла. Из анализа проекций (сверху и сбоку) размещения кристаллов CN на (111)-Ag поверхности следует, что тип структуры графена существенно отличается от таковой
силицена из-за разного характера связей, во многом повторяет таковые в
адсорбционных интерфейсах с другими металлами. К примеру, для адсорбционного интерфейса CN/Ir зафиксированы определенные отличия с хемосорбционными, где межплоскостные расстояния заметно сокращены в
связи со сдвигом Me под действием сил, вызванных гибридизацией πч-dz
орбиталей (таблица 1).
3. Специфика атомной динамики и электронной структуры в интерфейсных
композитах C/Ag и Si/Ag
Интерфейсы с кластерами на подложках Ag: СN/(111)-Ag и SiN/(111)Ag отличаются распределением зарядовой плотности в зоне непосредственного контакта с поверхностью (111)-Ag. Имеется сравнительно небольшое
перераспределение заряда в интерфейсе С/(111)-Ag, вызванное дипольнодисперсной поляризацией как основным вкладом в силы Ван-дер-Ваальса
(более слабых, чем силы связи при хемосорбции) и наблюдаемое лишь в
контактах C-Ag по границам CN-конфигураций. Силы хемосорбционного
типа присущи не только по границам 2D-кристаллических фрагментов размещенных на поверхности (111)-Ag, но и для контактов Si-Ag в центральных частях фрагментов. Так, для кластеров SiN на поверхности (111)-Ag
энергия взаимодействия в интерфейсе растет с размерами кластеров от ES
~0,25эВ при N = 6 до ES 0,52 эВё, N = 24, рис. 4 [8]. Для C22 и C24 на (111)-Ag
характерны как куполообразные формы (благодаря высоким энергиям связей их концевых атомов с атомами металла) (рис.3б), так и планарные, С24/
(111)-Ag, (рис. 3 (г)) – наиболее устойчивые не только в сравнении с 3Dаналогами (плоские кластеры по типу С10, 3б, закрепленные только одной
из сторон).
Характер интерфейсных взаимодействий сказывается и на специфике температурной зависимости интенсивностей диффузионных движений
атомов Ag в интерфейсах графена и силицена, что иллюстрируют графики соответствующих компонент – горизонтальной Dxy (в плоскости X-Y)
и нормальной Dz (вдоль оси Z), рис. 5. Поскольку размещение на листах
20
графена и силицена 2D пленки (или кластеров) AgN с геометрической точки
зрения все же означает переход от двумерной системы к трехмерной, представляет интерес отдельно рассмотреть подвижность атомов в плоскости xy
и в направлении нормали z, к этой плоскости. Таким образом подвижность
атомов в плоскости отражает коэффициент Dxy
,
,
(2)
, τ – временной интервал наблюдения, начинаегде
мый с момента t0, t – текущий момент времени, N – число атомов в двумерной системе, nt – число начальных моментов времени t0 (от числа nt зависит
точность статистического усреднения по дублируемым ансамблям). Для
расчета нормальной составляющей вдоль оси Z используется выражение:
,
(3)
– среднеквадратичное смещение в направлении оси Z, рис. 5
где
2,0
1
б
1,6
2
3
-6 2
D , 10 см /с
а
4
1
1,2
Z
XY
-6 2
, 10 см /с
5
D
0,8
2
2
0,4
1
500
1000
1500
2000
2500
Т,К
3000
500
1000
1500
2000
2500
Т,К
3000
Рис. 5. Сравнительный анализ температурной зависимости коэффициентов диффузии атомов Ag в плоскости интерфейса, компонента Dxy (а), и вдоль нормали к нему, компонента
Dz (б): 1-Si/Ag, 2- G/Ag [20]
Таким образом, влияние силицена на динамику атомов в пленке AgN
весьма ощутимо, что следует не только из сравнительного анализа температурной зависимости коэффициентов диффузии атомов кластеров AgN на
слоях графена и силицена, но и из изменения формы ребристости поверхности последнего за счет пассивации и эффекта параметрической несоразмерности взаимоприлегающих решеток.
Для того, чтобы понять механизмы формирования рингкластеров,
определяющих тот или иной тип суперрешеток силицена и найти соответствие с экспериментально найденными структурами целесообразно также
провести анализ разновидностей суперячеек, периодическая трансляция
которых приводит к наименьшим эффектам параметрической несоразмерности с поверхностью (111)-Ag субстрата. Среди таковых подходящими
представляются интерфейсные суперструктуры: (I)- (3х3)-Si на поверхности (111)-Ag периодичности (4х4) [в иной записи (111)-Ag(1х1)-силицен];
(II) (71/2х71/2)-Si/(111)-Ag периодичность (2х31/2х2х31/2); (III) (71/2х71/2)/(111)Ag/периодичности (131/2х131/2) [5,8]. Анализ внешней поверхности силицена моделируемой структуры (I), рис. 6 (а,б) показал, что двойные кольца
(внутренние – из 6 атомов, внешние – из 12) сформированы только из 1/3
21
Рис. 6. Три типа смоделированных атомных структур силицена (I–III) [5], соответствующих координациям решеток, полученных вакуумным осаждением атомов Si на поверхность
111-Ag [8]; вид сверху (a), (в), (д) и сбоку (б), (г), (е). Отклонение от поверхности (111)-Ag
ΔZ (~0,2 нм) иллюстрирует размер атомов – максимально удаленные даны с увеличением и
окрашены черным цветом
атомов Si, что вполне согласуется с СТМ-проекциями [5]. Тогда как для
структуры (II) в формировании ячеек суперрешетки участвуют только пары
атомов Si, дистанцированные на 0,576 нм и являющиеся 1/7 частью всех
атомов Si, находящихся на его внешней стороне, рис. 6 (в, г).
Из анализа суперструктуры (III) следует, что в формировании гексагональных колец задействовано по одному внешнему атому Si. Таким
образом, в ряду структур I–III уменьшается число атомов Si, нарушающих
планарность силицена (рис. 6 (д, е)), что соответствует экспериментальным
наблюдениям СТМ [5], где на одну ромбическую ячейку размером 1,04 нм
приходилось по одному светлому рефлексу (относящемуся к внешним атомам). Однако величина отклонения от планарности вместе с тем заметно
повышается от 0,085 нм для структуры (I), до 0,119 нм для структуры (II) и
до 0,139 нм для структуры (III). Оценка в процентах эффектов параметрической несоразмерности рассматриваемых решеток, соответственно, дает
22
следующие значения: –0,86%, +2,73% и –1,24%, т. е. корреляции с амплитудами отклонения от планарности не прослеживается. Экспериментальные
результаты [5] и теоретические оценки [8] длин связи довольно близки. Так
статистически усредненные значения длин связи Si–Si (dSi–Si) однослойного
силицена на субстрате (111)-Ag для структур (4 х 4), (2√3 х 2√3) и (√13 х √13)
составляют соответственно 0,2351 нм, 0,2322 нм и 0,2357 нм. Следует отметить, что в этом случае все же имеется некоторое соответствие с оценками
эффекта параметрической несоразмерности этих структур.
Как интерфейс Me/графен унаследовал уникальные свойства графена
с незначительным сдвигом энергии Ферми (и ненулевой запрещенной зоной), так и интерфейс 2D-SiN обладает схожими с графеном электронными характеристиками (линейной зависимостью дисперсии энергии E(k)), а
также специфическими спектрами состояний в зоне Бриллюэна, рис. 7 (купол Дирака) [4]. На основе анализа результатов спектрометрии (APPES) [14]
для полученных CVD-осаждением в вакууме нанолент силицена установлено [15] также, как и для графена, наличие характерной особенности спектра
состояний в зоне Бриллюэна c куплолом Дирака при 3D-пространственном
пересечении π* и π зон, соответственно, валентной и проводимости.
Зонная структура (в) – распределение энергий электронов силицена
представлена куполом Дирака, а начало формирования запрещенной зоны
под влиянием дефектов, рис. 8 (в), с увеличением. Направления по осям
симметрии (обозначены буквами: L, M, T и др.) отвечают наибольшей симметрии рассеяния или дисперсии электронной энергии, а точка Г характеризует наивысшую симметрию зоны Бриллюэна (гексагон над усеченным
кубооктаэдром – сечение плоскостью kx-kx, проходящей через точку Г).
Но в отличие от графена формирование планарных π-связей в силицене не является энергетически конкурентным в сравнении с более сильными
взаимодействиями состояний 3p-Si и 4d-Ag. При этом значения углов связей α и β в гексагональных координациях испытывают флуктуационные изменения (α = 120-210, β = 150-1180), соответствующие состоянию sp2/sp3 [5].
Отметим, что спектр локальной плотности 3p-состояний кристалла кремния характеризуется наличием на уровне Ферми псевдощели, такой же, как
(a)
(б)
(в)
(г)
Рис. 7. Зоны Бриллюэна (а, б) в обратном пространстве волновых векторов (k = 2/R для
ГЦК-структуры соответственно кристалла Ag (ячейка Вигнера – Зейтца которой – кубооктаэдр и графена). Зонная структура – распределение энергий электронов силицена – представлена куполом Дирака (в). Начало формирования запрещенной зоны под влиянием дефектов (г) [45]
23
и у графена и силицена, отражающей двойственный характер sp2-связей
(т. е. склонность к разделению) [5,24]. Таким образом, наряду с орбитальным взаимодействием pz-Si и 4d-Ag имеет место частичная sp2-гибридизация в рингкластерах SiN, формируемых на поверхности (111)-Ag. Двойной
характер sp2-гибридизации Si определяет специфическую стабильность силицена на основе не только одной или двух координаций в сравнении с таковой графена (гексагональной и ромбической).
На рис. 8 представлен механизм выравнивания уровней Ферми G и
Ag – со сдвигом, ΔEF – понижением энергии Ферми графена под влиянием подложки Me относительно энергии в вакууме при формировании интерфейсной структуры Ag/G [10]. Ситуация не является типичной для всех
металлических субстратов, учитывая наряду с эффектом перекрывания
орбиталей металла (d) и графена (π) – действие принципа Паули, приво-
Рис. 8. Схематическое представление [10] об изменении электронной структуры, (а) c выравнивающим сдвигом энергий Ферми ΔEF, (б) при формировании интерфейса на монолисте
графена под влиянием подложки (111)-AgN с разным числом слоев и в сравнении с монолистом графена (0≤ N≤5). Энергия когезии Ес и потенциал ΔU дипольно-дисперсионных сил,
возникший в результате перераспределения зарядов (-Δq, +Δq) с выносом их на расстояние
Rq в контактную зону плоскостей графена и металла, отстоящих на расстояние d
24
дящего к отталкиванию электронов и влияющего на работу выхода, PM и
процесс электронного допирования. При этом работа выхода электронов
металла снижается в большей мере, чем таковая графена, поскольку вблизи металлических поверхностей более высокая электронная плотность, на
изменение которой влияет высокое расталкивающее воздействие сил Паули со стороны более сильно связанных электронов поверхности графена.
Сдвиг энергии ΔEF незначителен, а изменение состояний электронов в
графене может быть реализовано только через энергетически невыгодную
гибридизацию p- и s-орбиталей. При существенном изменении химического потенциала металла возникает несоответствие уровней Ферми формируемого интерфейса с зарядово-нейтральным уровнем графена. Это в
свою очередь вызовет транспорт заряда от металла к графену или наоборот
в сторону интерфейса в соответствии со знаком изменения работы выхода.
Реализация такого зарядового транспорта приведет к самоиндукции электростатического поля с последующим компенсационным сдвигом энергетических уровней графена с n-(повышением отрицательного заряда) или
p- (его понижающим) допированием, сглаживающим возникшее вышеуказанное несоответствие. Анализируя связанную с работой выхода энергетику
формирования зарядового состояния интерфейса Ag/G допустимо принять
форму возникающего при этом потенциального барьера за прямоугольник
высотой h ~4 эВ и шириной 0.18 нм (естественно меняющихся при нагреве). Тогда вероятность преодоления такого барьера оценивается в 20%. Так
что для интерфейсных пар с физической адсорбцией снижение транспорта
заряда через поверхности раздела металл/графен не является столь существенным. Кстати, по экспериментальным наблюдениям [22], контактные
сопротивления для интерфейсов металл/графен разной природы – физической адсорбции и хемосорбции – по величине не очень сильно отличаются,
но все же зависят главным образом от типа металла. Так что в большинстве
случаев уровень заряда графена действительно меняется слабо при выравнивании интерфейсного уровня Ферми из-за действия принципа запрета
Паули, т. е. в результате взаимного отталкивания электронов и занятости
электронных уровней.
4. Контроль электропроводности декорированием лент 2D-кристаллов
станена и легирование интеркалированием слоевых композитов
С/Ме, Si/Me
Декорирование. Успешные прогностические расчеты квантовой теории, проведенные Уолесом на основе уравнений Дирака для 2D-кристаллов
графита, и выводы, которые нашли блестящее подтверждение в экспериментах Гейма и Новоселова, инициировали попытки на базе современных
квантово-статистических теорий предсказать свойства двумерных кристаллов и для других элементов. При объединенных усилиях теоретиков и экспериментаторов предсказаны, а затем и синтезированы силицен и германен, которые оказались стабильными только в интерфейсных состояниях
[21, 40, 41] с металлическими субстратами Si/Ag, Si/Ir [5], Ge/Pt, Ge/Au,
Ge/ZnB2 [6]. Заслуживают внимания и результаты квантовомеханических
расчетов в рамках теории функционала плотности и квантового аналога
МД-моделирования характеристик «станена» – 2D-кристалла олова [23], а
25
также станана (станена, границы которого с ненасыщенными связями пассированы атомами водорода, по сути – аналога графана). Как и стехиометрические 3D-кристаллы (PbBi(Sb)2Te4, PbSb4Te7 и PbBi2Se4, а также сплавы
B1-xSbx :Sbx=0.1 со сверхпроводимостью до 373К) и 2D-кристаллы HgTe, т. е.
материалы со свойствами квантовой ямы [42] в соответствии с данными
прогностических расчетов, оказалось, что и 2D-кристалл Sn также может
быть отнесен по электронным свойствам и состоянию к материалам – топологическим квантово-спиновым изоляторам (ТИ) [23].
Электронные состояния ТИ отличает от обычных то, что объемная
часть этих материалов (к примеру, в виде проволок) по свойствам является
изолятором (с шириной запрещенной зоны Eg ~0.3 эВ), а их поверхности (и
края, особенно со спиралевидной атомной структурой) – металлы, зонная
структура которых защищена «время-реверсивной симметрией» [42]. На
рис. 9 представлены гексагональные структуры станена – кристалла 2D-Sn,
декорированного функциональными группами Xn – 2D – SnX (б) [23].
Процедурой декорирования также заметно демпфируется амплитуда
отклонения от планарности, а также меняется интервал запрещенных состояний спектра электронных энергий вблизи уровня Ферми (взятого за
отсчет). Энергетические зоны 2D-Sn пересекаются в точке «k» (k′ = -k*) с
симметричной инверсией состояний, т. е. имеют характеристики изолятора, подобного графену [42]. Одно из свойств топологических изоляторов и
декорированного станена связано с существованием безщелевых зон геликоидальных (спиральных) краевых состояний. К тому же они являются вырожденными в связи с двухсторонней формой и регулируемой толщиной
(во избежание пересечения указанных выше краевых состояний). Отметим,
что скорости электропереноса VF в двух подуровнях геликоидальных краевых состояний существенно повышаются (более чем в полтора раза) при
пассивации плавающих связей Sn-XN элементами: от VF ∼4,4⋅105 м/c для
2D-Sn до VF ∼7,2⋅105 м/c для 2D-SnCl [23], т. е. быстрее, чем в квантовых ямах
слоистого композита HgTe. Благодаря постоянному совершенствованию
техники лучевой атомно-молекулярной эпитаксии качество получаемых
двумерных нанокластеров и нанокристаллов станена постоянно улучшает-
Рис. 9. Пассивация связей декорированием гексагональных структур станена элементами
Xn.:Cl, F, J и др. как пример слоистого 2D-композита сверхпроводника – топологического
изолятора с разделенными спиновыми состояниями S-1/2, S1/2 в соответствии с направлениями тока по контуру (направления токов указаны стрелками над рисунком)
26
ся, а значения важнейших функциональных характеристик приближаются
к прогностическим параметрам квантового моделирования (МД – ab initio)
[36]. Еще раз отметим решающую роль субстратов при синтезе интерфейсных (Sn/субстрат), принимая во внимание такие факторы, как геометрия
интерфейсных структур и эффекты сильных орбитальных перекрытий,
определяющих характер зонной структуры (обеспечивающих необходимую
ширину энергетической щели запрещенных состояний в точке К, а также
чувствительную к локальным деформационным напряжениям зонную инверсию в точке Г, как главной симметрии, как и для графена) (рис. 7).
Отметим, что именно при изучении квантового эффект Холла был
открыт квантовый спиновый эффект Холла, положивший начало синтезу
новых сверхпроводящих материалов с электронной проводимостью, для
краткости названных топологическими изоляторами с разнонаправленным
током электронов и с разделением электронов по каждому потоку по ориентации их спинов [42].
Интеркаляционное легирование. В отличие от адсорбционных интерфейсов графена (при контактах с Al и d- металлами Cu, Ag, Pt , Au) при
формировании хемосорбционных интерфейсов графена с подложками Ni,
Ti, Co, Pd из-за гибридизации pz- и d-состояний наблюдается разрушение
уникальной электронной структуры – конуса Дирака графена с потерей
специфических свойств проводимости [24]. В то время как при синтезе
функциональных интерфейсных пар графена и металлов, классифицируемых как физико-адсорбционные [9] с более слабыми связями (дипольдисперсионными), электронная зонная структура графена в виде конуса
Дирака сохраняется. Поэтому при получении интерфейсных композитов
силицен/металл (Ag, Pt, Au и Ir) одной из целей проводимых исследований
было установить, имеются ли возможности воспроизведения состояний
конуса Дирака, учитывая волнистость структуры силицена при sp2/sp3-гибридизации в двух его подслоях [47, 48]. Отметим, что для синтезированного при эпитаксии Si на подложках Pt, Au и Ir работа выхода электронов
в интерфейсе PM/Si оказалась выше соответственно на 0.07, 0.08 эВ для Ir
на 0.57 эВ, чем для изолированного силицена (PSi = 4.48 эВ) с потерей силиценом в соответствующих контактных интерфейсных парах электронных
долей на атом Si: 0.04, 0.06 и 0.13 (его поверхность с зарядом «+» наведенного диполя), табл. 2. Из этого следует, что если первые два обладают слабым
допированием p-типа по отношению к силицену, то Ir, напротив, сильным
p-допированием. И совершенно иная ситуация с работой выхода для интерфейсных пар Si/Mе (Ag, Al, Mg и Cu) соответственно на 0.11, 0.21, 0.50
и 0.03 эВ меньше, чем таковая для изолированного силицена (его поверхность «-» диполя), который приобретает заряд в интерфейсах со стороны
вышеуказанных металлов-подложек в расчете на один атом Si соответственно электронных долей 0.07, 0.06, 0.21 от первых трех и 0.04 от Cu. Таким
образом, реализуется вид переноса как сильное зарядовое n-допирование
для силицена со стороны подложек Mg, Al и более слабое n-допирование со
стороны подложек Ag и Cu. Напомним, что работа выхода для моноплоскости графена такая же (0.448 эВ), как и у силицена, а для двух- и трехслойного соответственно 0.458 и 0.452 эВ. Так что в случае с подложками Ir, Pt
и Au графен также теряет электроны, реализуя p-допирование (графен «+»
27
диполя): Ir, Pt и Au. Тогда как в интерфейсах графена на подложках M: Ag,
Al и Cu – графен допируется их электронами (n-тип), имея меньшую работу
выхода (графен «-» диполя).
При эпитаксиальном синтезе (2×2) силицена со структурой поверхности 71/2 ×71/2 Ag достигается геометрическая компактность покрытия, оцениваемая коэффициентом отношения 1.143 (т. е. выше, чем идеальной упаковки в геометрической плоскости) [42]. В расчетах ab-initio пленок силицена
на поверхностях Ag и с другими гетероструктурами результат оказался таким
же – отсутствие конуса Дирака [43]. Взаимное наложение силицена с другими подложками Pt, Al и Au привело к большим параметрическим несоразмерностям и отсутствию конуса Дирака. Таким образом, в контакте с металлами Ir, Pt и Au, обладающими наибольшей работой выхода и высокой
химической стабильностью, навряд ли в случае интерфейсов силицена и с
другими металлами возможно избежать процесса гибридизации. Однако при
интеркаляционном легировании непосредственно в контактную зону поверхности раздела вышеперечисленных интерфейсов удалось существенно
убавить взаимоотклонение между подслоями силицена и снизить волнистость его структуры. Согласно теоретическим оценкам [24, 43] и экспериментальным данным [42], при формировании интерфейса (31/2×31/2) 2D-Si
решетки би-слойного силицена на плоскости (111)-Ag имела место сильная
гибридизация орбиталей Si и Ag. Легированием интерфейса графен/Ni его
межслойным расклинивающим интеркалированием щелочными металлами (Na, K, Cs [44 ]), sp-металлами (на примере Al) и даже d-металлами (Au,
Cu) достается ослабление хемосорбционных связей графена с подложкой Ni
с восстановлением для графена электронных состояний конуса Дирака [45,
46]. В случае интеркалирования композита атомами Au (расклинивающим
подслоем) восстановленный конус Дирака локализовался точно вблизи уровня Ферми, а такое же интеркалирование атомами других вышеупомянутых
металлов приводило к локализации не на уровне Ферми, а ниже его.
Такой же подход – легирование c межслойной интеркаляцией щелочными металлами – реализован для интерфейсных состояний силицен/металл (субстраты с Mе: Ag, Pt, Au, Cu, Ir, а также Al Mg) в серии компьютерных
расчетов с оцененными в рамках ab-initio DFT- теории межчастичными взаимодействиями [24]. Наиболее эффективно интеркаляционное ослабление
интерфейсных связей силицена с вышеуказанными металлами достигалось
с формированием подслоя (в поверхности раздела) из щелочных атомов при
размещении их под Si-гексагонами силицена, рис. 10. Так что расстояние
щелочных атомов от плоскости силицена (d1), примеру для Na составляло
0.255 нм, а до атомов металла подложки (d2) от 0.251 до 0.317 нм, табл. 2. При
этом энергия (в расчете на 1 атом) ∆E-расклинивания интерфейса атомами
щелочных металлов оценивалась разностью от суммы: координационных
энергий атомов Si, ESi в гексагонах изолированного силицена и адсорбционной энергии щелочной металл-субстрат, EaM/M и вычитаемой комбинированной энергии цепочки «Si-металл-субстрат», EaM/M/M,
(4)
∆E = (ESi+ EaM/M - EaM/M/M)/N,
где N – число расклинивающих атомов (К). При этом распределение
электронов в интерфейсе при легировании интеркалированными щелочными атомами существенно меняется. До интеркалирования щелочных ме-
28
таллов электроны были распределены не только вокруг атомов Si и атомов
подложки (Ir Au), но и между поверхностями раздела силицена и субстрата,
участвуя в образовании как ковалентных связей, так и дипольно-дисперсионных, индуцированных транспортным переносом. Интеркалирование
щелочных атомов привело к локализации электронов вокруг щелочных
атомов и Si с доминированием ионных связей. Именно вследствие интеркалирования щелочных металлов, вызвавшего изменения в характере интерфейсных взаимодействий, представленных одновременно смешанными
ковалентными и ионными связями, а также и чисто ионно-ковалентным
типом связи восстанавливается конусная электронная структура Дирака.
Таким образом, и в ситуации с хемосорбционными интерфейсами
графена/металл разрушение конуса Дирака под усиливающим влиянием
на величину энергии когезии металл-графен гибридизация pz- и d-состояний может быть достигнуто путем интеркаляционного легирования и для
интерфейса силицен/металл восстановление конуса Дирака (зонной электронной структурой в 3D-измерениях k-пространства) с линейной или параболической дисперсией энергий E(k) фермионов (с разными знаками
энергий).
Зонная структура – распределение энергий электронов – представлена куполом Дирака (б), внизу π – состояния валентной зоны, верхняя
часть – π*-зоны проводимости, точки касания конусов (уровень энергии
Ферми) – отвечают наиболее высокой баллистической (без рассеяния)
электропроводности, описываемой скоростью Ферми, vF = 3 ∙106 м/с – аналога «эффективной» скорости света. Она же и коэффициент пропорциональности для закона линейной зависимости дисперсии знергии фермио(а) Силицен/Ir
(б) Силицен/Au
(в) Силицен/К/Ir
(г) Силицен/К/Au
Рис. 10. Схематическое представление модифицирования структуры интерфейсов Si/Ir: два
нижних слоя из 3 Ir (a) и Si/Au: два нижних слоя из 3 Au (б) после легирования интеркалированием щелочным металлом K, соответственно, Si/K/Ir – второй слой K (в), Si/K/Au –
второй слой K (г) [24]
29
нов E(k) = ±hvF.k, из которого следует их безмассовость – положительной
энергии электронов, а со знаком (-) дырок (псевдочастиц с отрицательной
энергией). Речь, конечно, идет об эффективной массе, которая в электронике определяется второй производной от E(k) по вектору k. Дефекты и
примеси приводят к появлению щели (запрещенных энергетических зон) в
точках касания куполов и потери металлической проводимости с обретением полупроводниковых свойств. В слоистых композитах – топологических
изоляторах появление именно таких щелей в 0.3 эВ приводит к изоляции
токов электронов с разной спиновой симметрией и разного направления,
как проявление квантового спинового эффекта Холла.
Таблица 2. Отклонение (0.32≤ΔZ ≤61) от планарности атомов Si в 2Dкристалле силицена в зависимости от Ме-подложки. Межатомные расстояния dM/Si интеркалирующих атомов Me от плоскости силицена и от поверхностных атомов Ме, составляющих подложку в интерфейсной паре.
Энергии: Ec связи Me-Si, равная работе расклинивания интерфейса в расчете на 1 атом Si (в эВ/атом Si) – для последующей интеркаляции в создавшуюся полость щелочных атомов. А также энергия интеркалирования, Eint
(также в расчете на 1 атом Si), возникающая при образовании связей между
интеркалированным металлом с силеценом, с одной стороны, и Ме-подложки, с другой стороны (также в эВ/атом Si). Сдвиг энергии Ферми ΔEF
оценивается разностью ΔEF = E - EF Na, K и Rb – интеркалирующие металлы для интерфейса 2D-Si/Ir, а K – для остальных рассматриваемых атомов.
Me
Pt
Au
Структура
(31/2×31/2)/
Ir
Ag
Al
Mg
Cu
(31/2×31/2)/
(2×2)/
(31/2×31/2)/
(31/2×31/2)/
(31/2×31/2)/
(71/2×71/2)
(71/2×71/2)
Si/Ir
Si/K/Ir
Si/Na/Ir
(31/2×31/2)/
(31/2×31/2)/
(31/2×31/2)/
(71/2×71/2)
Si/M
(71/2×71/2)
(71/2×71/2)
(71/2×71/2)
(71/2×71/2)
(71/2×71/2)
(71/2×71/2)
PM,эВ
5.82;
5.09;
5.47;
4.46
4.06
3.55
4.69
ΔPM/Si, эВ
4.55
4.56
5.05;
4.36
4.12
3.98
4.45
Δe-/ат.Si
0.07
0.08
0.57
-0.11
-0.21
-.050
-.003
Ec,эВ
1.74
0.63
1.69
0.41
0.35
0.39
0.41
0.139
0.212
0.152
0.157
-0.19
-0.24
-0.20
0.27
dM/Si
0.293
0.255
0.289
0.251
0.197
0.181
0.195
E epx/ат.Si
1.15
0.04
1.10
ΔZ, нм
0.033
0.021
0.083
0.116
0.029
0.152
0.125
Δq
0.06
0.04
0.13
-0.07
-0.06
-0.21
-0.04
0.734;
0.763;
0.718;
0.734
0.758
0.642
0.763
14.0
7.2
-1.2
13.2
-4.1
-0.75
-0.50
dM/Si
aM,
нм
Δa, %
ΔEF
9.6
-0.40
0.037
-0.62
0.046
-0.60
1.0
-0.52
*PSi = 0.48 эВ; aSi = 0.67 нм;
5. Тестовый расчет устойчивости низкоразмерных структурных
элементов – интерфейсов Pb/графен – в слоистых
композитах-серхпроводниках (ТИ)
Одной из важнейших проблем при разработке функциональных материалов – сверхрпроводников – остается устойчивость их слоистой структу-
30
ры. Поэтому в исследовании [49] методом МД также изучена термостабильность интерфейса пленки свинца на графене в результате термообработки
гетероструктуры Pb/G при контактном разогреве ее высокотемпературным буферным газом – вплоть до 600 К. Как функциональный элемент
сверхпроводящих слоистых материалов (топологических изоляторов, ТИ:
PbBi(Sb)2Te4, PbSb4Te7 и PbBi2Se4 [42]) МД-методом была исследована термостойкость интерфейсной структуры пленки свинца на модифицированном графене с декорированием – пассивацией связей по краям графенового листа СН-группами [49]. Модификация модели для усиления адгезии
пленки металла с графеном помимо гидрирования краев графена (стабилизации структуры – электронной и атомной и возможностью управления
шириной Eg) состояла в создании равномерно размещенных по листу графена наиболее часто встречающихся в нем дефектов-бивакансий также с
гидрированными их границами. Как элемент устойчивости интерфейсной
структуры рассчитывались горизонтальные и вертикальные составляющие
коэффициентов диффузии атомов свинца в пленках и углерода в графеновом листе, а также напряжения (влияющие на стабильность системы и Eg)
на горизонтальных площадках металла и графена, угловое распределение
ближайших геометрических соседей в графене. Поскольку наиболее частыми дефектами в графене являются бивакансии, то используемый для
осаждения свинца лист графена имел 4 бивакансии, приблизительно равномерно распределенные по его поверхности. Для устойчивости структуры и закрепления краев и границ бивакансий применялось гидрирование.
Образованные на краях и в узлах, ближайших к центру бивакансий, группы
закреплялись моделированием взаимодействий С–СН и СН–СН на основе потенциала Леннарда-Джонса [50]. Такая функционализация графена в
форме присоединения к его краям атомов водорода стабилизирует структуру, не приводя к увеличению межатомных расстояний и не создавая дефектов гофрирования поверхности.
Пленка свинца на графене формировалась в отдельном МД-расчете
в два этапа. На первом этапе атомы помещались над центрами несмежных
ячеек графена так, что расстояние между атомами и было равно дистанции 0.233 нм, вычисленной по теории функционала плотности [51]. Парциальные коэффициенты диффузии атомов Dxy Dz рассчитываются, как и
проведенный выше расчет для интерфейсных систем С/Ag Si/Ag (формулы
2–3). Температура плавления 2D-кластера Pb201, размещенного на поверхности графена, определялась по скачку потенциальной энергии и составила
417 K, что согласуется с МД-расчетами (Tm = 412 K) [52], выполненными с
потенциалом Саттэна – Чена [25].
При 100 К волнистость пленки усиливалась под влиянием термических флуктуаций 2D-кристалла Pb. При 600 K из атомов пленки жидкого
Pb, проникших на обратную стону графена и адсорбировавшихся на ней,
взаимодействуя, объединялись в группы с разупорядоченными структурами.
Таким образом, при нагреве удалось достичь температур, при которых
значения кинетических энергий отдельных атомов пленки Pb (экранирующей кинетические контакты атомов ксенона с графеном) все же превысили
потенциальный барьер прохождения через гексагональные кольца решетки
31
Рис. 11. Изменение с ростом температуры конфигурации пленки атомов Pb в интерфейсе
Pb/G1-xHx «пленка свинца на 2D-кристалле графена, декорированного по краям водородом», с нагревом от 100 до 600 К выдержкой в атмосфере термоактивирующего буферного
газа ксенона. Координаты даны в единицах – 0.1 нм
Рис. 12. Зависимость горизонтальной (а) и вертикальной (б) компонент коэффициента диффузии атомов (а) в результате нагрева до 600 К интерфейса термоактивирующим буферным
газом (ксеноном)
графена, и несмотря на их размеры, некоторые атомы Pb все же вышли на
обратную сторону нанолиста G с последующей их «адгезией» на этой стороне поверхности, сформировав небольшие каплевидные группировки.
Из проведенного анализа следует, что движение электронов в структурных элементах армированных графеном и силиценом слоистых композитов
реализуется как и в обычных сверхпроводниках, но в пространстве квантовых состояний – «топологически защищенных» поверхностях без энергетических потерь в соответствии с законами квантовой механики и прежде
всего ограничений принципа неопределенности Гайзенберга. Именно специфическая топология низкоразмерных поверхностей (квантовых ям) пространства энергетических состояний электронов как раз и определяет спе-
32
цифику их квантового движения, его ненарушимость (инвариантность или
защищенность) от агрессивной среды, термоактивированной диффузии и
дефектообразования в интерфейсных структурных элементах, присутствия
на их физических поверхностях загрязнений, включений, а также других
возмущающих факторов, обычно ведущих к разрушению специфической
электронной структуры (конуса Дирака) и исчезновению сверхпроводимости (потоков электронов по двум краям поверхности ТИ в противоположных направлениях). Следует отметить, что в определенных термодинамических условиях и фазовом составе возникновение и сохранение квантовых
ограничений в низкоразмерных системах (от графена до гипотетического
станена), а также сильные «спин-орбитальные взаимодействия» в слоистых
2D- и 3D-композитах элементов с большими атомными весами (Pb, Bi, Hg),
приводящие к формированию топологических инвариантов с жесткой взаимозависимостью ориентаций спинов электронов и направлений их тока,
определяют уникальные характеристики не только проводимости, но радикальные изменения и других свойств.
При наложении магнитных пленок, используемых для кодированной
записи информации, на субстраты-ленты графена, силицена, германена и
станена (которые при подборе легирующих элементов могут обладать свойствами ТИ) возможно получение эффективных устройств не только считывания информации, но и ведение перезаписи переключением (переориентацией магнитных моментов) в контактирующем с ТИ магнитным носителем.
При этом из такого материала могут быть созданы высокостабильные и надежные функциональные элементы приборов высокой точности с уникальной
степенью разрешения сигналов, с высокой скоростью обработки информации (квантовыми суперкомпьютерами, их элементов: транзисторов, переключателей, информационных носителей), а также сверхчувствительных
химических сенсоров, ячеек батарей альтернативной солнечной энергетики
и др. Это реализуемо, как показал недавний опыт синтеза новых материалов
(графена, ТИ-сверхпроводников), при опережающем развитии не только модельных представлений и прогностических расчетов на базе квантовых теорий [8, 12, 14], а также применения квантовой [43] и молекулярной динамики
[3, 9, 46–49]. Для рассматриваемых структурных элементов слоистых композитов (прежде всего на основе d-металлов) наряду с уникальными прочностными свойствами и сохранением сверхпроводимости при интеркаляционном легировании легко электронно-допирующими щелочными элементами
(как первоклассными зарядовыми донорами для восстановления конуса Дирака) характерно также свойство полупроводников – переменность значения
эффективной массы вплоть до нулевой при чрезвычайной чувствительности
к примесям и действию излучений, полей, их регистрации.
Выводы
1.Наноразмерные эффекты в кластерно-слоистых системах, как малых
объектах с сильными флуктуациями плотности и при непрерывном перераспределении кинетической и потенциальной энергий, начинают проявляться еще до процесса плавления как структурно-изомеральные переходы
с непрекращающимся процессом взаимотрансформации координаций и с
потерей структурной стабильности, инициированной изомеральной вза-
33
имотрансформацией кристаллических и некристаллических структурных
композиций в результате развития термоактивированных диффузионных
процессов с последующим разупорядочением атомной структуры и полным
разрушением специфической электронной структуры.
2.Коэффициенты самодиффузии Dxy, характеризующие перемещение атомов C в горизонтальных направлениях интерфесов Ме/G (Ме: Ni,
Pd, Cu), имеют общую тенденцию к анизотропии с более высокой миграцией атомов в направлении «зигзаг» и увеличению по всем координациям направления «зигзаг» значений межатомных расстояний в контактирующих с
графеном металлических плоскостях.
3.Структурные элементы интерфейсных пар графен/металл как основа слоистых композитов термостабильны в сравнении с изолированным
графеном, плоскости которого в результате флуктуационных колебаний
теряют устойчивость, так что изначально задаваемая ему гексогональная
структура в результате перекоординации связей sp2 → sp3 спонтанно самоорганизуется в искаженную 3D-тетраэдрическую сетку с потерей специфической электронной структуры (конуса Дирака).
4.Рассмотрены механизмы стабилизации графена чистыми металлами, а также при необходимости и более сложной процедуры – интеркаляционного легирования синтезируемых интерфейсных композитов, позволяющие поддерживать не только планарность графена, но восстанавливать
функциональность электронной структуры синтезируемых интерфейсов.
5. На основе данных компьютерного моделирования проведен системный анализ термодинамических условий стабилизации процессов зародышеобразования элементарных планарных 2D-кластеров Si, формирования
функциональных плоскостей силицена на субстратах (111)-Ag и подавления высокой ребристой дефектности структуры, как и в интерфейсных парах Ме/G путем интеркаляционнго легирования интерфейсной поверхности раздела щелочными металлами-донорами.
6. Из анализа электронной структуры интерфейса силицена/(111)-Ag
следует, что стабильность зависит, во-первых, от p-d-гибридизации орбиталей атомов Si и атомов Ag поверхности (111)-Ag, а во-вторых, определяется
характером sp2-связи кремния.
7.Согласно результатам сравнительного анализа имеющихся данных
квантового и МД-моделирования следует, что повышение термостабильности при нагреве интерфейсных систем Si/(111)-Ag и Si/(111)-Rh может быть
достигнуто (на примере Si/(111)-Ag) именно благодаря пассивационному
эффекту подложки Ag и формированию в узлах бислойных рингкластерных
суперструктур планарных координаций с относительно меньшей разницей
в энергиях адатомов Si.
8.Информация, полученная в результате проведенного моделирования термической эволюции композитов силицен/(111)-Ag и силицен/
(111)-Rh позволяет выработать определенные критерии подбора потенциально стабильных интерфейсных пар.
9.При достаточно высокой термостабильности структуры интерфейсных систем хемосорбционного типа (на Ni, Ti и др.), размещенных на поверхности листа G, сохранение ее устойчивости относительно плоскости
нормальных диффузионных возмущений и восстановление функциональ-
34
ной электронной структуры (конуса Дирака) может быть также обеспечено
процедурой интеркаляционного легирования не только щелочными металлами, но sp-металлами (Al) и d-металлами (Au, Cu).
10. Для всех рассмотренных интерфейсов (включая Pb/G) достижимы
режимы высокотемпературного разупорядочения 2 D-кластеров и металлических пленок с термоактивацией актов проникновения атомов металла на
обратную сторону нанолиста G и «адгезией» их на этой поверхности как в
виде отдельных атомов, так и их небольших группировок.
Список литературы
1.
Kosimov, D. P., Dzhurakhalov, A. A., Peeters, F. M. Carbon clusters: From
ring structures to nanographene.//Phys. Rev. B. 2010, Vol. 81. P. 195414.
2. N’Diaye A. T., Gerber Т., Buss С., Myslivecek J., Coraux J. and Michely
T. A versatile fabrication method for cluster superlattices.//New Jornal of
Physics, 2009. Vol.11, p. 103045.
3. Polukhin V. A., Gafner Yu. Ya., Chepkasov I. V., Kurbanova E. D.
Comparative analysis of the ther-mosize effects of transition-metal clusters
that are free or deposited onto graphene. Molecular dynamics simulation//
Russian Metallurgy (Metally), 2014. No. 2, pp. 112–125.
4. Chen L., Liu C.-C., Feng B., He X., Cheng P., Ding Z., Meng S., Yao Y.,
Wu K. Evidence for dirac fermions in a honeycomb lattice based on silicon.
//Phys. Rev. Lett. 2012. Vol. 109. P. 056804.
5. Vogt P., De Padova P., Quaresima C., Avila J., Frantzeskakis E., Asensio M.
C., Resta A., Ealet B., Le Lay G. Silicene: Compelling experimental evidence
for graphenelike two-dimensional silicon.//Phys. Rev. Lett. 2012. Vol. 108,
P. 155501.
6. Davila M. E., Xian L., Cahangirov S. Germanene: a novel two-dimensional
germanium allotrope akin to graphene and silicone.//New J. Phys. 2014.
Vol.16. P. 095002 (1–10).
7. Manzetti S. Molecular and crystal assembly inside the carbon nanotube:
encapsulation and manufacturing approaches.//Adv, Manuf. 2013. Vol. 1.
Рp. 198–210.
8. Gao, J., Zhao, J. Initial geometries, interaction mechanism and high stability
of silicene on Ag(111) surface.//Sci. Rep. 2012. Vol. 2. pp. 861-867.
9. Попов А. М. Вычислительные нанотехнологии. – М.: Кнорус, 2014.
312 с.
10. Polukhin V. A., Kurbanova E. D., Galashev A. E. Classification of Functional
d-Metal/Graphene Interfaces According to a Sorption Mechanism and the
Resistance to Thermoactivated Disordering and Melting. MD Simulation.//
Russian Metallurgy (Metally), Vol. 2014. No. 8. Рp. 633–646.
11. Polukhin V. A., Kurbanova E. D. Dependence of the thermal stability of the
interface states of d -metals (Cu, Pd, Ti, Ni) and Al with graphene on the
character of sorption and diffusion mobility in a contact zone.//Russian
Journal of Physical Chemistry A, 2015, Vol. 89, No. 3, pp. 531–546.
12. Xu Z., M. J. Interface structure and mechanics between graphene and metal
substrates: a first – principles study. // Journal of Physics: Condensed Mater.
2010. Vol. 22. P. 485301 (1–12).
35
13. Galashev A. Y., Polukhin V. A. Computer Investigation of the Stability &
Structure of Si & SiO2 Nanoparticles. – USA, New York: Nova Science
Publishers, Inc, 2012. 130 p.
14. Wang, X.-Q., Li, H.-D. & Wang, J.-T. Induced ferromagnetism in one-side
semihydrogenated silicene and germanene.//Phys. Chem. Chem. Phys.
2012. Vol. 14. Рp. 3031–3036.
15. Ding Y., Wang Y. Electronic structures of silicene fluoride and hydride.//
Appl. Phys. Lett. 2012. Vol. 100. Рp. 083102–083104.
16. Fleurence A., Friedlein R., Ozaki T., Kawai H., Wang Y., YamadaTakamura Y. Experimental evidence for epitaxial silicene on diboride thin
films.//Phys. Rev. Lett. 2012.Vol. 2. Рp. 37–44.
17. Barnard A. S. Using theory and modeling to investigate shape at the nanoscale.
//Journal of Materials Chemistry. 2006. No 9. Рp. 813–815.
18. Полухин В. А. Ватолин Н. А. Стабильность и термическая эволюция
кластеров переходных металлов и кремния. // Успехи химии. 2015. Т.
84, № 5. с. 445–498.
19. Галашев А. Е., Рахманова О. Р. Устойчивость графена и материалов на
его основе при механических и термических воздействиях.//Успехи
физических наук. 2014. № 184. С. 1045–1065.
20. Полухин В. А., Митрофанова Н. С., Курбанова Э. Д. Формирование
границы раздела (интерфейса) при контакте планарных конфигураций графена, силицена и германена на поверхностях d-металлов.//
Физико-химические аспекты изучения кластеров, наноструктур и наноматериалов. 2014. № 6. С. 311–321.
21. Meng L., Sun Q., Wang J., Ding F. Molecular dynamics simulation of
chemical vapor deposition graphene Growth on Ni (111) Surface.//J. Phys.
Chem. Vol. 116. Рp. 6097–6102.
22. Amara H., Yan B. C., Ducastelle F. Formation of carbon nanostructures on
nickel surfaces: A tight-binding grand canonical Monte Carlo study.//Phys.
Rev. B. Vol. 73, P. 113404.
23. Yan Y. Xu. B., Zhang H.-J., Wang J., Xu G. Large-gap quantum spin hall
insulators in Tin. // Phys. Rev. Letttrs. 2013 Vol. 111, No10, P. 136804.
24. Quhe R., Yaun Y., Zheng J. Does the dirac cone exist in silicene on metal
substrate? // Sci. Rep. 2014. No 6. pp. 5476(1-8).
25. Мансури Г. А. Принципы нанотехнологии. Исследование конденсированных веществ малых систем на молекулярном уровне. – М.: Научный мир, 2008. 320 с.
26. Clery F. Rosato V. Tight-binding potentials for transition metals and alloys.//
Phys. Rev. B Condens. Matter. 1993. Vol. 1. Рp. 22–33.
27. Tersoff J. Modeling solid-state chemistry: Interatomic potentials for
multicomponent systems.//Phys. Rev.B. 1989. Vol. 39(8). Рp. 5566–5568.
28. Белащенко Д. К. Компьютерное моделирование жидких и аморфных
веществ. – М.: МИСИС, 2005. 408 с.
29. Полухин В. А., Ватолин Н. А. Моделирование разупорядоченных и
аморфных фаз. – Екатеринбург УрО РАН, 2011. 463 с.
30. Galashev A. E., Polukhin V. A. Computer study of the physical properties of
a copper film on a heated graphene surface.//Physics Solid State. 2013. Vol.
55 (8). Рp.1620–1625.
36
31. Khomyakov P. A., Giovannetti G., Rusu P. C. First-principles study of the
interaction and charge transfer between graphene and metals.//Phys. Rev.
2009. Vol. 79. Рp.195425–195437.
32. Gong C. J., Lee G., Shan B. First-principles study of metal – graphene
interfaces.//Appl. Phys. 2010. Vol. 108. Рp. 123711–123720.
33. Michaelson H. B. Work function of elements and its periodicity. // J. Appl.
Phys. 1977. Vol. 48. Рp. 4729–4733.
34. Smallman R. E., Bishop R. J. Modern Physical Metallurgy and Materials
Engineering: Science, Process, Applications. – Elsevier, Oxford, 1999.
35. Liu C-C, Jiang H., Yao Y. Low-energy effective Hamiltonian involving spinorbit coupling in silicene.//Phys. Rev. B. 2011. Vol. 84. P. 195430.
36. Osaka T., Omi H., Yamamoto K., Ohtake A. Surface phase transition and
interface interaction in the α-Sn/InSb {111} system.//Phys.Rev. B. 1994.
Vol. 50. P. 7567.
37. Zimmermann H., Keller R. C., Meisen P., Seelmann-Eggebert M. Growth
of Sn thin films on CdTe(111).//Surf. Sci. 1997. Vol. 904. Рp. 377–379.
38. Cheng D., Barcaro G., Charlier J.-C., Hou M., Fortunelli A. Homogeneous
nucleation of graphitic nanostructures from carbon chains on Ni (111).//
J. Phys. Chem. C. Vol. 115. Рp.10537–10543.
39. Jamgotchian H., Colignon Y., Hamzaoui N. Growth of silicene layers on Ag
(111): unexpected effect of the substrate temperature//Journal of Physics:
Condensed Matter. 2012. Vol. 24. Рp. 172001–1720014.
40. Kara A. Vizzini S., Leandri C. Silicon nano-ribbons on Ag (110): a
computational investigation//Journal of Physics: Condensed Matter. 2010.
Vol. 22. P. 045004 (1–8).
41. Lin C.-L., Arafune R., Kawahara K. Structure of silicene grown on Ag (111).
//Applied Physics. 2012. Vol. 5. Рp. 045802-1-045802-3.
42. Hsieh D., Qian D., Wray L. et. A topological Dirac insulator in quantum spin
Hall phase (first experimental realization of a 3D Topological Insulator).//
Nature. 2008. Vol. 452. Рp. 970–974.
43. Plufgradt P., Matthes L., Bechstedt F. Silicene derived phases on Ag (111)
substrate versus coverage: Ab initio studies. Phys. Rev. 2014. Vol. B89.
Р. 155418.
44. Guo Z.-X., Oshima A. Structural tristability and deep Dirac states in belayer
silicone on Ag (111) surfaces.//Phys. Rev. 2014. Vol. B89. Рp. 035403.
45. Wintterlin J., Bocquet M.L. Graphene on metal surface.//Surf. Sci. 2009.
Vol. 603. Рp. 1841–1852.
46. Ligato N., Cupolillo A., Caputti L.S. Study of the intercalation of graphene
on Ni (111) with Cs atoms: Towards the quasi-free graphene. // Thin Solid
Films. 2013. Vol.543. Рp. 59–62.
47. Митрофанова Н. С, Курбанова Э. Д., Гусева А. Б., Полухин В. А. Повышение термостабильности и контроль электронной структуры интеркаляционным легированием силиценом слоистых композитов (Al, Ni,
Au, Ir, Ag).//Вторая Международная молодежная научная конференция. Физика. Технологии. Инновации УрФУ (ФТИ). 2015. С. 113–114.
48. Митрофанова Н. С., Гусева А. Б., Курбанова Э. Д. Термостабильность
интерфейсной структуры, сформированной при контакте планарных
конфигураций графена, силицена и германена на поверхностях d-ме-
37
49.
50.
51.
52.
53.
38
таллов.//XV Международная молодежная научно-техническая уральская школа-семинар металловедов –молодых ученых. Сборник научных трудов. 2014. С. 32–34
Galashev A. E., Polukhin V. A. Computer experiment of lead film removal
by heating xenonbeam bombardment.//J. Surf. Investigation. 2015. Vol. 9.
No 3. Рp. 678–684.
Lamari F. D., Levesque D. Hydrogen adsorption on functionalized graphene.
//Carbone 2011. Vol. 49. No. 15. Рp. 5196–5200.
Ma D., Yang Z. First-principles studies of Pb doping in graphene: stability,
energy gap and spin-orbit splitting // New J. Phys. 2011. V. 13. P. 123018
(1–9).
Jin Z. H., Sheng H. W., Lu K. Melting of Pb clusters without free surfaces.
Phys Rev B 1999. Vol. 60. Рp.141–149.
Митрофанова Н. С., Курбанова Э. Д., Ригмант Л. К., Полухин В. А.
Термостабильность атомных и электронных структур при формировании интерфейсов графена и силицена на подложках металлов.//Вторая Международная молодежная научная конференция. Физика. Технологии. Инновации. Сборник научных трудов. Екатеринбург. 2015.
С. 67–68.
УДК 538.9
КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ
НЕУПОРЯДОЧЕННЫХ КОНДЕНСИРОВАННЫХ СИСТЕМ
В ЭКСТРЕМАЛЬНЫХ УСЛОВИЯХ
Р. Е. Рыльцев1, Н. М. Щелкачев2, К. Ю. Шуняев1
1 – Институт металлургии УрО РАН, г. Екатеринбург, rrylcev@mail.ru
2 – Институт теоретической физики им. Л. Д. Ландау, г. Москва,
nms_ch@mail.ru
Изучение свойств вещества в экстремальных условиях является одной
из актуальных задач современной физики, вызывающей интерес исследователей в различных областях науки: от астрофизики и теории поля до материаловедения и геофизики.
Наиболее обширным разделом данного направления является физика
высоких давлений и экстремальных (как высоких, так и низких) температур. Интерес к данной области обусловлен тем фактом, что свойства вещества могут кардинальным образом изменяться в условиях высокого сжатия,
сильного нагрева или переохлаждения. Изучение подобных изменений актуально как с фундаментальной, так и с практической точек зрения. В Институте металлургии исследования в данной области проводятся в двух направлениях: исследование свойств сверхкритических флюидов и переходов
жидкость-стекло при высоких давлениях.
Термином «флюид» принято называть текучее, не сохраняющее форму
состояние вещества, объединяющее жидкость и газ. Происхождение данного термина связано с наличием критической точки на линии равновесия
между жидкостью и газом. При давлениях и температурах выше критических свойства вещества на изобарах и изотермах меняются непрерывно, и
принято говорить, что в этом случае вещество находится в состоянии сверхкритического флюида, в котором нет различия между жидкостью и газом.
Одной из распространенных точек зрения является утверждение, что
между этими агрегатными состояниями вообще нет качественных различий.
Так, например, в учебнике теоретической физики Л. Д. Ландау и Е. М. Лифшица [1] написано: «Ясно, что критическая точка может существовать лишь
для таких фаз, различие между которыми имеет лишь чисто количественный характер. Таковы жидкость и газ, отличающиеся друг от друга лишь
большей или меньшей ролью взаимодействия между молекулами».
Между тем такая точка зрения является устаревшей и не соответствует
современным представлениям о структуре конденсированных сред. Хорошо известно, что вблизи температуры плавления жидкость обладает ярко
выраженным ближним порядком, зачастую наследованным от исходного
кристалла (см., например, [2] и ссылки в данной работе). С другой стороны, достаточно очевидно, что при больших перегревах ближний порядок
должен разрушаться тепловым движением и структура жидкости (флюида)
в этом случае будет соответствовать хаотичной упаковке. Возникают естественные вопросы: существует ли на фазовой диаграмме некоторая линия
39
(или область), условно разделяющая «кристаллоподобную» структурированную жидкость и бесструктурный квазигазовый флюид? Каково положение этой линии (области)? Сопровождается ли ее пересечение какими-либо
термодинамическими проявлениями? Каково различие в динамике движения атомов по обе стороны этой линии? Ответы на эти вопросы имеют фундаментальное значение для физики конденсированного состояния.
Дополнительным практическим стимулом в исследовании свойств
флюидов в последние годы стало широкое промышленное использование
«сверхкритических» технологий. Сверхкритические флюиды являются
чрезвычайно сильными растворителями и широко применяются для переработки отходов, экстракции и в качестве реакционной среды.
Сложность экспериментального достижения сверхкритических давлений и температур долгое время оставалась существенным препятствием
на пути к изучению флюидов и разрешению указанных проблем. Однако в
последние десятилетия наступил настоящий бум в исследовании этого экзотического состояния вещества. Тем не менее несовершенство существующих на сегодняшний день экспериментальных методов изучения структуры и динамики неупорядоченных систем не позволяет дать однозначного
ответа на поставленные выше вопросы. Известные трудности построения
строгих микроскопических теорий неупорядоченных конденсированных
систем не позволяют однозначно разрешить существующие проблемы также и теоретически. Естественным выходом в данной ситуации может являться компьютерное моделирование. При всех известных ограничениях
и недостатках оно, по сути, является единственным доступным методом
непосредственного изучения структуры и динамики на микроскопическом
уровне.
Компьютерное моделирование свойств сверхкритических флюидов
является одной из актуальных задач, активно обсуждаемых в последнее время на страницах научных журналов самого высокого уровня. Так, например,
можно отметить цикл недавних работ авторского коллектива из Института
физики высоких давлений [3–6], в которых предлагается динамический
критерий, позволяющий различать жидкость и квазигазовый флюид по характеру движения атомов. Согласно этому критерию, жидкость описывается «френкелевским» (колебательно-прыжковым) характером движения
атомов, в то время как для квазигазового флюида имеет место баллистический столкновительный режим. Несмотря на простоту и изящество предлагаемого подхода, многие выводы, делаемые авторами, умозрительны и
требуют уточнения и проверки.
Часть нашего исследования, посвященная сверхкритическим флюидам, была посвящена такому анализу. С целью сделать очередной шаг в разрешении обсуждаемых проблем нами было проведено широкомасштабное
компьютерное моделирование свойств сверхкритических флюидов. Методом молекулярной динамики исследована локальная структура и динамические свойства системы с потенциалами Леннард-Джонса, мягких сфер и
коллапсирующих сфер (см. рис. 1) в широкой области плотностей и температур.
В результате тщательного количественного анализа динамических
свойств было обнаружено, что описанный френкелевский механизм ди-
40
Рис. 1. Потенциалы Леннард-Джонса, мягких сфер и коллапсирующих сфер
намики частиц отсутствует. Это свидетельствует о том, что обнаруженные
группой В. В. Бражкина изменения динамических свойств в закритической
области, несомненно, присутствуют, но предложенная интерпретация данных изменений требует пересмотра.
Одним из возможных объяснений обнаруженных изменений может
являться изменение локальной структуры: логично предположить, что
структурные перестройки должны коррелировать с изменением характера
динамики.
Наши исследования показали, что кристаллоподобный локальный
порядок в жидкости (предсказываемый А. З. Паташинским) представлен
преимущественно ГПУ-кластерами (доля ГЦК-кластеров на порядок меньше, икосаэдров нет вообще) и разрушается при сравнительно небольших
перегревах над критической точкой (1.5–2 критических температуры Тс)
и (или) при плотностях, гораздо меньших критической плотности ρс (см.
рис. 2а). Существует, однако, более стабильный тетраэдрический порядок,
который существует при температурах на несколько порядков превышающих Тс и вплоть до ρс (см. рис. 2б). Полученные результаты позволяют
утверждать, что сверхкритический флюид обладает устойчивой локальной
структурой, которая разрушается в две стадии и полностью исчезает только
в пределе идеального газа.
Анализ эволюции локальной структуры не подтвердил гипотезу динамического кроссовера. Было показано, что изменение локального порядка происходит непрерывно и не коррелирует с положением линии Френкеля. Данный вывод является важным с точки зрения понимания физики
сверхкритических флюидов. Отметим, что полученные результаты имеют
и самостоятельный интерес безотносительно линии Френкеля. Интуитивно понятно, что локальный порядок должен разрушаться при повышении
температуры и (или) понижении давления. Однако обнаруженная нами
стабильность тетраэдрических кластеров при столь высоких температурах
явилась неожиданным результатом. Полученный результат интересен как с
фундаментальной, так и с практической точки зрения, поскольку наличие
локального порядка вносит вклад в экспериментально наблюдаемые вели-
41
Рис. 2. Температурные зависимости долей атомов, обладающих ГПУ (а) и тетраэдрическим
(б) локальным порядком при различных плотностях. На вставке изображенно сравнение
температурных зависимостей долей ГПУ (кружки) и ГЦК (квадраты) при плотности ρ = 1.
Используются безразмерные леннард-джонсовские единицы, в которых критическая точка,
Тс = 1.33, ρс = 0.316
чины (в частности, в термодинамику системы). Результаты опубликованы
в [7].
Еще одним интересным результатом явилось обнаружение т. н. гидродинамических аномалий в сверхкритических флюидах [8]. При исследовании свойств автокорреляционной функции скорости для систем с потенциалами Леннард-Джонса и мягких сфер было обнаружено, что значение
амплитуды гидродинамической (при t→∝) асимптотики данной функции
немонотонным образом зависит от температуры и плотности. Построены линии, соединяющие экстремумы данной амплитуды вдоль изотерм и
изохор на плоскости температура-плотность, – линии гидродинамических
аномалий (рис. 3). Показано, что причиной указанных экстремумов является наличие минимумов на зависимостях кинематической вязкости от
Рис. 3. Фазовая диаграмма системы Леннард-Джонса в переменных температура-плотность. Пунктирные линии определяют положение изотермической и изохорической линий
гидродинамических аномалий, соответствующих переходу между режимами поведения
транспортных свойств, характерных для жидкости и газа
42
температуры и плотности, соответствующих переходу между режимами поведения транспортных свойств, характерных для жидкости и газа. Данные
линии определяют положение гидродинамических аномалий в сверхкритическом флюиде и отделяют области на фазовой диаграмме, соответствующие жидкоподобному и квазигазовому поведению транспортных свойств.
Таким образом, сравнение наших данных с результатами других авторов позволяет сделать вывод, что универсального критерия, определяющего
качественные различия между жидкостным и газовым поведением, по-видимому, не существует. Эволюция системы от жидкости к газу происходит
непрерывно, так что каждое свойство изменяется с разной скоростью. Таким образом, существует множество равноправных «аномальных линий»,
каждая из которых определяет указанную эволюцию для определенной
группы свойств.
Другой фундаментальной проблемой физики экстремальных состояний вещества является изучение стеклования под воздействием высоких
давлений. Переходы жидкость-стекло играют ключевую роль в высокотехнологических отраслях промышленности при изготовлении аморфных металлов и сплавов, а также в производстве композитных материалов. Понимание природы таких переходов необходимо для производства материалов
с заданными свойствами.
Переход жидкость-стекло является широко распространенным в природе явлением, которое наблюдается в разнообразных системах: простых
и молекулярных жидкостях, полимерах, металлических расплавах, системах дефектов, вихревых структурах и т. д., – и по этой причине достаточно
хорошо экспериментально изучено. Известно, что стеклование является
не равновесным, а динамическим переходом, при котором скачкообразные изменения претерпевают корреляционные функции, определяющие
коэффициенты переноса. Для большинства переходов жидкость-стекло
характерны общие свойства: неэкспоненциальный характер процессов релаксации вблизи перехода жидкость-стекло, неаррениусовский вид температурных зависимостей кинетических коэффициентов, разделение релаксации на два типа (α- и β-релаксацию) в области переохлаждения и т. п. (см,
например, обзор [9]). За последние несколько десятилетий интенсивного
изучения стеклования сложилось несколько устоявшихся теоретических
концепций, в рамках которых, по крайней мере на качественном уровне,
находят объяснение основные особенности данного перехода.
Отметим, однако, что большинство экспериментальных и теоретических исследований процесса стеклования было сосредоточено на изучении переходов, обусловленных охлаждением системы при нормальном
давлении. Тем не менее известно, что под воздействием высоких давлений
свойства вещества могут кардинальным образом изменяться. Одним из наиболее ярких примеров такого поведения могут служить фазовые переходы
жидкость-жидкость, изучение которых, с момента обнаружения в пионерских экспериментах группы В. В. Бражкина [10], переросло к настоящему
времени в отдельную ветвь физики конденсированного состояния. Ясно,
что свойства процесса стеклования также могут существенно изменяться
при повышении давления. Эта область пока изучена достаточно слабо, и
интерес к ней в последнее время резко возрастает.
43
Компьютерное моделирование на современном этапе развития науки
является незаменимым инструментом изучения макросистем, применение
которого существенно дополняет возможности аналитических и экспериментальных методов. Однако применительно к исследованию переходов
жидкость стекло под давлением, использование компьютерного моделирования сопряжено с определенными трудностями. Дело в том, что в нашем
случае наибольший интерес вызывает изучение стеклования в сложных
системах, молекулы которых взаимодействуют посредством неизотропных
потенциалов, поскольку именно такие системы часто демонстрируют структурные переходы под давлением. Известно, что компьютерное моделирование стеклования требует рассмотрения достаточно большого числа частиц
(в силу размерных эффектов при изучении динамических свойств) и больших времен моделирования (в силу медленной релаксации системы). В совокупности с необходимостью использования неизотропных потенциалов
это влечет за собой настолько существенное увеличение объема машинного времени, что проведение качественного компьютерного моделирования
становится затруднительным даже на современных суперкомпьютерах. Кроме того, использование сложных неизотропных и многочастичных потенциалов неизбежно влечет за собой потерю общности делаемых выводов в силу
определенной зависимости получаемых результатов от выбора модели.
Один из способов решения данных проблем основан на использовании эффективных изотропных парных потенциалов. Такие потенциалы могут рассматриваться как результат усреднения по углам для систем, взаимодействующих посредством анизотропных потенциалов (например, в случае
водородных связей между молекулами воды). При удачном выборе такого
потенциала можно воспроизвести основные особенности поведения исследуемых систем, оставаясь в рамках изотропного межчастичного взаимодействия, что существенно экономит машинное время и гарантирует общность
получаемых результатов. Одним из примеров такого описания может служить потенциал, предложенный в работе [11], для качественного описания
свойств воды.
Для компьютерного моделирования свойств переходов жидкость-стекло при высоких давлениях мы используем межчастичные потенциалы,
имеющие отрицательную кривизну. Подобные потенциалы являются эффективными в указанном выше смысле и применяются для моделирования
свойств широкого круга систем: молекулярных жидкостей, чистых металлов и металлических смесей, коллоидов, электролитов, коллоид-полимерных смесей. Простейшей моделью такого типа является модель «коллапсирующих сфер» – система с потенциалом мягких сфер, к которому добавлена
отталкивающая добавка большего радиуса. Использование такого потенциала является одним из наиболее простых и действенных способов описания
изменения структуры ближнего порядка при увеличении давления.
Нами было проведено масштабное компьютерное моделирование
структурных и динамических свойств системы коллапсирующих сфер.
Впервые для однокомпонентных систем с изотропными отталкивающими
потенциалами обнаружено стекольное поведение при квазиравновесном
охлаждении. Показано, что в системе наблюдаются рекордно большие отклонения температурных зависимостей вязкости (времени релаксации, ко-
44
Рис. 4. Стекольная динамика и квазибинарное поведение системы коллапсирующих сфер:
а) Зависимость температуры стеклования от плотности совместно с равновесной фазовой
диаграммой (на вставке аппроксимация температурной зависимости коэффициента диффузии законами Фогеля – Фульчера и степенным законом из теории связанных мод); б) Зависимость показателя хрупкости (fragility index) от плотности; в) Зависимость коэффициента
диффузии от температуры и ее аппроксимация законом Фогеля – Фульчера; г) Зависимость
показателя квазибинарности от плотности (на вставке – радиальные функции распределения, наглядно демонстрирующие квазибинарное поведение)
Рис. 5. Типичное распределение частиц системы в фазе декагонального квазикристалла
(a, b): мезоскопическая структура отдельного квазикристаллита в плоскости, перпендикулярной (a) и параллельной (b) осям декагональных трубок, собранных из икосаэдров с
общей гранью. (c) Структура декагональной трубки. (d, e) Структура двойного икосаэдра,
являющегося строительным блоком данных трубок. (f, g) Механизм слияния декагональных
трубок. Красные и желтые частицы имеют более короткие связи по сравнению с зелеными
45
эффициентов диффузии) от закона Аррениуса (рис. 4б, в). Построена зависимость температуры стеклования (рис. 4а), показателя хрупкости (рис. 8б)
и коэффициентов диффузии от плотности. Данные зависимости имеют
аномальный немонотонный характер с ярко выраженными экстремумами.
Предложено объяснение полученных немонотонных зависимостей, основанное на рассмотрении системы в виде квазибинарной смеси частиц с
различными межчастичными расстояниями (длинами связей) (рис. 4г). Результаты опубликованы в [12].
Также обнаружено, что на границах области легкого стеклования система демонстрирует фазовый переход первого рода в квазикристаллическую
фазу с декагональной симметрией. Это единственный пример образования
декагонального квазикристалла в трехмерной однокомпонентной системе с
парным изотропным потенциалом. Показано, что механизм формирования
квазикристалла обусловлен стабилизацией трубчатых кластеров, образуемых
икосаэдрами с общей гранью (рис. 5). Такие кластеры становятся энергетически выгодными благодаря наличию двух характерных масштабов в системе.
Список литературы
1.
Ландау Л. Д., Лифшиц Е. М. Статистическая физика. Часть 1: Учебное
пособие для вузов. — М.: Физматлит, 2010. — 616 с.
2. А. З. Паташинский, Б. И. Шумило, ЖЭТФ 89, 315 (1985).
3. V. V. Brazhkin, A. G. Lyapin, V. N. Ryzhov, K. Trachenko, Yu. D. Fomin,
E. N. Tsiok, Phys.-Usp. 55, 1061 (2012).
4. V. V. Brazhkin, Yu. D. Fomin, A. G. Lyapin, et al., JETP Letters 95, 164
(2012).
5. V. V. Brazhkin, Yu. D. Fomin, A. G. Lyapin, et al., Phys. Rev. E. 85, 031203
(2012).
6. V. Brazhkin, Y. D. Fomin, A. Lyapin, V. Ryzhov, E. Tsiok, and K. Trachenko,
Phys. Rev. Lett. 111, 145901 (2013).
7. R. E. Ryltsev and N. M. Chtchelkatchev, Phys. Rev. E 88, 052101 (2013).
8. R. E. Ryltsev, N. M. Chtchelkatchev, J. Chem. Phys., 141, 124509 (2014).
9. Debenedetti P. G., Stillinger F. H., Nature, 401, (2001).
10. V. V. Brazhkin, S. V. Popova, R. N. Voloshin, High Pressure Research, 1997,
Vol. 5. Рp. 267–305.
11. O. Mishima, H. E. Stanley, Nature 396, 329 (1998).
12. R. E. Ryltsev, N. M. Chtchelkatchev, V. N. Ryzhov, Phys. Rev. Lett., 110,
025701 (2013).
46
УДК 538.9
AB INITIO КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ
МЕТАЛЛОВ В КОНДЕНСИРОВАННОМ СОСТОЯНИИ
Б. Р. Гельчинский, А. А. Юрьев
Институт металлургии УрО РАН, г. Екатеринбург,
yurev_anatolii@mail.ru
В последнее время большинство теоретических работ, посвященных
изучению металлов в конденсированном состоянии, основаны на методах
компьютерного моделирования [1–4]. Если изначально под конденсированным состоянием понимали твердые тела (в кристаллическом состоянии) и жидкости, то сейчас понятие конденсированного состояния существенно расширилось. Одна из последних классификаций приведена на
рис. 1 и взята из работы [5]. Все приведенные типы конденсированных тел,
за исключением крайних случаев идеального кристалла и жидкости, метастабильны, и это является одной из основных проблем при их описании.
Число конденсированных веществ будет и далее расти. Данная работа посвящена изучению металлических систем.
Традиционно успехи в теории металлов связаны с развитием квантово-статистической теории и появлением все более мощных компьютеров.
Начиная с 1950-х годов получили развитие методы расчета электронной
структуры металлов (см., например, обзор [6] и многие другие), в которых
учитывались все электроны, включая валентные и остовные. Существенный прогресс в развитии этих методов был достигнут после появления теории функционала электронной плотности (ТФЭП) в 1964 г. [7, 8], который
позволил свести задачу к одноэлектронному приближению, но по прежнему
было необходимо проводить полноэлектронный расчет. Вскоре после этого
был развит метод псевдопотенциала (см., например, [9]), который учитывает остовные электроны лишь при построении самого псевдопотенциала и
позволяет проводить дальнейшие расчеты всех характеристик только с учетом валентных состояний. Это позволило изучать не только идеальные кристаллы, но и разупорядоченные системы, такие как кристаллы с дефектами,
жидкие металлы, используя теорию возмущений до второго порядка. Метод
псевдопотенциала в современных вариантах является основным в настоящее время для расчета электрон-ионного взаимодействия, так как позволяет значительно уменьшить время расчета и обеспечивает переносимость
потенциала для заданного иона из одной системы в другую (см., например,
[10]). Авторы работы также внесли определенный вклад в развитие метода
псевдопотенциала [11–14], предложив новые подходы к построению модельных псевдопотенциалов для простых и переходных металлов. Отметим
здесь, что в Институте металлургии УрО РАН был развит также первопринципный подход к расчету псевдопотенциалов [15], который применялся в
дальнейшем к изучению твердых и жидких металлов [16, 17].
Также с 1950-х гг. развивались методы компьютерного моделирования,
это метод молекулярной динамики (МД) [18] и метод Монте-Карло [19].
47
идеальный кристалл
ближний порядок
квазикристаллы
кристаллы с дефектами
структуры
мезокристаллы
жидкие кристаллы
стекла и аморфные
материалы
твердые электролиты,
глинистые минералы
нанокристаллы
аморфные материалы, проявляющие средний порядок
жидкость
упорядоченные
аморфные
углеродные
кластеры
даль ний порядок
Рис. 1. Типы конденсированных веществ по современной классификации
В первых работах использовалось небольшое число частиц и простые потенциалы твердых сфер или Леннарда-Джонса, сейчас размеры моделей в
классической динамике достигают миллионов частиц [20]. Отметим также
работы с участием одного из авторов, в которых используется метод молекулярной динамики [21, 22]. Для жидких металлических систем использовались эмпирические парные потенциалы, а позднее полученные из квантовых теорий, в частности из метода псевдопотенциала [9] во втором порядке.
В последние годы для определения парного потенциала в расплавах часто
используется метод погруженного атома [23], различные подгоночные процедуры, использующие экспериментальные данные по структуре жидкости
[24] и многие другие. Большой обзор по применению метода погруженного атома приведен, например, в [3]. Но фактически квантовая электронная
теория и метод молекулярной динамики развивались параллельно, так как
парный потенциал является входной информацией для расчетов и должен
быть взят из той или иной модели.
Существенный прорыв в расчетных методах произошел после появления работы Каро и Паринелло [25], в которой были объединены два подхода:
теория функционала плотности и молекулярная динамика. Был разработан
подход, который называется ab inito (или первопринципная) молекулярная
динамика (ППМД). В этом методе, в отличие от классического подхода, нет
необходимости задавать потенциал парного взаимодействия, так как он является комбинацией методов ТФЭП и классической МД. В нем для заданной конфигурации атомов в суперячейке проводится расчет электронной
структуры методом ТФЭП и затем дифференцированием полной энергии
по координатам определяются силы, действующие на каждый атом, что позволяет рассчитать траектории частиц, как в классической МД. В отличие
от классической МД можно рассчитывать полную энергию системы, а также электронные свойства. У нас в стране этот подход к жидким металлам
48
используется лишь несколькими коллективами (в ОИВТ РАН, г. Москва,
ФИАН, г. Москва, ЮУрГУ, г. Челябинск, ВГТУ, г. Вологда, ИМЕТ УрО
РАН, г. Екатеринбург), и не нашел широкого применения. В целом такой
подход сейчас стал общепринятым, приведем здесь лишь несколько работ,
использующих метод первопринципной МД [26–30]. Так, в одной из первых работ [26] вычислены функции радиального распределения для жидких
Na и Ge и плотность электронных состояний Ge для одной температуры.
В [27] изучается плавление Na при сверхвысоких давлениях. Рассчитано
различие в давлениях между твердой и жидкой фазами в зависимости от
объема, а также функции радиального распределения. В [28] дается обзор
применения первопринципных методов для жидкостей и твердых тел. В работе рассматриваются как чистые металлы, так и оксиды (системы ион –
кислород), которые могут иметь большое значение для биологических объектов, в частности это важно для понимания реакционных способностей
различных соединений. Перспективы данного подхода связываются главным образом с расширением вычислительных возможностей. В работе [29]
рассматривается плавление Na при сверхвысоких давлениях. Показано, что
ППМД позволяет оценить температуру плавления при высоких давлениях
с точностью не выше, чем 100 К. В работе [30] изучается распространение
ударной волны в Al. Особое внимание уделяется области плавления вдоль
адиабаты, граница зоны плавления оценивается по коэффициенту диффузии. Тем не менее работ применительно к жидким металлам не так много,
и остается много нерешенных проблем, в том числе не построено точной
количественной теории для описания свойств и различных структурных характеристик рассматриваемых систем из первых принципов.
Метод ППМД реализован в ряде программных пакетов, среди которых
следует отметить VASP [31], SIESTA [32], Quantum-Espresso [33], CASTEP
[34], ONETEP [35], CONQUEST [36] и другие. Большинство методов основано на использовании базиса плоских волн (из перечисленных выше к ним
относятся VASP, Quantum-Espresso и CASTEP), однако такие подходы позволяют изучать лишь системы с небольшим числом атомов в суперячейке,
N (обычно N<100) из-за вычислительных сложностей (время счета растет
пропорционально N3). Одним из наиболее точных из этих методов считается VASP, но его ограничение заключается еще и в том, что псевдопотенциалы ионов, встроенные в программу, не могут быть изменены. Другая группа
методов (к ним относятся SIESTA, ONETEP и CONQUEST) основана на
применении базиса локализованных атомноподобных волновых функций,
что позволяет рассчитывать модели с большим количеством атомов, так как
в этом методе время вычисления растет линейно с ростом числа атомов N в
суперячейке.
Поэтому мы использовали свободно распространяемую версию метода
ППМД, реализованную в пакете SIESTA [32], который основан на применении локализованного базиса волновых функций и позволяет рассчитывать модели с большим количеством атомов. В качестве объекта исследования выбраны жидкие щелочные металлы Na и Cs, для которых имеется
большой набор экспериментальных данных во всем интервале существования жидкого состояния, что позволяет выполнить проверку точности модели вплоть до критической температуры и высоких давлений. Кроме того,
49
проведены расчеты для эквиатомного расплава Na-Cs вблизи температуры
плавления. Эта двойная система интересна тем, что атомы разных металлов очень сильно отличаются по размерам. Интерес к щелочным металлам
вызван также и тем, что они традиционно применяются в качестве теплоносителей в атомной энергетике и, кроме того, недавно были обнаружены их
необычные свойства (переход металл-диэлектрик), в частности для Na [27,
37], при сверхвысоких давлениях. В данной работе также проводится изучение чистых жидких металлов под сверхвысоким давлением. Особо следует
подчеркнуть, что псевдопотенциалы электрон-ионного взаимодействия в
программе SIESTA не заданы и должны определяться в каждом конкретном
случае путем подбора параметров. Наиболее существенными из них является количество валентных электронов, число орбитальных компонентов
псевдопотенциала и значения радиусов для каждой компоненты.
Нами в [38] построена первопринципная молекулярно-динамическая
модель жидкого металла с использованием программного кода SIESTA со
следующими характеристиками: NVT-ансамбль, термостат Нозе, SZ-базис,
54, 250 и 1024 атома в суперячейке, периодические граничные условия, шаг
моделирования 2 фс, максимальное число шагов 10000, атомная плотность
принималась равной экспериментальной и определялась из базы данных
[39]. Параметры псевдопотенциалов, выбранные нами, приведены в табл. 1.
Расчеты проводились в диапазоне температур от точки плавления до критической точки: для Na Tc = 2500 K и для Cs Tc = 2042 K [39]. Моделирование осуществляли на суперкомпьютере «Уран» Института математики и
механики УрО РАН (основные характеристики: 1664 процессора и пиковая
производительность 20 Тфлопс). Количество атомов в суперячейке выбиралось в соответствии с фрагментом ОЦК-решетки и может принимать одно
. Для программы SIESTA оптимальным
из следующих значений
оказалось 250 атомов в суперячейке (получается при n = 5) и 50 процессоров, что позволяет минимизировать время расчета и достигнуть необходимой статистической точности при определении свойств.
Таблица 1
Значения параметров псевдопотенциалов для натрия и цезия
Na
Cs
Степень
Радиус
Степень
Радиус
Оболочка
Оболочка
заполнения
(а.е.)
заполнения
(а.е.)
3s
1
2,94
6s
1
4,45
3p
0
3,50
6p
0
4,45
5d
0
4,45
4f
0
3,98
На рис. 2 приведены данные о структуре жидкого натрия. Получено
хорошее согласие с опытом и с расчетами других авторов при высоких температурах, где отсутствуют экспериментальные данные. По первому пику
функции радиального распределения, гладко аппроксимируя его в нуль со
стороны больших расстояний, были оценены числа ближайших соседей.
Интересно отметить, что первое координационное число сильно уменьшается с ростом температуры и вблизи критической точки становится при-
50
близительно равным трем как для Na, так и для Cs. Этот факт подтверждает
образование небольших кластеров: димеров и триммеров – при приближении температуры к критической, когда плотность системы уменьшается примерно в четыре раза [39]. Проведенная нами визуализация показала,
что действительно имеется тенденция образовывать небольшие кластеры,
но она носит динамический характер: эти образования легко распадаются и
формируются вновь из разных атомов.
10
9
9
8
8
7
7
6
g(r)
6
5
5
4
4
3
3
2
2
1
1
0
2
3
4
5
r,Å
6
7
8
Рис. 2. Парная корреляционная функция g(r) жидкого Na при различных температурах:
1–370 К, 2–500 К, 3–600 К, 4–700 К, 5–800 К, 6–1000 К, 7–1400 К, 8–2000 К, 9–2400 К;
▬ расчет в данной работе, − – эксперимент из [40], • – расчет из [41]
3,5
1
2
3
3
g(r)
2,5
2
1,5
1
0,5
0
0
2
4
6
r, Å
8
10
12
Рис. 3. Парциальные корреляционные функции в системы Na-Cs при температуре 400 К:
1 – Na-Na; 2 – Na-Cs; 3 – Cs-Cs
На рис. 3 приведены данные о структуре в эквиатомном расплаве NaCs. Видно, что ближайшими соседями как натрия, так и цезия являются
атомы натрия. По этим данным вычислены парциальные координационные числа Z, которые хорошо согласуются с дифракционными данными
51
для чистых металлов. Для сплава таких данных нет, поэтому сравнение проведено с расчетными данными из [42]. Наши результаты неплохо коррелируют с ними, за исключением для координационного числа Na-Na.
Оценивая средний квадрат смещения атомов, были вычислены коэффициенты диффузии. Результаты для коэффициентов диффузии для температур вблизи плавления приведены в табл. 2. Для чистых металлов наблюдается хорошее согласие с опытом, для сплава сравнение можно провести
лишь с другими расчетами. Отметим, что, во-первых, полученные коэффициенты диффузии сильно зависят от выбранного метода расчета, и, во-вторых, имеется большой разброс экспериментальных данных, а кроме того
они отсутствуют при высоких температурах. Поэтому мы из рассчитанных
значений коэффициентов диффузии по формуле Стокса – Эйнштейна (радиус иона для Na был выбран равным 1 Ǻ, а для Cs 1,5 Ǻ) оценили динамическую вязкость, и результаты в сравнении с опытными значениями из [44]
представлены на рис. 4 для жидкого Na. Видно, что количество шагов в МД
незначительно влияет на результаты и некоторое отличие имеется только
при высоких температурах. Согласие рассчитанных данных с опытом для
Na является хорошим во всей области температур, а для Cs имеются более
существенные отклонения. Отметим, что и функция g(r) для Cs также существенно отклоняется от экспериментальной. Требуется дальнейшее уточнение модели, в частности выбор псевдопотенциала электрон-ионного взаимодействия и более полного базисного набора волновых функций.
Таблица 2
Рассчитанные коэффициенты диффузии Na, Cs и системы Na-Cs
Чистые жидкие металлы
Эквиатомный расплав
-9
2
-9
2
DNa•, 10 м /с DCs, 10 м
DNa•, 10-9 м2
DCs, 10-9 м2
T = 370 K
T = 301 K
T = 400 K
Расчет в дан4,88
2,13
3,1
2,0
ной работе
Эксперимент
4,32
2,41
из [3]
Расчет из
3,9
3,1
[43]
Проведено также первопринципное моделирование жидких Na и
Cs при сверхвысоких давлениях с помощью программы SIESTA. Расчеты
выполнены при температуре плавления для объема V0, соответствующего атмосферному давлению, а также для двух сильно сжатых состояний:
1) V = 0,5V0 (сжатие на 50%) и 2) V = 0,3V0 (сжатие на 70%). Для жидкого
Na при выходе системы на равновесное состояние в первом случае давление
составляет около 12 ГПа, а во втором случае 60 ГПа. Рассчитанное нами
уравнение состояния для жидкого Na показывает неплохое согласие в сравнении с экспериментальными данными из [3]. Ометим также, что наши
расчетные данные практически совпадают с теоретическими оценками в
[27], где использовалась гораздо более сложная модель.
На рис. 5 приведены результаты расчета структурных функций Na при
разных давлениях. Как и должно быть, первый максимум сдвигается су-
52
8
7
η,103, г/см*с
6
5
4
3
2
1
0
0
500
1000
T, К
1500
2500
2000
Рис. 4. Температурная зависимость динамической вязкости жидкого Na:
▬ расчет 5000 шагов; • расчет 1000 шагов; × эксперимент; ─ сглаживающая кривая
3.5
3
2.5
370 K 0% сжатие
370 K 50%сжатие
g(r)
2
370 K 70%сжатие
1.5
1
0.5
0
0
2
4
6
8
10
12
r, A
Рис. 5. Функция радиального распределения атомов жидкого Na
при разных степенях сжатия
щественно в сторону меньших расстояний с ростом давления, но при этом
высота пика меняется немонотонно, он сначала растет, а затем даже уменьшается. По первому максимуму g(R) мы оценили число соседей Z в первой
координационной сфере. При нормальном давлении оно составляет примерно 11, при давлении 12 ГПа Z = 11,7 и при 60 ГПа Z = 11,8, т. е. число
ближайших соседей остается практически неизменным и близко к плотной
упаковке, а структура остается подобной и уменьшается лишь расстояние
между атомами. Отметим, что полученные в [27] функции радиального распределения имеют существенно более низкие первые максимумы.
Метод ППМД позволяет также рассчитывать электронные свойства
жидких металлов. Интересное поведение демонстрирует расчетная плотность электронных состояний, n(E), (рис. 6) для жидкого натрия для нескольких температур (ноль на оси х соответствует энергии Ферми EF).
53
Na 370 K
60
Na 700 K
Na 1000 K
Na 1400 K
n(E)
40
Na 1800 K
Na 2400 K
20
0
-5
-3
-1
E-EF, эВ
1
3
5
Рис. 6. Плотность электронных состояний жидкого Na при разных температурах
400
370 К
V/Vo=0.3
300
n(E)
370 К
V/Vo=0.5
200
370 К
V=Vo
100
2500 К
V=Vкр
0
-5
-4
-3
-2
-1
0
E-EF, eV
1
2
3
4
5
Рис. 7. Плотность электронных состояний жидкого Na при разных степенях сжатия
Вблизи температуры плавления ниже уровня Ферми имеется глубокий локальный минимум на плотности состояний, что свидетельствует о существенном отклонении поведения электронов в жидком Na и Cs от модели
почти свободных электронов. При повышении температуры этот локальный минимум постепенно уменьшается и совсем исчезает (например, для
Na примерно при 1800 K). Полученные результаты показывают, что даже
вблизи критической температуры имеются свободные носители заряда, но
54
в то же время опытные данные свидетельствуют о переходе металл-неметалл при низких плотностях в жидких щелочных металлах. Это кажущееся
противоречие объясняется следующим образом [45]. Электропроводность
зависит от двух факторов: первый – плотность электронных состояний на
уровне Ферми и второй – диффузионная подвижность электронов. Поведение диффузионной подвижности указывает на резкое снижение подвижности электронов, что ведет к локализации электронов при высоких
температурах. Такое ограничение подвижности объясняется локализацией
электронов на группах из двух и трех атомов, наличие которых подтверждается, в том числе полученными нами очень малыми величинами для числа
ближайших соседей.
Наконец, на рис. 7 показано, как изменяется электронная структура
жидкого Na под давлением. При обычном давлении на уровне Ферми, EF,
плотность состояний имеет большое значение, близкое к величине для свободного электронного газа, а провал на плотности смещен влево примерно
на 1 eV. При повышении давления до 12 ГПа провал смешается практически
на уровень Ферми и становится глубже. И, наконец, при Р = 60 ГПа вся
плотность состояний представляет собой разделенные пики, а на уровне
Ферми появляется запрещенная зона, что соответствует переходу металлнеметалл.
Таким образом, в работе модель, использованная ранее для жидких
щелочных металлов и учитывающая самый простой базис, который включает лишь s-электроны, перенесена без изменений для описания их свойств
при сверхвысоких давлениях и на двойную систему. Удается описать изменение давления и плотности электронных состояний, соответствующее переходу металл-неметалл при сильном сжатии.
В целом подход, основанный на первопринципной молекулярной динамике, позволяет описать широкий спектр характеристик жидких металлов (динамические, структурные, энергетические и электронные) как вдоль
кривой насыщения вплоть до критической точки, так и в области экстремальных температур и давлений.
Работа поддержана проектом УрО РАН 15-7-3-15
и грантом РФФИ 15-03-04182.
Список литературы
1.
2.
3.
4.
Гельчинский Б. Р., Мирзоев А. А., Воронцов А. Г. Вычислительные методы микроскопической теории металлических расплавов нанокластеров. – М.: Физматлит, 2011, 200 с.
Полухин В. А., Ватолин Н. А. Моделирование разупорядоченных и нано-структурированных фаз. – Екатеринбург: УрО РАН, 2011, 463 с.
Белащенко Д. К. Компьютерное моделирование жидких металлов.//
УФН, 2013, т. 183., № 12, с. 1281–1322.
Норманн Г. Э., Стегайлов В. В. Стохастическая теория метода классической молекулярной динамики.//Математическое моделирование,
2012, т. 24, № 6, с. 3–44.
55
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
56
Wang D., Fernandez-Martinez A. Order from Disorder.//Science, 2012,
V. 337, p. 812–813.
Слэтер Дж. Методы самосогласованного поля для молекул и твердых
тел. – М.: Мир, 1978, 347 с.
Hohenberg P., Kohn W. Inhomogeneous electron gas.//Phys. Rev. B, 1964,
V. 136, N 3, p. 864–871.
Kohn W., Sham L.J. Quantum density oscillations in an inhomogeneous
electron gas.//Phys. Rev. A, 1965, V. 137, № 6, p. 1697–1705.
Харрисон У. Псевдопотенциалы в теории металлов. – М.: Мир, 1968. –
268 с.
Bachelet G. B., Hamann D. R., Schluter M. Pseudopotentials that work:
From H to Pu.//Phys. Rev. B, 1982, V. 26, № 8, p. 4199–4228.
Ватолин Н. А., Гельчинский Б. Р., Ухов В. Ф., Юрьев А. А. Модельный
потенциал для 20 элементов.//ДАН, 1979, т. 249, № 4, с. 889–892.
Гельчинский Б. Р., Юрьев А. А., Ватолин Н. А., Ухов В. Ф. Нелокальный модельный потенциал, удовлетворяющий условию термодинамического равновесия.//ДАН, 1981, т. 261, № 3, с. 663–665.
Юрьев А. А., Ватолин Н. А. Модельный потенциал переходных металлов. // Известия АН СССР. Металлы, 1984, № 5, с. 44–50.
Юрьев А. А., Ватолин Н. А. Выбор модельного псевдопотенциала для
простых металлов. // Расплавы, 1987, № 2, с. 56–62.
Крашанинин В. А. Энергия связи простых металлов в методе псевдопотенциала из первых принципов.//ДАН, 1993, 332, № 5, с. 595–598.
Крашанинин В. А. О методе псевдопотенциала из первых принципов
для расчета свойств жидких и твердых металлов.//Расплавы, 1999,
№ 4, с. 3–15.
Крашанинин В. А., Юрьев А. А., Юрьев Е. А. Расчет из первых принципов термодинамических свойств жидких щелочных металлов.//Расплавы, 2011, 34, с. 24–31.
Alder B. J., Wainwright T. E. Phase transition for a hard sphere system.//
J. Chem. Phys., 1957, V. 27, p. 1208–1209.
Metropolis N., Rosenbluth A. W., Rosenbluth M. N., Teller A. H., Teller E.
Equation of state calculations by fast computing machines.//J. Chem. Phys.,
1953, V. 21, № 6, p. 1087–1092.
Kadau K., Germann T. C., Lomdahl P. S., Holian B. L. Atomistic simulations
of shock-induced transformations and their orientation dependence in bcc
Fe single crystals.//Phys. Rev. B, 2005, V. 72, p. 064120.
Ватолин Н. А., Срывалин И. Т., Евсеев А. М., Полухин В. А., Гельчинский Б.Р., Ухов В.Ф., Есин О.А. Молекулярно-динамическое моделирование жидких металлов и сплавов. // ДАН, 1974, т. 219, № 6, с.1394–
1396.
Полухин В. А. Гельчинский Б. Р., Евсеев А. М., Срывалин И. Т.,
Ухов В. Ф., Ватолин Н. А., Есин О. А. Применение метода молекулярной динамики к оценке свойств и структуры расплавов.//Известия АН
СССР. Металлы, 1976, № 3, с. 35–37.
Daw M. S., Baske M. I. Embedded-atom method: Derivation and application
to impurities, surfaces, and other defects in metals.//Phys. Rev. B, V. 29,
№ 12, p. 6443–6453.
24. Schommers W. A pair potential for liquid rubidium from the pair correlation
function.//Phys. Lett., 1973, A 43, № 2, p. 157–158.
25. Car R., Parinello M. Unified approach for molecular dynamics and densityfunctional theory.//Phys. Rev. Lett., 1985, V. 55, № 22, p. 2471–2474.
26. Kresse G., Hafner J. Ab initio molecular dynamics for liquid metals.//Phys.
Rev. B, 1993, V. 47, № 1, p. 558–561.
27. Hernandez E. R., Iniguez J. First-principles simulations on the nature of the
meltinof sodium.//Phys. Rev. Lett., 2007, V. 98, p. 055501.
28. Hofer T. S., Pribil A. B., Randolf B. R., Rode B. M. Chapter 7 – Ab
Initio Quantum Mechanical Charge Field Molecular Dynamics—A
Nonparametrized First-Principle Approach to Liquids and Solutions.//
Advances in Quantum Chemistry, 2010, V. 59, p. 213–246.
29. Лепешкин С. В., Магницкая М. В., Мацко Н. Л., Максимов Е. Г. Плавление и динамика решетки натрия при высоких давлениях. Расчет
методом квантовой молекулярной динамики. // ЖЭТФ, 2012, т. 142,
с. 115–122.
30. Minakov D. V., Levashov P. R., Khishchenko K. V., Fortov V. E. Quantum
molecular dynamics simulation of shock-wave experiments in aluminum.//
J. Applied Physics, 2014, V. 115, p. 223512.
31. Kresse G., Furthmuller J. Efficiency of ab-initio total energy calculations for
metals and semiconductors using a plane-wave basis set. // Comput. Mater.
Sci. 1996. V. 6. № 1. p. 15–50.
32. Soler J. M., Artacho E., Gale J. D., Garcia A., Junquera J., Ordejon P.,
Sanchez-Portal D. The SIESTA method for ab initio order-N materials
simulation.//J. Phys.: Condens. Matter, 2002, V. 14, p. 2745–2779.
33. Giannozzi P., Baroni S., Bonini N. et. al. Quantum ESPRESSO: a modular
and open-source software project for quantum simulations of materials.//
J. Phys.: Condens. Matter, 2009, V. 21, p. 395502.
34. Segall M. D., Lindan P. J. D., Probert M. J. et. al. First-principles simulation:
ideas, illustrations and the CASTEP code.//J. Phys.: Condens. Matter, 2002.
V. 14, p. 2717–2744.
35. Skylaris C-K., Haynes P. D., Mostofi A. A., Payne M. C. Introducing
ONETEP: Linear-scaling density functional simulations on parallel
computers.//J. Chem. Phys., 2005, V. 122, p. 084119.
36. Gillan M. J., Bowlera D. R., Torralba A. S., Miyazaki T. Order-N firstprinciples calculations with the CONQUEST code.//Comput. Phys.
Commun., 2007, V. 177, p. 14–18.
37. Raty E.-Y., Schwegler E., Bonev S. A. Electronic fnd structural transitions in
dense liqud sodium.//Nature, 2007, V. 449, p. 448–451.
38. Юрьев А. А., Гельчинский Б. Р. Моделирование свойств жидких щелочных
металлов при высоких температурах и давлениях методом первопринципной молекулярной динамики. // ДАН, 2015, т. 461, № 1, с. 37–40.
39. Scientific DataBASE: http://metalldb.uran.ru
40. Waseda Y. The structure of non-crystalline materials, liquids and amorphous
solids. – N.Y.: Mc Graw-Hill, 1980, 326 p.
41. Matsuda N., Mori H., Hoshino K., Walabe M. Universality in the structural
change of expanded liquid alkali metals along the liquid-vapour coexistence
curve.//J. Phys.: Condens. Matter, 1991, V. 3, p. 827–836.
57
42. Wax J. F., Jakse N., Charpentier I. Static structure of liquid alloys of alkali
metals. // Physica B, 2003, V. 337, p. 154–164.
43. Blanco J., Gonzalez D. J., Gonzalez L. E., Lopez J. M. Density fluctuations
in the liquid Na-Cs alloy. An ab initio molecular dynamics study.//J. NonCryst. Solids, 2002, V. 312–314, p. 148–152.
44. Шпильрайн Э. Э., Якимович К. А., Тоцкий Е. Е., Тимрот Д. Л., Фомин В. А. Теплофизические свойства щелочных металлов. – М.: Издательство стандартов, 1970, 487 с.
45. Mirzoev A. A., Mirzoev A. A., Jr, Sobolev A. N., Gelchinski B. R. Analysis
of the electronic structure of liquid rubidium by the methods of ab initio
molecular dynamics, linear muffin-tin orbitals and recursion.//J. Phys.:
Condens. Matter, 2008, V. 20, p. 114104.
58
УДК: 669.88:537.562
КОМПЬЮТЕРНОЕ МОДЕЛИРОВАНИЕ СТРУКТУРЫ
БЛИЖНЕГО ПОРЯДКА И ДИФФУЗИИ ВОДОРОДА
В НЕУПОРЯДОЧЕННЫХ МЕТАЛЛИЧЕСКИХ СИСТЕМАХ
Н. И. Сидоров, Э. А. Пастухов, В. П. Ченцов, А. А. Востряков
Институт металлургии УрО РАН, г. Екатеринбург, nik@imet.mplik.ru
Введение
Представления о механизме водородопроницаемости для чистых
кристаллических металлов уже сформированы. Имеются достаточно убедительные теоретические модели и многочисленные экспериментальные
исследования. Что касается неупорядоченных систем (в которых растворимость водорода намного выше, чем в кристаллических образцах), то такие
работы стали появляться сравнительно недавно, в частности, они посвящены взаимодействию водорода с аморфными структурами. Дефицит подобных исследований обусловлен термовременной нестабильностью структуры и свойств аморфных материалов.
В отличие от кристаллического сплава, объемы междоузлий которого представлены дискретно только тетраэдрическими и октаэдрическими
полостями, в аморфном сплаве распределение малых и больших междоузельных полостей близко гауссовой функции [1-3]. При этом функция
распределения энергий водорода в полостях аморфных сплавов близка по
форме главному пику функции радиального распределения (ФРР), который аппроксимируется функцией Гаусса. Переходы между полостями сильно взаимосвязаны, вклад стационарных состояний в движение атомов Н
незначителен.
Введение в аморфные металлы элементов-аморфизаторов (Si, B, С и
др.) снижает долю крупных полостей (октаэдры), обеспечивающих наиболее энергетически выгодные миграционные пути для водорода. Это уменьшает поглотительную способность металла, а также снижает интенсивность
диффузионного движения водорода, уменьшая водородопроницаемость.
Кристаллические и аморфные сплавы на основе Pd широко используются при изготовлении мембран для получения особо чистого водорода.
Анализ литературных данных показывает, что имеется возможность получения фильтрующих сплавов для водорода на основе менее дорогостоящих
металлов: V, Nb, Ta и др., – имеющих, как и Pd, высокую растворимость
водорода, которая через коэффициент диффузии определяет водородопроницаемость сплава. Негативное же воздействие образования гидридов этих
элементов должно подавляться добавками других металлов.
В данной работе методом молекулярной динамики изучены структуры
ближнего порядка аморфных и жидких систем на основе Pd, Zr, Si без и с
примесями атомов водорода, определены парциальные структурные факторы и функции радиального распределения атомов, их среднеквадратичное
59
смещение, коэффициенты диффузии. Рассмотрено влияние концентрации
водорода в системе на его подвижность и параметры ближнего порядка.
Влияние водорода на структуру ближнего порядка жидкого,
аморфного и кристаллического кремния
Кремний благодаря своим полупроводниковым свойствам получил
широкое применение в современной микроэлектронике и электронной
технике. Общепризнанным является то, что водород играет важную роль
в образовании различных комплексов в аморфном кремнии. Внимание к
проблеме поведения водорода в Si связано с влиянием его на физико-химические свойства, которые дают возможность создавать новые материалы с
заданными свойствами.
Проблема диффузии водорода в кристаллическом Si была исследована
методом сильной связи (Tight binding molecular dynamics) [4]. TBMD-модель
представляла собой единичный атом H в 64-атомной суперячейке кремния.
По данным TBMD авторы предположили, что механизм диффузии водорода в кристаллическом кремнии при низких температурах работает согласно
закону Аррениуса, и нет никаких «нестандартных» механизмов, кроме, например, одиночных скачков.
Структура ближнего порядка аморфного кремния исследована в работах [5, 6]. Установлено, что аморфный кремний сохраняет ковалентный тип
связи с координационным числом Z = 4.2, в отличие от расплава, где связь
имеет металлический характер (Z = 6.4).
r(Å)
Рис. 1. ФРР для атомов Si-Si (1) и Si-H (2) для кристаллического кремния c водородом
при 278 К
60
Экспериментальные оценки коэффициента диффузии водорода в
аморфном Si ограничены, и не все приведенные результаты хорошо согласуются между собой. В [7] приведены результаты экспериментальных исследований водородопроницаемости аморфного кремния. При описании
переноса водорода через пленку аморфного кремния авторы использовали
модель, в которой наряду с диффузией учитывалась малая скорость процессов адсорбции и десорбции водорода на поверхности, а также захват и
временное удержание диффундирующих атомов водорода в ловушках. По
мнению автора [7], перенос водорода связан с перестройкой локальных
связей кремний – водород.
Физико-химические свойства компьютерных моделей аморфного
кремния, содержащих тысячи атомов, можно описать эмпирическими потенциалами [8, 9].
r(Å)
Рис. 2. ФРР для атомов Si-Si (1) и Si-H (2) для аморфного кремния c водородом при 278 К
Нами методом молекулярной динамики (МД) с использованием межчастичного потенциала [8] рассчитаны структурные параметры и коэффициенты диффузии Si и H в кристаллическом, аморфном и жидком кремнии
[10].
Расчеты проводили для системы, содержащей 216 атомов кремния и
1 атом водорода в основном кубе с периодическими граничными условиями. Длину ребра куба задавали равной соответствующей экспериментальной плотности изучаемой системы при температуре 298 К. Результаты MДмоделирования представлены на рис. 1 и 2 и в таблице 1. Средние значения
валентных углов определяли по радиусам первой и второй координационных сфер по формуле
Анализ данных указывает на то, что в с-Si и a-Si с водородом и без водорода существует в некотором приближении одна и та же метастабильная
равновесная конфигурация атомов с координационным числом 4. Острота
61
Таблица 1
Параметры ближнего порядка кристаллического (с-Si), жидкого (ж-Si)
и аморфного кремния (а-Si) [5, 6].
Позиции пиков
ФРР Å
Средний
угол между
связями φ
Коэф.
дифф.
D, cm2/c
Плотность.
ρ, г/см3
5
6
7
6,4
103.9 ± 26.8
6,4*10-5
4.6
106.3 ± 21
2.294
4,2
106
2.10
4,2
(φSi-Si)
180
(φSi-H)
90
DSi
1.94*105
DH
4.83*10-4
2.10
4
(φSi-Si)
110
(φSi-H)
90
DSi
2.45*106
DH
1.56*10-2
2.33
r1
r2
Коорд.
числа
Z
2
3
4
Структура
алмаза
2.36
3.84
4
Структура белого
олова
(расчет)
2.5
3.55; 4.2
6,3
Фазы
кремния
1
ж-Si
(1700 К)
а-Si
(300 K)
2.41
а-Si, (298
K)
Наши
данные
2.40
3.86
а-Si+H,
(298 K)
Наши
данные
(Si-Si)
2.50
(Si-H)
1.5
(Si-Si)
4.50
(Si-H)
2.18
c-Si+H,
(298 K)
Наши
данные
(Si-Si)
2.31
(Si-H)
1.5
(Si-Si)
3.80
(Si-H)
2.15/2.7
первого пика на кривой интенсивности (рис. 2) свидетельствует о сравнительно больших областях упорядочения в а-Si. Первые и вторые максимумы на кривой ФРР почти совпадают. Различия наблюдаются в дальнейшем
ходе кривых. Третий максимум на кривой ФРР а-Si практически отсутствует.
Компьютерные расчеты модели Si-H показывают, что механизм
диффузии водорода в кристаллическом Si с n-типом электропроводности
реализуется миграцией электронейтральных атомов водорода через тетраэдрические междоузлия по тому же принципу, что и диффузия экранированного протона в аморфных переходных металлах [11]. Однако в
аморфном Si траектория движения атома водорода через узлы матрицы
сопровождается разрывом Si-Si-связи путем сдвига атома Si из занимае-
62
мого узла на 0.05 нм и образования химической связи Si-H и остающейся
в узле свободной связи Si.
Диффузия водорода в аморфных сплавах Pd-Si
Модельная система [12], используемая в МД-методе для исследования
поведения водорода в аморфном сплаве Pd-Si при температуре Т = 300 К,
была представлена из 734 частиц палладия, 130 частиц кремния и 8 частиц
водорода в кубической ячейке с длиной ребра куба 2.44869 нм. Интегрирование уравнений движения осуществлялось с временным шагом 1.8 х 10-15с.
Анализ структуры ближнего порядка аморфных материалов Pd [13] и
Pd-Si (15 ат. %) с водородом проводили по парциальным функциям gij( r )
пар Pd-Pd, Pd-Si и Pd-H [14] ( рис. 3 и 4).
Видно, что второй пик на кривой gij(r) для Pd-H (рис. 3) имеет плечо с
измененной симметрией по сравнению с кривой gij(r) для Pd-Pd. Согласно
[15] расстояния, отвечающие второму пику g(r) формируются тремя типами
контактов: а) двух атомов Pd через атом Pd (г = 2r0); б) двух атомов Pd через два атома Pd (r = 1.732r0); в) двух атомов Pd через тройку атомов Pd (r =
1.633r0). Наиболее легко подверженным воздействию водорода оказывается
контакт атомов Pd-Pd, осуществляемый по типу б). Изменения в структуре аморфного палладия в присутствии Н вызываются перераспределением
формируемых расстояний в сторону их увеличения (правый субпик второго пика ФРР). Наблюдаемая инверсия расщепления второго пика gij(r) для
аморфного палладия с водородом дает информацию о перестройке в ближнем порядке металла. Различие в формах второго пика gij(r) Pd-Pd и Pd-H
свидетельствует о сильном влиянии водорода на структуру матрицы палладия.
Парциальная ФРР для Si-Si указывает на преимущественное расположение атомов кремния относительно друг друга во второй координационной сфере, то есть атомы палладия замыкают первой координационной
оболочкой атомы кремния (рис. 4).
Рис. 3. Парциальные ФРР в аморфной системе Pd-H
63
10
H-Pd
8
gij(r)
6
Pd-Pd
4
2
total
0
0,0
0,2
0,4
0,6
r*10,A
0,8
1,0
1,2
Рис. 4. Парциальные ФРР в аморфной системе Pd-H
Наблюдаемые в МД-модели эффекты позволяют сделать предположение о существовании в аморфных сплавах Pd-Si с водородом микрогруппировок, которые идентифицируются как стабильные гидридные выделения,
указывающие на высокую степень существования диссипативных структур
типа Pd-H, Si-H [16, 17].
Для аморфного состояния с водородом и без водорода на рассчитанных нами и экспериментальных [2] кривых структурного фактора наблюдается наплыв вблизи 3,44 нм-1 (рис. 5), интерпретация которого пока отсутствует. Авторами [1] методом статистической геометрии показано, что
к наиболее часто встречающимся в аморфных металлах многогранников
Вороного принадлежат многогранники с координационными числами 12,
13, 14, 15 для данного узла-атома. В Рd85Si15 существуют микрогруппировки
смешанного типа с наибольшим участием многогранников ОЦК- и ГЦКтипа. Число частиц в одном кластере не превышает 13–14.
Предполагается, что структурная модель аморфного сплава Pd-Si состоит из микрогруппировок палладия, имеющих форму искаженной треугольной пирамиды с ребрами 2.5 (Pd-Si) и правильным треугольником со
стороной 2.71 (Pd-Pd) в основании [2].
Движение отдельно выбранных атомов Pd, Si и H в нашей модели различно по своему характеру. Рассчитанные коэффициенты диффузии для
системы Pd-H составили: DH – 18.8 10-6 cм2∙с-1, DPd – 3.4∙10-6 см2∙с-1, а для
аморфного сплава Pd-Si-H:
DH = 6.67∙10-6 см2∙с-1, DPd =2.0∙10-6 см2∙с-1.
Расчеты по МД-модели показали, что не только атомы кремния могут
влиять на подвижность водорода, но и сам водород может заметно изменить
диффузию других компонентов сплава. Например, для системы Pd-Si без
водорода DSi = 4.93∙10-6см2∙с-1, а для Pd-Si с водородом DSi = 2.53∙10-6 см2∙с-1.
В аморфной системе присутствуют различные энергетические зоны,
приводящие к различным временным режимам диффузии водорода. Поэтому закон изменения энергии диффундирующей частицы в аморфных ме-
64
S, Å-1
Рис. 5. Структурный фактор аморфного сплава Pd-Si с водородом, полученный
при МД-моделировании
таллах должен иметь статистический смысл и определяться распределением типов полостей. Из-за малой доли октаэдрических полостей в аморфных
металлах можно допустить три возможных типа диффузионного процесса:
октаэдр-октаэдр, октаэдр-тетраэдр-октаэдр и тетраэдр-тетраэдр. Так как
изменение объема при наводороживании кристаллических и аморфных
сплавов палладия подобно [18], то это косвенно может свидетельствовать о
том, что в обеих структурах водород занимает близкие по форме полиэдры
Бернала (тетраэдры и октаэдры).
Коэффициент междоузельной диффузии в неупорядоченном материале может быть рассчитан как функция температуры и концентрации с
распределением энергий водорода и постоянной энергией седловых точек в
соответствии с выражением [19].
(11)
Здесь D*0 – предэкспоненциальный множитель, а Е0 – средняя активационная энергия, равная разности средней энергии водорода, рассчитанной из функции распределения энергий и постоянной энергии седловой
точки (Е0 =ЕG, если распределение энергий гауссово).
Нами рассчитаны по уравнению (11) коэффициенты диффузии водорода в зависимости от его концентрации для аморфного сплава Pd83Si17 при
температуре T = 298K. Установлено, что с ростом концентрации Н увеличивается DH. Например, при Т = 298К и СН(Н/Ме) = 10-3 DH для аморфного сплава Pd83Si17 составляет: 7.85∙10-6см2∙с-1. Исходя из температурной
зависимости коэффициента DH оценена энергия активации диффузии, она
составила Е0 = 18.9 кДж/моль. Отметим, что для кристаллического сплава
энергия активации выше и равна 26 кДж/моль независимо от концентрации водорода.
65
Согласно теории Ричардса [20], имеется вероятность для водорода
занять междоузлия с низкими энергиями, представляющие собой крупные
полиэдры с большими гранями. По мере роста концентрации водорода он
заполняет междоузлия с низкими энергиями, вынуждая атомы Н преодолевать потенциальные барьеры с более высокими энергиями, тем самым
нейтрализуя один из факторов, понижающих диффузионную подвижность.
С другой стороны, расположение атомов водорода в междоузлиях с более
высокой энергией ведет к снижению активационной энергии. При низких концентрациях Н описанный механизм не сказывается на диффузии,
поскольку большая часть поглощенных металлом атомов водорода оказывается в низкоэнергетических междоузлиях (являющихся для атомов Н
ловушками), и только после их насыщения водородом происходит резкое
возрастание его коэффициента диффузии.
Диффузия водорода в аморфных сплавах Ni-Zr
Результаты компьютерного моделирования структуры и свойств
аморфных сплавов Ni-Zr и Ni-Zr-H представлены на рис. 6, 7 и в таблице 2.
Модельная система в отличие от [21, 22] была составлена из 640 (360) частиц
никеля, 360 (640) частиц циркония и 1(2) частиц водорода в кубической
ячейке. Интегрирование уравнений движения осуществлялось с временным
шагом 1.1 x 10-15с. Общие структурные факторы сплавов Ni64Zr36 (сплав 1,
кривая 4) и Ni36Zr64 (сплав 2, кривая 1), не содержащих и содержащих водород, показаны на рис. 6. Все кривые имеют размытые интерференционные
максимумы характерные для аморфного состояния, что говорит о том, что
аморфное состояние сохраняется и при абсорбции водорода при малом и
большом содержании в сплаве гидридоообразующего элемента и водорода.
В сплаве 1 увеличение количества атомов H в MД-модели приводит сначала
к смещению положения пиков структурного фактора в сторону меньших
векторов рассеяния S и увеличению высоты главного пика h, а затем наоборот, смещение идет в сторону больших значений S, а h уменьшается. Это
свидетельствует о влиянии количества атомов H на структуру аморфных
сплавов. Все пики на кривой а(s) становятся более рельефнее, осцилляции
распространяются на большие значения вектора рассеяния. Показано [23,
24], что икосаэдрический тип упаковки атомов является доминирующим в
структуре аморфных металлов, где имеется большая концентрация полиэдров с координационным числом 12. Высота главного максимума структурного фактора, форма раздвоенного второго пика определяются числом
контактирующих полиэдров и типом их сочленения [25].
Поэтому ближний порядок аморфного сплава можно описать с помощью координационного кластера-икосаэдра, который является структурной основной единицей кристалла NiZr2.
Водород в такой структуре может находиться в многочисленных тетрапорах, образованных атомами Ni и Zr [26].
Для сплава 2, близкого по составу NiZr2 (кривая 1), положение двух
первых максимумов кривой a(s) соответствует усредненному положению
интерференционных линий для кристаллического соединения NiZr2.
66
С введением в MД-модель атома H (кривая 2) относительно хорошо
разрешенные пики структурного фактора сильно размываются и уменьшаются по высоте из-за внедрения водорода в многочисленные поры аморфной структуры. Атомы H, по-видимому, образуют с Zr своего рода квазикристаллическую решетку ZrH2 [27], что и отражается на структурных
факторах сплавов с большим содержанием атомов Zr и H в виде лучшего
разрешения ближних и дальних дифракционных максимумов (кривые 3, 6).
Парциальные функции радиального распределения gij(r) модельных
систем и параметры ближнего порядка представлены на рис. 7 и в таблице 2. Для всех сплавов с малым содержанием водорода и без него кратчайшее межатомное расстояние пары Ni-Ni остается постоянным – 2.40 Å,
уменьшаясь до 2.30Å при увеличении содержания H до двух атомов.
S*10-1, A-1
4
b
6
a(s)
3
5
2
4
1
0
0
20
40
60
-1
80
100
120
-1
s*10 ,A
Рис. 6. Структурные факторы аморфных сплавов Ni-Zr с водородом и без водорода:
а) Ni36Zr64(1), Ni36Zr64+1H(2), Ni36Zr64+2H(3); ( стрелки – интерференционные линии
кристалла NiZr2), b) Ni64Zr36(4), Ni64Zr36+1H(5), Ni64Zr36+2H(6)
67
8
а
gij(r)
6
4
4
3
2
2
1
0
0,0
0,2
0,4
0,6
0,8
1,0
r*10,A
12
b
10
9
gij(r)
8
6
8
4
7
6
2
0
5
0,0
0,2
0,4
0,6
0,8
1,0
r*10,A
Рис. 7. Парциальные функции радиального распределения gij(r) аморфного сплава Ni64Zr36
без водорода (а) и с одним атомом водорода (b): 1, 5 – общие; 2, 8 – Ni-Ni; 3, 7 – Ni-Zr;
4, 6 – Zr-Zr; 9 – H-H
Межатомные расстояния пар Ni-Zr и Zr-Zr существенно уменьшаются
с ростом концентрации Zr и H. Отметим, что величины r Ni-Ni и rZr-Zr близки
к диаметрам атомов Ni и Zr (2.44 Å и 3.24 Å соответственно), а расстояние
между разноименными атомами Ni-Zr несколько меньше суммы радиусов
атомов Ni и Zr, что согласуется с результатами дифракционных экспериментов [28]. Последнее говорит об образовании между этими элементами
связи вследствие гибридизации незаполненной 3d-полосы электронов Ni и
4d-полосы Zr [29].
В таблице 2 приведены рассчитанные нами для аморфных сплавов
Ni-Zr-H коэффициенты диффузии водорода. Значение DH меняется от
2∙10-4 до 1.2∙10-5см2∙с-1 в тех же пределах, что и коэффициенты диффузии
атомов H в икосаэдрическом сплаве TiNiZr [30]. Видно, что DH растет с
увеличением концентраций гидридообразующего элемента Zr и атомов H
в MД-модели. Для аморфного сплава Ni64Zr36 в интервале температур 298–
768 К оценена энергия активации диффузии водорода. Получено значение
Е = 0.1еV. Полученные результаты по диффузии атомов Н можно объяснить
68
наличием в неупорядоченных материалах разнообразных по энергиям позиций [20, 26]. Сначала идет заполнение водородом глубоких потенциальных ям, которые действуют для атомов Н подобно ловушкам (октапоры).
После заполнения этих междоузлий водород занимает междоузлия с высокими значениями энергией (тетрапоры) и наблюдается резкое возрастание
DH.
Таблица 2
Параметры ближнего порядка аморфного сплава в системах Ni-Zr и Ni-Zr-H
Парциальные ФРР
Ni-Ni
Ni-Zr
Zr-Zr
DH
при 298 К
r, Å
r, Å
r, Å
cm2c-1
Ni64Zr36
2.38
2.70
3.01
Ni36Zr64
2.40
2.61
2.90
Ni64Zr36 < 1H2 >
2.40
2.66
3.10
1.2∙10-5
Ni64Zr36 < 2H2 >
2.40
2.60
2.90
1.7∙10-4
Ni36Zr64 <1H2 >
2.41
2.65
2.97
8.9∙10-5
Ni36Zr64 < 2H2 >
2.30
2.50
2.80
2.1∙10-4
Система
Выводы
•Методом MД исследованы структура аморфных сплавов Ni64Zr36,
Ni36Zr64 и подвижность в них атомов водорода. Анализом структурных факторов и парциальных функций распределения показано влияние атомов Н
на параметры ближнего порядка неупорядоченных систем, что в свою очередь влияет на коэффициенты диффузии водорода.
Список литературы
1.
2.
3.
4.
5.
Полухин В. А., Ватолин Н. А. Моделирование аморфных металлов. М.:
Наука, 1985. 288 с.
Полухин В. А., Пастухов Э. А., Сидоров Н. И. Структура сплавов Pd1xSix и Fe1-xPx в жидком и аморфном состояниях.- Физика металлов и
металловедение, 1984, т. 57, № 3, 621–624.
Полухин В. А, Ватолин Н. А., Белякова Р. М., Пастухов Э. А. Влияние
водорода на функцию распределения аморфного железа по данным
молекулярно-динамического моделирования – Докл. АН СССР. 1986.
т. 287. № 6 . С. 1391–1394.
G Panzarini. and L Colombo Hydrogen Diffusion in Silicon from TightBinding Molecular Dynamics – Phys. Rev. Lett. 73. 1636 (1994).
Пастухов Э. А., Ватолин Н. А., Лисин В. Л. и др. Дифракционные исследования строения высокотемпературных расплавов. Екатеринбург,
УрО РАН. 2003, 353 с.
69
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
70
Гордеев В. Н., Попов А. И., Филиков В. А. Структура аморфного кремния, полученного высокочастотным ионно-плазменным распылением. – Изв. АН СССР. Неорган. материалы, 1980, т. 16, № 10, с. 1733–
1736.
Габис И. Е. Перенос водорода в пленках графита, аморфногокремния
и оксида никеля Физика и техника полупроводников, 1997, том. 31,
№ 2, с. 145–151.
J. Tersoff. New empirical model for the structural properties of silicon - Phys.
Rev., Lett. 56, 632, 1986.
F. H. Stillimger and T.A. Weber Computer simulation of local order in
condensed phases of silicon Phys. Rev. B31, 5262–5271, 1985
Э. А. Пастухов, Н. И. Сидоров, В. П. Ченцов Влияние водорода на
структуру ближнего порядка жидкого, аморфного и кристаллического
кремния//Труды IX Российского семинара Компьютерное моделирование физико-химических свойств стекол и расплавов, Курган, 2008,
с. 25–26.
Vatolin N. A., Poluhkin V. A., Belyakova R. M., Pastukhov E. A. Simulation
of the Influence of Hydrogen on the Structural Properties of Amorphous
Iron. – Mater. Science and Eng., 1988, 99, p. 551–554.
E. A. Pastukhov, N. I. Sidorov, V. A. Polukhin, V. P. Chentsov Short Order
and Hydrogen Transport in Amorphous Palladium Materials – Defect and
Diffusion Forum Vols. 283–286 (2009), pp.149–154
Н. И. Сидоров, Э. А. Пастухов Диффузия водорода в аморфном палладии: молекулярно-динамическая модель//Третья Российская конференция «Физические проблемы водородной энергетики», С-Петербург, 20–22 ноября, 2006, с. 39–41.
Пастухов Э. А., Сидоров Н. И., Белякова Р. М., Полухин В. А. Влияние
водорода на электросопротивление аморфных лент Pd-Si и Fe-B в температурном интервале кристаллизации//Тезисы докладов III Всесоюзной конференции «Проблемы исследования структуры аморфных
металлических сплавов». Москва, 1988, с. 27–28.
Herst D. G. Diffusion of fusion gas. Calculated diffusion from sphere taking
into account trapping and return from the traps.//In CRRP -1124. Atomic
Energy of Canada. Inst. Cof. Oct.-Nov., 1962, Balk River. P.129–135.
Иванова В. С.,Баланкин А. С., Бунин И. Ж., Оксогоев А. А. Синергетика и фракталы в материаловедении М.: Наука,1994, 383 с.
Авдюхин В. М., Канцельсон А. А., Ревкевич Г. П. Осцилирующие фазовые превращения на начальной стадии релаксации в сплаве Pd-ErH. Кристаллография, 1999,т. 44., № 1,с. 49; Неравновесные фазовые
превращения осциллирующего типа в сплаве Pd-Er, релаксирующего
после насыщения водородом. Вестник Моск. Универ. Сер. 3, 1999,
т. 40, № 5, с. 44.
Кirchheim R., Sommer F., Schluckebier G. Hydrogen in amorphous
metals. – J. Acta Metall., 1982, 30, № 6, p. 1059–1068.
Kichheim R., Szokefalvi-Nagy, Stolz A., Spelling A. Hydrogen in deformed
and amorphous palladium-sillicon (Pd80Si20) compared to hydrogen in
deformed and crystalline palladium. – J. Non-Cryst. Solids, 1985, 70, № 2,
p. 323–329.
20. Riсhards P. M. Distribution of activation energies for impurity hopping in
amorphous metals. – Phys. Rev., 1983, 27, № 4, p. 2059–2072.
21. E. A. Pastukhov, N. I. Sidorov, V. A. Polukhin, V. P. Chentsov//Defect and
Diffusion Forum Vols. 283–286 (2009) pp.149–154.
22. E. A. Pastukhov, A. A. Vostrjakov, N. I. Sidorov, V. P. Chentsov Molecular
Dynamic Calculation of Hydrogen and Iron Diffusion in molten Tantalum
under Electric Field – Defect and Diffusion Forum Vols. 297–301 (2010)
pp. 193–196
23. Sadoc J. F., Dixmier J., Guiniter A. Theoretical Calculation of Dense
Random Packing of Equal and Non-equal Size Hard Spheres. Application to
Amorhous Metallic Alloys//J. Non-Cryst.Solids, v. 12, № 1,( 1973) p. 46–
60.
24. Maeda K., Takeuchi S., Geometrical characterization of Computer
Constructed Metallic Amorphous Structure//Techn., Rep. ISSP(a), 1979,
№ 954, p. 1–17.
25. Brine C. L., Burton Y. I. Icosahedral Microclusters. A Possible Structural
Unit in Amorphoys Metals //Phys. Stat. Sol. (b), 1978, v. 85, № 1, p. 393–
402.
26. Kircheim R. et al. Hydrogen in amorphous and nanocrystalline metals//
Mat. Sci. Eng. 1988. v. 99. № 2. Pp. 457–462.
27. К. Судзуки, Х. Фудзинори, К. Хасимото. Аморфные металлы. Москва,
Металлургия, 1987, 328 с.
28. F. Buffa, A. Corrias, G. Licheri, G. Navarra, D. Raoux. Short range structure
of mechanically alloyed amorphous Ni2Zr investigated anomalous X-ray
scattering – J. Non-Cryst. Solids, Vol. 150, Issues 1–3, 2 November 1992,
pp. 386–390
29. J. Hafiuer, M. Krajci, Ch. Hausleitner Methods in the defermination of
partial structure factors. Scientific Publishing, Singapore (1993) p. 179.
30. А. Ю. Морозов, Э. Н. Исаев, Ю. Х. Векилов. Физика твердого тела,
2006, т. 48, вып. 9, c. 1537–1540.
71
УДК: 669.234
ДИФФУЗИОННЫЕ ФИЛЬТРЫ ДЛЯ ПОЛУЧЕНИЯ
ОСОБО ЧИСТОГО ВОДОРОДА
Н. И. Сидоров, Э. А. Пастухов, И. С. Сипатов, А. А. Востряков
Институт металлургии УрО РАН, г. Екатеринбург,
nik@imet.mplik.ru
Производство высокочистого дешевого водорода необходимо для будущего общества с зеленой энергетикой. Предполагается, что значительная
доля водорода будет производиться за счёт конверсии метана, а также его
выделения из других углеводородных газов, не вовлеченных в настоящее
время в процесс производства энергии (попутные газы нефтедобычи, сбросовые газы нефтехимических производств и др.).
В России накоплен положительный опыт использования мембран из
сплавов палладия для получения особо чистого водорода. Основными характеристиками палладиевых мембран для выделения водорода из газовых
смесей являются скорость проникновения водорода сквозь мембрану, ее
механическая прочность и химическая стойкость при эксплуатации. Использование чистого Pd ограничено существованием при температуре ниже
300 °С и давлении 2 МПа α- и β-гидридных фаз, взаимные превращения которых приводят к разрушению диффузионных мембран после нескольких
циклов нагрева и охлаждения в атмосфере водорода. Большое значение при
изготовлении сплавов имеет чистота палладия по газообразующим примесям. Так как палладий склонен к образованию сложных примесных включений в кристаллической решетке, то для получения качественных сплавов
большое значение имеет как химическая чистота исходных компонентов,
так и конечного продукта, что зависит от способа получения сплавов. Легирование палладия влияет на диффузию водорода внутри мембраны, на
скорость растворения и выделения атомов водорода, на рекомбинацию и
диссоциацию молекул и в меньшей степени – на адсорбцию и десорбцию
Н2. Добавки к палладию металлов имеют также цель снижения температуры гидридообразования, которое обычно приводит к нарушению сплошности мембраны.
Литературные данные показывают, что изменение водородопроницаемости при легировании прямо не зависит от изменения параметров решетки палладия. В работе [1] изучено влияние на механические свойства
палладия следующих легирующих элементов: Ag, Au, Cd, Al, Y, In, Ti, Zr,
Nb, Ta, Mo, W, Re, Ru, Os, Ir, Pt. Установлено, что палладий упрочняется с
увеличением концентрации легирующих элементов практически по линейным законам. Следует отметить, что в случае больших концентраций серебра эта закономерность нарушается. В качестве перспективных материалов
для диффузионных фильтров были исследованы сплавы палладия с добавками Rе, Rh, Pt [2]. Показано, что при высоких температурах (Т > 800 К)
проницаемость сплава палладий-платина выше, чем у сплава В1 (масс. %
Ag 15.2÷16.8, Au 1.3÷2.1, Ru 0.4÷1.1, Pt 0.4÷1.1, Al 0.08÷0.2, Pd – остальное)
72
[3], что подтверждает перспективность использования этого базового сплава в качестве материала для мембранной очистки водорода при высоких
температурах. Добавки рутения, индия, свинца и редкоземельных металлов
увеличивают водородопроницаемость палладиевой мембраны, а олово и
медь замедляют скорость переноса водорода сквозь мембраны. Например,
добавки Сu к Pd приводят к падению водородопроницаемости, однако в области концентраций 39÷43% масс. Сu при 600 °С в твердом состоянии наблюдается образование упорядоченных структур и имеет место скачок проницаемости водорода [4]. Оптимальным сочетанием свойств обладает сплав
Pd-6%масс.In-0.5%масс.Ru, который по прочности сравним со сплавом В1,
но он более технологичен, а по стабильности структуры и значениям водородопроницаемости в интервале температур 500÷800 °С превосходит сплав
В1 [5]. В качестве перспективных мембран для получения особо чистого
водорода в [2, 4] предлагается сплав Pd-7%масс.Y, водородопроницаемость
которого в зависимости от температуры в 2–3,4 раза превышает таковую
сплавов Pd-23%масс.Ag [6] и В1.
Разработанные в 60-е годы сплавы на основе палладия (Pd0.77Ag0.23)
и В1 эффективны, но очень дороги из-за того, что палладий составляет их
основу.
В последние годы в литературе появился ряд сообщений о высокой
проницаемости водорода сквозь сплавы на основе металлов V группы. Металлы V группы (V, Nb, Ta) привлекают особое внимание как из-за относительной дешевизны, так и по потенциальным параметрам проникновения водорода. Но и в случае этих металлов проблема образования гидридов
остается. Для ее преодоления предложено их сплавлять с различными добавками, причем наилучшие, на наш взгляд, результаты показали сплавы с
фазой TiNi.
Несмотря на большое количество публикаций в научной литературе,
проблема мембранных фильтров для получения особо чистого водорода все
еще не решена в связи с отсутствием высокопроизводительных относительно дешевых мембран.
Ниже представлен обзор некоторых исследований, посвященных данной теме, позволяющий оценить наиболее проработанные и наиболее перспективные сплавы, содержащие Nb, V, Ta и др. металлы [7–10].
Факторы, влияющие на проникновение водорода
Обычно при рассмотрении плотности стационарного потока водорода, проникающего через мембрану из высокопроницаемого металлического сплава, используют классическое соотношение [11]:
(1)
где L — константа растворимости Сивертса, D — коэффициент диффузии, l — толщина мембраны, p0 и pi — давления водорода над ее входной
(по отношению к проникающему потоку) и выходной сторонами мембраны. Смысл его прост: плотность потока пропорциональна разности концентраций водорода, растворенного в сплаве вблизи входной и выходной
поверхностей. Эти концентрации считаются равновесными с водородным
73
газом возле обеих сторон мембраны (поэтому плотность потока JR часто
называют квазиравновесной). Она же обратно пропорциональна толщине
мембраны. Коэффициентом пропорциональности является произведение
LD, представляющее собой коэффициент водородопроницаемости. Его величина варьируется на несколько порядков величины для разных металлов
и сплавов и является определяющей при оценке возможности материала
выступать в качестве водородного фильтра.
Диффузия
Фильтры, основанные на проникновении водорода сквозь сплавы,
часто называют диффузионными. Скорость миграции водорода в решетке
зависит в первую очередь от степени «легкости», с которой частица может
переместиться из одного междоузлия в другое. На взаимодействие водорода с объемом металла большое влияние оказывает тип решетки. Причиной
этого является упругая релаксация ионного остова вокруг примеси внедрения [12,13] во время диффузионного перескока из одного равновесного
положения в соседнее, когда диффузант пересекает наиболее «узкое» положение между тремя атомами решетки. В этом смысле ОЦК-решетка оказывается более «рыхлой», чем ГЦК-, и именно с этим фактом связывается,
как правило, меньшая энергия активация диффузии в ОЦК-, чем в ГЦКметаллах [13]. Однако для практически важных металлов и сплавов разница
в коэффициентах диффузии не очень велика. При температурах же выше
500 °С они находятся в пределах одного-полутора порядков величины.
Растворимость
В отличие от коэффициента диффузии растворимость водорода в металлах и сплавах отличается на порядки величин. На рис. 1 приведена аррениусовская зависимость равновесной растворимости водорода в некоторых
металлах и сплавах при давлении 1 Па.
Положительный знак наклона графиков имеют классические гидридообразующие металлы, т. е. те металлы, которые образуют соединения с
водородом «добровольно», без воздействия сверхвысоких давлений. Из
гидридообразующих металлов присутствуют палладий, ванадий, ниобий
и тантал, из негидридообразующих – Ni и Pt. Видно, что с точки зрения
растворимости чистые гидридообразующие металлы имеют преимущество
перед остальными.
Проблема их применения в водородных фильтрах заключается в нарушении механической целостности при формировании гидрида, например,
при изменении температуры, называемой также водородным охрупчиванием. Как правило, фазовый переход раствор-гидрид связан с перестройкой
кристаллической решетки металла, что может привести к появлению течей
в мембране после аварийного расхолаживания в условиях подачи водорода.
В связи с этим ниже рассматриваются лишь сплавы, которые лишены указанного недостатка.
Структура и водородопроницаемость мембранных сплавов
Наиболее систематические исследования как структурных и прочностных свойств, так и водородопроницаемости некоторых сплавов
74
1E22
5
1E21
1E20
S, 1/см3
1E19
1E18
1E17
6
4
3
2
1E16
1E15
1E14
1
1E13
1E12
1E11
0.0008 0.0010 0.0012 0.0014 0.0016 0.0018 0.0020 0.0022 0.0024
1/T, K-1
Рис. 1. Аррениусовская зависимость растворимости водорода в некоторых металлах
и сплавах при давлении 1 Па [14].
(1 – Pt; 2 – Ni; 3 – Pd; 4 – Nb; 5 – Ta; 6 – V)
проведены в работах сотрудников Kitami Institute of Technology [15–18].
Структура мембранных сплавов, рассматриваемых в этих статьях, имеет
сложный гетерофазный состав, она состоит из первичных фаз с решеткой
типа CsCl и эвтектических фаз (эвтектика TiNi+(V,Ti) [15], TiNi+Nb, [16],
TiNi+Ta [17]), кроме того в структуре сплавов (V,Ta)-TiNi присутствует
ГЦК-фаза Ti2Ni.
При наличии водорода в сплавах на основе металлов 5-й группы происходит перераспределение элементов между фазами и структурными составляющими. Например, небольшое количество ниобия может присутствовать в первичной фазе, в то же время наличие Ti и в меньшей степени
Ni фиксируется в участках с высокой концентрацией Nb. Следует отметить,
что в результате формирования богатых (Nb, Ti) фаз, а также ухода Ti в твердый раствор на основе Nb соотношение Ti и Ni в первичной фазе меняется в
сторону увеличения доли Ni (чем выше объемная доля ниобия, тем больше
титана он способен «откачать» из первичной фазы), что и приводит, по-видимому, к повышению прочности сплава.
На рис. 2 приведены аррениусовские зависимости водородопроницаемости, построенные по данным [17–20]. Для сравнения на том же рисунке
приведен график для палладия. Видно, что сплавы на основе металлов 5-й
группы с TiNi имеют водородопроницаемость, отличающуюся от палладия.
В работе [19] рассмотрены аморфные сплавы Ni-Nb-Zr с различным
содержанием циркония (Ni0,6Nb0,4)100-xZrx (x=0, 20, 30, 40, 50%). На рис. 3
приведены аррениусовские зависимости их водородопроницаемости в сопоставлении с данными для палладия. Видно, что при увеличении содержания Zr проницаемость водорода увеличивается. Наибольшее значение
проницаемости было обнаружено для сплава (Ni0,6Nb0,4)50Zr50 при температуре 673 К. Но при большом содержании Zr сплавы, как пишут авторы,
становятся хрупкими, что вызывает сомнение в их долговременной работоспособности. Проницаемость была измерена при температурах 573–673 К и
давлении водорода 0.3 МПа. В работе [20] тех же авторов исследовано вли-
75
яние добавок Co в аморфный сплав Ni-Nb-Zr на устойчивость к разрушению. Обнаружено, что включение Co подавляет водородное охрупчивание.
Сплав (Ni0,6Nb0,4)45Zr50Co5 был протестирован на проникновение водорода
при температурах 573, 623, 673 К и давлении 0,5 МПа. Аррениусовская зависимость водородопроницаемости, построенная по данным этой статьи,
приведена на том же рис.3.
В литературе имеются также статьи по водородопроницаемости сплавов V-15%at.Ni, в том числе покрытых слоем Pd-Ag[21, 22], и сплавов Zr36−
HfxNi64 [23] и Zr60Al15Co2.5Ni7.5Cu15 [24]. Последние два сплава приготовлены
x
по технологии для аморфных сплавов, данные по ним мало понятны и, по
словам авторов, проницаемость падает при температурах выше 300°С, видимо, из-за рекристаллизации сплавов. Такое свойство, вероятно, является
довольно общим, поскольку аморфные сплавы, исследованные в работах
[21] и [22], также демонстрируют уменьшение проникающего потока водорода со временем при температуре 400 °С, причем, судя по графикам, более
чем на порядок величины.
mole/m/s/Pa1/2
1E-7
5
4
1E-8
6 V20Ti41Ni39[15]
5 V41Ti30Ni29[15]
4 Pd [15]
3 Ta53Ti28Ni19[15]
2 Nb56Ti23Ni21 [21]
1 Ta56Ti23Ni21[18]
2
3
6
1
1E-9
1,5
1,6
1,7
1,8
1,9
1000/T, K-1
Рис. 2. Аррениусовские зависимости водородопроницаемости сплавов на основе металлов
5-й группы с TiNi
3
6
7
1
4
8
5
2
mole/m/s/Pa1/2
8
1E-8
6
7
(Ni0,6Nb0,4)50Zr50[19]
(Ni0,6Nb0,4)70Zr30[19]
(Ni0,6Nb0,4)60Zr40[19]
(Ni0,6Nb0,4)80Zr20[19]
Pd [21]
(Ni0,6Nb0,4)45Zr50Co5[20]
(Ni0,6Nb0,4)70Zr30[20]
(Ni0,6Nb0,4)80Zr20[20]
4
5
2
3
1
1E-9
1,5
1,6
1,7
1,8
1,9
1000/T
Рис. 3. Аррениусовские зависимости проницаемости водорода для сплавов (Ni0,6Nb0,4)100-xZrx
и (Ni0,6Nb0,4)45Zr50Co5
76
Возможные проблемы
Основная проблема заключается в том, что получить «чистые» от примесей металлы 5-й группы очень сложно, например, даже в вакууме 10-8 Па
поверхность металлов Nb, Ta, V покрыта оксидными пленками. Еще одной из проблем, стоящих на пути использования мембран из металлов 5-й
группы, является их термонестабильность, при недостаточно высокой температуре эти металлы становятся хрупкими в водородной атмосфере. Эта
проблема может быть решена за счет нанесения специальных покрытий на
мембрану.
Экспериментальная часть
Нами для исследования нестационарного проникновения водорода
сквозь металлы и сплавы была усовершенствована созданная установка
[25], вакуумная схема которой представлена на рис. 4.
Рис. 4. Вакуумная схема установки. В1-В7 – вентили, БПНВ – баллон предварительного
напуска водорода, (N1+N2) – безмасляный вакуумный пост, N3 – магниторазрядный
насос, D1-D4 – датчики давления, П – печь сопротивления, ДЯ – диффузионная ячейка
Система откачки включает в себя безмасляный вакуумный пост компании Pfeiffer Vacuum HiCube 80 и магниторазрядный насос НМД-0.16-1.
В состав откачного поста входят мембранный и турбомолекулярный насосы, позволяющие получить предварительный вакуум до 10–7 Торр. Для
улучшения вакуумных условий проведения экспериментов используется
магниторазрядный насос НМД-0.16-1, позволяющий получить разрежение
до 10–9 Торр на обеих сторонах мембраны. Измерение давления в системе в
режиме подготовки образца к экспериментам осуществлялось датчиком откачного поста и датчиком D4 WRG-S компании Edwards (от атмосферы до
10–9 Торр). Калибровочный баллон (БК) известного объема (1000 см3) используется для измерений замкнутых объёмов V1 и V2 на входной и выходной сторонах мембраны. В наших экспериментах объемы на обеих сторонах
мембраны были практически одинаковы и равны соответственно 1510 см3
и 1520 см3.
Баллон предварительного напуска водорода (БПНВ), содержащий
особочистый водород (марки А, высокой чистоты, 99.99999%, ТУ 2114-01678538315-2008), позволял осуществить его напуск в предварительный объ-
77
ем между вентилями В5 и В6, давление при этом измеряется датчиком D3
(диапазон 0÷760 Торр). Вентиль В5 «баттерфляй» является поворотным на
90° и позволяет осуществить скачок давления на правой или левой сторонах
мембраны соответственно через вентили В4 или В3.
Все вакуумпроводы, часть из которых являются гибкими гофрированными трубами, изготовлены из нержавеющей стали. Перед подачей водорода в диффузионную ячейку имеется возможность его очистки от примесей с
помощью фильтра на основе Pd-Ag.
Диффузионная ячейка является сборной, состоящей из двух цилиндрических трубок, между которыми устанавливается мембрана. Прижимные губки трубок имеют овальный скос, который позволяет через медные
прокладки толщиной 0.2 мм создать вакуум-плотное соединение трубок.
Две части ячейки скреплялись между собой четырьмя болтами.
На концах держателя ячейки находятся два фланца, с помощью которых ячейка крепится к установке. Внешний диаметр мембраны 15 мм, внутренний диаметр трубок ячейки 10 мм. Эффективная площадь мембраны,
используемая в расчетах проницаемости, варьируется от 78 до 58 мм2 в зависимости от внутреннего диаметра медных прокладок ячейки. Конструкция
установки позволяет осуществлять обратимость потока водорода сквозь
мембрану с помощью вентилей В3 и В4. Это дает возможность, не изменяя
вакуумных условий в ячейке и граничных условий на различных сторонах
исследуемого образца, проводить сравнительные эксперименты по нестационарному проникновению водорода при его напуске на разные стороны
мембраны. Регулятор давления компании MKS Instruments 640 c контроллером РR4000B обеспечивает поддержку давления во входной камере в диапазоне до 1000 Topp c погрешностью ±2.2 Торр (на схеме не показан).
Нагрев ячейки производится внешним нагревателем, рабочий диапазон температур – от комнатной до 700 °С. Регулировка и стабилизация
температуры осуществляются устройством управления температурой ТС4L
компании Autonics. Датчиком температуры служит хромель-алюмелевая
термопара ТХА, прижатая к стыку двух частей ячейки.
Давление во входном и выходном объемах V1 и V2 диффузионной
ячейки измеряется автоматически датчиками D1 и D2 посредством компьютерной программы Edwards – TIC PC Monitor, диапазон измеряемых
давлений 0–1000 Торр, погрешность измерений 0.1 Торр. Частота регистрации данных зависит от конкретного эксперимента и может варьироваться
от 1 секунды до нескольких часов.
Все блоки установки, а также элементы внутри блоков соединены
между собой вакуумпроводами из стали 12Х18Н10Т.
Результаты и их обсуждение
В качестве иллюстрации успешной работы установки ниже приводится фрагмент исследованного нами нестационарного проникновения водорода сквозь сплав Ta0.77Nb0.23. После дегазации образца и установления заданной температуры эксперимента на стороне высокого давления в камеру
с известным входным объемом V1 резко подается рабочее давление водорода и включается измерительная аппаратура. Давление P1 в камере высокого
давления начинает уменьшаться.
78
Водород, прошедший сквозь мембрану, вызывает повышение давления P2 в замкнутой камере низкого давления с известным выходным объемом V2. Зависимость от времени P1(t) и P2(t) представляет собой информацию, предназначенную для дальнейшей обработки.
На рис. 5 приведены наши экспериментальные зависимости от времени P1(t) и P2(t), при температуре 350 °С для сплава Ta0.77Nb0.23. Одной из
основных характеристик проникновения водорода сквозь металлическую
мембрану является плотность стационарного потока (квазистационарный
поток) водорода, проникающего сквозь мембрану.
P1
P,Torr
30
20
TaNb,3500C
P2
10
0
0
2000
4000
6000
8000
t,s
Рис. 5. Зависимость от времени изменения давления на входной (Р1 ) и выходной (Р2)
сторонах мембраны
На основании зависимостей P1(t) и P2(t) был проведен расчет плотности потока водорода сквозь мембрану, которая контактирует с двумя замкнутыми объемами V1 и V2, разделяя их. Толщина мембраны l = 0.14 мм,
площадь S = 78.5 мм2, начальная концентрация водорода в пластине С0 = 0.
Уравнение баланса водорода, связывающее плотность его потока через мембрану с давлением Р водорода в камере и объемом V имеет вид:
(2)
где T – температура, R – универсальная газовая постоянная.
Так как пластина тонкая, предполагаем, что после начала каждого
эксперимента поток быстро становится квазистационарным, то есть его
плотность должна удовлетворять уравнению (2). По зависимости от времени давлений P1(t) и P2(t) можно вычислить (3) квазистационарные потоки
J1(t) и J2(t), которые должны совпадать, если накопление водорода в мембране пренебрежимо мало:
(3)
На рис. 6 такое совпадение действительно есть. Возросшие шумы связаны с процедурой численного дифференцирования со сглаживанием.
79
Рис. 6. Зависимость расчетного потока водорода от времени во входном
и выходном объемах
В заключение отметим, что полученные нами значения водородопроницаемости сплава Ta0.77Nb0.23 близки к литературным данным по порядку
величины для сплава ванадия с никелидом титана [26].
Выводы
• Сплавы на основе металлов V группы являются перспективными
материалами для развития водородных фильтров для получения особо чистого водорода.
• Проведенные эксперименты на мембранных сплавах Ta0.77Nb0.23
подтвердили работоспособность новой экспериментальной установки, для
исследований по нестационарной водородопроницаемости сквозь мембраны из металлов и сплавов.
Список литературы
1.
2.
3.
4.
80
Н. И. Тимофеев, В. А. Гольцов, С. Х. Курумчина. Влияние легирующих
элементов на механические свойства палладия//Сб. Сплавы благородных металлов, М., Наука, 1977, 172 с.
В. А. Пивень, И. Е. Габис, Н. И. Сидоров, Э. А. Пастухов. Сплавы палладия с металлами платиновой группы для получения особо чистого
водорода//Физические проблемы водородной энергетики, С-Петербург, 20–22 ноября, 2006, стр. 39–40
В. А. Гольцов, П. В. Гельд, Г. Е. Каган и др. (СССР). А. с. 549981 СССР,
МКИ С 22 С 5/04. Сплав на основе палладия для получения сверхчистого водорода и его изотопов//Заявлено 4.05.70; Опубл. 1977, Бюлл.
№ 43. –1 с.
Г. С. Бурханов, Н. Б. Горина, Н. Б. Кольчугина, Н. Р. Рошан. Сплавы палладия для водородной энергетики//Ж. Рос. хим. об-ва им.
Д. И. Менделеева, 2006, т. L, № 4, с. 36–40.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
В. А. Пивень, Н. И. Сидоров, В. К. Руденко, Э. А. Пастухов Водородопроницаемость тонких фольг из сплавов палладия В-1 и Pd-InRu//Физические проблемы водородной энергетики, С-Петербург,
21–23 ноября, 2003, стр. 26–28.
F. A. Lewis, X. Q. Tong and R. V. Bucur Permeation of hydrogen through
palladium-silver membranes/ Platium Met. Rev. 35(1991) 138–140.
Sherman R., Birnbaum H. K.//Met. Trans. A. 1983. Vol. 14A. P. 203–209.
Livshits A. I., Notkin M. E., Samartsev A. A.//J. Nucl. Mater. 1990. Vol. 170.
P. 74–94.
Livshits A., Sube F., Notkin M., Soloviev M., Bacal M. // J. Appl. Phys.
1998. Vol. 84. P. 2558–2564.
Busnyuk A., Nakamura Y., Nakahara Y. et al.//J. Nucl.Mater. 2001.
Vol. 290–293. P. 57–60.
Бэррер Р. Диффузия в твердых телах. М.: Изд. Иностр. Лит.., 1948,
368 с.
Водород в металлах Т. 1/Под ред. Г. Алефельда и В. Фелькля. М.:, Мир,
1981, 506 с.
Гельд П. В., Рябов Р. А., Мохрачева Л. П. Водород и физические свойства металлов и сплавов./ М.: Наука, 1985. – 232 с.
Lewis F. The Palladium Hydrogen System., London, New York: Academic
Press, 1967.
K. Hashi, K. Ishikawa, T. Matsuda, K. Aoki. Hydrogen permeation
characteristics of (V, Ta) – Ti – Ni alloys//Journal of Alloys and Compounds
404–406, (2005), pp. 197–200
K. Kishida, Y. Yamaguchi, K. Tanaka, H. Inui, et. al.. Microstructures and
hydrogen permeability of directionally solidified Nb – Ni – Ti alloys with the
Nb – NiTi eutectic microstructure//Intermetallics, 16, 1, 2008, pp. 88–95.
W. Luo, K. Ishikawa, K. Aoki. High hydrogen permeability in the Nb – rich Nb –
Ti – Ni alloy // Journal of Alloys and Compounds 407 (2006), pp. 115–117.
W. Luo, K. Ishikawa, K. Aoki. Hydrogen permeable Ta – Ti – Ni duplex
phase alloys with high resistance to hydrogen embrittlement//Journal of
Alloys and Compounds 460, 1–2, (2008), pp. 353–356.
S. Yamaura, M. Sakurai, M. Hasegawa, K. Wakoh, et. al. Hydrogen
permeation and structural features of melt-spun Ni – Nb – Zr amorphous
alloys// Journal of Membrane Science 286 (2006), pp. 170–173.
Y. Shimpo, S. Yamaura, M. Nishida, H. Kimura, A. Inoue. Development
of melt-spun Ni – Nb – Zr – Co amorphous alloy for high-performance
hydrogen separating membrane// Journal of Membrane Science 286 (2006),
pp. 170–173.
C. Nishimura, M. Komaki, S. Hwang, M. Amano V – Ni alloy membranes
for hydrogen purification// Journal of Alloys and Compounds 330–332
(2002), pp. 902–906.
T. Ozaki, Y. Zhang, M. Komaki, C. Nishimura Hydrogen permeation
characteristics of V – Ni – Al alloys// International Journal of Hydrogen
Energy 28 (2003), pp. 1229–1235.
S. Hara, N. Hatakeyama, N. Itoh, H.M. Kimura, A. Inoue: Hydrogen
permeation through amorphous – Zr36-xHfxNi64 – alloy membranes//Journal
of Membrane Science, 211, (2003), pp.149–156.
81
24. Y. Shimpo, S. Yamaura, H. Okouchi, M. Nishida, O. Kajita, H. Kimura, A.
Inoue Hydrogen permeation characteristics of melt-spun Zr60Al15Co2.5Ni7.5Cu15
glassy alloy membrane//Journal of Alloys and Compounds, 372, 2004,
pp. 197–200.
25. Пивень В. А., Сидоров Н. И., Руденко В. К., Пастухов Э. А., Габис И. Е.
Экспериментальная автоматизированная установка для исследования
водородопроницаемости металлов, сплавов и неупорядоченных систем. Физическая химия и технология в металлургии. Сб. трудов конференции. Екатеринбург: УрО РАН. 2005. С. 66–69.
26. Edoardo Magnone, Sung II Jeon, Jung Hoon Park, Eric Fleury. Relationship
between microstructure and hydrogen permeation properties in the
multiphase Ni21Ti23Nb56 alloy membranes. Journal of Membrane Science.
2011. Vol. 384. P. 136–141.
82
УДК 669.293:669.018.9:669.094.3:544.42
КИНЕТИЧЕСКИЙ АНАЛИЗ ОКИСЛЕНИЯ
ЭВТЕКТИЧЕСКОГО СПЛАВА Nb-Si
Р. И. Гуляева, А. Н. Мансурова, В. М. Чумарев, Л. И. Леонтьев, Л. Ю. Удоева
Институт металлургии УрО РАН, г. Екатеринбург, pcmlab@mail.ru
Требования к современным материалам, предназначенным для изготовления авиационных и наземных газотурбинных двигателей, включают
высокую температуру плавления, относительно низкую плотность и устойчивость к окислению при нагреве. Такими свойствами обладают тугоплавкие металл-интерметаллидные композиты, среди которых одними из наиболее перспективных являются сплавы на основе Nb-Si [1, 2]. Эти сплавы
обладают высокими температурами плавления, низкой, по отношению к
никелевым сплавам, плотностью [3–6], однако подвержены окислению
при нагревании в окислительной среде. Одной из основных проблем, возникающих при нагреве сплавов на основе Nb на воздухе, является так называемое явление пестинг (pesting) коррозии, заключающееся в окислении
по границам зерен, самоизмельчении и охрупчивании материала. Различия
в значениях коэффициентов теплового расширения металлов, составляющих сплав, и образующихся оксидов является способствующим фактором
пестинга [6–8]. Сплавы на основе Nb-Si характеризуются низкой коррозионной стойкостью на воздухе при температурах выше 500 °С [6, 9].
Жаростойкость сплавов на основе Nb-Si являлась предметом многих
исследований [10–13], в основном проводимых в условиях постоянной температуры либо циклического нагрева. При этом были использованы массивные образцы с определенной поверхностью. Для понимания химизма
и кинетических закономерностей процесса представляло интерес исследовать окисление порошкообразных сплавов при непрерывном нагреве с
постоянной скоростью. Целью работы явилось изучение механизма и кинетики окисления сплавов Nb-Si эвтектического состава.
Методики и материалы
Процессы окисления сплавов изучены с использованием термоанализатора для совмещенной термогравиметрии и сканирующей калориметрии
Netzsch STA 449 C Jupiter. Нагрев образцов (масса около 10.80 мг) до 1273 К
проведен со скоростями 5, 10 и 20 К/мин. в токе (50 мл/мин.) воздуха в тиглях из Al2O3. Температуры превращений определены с точностью ±1–2 К,
а изменение массы образцов – 0.00001 г. Выбор модели процесса окисления и расчет кинетических параметров проведены с использованием пакета
программ Netzsch Thermokinetics [14].
В опытах использованы сплавы, полученные дуговой плавкой шихты
порошков металлов в печи 5SA Centorr/Vacuum Industries в атмосфере гелия
на водоохлаждаемом медном поду с использованием нерасходуемого вольфрамового электрода. Слитки переворачивали и переплавляли не менее
4 раз для достижения химической однородности образцов. Для сплавления
83
использованы высокочистые порошки металлов, мас. %: 99.99 Nb и 99.999
Si. Сплав Nb-Si эвтектического состава (18.7 ат. % Si) состоял из твердого
раствора на основе ниобия (32%), а также из смеси интерметаллидов Nb3Si
(42%) и Nb5Si3 (26%). Процессы окисления изучены на порошкообразных
(крупность частиц более 80 и менее 125 мкм) образцах. Удельная поверхность порошка сплава Nb-Si, определенная методом тепловой десорбции
аргона на анализаторе Tristar 3000 V6.03, составила 0.1325 м2/г. Фазовый
состав исходных сплавов и продуктов нагрева был установлен рентгенофазовым анализом (РФА) на дифрактометрах XRD7000C и ДРОН-2.0. Для
расшифровки результатов РФА использована международная база дифракционных данных ICDD 2012.
Результаты и их обсуждение
Результаты термического анализа сплава Nb-Si эвтектического состава показали (рис. 1), что при нагреве до 350 °С в токе воздуха масса образца
незначительно падает (на 0.20%), что, по-видимому, вызвано выделением растворенных в нем газов. При дальнейшем нагреве образец начинает
медленно повышать свою массу и при температурах выше 500 °С процесс
интенсифицируется. Скорость окисления сплава Nb-Si при 500 °С составила 0.11 г/(см2•c), что превышает данные, приведенные в работе [12],
где при изотермическом нагреве скорость окисления компактного сплава
Nb-18.79Si при 600 °С составила 0.021 г/(см2•с). Различия в значениях, повидимому, связаны с состоянием поверхности сплава, ее дефектностью.
В наших исследованиях при непрерывном нагреве скорость окисления
достигла максимума при 736 °С и сопровождалась образованием на линии
теплового потока совмещенного экзотермического эффекта с началом при
498 °С. Прибыль массы при 850°С составила 47.13% от исходной и при дальнейшем нагреве практически не изменялась. В конечных продуктах окисления, представляющих собой пористый объемный материал светлого цвета,
методом рентгеновской дифракции определяется только Nb2O5 с несколько
увеличенными параметрами кристаллической решетки. Отсутствие рефлексов SiO2 на дифрактограммах при окислении сплавов Nb-Si отмечено
также в работах [11, 12], что, по-видимому, обусловлено его рентгеноаморфным состоянием. Образование твердого раствора Nb2O5-SiO2, содержащего
8 ат. % диоксида кремния, выявлено в работе [15], однако дифракционные
данные в ней не приведены.
Высокотемпературное окисление ниобия хорошо изучено [7], оно
характеризуется образованием большого количества продуктов, что значительно усложняет механизм процесса. Данные о влиянии состава сплавов
Nb-Si на скорости их окисления приведены в работах [10, 11, 16]. Процесс
окисления сплава Nb-Si, состоящего из твердого раствора Nbss и интерметаллидов Nb3Si и Nb5Si3, может быть описан следующими основными реакциями
(1)
Nb + xO2 = NbxO,
(2)
Nb + 0.5O2 = NbO,
(3)
Nb + O2 = NbO2,
(4)
NbO2 + O2 = Nb2O5,
(5)
4Nb + 5O2 = 2Nb2O5,
84
2Nb5Si3 + 18.5O2 = 5Nb2O5 + 6SiO2, 2Nb3Si + 9.5O2 = 3Nb2O5 + 2SiO2.
(6)
(7)
Рис. 1. Температурные зависимости изменения массы (ТГ), скорости ее изменения (ДТГ)
и теплового потока (ДСК) при нагреве сплава Nb-Si (масса 10.80 мг) со скоростью
10 °С/мин. в потоке воздуха
В основу расчетов кинетических параметров процесса окисления
сплава методами неизотермической кинетики положены данные термогравиметрического анализа (ТГ). Как известно [17], общий вид кинетического
уравнения имеет вид
dα/dτ = f(α)∙ k(T),
(8)
E
k(T) = A exp (——),
RT
(9)
где α – степень превращения (конверсия), равная отношению текущего к максимальному изменению масс ∆mτ/∆mmax, dα/dτ – скорость
превращения, k(T) – константа скорости, A – преэкспоненциальный множитель, Eα – энергия активации, R – универсальная газовая постоянная,
T – температура, f(α) – функция, определяющая реакционную модель. Интерпретация данных ТГ с целью получения кинетических параметров исследуемого процесса является комплексной задачей, требующей получения
экспериментальных данных с высокой точностью, использования апробированных методов расчета кинетических параметров и критического анализа большого объема расчетных данных, что достигается при использовании программного пакета Netzsch Thermokinetics [14].
Для выбора модели процесса окисления сплава Nb-Si экспериментальные данные приведены в виде графика dα/dτ = f(α) для исследуемых
скоростей нагрева (5, 10 и 20 °С/мин.). Полученные зависимости (рис. 2)
указывают на двухстадийный характер взаимодействия сплава Nb-Si с кислородом воздуха, причем стадийность процесса сохраняется при всех скоростях нагрева.
85
Рис. 2. Зависимости скорости окисления сплава Nb-Si от степени превращения при нагреве
со скоростями 5, 10, 20 °С/мин.
Использование дифференциального изоконверсионного метода Фридмана позволяет оценить, как меняется Еα от α [17]. Значения Еα
в данном методе определяются из наклона графиков lg(dα/dτ) от 1/T при
фиксированных значениях α. Безмодельная оценка кинетических параметров полезна для предварительного анализа количества стадий исследуемого процесса и возможных значений Еα и lgA. Согласно зависимостям
lg(dα/dτ) от 1/T установлено, что процесс окисления эвтектического сплава
Nb-Si состоит как минимум из двух стадий (рис. 3). Первой стадии соответствует величина Еα, равная ~140 кДж/моль и lgA ~5.0 с-1 (табл. 1). При степени превращения более 0.2 наблюдается увеличение Еα до 240–250 кДж/
моль и lgA – до ~12 с-1.
Рис. 3. Зависимости lg(dα/dτ) от 1/T (а), а также E и lgA от степени превращения α (б)
при окислении сплавов систем Nb-Si в токе воздуха
Таблица 1
Изменение Еа и lgA в зависимости от степени превращения α при окислении
сплава Nb-Si, оцененные безмодельным методом Фридмана
α
0.05 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0. 90
Еα,
кДж/
моль
125
132
148
205
251
268
257
238
216
198
lgA, c-1
4.0
4.3
5.0
8.2
10.7
11.5
10.9
9.9
8.7
7.7
86
Результаты расчетов кинетических параметров окисления эвтектического сплава Nb-Si методами линейной регрессии (при условии одностадийной реакции) позволили выявить типы возможных моделей лимитирующей стадии процесса. Наиболее вероятными (табл. 2) являются модели,
описываемые диффузией, протекающей по I закону Фика (D1F), трехмерной диффузии Гинстлинга – Бронштейна (D4) и двумерной диффузии (D2)
с коэфициентами корреляции (r) более 0.9989, доверительным интервалом
0.95. Однако эти модели охватывает область экспериментальных значений,
протекающих при более высоких температурах.
Таблица 2
Кинетические параметры окисления сплава Nb-Si, полученные
для одностадийных моделей при расчете методами линейной регрессии
Тип реакции
logA, с-1
Eα, кДж/моль
r
D1F
7.35
209
0.99931
D2
8.40
219
0.99891
D4
8.17
229
0.99888
Поскольку исходный образец сплава Nb-Si содержит в своем составе
помимо твердого раствора Nbss интерметаллиды Nb5Si3 и Nb3Si, рассмотрена модель, предполагающая протекание двух параллельных реакций. Расчет кинетических параметров двухстадийных моделей, результаты которых
приведены в таблице 3, выполнен с использованием методов нелинейной
регрессии. Исходя из полученных данных, наилучшей моделью (r>0.9997),
описывающей экспериментальные данные (рис. 4, рис. 5), является модель
двух одновременно протекающих процессов с лимитирующими кинетическим (реакцией, протекающей на плоской двухфазной границе R2) и диффузионным (одномерной диффузией согласно 1 закона Фика) режимами
соответственно. Причем доля кинетического режима в расчетах принята
равной от 0.20 до 0.23, что существенно не влияет на результаты расчета. Од-
Рис. 4. Температурные зависимости изменения массы при окислении сплава Nb-Si
на воздухе: точки – экспериментальные данные; линии – расчет по модели параллельно
протекающих стадий R2D1F
87
Рис. 5. Температурные зависимости изменения массы при окислении сплава Nb-Si
на воздухе: точки – экспериментальные данные; линии – расчет по модели параллельно
протекающих стадий D1D1F
нако при использовании модели (R2D1F) значения Eα1 и logA1 значительно
ниже, чем величины, полученные безмодельным методом Фридмана.
В модели, основанной на протекании двух параллельных стадий, лимитируемых диффузионными процессами D1D1F, достигается более близкое соответствие кинетических параметров (табл. 3). Скорость превращения двух одновременно протекающих (параллельных) стадий может быть
записана в виде [17]
(10)
dα/dτ = k1 (T) f1(α1) + k2 (T) f2(α2),
Таблица 3
Кинетические параметры окисления сплава Nb-Si, полученные для моделей
двухстадийного одновременно протекающего (параллельного) процесса
Eα1,
Eα2,
logA1,
logA2,
Доля
Модель
кДж/
n
кДж/
r
с-1
с-1
реакц. 1
моль
моль
R2
D1F
0.39
67.0
10.86
275.8
0.23
0.9997
R2
D1F
0.24
64.3
10.42
267.4
0.20
0.9997
Fn
D1F
0.67
66.2
0.574
10.37
266.5
0.20
0.9997
D1
D1F
4.67
140.5
9.15
244.5
0.20
0.9995
D1
D1F
5.93
164.7
10.01
262.7
0.37
0.9995
D2
D1F
3.15
121.3
9.28
245.2
0.19
0.9994
88
Наряду с этим проведены расчеты методами многовариантной нелинейной регрессии, описывающие экспериментальные данные двумя последовательно протекающими стадиями (табл. 4). Наилучшее описание экспериментальных данных (r>0.9997) получено при использовании модели двух
последовательных стадий (рис. 6), первая из которых составляет 0.2 доли от
общего процесса и может лимитироваться химическим актом Fn со значениями E1 = 117 кДж/моль, logA1 = 4.306 с-1 и n = 1, а вторая – одномерной
диффузией с E2 = 245 кДж/моль и logA2 = 9.215 с-1. Кинетическое уравнение, описывающее первую стадию Fn, имеет вид [17]
(11)
f1(α1) = 1 – α,
а для второй стадии уравнение диффузии можно представить выражением
(12)
f2(α2) = 0.5 α-1. При этом кинетическое уравнение 1 и 2 стадий можно выразить соответственно
(13)
dα1/dτ = 104.306 exp (-117/RT) (1 - α),
(14)
dα2/dτ = 109.215 exp (-245/RT) (0.5/α).
Таблица 4
Кинетические параметры окисления сплава Nb-Si, полученные
для двухстадийной последовательной модели методом многовариантной
нелинейной регрессии
E1,
E2,
Доля
Модель lgA1, с-1 кДж/
n
lgA2, с-1 кДж/
r
р-ции 1
моль
моль
Fn-D1F 4.306
117.4
1.00
9.215
244.8
0.20
0.9997
Fn-D4
4.415
126.1
1.53
14.648
350.0
0.46
0.9997
R2-D1F 2.907
101.6
9.962
259.6
0.20
0.9995
D3-D1F 6.240
168.8
7.856
218.6
0.20
0.9995
Fn-D2
4.380
120.8
1.00
10.488
259.4
0.25
0.9995
D2-D1F 5.335
145.3
8.590
233.1
0.20
0.9995
Анализ полученных в ходе расчетов результатов показывает, что наиболее вероятной моделью окисления сплава Nb-Si является последовательный двухстадийный процесс. Так, механизм окисления ниобия включает
стадию растворения кислорода в металле, которая сменяется диффузией,
протекающей, в зависимости от температуры, либо по параболическому
(ниже 500°С), либо линейному (500–800 °С) законам [7, 9]. По данным [7],
энергия активации параболического окисления ниобия находится в пределах 105–135 кДж/моль и хорошо согласуется с ее величиной для диффузии
кислорода в ниобии. Введение в ниобий 18.7 ат. % кремния, по данным [11],
мало влияет на скорости окисления сплава и, по-видимому, на механизм
окисления. В целом полученные данные нуждаются в уточнении, например, в проведении экспериметов в условиях изотермического нагрева.
Таким образом, порошки естественного сплава Nb-Si эвтектического состава при нагрве на воздухе подвержены окислению в области 500–
850 °С. Процесс окисления сплава Nb-Si харатеризуется преимущественно
89
Рис. 6. Температурные зависимости изменения массы при окислении сплава Nb-Si
на воздухе: точки - экспериментальные данные; линии – расчет по двухстадийной модели
последовательных стадий Fn-D1F
двухстадийным механизмом, который на начальных стадиях, по-видимому, лимитируется химическим взаимодействием кислорода с твердым раствором ниобия с образованием субоксидных фаз (NbxO) и (или) оксидов
ниобия низшей валентности (NbO, NbO2) и рентгеноаморфного диоксида
кремния, причем порядок реакции равен 1. Процесс окисления сплава на
второй стадии, вероятно, лимитируется одномерной диффузией кислорода
через плотный оксидный слой к границе металл/оксид с образованием пористой оксида Nb2O5.
Работа выполнена при финансовой поддержке Российского фонда фундаментальных исследований (проект ОФИ_м № 13-03-12160) с использованием оборудования центра коллективного пользования «Урал-М» при ИМЕТ УрО РАН.
Список литературы
1.
2.
3.
4.
5.
90
Bewlay B. P., Jackson M. R., Zhao J. C., Subramanian P. R. A Review of veryhigh-temperature Nb-silicide–based composites//Metall. and Mater. Trans.
2003. oct. 34A. Pp. 2043–2052.
Гращенков Д. В., Щетанов Б. В., Ефимочкин И. Ю. Развитие порошковой металлургии жаропрочных материалов//Все материалы. Энциклопедическ. справочник, № 5, 2011/ www.viam.ru/public.
Кочержинский Ю. А., Юпко Л. М., Шишкин Е. А. Диаграмма состояния Nb-Si. Металлы. 1980. № 1. С. 206–210.
Schlesinger M. E., Okamoto H., Gokahle A. B., Abbaschian R. The Nb-Si
(Niobium-Silicon) System, J. Phase Equilibria, 1993. Vol. 14. № 4, Pp. 502–
509.
Чумарев В. М., Леонтьев Л. И., Удоева Л. Ю., Сельменских Н. И., Гуляева Р. И., Жидовинова С. В., Ларионов А. В. Влияние бора и иттрия
на фазовый состав и микроструктуру естественных композитов Nb-Si.
Металлы. 2014, № 5, С. 10–19.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
Светлов И. Л. Высокотемпературные Nb-Si-композиты. Материаловедение. 2010. № 9. С. 29–38; № 10. С. 18–27.
Кофстад П. Высокотемпературное окисление металлов. М.: Мир. 1969.
392 с.
Varma S. K., Parga C., Amato K., Hernandez J. Microstructures and high
temperature oxidation resistance of alloys from Nb–Cr–Si system. J Mater.
Sci. 2010. Vol. 45. Pp. 3931–3937.
Кубашевский О., Гопкинс Б. Окисление металлов и сплавов. М.: Металлургия. 1965. 428 с.
Миллер Ж. Л., Кох Ф. Ж. Защита от окисления некоторых тугоплавких
металлов/Защита от окисления тугоплавких металлов. М.: ИЛ. 1962.
С. 42–69.
Jiang Y. J. Study on the microstructure and oxidation properties of near
eutectic Nb-Si alloys. Applied Mechanics and Materials. 2013.Vol. 364. Pp.
609-613.
Xionga B., Cai Ch., Wan H., Zheng Y. Effects of Si, W and W–Mo on
isothermal oxidation behaviors of Nb/Nb5Si3 in situ composites at high
temperature. Journal of Alloys and Compounds. 2009. Vol. 486. Pp. 330–
334.
Murayama Y., Hanada S. High temperature strength, fracture toughness
and resistance Nb-Si-Al-Ti multiphase alloys. Science and Technology of
Advanced Materials. 2002. Vol. 3. Pp.145–156.
Opffermann, J. NETZSCH Thermokinetics 3, version 2006.08.
www.therm-soft.com.
Choosuwan H., Guo R., Bhalla A.S. Low-temperature dielectric behavior of
Nb2O5-SiO2 solid solutions. Journal of Applied Physics. 2003. Vol. 93 № 5.
Pp. 2876–2879.
Захарова Г. В., Попов И. А., Жорова Л. П., Федин Б. В. Ниобий и его
сплавы. М.: Металлургиздат, 1961. 369 с.
Vyazovkin S., Burnhamb A. K., Criadoc J. M., Pйrez-Maquedac L. A.,
Popescud C., Sbirrazzuoli N. ICTAC Kinetics Committee recommendations
for performing kinetic computations on thermal analysis data. Thermochimica
Acta. 2011. Vol. 520. Pp.1–19.
91
УДК 539.213.2
ВЛИЯНИЕ ПРИМЕСЕЙ ПОВЕРХНОСТНО-АКТИВНЫХ
ЭЛЕМЕНТОВ В СОСТАВАХ ВЫСОКОУГЛЕРОДИСТЫХ
СПЛАВОВ ЖЕЛЕЗА НА ПОЛИМОРФНЫЕ И ФАЗОВЫЕ
ПЕРЕХОДЫ ПРИ УСКОРЕННЫХ ЗАТВЕРДЕВАНИЯХ
РАСПЛАВОВ
Н. А. Ватолин, Р. М. Белякова, Э. Д. Курбанова, Л. К. Ригмант
Институт металлургии УрО РАН, г. Екатеринбург, kurbellya@mail.ru
В статье представлены результаты компьютерных и экспериментальных исследований термодинамических свойств нанокластера железа под
действием Н2, а также влияния примесей поверхностно-активных веществ
(ПАВ) Те и Н2 на полиморфные и фазовые переходы при ускоренных затвердеваниях высокоуглеродистых сплавов железа состава эвтектики. Методом
молекулярной динамики (МД) рассмотрены различные типы наноструктур
в зависимости от состава и геометрии нанофрагментов, морфологии их поверхности, степени влияния на ближнее и дальнее упорядочения. Экспериментальными исследованиями показано, что примеси ПАВ Те и Н2 способствуют переохлаждению расплава, увеличивают количество карбидных
фаз, а совместное их присутствие в сплаве увеличивает содержание Н2 в
отливках и склонность к трещинообразованию отливаемых изделий.
Введение. Для высокоуглеродистых сплавов железа, широко используемых в промышленности при производстве изделий конструкционного
назначения, естественным является кристаллическое состояние с дальним
порядком трехмерной трансляционной симметрии. Однако в структурах
изделий, полученных с применением технологий высокоскоростных затвердеваний (реолитье, трансформинг и др.), направленных на увеличение
инкубационного периода суспензированного (переохлажденного) состояния расплава для качественного заполнения литейных форм, одновременно фиксируются на уровне атомных координаций неоднородные фрагменты фазовых композитов апериодических кристаллов с различными типами
упорядочения. Наиболее вероятными в сплавах группы чугунов это будут
апериодические структуры квазикристаллов, химический состав которых
состоит из основы 1–3 переходных металлов (в нашем случае 3d – Fe) с
обязательным включением элементов главных подгрупп (Mg, Al, Si, или Te)
[1]. В трехмерном пространстве квазикристаллы описываются заполнением
структур типа Пенроуза, имеющих поворотную ось 5-го порядка с периодической кристаллографической симметрией, представленную двумя видами
ромбоидов с углами ромба 72°/108° и 36°/144° в направлении оси. На рис. 1
показана схема заполнения пространства ромбоидами Пенроуза, а на рис. 2
схема, иллюстрирующая упорядочение наноструктурных композитов c разнообразными типами симметрийных форм, сочлененных между собой по
когерентным границам.
Различного рода примеси, попадающие в составы сплавов из исходного сырья и атмосферы (технологические примеси) в обычных технологиях,
92
Рис. 1. Заполнение пространства ромбоидами Пенроуза: структура имеет поворотную
ось 5-го порядка и состоит из двух типов
ромбоидов
Рис. 2. Обобщенный механизм пространственной организации фрагментированных
композиций различных типов симметрийных форм с топологически согласованными
границами в трехмерном пространстве
как правило, не оказывают заметного влияния на структуру и не контролируются по ходу плавки. Эксплуатационные свойства изделий из чугунов
определяются, главным образом, морфологией графитных фаз. При кристаллизации же в условиях высокоскоростных охлаждений из жидкой фазы
углерод выделяется не в фазе графита, а в метастабильной карбидной фазе
цементита Fe3C. В закристаллизованных структурах получаемых изделий
наряду с основной матрицей фиксируются фрагменты твердых частиц
(карбиды, нитриды, оксиды, примеси металлов, а также попадающие в расплав из шихтовых материалов примеси ПАВ). В технологиях ускоренных
охлаждений железоуглеродистых сплавов с расширением инкубационного
периода переохлажденного жидкого состояния порог чувствительности к
присутствующим в их составах примесям ПАВ резко возрастает. Совместно с Кушвинским заводом прокатных валков проведены исследования по
влиянию на качество доменных валковых чугунов перед заливкой в форму
введением в расплав добавок Те и Н2. Исследовалось влияние примесных
ПАВ – Те и Н2 – на отбеливаемость чугунов, характеризуемую критерием
качества Ак = (отношение зоны чистого отбела к сумме зон: чистого отбела + переходная зона). Соотношение этих зон является главной характеристикой служебных свойств валков, т. к. в процессе эксплуатации валков
глубина зоны чистого отбела определяет их износостойкость, а общий отбел – стойкость против поломок. Было показано, что введение в расплав
валкового чугуна и Те, и Н2 очищает отбеленную зону валков от графитовых
включений, улучшая ее показатели по твердости и износостойкости, но Те
резко сокращает протяженность переходной зоны, а Н2, напротив, ее растягивает, резко сокращая серую зону сердцевины, что снижает показатели
стойкости против поломок в процессе эксплуатации валков. В результате
исследований отработан концентрационный порог и технология совместной (Те + Н2) обработки расплава для формирования фаз цементита Fe3C с
улучшенными показателями по твердости и износостойкости отбеленной
зоны валков, а при пропорционально сформированных переходной и серой
93
зон также и с улучшенными показателями стойкости валков против поломок. Применение обработки расплавов примесными ПАВ Те и Н2 было рекомендовано при производстве изделий с отбеленной поверхностью (прокатные валки, размольные шары и т. п.).
1. Влияние примесных ПАВ на природу межатомных взаимодействий
в условиях ускоренных охлаждений высокоуглеродистых расплавов
железа
В дальнейшем методом молекулярно-динамического (МД) моделирования и экспериментальными исследованиями теллур-водородных воздействий на состояния Fe-Si-C сплавов было показано [2–4], что (Те + Н2)
обработка расплава влияет на величину переохлаждения и процессы структурообразования при его кристаллизации. На 30% и более увеличивалась
поглотительная способность сплавов к Н2 в присутствии примеси Те, чем
у соответствующих аналогов, в своем составе Те не содержащих. Специфика стохастических процессов, индуцированных теллур-водородной обработкой структурных превращений, объяснена существованием областей с
различным содержанием диффузионно-активных компонентов, приводящих к расширению их взаимной растворимости, а также к фазово-структурным изменениям (включая процессы зародышеобразования) и к изменениям температурно-временных масштабов релаксационных процессов.
Присутствие примесных ПАВ создает предпосылки для образования фазовых границ когерентного типа, в основе которых лежит кооперативный
механизм диффузии, обусловленный их концентрацией. Было показано,
что при варьировании концентрации исследуемых нами примесных ПАВ
Те и Н2 возможно оптимизировать долю той или иной фазы, обеспечивая
формирование мезофазы во всем объеме сплава как наиболее диссипативной структуры. В результате продолжающихся диффузионных процессов,
обусловленных примесными ПАВ, а также после затвердевания сплава
наблюдаются изменения его электронного состояния и кристаллической
структуры, что является общепризнанным фактом влияния этих примесей
на полиморфные и фазовые переходы, а значит, и на структурно-чувствительные свойства конечного продукта.
2. Роль полиморфных и фазовых переходов в структурировании
и свойствах формируемого материала
В реальных условиях орбитальное движение электронов в атомах всегда подвержено действию внешних факторов. Такие взаимодействия, как
правило, приводят к изменению момента количества движения электрона
в результате обмена импульсом или механическим моментом с другими частицами в фазовом пространстве, что влечет за собой увеличение энергии
атома с возможностью отрыва от него электронов. Изменение состояния
большого числа частиц, их взаимодействие с ядрами, играющими роль катализаторов при обмене энергиями между орбитальными электронами и возмущающим взаимодействием электромагнитных полей, сопровождается в
итоге изменением состояния всего макроскопического объекта. Внимание
исследователей обычно привлекают различные твердотельные эффекты,
связанные с эффектами каналирования электронов и протонов вдоль атом-
94
ных плоскостей кристаллографических фаз. Известно, что все электроны в
атомах распределены по энергетическим уровням. В порядке возрастания
эти уровни заполняются электронами в заданной последовательности: 1s,
2s, 2p, 3s, 3p, (3d,4s), 4p, (4d, 5s), 5p, (5d, 4f), 6s, (6d, 5f), 6s (6d, 5f), 7f. Уровни,
обозначенные индексами в скобках, могут менять свой порядок в различных
элементах. К примеру, атом теллура, имеющий электронное строение: 1s22s
2
2p63s23p63d104s24p64d105s25р4, может менять свой порядок на уровнях (4d, 5s).
Элементы IVB, VB, VIC, Si, Ge, Se, Te (валентность соответственно равна 4,
5 и 6), являясь полуметаллами, способны вести себя как металл и количественно оцениваются потенциалами ионизации атома, которые составляют
1,3 – 1,6•10-6кДж (8-10 эВ). Кристаллическое строение металлов, имеющее
компактные плотноупакованные пространственные решетки характеризуется большим координационным числом (Z), не направленностью связи и
хорошей пластичностью. Его электроны не фиксированы в определенных
местах, заполняют промежутки между ионами и проникают в их внутренние зоны. Полуметаллы же, образуя кристаллы при помощи ковалентной
связи парами электронов, одновременно принадлежащими двум соседним
ионам, вступают во взаимодействие со своими ближайшими соседями. Отсюда, в случае ковалентной связи относительно малое Z = 8-p, (p – число
валентных электронов) приводит к тому, что элементы с ковалентно направленной связью хрупки и имеют решетки с малой плотностью. У исследуемых нами многокомпонентных сплавов на основе 3d – Fe имеются оба типа
связи с преобладанием металлической, реализуемой с помощью свободных
s-электронов, и ковалентной связью, реализуемой нескомпенсированными
d- или f-электронами.
2.1. Компьютерные исследования степени влияния примесных ПАВ
Те и Н2 на механизмы зарождения центров и кинетику роста фаз
при кристаллизации в условиях закалки расплавов
Методом молекулярно-динамического (МД) моделирования в совокупности с анализом в рамках статистической геометрии многогранников Вороного и Делоне исследованы особенности процессов формирования фрагментов фаз в условиях 2-стадийной кристаллизации кластера Fe
при концентрационных изменениях вводимого Н2. Было показано, что
экстремальная фрагментация вещества, характеризуемая высоким уровнем внутренних напряжений, обладает избыточной энергией и термически нестабильна, что создает условия для необычных структурных и фазовых превращений, происходящих при диффузионных массопереносах на
фрагментарных границах зерен, находящихся в неравновесном состоянии
и проявляющих себя как активные источники образования вакансий для
формирования новых фаз. Статистико-геометрическим методом проведено разбиение координационного пространства на элементарные координации с последующей оценкой их относительной энергетической стабильности. МД-модель кластера Fe, учитывающая зависимость структурных
превращений от концентрационных изменений в нем H2, построена на
базе прецизионных межчастичных потенциалов (квантово-механических
и модельных). Расчетами потенциальной и кинетической энергий, исследованиями распределений углов и межатомных расстояний на основе типа
95
координационных многогранников под влиянием хемосорбции H2 в условиях глубокого переохлаждения и варьируемых скоростей закалки изучены
механизмы ближнего упорядочения зарождающихся и структурируемых
фрагментов растущих фаз. В результате проведенных исследований [5–6]
сделано заключение, что уже в процессе нагрева кристаллической матрицы фиксируется эффект нарастания флуктуаций плотности, порожденный
локальными перестройками кристаллической структуры в более плотноупакованные с коэффициентом упаковки – 0,78 (коэффициент наиболее
плотных кристаллических упаковок – 0,74). Перед расплавлением кластера в процессах локальных перестроек фиксируется существенное снижение координационного числа кристаллической структуры с образованием
фаз рыхлой ОЦК – подобной структуры и искаженных многогранников,
топологически близких полиэдру Вороного с индексами (0608). С нарастающими флуктуациями плотности возникают также мелкомасштабные локальные короткодействующие структуры, при статистико-геометрическом
анализе идентифицированные нами как политетраэдрические структурные
кластерные элементы фаз-прекурсоров ГЦК- и ГПУ-координаций, сохраняющихся и после кристаллизации кластера, имеет место структурная наследственность. МД-исследования на изменение состояний кластера Fe в
присутствии Н2 при его плавлении, разогреве, сверхбыстрой закалке и рекристаллизации аморфно-кристаллических фаз с формированием ближнего упорядочения структур показали, что в условиях высокоскоростных
охлаждений Н2 проявляет себя как поверхностно-активный элемент, оказывая влияние на силы межатомных связей. В кластерном масштабе водород усиливает фактор метастабильности системы, влияет на кинетику фазовых переходов и самоорганизацию диссипативных структур, а в условиях
высокоскоростных охлаждений жидкого кластера Fe выполняет функцию
эффективного сращивания по когерентным границам блоков образовавшихся нанофазных композитов с различными типами симметрийных
форм упорядочения (кристаллических и некристаллических) в структурируемые фазообразующие блоки. Интенсифицируется процесс водородной
диффузии, изменяющий электронную подсистему материала, параметры
кристаллической решетки (дилатометрические эффекты), точечные и пространственные дефекты упаковки, а также лимитируется рост размера зерен формируемых фрагментов фаз.
2.2. Экспериментальные исследования
Исследованиями объемных систем на примере кристаллизации высокоуглеродистых сплавов чугунов состава эвтектики, характеризующихся
наибольшей легкоплавкостью и полифазным характером процесса, показана возможность одновременного зарождения при кристаллизации расплава
трех (аустенита, графита и цементита) кристаллических фаз стабильного и
метастабильного равновесий. В условиях закалочных кристаллизаций процессы фазовых переходов активизируются из-за переохлаждения расплава
и участия в них примесных ПАВ H2 и Te, выполняющих роль инициаторов
диффузионных процессов перераспределения элементов при зарождениии
росте новых фрагментов фаз, формирующих структуру и свойства конечного продукта. Находящиеся в расплаве Н2 и Те увеличивают протяженность
96
отбеленной зоны с повышением ее чистоты от графитовых включений. Полифазный характер структуризации проявляется в формировании переходной зоны. Введением в расплав Те запускается процесс, вызывающий резкое
ее сокращение. В ходе процесса скапливающиеся перед фронтом структурируемых фаз пассивные к Fe жидкофазные пленки Te (Тпл = 450 °С) с
прилипшими к ним нерастворенными в расплавах частицами (показано
исследованиями на дифрактометре «ДРОН-3») способствуют формированию тонко дифференцированных фаз феррита и графита (вплоть до точечных форм). При обработке расплава Н2, напротив, наблюдается увеличение протяженности переходной зоны. Совместное введение в расплав (Те +
Н2) в условиях ускоренных охлаждений сопровождается резким усилением
эффекта инкубационного периода переохлажденного жидкого состояния.
Кинетика кристаллизационных процессов становится в сильной степени
зависимой от скорости теплоотвода. На всех стадиях закалочного охлаждения сохраняются условия для кристаллизации расплава исключительно по
метастабильному варианту эвтектики (аустенит + Fe3C), увеличивается в
охлажденном образце содержание Н2 на 30 мас. % и более, резко возрастает
их склонность к трещинообразованию. Объединение (последовательность
соединения атомов) Н2 и Те в молекулы TeН2, принцип их упорядочения в
пространстве ковалентными связями, структурирование в кластерные композиты отличает высокая энергия активации, естественная для сформированных таким образом в расплавах кластерных композитов. В процессе же
кристаллизации и охлаждения сплава, сопровождающегося уменьшением
энергии активации ковалентных связей в структурных композитах и молекулах ТеН2, сокращается энергия, необходимая для перемещения высвобождающихся атомов водорода по структуре закаленного образца, а наличие
избыточного свободного объема в ускоренно охлажденном сплаве обеспечивает меньшие энергетические затраты при его перескоках из одного междоузлия в другое. Термодинамически нестабильная структура может существовать в метастабильном (кинетически устойчивом) состоянии, когда
ее переход в другую структуру протекает с незначительной скоростью. Поскольку константа скорости (k) зависит от энергии активации (Еа) и температуры (Т), определяемая по формуле: k = koe-Eа/RT,
то при достаточно низких температурах любая структура может быть
стабилизирована кинетически. Кристаллизация сплава, обладающего несколькими полиморфными модификациями, отличается тем, что первая
сформированная модификация оказывается термодинамически нестабильной и преобразуется в более устойчивую форму. Первой кристаллизуется
модификация с минимальной энергией зародышеобразования. Поскольку
последовательность кристаллизации полиморфных модификаций ощутимо зависит от адсорбции посторонних частиц на поверхностную энергию,
присутствие в расплаве примесных ПАВ может существенно влиять на формирование фаз, их структурирование и свойства сплава. Вариацией контролируемых концентрационных добавок в расплавы возможно оптимизировать долю той или иной фазы, обеспечивая формирование мезофазы во
всем объеме сплава как наиболее диссипативной структуры с определением
критической их концентрации, отвечающей точке бифуркации протекающего процесса. В [7] показано, что для Fe-C-Si-сплавов, использующих
97
при получении изделий конструкционного назначения технологии высокоскоростного охлаждения расплавов (реолитье, трансформинг), является
существенной их высокая чувствительность к наличию в составах примесей ПАВ, попадающих в сплавы из используемого сырья (технологические
примеси). Взаимодействуя с атомами основных элементов сплава, примеси
способны как растворяться в формируемых фазах с образованием твердых
растворов внедрения, так и образовывать самостоятельные химические соединения с элементами сплава (интерметаллидные фазы), а также между
собой, существенно влияя на процессы структурирования фаз в готовых изделиях в условиях высокоскоростных охлаждений сплавов.
Таким образом, в результате проведенных компьютерных и экспериментальных исследований различных факторов воздействия на фазообразование, морфологию, структурирование и свойства при разработке технологий получения материалов с принципиально новыми либо улучшенными
свойствами нами установлено:
1. При нагреве кластеров 3d-переходных металлов с активизацией
диффузионного движения атомов в поверхностной оболочке контуры фасеточной морфологии кластеров сохранялись. Процесс их размывания протекал крайне медленно, температурные интервалы всех стадий до начала
плавления (изомеризация структуры, сосуществование флюидизированных оболочек и твердоподобных центров) сильно коррелировали с заданной структурой и числом атомов в нанокластере.
2. В ходе процессов наноструктурирования формируются многомерные политопные конфигурации, проективно реализующиеся через трехмерное многообразие сращиванием их по когерентным границам в единый
структурный комплекс. На локальном уровне идет выделение взаимосогласованных координационных единиц ближнего и дальнего упорядочений – симметрийных форм (кристаллической, некристаллической или их
комбинацией). В точках бифуркации возможны варианты формирования
структур между окта- и кубооктаэдрической, аморфной, икосаэдрической,
квазикристаллической и других динамических гибридных форм.
3. Примесные ПАВ Н2 и Те в составах высокоуглеродистых сплавов
железа влияют на полиморфные и фазовые переходы при ускоренных затвердеваниях расплавов. Усиливают фактор метастабильности систем, изменяют кинетику фазовых переходов и самоорганизацию диссипативных
структур, являясь эффективным инструментом тонкой настройки процессов для сращивания фазообразующих фрагментов при производстве изделий конструкционного назначения.
4. При разработке технологий закалочных охлаждений расплавов для
получения изделий из многокомпонентных металлических сплавов с задаваемыми функциональными и эксплуатационными свойствами необходим
контроль за содержанием присутствующих в расплавах примесных ПАВ,
попадающих в составы изделий из используемых шихтовых материалов.
Список литературы
1.
98
Мюллер У. Структурная неорганическая химия. М.: Издательский дом
ИНТЕЛЛЕКТ, 2010. 350 с.
2.
3.
4.
5.
6.
7.
Полухин В. А. Ватолин Н. А. Моделирование разупорядоченных и наноструктурированных фаз.. Екатеринбург: УрО РАН, 2011. 462 с.
Сидоров Н. И., Эвард Е. А., Белякова Р. М., Полухин Н. А., Габис И. Е.
Компьютерные и экспериментальные исследования взаимодействия
водорода с аморфными металлами//Металлы, 2001, № 2, С. 21–30.
Polukhin V. A, Belyakova R. M., Rigmant L. K. Homothetie of noncrystalline short-order coordinations in melts, nano- and amorphous
phases of metals. Abstracts of XXII International Conference on Liquid and
Amorphous Metals, 2004 Metz, France, P P07.
Мюллер А., Рой С. Нанообъекты на основе оксидов металлов: реакционная способность, строительные блоки для полимерных структур и
структурное многообразие//Успехи химии, 2002, Т. 71, № 12, С. 1107–
1119.
Лившиц А. И. Взаимодействие перегородок с неравновесными газами
в случае адсорбции с диссоциацией//ЖТФ 1976, Т. 46, вып. 2, C. 328.
Полухин В. А., Белякова Р. М., Ватолин Н. А. Влияние технологических примесей на фрагментацию фаз при получении наноструктурированных материалов из сплавов на основе железа в режиме скоростного охлаждения расплавов//Физика и химия обработки материалов,
2011, № 3, С. 63–70.
99
УДК 669.793
ИССЛЕДОВАНИЕ ФИЗИКО-ХИМИЧЕСКИХ СВОЙСТВ
И МИКРОСТРУКТУРЫ СПЛАВОВ РЕДКИХ
И РАССЕЯННЫХ ЭЛЕМЕНТОВ
А. Б. Шубин, Э. А. Попова, П. В. Котенков, Э. А. Пастухов, К. Ю. Шуняев
Институт металлургии УрО РАН, г. Екатеринбург, fortran@list.ru
Сплавы редких и рассеянных элементов являются важнейшим предметом исследования современных наук о материалах, поскольку часто
демонстрируют необычные физико-химические свойства и уникальные
эксплуатационные характеристики. В Институте металлургии УрО РАН
ведутся исследования легких сплавов на основе алюминия, легированных
скандием, а также элементами из группы (Ti, Zr, Hf и др.). Кроме того, проводится изучение свойств композиционных сплавов на основе смесей галлия и различных порошковых наполнителей, обладающих специфическими реологическими характеристиками в полужидком состоянии и высокой
механической прочностью после затвердевания.
Исследования проводили с использованием современных методов и оборудования (сканирующий электронный микроскоп Carl Zeiss
EVO 40, система для рентгеноспектрального микроанализа (РСМА) Oxford
Instruments INCA X-Act, рентгеновский дифрактометр Bruker D8 Advance и
др.)
Расчет оптимальных составов сплавов невозможен без знания комплекса их термохимических характеристик в заданной области концентраций. В связи с этим нами были разработаны оригинальные модели, позволяющие рассчитывать энтальпии смешения изучаемых сплавов в области
жидкого состояния. Кроме того, с помощью программного комплекса Terra
было проведено термодинамическое моделирование для ряда бинарных металлических систем.
Изучение первичной кристаллизации алюмоскандиевых сплавов при
высоких, средних и низких скоростях охлаждения позволяет получить важную информацию о строении алюминиевой матрицы и интерметаллидных
включений [1]. Нами были проведены исследования микроструктуры сплавов системы Al-Sc-Ti как в виде быстрозакаленных лент, так и при медленном охлаждении расплавов (с сегрегацией интерметаллидов).
Исследование алюминиевых сплавов с добавками скандия и титана
(сумма Sc + Ti до 2 масс. %) позволило, в частности, определить закономерности затвердевания указанных систем, морфологию и состав интерметаллидов при заданном медленном затвердевании в тигле удлиненной формы
(скорость охлаждения 1–3 K/с). Ряд особенностей первичной кристаллизации при таком затвердевании, представленных в работе [2], включают
образование крупных сфероидных дисперсоидов триалюминида скандия
(содержащих изоморфный титан) со структурой core-shell (ядро-оболочка)
(рис. 1). Результаты РСМА – сканирования частицы интерметаллида – показаны на рис. 2.
100
Рис. 1. Электронное изображение сечения отдельного крупного дисперсоида
триалюминида скандия, включающего добавку титана. Отрезок, проходящий через центр
частицы, – линия сканирования РСМА
Можно видеть, что сфероидальный дисперсоид (рис. 1) имеет слоистую внутреннюю структуру. По краям интерметаллидной частицы имеются выраженные протрузии, характерные для роста кристаллов интерметаллического соединения (ИМС) Al3Sc, в том числе включающих изоморфные
примеси титана.
В указанных сплавах (например, для состава, вес. %: Sc – 1.17; Ti – 0.49;
Al – остальное) часто наблюдается образование двух типов интерметаллидных включений: интерметаллических соединений (ИМС) со структурой L12
(Al3Sc c изоморфно включенным титаном), а также ИМС со структурой D022
(Al3Ti, характерные игольчатые кристаллы с изоморфно включенным скандием) (рис. 3).
Рис. 2. Относительные интенсивности спектров скандия и титана в сечении частицы
триалюминида вдоль линии сканирования (детектор обратных электронов (BSD))
101
Рис. 3. Поверхность сечения образца сплава Al-Sc-Ti при увеличении 50х
(детектор обратных электронов (BSD))
Первый тип (кубоидные частицы и их сечения, а также дендритоподобные кристаллы) имеет следующее примерное содержание компонентов
(ат. %): Sc ≈ 14–15; Ti ≈ 7–10; Al – остальное.
Второй тип (игольчатые кристаллы) имеет следующий состав (ат. %):
Sc ≈ 0,3–3; Ti ≈ 22 – 25; Al – остальное. Стехиометрическое соотношение
между суммой (Sc + Ti) и алюминием в большинстве случаев составляет почти точно 1:3.
Таким образом, атомное соотношение между (Sc + Ti) и Al близко к
1:3 для всех кристаллов ИМС. Тем не менее соотношение (Sc:Ti), которое
определяет структурный тип частиц, различно для игольчатых и кубических
(или дендритных) частиц.
Комплексные исследования системы алюминий-скандий включали
также термодинамическое моделирование образования бинарных сплавов
Al-Sc [3], а также химического восстановления галогенидов скандия алюминием в широком диапазоне температур и давлений [4]. Методология
моделирования (реализованная, в частности, в программном комплексе
Terra), а также часть исходных термодинамических данных (особенно по
субгалогенидам скандия) были взяты из известной монографии [5]. Для
моделирования были использованы термодинамические свойства твердых
сплавов алюминий-скандий, определенные нами ранее [6].
На основе модельных представлений о структуре расплавов редкоземельный элемент (РЗЭ) – p-металл (Me) – нами была создана оригинальная модель для расчета энтальпий смешения бинарных сплавов R-Me. С ее
помощью были рассчитаны и табулированы энтальпии смешения для всех
(в том числе экспериментально не изученных) систем R-Al во всей области
составов [7].
Другая группа многофазных сплавов на основе редких и рассеянных
элементов, исследованных нами в данной работе, включала металлические
пасты и композиты на основе соседнего с алюминием (по группе в таблице
Менделеева) элементом – галлием.
102
Мультифазные сплавы на основе галлия, содержащие медь, олово и
другие компоненты, могут быть синтезированы механическим смешиванием порошков-наполнителей (Cu, Cu-Sn и др.) с жидким галлиевым сплавом
(как правило, эвтектикой Ga-Sn или Ga-In), который имеет температуру
плавления, близкую к комнатной. Комплексное исследование реологических, микроструктурных и прочностных характеристик таких сплавов, которые могут использоваться в качестве диффузионно-твердеющих припоев
(цементов), является важной задачей при разработке новых металло-композиционных материалов.
Правильно синтезированный диффузионно-твердеющий сплав (ДТС)
изначально представляет собой металлическую пастообразную композицию. В зависимости от состава, температуры, крупности порошков-наполнителей такая паста затвердевает (как правило, в течение нескольких минут
или часов) и образует твердый композит сложного фазового состава, обладающий достаточно высокой прочностью при сжатии (σв) [8, 9].
На рис. 4, 5 можно видеть необработанную поверхность затвердевшей пасты, включающей медь, галлий и олово. Электронная фотография
металлографического шлифа того же состава показана на рис. 6. Согласно
данным РСМА, синтезированные образцы включают три основных фазы –
остаточные частицы сплава Cu3Sn, основной продукт реакции – дигаллид
меди, а также твердый раствор галлия в олове.
Рис. 4. Электронное изображение (SEM) неполированного образца затвердевшей пасты
после выдержки при 25°C в течение 1 часа (500х): светлое поле – фаза, богатая оловом
(твердый раствор галлия в олове), темное поле – фазы медь-олово и медь-галлий
Светлое поле на электронных изображениях (согласно данным РСМА)
представляет собой область состава (масс. %): Ga – 5–6; Sn – остальное.
Присутствие этой фазы, главным образом, является причиной характерных
механических свойств отвержденных сплавов – высокой прочности при
сжатии и сравнительно низкой – при растяжении и изгибе. Цель наших
дальнейших исследований – поиск компонентов, замещающих указанную
разупрочняющую фазу и повышающих эксплуатационные характеристики
материала.
103
Рис. 5. Электронное изображение (SEM) неполированного образца затвердевшей пасты:
темно-серые кристаллы – интерметаллид CuGa2 (5000х)
Рис. 6 (а) – электронное изображение (SEM) отвержденного образца (шлиф), (детектор
обратных электронов (1000х); белое поле – твердый раствор галлия в олове; черное поле –
кристаллы CuGa2; серые диски сечения остаточных частиц Cu3Sn
В результате исследований был получен обширный комплекс данных
по реологическим свойствам исходных паст и структурным характеристикам ДТС Cu-Ga-Sn. Образцы продемонстрировали прочность при сжатии
до 5000 кгс/см2, а также пригодность для создания вакуум-плотных соединений разнородных материалов (например, металла и керамики). Кроме
того, было проведено изучение добавок порошкообразного висмута в широком интервале составов с целью замещения разупрочняющей фазы интерметаллидом, повышения пластичности и прочностных характеристик
материала.
104
Список литературы
1.
2.
3.
4.
5.
6.
7.
8.
9.
Hyde K. B., Norman A. F., Prangnell P. B. The Effect of Cooling Rate on the
Morphology of Primary Al3Sc Intermetalic Particles in Al-Sc Alloys//Acta
Materialia. 2001. Vol. 49. P. 1327–1337.
Shubin A. B., Popova E. A., Shunyaev K. Yu., Pastukhov E. A. Spherical
Particles of Intermetallic Compounds of a Large Radius with a CoreShell Structure in Aluminum Alloys with Scandium//Russian Metallurgy
(Metally). 2010. № 8. P. 740–744.
Шубин А. Б., Шуняев К. Ю., Куликова Т. В. К вопросу о термодинамических свойствах жидких сплавов алюминия со скандием//Металлы.
2008. № 5. С. 9–14.
Шубин А. Б., Шуняев К. Ю. Термодинамические расчеты взаимодействия галогенидов скандия с алюминием//Журнал физ. химии. 2010.
Т. 84. № 12. С. 2205–2210.
Моисеев Г. К., Ватолин Н. А., Маршук Л. А., Ильиных Н. И. Температурные зависимости приведенной энергии Гиббса некоторых неорганических веществ (альтернативный банк данных АСТРА.OWN). Екатеринбург: УрО РАН, 1997. 231 с.
Shubin A., Shunyaev K., Yamshchikov L. Thermodynamic Properties of
Intermetallic Compounds in Al-Sc, Cu-Sc and Pb-Sc Systems//Archives of
Metallurgy and Materials. 2008. V. 53, Issue 4. P. 1119–1125.
Шубин А. Б., Шуняев К. Ю. Энтальпии смешения редкоземельных металлов с алюминием: модельные расчеты//Расплавы. 2010. № 1. С. 44–
50.
Shubin A. B., Shunyaev K. Yu., Yamshchikov L. F. The Diffusion of Gallium
into Copper-Tin Alloy Particles. // Defect and Diffusion Forum. 2009.
Vol. 283–286. P. 238–242.
Shubin A. B., Shunyaev K. Yu., Bykov V. A., Noritsin S. I. Physical Properties
of Diffusive-Hardening Alloys of Copper with Gallium and Tin//Defect and
Diffusion Forum. 2011. Vol. 312–315. P. 301–305.
105
УДК 669.715-154:534.29
РАЗРАБОТКА НОВЫХ ЛИГАТУРНЫХ СПЛАВОВ
С ПЕРЕХОДНЫМИ МЕТАЛЛАМИ
Э. А. Попова1, П. В. Котенков1, Э. А. Пастухов1, А. Б. Шубин1
Институт металлургии УрО РАН, г. Екатеринбург, p.kotenkoff@yandex.ru
Малые добавки переходных металлов (ПМ) вводят в алюминиевые
сплавы с бинарными лигатурами для повышения эффекта дисперсионного упрочнения конструкционных алюминиевых сплавов. Выделяющиеся
при термической обработке вторичные алюминиды ПМ способствуют дисперсионному упрочнению, повышению температуры рекристаллизации,
уменьшению чувствительности к коррозионному растрескиванию, улучшению свариваемости, повышению механических свойств и т. д. Кроме того,
лигатуры с ПМ используют для измельчения зерна алюминиевых сплавов,
в этом случае первичные алюминиды ПМ служат потенциальными зародышами α-Al. Чем ближе размерное и структурное соответствие решеток
зародышеобразующих фаз и α-Al, тем выше эффект модифицирования и
выше вероятность получения недендритной структуры зерна, при которой размеры дефектов резко уменьшаются, а их распределение становится
более равномерным, что в конечном счете приводит к улучшению литейных и механических свойств модифицируемых сплавов. Разрабатываемые
нами в течение последних пяти лет тройные лигатурные сплавы Al–Sc–Zr,
Al–Sc–Ti, Al–Zr–Ti характеризуются образованием алюминидов ПМ с
ГЦК-решеткой пространственного типа L12, обеспечивающих высокое
структурное и размерное соответствие их решеток с решеткой матрицы модифицируемых сплавов.
Из бинарных лигатурных сплавов Al–Sc, Al–Ti, Al–Zr только при кристаллизации сплавов системы Al–Sc выделяются стабильные алюминиды
Al3Sc, имеющие ГЦК-решетку пространственной группы Pm3m структурного типа L12. Форма их выделений полиэдрическая, преимущественно в
виде куба. При введении в сплавы Al–Sc малых добавок циркония и титана
последние замещают (до определенного предела) скандий в решетке стабильного триалюминида с сохранением его структурного типа решетки L12.
В сплавах систем Al–Ti, Al–Zr при кристаллизации выделяются стабильные равновесные фазы – триалюминиды, которые имеют тетрагональные решетки одинаковой пространственной группы I4/mmm структурного
типа D022 Al3Ti и D023 Al3Zr. Характерными формами роста таких алюминидов являются ограненные вытянутые пластины. О возможности образования метастабильных алюминидов Al3Ti и Al3Zr с кубической решеткой
типа L12 при высокоскоростной кристаллизации расплавов Al–Ti и Al–Zr
с температурой 1100–1200 °С сообщалось в работах [1–2], а об образовании
метастабильных алюминидов состава Al3(Ti1-хZrх) с такой же решеткой, полученных при кристаллизации расплавов Al–Zr–Ti, инжектируемых аргоном под давлением 5 х 104 Па на вращающийся медный круг, помещенный
в вакуумную (5 х 10-3 Па) камеру, сообщалось в работе [3].
106
Лигатурные сплавы Al–Sc–Zr, Al–Sc–Ti, Al–Ti–Zr разного состава,
алюминиды которых Al3(Sc1-хZrх), Al3(Sc1-хTiх) и Al3(Zr1-хTiх) имеют кубическую решетку структурного типа L12, получены нами из бинарных лигатур
Al–2%Sc, Al–2%Zr, Al–3%Ti1 промышленного производства [4–7]. Плавки
массой 200 г проводили в графитовых тиглях в печи угольного сопротивления. Для достижения равномерного распределения и диспергирования
алюминидов на расплавы в течение одной – трех минут воздействовали
низкочастотными колебаниями (НЧК) [8].
Перегрев расплавов над температурами ликвидуса при получении
лигатур с кубической структурой алюминидов составлял: для расплавов
Al–Sc–Zr 50 град., для Al–Sc–Ti от 50 до 300 град. и для Al–Ti–Zr от 160 до
340 град. Разливку осуществляли в стальную форму (скорость кристаллизации ~103 град./с).
Для сплавов, где цирконий или титан замещали скандий в его стабильной решетке алюминида, не требовалось высоких перегревов расплавов над
ликвидусом. Формы и размер выделений алюминидов в опытных сплавах
Al–1.1%Sc–1.1%Zr и в трех сплавах разного состава системы Al–Sc–Ti приведены на рис. 1.
Частицы алюминидов имеют заостренное кубическое строение, образуют в сечении квадраты, звезды и треугольники аналогично алюминидам
скандия. Размер и количество алюминидов определяются перегревом расплавов над ликвидусом и содержанием ПМ в сплаве. В сплаве Al–1.1%Sc–
1.1%Zr цирконий замещает 50% скандия, параметр решетки алюминида
Al3(Sc0.50Zr0.50), по данным РФА, равен 0.4094(1) нм. Это близко к значению
параметра решетки алюминида такого же состава 0.4092(1) нм, определенного в работе [9], в которой навески алюминидов ПМ получали из высокочистых компонентов электродуговой плавкой в атмосфере чистого гелия (с
неоднократным переплавом и гомогенизацией при 1200 °С) и последующей
высокоскоростной кристаллизацией.
В сплавах системы Al–Sc–Ti (Al–0.76%Sc–0.68%Ti, Al–0.93%Sc–
0.60%Ti, Al–0.99%Sc–0.30%Ti) чем больше титана в сплаве, тем большую
долю скандия в алюминиде он замещает. Так, при увеличении содержания титана в сплаве с 0.30 до 0.68% доля титана в алюминиде возрастает
с 0.11 до 0.48. В сплаве Al–0.99%Sc–1.24%Ti, в котором атомное содержание титана превысило содержание скандия, наряду с алюминидами состава
Al3(Sc0.47Ti0.53), избыточный титан образовал алюминиды Al3(Ti0.98Sc0.02) с
тетрагональной решеткой структурного типа D022, в состав которых в незначительных количествах входит скандий (см. рис. 1 г).
Параметр решетки алюминида Al3(Sc0.52Ti0.48) составил 0.4023(3) нм,
что меньше значения 0.4036(1) нм, сообщаемого в работе [9]. Уменьшение
параметра решетки алюминида скандия при замещении титаном больше,
чем цирконием. При этом значительно возрастает соответствие решеток
зародышеобразующих фаз (алюминидов с двумя ПМ) с решеткой матрицы алюминиевых сплавов, т. е. возрастает модифицирующая способность
тройных лигатур.
1
Здесь и далее мас. %
107
Рис. 1. Распределение и формы роста алюминидов в лигатурных сплавах:
а – Al3(Sc0.50Zr0.50) в сплаве Al–1.1%Sc–1.1%Zr; б – Al3(Sc0.52Ti0.48) в сплаве
Al–0.76%Sc–0.68%Ti; в – Al3(Sc0.89Ti0.11) в сплаве Al–0.99%Sc–0.30%Ti; г – Al3(Sc0.47Ti0.53)
типа L12 и Al3(Ti0.98Sc0.02) типа D022 в сплаве Al–0.99%Sc–1.24%Ti
Полученные лигатурные сплавы Al–Ti–Zr разделяются на две группы:
с отношением ат. % Ti/Zr от 20 до 60 и от 0.2 до 3 [5, 6]. При кристаллизации расплавов первой группы, перегретых над температурами ликвидуса
на 80–230 град., образуются алюминиды Al3Ti с тетрагональной решеткой
типа DO22, формы роста которых представляют собой раздробленные иглы
длиной до 400 мкм и отдельные крупные дендриты с длиной вторичных
ветвей до 50 мкм. В некоторых алюминидах доля циркония, входящего в
решетку, составляет 0.03.
При кристаллизации расплавов второй группы, полученных как с применением обработки НЧК, так и без нее, образуются алюминиды Al3(Zr1-xTix)
c кубической решеткой типа L12. Микроструктура опытной лигатуры
Al–0.9%Ti–0.9%Zr c атомным отношением Ti/Zr 1.90, полученной с применением обработки расплава НЧК, в которой образуются алюминиды
Al3(Zr0.40Ti0.60), приведена на рис. 2 (а, б).
В лигатурных сплавах, в которых содержание Zr значительно превышает содержание Ti, соответственно, увеличивается доля циркония в алюминидной фазе. Так доля (1-х) циркония в алюминидах линейно возрастает
с 0.40 до 0.93 при уменьшении атомного отношения Ti/Zr с 1.90 до 0.22. На
рис. 2 (в, г) можно видеть микроструктуру лигатуры Al–0.15%Ti–1.38%Zr
(Ti/Zr = 0.22): распределение и формы роста образовавшихся в ней алюминидов состава Al3(Zr0.93Ti0.07).
От содержания Ti и Zr в алюминидах зависят и параметры их решеток.
Замещение титаном циркония в опытных лигатурах Al–Ti–Zr уменьшает
параметр решетки алюминида Al3(Zr1-хTiх). Так, параметр решетки алюминида Al3(Zr0.85Ti0.15), по данным РФА, составляет 0.4065(2) нм, а алюминида
Al3(Zr0.40Ti0.60) – 0.4006(2) нм. Эти результаты неплохо согласуются с данными [3], согласно которым параметры решеток алюминидов типа L12 в
сплавах Al–(0.55÷1.1)%Ti–(3.1÷2.1)%Zr изменяются следующим образом:
108
Рис. 2. Распределение и формы роста алюминидов в лигатурных сплавах:
а, б – Al3(Ti0.60Zr0.40) в сплаве Al–0.90%Ti–0.90%Zr;
в, г – Al3(Ti0.07Zr0.93) в сплаве Al–0.15%Ti–1.38%Zr
0.4050 нм в алюминиде Al3(Zr0.75Ti0.25), 0.4040 нм в Al3(Zr0.50Ti0.50) и 0.3990 нм
в Al3(Zr0.25Ti0.75).
Следует отметить, что при высоких перегревах расплавов над температурами ликвидуса (300–340 град.) алюминиды растворяются и при последующей кристаллизации в сплаве фиксируются твердые растворы алюминидов (см. рис. 2 в) состава Aln(Zr1-xTix), где n изменяется от 4 до 26 при
неизменном атомном отношении титана и циркония.
Размер зерна самих лигатурных сплавов составляет в среднем 30 мкм
для сплавов со скандием и 50 мкм для сплавов Al–Ti–Zr.
Модифицирующую способность опытных лигатур Al–Sc–Zr, Al–Sc–
Ti, Al–Ti–Zr оценивали на модельном сплаве Al−4%Cu, приготовленном
из алюминия A97 и прутковой меди марки ЧДА [10]. Плавки проводили в
шахтной печи в корундовых тиглях в атмосфере аргона и использовали защитный флюс (~1% от массы навески). Лигатуры вводили в расплав при
700–720 °С в расчете получения в сплаве от 0.1 до 1.2% суммы ПМ.
Модифицирующую способность опытных лигатур Al–1.1%Sc–1.1%Zr
и Al−0.76%Sc−0.68%Ti сравнивали с лигатурой Al−2%Sc промышленного
производства. Поскольку наибольший эффект модифицирования скандийсодержащей лигатурой проявляется при заэвтектических составах, добавки
лигатур постепенно увеличивали до достижения максимального измельчения зерна.
Зависимость среднего размера зерна сплава Al−4%Cu от количества
введенных добавок Sc, Sc+Zr, Sc+Ti приведена на рис. 3.
Можно выделить два этапа влияния модифицирующей добавки на
измельчение зерна. Первый, когда при концентрациях, меньших эвтектической, находящиеся в растворе Sc, Sc+Zr, Sc+Ti незначительно влияют
на измельчение зерна (только за счет увеличения степени переохлаждения
расплава). Второй, когда при концентрациях, близких к эвтектическим
109
Рис. 3. Влияние количества введенной модифицирующей добавки Sc (Sc+Zr) и (Sc+Ti)
на величину зерна модельного сплава Al−4%Cu
или заэвтектическим, образуются алюминиды Al3Sc или Al3(Sc0.50Zr0.50),
Al3(Sc0.52Ti0.48). Это приводит к резкому увеличению количества центров
кристаллизации и тем самым к их эффективному влиянию на размер зерна. Кристаллизация проходит по явно выраженному гетерогенному пути.
При модифицировании опытной лигатурой Al–Sc–Zr эффект измельчения
зерна наступает при значительно меньшей концентрации Sc. Это свидетельствует о том, что наличие в сплаве Zr смещает точку эвтектики в сторону меньшей концентрации Sc. Для системы Al−Sc эвтектическая точка
соответствует 0.55% Sc, и эффективное измельчение зерна наступает по ее
достижению; в тройной же системе Al−Sc−Zr этот эффект проявляется при
0.36% (Sc+Zr).
Модифицирование лигатурой Al−Sc−Ti, так же как и лигатурой Al−Sc−
Zr, приводит к дискретному характеру зависимости измельчения размера
зерна от концентрации переходных элементов в области эвтектического
превращения. Наличие титана в опытной лигатуре Al−Sc−Ti смещает точку
тройной эвтектики в сторону меньшей концентрации Sc. Эффект резкого
измельчения зерна сплава Al−4%Cu наступает при концентрации ~0.5%
Sc+Ti. Значительное измельчение зерна при введении в расплав суммы двух
ПМ свидетельствует о проявлении синергетического эффекта. Так, если
минимальный размер зерна сплава Al−4%Cu при использовании промышленной лигатуры Al−Sc (на 0.6% Sc) составляет ~60 мкм, то введением 0.46%
(Sc+Zr) достигается измельчение зерна до ~20 мкм, а введением почти такого же (0.50%) количества (Sc+Ti) – до 45 мкм (см. рис. 3).
Синергетический эффект добавок (Sc+Zr) или (Sc+Ti) можно объяснить тем, что при сохранении структурного типа решетки алюминида скандия замещение в нем части атомов Sc цирконием или титаном уменьшает
размерное несоответствие параметров решеток матрицы алюминия и зародышеобразующей фазы. Так, параметр решетки алюминида Al3Sc составляет 0.4103 нм, Al3(Sc0.5Zr0.5) – 0.4094, Al3(Sc0.52Ti0.48) – 0.4023, а α-Al – 0.4050 нм
(параметры соответствуют 20 °С). Несоответствие решеток составляет соответственно 1.31, 1.09 и 0.67%. Хотя минимальное несоответствие с решеткой α-Al имеет алюминид Al3(Sc0.52Ti0.48), максимальный эффект измельчения зерна сплава достигается использованием лигатуры Al−Sc−Zr. Следует
110
отметить, что при расчете коэффициентов несоответствия для получения
более достоверных результатов необходимо учитывать как изменение параметра алюминиевой матрицы при растворении в ней различных элементов,
так и изменение параметров решеток с температурой (образование и рост
α-Al начинается при температуре кристаллизации).
Кроме того, важным фактором при кристаллизации расплавов является рекалесценция [11], которая может значительно уменьшить количество
жизнеспособных (активированных) зародышей. Высокая сферическая скорость роста зерна вызывает увеличение скорости выделения скрытой теплоты кристаллизации и уменьшение жизнеспособности зародышей. Для
скандия, растворенного в алюминии, фактор сопротивления сферическому
росту зерна низкий (2 град.), поэтому, по данным [11], в бинарном сплаве
Al−Sc в результате рекалесценции из 50 частиц активными остается одна.
В то же время в сплаве Al−0.5%Sc−0.2%Ti при замещении в алюминиде небольшого количества скандия титаном последний значительно ограничивает скорость сферического роста зародышей (фактор сопротивления росту
составляет 80 град.), т. е. значительно увеличивается количество жизнеспособных зародышей [11]. Этот пример свидетельствует о необходимости учитывать множество различных факторов при оценке зародышеобразующей
способности алюминидов.
Опытные лигатурные сплавы Al−Ti−Zr, как отмечалось выше, могут
иметь различный тип решеток алюминидов: кубическую L12 и тетрагональную D022 или D023. Для сопоставления их модифицирующей способности использовали лигатуры Al−0.9%Ti−0.9%Zr и Al−0.48%Ti−1.12%Zr с
кубическими решетками типа L12 алюминидов разного состава и лигатуру
Al−2.8%Ti−0.17%Zr (Ti/Zr=31) с тетрагональной решеткой типа D022 алюминидов состава Al3(Ti0.97Zr0.03). Влияние добавок от 0.1 до 0.6% (Ti+Zr) указанных лигатур на измельчение зерна сплава Al−4%Cu приведено на рис. 4.
Видно, что лигатуры с зародышеобразующей фазой структурного типа
L12 оказывают значительно больший модифицирующий эффект по сравнению с лигатурой, имеющей алюминиды с тетрагональной решеткой. Добавка лигатур с алюминидами типа L12 только на 0.2% (Zr+Ti) измельчает
зерно до 210 и 350 мкм, тогда как при такой же добавке лигатуры с алюминидами типа D022 зерно имеет размер 1150 мкм, т. е. соответствие типа реше-
Рис. 4. Влияние количества введенной модифицирующей добавки (Ti+Zr) с разным
структурным типом решетки алюминидов на величину зерна сплава Al−4%Cu
111
ток играет определяющую роль при кристаллизации матричного раствора
на подложках. Это подтверждается и литературными данными [12], согласно которым при одновременном введении в алюминий бинарных лигатур
Al–Ti и Al–Zr, алюминиды которых имеют тетрагональные решетки, зерно
измельчается даже в меньшей степени, чем при модифицировании каждым
элементом в отдельности.
Разница в измельчении зерна при одинаковом процентном содержании добавки и типе L12 структуры алюминида определяется их размерным несоответствием с параметром решетки алюминия: для алюминида
Al3(Ti0.60Zr0.40) оно составило 1.09% (размер зерна 210 мкм), для алюминида
Al3(Ti0.43Zr0.57) – 2.35% (размер зерна 350 мкм). С увеличением количества
вводимой добавки до 0.4–0.5% влияние на измельчение зерна размерного
несоответствия параметров решеток алюминида и матрицы исчезает, однако влияние структурного несоответствия решеток остается столь же значительным: размер зерна составляет 120–140 мкм (алюминиды типа L12) и
600 мкм (алюминиды типа D022).
Эффект модифицирования сплава Al−4%Cu опытной лигатурой
Al−0.48%Ti−1.12%Zr был сопоставлен с модифицированием лигатурами
Al−2%Sc и Al−2%Zr промышленного производства. Результаты приведены
на рис. 5.
Рис. 5. Влияние типа лигатуры и количества введенной добавки (Ti+Zr), Sc, Zr на величину
зерна сплава Al−4%Cu
Особенно значительное измельчение зерна происходит при введении
малых добавок ПМ. Размер зерна сплава Al−4%Cu при введении 0.2–0.3%
(Ti+Zr) с опытной лигатурой Al−0.48%Ti−1.12%Zr составляет ~ 200 мкм.
Это в 4–5 раз больше измельчения таким же количеством Zr, вводимого с
лигатурой Al−2%Zr, и в 5–6 раз больше измельчения зерна Sc, вводимого с
лигатурой Al−2%Sc. Увеличение добавки циркония, вводимого с лигатурой
Al−2%Zr, вплоть до 1%, измельчает зерно не ниже, чем 520 мкм, тогда как
добавки скандия с лигатурой Al−2%Sc при переходе в заэвтектический состав измельчают зерно до 60 мкм.
Выводы. Получены тройные лигатурные сплавы Al–Sc–Zr, Al–Sc–Ti,
Al–Ti–Zr, алюминиды которых Al3(Sc1-xZrx), Al3(Sc1-xTix) и Al3(Zr1-xTix) имеют
кубическую решетку типа L12, что обеспечивает их высокое структурное и
112
размерное соответствие с решеткой матрицы алюминиевых сплавов. В алюминидах Al3(Sc1-xZrx) и Al3(Sc1-xTix) цирконий и титан замещают до 50% Sc.
В лигатурах Al–Sc–Ti, в которых отношение атомных содержаний Sc к Ti
меньше единицы, образуются алюминиды с двумя типами решеток с кубической L12 и тетрагональной DO22. В лигатурах Al–Ti–Zr в зависимости
от состава и условий получения образуются либо алюминиды Al3(Zr1-xTix) с
ГЦК-решеткой типа L12, либо алюминиды с тетрагональной решеткой типа
DO22. Состав комплексных алюминидов Al3(Zr1-xTix) с ГЦК-решеткой типа
L12 определяется отношением содержаний титана и циркония в сплаве и
степенью перегрева расплава над ликвидусом.
На модельном сплаве Al−4%Cu выявлена высокая модифицирующая
способность опытных лигатур Al−Sc−Zr, Al−Sc−Ti, Al−Zr−Ti. При использовании тройных лигатурных сплавов Al−Sc−Zr, Al−Sc−Ti модифицирующая
способность скандия проявляется при меньших концентрациях, что позволяет экономить дорогостоящую лигатуру Al−Sc. Размер зерна литого сплава
при модифицировании на 0.5% (Sc+Zr) или (Sc+Ti) составляет 25 и 35–40
мкм соответственно, что в 2–3 раза меньше, чем при использовании такого
же количества одного скандия.
При использовании опытных лигатурных сплавов Al−Zr−Ti эффект
измельчения зерна сплава Al−4%Cu лигатурой с алюминидами, имеющими
кубическую решетку структурного типа L12, в 6 раз выше, чем лигатурой с
алюминидами, имеющими тетрагональную решетку D022. Отличие в измельчении зерна лигатурой Al−Zr−Ti особенно ярко проявляются при введении
малых добавок переходных элементов. Неизменность эффекта модифицирования сплава Al−4%Cu опытными лигатурами Al−Sc−Zr, Al−Sc−Ti, Al−Zr−Ti
сохраняется в течение 6-часовой выдержки расплавов с лигатурами.
Список литературы
1.
2.
3.
4.
5.
6.
Бродова И. Г. Замятин В. М., Попель П. С., Есин В. О., Баум Б. А.,
Моисеев А. И., Коршунов И. П., Топчий А. Л., Тихомиров И. П., Поленц И. В.//Условия формирования метастабильных фаз при кристаллизации сплавов Al–Zr. Расплавы. 1988. Т. 2. Вып. 6. С. 23–27.
Бродова, И. Г. Поленц И. В., Есин В. О., Лобов Б. М. Закономерности
формирования литой структуры переохлажденных Al–Ti сплавов//
Физика металлов и металловедение. 1992. № 1. C. 84–89.
Malek P., Janecek M., Smola B., Bartuska P., Plestil J. Structure and properties
of rapidly solidified Al–Zr–Ti alloys//Journal of Materials Science. 2000.
V. 35. P. 2625–2633.
Попова Э. А., Шубин А. Б., Котенков П. В., Бодрова Л. Е., Долматов А. В., Пастухов Э. А., Ватолин Н. А. Лигатура Al–Sc–Zr и оценка ее
модифицирующей способности//Расплавы. 2011. № 1. С. 11–15.
Попова Э. А., Шубин А. Б., Котенков П. В., Пастухов Э. А., Бодрова Л. Е., Федорова О. М. Лигатурные сплавы Al–Ti–Zr, особенности их
структурообразования//Металлы. 2012. № 3. С. 3–8.
Способ получения лигатуры алюминий–титан–цирконий. Патент
№ 2012128394/02(044422) Россия. Авторы: Попова Э. А., Котенков П. В., Пастухов Э. А., Бодрова Л. Е. Опубл. 05.07.2012 г.
113
7.
Попова Э. А., Котенков П. В., Пастухов Э. А., Шубин А. Б. Лигатурные
сплавы Al–Sc–Zr, Al–Sc–Ti, Al–Ti–Zr, их получение, состав, структура//Расплавы. 2013. № 3. С. 13–19.
8. Пастухов Э. А., Попова Э. А., Бодрова Л. Е., Ватолин Н. А. Особенности кавитационных процессов при воздействии на жидкие среды
упругими колебаниями низких частот в кавитационном режиме//Расплавы. 1998. № 3. С. 7–13.
9. Harada Y., Dunand D.C. Microstructure of Al3Sc with ternary transitionmetal additions. // Materials Science and Engineering. 2002. A329-331.
P. 686–695.
10. Котенков П. В., Попова Э. А., Пастухов Э. А.. Оценка модифицирующей способности опытных лигатур Al–Sc–Zr, Al–Sc–Ti, Al–Ti–Zr//
Расплавы. 2014. № 4. С. 21–27.
11. Hyde K. B., Norman A. F., Prangnell P. B. The Effect of Ti on Grain
Refinement in Al–Sc Alloys//Materials Science Forum. 2002. V. 396–402.
Р. 39–44.
12. Мондольфо Л. Ф. Структура и свойства алюминиевых сплавов. – М.:
Металлургия, 1979. – 640 с.
114
УДК 621.74:669.018.9
РАЗРАБОТКА И ПОЛУЧЕНИЕ ЛИГАТУР И ЛИТЫХ
КОМПОЗИТОВ НА ОСНОВЕ МЕДИ И АЛЮМИНИЯ,
СОДЕРЖАЩИХ ТУГОПЛАВКИЕ МЕТАЛЛЫ И КАРБИДЫ,
С ПРИМЕНЕНИЕМ НИЗКОЧАСТОТНОЙ ВИБРАЦИИ
РАСПЛАВОВ
Л. Е. Бодрова, Э. А. Пастухов, Э. Ю. Гойда
Институт металлургии УрО РАН, г. Екатеринбург,
berseneval@mail.ru
В лаборатории ФХМР ИМЕТ УрО РАН имеется оригинальная установка по воздействию на расплавы продольными низкочастотными колебаниями (НЧК). Знакопеременное давление на расплав приводит к его интенсивному перемешиванию во всем объеме, что ускоряет выравнивание
химического состава, повышает смачиваемость твердых частиц расплавом,
инициирует и активирует протекание химических реакций [1–3].
Научная направленность проводимых нами исследований с применением механоактивации расплава НЧК в последние годы – изучение химического взаимодействия расплавов меди и алюминия с тугоплавкими переходными металлами W, Nb, Cr, V, их карбидами и графитом. Исследования
сплавов на основе меди проводились по усложнению состава от 2-х до
4-х компонентов: Сu-металл карбидообразующего элемента → Cu-карбид → Сu-карбид-металл → Сu-металл-графит → Сu-карбид-металл-графит. При получении лигатур и композитов на основе алюминия изучалось
химическое взаимодействие расплава с металлами (W, Nb) и карбидами
(WC, VC), их смачивание и диспергирование.
Исследования проводились в двух направлениях — разработка технологий получения известных композиционных материалов и лигатур с
минимальными временными затратами и новых составов с повышенными
функциональными свойствами.
При получении сплавов было применено два способа вертикальной
вибрации: колебания тигля с расплавом металла и порошком карбида и колебания поршня-излучателя, погруженного в расплав, на зеркало которого
помещали порошок карбида.
Системы с медной матрицей. В настоящее время композиты с медной
матрицей, упрочненной тугоплавкими гетерогенными частицами (металлы,
карбиды, нитриды, оксиды), получают в основном порошковой металлургией [4, 5]. Однако на этом пути еще не найдены достаточно экономичные
решения, т. к. стандартные технологии порошковой металлургии многостадийны и не позволяют получить сплавы с отсутствием пор, а механическое
сплавление порошков связано как с энергоемкостью процесса, так и с загрязнением материалом размалывающих тел. Нами проводятся работы по
изучению возможностей получения таких сплавов жидкофазным методом с
целью многократного сокращения времени их изготовления.
115
Решение проблем повышения надежности, безопасности и безотказности работы разрывных дугостойких электроконтактов в нашей стране и
за рубежом идет в направлении изменения состава композиционных сплавов от Cu-W к Cu-Cr(Nb) и последнее время к Cu-Cr(Nb)-C [6]. В то же
время композиты, содержащие W, остаются в России пока что преобладающими. Медь в этих сплавах является токопроводящим компонентом, W, Cr,
Nb и их карбиды – упрочняющими, а углерод в виде графита или в составе
инконгруэнтно-плавящихся карбидов W и Cr – дугостойким. Испытания
контактных материалов подтверждают, что сплавы Cu-Me, содержащие
свободный графит, обладают наибольшим сопротивлением воздействию
электрической дуги. Главная проблема получения литых сплавов Cu-C заключается в отсутствии смачивания графита медью, в связи с чем нами разрабатываются составы литых композитов, содержащих углерод в скрытой
форме – в составе инконгруэнтно-плавящихся карбидов. Достоинством
таких материалов будет являться способность высвобождать часть углерода
при возникновении дуги, который в присутствии кислорода воздуха образует защитный слой из закиси углерода СO на коммутирующих поверхностях контактов.
Системы Cu-Cr, Cu-Cr3C2, Cu-Cr-C [7–10]. Показана возможность получения базового сплава для хромовых бронз БрХ1 без специальной стадии
закалки для последующей его термообработки на дисперсионное твердение
путем воздействия на расплав НЧК перед его разливкой. Определены оптимальные условия такого воздействия. Актуальным является возможность
использования полученных результатов для корректировки технологии
получения дисперсионно-твердеющих хромсодержащих медных сплавов
(хромовых бронз) путем сокращения стадий их получения или повышения
их физико-механических свойств.
Получены новые литые композиты замешиванием в медь и бронзу
БрХ1 карбидов Cr3C2. Изучены механизмы упрочнения меди при введении в
нее хрома и его карбида при применении воздействия на расплав НЧК. Оптимизированы способы получения дисперсно-дисперсионно-упрочненных
литых композитов Cu-Cr-Cr3C2 с содержанием общего хрома – 0,2–1,0%
электротехнического назначения. Измерены их структурно-чувствительные свойства – твердость и удельное электросопротивление. Показано, что
замена части Cr его карбидом практически не снижает твердость и электропроводность сплавов при комнатной температуре. При работе же таких
материалов в условиях высоких температур, когда упрочнение, вызванное
старением, снимается коагуляцией частиц хрома, твердость сплава будут
поддерживать упрочняющие частицы карбида хрома, стабильные до 1830 °С.
В общем случае высокие значения твердости (до 300% по сравнению
с чистой медью) и электропроводности (до 89% EACS) полученных композитов Cu-Cr-Cr3C2 позволяют предложить их для использования в качестве
перспективных сплавов для разрывных электроконтактов низковольтной
аппаратуры.
Изучено взаимодействие Cr и C в расплаве меди на модельных композиционных сплавах с высоким содержанием хрома (до 20%) и графита (до
5%) различного фракционного состава с целью сохранения в них свободного графита в составе сore-shell – структурных комплексов — «ядро(графит)-
116
оболочка(карбид)». Установлено, что для сохранения графита в центре комплексов при равных термовременных условиях воздействия НЧК на расплав
решающим фактором является размер исходных частиц Cr и графита.
Системы Cu-NbC, Cu-Nb-C [11, 13]. Из-за плохой смачиваемости расплавом меди карбида ниобия сплавы Cu-NbC, полученные замешиванием
NbС в расплав меди, даже с применением НЧК имеют пористую межфазную границу структурных компонентов. Нами исследована возможность
улучшения качества межфазной границы синтезом NbС из Nb и графита
непосредственно в расплаве меди. На модельных сплавах Cu-Nb(10–20%)–
C(2–5%) изучены механизмы карбидообразования в системе «расплав
меди – порошки Nb и C» и влияние НЧК при различных термовременных
условиях.
Показано, что синтез карбидов происходит при химическом взаимодействии углерода как с твердыми частицами ниобия, так и с ниобием, растворенным в меди. Уже за 5 минут воздействия НЧК на систему «жидкая
Cu – твердые частицы Nb и графита» температура начала синтеза NbC снижается от 1700 °С до 1400 °С, а после предварительной механоактивации порошков в высокоэнергетической шаровой мельнице – еще на 150–200 град.
Более длительное воздействие НЧК на расплав меди снижает температуру
синтеза NbС до 1300 °С, а предварительная механоактивация порошков Nb
и С в высокоэнергетической шаровой мельнице – до 1100 °С. Установлено, что во время обработки НЧК параллельно с карбидообразованием идет
процесс насыщения матрицы ниобием, что приводит к повышению микротвердости α-фазы в литом сплаве до 900–1100 МПа.
Воздействие НЧК на расплав меди при 1300 °С на порядок увеличивает скорость растворения в нем порошкового ниобия фракции 250-750 мкм,
тем не менее растворение таких крупных частиц происходит не полностью.
В то же время Nb, измельченный до наноразмеров в шаровой мельнице в
присутствии графита, растворяется в меди в аналогичных условиях примерно с той же скоростью. Причиной этого, как показали спектры РФЭС
и РФА, является образование на поверхности Nb-частиц тонких слоев из
NbС и графита, препятствующих смачиванию Nb-частиц.
Результаты исследований показали также возможность выбора условий
синтеза NbC, при которых часть Nb можно сохранить в виде металла, а часть
графита в виде структурных комплексов «ядро(графит)-оболочка(карбид)»,
формируя, таким образом, композиты различного фазового состава, например Cu-Nb-NbC, Cu-NbхCy-C, Cu-Nb2C-NbC1-х, Cu-Nb-NbхCy-NbC,
Cu-Nb-NbхCy-C.
Системы Cu-WC, Cu-W-WC [14–17]. Исследованиями смачиваемости
и жидкофазного спекания с участием НЧК в системе Cu-WC и Cu-W показана возможность получения композитов Cu-WC и Cu-W при использовании порошков WC и W любой дисперсности. Использованы различные
способы низкочастотной обработки: 1 – виброаэроперемешивание исходных порошков Cu и WC, 2 – замешивание в расплав меди порошка карбида
c применением НЧКП, 3 – вибрация тигля с порошком карбида и расплавом меди.
Получены композиционные сплавы Cu-WC с размерами частиц карбида от 0,1 до 300 мкм в широком концентрационном интервале (0,1–50% WC)
117
с разным типом упрочнения. Градиентные композиты Cu-WC(≤1%) с объемным упрочнением всей матрицы частицами WC микронных и субмикронных размеров и более сильным упрочнением нижних слоев получены
нами при замешивании в расплав меди порошкообразного карбида WC с
большим разбросом в размерах частиц.
Измерены физико-механические свойства литых объемно-упрочненных композитов Cu-WC (≤1%). Их твердость превышает твердость чистой
меди на 20–40%, а удельная электропроводность составляет 80–98% IACS.
Исследовано химическое взаимодействие W и WC при 1300 °С в расплаве меди с образованием W2C, твердость которого на 10000 МПа превышает твердость WC. Показано, что структуры фаз WC и W2C фрагментированы, а нестехиометрические составы фрагментов меняются дискретно.
Показано также, что механоактивация НЧК суспензий «расплав меди – частицы W и WC» инициирует не только химическое взаимодействие твердых
компонентов композиции, но и их измельчение.
Система Cu-VC [18]. Известно, что угол смачивания карбида ванадия
расплавом меди чрезвычайно высок, в связи с чем получение композиционных сплавов Cu-VC является проблематичным. Так, краевой угол для Cu
при 1130 °С после выдержки 15 мин. составляет 140 град. [12].
Нами изучено влияние НЧК на межфазное взаимодействие «расплав
Cu–VC» с целью преодоления несмачиваемости в этой системе. Карбид ванадия состава V8С7 с размерами частиц до 1 мм был синтезирован нами из
металлического ванадия, затем измельчен в шаровой мельнице до субмикронных размеров. Результаты экспериментов, проведенных без воздействия НЧК, качественно совпадают с данными [1]: отсутствие смачиваемости
и химического взаимодействия в системе расплав Cu-порошок VC привело
к отторжению частиц карбида расплавом Cu, и в структуре слитков встречаются лишь их единичные тонкодисперсные включения.
Применение вибрации полностью меняет характер межфазного взаимодействия. Сплавы Cu-10%V8С7 и Cu-2%V8С7, полученные при НЧК тигля
с расплавом, имеют беспористую межфазную границу медь-карбид, а использование тонкодисперсного (0,1–2 мкм) карбида приводит к объемному упрочнению матрицы. Аналогичная структура получена и без предварительного измельчения V8С7, по-видимому, за счет большей интенсивности
механоактивации при вибрации поршня, чем при вибрации тигля.
Системы с алюминиевой матрицей Al-VC, Al-WC, Al-Nb, Al-W [18, 19].
Проведены эксперименты и изучено взаимодействие жидкого алюминия с
тугоплавкими карбидами (WC, VC) и металлами (Nb, W), а также влияние
на него низкочастотной вибрации. Теоретически получение композиционных сплавов в этих системах возможно только методом порошковой металлургии, т. к. угол смачивания карбидов V и W расплавом Al (900 °С 15 мин.)
составляет 130 и 135 град. соответственно [12], а температуры плавления
различаются на 2000–2800 °С.
Проведены эксперименты по получению сплавов Al-33% WC как без
воздействия НЧК, так и при НЧК тигля с расплавом алюминия и порошком
WC. Температуры обработки НЧК (680, 800 и 1000 °С) соответствовали трем
различным двухфазным областям на диаграмме состояния системы Al-W.
По данным РФА, в системе Al-WC при всех температурах происходят хими-
118
ческие реакции с образованием алюминидов вольфрама разного состава и
при 1000 °С полное исчезновение карбида вольфрама и появление карбида
алюминия.
В экспериментах, проведенных без воздействия НЧК, в термовременных условиях, аналогичных вышеописанным, происходило отторжение частиц карбида расплавом Al, а в структуре слитков встречаются лишь единичные тонкодисперсные выделения W-содержащих фаз.
Воздействием вибрации на расплав алюминия и порошка V8C7 (в весовом соотношении 10/1) проводили обработку НЧК тигля в течение 15 мин.
при 900 °С. Рентгенофазовый анализ показал, что в системе Al-V8C7 прошли
химические реакции и почти весь карбид прореагировал с матричным металлом с образованием алюминида ванадия, карбида алюминия и соединения
промежуточного состава AlV2C: Al+V8C7⇒α-Al+Al3V+Al4C3+AlV2C+(VC)
ост. В сплаве, полученном в аналогичных термовременных условиях, но без
воздействия НЧК, химического взаимодействия и смачивания карбида ванадия не обнаружено.
Исследованы особенности взаимодействия расплавов Al с твердым W
при различных способах механоактивации (порошков и расплава). Жидкофазным спеканием получены лигатурные сплавы с содержанием W от 1 до
35%. Показано, что эффективным является способ получения композитов
Al–W растворением в жидком алюминии прутков W с одновременным воздействием на расплав низкочастотными колебаниями. Такой способ позволяет получить качественную лигатуру Al–W при относительно небольших
перегревах расплава алюминия (~250 °С) и длительности воздействия НЧК
от 1 до 20 минут (в зависимости от размеров W-компонента). С применением механоактивированного порошка W (0,1 мкм) получены лигатуры Al–W,
обладающие неплохой наследственностью: после трех переплавов сплава
максимальный размер алюминидов вольфрама увеличился от 0,1 мкм до
3–5 мкм.
Механоактивация расплава алюминия с порошком ниобия является
эффективным способом получения сплавов Al-Al3Nb. Изучена кинетика растворения порошкообразного ниобия различных фракций при воздействии на расплав меди НЧК. Получен градиентный литой композит с
дисперсными выделениями упрочняющей фазы Al3Nb и гравитационным
расслоением. В верхней части слитка рассредоточены в основном субмикронные (средний размер частиц около 0,5 мкм) и в меньшей степени микронные (5–10 мкм) частицы, а в нижней – более крупные. В результате
в сплаве сформировалась структура сложного слоисто-объемного упрочнения композиционного сплава. По данным РФА, фазовый состав верхней
и нижней частей слитка не различается, а расслоение произошло лишь по
размерному фактору.
Заключение. Применение НЧК интенсифицирует процессы получения
композиционных сплавов на основе меди и алюминия с различными типами упрочнения – объемного, градиентного и сложного слоисто-объемного
упрочнения, а также некоторых трудно получаемых лигатурных сплавов.
Результаты исследований являются теоретической и экспериментальной базой для разработки новых экономичных технологий, в частности
1–2-стадийной технологии получения композиционных сплавов электро-
119
технического назначения «медь — металл (W, Nb, Cr) — карбиды W, Nb,
Cr — графит» жидкофазным методом с использованием низкочастотной
обработки расплава.
Список литературы
1.
Механокомпозиты – прекурсоры для создания материалов с новыми
свойствами под ред. Григорьевой Т. Ф. Соавторы из ЛФХМР: Бодрова Л. Е., Долматов А. В., Захаров Р. Г., Игнатьев И. Э., Игнатьева Е. В.,
Концевой Ю. В., Пастухов Э. А., Петрова С. А., Попова Э. А. Новосибирск: СО РАН. 2010. 424 с. Гл. 9. С. 282–293.
2. Pastuhov E. A., Bodrova L. E., Goyda E. Y., Popova E. A., Ovchinnikova L. A.
Producing of Cu-Nb (W) carbides cast composite using mechanical
activation of copper melt//The optimization of the composition, structure
and properties of metals, oxides, composites nano and amorphous materials.
Proceedings of the tenths Israeli-Russion Bi-National Workshop 2011.
Israel:Jerusalem. 2011. Рр. 248–251.
3. Игнатьев И. Э., Пастухов Э. А., Бодрова Л. Е. Метод получения сплавов
низкочастотной обработкой их расплавов//Saarbrucken Deutschland:
LAP LAMBERT Akademic Publishing. 2013. 170 c.
4.
Иванов В. В. Физико-химические, эксплуатационные свойства и технология медьсодержащих композиционных материалов электротехнического назначения//Дисс. д.т.н. Красноярск 2001. 372 с.
5. Справочник по электротехническим материалам. Т. 3 Под ред. Корицкого Ю. В. Ленинград: «Энергия». 1976. 896 с.
6. Гершман И. С., Харитонов Е. О., Бардин А. Н. Испытание на дуговое воздействие материалов систем Сг-С, Сu-Сr, Сu-Cr-C//Вестник
ВНИИЖТ. 2006. № 4. С. 42–44.
7. Бодрова Л. Е., Попова Э. А., Пастухов Э. А., Долматов А. В., Григорьева Т. Ф., Петрова С. А., Захаров Р. Г. Получение литых композиционных материалов Сu-Сr3С2 при воздействии на расплавы низкочастотными колебаниями//Расплавы. № 2. 2008. С. 3–11.
8. Еремина М. А., Ломаева С. Ф., Елсуков Е. П., Бодрова Л. Е., Гойда Э. Ю., Пастухов Э. А. Композиты Сu-карбид хрома, полученные с
использованием механоактивации исходных компонентов в твердом
и жидком состояниях//Химическая физика и мезоскопия. 2013. Т. 15.
№ 2. С. 262–269.
9. Бодрова Л. Е., Гойда Э. Ю., Пастухов Э. А., Григорьева Т. Ф., Шубин А. Б. Новые способы упрочнения хромовой бронзы//Перспективные материалы. 2014. № 9. С. 66–71.
10. Способ получения композиционного графитсодержащего электроконтактного материала на основе меди. Авторы Бодрова Л. Е.,
Пастухов Э. А., Гойда Э. Ю., Попова Э. А. Приоритетная справка
№ 2014124082(039271) от 11.06.2014.
11. Бодрова Л. Е., Попова Э. А., Пастухов Э. А., Долматов А. В., Гойда Э. Ю. Синтез карбидов ниобия в медных расплавах//Металлы. № 5.
2010. С. 64–68.
120
12. Самсонов Г. В., Упадхая Г. Ш., Нешпор И. С. Физическое материаловедение карбидов. Киев: Наукова Думка. 1974. 455 с.
13. Бодрова Л. Е., Гойда Э. Ю., Пастухов Э. А., Гойда Э. Ю., Шубин А. Б.,
Еремина М. А. О механизмах упрочнения меди карбидами ниобия//
Расплавы. 2013. № 6. С. 23–28.
14. Бодрова Л. Е., Пастухов Э. А., Долматов А. В., Попова Э. А., Гойда Э. Ю. Получение литых сплавов Cu-WC электротехнического назначения//Расплавы. № 5. 2010. С. 10–13.
15. Бодрова Л. Е., Гойда Э. Ю., Пастухов Э. А., Маршук Л. А., Попова Э. А.
Взаимодействие W и WC в расплаве меди//Металлы. 2013. № 4. С. 19–
25.
16. Bodrova L. E., Goida E. Yu, Pastukhov E. A., Marshuk L. A. and Popova
E. A. Interaction of tungsten with tungsten carbide in a copper melt//Russian
Metallurgy (Metally). 2013. № 7. Pр. 491–496.
17. Пастухов Э. А., Бодрова Л. Е., Гойда Э. Ю., Астахов П. Ю. Получение
литых композитов медь-карбид при механической активации расплавов и порошков//Труды НТК «Проблемы и перспективы развития металлургии и машиностроения с использованием завершенных фундаментальных исследований и НИОКР». Т. 2. Екатеринбург: УрО РАН.
2011. С. 379–384.
18. Bodrova L. E. and Pastukhov E. A. Interaction between vanadium carbide
and aluminum and copper melts//Russian Metallurgy (Metally). 2013. № 2.
Pр. 112–114.
19. Игнатьев И. Э., Бодрова Л. Е., Пастухов Э. А. Получение металлокомпозита Al-W низкочастотной обработкой расплава//Расплавы. 2014.
№ 6. С. 3–7.
121
УДК 669.179: 621.9.048.6:534.14
МЕТОД ПОЛУЧЕНИЯ СПЛАВОВ НИЗКОЧАСТОТНОЙ
ОБРАБОТКОЙ ИХ РАСПЛАВОВ
И. Э. Игнатьев, Э. А. Пастухов, Е. В. Игнатьева
Институт металлургии УрО РАН, г. Екатеринбург, igx2@mail.ru
Метод получения композитов с использованием низкочастотной обработки их расплавов предложен, используется и совершенствуется в Институте металлургии УрО РАН с начала 90-х годов. В его основе – изучение достоинств и недостатков ультразвукового метода [1] и метода простого
вибрационного воздействия на тигель с расплавом [2]. Силовое воздействие ультразвука на твердые частицы в расплаве пропорционально квадрату
частоты звуковых колебаний и поэтому вызывает значительное измельчение таких частиц, особенно при возникновении кавитации. Но по той же
причине оно приводит к быстрому износу оборудования. В методе простого вибрационного воздействия колебания передаются на тигель с расплавом, и на частицы расплава действует сила инерции, пропорциональная
ускорению всей массы расплава относительно неподвижного наблюдателя
(g – ускорение свободного падения, A и ω – амплитуда и частота колебаний, t – время). Общее слабое место данных методов — проблема с достижением однородности структуры по всему слитку при исходной
неравномерности распределения композиционной добавки по расплаву.
Низкочастотный метод предназначен для преодоления именно этого недостатка, поскольку, сохраняя возможность бародинамического воздействия
на расплав, в то же время позволяет осуществлять его турбулентное перемешивание до однородности вне зависимости от исходного распределения
компонентов. Помимо механики низкочастотного метода представляют
интерес особенности его физико-химического аспекта.
Механика метода низкочастотной обработки расплавов
Для осуществления метода была собрана установка конструкции
И. И. Телицина [3], где колебания частотой до 100 Гц от электромагнитного виброгенератора передаются через подвижный поршень в обрабатываемую среду, находящуюся в цилиндрическом тигле. Кроме гармонически
изменяющегося звукового давления, приводящего к измельчению частиц
в расплаве, при определенных амплитудно-частотных и геометрических
параметрах происходит турбулентное перемешивание всего расплава, вызываемое потоком расплава из зазора между стенками тигля и поршня в
объем под поршнем. Поскольку первые же эксперименты на алюминиевых и медных расплавах дали положительные результаты [3, 4] и было выявлено, что главное достоинство нового метода – получение однородного
слитка, то возникла необходимость в решении задачи определения оптимальных амплитудно-частотных и геометрических характеристик, стабильно обеспечивающих эту однородность. При физическом моделировании с
визуализацией процесса виброобработки расплава, где в качестве жидко-
122
сти использовали воду и глицерин, а индикаторами служили пластиковые
шарики, установили, что интенсивность перемешивания зависит не столько от амплитудно-частотных параметров и свойств жидкости, сколько от
геометрии рабочего объема. Чем уже боковой зазор между стенками тигля
и поршня, тем выше скорость струи из зазора в объем под поршнем. Чем
ближе к квадрату вертикальное сечение под поршнем, тем меньшая интенсивность требуется для перемешивания всего объема жидкости. Перевод
указанного квадрата в прямоугольник приводит к необходимости усиливать
воздействие за счет увеличения частоты или амплитуды. По этой причине,
а также из-за невозможности указать характерный размер струй при турбулентном перемешивании всей жидкости, нельзя использовать число Рейнольдса в качестве критерия перемешивания. Интегрирование по времени
уравнения импульса потока жидкости в форме Прандтля [5, 6] с учетом трения потока о стенки позволяет построить зависимость в виде неравенства
, (1)
связывающую геометрические размеры установки (R – радиус тигля,
h – модуль разности между 2R и расстоянием от дна поршня до дна тигля,
в = Ro/R, где R0 – радиус поршня), амплитудно-частотные параметры обработки (А и µ — амплитуда и частота колебаний поршня), физические
свойства жидкости (ρж – плотность, η – динамическая вязкость) и степень
перемешивания α. Полученное неравенство — условие устойчивого перемешивания жидкости. В экспериментах, варьируя h при прочих фиксированных параметрах, определили значение как равное примерно 10. Безразмерный параметр α = 10 в соответствии с π-теоремой гидродинамики можно
принять критерием турбулентного перемешивания всего объема расплава,
аналогом числа Рейнольдса для данного вибрационного процесса с данной
геометрией. Таким образом определили нижнюю границу рабочего режима
обработки расплавов с компонентами в исключительно жидкой фазе. Правомерность такой оценки подтверждается результатами виброобработки
металлических расплавов [6, 7].
Для вовлечения в турбулентный поток нерастворимых частиц с плотностью большей, чем плотность расплава, требуется большая интенсивность вибровоздействия, или приращение числа α. Экспериментально
получены следующие зависимости [8, 9]: для шаровидных крупных частиц
порошка и дроби
, (2)
,
(3)
для высокодисперсных порошков
где ρ – плотность твердых частиц, диаметр частиц d выражается в миллиметрах, с = 1мм-1. Таким образом, определили нижнюю границу рабочего
режима виброобработки расплавов с нерастворимыми компонентами большей, чем у расплава, плотности.
123
У низкочастотного метода есть один недостаток: при чрезмерной интенсивности колебаний или слишком узком и длинном зазоре между боковыми
стенками поршня и тигля в объем расплава с его поверхности поступает газ.
В технической литературе (например, при описании пробоя автомобильного
амортизатора) появление газовых пузырьков извне определяют как кавитацию. Однако при «истинной» кавитации пузырьки происходят непосредственно из жидкой среды и процесс сопровождается дегазацией. Поэтому
явление нагазации расплава мы называем «псевдокавитацией». При псевдокавитации тяжелые частицы осаждаются и не участвуют в перемешивании. Условия возникновения и математическое описание псевдокавитации
представлены в работах [5, 10–12]. Зарождение кавитации является верхней
границей виброобработки расплавов в рабочем режиме. Представляющее
его уравнение достаточно громоздко, поэтому на практике проще определять наличие псевдокавитации экспериментально. Для обработки расплавов
псевдокавитация нежелательна ввиду нагазации и осаждения тяжелых включений, однако в определенных условиях можно использовать и ее. Так, мы
успешно применили ее при замешивании «легкого» алюминиевого порошка
в плотный жидкий сплав Вуда, т. е. при обработке расплава с композиционными частицами меньшей, чем у расплава, плотности [11].
Обработка расплавов с нерастворимыми частицами плотности меньшей, чем у расплава, требует увеличения интенсивности, как и в случае
расплавов с «тяжелыми» добавками [13]. Это следует из уравнения движения частицы вглубь расплава (4), причем чем больше угол смачивания ϑ и
разница плотностей частицы ρ и расплава ρж, тем большая интенсивность
требуется:
(4)
(u – скорость частицы, d – ее размер, σ – межфазное натяжение, с –
). В уравнении (4) третье слагаескорость звука в расплаве,
мое правой части – скорость осцилляции частицы под вибровоздействием.
) второе слагаемое отрицательно и эта соПри хорошем смачивании (
) – вверх. Первое
ставляющая скорости направлена вниз, при плохом (
слагаемое (Архимедова составляющая) – положительно, движение вверх.
Т. е. «легкие» включения в течение виброобработки могут двигаться к дну
тигля только при хорошем смачивании и значительной амплитуде колебаний, что наблюдали, например, при замешивании порошка Cr3C2 в расплав
меди [14].
В случае, когда процесс смачивания занимает достаточно продолжительное время, например, замешивание порошка Al в жидкий сплав Вуда
при температуре 140–160°С [11], нужно, чтобы порошок погрузился в расплав принудительно. Для этого лучше использовать имеющуюся в институте
установку по вибрационной обработке расплавов конструкции Ю. В. Концевого, где вибровоздействие передается на тигель с расплавом при неподвижно закрепленном поршне [10, 15]. Твердые частицы дополнительно
получают ускорение вглубь расплава, как в методе простого вибровоздействия. По этой же причине при работе на данной установке минимально
необходимая интенсивность перемешивания ниже, чем на установке с под-
124
вижным поршнем, и число перемешивания α = 8. Если порошок не смачивается расплавом, например, алюминиевый порошок в сплаве Вуда при
температуре ниже 140 °С или карбид кремния в расплаве Al при температуре
ниже 1500 °С, то при необходимости можно попытаться осуществить замешивание на этой установке в режиме псевдокавитации [11, 13].
Турбулентное перемешивание расплава не только позволяет добиться
однородности расплава и более быстрого растворения композиционных добавок, но и способствует дроблению нерастворимых частиц за счет их соударений. Однако основной вклад в измельчение твердых частиц вносит не
перемешивание, а гармонически изменяющееся звуковое давление: расплав
проникает в межзеренное пространство твердых частиц, вытесняя оттуда
газы, «разъедая» и разбивая связи между зернами подобно отбойному молоточку [16, 17]. Сила воздействия на межзеренную границу твердого тела
в уравнении (4)),
складывается из межфазного натяжения (слагаемое
осциллирующего звукового давления и сопротивления газовой «подушки».
Чем меньше угол смачивания ϑ и вязкость расплава η, тем больше величина добавки к звуковому воздействию (например, при 900 °С вольфрамовые
прутки в алюминиевом расплаве дробятся виброобработкой на более мелкие
частицы). При тупом угле смачивания влияние звукового давления ослабевает, поглощается газовой подушкой, и дробления частиц может не произойти (например, в расплаве Al при 1000 °С не измельчаются конгломераты
карбида кремния). Т. е. на процесс измельчения композиционных добавок
виброобработкой влияние смачивания частиц расплавом существенно.
Таким образом, метод поршневой низкочастотной обработки при выполнении условий (1)-(3) стабильного турбулентного перемешивания всего
объема расплава с композиционными добавками позволяет получать однородные сплавы, включает в себя метод простого вибровоздействия на тигель и сохраняет, пусть и не с такой эффективностью, как ультразвуковой
метод, способность измельчать композиционные включения.
Низкочастотная обработка расплава как фактор, влияющий
на качество сплава
В лаборатории физической химии металлургических расплавов, используя воздействие на расплав низкочастотными колебаниями (НЧК)
поршня, получают различные лигатуры и сплавы на основе алюминия и
меди. Обработка НЧК сопоставима с длительной выдержкой расплавов при
высоких температурах перегрева. Совмещение перегрева и низкочастотного
воздействия на структурное состояние расплава усиливает эффект каждого,
увеличивая позиционный беспорядок, ослабляя межатомные связи, ускоряя химические реакции. Однако востребованность такой виброобработки
не всегда очевидна. Эффективность применения НЧК зависит от того, какие обрабатываются системы, в каких условиях. Например, при обработке
НЧК алюминиевых расплавов с содержанием 10–30 мас. % Pb в диапазоне
700–1060 °С получили равномерное распределение частиц свинца по слиткам [18]. Без использования НЧК весь свинец как более плотный осаждается на дно тигля. После вибровоздействия в течение 5–10 мин. при 900 °С
на Al-расплав с замешанными W-прутками получили сплав с равномерным
распределением вольфрамовых частиц по объему. В экспериментах без НЧК
125
растворения прутков не произошло даже после 90 мин. температурной выдержки [19]. В этих примерах виброобработка – необходимый фактор. Она
также может эквивалентно замещать какой-либо другой фактор из влияющих на качество (например, воздействием НЧК на расплав промышленных
лигатур Al–Ti и Al–Zr в течение 3 мин. при 1050 °С получен лигатурный
сплав Al–0.9%Ti–0.9%Zr с алюминидами размером до 25 мкм, характерный
для 1200–1250 °С без НЧК [20]) или замещать частично, но с улучшением качества сплава (в системе Al–Ti+Al–Zr, обработанной при 1200 °С без
НЧК, средний размер алюминида 25 мкм, с НЧК – 2 мкм [20–21]). В ряде
случаев в виброобработке нет необходимости, так как и без ее применения
получают сплав высокого качества (система Al–Sc [22]) или эффект от ее
использования невелик (Al–SiC [11]). Такая классификация влияния НЧК
на качество сплава не несет в себе какой-либо количественной оценки, но
позволяет подойти к ней с позиций доли НЧК в измельчении структурных
составляющих сплава.
Известно [23], что в результате термовременной обработки расплава
без НЧК чем выше температура, тем меньше размеры композиционных
включений в сплаве. Зависимость размеров частиц от длительности обработки не прямая: сначала происходит измельчение, затем, с определенного
момента, начинается их конгломерация. То же самое наблюдается при низкочастотной обработке (например, систем Al–Nb, Al–W, Al–Fe, Al–Pb [21,
17]), только дробление и коагуляция протекают намного быстрее. Следовательно, процессом измельчения структурных составляющих сплава можно
управлять посредством варьирования длительности НЧК.
Существующие в институте установки создают в расплаве звуковое
давление p3, не превышающее 0.3 МПа, что значительно ниже предела
прочности твердых частиц и интерметаллидов. Но за счет смачивания и
вибрационного воздействия со стороны расплава на частицы в них происходит разрушение связей в пространстве межзеренных границ. Это и приводит к измельчению частиц до размеров их зерен, определяемых по уравнению Гриффитса:
, (5)
где R – радиус частицы, σ и σв – поверхностное натяжение и предел
прочности материала частицы, Е – модуль упругости. Для многих композиционных добавок из уравнения (5) получаем, что размер зерен находится в
диапазоне 1–7 мкм.
Процесс коагуляции частиц в конгломераты при вибрационном воздействии, всегда направленном на разрушение частиц, требует пояснения,
особенно в твердожидкой области. Нами предложена следующая трактовка
механизма дробления и коагуляции включений при НЧК и условие конгломерации [17]: существует предельный минимальный размер (размер зерна),
до которого виброобработка способна разрушить твердую частицу или интерметаллид. После достижения минимального размера происходит ассоциация частиц в конгломерат, где каждая частица «самостоятельно» противостоит бародинамическому воздействию до окончания НЧК. Условие
прохождения конгломерации:
126
,
(6)
где R – радиус частицы, ρ3 – амплитуда звукового давления, σтж –
межфазное поверхностное натяжение, σв – предел прочности материала
частицы, b – размер атомной решетки. При p3 = 0.3 МПа условие (6), принятое как равенство, дает тот же диапазон минимальных размеров частиц,
что и уравнение Гриффитса. По данной трактовке минимальный размер
нерастворимых частиц – это размер их зерна. Следовательно, длительность НЧК должна ограничиваться временем достижения этого предельного размера. В некоторых экспериментах на этапе конгломерации наблюдалось дробление частиц до субмикронных размеров [19]. Такой факт
можно объяснить высокой интенсивностью обработки и немонолитностью самих зерен, особенно в условиях химической реакции образования
интерметаллидов.
В течение воздействия НЧК факторы измельчения и коагуляции работают одновременно, а степень измельчения частиц и преобладание того
или иного из факторов зависит от интенсивности колебаний, что подтверждается результатами, например, виброобработки системы Cu–Cr3C2 в режиме биений [14]. В медный расплав замешивали порошок карбида хрома
при частоте колебаний поршня 55 Гц и амплитуде, изменяющейся с периодом 60 с в диапазоне 0–1.5 мм. Отбор проб производили через каждые 20 с.
При значительной амплитуде колебаний поршня происходило ускоренное
измельчение частиц карбида хрома, при падении амплитуды и затухании
процесса перемешивания расплава – их конгломерация с тем же периодом
в 1 мин. Следовательно, размерами композиционных включений в сплаве
можно управлять не только выбором длительности виброобработки расплава, но и варьированием интенсивности воздействия.
Чтобы выбрать оптимальный температурный режим и необходимую
длительность обработки, мы предложили следующий подход, позволяющий также количественно оценить эффективность использования НЧК.
При фиксированной интенсивности НЧК главными факторами, влияющими на измельчение композиционных добавок и образующихся из них
интерметаллидов, являются температура обработки Т и длительность виброобработки t. Сначала при нескольких различных температурах, охватывающих как жидкую, так и твердожидкую области, в течение определенного времени производится обычная термическая обработка расплава без
использования НЧК, и определяются средние размеры d0(T) композиционных включений в полученном сплаве. Затем при тех же температурах
производится различная по длительности обработка расплава НЧК, и также определяются средние размеры dik (T, t) структурных компонентов (i –
индекс по температуре, k – индекс по длительности НЧК). Сравнивая d0i
и dik при выбранной температуре, можно судить о востребованности НЧК
(применение НЧК имеет смысл в случае наличия такого k, при котором d0i/
dik.>2-3). Обозначив размер компонента d0i(T), полученный без НЧК при
минимальной из выбранных температур, как d00 , можно по формуле
(7)
127
получить поле выраженных в процентах значений эффективности
НЧК в сравнении с влиянием перегрева. А если аппроксимировать значения d0i и dik поверхностью вида d(T,t), как, например, на представленном
ниже рисунке, то по частным производным
и можно судить о тен-
денциях в изменении размеров частиц от времени и температуры обработки, а из уравнения
определится длительность НЧК, обеспечиваю-
щая максимальное измельчение частиц до начала конгломерации [21].
В результате изучения влияния НЧК на качество получаемого композиционного сплава с позиции измельчения его структурных составляющих
установлено:
Рис. Аппроксимация изменения среднего размера (мкм) первичных алюминидов железа
в зависимости от температуры нагрева T (°С) расплава и длительности низкочастотной
обработки (мин.) [21]
1) фактор длительности виброобработки (или ее использования) среди
прочих факторов – перегрева, длительности выдержки перегрева, скорости
охлаждения, влияющих на размер структурных составляющих расплава (на
качество расплава), может являться фактором необходимым, эквивалентно
замещающим какой-либо другой фактор или частично замещающим какой-либо фактор с улучшением качества сплава;
2) при необходимости долю НЧК среди других факторов обработки
расплава, улучшающих качество сплава, можно определить количественно
(формула (7));
3) учет фактора длительности виброобработки необходим, поскольку с
увеличением времени обработки НЧК измельчение структурных составляющих расплава сменяется их ростом;
4) предельный размер разбиваемого виброобработкой алюминида находится в микрометровом диапазоне и может быть определен из формул (5)
или (6);
128
5) предложена новая трактовка механизма коагуляции включений в
процессе низкочастотной обработки расплава, описываемая условием (6);
6) к факторам влияния на измельчение включений следует отнести и
конгломерационную коагуляцию, определяемую предельным минимальным размером частицы.
Таким образом, представлен метод получения композиционных сплавов с использованием поршневого низкочастотного воздействия на расплав, рассмотрены как механика низкочастотной обработки расплава, так
и выявленные физико-химические особенности метода.
Список литературы
1. Агранат Б. А., Кириллов О. Д., Преображенский Н. А., Хавский Н. Н.,
Якубович И. А. Ультразвук в металлургии. – М.: Металлургия, 1969,
304 с.
2. Романов А. А. Вязкость некоторых сталей и ее связь с качеством слитка, подвергнутого вибрации в процессе затвердевания: дисс. к. т. н./
Романов Александр Анисимович. – Свердловск, 1958. – 120 с.
3. Фришберг И. В., Телицин И. И., Жидовинова С. В., Пастухов Э. А.,
Ватолин Н. А. Акустическая обработка расплавов//ДАН, 1991, т. 317,
№ 4, С. 879–883.
4. Пастухов Э. А., Попова Э. А., Бодрова Л. Е., Ватолин Н. А. Особенности кавитационных процессов при воздействии на жидкие среды
упругими колебаниями низких частот в кавитационном режиме//Расплавы. 1998, № 3, С. 7–13.
5. Игнатьев И. В., Киселев А. В., Долматов А. В., Концевой Ю. В., Пастухов Э. А., Игнатьева Е. В., Попова Э. А., Бодрова Л. Е. Математическое
моделирование движения жидкости в цилиндре, возбуждаемое поршнем-вибратором//Расплавы. 2005, № 6, С. 3–11.
6. Игнатьев И. Э., Концевой Ю. В., Игнатьева Е. В., Пастухов Э. А. Условия обеспечения турбулентного перемешивания расплавов при их
вибрационной обработке//Расплавы. 2007, № 2, С. 19–27.
7. Попова Э. А., Бодрова Л. Е., Ченцов В. П., Пастухов Э. А. Изучение
процессов смачивания карбида кремния алюминиевыми расплавами//Расплавы. 2008, № 3, С. 10–12.
8. Игнатьев И. Э., Концевой Ю. В, Игнатьева Е. В., Пастухов Э. А. Условия
вовлечения в турбулентный поток тяжелых труднорастворимых частиц
при вибрационной обработке расплава//Расплавы. 2007, № 6, С. 3–9.
9. Игнатьев И. Э., Концевой Ю. В., Пастухов Э. А, Игнатьева Е. В. Механика введения в композиционный расплав упрочняющих порошков//
Расплавы: 2009, № 1, С. 11–17.
10. Игнатьев И. Э., Концевой Ю. В., Игнатьева Е. В., Долматов А. В., Пастухов Э. А. Условия обеспечения турбулентного перемешивания расплавов при их вибрационной обработке низкочастотными колебаниями тигля//Расплавы, 2010, № 5, С. 3–9.
11. Игнатьев И. Э., Долматов А. В., Игнатьева Е. В., Истомин С. А., Пастухов Э. А. Псевдокавитация при низкочастотной обработке расплавов//
Расплавы, 2011, № 3, С. 3–8.
129
12. Игнатьев И. Э., Игнатьева Е. В. К вопросу о возможности очистки
сплавов от тяжелых включений низкочастотной обработкой//Труды
конгресса с международным участием и элементами школы молодых
ученых «Фундаментальные исследования и прикладные разработки
процессов переработки и утилизации техногенных образований». –
Екатеринбург: УрО РАН, 2014, С. 329–332.
13. Игнатьев И. Э., Пастухов Э. А., Игнатьева Е. В., Долматов А. В. Эффективность низкочастотной обработки расплава при наличии в нем агломерированных порошковых добавок//Расплавы. 2011, № 2, С. 3–9.
14. Игнатьев И. Э., Пастухов Э. А., Бодрова Л. Е., Игнатьева Е. В., Гойда Э. Ю. Особенности метода низкочастотной обработки расплавов//
Известия высших учебных заведений. Цветная металлургия. 2013, № 2,
С. 33–38.
15. Игнатьев И. Э., Концевой Ю. В., Пастухов Э. А., Игнатьева Е. В. Способ и устройство низкочастотной обработки расплавов//Металлург,
2011, № 5, С. 53–56.
16. Игнатьев И. Э., Бодрова Л. Е., Пастухов Э. А., Гойда Э. Ю. Поведение
конгломератов Cr3C2 в расплаве меди при воздействии на него низкочастотными колебаниями//Труды XIII Российской конференции
«Строение и свойства металлических и шлаковых расплавов». Т. 4.
Екатеринбург: УрО РАН, 2011, С. 65–68.
17. Игнатьев И. Э., Игнатьева Е. В., Пастухов Э. А., Гойда Э. Ю. Анализ механизма измельчения и коагуляции твердых частиц при низкочастотной обработке алюминиевых расплавов//Расплавы, 2012, № 1, С. 3–6.
18. Игнатьев И. Э., Долматов А. В., Игнатьева Е. В., Пастухов Э. А. Влияние содержания свинца, длительности и температуры низкочастотной
обработки расплавов системы Al–Pb на размер свинцовых включений
в их сплавах//Расплавы, 2014, № 1, С. 31–35.
19. Игнатьев И. Э., Пастухов Э. А., Бодрова Л. Е. Метод получения сплавов низкочастотной обработкой их расплавов. – Saarbrucken: LAP
LAMBERT Academic publishing, 2013. – 170 c.
20. Попова Э. А., Долматов А. В., Бодрова Л. Е., Пастухов Э. А., Петрова С. А. Способ получения лигатур Al–Ti–Zr для алюминиевых сплавов с повышенными модифицирующими свойствами//Труды Всероссийской конференции «Исследования в области переработки и
утилизации техногенных образований и отходов». 24–27 ноября 2009.
Екатеринбург, С. 396–398.
21. Игнатьев И. Э., Игнатьева Е. В., Пастухов Э. А., Гойда Э. Ю. Количественная оценка низкочастотной обработки расплавов как фактора измельчения структурных компонентов получаемого сплава//Расплавы,
2012, № 1, С. 7–11.
22. Попова Э. А., Долматов А. В., Бодрова Л. Е., Пастухов Э. А., Ватолин Н. А., Захаров Р. Г. Способ улучшения качества лигатуры Al–Sc//
Труды Всероссийской конференции «Исследования в области переработки и утилизации техногенных образований и отходов». 24–27 ноября 2009, Екатеринбург, С. 386–389.
23. Солнцев Ю. П., Пряхин Е. И., Войткун Ф. И. Материаловедение – М.:
МИСИС. 1999. – 600 с.
130
УДК 537.9
МАГНИТНЫЕ СВОЙСТВА
ФУНКЦИОНАЛЬНЫХ МАТЕРИАЛОВ
Г. А. Дорогина, Г. А. Кожина, В. М. Козин, В. Я. Митрофанов, С. Г. Титова, С. Х. Эстемирова, С. А. Упоров, О. М. Федорова, А. В. Фетисов, А. М. Янкин
Институт металлургии УрО РАН, г. Екатеринбург, vyam@mail.ru
В настоящее время наиболее перспективными направлениями в научных и прикладных исследованиях являются следующие проблематики:
эффект гигантского магнитосопротивления (ГМС), эффект колоссального магнитосопротивления (КМС), магнитокалорический эффект, низкорамерный магнетизм, магнетизм наночастиц, магнетизм ВТСП-систем,
молекулярный магнетизм и т. д. Среди перечисленных здесь направлений
магнитных исследований и магнитных материалов многое на сегодняшний
день является охваченным в лаборатории статики и кинетики процессов в
рамках различных научных проектов и программ.
Рис. 1. Вибромагнитометр CFS-9T-CVTI
В последние годы в нашей лаборатории успешно развивались следующие направления исследований: магнитные свойства исходных и механоактивированных 3d-оксидов MnO, MnO2, Mn2O3, Mn3O4, манганитов со структурой перовскита R1-xAxMnO3 (R – La, Pr, Nd, Sm, Dy, A – Sr, Ca), магнитные
и транспортные свойства квазидвумерных манганитов Nd2Sr1Mn2O7+δ (фазы
Раддлесдена-Поппера), магнитные свойства нанокомпозитов SiO2@Fe2O3,
NiO, магнитные свойства ВТСП-оксидов, магнитные свойства природных
Fe-Cr шпинелей и т. д. Все измерения проводились в лаборатории статики
и кинетики процессов на вибромагнитометре CFS-9T-CVTI.
Автоматизированная VSM-система Cryogenic CFS-9T-CVTI. Система
состоит из сверхпроводящего магнита без использования жидких крио-
131
агентов, отделения для образца с изменяемой температурой, набора специальных вставок для размещения образцов, электроники, компьютера и
программного обеспечения. Стандартный температурный диапазон для
измерения магнитного момента образца, магнитной восприимчивости образца при переменном токе в диапазоне частот от 1 Гц до 20 000 Гц, удельного сопротивления на постоянном токе составляет от 1.6 K до 300 K с
магнитными полями до 9 Tesla. При необходимости можно расширить температурный диапазон до 650 К при помощи нагреваемой платформы.
Манганиты. В последнее время легированные двухвалентными элементами оксиды переходных металлов типа R1-xAxMnO3 (где R – La, Pr,
Nd, Sm, Dy, A – Sr, Ca, Br) являются объектами интенсивных исследований. При этом физические свойства манганитов существенно меняются,
система проходит через последовательность фазовых трансформаций с
разнообразными типами упорядочения: магнитного, структурного и электронного. Одним из уникальных свойств манганитов является эффект колоссального магнитосопротивления (КМС). Этот эффект наблюдается в
интервале концентраций х, где существует металлическая ферромагнитная
фаза, и заключается в том, что сопротивление меняется при приложении
магнитного поля. Величина эффекта в полях порядка 1 Тл может достигать
десятков процентов в области температур, соответствующих переходу парамагнетик (изолятор)→ферромагнетик (металл).
Подобные существенные изменения магнитных и электрических
свойств (КМС-эффект) также наблюдаются в фазах Раддлесдена-Поппера
(РП) Ln2-xSr1+xMn2O7+δ. Магнитные и транспортные свойства РП фаз Ln2Sr1+xMn2O7+δ определяются размерами лантаноидов и состоянием окислеx
ния марганца, которое может контролироваться изменением катионного
состава (соотношением разнозарядных ионов Ln и Sr) или кислородной нестехиометрии. Соединения Ln2-xSr1+xMn2O7+δ отличаются от R1-xAxMnO3 тем,
что эффект КМС проявляется в широком температурном диапазоне, и этот
эффект не связан с ферромагнитным упорядочением ионов марганца.
Впервые в лаборатории статики и кинетики были выполнены исследования магнитных и транспортных свойств РП фаз NdSr2Mn2O7+δ, подвергнутых повторной термической обработке при разных температурах Tann.
Было установлено, что заметное магнитосопротивление (МС) наблюдается
при температурах ниже 200 К для всех соединений и монотонно возрастает
при понижении температуры [1]. При этом значения МС для соединений
NdSr2Mn2O7+δ нелинейно зависят от содержания кислорода. Максимальное
значение МС ∼400% было достигнуто при 5 К и магнитном поле 7 Т для
образца с δ = 0.03 (рис. 2).
Наблюдаемые результаты обсуждались в предположении об образовании ферромагнитных кластеров в соединениях NdSr2Mn2O7+δ.
Инверсия намагниченности в манганитах. Магнитные материалы, содержащие 3d-ионы и РЗМ-элементы, как правило, показывают положительную намагниченность, в то время как диамагнитные материалы, включая сверхпроводники, демонстрируют отрицательную намагниченность (по
отношению к направлению приложенного магнитного поля). Существует
широкий класс материалов (ферриты, манганиты, сплавы и т. д.), в которых наблюдается феномен инверсии намагниченности. Инверсия намаг-
132
Рис. 2. Температурная зависимость электрического сопротивления (левая логарифмическая
шкала) и МС (правая шкала) соединения NdSr2Mn2O7+δ. Сплошные кривые – сопротивление в нулевом магнитном поле, пунктирные кривые – сопротивление в поле 7Т
ниченности определяется как переход намагниченности от положительного значения к отрицательному значению при изменении температуры
в материалах ниже их температуры магнитного упорядочения. Феномен
инверсии намагниченности наблюдался в образцах SmMnO3, NdMnO3,
Nd0.95MnO2.93±δ, Eu1-xMn1+xO3. В качестве примера приведены кривые намагниченностей в ZFC- и FC-режимах и обратной статической магнитной восприимчивости исходного образца SmMnO3 (рис. 3) [2].
133
Рис. 3. Температурные зависимости ZFC и FC (левая шкала), при H = 100 Oe, обратной
статической магнитной восприимчивости (правая шкала) и первая производная
намагниченности (вставка)
Кривая намагниченности m(T) в FC-режиме при охлаждении ниже
56 К проходит через широкий максимум вблизи 20–30 K, и при Tc ≈9 K
намагниченность образца обращается в ноль, т. е. фиксируется точка компенсации. При температурах, меньших Tc, наблюдается инверсия знака намагниченности. Компенсационный эффект в данном манганите самария
интерпретируется компенсацией ферромагнитного момента от скошенных
спинов Mn3+ и противоположно ориентированных моментов Sm3+.
Были исследованы магнитные свойства механоактивированных поликристаллических оксидов SmMnO3 (рис. 4). Механоактивация проводилась
в двух различных лабораторных варио-планетарных шаровых мельницах –
AGO-2 с использованием шаров из нержавеющей стали и Pulverizette 4
(FRITSCH) с шарами из оксида циркония ZrO2. Показано, что инверсия
FC-намагниченности имеет место только в исходном образце. Для механоактивированных образцов FC-намагниченность не меняет знак во всем
исследуемом интервале температур. Установлено, что магнитные свойства
образцов существенным образом зависят от режима механоактивации.
Эффекты, обусловленные помолом образца SmMnO3 в низкоэнергетической мельнице Pulverizette 4 (FRITSCH), существенно зависят от времени механической обработки и при длительном воздействии (часы) приводят к существенной редукции намагниченности, температур магнитных
фазовых превращений, росту коэрцитивной силы. Механоактивация в высокоэнергетической мельнице AGO-2 слабо влияет на магнитные характеристики оксида SmMnO3.
Феномен инверсии намагниченности обусловлен целым рядом факторов: специфика кристаллической структуры, магнитная анизотропия
ионов марганца и РЗМ-элементов, магнитные обменные взаимодействия
(изотропные и анизотропные), температурная зависимость намагниченностей подрешеток, наличие магнитных кластеров, антиферроманитных и
ферромагнитных фаз в кристалле.
134
Рис. 4. Температурные зависимости ZFC- и FC-намагниченностей образцов SmMnO3
при H = 100 Э, полученных измельчением в мельнице AGO-2 (левый рисунок) и мельнице
Pulverizette 4 (FRITSCH) (правый рисунок)
Нанообъекты. Повышенный интерес исследователей к нанообъектам вызван обнаружением у них необычных физических и химических
свойств, что связано с проявлением так называемых квантовых размерных
эффектов. Одной из главных причин изменения физических и химических
свойств малых частиц по мере уменьшения их размеров является возрастание в них относительной доли поверхностных атомов, которые находятся в
иных условиях (координационное число, симметрия локального окружения
и т. д.), чем атомы объемной матрицы. Особое место среди них занимают
магнитные свойства, в которых наиболее отчетливо проявляются различия
между массивным (объемным) материалом и наноматериалом. Магнитные
свойства наночастиц определяются целым рядов факторов, среди которых
необходимо выделить химический состав, тип кристаллической решетки и
степень ее дефектности, размер и форму частиц, взаимодействие частиц с
окружающей их матрицей и соседними частицами. Изменяя размеры, форму, состав и строение наночастиц, можно в определенных пределах управлять магнитными характеристиками материалов на их основе.
В настоящее время высокодисперсный кремнезем, допированный
магнитными формами оксидов железа, рассматривается как перспективный материал для биомедицинских применений. Высокая стабильность и
биосовместимость магнитных силикатов, а также возможность модифицирования поверхности Fe2O3-SiO2 различными функциональными группами,
благодаря присутствию реакционно-способных силанольных групп, позволяет регулировать электроповерхностные свойства материалов, их агрегативную устойчивость и пористую структуру
Совместно с Институтом технической химии УрО РАН (г. Пермь) был
выполнен комплекс исследований текстурно-структурных свойств, размера частиц, их агрегативной устойчивости, а также магнитных характеристик
железосодержащих мезопористых кремнеземов, имеющих равные мольные
соотношения компонентов 0,05 Fe2O3 – 1 SiO2, но полученных различными способами – соконденсацией оксидов железа и кремния с последующей
гидротермальной выдержкой, а также влажной импрегнацией наноразмерного γ-Fe2O3 как в процессе гидротермального синтеза диоксида кремния,
так и постсинтетической модификации силикатной матрицы. По резуль-
135
татам исследования определено, что выбранные соотношения основных
компонентов позволяют получить материалы с организованной структурой
мезопор (MCM-41) всеми рассматриваемыми способами. Монодисперсные частицы, агрегативно устойчивые, с узким распределением по размерам, диаметр которых определяется в нанометровом диапазоне, обнаружены в образце, полученном методом темплатной соконденсации оксидов в
условиях гидротермальной выдержки. Этот же образец продемонстрировал
устойчивость к воздействию высоких температур. Сравнительный анализ
данных по магнитным характеристикам исследуемых нанопористых композитов γ-Fe2O3@ SiO2 подтвердил результаты исследований текстурноструктурных свойств этих объектов, которые проявились в различиях распределения температур блокировки суперпарамагнитных частиц, которые
пропорциональны объему наночастиц, в зависимости от условий синтеза.
Совместно с Институтом геофизики УрО РАН были выполнены исследования природных железисто-хромистых шпинелей переменного состава Fe2+(Cr2-xFex3+)O4 из хромитоносного Ключевского массива Урала,
являющихся основными носителями намагниченности на исследованных
участках массивов [3, 4]. Были установлены существенные изменения состава и магнитной структуры акцессорной хромшпинели, рассеянной во
вмещающей силикатной матрице, в отличие от слабоизмененной рудообразующей хромшпинели, под воздействием вторичных геологических
процессов, в том числе сопровождающихся деформациями пород. Разная
степень изменений рудообразуюших и акцессорных хромшпинелей, а также метастабильное состояние вторичных магнитных фаз отражаются на
необратимом ходе кривых температурной зависимости намагниченности в
диапазоне от 300 до 1000 К. Результаты измерений в области низких температур (4–300 К) свидетельствуют о присутствии в исследуемых образцах высокохромистых шпинелей с температурами магнитных фазовых переходов
Tc ниже комнатной и о наличии в матрице первичной шпинели вторичных
магнитных микрофаз (нанокластеров), обогащенных катионами Fe3+. Это
проявляется набором магнитных фаз с разными температурами магнитных
фазовых переходов Tc на термомагнитных кривых как в низкотемпературном, так и в высокотемпературном диапазонах.
Рис. 5. МСМ-изображение магнитной структуры в центральной части зонального зерна
Fe-Cr-шпинели
136
Магнитные нанокластеры, которые играют важную роль в формировании магнитных свойств вмещающих пород, были обнаружены при исследованиях магнитной структуры методом магнитно-силовой микроскопии
(МСМ) в зернах акцессорной хромшпинели. Они представляют собой хаотически распределенные в первичной немагнитной хромшпинели магнитные кластеры в виде либо одиночных или групп из 2–3-х магнитных диполей размером в десятки нанометров, либо в виде цепочечных структур
из магнитных диполей/однодоменов. На рис. 5 представлено изображение
магнитной структуры в виде цепочки магнитных образований, полученное
с помощью метода МСМ, в центральной части зонального зерна хромшпинели.
Ступенчатый характер зависимости Tc(δ) в соединении YBa2Cu3O6+δ.
Были приведены результаты исследования структурных и сверхпроводящих свойств оксидного сверхпроводника YBa2Cu3O6+δ [5]. Установлено,
что полученная экспериментальная зависимость параметра решетки c от
δи времени, прошедшем после закалки образцов, c(δ; τ), при τ = 5 ч и τ =
15 сут. существенно различается. В первом случае это зависимость, близкая к линейной, во втором – описываемая квадратичной функцией. Показано, что линейная часть функции c(δ) связана с изменением валентного
состояния катионов в процессе окислительно-восстановительных реакций,
тогда как за нелинейную часть отвечает перенос заряда, имеющий место в
YBa2Cu3O6+δ – перераспределение дырок между структурными плоскостями
CuOδ и CuO2. Анализ полученных зависимостей c(δ; τ) позволил заключить,
что непосредственно после закалки образцов дырки в плоскостях цепочек
некоторое время локализованы на кислороде в виде O–, а в интервале τ =
5 ч – 15 сут. в результате электронной реакции они переходят на ионы Cu3+.
В первом случае наблюдается слабый перенос заряда в CuO2-плоскость, а во
втором – более значительный (>2 раз).
На основе полученных данных объяснен эффект старения образцов
при tкомн, во время которого происходит уменьшение параметра c и рост температуры перехода в сверхпроводящее состояние Tc. Показан возможный
механизм подавления сверхпроводимости в интервале 0.5 < δ < 0.7 с образованием плоской ступеньки на кривой Tc(δ).
Рис. 6. Низкотемпературные магнитные исследования. (a) Температурная зависимость
намагниченности образцов YBa2Cu3O6+δ от температуры; (b) Значения температуры сверхпроводящего перехода Tc(δ) в зависимости от содержания кислорода в образцах YBa2Cu3O6+δ
137
Магнитные свойства Fe-Si. Для получения высокого уровня функциональных свойств изделий электротехнического назначения стали легируют
кремнием, который повышает удельное электросопротивление, тем самым
снижая потери на вихревые токи при перемагничивании и понижая коэрцитивную силу за счет увеличения размера зерна в материалах. Однако
с ростом содержания кремния повышается твердость и хрупкость сталей,
что делает невозможным ее получение методом прокатки. В связи с этим
практическое применение имеет электротехническая сталь с содержанием
кремния не более 5%. Методы порошковой металлургии позволяют получать изделия из железокремнистых материалов с высоким содержанием
кремния. При этом удельное электросопротивление будет гораздо больше,
чем у литой кремнистой стали, но в порошковых материалах, где остаточная пористость не позволит получить монокристалл, мы будем иметь увеличение кристаллического зерна.
Остаточная пористость снижает намагниченность насыщения, поэтому
для получения требуемого уровня функциональных свойств изделий необходимо обеспечить высокую плотность спеченных материалов. Это может
достигаться измельчением порошков, приводящим, при достаточно высокой
интенсивности процесса, к их механической активации. Механическая активация порошков повышает интенсивность процессов спекания прессовок,
что способствует получению высокой плотности спеченных изделий [6].
Зависимость коэрцитивной силы (Нс) и намагниченности насыщения
(Мs) порошковых материалов Fe – 6,1% Si от времени дробления приведены на рис. 7. Экстремумы на зависимостях исследуемых свойств от времени дробления порошков соответствуют 1,5 ч. При этом значительно ухудшаются свойства магнитомягкого материала. Увеличение коэрцитивной
силы материалов из порошков после большого времени дробления и предварительно отожженных, по сравнению с материалами из неотожженных
порошков, свидетельствуют о продолжающемся процессе активации. При
предварительном отжиге порошков происходит частичное или полное снятие напряжений, что уменьшает их активность.
Магнитные свойства пирротинов при высоких температурах. Пирротины являются типичными дефектными соединениями, имеющими две и более подрешетки,
что влияет на их магнитные характеристики.
Сравнение кривых намагниченности σ = f(Т)
гексагонального пирротина (Fe0.94S) в поле
0.15 Т при нагревании и охлаждении показало,
что в области 580–623 К (нагрев) наблюдается
переход образца в антиферромагнитное состояние с температурой Нееля TN∼605 К [7, 8].
Магнитное состояние моноклинного
пирротина
определяется режимами измереРис. 7. Магнитные свойства
ний
(рис.
9).
Так, при 623 К образец являетFe – 6,1% Si порошковых материалов в зависимости от вреся антиферромагнетиком при нагреве в поле
мени дробления порошков: ♦ –
0,15 Т и парамагнетиком – при нагреве в поле
после дробления и – после
1 Т, т. е. с ростом величины магнитного поля
дробления и отжига при 500 °С
происходит редукция TN.
в вакууме.
138
Рис. 8. Изменение удельной намагниченности Fe0.94S при нагреве (А) и охлаждении (Б)
в поле 0.15 Т
Рис. 9 Зависимость магнитного момента моноклинного пирротина от напряженности
магнитного поля при нагреве в поле: – 0,15Т; – 1Т
Заключение. Количество применяемых в технике магнитных материалов очень велико. Если рассматривать магнитные материалы с точки зрения легкости намагничивания и перемагничивания, то их можно подразделить на магнитно-твердые материалы и магнитно-мягкие материалы. Хотя
к магнитно-мягким и магнитно-твердым материалам относится подавляющее большинство магнитных материалов, в отдельные группы выделяют
термомагнитные сплавы, магнитострикционные материалы, магнитодиэлектрики и другие специальные материалы.
Качество магнитных материалов непрерывно повышается путём применения все более чистых исходных (шихтовых) материалов и совершенствования технологии производства (термические обработки материалов
в защитных средах, вакуумная плавка и др.). Улучшение кристаллической
и магнитной текстуры магнитных материалов позволит уменьшить потери
энергии в них на перемагничивание, что особенно важно для электротехнических сталей. Формирование специального вида кривых намагничивания
и петель гистерезиса возможно при воздействии на магнитные материалы
магнитных полей, радиоактивного излучения, нагрева и др. При создании
магнитных материалов (например, магнитно-мягких материалов с большой
индукцией насыщения и с малой шириной магнитного резонанса) перспективны редкоземельные элементы. Представляет интерес разработка
магнитных материалов, в которых магнитные свойства сочетаются с целым
рядом других свойств (электрическими, оптическими, тепловыми).
139
Список литературы
1.
2.
3.
4.
5.
6.
7.
8.
140
Yankin A. M., Fetisov A. V, Fedorova O. M, Uporov S. A., Mitrofanov
V.Ya. Influence of oxygen non-stoichiometry on physical properties of
NdSr2Mn2O7±δ// Journal of Rare Earths. 2015. Vol. 33, Nr 3. P. 282–288.
Uporov S. A., Mitrofanov V. Ya.,. Fedorova O. M, Fishman A. Ya. Magnetic
properties of mechanically activated SmMnO3 powders//Journal of materials
science. 2013. Vol. 48, Nr. 21. P. 7673–7678.
Шерендо Т. А., Митрофанов В. Я., Мартышко П. С., Важенин В. А.,
Памятных Л. А., Алексеев А. В. Магнитные микрофазы в хромшпинелях альпинотипных ультрамафитов (Средний Урал)//Доклады Академии Наук. 2014, Т. 456, № 1. С. 101–105.
Sherendo T. A., Vdovin A. G., Martyshko P. S., Mitrofanov V. Ya.,
Alekseev A. V., Zamyatin D. A., Vazhenin V. A., Pamyatnykh L. A. The nature
of geomagnetic anomalies in metamorphosed chromite-bearing dunites: a
case study of the southern Klyuchevskoy complex, Central Urals//Russian
Geology and Geophysics. Volume 2015. V. 56, Nr. 3. P. 476–486.
Fetisov, A., Kozhina G.; Estemirova S.; Mitrofanov V. Room-temperature
aging effects in YBa2Cu3O6+δ//Supercond. Sci. Technol. 2015 (in press).
Дорогина Г. А., Балакирев В. Ф. Влияние механической активации
Fe-8%Si порошков на процесс перемагничивания в слабых полях полученных материалов. Материалы конференции «Термодинамика
не-упорядоченных сред и пьезоматериалов» Ростов-на-Дону – Пятигорск. 2009. C. 83–86.
Дорогина Г. А., Гуляева Р. И., Селиванов Е. Н.,. Балакирев В. Ф. Термические и термомагнитные свойства пирротинов//Журнал неорганической химии. 2015. Т. 60, № 3. С. 349–355.
Селиванов Е. Н., Дорогина Г. А., Гуляева Р. И., Балакирев В. Ф., Титова С. Г., Вершинин А. Д. Изменение магнитного состояния пирротина
Fe0.875S при нагреве во внешнем магнитном поле//Сб. трудов XXII Международной конференции «Новое в магнетизме и магнитных материалах». Астрахань. 2012. C. 661–664.
УДК 669.14:537.29
ОЧИСТКА В ГАЗАХ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ
ОТ ПОВЕРХНОСТНО-АКТИВНЫХ ЭЛЕМЕНТОВ
ПРИ СЛАБОМ МЕЖЭЛЕКТРОДНОМ ТОКЕ
А. В.Кайбичев1, И. А. Кайбичев2
1 – Институт металлургии УрО РАН, г. Екатеринбург;
2 – Уральский федеральный университет имени первого Президента России
Б. Н. Ельцина, г. Екатеринбург, Kaibitchev@mail.ru
Развитие современной техники связано с повышением качества металлов. Одним из путей является их очистка от поверхностно-активных элементов. Определенные надежды возлагались на электролиз расплавов. Электроперенос элементов в металлургических шлаках, металлических расплавах и
газах не соответствовал рассчитанному по закону Фарадея. Различие в результатах возрастало с увеличением электронной проводимости расплавов.
О ее величине давал представление выход по току переноса элементов. Он
при электролизе жидких шлаков был меньше определенного по закону Фарадея [1]. Электрохимическое обессеривание чугуна, при доменном шлаке в
качестве электролита, сопровождалось переносом хрома и кремния. Выход
по току переноса серы в лучшем случае соответствовал 29%, хрома доходил
до 35%, а кремния не превышал 10%. Суммарное использование электричества на перенос элементов было меньше 62% [1]. В металлических расплавах
подавляющий перенос электричества осуществляют электроны [1, 2]. Они
способствуют небольшому переносу положительных ионов Cu, Zn, Cd, Ag,
Au, Fe к аноду [1, 2]. Данных о влиянии состава, атмосферы, температуры,
прошедшего электричества на электронную проводимость шлаков и металлургических расплавов мало. Количественно они не обобщены. Закон Фарадея совместно с результатами опытов позволяют оценивать долевое участие ионов и электронов в переносе электричества через расплавы.
Перенос элементов в газах из металлических расплавов обнаружен
при слабом межэлектродном токе [3]. В газах переносились элементы с
меньшим потенциалом ионизации. В гелии из анодных металлических расплавов удалялись на катод сера, фосфор, кремний, а в азоте водород и кислород. Показаны возможности очистки расплавов щелочных металлов [4],
металлов подгрупп титана [5], ванадия [6] от водорода, азота, кислорода в
инертных газах, в азоте от водорода и кислорода. Снижение содержания поверхностно-активных элементов в расплавленных металлах ниже растворимости в кристаллизующейся фазе сократит и даже может предотвратить их
выделение по границам зерен. Глубокая очистка металлических расплавов
от поверхностно-активных элементов представляется реальной. Их малое
содержание не потребует большого количества электричества. Это повысит
качество металлов. Железо, никель, серебро, медь в гелии удалялись из катодных расплавов на анод. Удаление металлов Al, Ag, Mo, W, Cu с катода
наблюдали также в вакууме [7]. Выход по току переноса одноатомных ионов
железа, никеля из расплавов не превышал 7%, серебра достигал 75%, а меди
141
превышал возможный при расчете по закону Фарадея [8]. Перенос положительных ионов железа, никеля на анод обеспечивал поток электронов. Они
переносили более 93% электричества. Массоперенос серебра, меди одноатомными ионами согласно расчета по закону Фарадея оказался близким к
ионному. Без электронного сопровождения его не могло быть. Результаты
этих опытов объясняются образованием и переносом в электрическом поле
небольшого количества положительных многоатомных ионов. Большую
часть электричества переносят электроны, сопровождающие ионы к аноду.
Удаление из металлических расплавов многоатомных группировок имело
место в вакууме [9,10]. Их образование связано с эволюцией относительно
гладкой поверхности расплавов галлия и индия в холмисто-игольчатую при
малых токах [9]. Поверхность расплава в «замороженном» состоянии представляла сфероидальные и конические выступы с иглами уменьшающегося радиуса по высоте и отрывающимися микронными капельками. Анализ
результатов авторами показал рост числа атомов в ионах Ga+ с 2 до 6 [9], в
Au+ с 2 до 7 [10] с увеличением прошедшего электричества. Многоатомные
группировки (эктоны) обнаружены при взрыве перегретых микрообъемов
металла на катоде. Движение их к аноду обеспечивал поток 1011 электронов
[7]. Результаты по межэлектродному переносу элементов в газах и вакууме
нуждаются в обосновании. Предложенный метод расчета способствует их
пониманию. Он показывает преемственность основных положений закона
Фарадея для переноса элементов в газах.
Перенос элементов в газах в электрическом поле постоянного тока относится к электрохимии. В какой-то мере возможно его согласие со вторым
законом Фарадея для ионных электролитов
(1)
Здесь М – межэлектродный перенос массы ионами (г), А – атомная
масса элемента, n – заряд одноатомного иона, J – количество тока в амперах, t – время (с).
Перенос массы М ионами в гелии при расчете по закону Фарадея не
соответствовал прошедшему электричеству [3]. В газах электричество переносили еще и электроны. Рассчитать М можно по доле однозарядных ионов
в потоке заряженных частиц. В однозарядности ионов убеждает минимальность первых потенциалов ионизации элементов и их небольшое содержание в газах-наполнителях. Межэлектродный перенос массы М (г) в газах
рассчитывается по выражению
(2)
Здесь Q – прошедшее между электродами электричество в кулонах
(Кл), Х – доля однозарядных ионов, е – элементарный заряд (1.602*10-19
Кл), m – число атомов в ионе, А – атомная масса элемента, NA – число
Авогадро (6.022*1023 моль-1).
Первый член произведения (2) представляет количество участвующих
в переносе однозарядных ионов, второй – массу иона. После замены е×NA
получили
142
(3)
Межэлектродный перенос грамм-эквивалента вещества в электролитах (1) и в газах (3) соответствует массе одноатомных ионов, перенесших
96500 кулонов электричества. В этом согласие переноса в газах с законом
Фарадея для электролитов.
Выражение (3) отличается от (1) учетом не всего прошедшего электричества, а только доли в нем ионов Х, числом атомов m в ионе и его однозарядностью. Определение в газах М при одноатомных ионах (m = 1) возможно (3) по доле ионов Х в прошедшем электричестве Q. Она рассчитывается
для конкретных условий по отношению скорости иона W+ к сумме его скорости и скорости электрона W
(4)
Здесь Е – напряженность электрического поля (В/м), N0 – концентрация атомов (молекул) газа при нормальных условиях, Т – температура в
градусах Кельвина, Р – давление газа (Н/м2).
Доля ионов Х в электричестве позволяет определить число электронов, сопровождающих положительный ион к аноду, по отношению 1-Х к Х.
Скорость электронов W- в газах изучена в различных условиях [11].
Известно совместное влияние повышения температуры 77–293 °К и напряженности электрического поле E/N, на скорость электронов W- в газах.
В гелии она снижалась примерно на 10% при E/N равном 0.1 Tg, а в азоте и
водороде при 0.3 Tg. Дальнейшее повышение E/N устраняло влияние температуры на W-. В остальных инертных газах не обнаружена зависимость Wот температуры при различных значениях E/N. Слабо зависит W- также от
давления. В оценочных расчетах ограничились учетом влияния E/N на W-.
Скорость ионов W+ определяли по их приведенным подвижностям К0
при объеме моля VM в нормальных условиях
(5)
Выражение (5) получено из зависимости приведенной подвижности
К0, соответствующей нормальным условиям, от замеренных подвижностей
К при температурах Т и давлениях Р [12]
Замена подвижностей ионов К выражением К = W+/E дала зависимость скорости иона W+(E, T, P) от напряженности электрического поля Е,
температуры Т и давления Р
Значения различных параметров приведены в зависимости от отношения E/N [11, 12]. Удобство их использования достигнуто заменой Е выражением
143
В нем концентрация атомов (молекул) в газе N0 при нормальных условиях определена по отношению числа Авогадро NA к объему моля VM. Значения К0 ионов ряда элементов известны в различных газах [12].
Отсутствующие приведенные подвижности К0 ионов в газах можно
оценить по известным подвижностям ионов близких по атомной массе элементов. Согласно закона Фарадея перенос в электролитах одинаково заряженных ионов, близких по атомной массе, мало отличается и одинаков при
равных атомных массах ионов. Это также относится к переносу в газах. Для
близких по атомным массам А1, А2 элементов значения M1, Q1 в (2) мало
отличаются от M2, Q2. Сокращение их в отношении выражений (3) привело
к примерной зависимости атомной массы переносимых элементов с долей
их одноатомных ионов Х1, Х2 в прошедшем электричестве
(6)
Сравнение А1/А2 с соответствующим отношением Х2/Х1 показывает
улучшение согласия с уменьшением различия в атомных массах элементов
А1 и А2 (табл. 1).
Таблица 1
Сравнение отношений А1/А2 атомных масс щелочных металлов А1 и инертных
газов А2 с отношениями Х1/Х2 долей переноса ионов Х1, Х2
А1/А2
Х2/Х1 в гелии
Х2/Х1 в аргоне
Na/Ne
K/Ar
Rb/Kr
Cs/Xe
1.139
0.980
1.020
1.015
1.139
0.947
1.002
0.985
1.016
1.000
Хорошее согласие отношений атомных масс элементов и долей ионов
в электричестве свидетельствует о достоверности приведенных подвижностей К0 ионов щелочных металлов и инертных газов. Они известны для щелочных металлов во многих газах и использованы в качестве исходных при
определении в них неизвестных подвижностей К0(Н) ионов любого элемента Н. По приведенным подвижностям ионов щелочных металлов Щ1, Щ2,
близких по атомной массе к металлу Н с неизвестной подвижностью иона,
рассчитываются скорости (5) и по (4) доли ионов Х(Щ1), Х(Щ2) в электричестве. По ним определяется доля ионов Х(Н) элемента Н в прошедшем
электричестве
, (7)
где А(Щ1) < А(Н) < А(Щ2).
Доля ионов Х(Н) в электричестве позволяет (4) определить скорость
иона W+(Н) и затем (5) его приведенную подвижность К0(Н).
Межэлектродный перенос элементов (3) в газах зависит от доли
ионов Х в прошедшем электричестве Q, их заряда и атомности m. Значения
Х рассчитываются (4, 5) с использованием приведенных подвижностей К0.
Рассчитанные подвижности ионов Na+ , K+ , Rb+ щелочных металлов мало
отличаются от приведенных экспериментальных (табл. 2).
144
Таблица 2
Сравнение экспериментальных и расчетных приведенных подвижностей К0
(см2/В*с) ионов в гелии
Ионы
Na+
K+
Rb+
Cr+
Ti+
V+
Mn+
Fe+
Co+
К0
эксперимент
22.7
21.5
20.1
21.4
25.6
25.1
23.1
23.7
22.9
К0 расчет
22.8
21.7
20.0
21.1
21.2
21.3
21.0
21.0
20.9
Это свидетельствует о достоверности метода расчета. Большее различие подвижностей у ионов Ti+, V+, Mn+, Fe+, Co+ , возможно, связано с отличием их электронных оболочек от щелочных металлов. Влияние различия
электронных оболочек металлов каждой подгруппы показывает относительное отклонение рассчитанных подвижностей от экспериментальных.
Рассчитанные подвижности ионов металлов, после учета относительного
отклонения от экспериментальных в соответствующих подгруппах, позволяют оценивать межэлектродные переносы элементов.
Однозарядность ионов в газах, принятая на основе минимальности
первых потенциалов ионизации элементов и их малого содержания, подтверждается согласием экспериментальных и расчетных переносов ионов
Fe+, Co+, Ge+ в гелии (табл. 3).
Таблица 3
Межэлектродный перенос элементов в гелии при положительной (+)
и отрицательной (-) полярности расплавов
Изменение массы
Электричество
Расплав
E/N0 ,
расплава, 10-4 г/мин
при темтаунсенд,
Е, В/см
Q пропературе
10-17
Х, %
по расшедшее,
в опыте
В×см2
1928 °­ К
ионов
чету
Кл/мин.
Fe ( + )
36
0.134
12
3.40
2.36
2.18
Fe ( - )
41
0.154
12
3.60
- 2.50
- 1.15
Co ( + )
46
0.171
4.5
3.65
- 1.00
- 0.80
Co ( - )
60
0.231
10.1
4.17
2.57
3.12
Ge ( + )
50
0.186
8.1
3.28
- 2.00
- 1.82
Ge ( - )
100
0.372
11.4
4.47
- 3.82
- 2.35
Различия в переносе ионов при положительной полярности расплавов меньше, чем при отрицательной. Ионы Ca+, Ge+ удалялись из расплавов при положительной полярности. Предварительно осевшее в период
плавления железо на молибденовом экране, ставшем катодом, переносили
ионы Fe+ в анодный расплав. Экспериментальный перенос элементов соответствовал рассчитанному для однозарядных ионов. Согласие результатов
свидетельствует об одноатомности переносимых ионов и убеждает в надежности опытов.
Метод расчета позволяет определять возможность удаления ионов поверхностно-активных элементов из металлических расплавов в газах. Для
145
расплава железа результаты расчета сравнены с экспериментальными [13].
По доле ионов H+, O+, N+, P+, S+, Fe+ в инертных газах, водороде и азоте при
слабом межэлектродном токе оценили возможность и очередность их удаления. В водороде самый большой перенос собственных ионов исключает
удаление менее подвижных ионов других поверхностно-активных элементов из железа. В азоте очистка железа от водорода и кислорода соответствует
экспериментальным результатам. Согласно расчету очистка железа от фосфора и серы в азоте невозможна.
В инертных газах перенос собственных ионов меньше переноса
ионов железа и поверхностно-активных элементов. Ионы инертных газов
не мешали переносу более подвижных ионов железа и примесных элементов. В гелии наиболее подвижны ионы водорода. Они обеспечивают
очистку железа от водорода. Различия в межэлектродных переносах ионов
остальных элементов небольшие. Их удаление из расплава железа могло
быть в виде молекулярных соединений с более подвижными ионами железа. В действительности убыль массы расплава железа была меньше, чем при
удалении из него фосфора и серы [13]. Их сосредоточение в поверхностном
слое железа и максимальное воздействие электрического поля обеспечили
при 1928 °К удаление фосфора и серы в виде фосфидов и многоатомных
ионов серы. Из расплавов Fe-P (1.8 и 25% ат.) соответственно переносились
ионы Fe6P+, Fe2P+, а из расплава Fe-S (50% ат.) ионы S9+. В остальных инертных газах согласно расчета перенос ионов H+, O+, N+, P+, S+ больше, чем
Fe+. Очистка в них железа от растворенных газов, фосфора и серы возможна
при удалении атомарных ионов из поверхностного слоя расплава.
Обоснован метод расчета межэлектродного переноса элементов в газах при слабом постоянном токе. Элементы переносятся в виде однозарядных ионов. Они в электрическом поле могут быть одноатомными и многоатомными. Перенос массы одноатомными ионами определяется в результате расчета. Экспериментальный перенос больше рассчитанного осуществляют многоатомные ионы.
Поверхностно-активные элементы подвержены максимальному воздействию электрического поля. Они удаляются с поверхности расплава в
первую очередь. В водороде удаление поверхностно-активных элементов
из расплава железа невозможно. В азоте снижалось содержание водорода и
кислорода в железе. В гелии фосфор и сера удалялись из расплава железа в
виде его фосфидов и многоатомных ионов серы. Возможно удаление водорода, азота и кислорода. В других инертных газах нет препятствий очистки
расплава железа от поверхностно-активных элементов.
Список литературы
1.
2.
3.
146
Есин О. А., Гельд П. В. Физическая химия пирометаллургических процессов. Часть 2. – М.: Металлургия, 1966, 704 с.
Белащенко Д. К. Явления переноса в жидких металлах и полупроводниках. – М.: Атомиздат, 1970, 398 с.
Кайбичев А. В., Лепинских Б. М. Рафинирование жидких металлов и
сплавов в электрическом поле. – М.: Наука, 1983, 118 с.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
Кайбичев А. В., Пастухов Э. А., Кайбичев И. А., Игнатьева Е. В. Очистка щелочных металлов в инертных газах, водороде и азоте в электрическом поле постоянного тока. – Расплавы, 2011, № 3, с. 3–6.
Кайбичев А. В., Кайбичев И. А., Игнатьева Е. В. Очистка металлов
подгруппы титана в инертных газах при электрическом поле постоянного тока//Расплавы, 2011, № 6, с. 55–66.
Кайбичев А. В., Кайбичев И. А. Очистка металлов подгруппы ванадия
в инертных газах при электрическом поле постоянного тока//Расплавы, 2012, № 4, с. 52–56.
Месяг Г. А. Эктоны. Часть 1. – Екатеринбург: Уральская издательская
фирма «Наука», 1983, 184 с.
Кайбичев А. В., Кайбичев И. А., Востряков А. А., Пастухов Э. А. Межэлектродный перенос кластеров Mn, Cu, Ag, Sn в тлеющем разряде
гелия//Расплавы, 2008, № 6, с. 3–10.
Wagner A., Venkatesan T., Petroff P. M., Barr D. Droplet emission in liguid
metal ion sources//J. Vac. Sci. and Technol., 1981, № 4, p. 1186–1189.
Габович М. Д. Жидкометаллические эмиттеры ионов//Успехи физических наук, 1983, 140, № 1, с. 137–151.
Хаксли П., Кромптон Р. Диффузия и дрейф электронов в газах. – М.:
Мир, 1977, 672 с.
Мак-Даниэль И., Мэзон Э. Подвижность и диффузия ионов в газах. –
М.: Мир, 1976, 424 с.
Кайбичев А. В., Кайбичев И. А. Очистка расплавов железа от поверхностно-активных элементов в электрическом поле постоянного тока//
Расплавы, 2014, № 4, с. 28–34.
147
2. Структура и свойства оксидных, сульфидных
и солевых систем
УДК: 66.094.1/2+669.053.2
КАРБОТЕРМИЧЕСКОЕ ВОССТАНОВЛЕНИЕ НИКЕЛЯ
И МЕДИ ИЗ ИХ СУЛЬФИДОВ
Е. H. Селивaнoв, P. И. Гyляевa, А. Д. Вершинин
Институт металлургии УрО РАН, г. Екатеринбург, pcmlab@mail.ru
Фазовые превращения в кальцийсодержащих оксидно-сульфидных
системах представляют интерес для понимания процессов, протекающих
при пирометаллургической переработке сульфидных руд и концентратов
цветных металлов. Наряду с этим результаты изучения прямого восстановления сульфидов в смеси с оксидом кальция могут быть использованы для
разработки альтернативных решений получения цветных металлов. Фазовые равновесия в системе Fe-Ca-S-O и карботермическое восстановление
пирротина в присутствии извести рассмотрены в работах [1–4]. Как известно, введение оксида кальция при восстановлении сульфидов металлов
углеродом предотвращает выделение серы в газовую фазу [3–5]. Ранее карботермическое восстановление сульфидов меди в смеси с оксидом кальция
оценено [4] при изотермическом нагреве (800–1000 °С) образцов. Известны
сведения [4–6] о восстановлении металлов графитом или коксом из сульфидов никеля (Ni3S2 и NiS) в смеси с CaO при температурах 800–1124 °С.
Однако процессы восстановления протекают в указанном интервале температур с малыми скоростями.
Цель работы – оценка влияния добавок сульфида железа к смеси сульфидов никеля и меди с оксидом кальция на фазовые превращения при карботермическом восстановлении металлов в ходе неизотермического нагрева реагентов.
Методы и материалы. Для выявления превращений, протекающих при
нагреве реакционных смесей, использован термоанализатор NETZSCH STA
449 C. Эксперименты по восстановлению металлов из сульфидов проведены
при непрерывном нагреве образцов (масса около 50 мг) до 1200–1250 °С со
скоростями 10–30 °С/мин. в потоке (60 см3/мин.) смеси газов Ar и CO (60–
80%) либо аргона (при восстановлении графитом). Термоанализатор сопряжен с квадрупольным масс-спектрометром QMS 403C, обеспечивающим
анализ газовой фазы. Расчет кинетических параметров карботермического
восстановления сульфидов и оценка термодинамической вероятности реакций проведены с использованием программ NETZSCH Thermokinetics 3.0
148
и OUTOTEC HSC 6.1 Chemistry. Фазовый анализ материалов выполнен на
рентгеновском дифрактометре типа ДРОН (Cu Kα-излучение, графитовый
монохроматор на выходящем пучке). Состав продуктов восстановления
определен методами рентгеноспектрального микроанализа на электронном
микроскопе JSM-59000LV и энергодисперсионном рентгеновском спектрометре OXFORD INCA Energy 200.
Исходные сульфиды получены сплавлением чистых металлических
порошков железа, никеля, меди и элементной серы в графитовых тиглях
либо спеканием в вакуумированных кварцевых ампулах. Синтезированные
сульфиды имели структуру троилита (FeS), хизлевудита (Ni3S2) и джарлеита
(Cu1.96S). Оксид кальция получен прокалкой карбоната кальция (х. ч.) при
температуре 950 °С в течение 30 мин.
Фазовые превращения сульфидов в среде монооксида углерода. Для определения восстановимости сульфидов первоначально рассмотрено взаимодействие сульфида железа с оксидом кальция в среде, содержащей
монооксид углерода. Нагрев взятых в эквимолярном соотношении компонентов FeS и CaO со скоростью 10 °С/мин. в потоке 60% CO – 40% Ar
сопровождается повышением массы образца на 1.56% в интервале температур 200–626 °С (рис. 1) и обусловлено распадом СО с образованием СО2 и
элементного углерода, осаждающегося на образце и прободержателе. Дальнейший нагрев (до 1000 °С) реакционной смеси характеризуется снижением ее массы на 5.6% от исходной, что соответствует степени восстановления железа, равной 50.4%. На кривой ДТА выявлены эндотермические
эффекты, обусловленные фазовым переходом FeS (141/146 °С), разложением Ca(OH)2 (363/390 °С), восстановлением железа (совмещенный эффект с
началом/максимумом при 696/738 °С) и плавлением оксисульфидных фаз
(957/964 °С). Конечными продуктами нагрева смеси до 1000 °С в восстановительной среде являются CaS, CaFeSO и Fe.
Химизм восстановления железа монооксидом углерода из смеси
FeS-CaO отвечает брутто-схеме
(1)
FeS + CaO + CO = Fe + CaS + CO2,
промежуточными стадиями которой являются реакции образования
железо-кальциевых оксисульфидов [7] и их восстановление
(2)
6FeS + 6CaO = Ca3Fe4S3O6 + 3CaS + 2Fe, FeS + CaO = CaFeSO,
(3)
(4)
Ca3Fe4S3O6 + 6CO = 3CaS + 4Fe + 6CO2,
(5)
CaFeSO + CO = CaS + Fe + CO2.
Согласно данным [8, 9], восстановление железа из оксисульфидов
Ca3Fe4S3O6 и CaFeSO монооксидом углерода протекает с заметными скоростями в области температур 500–800 °С. Образование промежуточных легкоплавких оксисульфидов в ходе нагрева смеси FeS и CaO, по-видимому,
определяет особенности процесса восстановления железа.
Восстановление металлов монооксидом углерода из смеси 2FeS-Ni3S22CaO при нагреве со скоростью 20 °С/мин. начинается с 440–540 °С и сопровождается интенсивной убылью массы выше 700 °С. Нагрев образца
до 1170 °С приводит к потере массы на 6.7% и образованию в продуктах,
помимо CaS и сплава Ni-Fe, пентландита – Fe4.75Ni4.25S8, что указывает на
недостаток СаО для полного связывания серы. Экзотермический эффект
149
при 779/808 °С вызван образованием оксисульфидных фаз. Процесс восстановления металлов в токе CO описан реакцией
Ni3S2 +2FeS +2CaO + 2CO = 2CaS+(3-0.25x)Ni + 0.25(x-1)Fe + 0.25Fe(9-x)NixS8 + 2CO (6)
При нагреве смеси с повышенным содержанием оксида кальция 2FeSNi3S2-4CaO со скоростью 10 °С/мин. в токе CO-Ar (рис. 1) восстановление
начинается при 560 °С и сопровождается убылью массы, достигающей 9.58%
при 1120 °С, что соответствует степени восстановления металлов 95.9%. На
кривой ДТА выявлены эндотермические эффекты, характерные для фазовых превращений FeS, Ni3S2, Fe4.75Ni4.25S8 и плавления промежуточной фазы
(931 °С). По данным рентгенофазового анализа, продуктами взаимодействия
являются CaS и сплав Ni-Fe. Повышение скорости нагрева до 30 °С/мин. сопровождается некоторым увеличением долей Fe4.75Ni4.25S8, Ca3Fe4O6S3 и CaO,
что указывает на незавешенность процесса восстановления.
Восстановление металлов из сульфидов меди (CuS и Cu2S) в присутствии CaO, исходя из данных [4], характеризуется низкими скоростями и протекает при температурах выше 850 °С. Нагрев эквимолярной
смеси FeS-Cu2S-CaO со скоростью 10 °С/мин. до 1120 °С в потоке 60%
Рис. 1. Кривые TГ, ДТГ и ДТА при нагреве (10 и 20 °С/мин.) смесей FeS-CaO (a)
и 2FeS-Ni3S2-4CaO (b) в токе 60% CO-Ar
150
CO-Ar приводит начиная с 522 °С к уменьшению массы образца на 2.89%
(рис. 2). На кривой ДТА выявлены эндотермические эффекты, связанные с фазовыми превращениями сульфида меди (91 °С) и троилита (140
°С), разложения Ca(OH)2 (361 °C), а также плавления сульфидов (907 °С) и
металлической меди (1082 °С). Увеличение содержания оксида кальция в реакционной смеси приводит к повышению доли восстановленных металлов.
Так, при 1060 °С убыль массы образца с мольным соотношением компонентов
FeS-Cu2S-2CaO составила 4.33%, что соответствует 50% степени восстановления металлов. В продуктах нагрева выявлены CaS, Cu, Ca2FeCuSO3 и следы FeO.
Рис. 2. Изменения массы (ТГ) и теплового потока (ДТА) при нагреве (10 °С/мин.)
смеси FeS-Cu2S-2CaO в потоке 60% CO-Ar
Рис. 3. Изменения массы, теплового потока и масс-спектрометрические данные газов
при нагреве (10 °С/мин.) смеси FeS, CaO и графита в токе аргона
151
Карботермическое восстановление железа из смесей FeS – CaO. При
нагреве со скоростью 10 °С/мин. эквимолярной смеси FeS и CaO с графитом
(рис. 3) восстановление начинается около 900 °С и сопровождается интенсивной убылью массы, достигающей 16% в области температур до 1050 °С.
Дальнейший нагрев приводит к замедлению убыли массы. На кривой теплового потока ДТА выявлен совмещенный эндотермический эффект с
началом при 956 и максимумами при 968 и 995 °С, свидетельствующими,
соответственно, о плавлении оксисульфидной фазы и протекании реакций
восстановления. Исходя из данных анализа газов, при температурах выше
800 °С имеет место образование диоксида углерода, а выше 950 °С – монооксида углерода, указывающих на протекание реакций восстановления
железа. При нагреве смеси FeS-CaO с графитом происходит незначительное выделение SO2, таких газов, как COS и CS2, не выявлено. Выделение
H2O и CO2, при 390 и 590 °С обусловлено разложением следовых количеств
гидроксида и карбоната кальция, образовавшихся в ходе подготовки образцов. По результатам рентгенофазового анализа, основные продукты нагрева смеси FeS-CaO с графитом до 1250 °С представлены CaS и Fe при небольших остаточных количествах исходных компонентов (CaO, FeS и C).
Поскольку карботермическое восстановление железа из его сульфида
термодинамически маловероятно, а введение оксида кальция активизирует
процесс, суммарная реакция имеет вид
FeS + CaO + C = Fe + CaS + CO
(7)
с промежуточными стадиями:
FeS + CaO = CaS + FeO,
(8)
(9)
FeS + 2FeO = 3Fe + SO2,
С + О2 = СО2,
(10)
(11)
С + CO2 = 2CO,
(12)
Ca3Fe4S3O6 + 3C = Fe + 3CaFeSO + 3CO,
(13)
CaFeSO + CO = CaS + Fe + CO2.
Расчетное давление диоксида серы по реакции (9), согласно данным
[3], изменяется в пределах 5.5-1.9•10-2 мПа. Образование оксисульфидных
фаз также снижает равновесное давление SO2. Таким образом, металлическое железо может быть выделено при карботермическом восстановлении
сульфида железа лишь в присутствии CaO. Оксид кальция выступает в качестве среды обмена для анионов серы и кислорода. Процесс восстановления
протекает через образование промежуточных легкоплавких оксисульфидных фаз практически без выделения серосодержащих газов.
Карботермическое восстановление никеля из смеси Ni3S2-FeS-CaO.
Карботермическое восстановление никеля из его сульфида (Ni3S2) в присутствии CaO также изучено в условиях непрерывного нагрева до 1250 °С.
Результаты измерений показали (рис. 4), что в смеси Ni3S2-2CaO-2С заметное изменение массы, связанное с реакциями восстановления, имеет место
при температурах выше 790 °С, близких к началу плавления сульфида. При
нагреве до 1250 °С величина убыли массы образца составила 8.2% от исходной, при этом ход линии ТГ указывает на незавершенность процесса.
Эндотермические эффекты на линии ДТА связаны с фазовым переходом
(553/563 °С) и плавлением (786/792 °С) Ni3S2 [10, 11], а также с областью
152
восстановления металла из сульфида (1000/1019 °С). Наряду с изменением массы образца в газообразных продуктах наблюдали повышение содержаний CO, CO2, и SO2. Незначительные количества диоксида серы в газе
зафиксированы только благодаря высокой чувствительности масс-спектрометра. В работе [6], где использован метод газовой хроматографии, выделение SO2 не было обнаружено. В продуктах восстановления выявлены CaS
и Ni, а также исходные компоненты – Ni3S2, CaO и C.
Исходя из анализа полученных данных, процесс карботермического
восстановления сульфида никеля в присутствии оксида кальция описан
следующими термодинамически возможными реакциями:
(14)
Ni3S2 + 2CaO + 2C = 3Ni + 2CaS + 2CO,
(15)
Ni3S2 + 2CaO + C = 3Ni + 2CaS + CO2,
(16)
2Ni3S2 + 4CaO + O2 = 6NiO + 4CaS,
(17)
Ni3S2 + 4NiO = 7Ni + SO2,
(18)
1.5Ni3S2 + 2CaO = 4.5Ni + 2CaS + SO2.
Карботермическое восстановление металлов из смеси 2FeS-Ni3S24CaO при нагреве со скоростью 10 °С/мин. развивается при температурах
выше 800 °С (рис. 5), выражается в уменьшении массы образцов, появлении
эндотермического эффекта и выделении оксидов углерода (CO и CO2). Ступенчатое уменьшение массы в интервале 300–800 °С связано с разложением Ca(OH)2 и CaCO3. Образования газов COS и CS2 не выявлено, незначительное выделение SO2 имеет место при появлении жидкой фазы (1048 °С).
Твердые продукты взаимодействия содержат фазы CaS, сплав Ni, Fe, немного Fe9Ni9S16, а также остаточные количества C и CaO.
Данные по изменению массы при нагреве смеси 2FeS-Ni3S2-4CaO с
графитом со скоростями 5, 10 и 20 °С/мин. при 750–1170 °С положены в
основу определения кинетических параметров и оценки реакционной модели. Результаты расчетов показали (рис. 6), что одностадийная модель Аврами – Ерофеева с лимитирующей стадией образования и роста зародышей описывает экспериментальные данные с коэффициентом корреляции
0.999. Кинетическое уравнение имеет вид [12, 13]
Рис. 4. Изменения массы, теплового потока и масс-спектрометрические данные газов
при нагреве (10 °С/мин.) смеси Ni3S2-2CaO с графитом в токе аргона
153
Рис. 5. Кривые ТГ, ДТА и масс-спектрометрические данные газов при нагреве
(10 °С/мин.) смеси 2FeS-Ni3S2-4CaO с графитом
dα/dτ = A exp[-E/(RT)] n(1 – α)[-ln(1 - α)](n-1)/n,
(19)
где A – предэкпоненциальный множитель; Е – энергия активации;
T – температура, К; R – газовая постоянная; α – степень превращения,
равная отношению текущего изменения массы к ее исходной величине;
n – порядок реакции; τ – время. Кинетические параметры карботермического восстановления металлов определены, равными: Е = 520 кДж/моль,
logA = 18.2 с-1, n = 0.87.
Карботермическое восстановление меди из смесей Cu2S-FeS-CaO. Нагрев смеси Cu1.96S-CaO с графитом (рис. 7) в токе аргона сопровождается
убылью массы, связанной с восстановительными процессами, заметно проявляющимися при температурах выше 730 °С. При 1250 °С убыль массы достигает 7.3%, однако процесс при этой температуре далек от завершения.
На кривой ДТА в области эндотермического эффекта, связанного с восстановлением, заметен эффект плавления меди при температурах начала/
максимума 1078/1089 °С. В интервале температур 1000–1200 °С происходит
выделение CO и CO2. При температурах 664, 861 и 1070 °С отмечено образование диоксида серы. В продуктах восстановления обнаружены CaS и Cu, а
также остаточные количества исходных компонентов.
Согласно данным [5], при нагреве сульфида меди Cu2S с оксидом кальция в течение 24 часов при 1000 °С образуются CaS, CaSO4, Cu2O и некото-
Рис. 6. Изменение массы при нагреве смеси 2FeS-Ni3S2-4CaO с графитом со скоростями 5,
10 и 20 °С/мин. (точки – эксперимент, линии – расчет)
154
Рис. 7. Изменения массы (ТГ), теплового потока (ДТА) и масс-спектрометрические данные
газов при нагреве (10°С/мин.) смеси Cu1.96S-CaO с графитом в токе аргона
рое количество металлической меди. Исходя из этого, при взаимодействии
Cu2S и CaO в аргоне, содержащем небольшие примеси кислорода, возможны реакции, влекущие за собой выделение диоксида серы даже в присутствии графита:
(20)
Cu2S + CaO = Cu2O + CaS, (21)
Cu2S + 2Cu2O = 6Cu + SO2, (22)
CaS + 1.5O2 = CaO + SO2. По мнению авторов [14], суммарный процесс карботермического восстановления меди в системе Cu2S-CaO может быть представлен в виде реакции
(23)
Cu2S + CaO + аC = 2Cu + CaS + (2а-1)CO + (1-а)CO2, где коэффициент а зависит от температуры, качества (марки) углерода и других факторов. По данным термодинамических расчетов, величины
свободных энергий Гиббса реакций составляют:
2Cu2S + C + 2CaO = CO2 + 4Cu + 2CaS, ∆G26 = 5.407 - 0.006 T (кДж/моль К), (24)
Cu2S + C + CaO = CO + 2Cu + CaS, ∆G27 = 9.858 - 0.010 T (кДж/моль К). (25)
Приведенным реакциям отвечают отрицательные значения энергии
Гиббса при температурах выше 500 и 600 °С соответственно. Таким образом,
образование как СО, так и СО2 при взаимодействии сульфида меди с углеродом в присутствии оксида кальция термодинамически вероятно.
При нагреве смеси FeS-Cu2S-2CaO с графитом со скоростью 20°С/мин
убыль массы образца, достигающая около 13% от исходной, имеет место в
области 850–1200 °С (рис. 8). Последующее снижение скорости процесса
связано с диффузионным торможением за счет образования твердых продуктов – CaS и Fe. Максимумы тепловых потоков (ДТА) при 964 и 1002 °С
соответствуют плавлению железо-кальциевого (CaFeSO) и медь-железокальциевого (Ca2FeCuSO3) оксисульфидов. На образование соединения
Ca2FeCuSO3 и возможность его восстановления ранее указано в работах [9,
15]. Эффект при 1073/1084 °С отвечает плавлению металлической меди, а
эндотермический эффект с максимумом при 1128 °С связан с восстановле-
155
Рис. 8. Изменения массы (ТГ), теплового потока (ДТА) и масс-спектрометрические данные
газов при нагреве (20 °С/мин.) смесей FeS-Cu2S-2CaO с графитом в токе аргона
Рис. 9. Микроструктура продуктов после нагрева (1250 °С) смеси FeS-Cu2S-2CaO
с графитом и точки локального зондирования фаз (см. таблицу)
Таблица
Результаты спектрального рентгеновского микроанализа в точках локального
зондирования фаз (по рис. 9)
№
Содержание, мас. %
тчк.
Cu
Fe
Ca
S
1
8.5-9.8
88.8-89.8
0.5-1.0
0.3-0.6
2
93.1-96.3
1.9-2.6
0.6-1.9
0.5-2.0
3
2.6-4.3
0.5-1.2
50.9-51.6
44.1-45.3
4
52.9-56.2
11.0-15.6
2.8-4.8
25.1-30.9
нием оксисульфидов. Результаты анализа газов указывают на выделение CO
и CO2, в то время как серосодержащих газов (CS2, COS и SO2) не выявлено.
Данные спектрального рентгеновского микроанализа продуктов восстановления металлов в смеси FeS-Cu2S-2CaO c графитом (рис. 9, табл.) показали, что их основу (около 66%) составляет сульфид кальция. Наряду с этим в
плоскости шлифа выявлены металлы с основой из меди (88.8-89.8% Cu и 8.5-
156
Рис. 10. Изменение массы смесей FeS-Cu2S-2CaO с графитом при их нагреве со скоростями
5 (1), 10 (2) и 20 (3) °С/мин. (точки – эксперимент, линии – расчет)
9.8% Fe) и железа (93.1-96.3% Fe, 1.9-2.6% Cu). Доля остаточных сульфидов, в
виде борнита, в продуктах взаимодействия составляет не более 1%.
Данные по изменению масс смесей FeS-Cu2S-2CaO с графитом при нагреве со скоростями 5, 10 и 20 °С/мин. в интервале температур 800–1250 °С
положены в основу определения кинетических параметров и выявления
реакционной модели взаимодействия. Результаты расчетов показали (рис.
10), что одностадийная модель Аврами – Ерофеева с лимитирующей стадией образования и роста зародышей описывает экспериментальные данные с коэффициентом корреляции 0.9974. В результате расчетов определены кинетические параметры процесса восстановления: Е = 302 кДж/моль,
logA = 8.9 с-1, n = 1.75.
Выводы
Процесс восстановления металлов из сульфидов никеля и меди в смеси с оксидом кальция при нагреве до 1050–1200 °С характеризуется низкими
скоростями взаимодействия. Введение FeS в реакционные смеси Cu2S-CaO
и Ni3S2-CaO приводит к повышению полноты восстановления металлов
углеродом и его монооксидом, снижению температуры интенсивного протекания процессов и подавлению выделения диоксида серы. Интенсификация процессов вызвана образованием промежуточных легкоплавких железо-кальциевых и медь-железо-кальциевого оксисульфидов. Полученные
данные могут быть использованы при разработке технологии прямого восстановления металлов сульфидных концентратов.
Список литературы
1.
2.
3.
Эллиот Д. Ф., Глейзер М. Рамакришна В. Термохимия сталеплавильных процессов. М.: Металлургия. 1969. 251 с.
Jha A., Igiehon U.O., Grieveson P. Carbothermic reduction of pyrrhotite in
the presence of lime for production of metallic iron. Part I: Phase equilibria
in Fe-Ca-S-O system//Scand. Journal of Metallurgy. 1991. V. 20. P. 270–
278.
Jha A., Grieveson P. Carbothermic reduction of pyrrhotite in the presence
of lime for production of metallic iron. (Part II): Kinetics and mechanism of
reduction //Scand. Journal of Metallurgy. – 1992. V. 21. P. 50–62.
157
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
158
Jha A., Grieveson P., Jeffes J. H. E. An investigation on the carbothermic
reduction of copper sulfide minerals: kinetic and thermodynamic
considerations//Scand. Journal of Metallurgy. 1989. V. 18. P. 31–45.
Machingawuta N., Jha A., Grieveson P. Mechanism of carbothermic
reduction of nickel sulfide mineral in the presence of lime // Scand. Journal
of Metallurgy. 1989. V. 18. P. 81–88.
Bronson M. C., Sohn H. Y. The Carbothermal Reduction of Nickel in the
Presence of Lime//Metallurgical Transactions. 1983. V. 14 B. P. 605–615.
Selivanov E. N., Chumarev V. M., Gulyaeva R. I., Mar’evich V. P.,
Vershinin A. D., Pankratov A. A., Korepanova E. S. Composition, Structure,
and Thermal Expansion of Ca3Fe4S3O6 and CaFeSO//Inorganic Materials.
2004. V. 40 No 8. P. 845–850.
Чумарев В. М., Окунев А. И., Шакирзянова Р. И. Восстановление железокальциевого оксисульфида углеродом и его окисью//Изв. АН СССР.
Металлы. 1977. № 3. С. 10–15.
Gulyaeva R. I., Selivanov E. N., Mansurova A. N. Kinetics of the Calcium
Oxysulfides Reduction by Carbon Monoxide//Defect and Diffusion Forum.
2009. V. 283–286. P. 539–544.
Воган Д., Крейг Д. Химия сульфидных минералов. М.: Мир, 1981.
576 с.
Vershinin A. D., Selivanov E. N., Gulyaeva R. I. Sel’menskikh N.I. Thermal
expansion of Ni3S2 in Ni3S2-Ni Alloys//Inorganic Materials. 2005. V. 41.
№ 8. P. 882–887.
Vyazovkin S., Burnham A. K., Criadoc J. M., Perez-Maqueda L. A.,
Popescu C., Sbirrazzuoli N. ICTAC Kinetics Committee recommendations
for performing kinetic computations on thermal analysis data//
Thermochimica Acta. 2011. V. 520. P. 1–19.
Opfermann J. Kinetic Analysis using Multivariate Non-Linear Regression//
J. Therm Anal and Calorim. 2000. V. 60. P. 641–658.
Moinpour M., Rao Y. K. Direct reduction of copper sulphide with carbon
in the presence of lim//Canadian Metallurgical Quarterly. 1985. V. 24. № 1.
P. 69–81.
Марьевич В. П., Гуляева Р. И., Селиванов Е. Н., Чумарев В. М., Панкратов А. А. О новой фазе медьсодержащего железокальциевого оксисульфида//XV междунар. конф. по химической термодинамике в России: Тез. докл. М.: 2005. Т. 2. С. 225.
УДК 669.046:539.551+532.13
СТРОЕНИЕ И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
БОРАТНЫХ РАСПЛАВОВ, СОДЕРЖАЩИХ
МЕХАНОАКТИВИРОВАННЫЕ ОКСИДЫ РЗЭ
ЛАНТАНИДНОЙ ГРУППЫ
С. А. Истомин, А. А. Хохряков, А. В. Иванов, А. С. Пайвин, В. В. Рябов, В. П. Ченцов, Н. В. Корчемкина
Институт металлургии УрО РАН, г. Екатеринбург, istomin@imet.mplik.ru
Современная технология выращивания полупроводниковых монокристаллов сталкивается с проблемой улучшения электрофизических свойств
и структурного совершенства при увеличении геометрических размеров
выращиваемых монокристаллов. Кристаллы таких соединений получают в
основном из-под слоя флюса методом Чохральского [1–2]. В качестве защитного покровного флюса используют чистый B2O3. В последнее время
для микролегирования применяют электрохимический метод, основанный
на восстановлении легирующих элементов из защитного флюса. При таком
способе легирования достигается равномерное распределение легирующих
элементов по всему объему выращиваемых монокристаллов [3]. Поэтому
исследование и совершенствование составов защитных флюсов и самой
технологии выращивания является актуальной научной задачей.
Известно, что введение оксидов РЗЭ в боратный расплав связано с
большими трудностями в силу их малой растворимости [4]. Кроме того оксиды РЗЭ имеют высокую температуру плавления (>2570 K), которая значительно выше температуры плавления оксида бора (~740 K), поэтому получение гомогенного расплава требует длительной высокотемпературной
выдержки. Механоактивация исходных компонентов существенно ускоряет процесс гомогенизации расплава и увеличивает степень химической и
структурной однородности, что приводит к стабилизации физико-химических свойств, от которых во многом зависит технологический процесс выращивания монокристаллов.
Физико-химические свойства боратных расплавов определяются межчастичными взаимодействиями и образованием определенных структурных единиц, которые могут быть установлены только комплексом структурно-чувствительных методов. Изучение вязкости, электропроводности,
поверхностного натяжения и плотности боратных расплавов в совокупности с исследованием их строения позволяет выявить оптимальные свойства
расплавов с устойчивой структурой в определенных температурных интервалах.
Для выявления особенностей взаимодействия оксида бора с оксидами
редкоземельных элементов лантанидного ряда изучены физико-химические свойства и структура ближнего порядка боратных расплавов, содержащих механоактивированные оксиды РЗЭ в количестве 0,5 и 1 мас. %.
Образцы готовили из B2O3 марки Ч. и оксидов РЗЭ марки Х.Ч. Оксиды
РЗЭ подвергали механоактивации в течение 3 минут на установке АГО-2С,
159
затем перемешивали с оксидом бора на центробежной мельнице Fritsch в
течение 5 минут. В работе применяли современные методы определения
физико-химических свойств, которые хорошо себя зарекомендовали при
изучении многих оксидных систем. Вязкость боратных расплавов измеряли
на вибрационном вискозиметре, работающем на вынужденных колебаниях, электропроводность – мостом переменного тока на частоте 5 кГц, плотность и поверхностное натяжение определяли методом «лежащей» капли.
Электронные спектры получали на спектрально-аналитическом комплексе
ООО «СОЛ - Инструментс».
Особенности строения боратных расплавов
В работе [5] была впервые высказана идея, что стеклообразный борный ангидрид состоит в основном из шестичленных колец [B3O4,5], названных бороксольными. Предположение о таком строении стеклообразного B2O3 было подтверждено рентгенографическими исследованиями [6] и
спектроскопией комбинационного рассеяния света [7].
В дальнейшем было показано [8, 9], что помимо бороксольных колец
сетка B2O3 содержит [BO3]-треугольники, не входящие в бороксольные
кольца. Основное различие между структурами стеклообразного и расплавленного состояний B2O3 заключается в уменьшении доли бороксольных колец и увеличении треугольников BO3 в слоистой сетке B2O3.
Необходимо отметить влияние примесей воды на стеклообразный
B2O3, которое приводит к образованию фрагментов O=B−O– и бороксольных групп, содержащих гидроксильные ионы. В расплавленном B2O3
трехкоординированные группировки бора трансформируются в четырехкоординированные группировки BO3OH и B3O3O3/2OH. С ростом температуры концентрация группировок BO3OH увеличивается за счет распада
B3O3O3/2OH [10].
Рис. 1. Схема уровней энергии Се3+ в расплаве В2О3–Се2О3
при 1125 (I) и 1425 K (II)
160
Экстремальные значения электронных полос отражения расплава
В2О3–Се2О3 представлены на схеме уровней энергии (рис. 1) [11].
Приведенные на рис. 1 возбужденные конфигурации соответствуют
переходу электрона с основного 4f-уровня (Г7) на первые три возбужденных
состояния (Г7, Г6, Г7) расщепленного d-уровня комплексных группировок
CeO6. Расплав В2О3–Се2О3 при низких температурах имеет асимметричные
полосы отражения, которые могут быть разложены на гаусовские компоненты. В результате разложения получается двойной набор волновых чисел,
который был отнесен к низкосимметричным группировкам СеО6, рис. 1 (I).
Таким образом, в «механоактивированом» расплаве В2О3–Се2О3 при низких
температурах существуют два типа комплексных группировок СеО6 отличающихся только расстояниями связей Се–О. Эта неоднородность группировок СеО6 связана с существованием в расплавленном В2О3 нескольких
типов структурных единиц: треугольников ВО3, бороксольных колец В3О4,5
и группировок ВО4, которые входят в один из узлов бороксольного кольца,
переводя его в надструктурную полиборатную единицу.
С повышением температуры свыше 1200 K бороксольные кольца катастрофически разрушаются. Межчастичные взаимодействия между полиэдрами в борном ангидриде выравниваются. В расплавленном В2О3 все
группировки СеО6 взаимодействуют только с группировками одного типа,
поэтому полосы отражения становятся симметричными и описываются одной гауссовской кривой. Этому соответствуют положения термов на рис. 1
(II). Таким образом, разрушение с температурой бороксольных колец расплавленного B2O3 приводит к образованию в расплаве однородных группировок CeO6.
Физико-химические свойства бинарных расплавов B2O3–М2O3 (М =
РЗЭ) будут определяться не только структурными изменениями, которые
происходят в сетке расплавленного B2O3, но и теми изменениями, которые
вносят оксиды РЗЭ. Кроме того, физико-химические свойства расплавов
будут зависеть от предварительной подготовки оксидов РЗЭ, в частности их
механоактивации.
Вязкость
Вязкость боратных расплавов является важнейшей характеристикой,
влияющей на кинетику протекающих химических процессов. Температурная зависимость вязкости в интервале 973–1673 K описывается экспоненциальным уравнением
η = η0exp(Eη/RT),
(1)
где η0 – предэкспоненциальный множитель, Eη– энергия активации
вязкого течения, R – универсальная газовая постоянная, Т – температура,
K.
Все исследуемые боратные расплавы, содержащие ионы РЗЭ, при
температурах более 1650 K обладают достаточно высокой вязкостью 1,4–
2,0 Па•с, которая близка к вязкости расплавленного B2O3. По изменению
величин η определены также температуры начала затвердевания боратных
161
14
12
1 - ▲
2 - □
η, Па · с
10
8
6
4
2
0
1100
1200
1300
1400
T, K
1500
1600
1700
Рис. 2. Температурная зависимость вязкости боратных расплавов:
1 – B2O3 – 1 мас. % Ce2O3 с механоактивацией Ce2O3 в течение 3 мин., 2 – B2O3
5
1 -▲
4
lnη, Па • с
2 - □
3
2
5,5
6,5
7,5
4
8,5
9,5
-1
1/Т •10 , K
Рис. 3. Зависимость логарифма вязкости от Т–1 для расплавов
B2O3 – 0,5 мас. % оксидов РЗЭ, механоактивированных в течение 3 мин.:
1 – B2O3–Eu2O3, 2 – B2O3–Ce2O3
расплавов. В качестве примера на рис. 2 приведена температурная зависимость вязкости оксида бора и расплава B2O3 с добавкой 1 мас. % Сe2O3.
Из рис. 2 видно, что с повышением температуры наблюдается снижение вязкости. Установлено, что механоактивация оксидов РЗЭ сдвигает
температурный интервал затвердевания расплава в область более высоких
температур, кроме Sm, Eu, Er, Lu, Tm.
Для большинства исследованных расплавов наблюдается линейная
зависимость логарифма вязкости от обратной температуры (рис. 3), причем для составов боратных расплавов, содержащих лантаниды, располагающиеся вначале каждой тетрады (La, Sm, Tb, Tm), на зависимости ln η–T–1
выявлены высоко- и низкотемпературные участки. Значения энергий активации вязкого течения для большинства изученных боратных расплавов
в высокотемпературной области находятся в диапазоне 56–70 кДж⋅моль–1,
что близко к величине Eη оксида бора, равной 62 кДж⋅моль–1.
162
Изменение вязкости бинарных боратных расплавов B2O3 – M2O3 коррелирует прежде всего с характером преобразований надструктурных единиц бороксольной сетки расплава. Ввиду малой концентрации в расплавах
оксидов РЗЭ их влияние на вязкость будет незначительным (рис. 2). Основное изменение вязкости с температурой определяет трансформация бороксольных и тетраборатных групп, которая приводит к увеличению в сетке
расплава связанных базовых единиц BO3, BO4 и BO3OH. В температурной
области 1400–1600 K концентрация надструктурных группировок становится минимальной.
Интересно проследить за изменениями вязкости расплавов B2O3–
M2O3 (M = РЗЭ) в зависимости от порядкового номера редкоземельного
элемента. Эта зависимость имеет зигзагообразную форму (рис. 8). В литературе она получила название тетрадного эффекта. Хорошо известно, что
тетрадный эффект коррелирует с чередованием квантового числа полного
орбитального момента L, соответствующего основным термам свободных
ионов Ln3+, т. е. четверки значений L: S, F, H, I.
Электропроводность
Электропроводность оксидных расплавов является структурно-чувствительным свойством, позволяющим судить о природе частиц, переносящих ток, и оценивать их подвижность [11].
Электропроводность расплавленного оксида бора при температурах
1400–1650 K составляет от 1,23 до 3,22∙10–6 Ом–1•м–1. На рис. 4 представлена температурная зависимость электропроводности.
Для большинства исследованных расплавов установлены низко- и высокотемпературные участки с различной энергией активации электропроводности, что является свидетельством структурных перестроек при изменении температуры. На высокотемпературных участках энергия активации
электропроводности составляет 90–180 кДж⋅моль–1, а на низкотемпературных участках 65–125 кДж⋅моль–1 (рис. 5).
4
3
3
6
-1
æ ∙10 ,Oм м
-1
5
2
1
2
4
1
0
1350
1400
1450
1500
1550
1600
1650
1700
T, K
Рис. 4. Температурная зависимость электропроводности боратных расплавов, содержащих
оксиды РЗЭ, механоактивированные в течение 3 минут: 1 – B2O3–Gd2O3, 2 – B2O3–Dy2O3,
3 – B2O3–Ho2O3, 4 – B2O3–Lu2O3, 5 – B2O3
163
Электроперенос в расплавах B2O3–M2O3 (M = РЗЭ) является суммарным коллективным эффектом, в котором участвуют двух- и трехвалентные
ионы РЗЭ и ионы водорода гидроксильных групп. Концентрационные соотношения этих групп в боратных расплавах будут определять величину
электропроводности и ее температурную зависимость. Общее уменьшение
электропроводности боратных расплавов, содержащих ионы РЗЭ, по отношению к расплавленному B2O3 связано с заменой межчастичных Ван-дерВаальсовских взаимодействий на кулоновские связи, формируемые ионами РЗЭ.
-12,5
-13
-1
ln æ, Ом ∙ м
-1
1
-13,5
3
-14
2
4
-14,5
5,8
6
6,2
6,4
6,6
6,8
4
7
7,2
7,4
7,6
-1
1/T ∙ 10 , K
Рис. 5. Зависимость логарифма электропроводности от Т–1 для оксида бора и расплавов
B2O3 – 1 мас. % оксидов РЗЭ, механоактивированных в течение 3 минут: 1 – B2O3,
2 – B2O3–Nd2O3, 3 – B2O3–Dy2O3, 4 – B2O3–Lu2O3
При низких температурах ионы РЗЭ и гидроксильные ионы связаны
крупными надструктурными единицами расплавов. При высоких температурах их распад приводит к увеличению в сетке боратных расплавов концевых ионных связей BO2O– и BO3OH–, которые способствуют электропереносу частиц OH–, М3+.
Вторым фактором, влияющим на величины электропроводности, ее
температурной зависимости и энергии активации, является образование в
расплавах группировок двухвалентных лантанидов в конце каждой половины лантанидного ряда.
Как и для вязкости, регистрируется зигзагообразная зависимость
электропроводности в ряду расплавов La2O3–B2O3 → Lu2O3–B2O3, которая
вызвана тетрадным эффектом. Значение электропроводности коррелирует
с энергией стабилизации основных термов ионов Ln (III).
Плотность и поверхностное натяжение
Исследование плотности и поверхностного натяжения боратных расплавов дает важную информацию о межчастичных взаимодействиях в объеме и поверхностных слоях расплава. Плотность всех изученных расплавов
имеет линейную зависимость с отрицательным температурным коэффици-
164
ентом. Из рис. 6 видно, что плотность боратных расплавов с ростом температуры снижается, причем их плотность ниже, чем плотность чистого
расплавленного оксида бора. Уменьшение плотности боратных расплавов
с температурой вызвано увеличением неупорядоченной сетки расплавов,
собранных из простых базовых единиц: треугольников BO3 и тетраэдров
BO3OH–. Влияние группировок MO6 (M = ион РЗЭ) обусловлено заменой
кислородов надструктурных групп координационной сферы лантанидов на
кислороды простых базовых единиц.
1,7
1,6
1
-3
ρ ∙ 10 , кг/м
3
2
1,5
1,4
600
800
1000
1200
1400
1600
T, K
Рис. 6. Плотность боратных расплавов: 1 – B2O3 – 1 мас. % Gd2O3 с механоактивацией
Gd2O3 в течение 3 мин., 2 – B2O3
Наблюдается зигзагообразная зависимость плотности исследованных
расплавов от порядкового номера лантанида. Эта зависимость связана с тетрадным эффектом, который вызван изменением межэлектроннных взаимодействий ионов лантанидов с оксидными ионами боратных расплавов.
В качестве примера приведена температурная зависимость поверхностного натяжения боратных расплавов, содержащих 1 мас. % Gd2O3
(рис. 7), демонстрирующая рост величины σ при повышении температуры.
Значения поверхностного натяжения B2O3 близки к данным работы [12],
полученным методом максимального давления в газовом пузырьке. Необходимо отметить, что температурная зависимость поверхностного натяжения, наблюдаемая для чистого B2O3, нехарактерна для большинства расплавленных оксидов.
Известно, что поверхностное натяжение бинарных расплавов с ростом
температуры будет уменьшаться, если содержание поверхностно-активного
вещества в объеме с большей энтропией меньше его содержания в поверхностном слое с меньшей энтропией. Ионы РЗЭ, связанные в основном с
надструктурными единицами расплава, с увеличением температуры будут
перемещаться в объём расплава. Это вызовет понижение dσ/dT растворов
М2O3–B2O3, по сравнению с чистым расплавом B2O3, что и наблюдается в
эксперименте.
Изменение физико-химических свойств происходит по зигзагообразной кривой, характеризуемой экстремумами в пределах каждой тетрады
165
105
σ, мДж/м
2
95
1
85
75
2
65
55
700
900
1100
1300
1500
1700
T, K
Рис. 7. Поверхностное натяжение B2O3 и расплава B2O3 – 1 мас. % Gd2O3:
1 – с механоактивацией Gd2O3 в течение 3 мин., 2 – B2O3
лантанидного ряда: La (III)–Nd (III), Pm (III)–Gd (III), Gd (III)–Ho (III) и
Er (III)–Lu (III), как было отмечено в монографии [13].
На рис. 8 представлены зависимости физико-химических свойств
«механоактивированных» боратных расплавов и стандартных потенциалов
от порядкового номера лантанида. Видно, что наблюдаются различные отклонения от периодичности повторения свойств внутри тетрад. Искажение
тетрад-эффекта в свойствах вызвано изменением валентных форм ионов
Рис. 8. Зависимость поверхностного натяжения (σ) и плотности (ρ) при 1450 K, электропроводности (æ) и вязкости (η) при 1550 K и стандартных потенциалов
«механоактивированных» бинарных боратных расплавов от порядкового номера лантанида.
Концентрация оксидов РЗЭ – 1 мас. %
166
лантанидов и соответствующими межчастичными взаимодействиями борокислородной сетки расплава. Методами электронной спектроскопии отражения было установлено присутствие двух пар ионов M3+ и M2+ в боратных расплавах, где M = Sm, Eu, Tm, Yb. Хорошо известно, что в растворах
основной характеристикой, определяющей устойчивость двухвалентного
состояния 4f-элементов, являются величины стандартных потенциалов пар
. Учитывая, что стандартные потенциалы ионов РЗЭ
M3+/M2+ –
в различных типах растворителей слабо зависят от среды и температуры,
можно провести корреляцию их с физико-химическими характеристиками
в боратных расплавах.
Список литературы
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
Мильвидский, М. Г. Полупроводниковые материалы в современной
электронике. – М.: Наука, 1986. 144 с.
Yasuami S., Usuda K., Higashi Y. et al. Lattice spacings of LEC-grown and
MLEK-grown GaAs crystals// J. Crystal Growth. 1990. Vоl. 100. № 3. P.
600–604.
Патент № 649898. Япония. МПК С30 B29/42. Production of siliconcontaining GaAs single crystal/Mori Masayuki; Yamamoto Hiromasa; Oda
Osamu; Nippon Mining – JP19870165908; заявл. 02.07.1987; опубл.
13.01.1989.
Скрябин В. Г., Новохатский И. А., Скрябина Л. Г. и др. Влияние водяных
паров на вязкость окисных расплавов. – В кн.: Электрохимия и расплавы. К 70-летию рождения О. А. Есина. – М.: Наука, 1974, с. 240–247.
Zachariasen W. H. The atomic arrangement in glass//Amer. Chem. Soc..
1932. Vol. 54. № 10. P. 3841–3851.
Krogh-Moe J. The Structure of vitreous and liquid boron oxide//J. NonCrystalline Sol-ids. 1969. Vol. 1. № 4. P. 269–284.
Walfaren G.E., Samanta S.R., Krishnau R.N. Raman investigation of vitreous
and molten boric oxide//J. Chem. Phys.. 1980. Vol. 72. № 1. P. 113–120.
Inone H., Aoni N., Yasui I. Molecular dynamics simulation of the structure
of borate glasses//J. Amer. Cer. Soc.. 1987. Vol. 570. № 9. P. 622–627.
Пастухов Э. А., Ватолин Н. А., Лисин В. Л., Денисов В. М., Качин С. В.
Дифракционные исследования строения высокотемпературных расплавов. Екатеринбург: УрО РАН, 2003, 355 с.
Хохряков А. А., Пайвин А. С., Норицын С. И. Исследование дегидратации B2O3 при высоких температурах методом электронной спектроскопии//Физика и химия стекла. 2012. Т. 38. № 4. C. 500–514.
Хохряков А. А., Пайвин А. С., Норицин С. И., Истомин С. А. Электронные спектры отражения Ce3+ в расплавах BeF2 и B2O3//Физика и
химия стекла. 2014. Т. 40. № 3. C. 407–412.
Лепинских Б. М., Манаков А. И. Физическая химия оксидных и оксифторидных расплавов. – М.: Наука, 1977. 190 с.
Шпильрайн Э. Э., Якович К. А., Цицаркин А. Ф. Поверхностное натяжение жидкой окиси бора при температурах до 2100 °С//Теплофизика
высоких температур. 1974. Vol. 12. № 1. C. 77–82.
167
УДК 544.227
СТАБИЛЬНОСТЬ И СЛУЖЕБНЫЕ СВОЙСТВА
ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВ
СИСТЕМЫ RBa2Cu3Oy
А. В. Фетисов, Г. А. Кожина, С. Х. Эстемирова, В. Я. Митрофанов,
С. А. Упоров, Л. Б. Ведмидь, С. В. Пряничников, Л. А. Черепанова, С. Г. Титова
Институт металлургии УрО РАН, г. Екатеринбург, sgtitova@mail.ru
При производстве высокотемпературных сверхпроводящих пленок
на основе RBa2Cu3O6+δ (R-123) с целью получения высоких критических
токов все чаще используют составы, где R –не иттрий, а редкоземельные
элементы. Например, замещение иттрия на неодим приводит к значительному улучшению транспортных свойств материала [1]. В то же время недостатком NdBa2Cu3O6+δ является легкость замещения неодимом ионов бария
[2–4], в результате чего температура перехода в сверхпроводящее состояние
уменьшается, и главное, материал становится менее стабильным на воздухе
[4]. Таким образом, актуальной становится задача изучения стабильности
RBa2Cu3O6+δ под действием паров воды и углекислого газа. Эту задачу мы
решали с использованием механической активации, поскольку при механоактивации происходит существенное увеличение и активизация свободной поверхности, контактирующей с атмосферой, также происходит скол
частиц RBa2Cu3O6+δ преимущественно вдоль базовой плоскости кристаллитов, что выводит на открытую поверхность химически активный структурный слой BaO [5].
В литературе для составов RBa2Cu3O6+δ отмечалось наличие структурных аномалий в виде скачков параметров элементарной ячейки или скачков коэффициентов теплового расширения [6]. При использовании сверхпроводящих пленок в результате многократного термоциклирования эти
аномалии будут приводить к появлению микротрещин и потере служебных
свойств. Поэтому второй задачей исследования было получение данных о
линейных коэффициентах теплового расширения.
Получение образцов подробно описано в [6]. Механоактивацию порошков проводили с помощью шаровой планетарной мельницы-активатора АГО-2 (материал гарнитур – Fe), развивающей ускорение мелющих тел
60 g, в сухом виде в течение 0.5, 1, 2 и 10 мин. Размер частиц получившегося материала, определенный путем анализа изображений сканирующего
электронного микроскопа Carl Zeiss EVO 40, составлял 3–5 мкм. Частицы
представляли собой агломераты, состоящие из слипшихся кристаллитов
размером ∼0.3 мкм. Величины областей когерентного рассеяния (ОКР)
определяли по уширению рентгеновских дифракционных линий по методике СТО № 4/2013 [7], съемку выполняли с использованием дифрактометра XRD 7000 Maxima (Cu Kα-излучение, графитовый монохроматор,
низкотемпературная камера TTK 450 Anton Paar). Расчет параметров кристаллической структуры выполнен с помощью комплекса GSAS [8]. Термические исследования проводили с помощью термоанализатора STA 449C
168
Jupiter, совмещенного с масс-спектрометром QMS 403C Aёolos для анализа
выделяющихся газов. Скорость нагрева/охлаждения образцов составляла
10 °С/мин. Магнитные свойства исследовали с помощью VSM-магнетометра Cryogenic CFS-9T-CVTI в интервале температур 300 ÷ 4 K во внешнем
магнитном поле 50 Э в режиме FC. С помощью спектрометрического комплекса Multiprob проводили РФЭС. Разложение спектров и выделение в
них фоновой части по методу Ширли осуществляли с помощью программы
XPSPeak 4.1.
Данные РФЭС (рис. 1) показывают присутствие карбоната бария на
поверхности образцов, это подтверждается наличием пика при 289.1 эВ в
спектре C 1s и может быть связано с недостаточно полным разложением
исходного BaCO3, участвующего в процессе синтеза.
а
б
Рис. 1. Обзорные спектры исследованных образцов RBa2Cu3O6+δ, R = Y (а) и R = Nd (б).
Здесь и далее цифры указывают время активации образца в мельнице АГО-2
Механоактивация в течение первых 1–2 мин. в мельнице АГО-2 приводит к существенному уменьшению размеров ОКР, при увеличении продолжительности помола до 10 мин. дальнейших изменений практически
не происходит. В исходном однофазном Y-123 при увеличении длительности помола количество примесной фазы Y2BaCuO5 непрерывно возрастает, а в Nd-123, наоборот, присутствующее в исходном образце небольшое
количество примесной фазы Ba2Cu3O5+x исчезает в механоактивированных
образцах. Это подтверждает высокую химическую устойчивость Nd-123 к
воздействию атмосферной влаги и CO2 по сравнению с Y-гомологом. Наличие примесной Ba2Cu3O5+x фазы в количестве ~3 % указывает на то, что исходный образец является твердым раствором состава Nd1.03Ba1.97Cu3O6+δ.
Остающийся при этом неизрасходованным барий, по-видимому, формирует в условиях атмосферного влажного воздуха рентгеноаморфную фазу
Ba(OH)2⋅nH2O, которая за счет присутствия в воздухе CO2 легко преобразуется в BaCO3. На поверхности активированного в течение 0.5 мин. Y-123 материала присутствует ∼2 ат. % железа (материал гарнитур мельницы, сигнал
при 711 эВ). При увеличении длительности активации концентрация железа уменьшается вплоть до уровня фона. Для образцов Nd-123 этого сигнала
не было ни при какой длительности напряженного помола. Кроме того, ли-
169
нии бария, как и линия кислорода O 1s, для Nd-123 заметно выросли только при 10 мин. активации. Увеличенные линии бария (дублет Ba 3d5/2–Ba
3d3/2) в спектрах активированных образцов свидетельствуют о перераспределении элементов между объемом и поверхностью, что обычно является
следствием химической деградации поверхности под действием внешней
среды. В данном случае речь может идти о хорошо известных [9] реакциях:
2YBa2Cu3O6.5+x + 3H2O → Y2BaCuO5 + 3Ba(OH)2 + 5CuO + ↑xO2, Ba(OH)2 + CO2 → BaCO3 + H2O.
(1)
(2)
Представленные на рис. 2 спектры Ba 3d, полученные на порошках
Y-123, свидетельствуют о том, что на их поверхности помимо карбоната бария (линия Ba 3d5/2 при 779.9 эВ) присутствует «зеленая фаза» (линия Ba 3d5/2
при 782 эВ). Подтверждением этому служат спектры Y 3d (рис. 2), где видна
линия при 158.7 эВ (Y 3d5/2), характерная для соединения Y2BaCuO5, причем
ее интенсивность меняется от образца к образцу в точном соответствии с интенсивностью линии при 782 эВ в спектрах Ba 3d. Спектры Y 3d, кроме того,
показывают наличие на исследуемой поверхности оксидов: Y2O3 (линия при
156.9 эВ), YBa2Cu3O6+δ (пик в спектре исходного образца при 156.0 эВ) и
фазы Y2(C2O4)3 (линия при 160.1 эВ). Таким образом, на поверхности исходного порошка помимо основной фазы содержатся конечные продукты реакций (1), (2) и Y2O3, возможно, не полностью израсходованный в ходе синтеза
а)
б)
Рис. 2. Спектры Ba 3d (а) и Y 3d (б) для Y-123 порошков.
Темным тонированием выделен сигнал от YBa2Cu3O6+δ, а светлым – от Y2BaCuO5
170
а)
б)
Рис. 3. Спектры Ba 3d (а) и cуперпозиция спектров Nd 4d и Cu 3s (б) для порошков Nd-123.
Тонированием выделен сигнал от фазы Nd-123
исходный реагент. В результате механоактивации вся поверхность порошка
покрыта слоем оксида иттрия и продуктами реакций (1), (2). При сравнении спектров Ba 3d и Y 3d для исходного Y-123 можно заметить, что соотношения интенсивностей линий, относящихся к соединениям YBa2Cu3O6+δ
и Y2BaCuO5, существенно не согласуются с мольным количеством в них иттрия и бария. Это может быть следствием упорядоченного расположения
данных фаз в исследуемой методом РФЭС области: «зеленая» фаза расположена ближе к свободной поверхности материала, чем фаза сверхпроводящая.
Анализ линий углерода и кислорода для Nd-123 показывает, что так
же, как для Y-123, с увеличением длительности напряженного помола содержание карбонильных и карбоксильных фаз на поверхности вначале возрастает, а затем убывает. Спектр кислорода содержит помимо сигнала от
основного соединения широкий пик при 531 эВ, являющийся суперпозицией линий Nd2O3 (530.5 эВ) и BaCO3 (531.4 эВ) (рис. 3). Анализ спектров Ba
3d, Y 3d и Cu 2p3/2 позволяет идентифицировать фазу Ba2Cu3O5+x, которая
зафиксирована также и рентгенофазовым анализом для исходного образца.
Благодаря локализации на поверхности они хорошо видны методом РФЭС.
На поверхности образцов содержится также оксид неодима (линия Nd 4d5/2
при 121.1 эВ), который в условиях напряженного помола, на начальном его
этапе, частично превращается в Nd2(C2O4)3 (линия Nd 4d5/2 при 122.5 эВ).
Низкоэнергетический дублет Nd 4d (линия при 115.7 эВ), интенсивность
которого в процессе механообработки практически не меняется, по-види-
171
мому, принадлежит, исходя из анализа возможных суперпозиций в спектрах Ba 3d, Ba 4d и Cu 2p, двойному оксиду NdCuyO1.5+y+z неустановленного
состава. Дублет Nd 4d основного соединения, по-видимому, накладывается
на один из перечисленных выше сигналов, поэтому в явном виде на рис. 3
не представлен.
По соотношениям интенсивностей пиков можно построить модель
взаимного расположения фаз NdBa2Cu3O6+δ, BaCO3 и Ba2Cu3O5+x в поверхностном слое материала на основе метода, примененного ранее [10] для
анализа взаимного расположения слоев YBa2Cu3O6+δ и BaCuO2. Для этого
используется зависимость толщины слоя, анализируемого методом РФЭС
(~3λm), от кинетической энергии электронов [11], дающих вклады в соответствующие линии в спектрах Ba 3d и Ba 4d:
(3)
λm = 2170Ek-2 + 0.72(aEk)1/2,
где λm – длина свободного пробега электрона, выраженная в монослоях, a – толщина монослоя в нм, Ek – кинетическая энергия электрона в
эВ (Ek = hν – EBE – ϕ; hν = 1253.6 эВ – энергия возбуждающего излучения,
используемого в РФЭС анализе, EBE – энергия связи анализируемого электронного уровня, ϕ = 3.46 эВ – работа выхода спектрометра). Согласно (3),
при Ek > 40 эВ происходит монотонное увеличение толщины анализируемого слоя с ростом Ek. Пусть фазы I и II находятся на поверхности, а фаза
III – в более глубоких слоях. Тогда увеличение толщины анализируемого
слоя может повлиять на определяемые методом РФЭС соотношения: фаза
I/фаза III и фаза II/фаза III и не может повлиять на определяемое соотношение: фаза I/фаза II. Оба барийсодержащих продукта химического разложения Nd1+xBa2-xCu3O6+δ образовали единый слой поверх основного оксида,
то есть соответствуют фазам I и II. Толщина этого верхнего слоя в образце
после активации в течение 10 мин. составляла ∼10 нм, а в исходном 5–6 нм.
Следует отметить, что в частицы исходного образца также содержали
некоторое количество Ba2Cu3O5+x. При механоактивации частицы материала раскалывались и включения выходили наружу, вследствие чего доля фазы
Ba2Cu3O5+x на поверхности возрастала до 1 мин. активации. Последующая
убыль этой фазы может быть связана с тем, что одновременно на поверхности шел процесс расходования Ba2Cu3O5+x на взаимодействие с исходным
твердым раствором Nd1+xBa2-xCu3O6+δ до образования стехиометрического
по катионам NdBa2Cu3O6+δ. Данные магнитных измерений подтверждают
этот результат, показывая, что при механоактивации в отдельных областях
материала существенно повышается температура перехода в сверхпроводящее состояние.
Результаты исследования методом термогравиметрии с совмещенным
масс-спектрометрическим анализом образующихся в рабочем пространстве газов представлены на рис. 4.
Видно, что в интервале 430 – 900 °С происходит обратимое изменение
массы; при этих температурах нестехиометрические оксиды RBa2Cu3O6+δ
обмениваются кислородом с газовой фазой [1]. При нагреве механоактивированных образцов резкая потеря массы начиналась уже вблизи 70 °С.
Масс-спектрометрический анализ продуктов термодесорбции указал на наличие в них большого количества воды, основная масса которой являлась
химически не связанной, а также небольшого количества углекислоты, со-
172
а)
б)
Рис. 4. Результаты термического анализа (а) исходных (1, 1’) механоактивированных 2 мин.
(2, 2’) и механоактивированных 10 мин. (3, 3’) образцов. Сплошные кривые относятся
к образцам Y-123, а пунктирные – Nd-123. Данные масс-спектрометрии (б) относятся к
образцам, механоактивированным в течение 10 мин.
держащейся в образцах в виде BaCO3. Интервал температур, в котором происходило выделение CO2, и значение парциального давления РCO2 используемой в термическом анализе атмосферы отвечали условиям разложения
карбоната бария.
На рис. 5 приведены зависимости намагниченности исследуемых
образцов от температуры. Можно видеть, что температуры перехода в
сверхпроводящее состояние Tc исходных Y-123 и Nd-123 образцов составляли 91 и 61 K соответственно. Зависимости, относящиеся к механоактивированным образцам, содержат парамагнитный вклад, проявляющийся в
виде увеличения намагниченности с понижением температуры по закону
Кюри – Вейсса; при увеличении времени механоактивации этот вклад возрастает. На основе данных рис. 4 мы связываем появление парамагнитной
составляющей со способностью механически обработанных образцов абсорбировать большие количества воды. Согласно исследованию ЭПР, проведенному в работе [12], внедрение молекул воды в решетку YBa2Cu3O6+δ
а)
б)
Рис. 5. Результаты магнитных измерений серии образцов RBa2Cu3O6+δ, R = Y (а)
и R = Nd (б) в поле 50 Э
173
Рис. 6. Результаты магнитных измерений исходного (1) и гидратированного (2) образцов
YBa2Cu3O6+δ в поле 50 Э. На вставке — кривая намагниченности для гидратированного
образца, полученная в более сильном магнитном поле 1 Т
приводит к появлению локализованных моментов, которые, по мнению
авторов, представляют собой парамагнитные центры Cu2+ и вызваны неоднородными деформациями вдоль структурных плоскостей CuO2.
На рис. 6 представлены результаты магнитных измерений, выполненных на двух образцах YBa2Cu3O6.7, один из которых был свежеприготовленным (кривая 1), а другой выдержан 120 час. при температуре 297 K и абсолютной влажности воздуха 2.3 кПа (кривая 2). Материал с пониженным
кислородным содержанием выбран вследствие того, что он легко насыщается влагой без применения механоактивации, что контролировали по увеличению веса, которое составило ∼4 мас. %. Образец, насыщенный влагой,
имеет положительный магнитный момент при Т > Tc и показывает возрастание магнитного момента при охлаждении ниже этой температуры. При
этом возрастающая ветвь магнитного момента содержит скрытую «диамагнитную» составляющую, ее наличие обнаружено при проведении эксперимента в сильном магнитном поле (см. вставку на рис. 6). Температура появления диамагнитного отклика в гидратированном образце оказалась такой
же, какая была зафиксирована у свежеприготовленного образца. Из этого
следует, что присутствие воды в механоактивированном материале полностью объясняет все магнитные особенности образцов YBa2Cu3O6+δ (рис. 5).
Для механоактивированных Nd-123 образцов магнитные измерения
выявили особенность, которую нельзя объяснить только наличием воды
в структуре: имеет место значительное уширение диамагнитного сигнала
в высокотемпературную область, указывающее на появление областей с
более высокой температурой перехода в сверхпроводящее состояние. Возможно, во время механоактивации происходили диффузионные процессы,
связанные с упорядочением катионов Nd3+ и Ba2+, что оказывает значительное влияние на Tc [2–4].
Таким образом, в результате механоактивации поверхность Y-123 порошков оказалась покрыта продуктами гидролиза и карбонизации на значительную глубину. Процесс химической деградации происходит обычным
образом – через образование «зеленой» фазы Y2BaCuO5. Исследование химической деградации механоактивированного Nd-123 показало, что взаимодействие этого оксида с CO2 напрямую не связано с процессом гидролиза, как это происходит в YBa2Cu3O6+δ по реакциям (1) и (2). Карбонизация
174
90
Tc, K
80
70
60
5
50
4
6
6,5
3
1
2
6,6
6,7
6,8
Содержание кислорода, y
6,9
7,0
Рис. 7. Температуры перехода в сверхпроводящее состояние образцов системы (Y,Ca)-123
с содержанием кальция 0 (1), 5 (2), 7 (3), 10 (4), 15 (5) и 20 (6) моль. %
8
12
4
2
0
3
7
2
5
1
4
6
7
4
0
3
2
5
8
4
-4
8
-8
-2
6,5
1
8
Kb, 106 K-1
Ka, 106 K-1
6
6,6
6,7
6,8
6,9
Содержание кислорода, y
6,5
7,0
6,6
6,7
6,8
6,9
Содержание кислорода, y
а)
7,0
б)
4
7
KV, 105 K-1
3
2
1
0
3
4
5
2
6
8
1
-1
-2
6,5
6,6
6,7
6,8
6,9
Содержание кислорода, y
7,0
в)
Рис. 8. Коэффициенты теплового расширения вдоль осей а (a), b (б) и объемный
коэффициент теплового расширения (в) для образцов Y,Ca-123 с различным
содержанием кальция 0 (1), 5 (2), 7 (3), 10 (4), 15 (5) и 20 (6) моль. %,
а также для образцов Eu-123 (7) и Nd,Eu-123 (8)
Nd-сверхпроводника в данном случае идет гомогенно, через стадию растворения углекислого газа в решетке. В свою очередь, наличие растворенного
CO2 в структуре механоактивированного Nd-123 коренным образом изменяет механизм взаимодействия сверхпроводника с водой. Этот механизм
175
теперь исключает обычную для RBa2Cu3O6+δ реакцию гидролиза с образованием характерной «цветной» фазы R2BaCuO5. Вследствие этого скорость
химического разложения механоактивированного NdBa2Cu3O6+δ под действием воды сравнительно низка.
В результате высокотемпературной обработки исходного оксида
Nd-123 происходит взаимное замещение катионов Nd и Ba и образование
в структуре избытка Nd, что сопровождается снижением температуры перехода в сверхпроводящее состояние, Tc с 90 до 60 K, при этом выпадает
∼3 об. % фазы Ba2Cu3O5+x. Механоактивация получившегося твердого раствора Nd1+xBa2-xCu3O6+δ неожиданно привела к частичному обратному перераспределению катионов, что проявилось в полном исчезновении фазы
Ba2Cu3O5+x и появлении непрерывного ряда различающихся по Tc фаз
Nd-123 (переход образца в сверхпроводящее состояние происходит в интервале от 90 до 30 K).
Таким образом, установлено, что для оксида Y-123 механоактивация
служит лишь ускорителем химической деградации, в то время как для Nd123 она меняет механизм его взаимодействия с влагой на менее активный, а
сверхпроводящие характеристики приближает к максимальным.
Кроме варьирования содержания кислорода мы использовали неизовалентное замещение (R,Ca) как механизм увеличения концентрации
носителей заряда. Температуры перехода в сверхпроводящее состояние
исследованных образцов приведены на рис. 7. Можно видеть, что добавка
кальция, так же, как и кислорода, сначала приводит к увеличению Тс, а затем – к уменьшению.
Определенные в интервале температур ∆Т = 80 – 130 K коэффициенты теплового расширения (КТР, объемный и линейные вдоль осей a и b)
, где Х – объем или
рентгенографически с помощью выражения
параметры элементарной ячейки, приведены на рис. 8.
Можно видеть, что при содержании кислорода у = 6.8 состав без кальция Y-123 демонстрирует объемный отрицательный КТР, составы с малым
содержанием кальция x<0.1 имеют линейный отрицательный КТР. Состав
Eu-123 при любом содержании кислорода обладает сравнительно невысоким постоянным линейным и объемным КТР.
Поскольку Nd-123, как показано выше, обладает высокой химической
стабильностью, мы определили величины КТР для составов Nd,Eu-123 с
равным содержанием ниодима и европия (кривая 8 на рис. 8). Величины
КТР для него положительны во всей исследованной области температур и
слабо зависят от содержания кислорода, что делает его перспективным для
использования в сверхпроводящих пленках.
Список литературы
1.
176
Kagiyama T., Shimoyama J., Otzschi K. D., Kishio K., Kitazawa K.,
Chikumoto N., Murakami M. Effect of cation composition and oxygen
nonstoichiometry on Jc-B properties of Nd123.// Physica C. 2000. Vol. 341–
348. Pt. 3. P. 1445–1446.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
Goodilin E. A., Oleynikov N. N., Antipov E. V., Shpanchenko R. V.,
Popov G. Yu., Balakirev V. G., Tretyakov Yu. D. On the stability region and
structure of the Nd1+xBa2–xCu3Oy// Physica C. 1996. Vol. 272. P. 65–78.
Cantoni C., Norton D. P., Kroeger D. M., Paranthaman M., Christen D. K.,
Verebelyi D., Feenstra R., Lee D. F., Specht E. D., Boffa V., Pace S. Phase
stability for the in situ growth of Nd1+xBa2–xCu3Oy films using pulsed-laser
deposition//Appl. Phys. Lett. 1999. Vol. 74, Nr. 1. P. 96–98.
Guilmeau E., Giovannelli F., Monot-Laffez I., Marinel S., Provost J.,
Desgardin G. Top seeding melt texture growth of NdBaCuO pellets in air//
Eur. Phys. J. AP. 2001. Vol. 13. P. 157–160.
Vasquez R. P. Intrinsic photoemission signals, surface preparation, and surface
stability of high temperature superconductors//J. Electron Spectroscopy and
Related Phenomena. 1994. Vol. 66. P. 209–222.
Пряничников С. В., Титова С. Г., Черепанова Л. А., Дорогина Г. А. Аномалии кристаллической структуры Y1-xBa2Cu3Oy в области температур
80-300 K//ФТТ. 2011, Т. 53. Вып. 10. С. 1889–1894.
Методика измерений микронапряжений и размеров областей когерентного рассеяния в поликристаллических материалах методом
рентгеновской дифракции. СТО № 4/2013. Аттестована Центром метрологии и сертификации «Сертимет» Уральского отделения РАН.
№ 88-16352-130-2-13 в реестре методик измерений УрО РАН. Екатеринбург. 2013.
Larson A. C. and Von Dreele R. B. GSAS – General Structure Analysis
System//LANSCE, MS-H805. Los Alamos National Laboratory. Los
Alamos. NM 87545. 1986.
Van Doveren H., Verhoeven J.A.Th. XPS Spectra of Ca, Sr, Ba and their
oxides//J. Electron Spectroscopy and Related Phenomena. 1980. Vol. 21.
P. 265–273.
Нефедов В. И., Соколов А. Н. Деградация высокотемпературных
сверхпроводников при химических воздействиях//ЖНХ. 1989. Т. 34.
№ 11. С. 2723–2739.
Chang C. C., Hegde M. S., Wu X. D., Dutta B., Inam A., Venkatesan T.,
Wilkens B. J., Wachtman J. B., Jr. Surface layers on superconducting Y-BaCu-O films studied with x-ray photoelectron spectroscopy//Appl. Phys. Lett.
1989. Vol. 55. Nr. 16. P. 1680–1682.
Seah M. P., Dench W. A. Quantitative electron spectroscopy of surfaces:
A standard data base for electron inelastic mean free paths in solids//Surf.
Interface Anal. 1979. Vol. 1. Nr. 1. P. 2–11.
Fan X. Y., Wu Z. G., Yan P. X., Geng B. S., Li H. J., Li C., Zhang P. J.
Fabrication of well-ordered CuO nanowire arrays by direct oxidation of
sputter-deposited Cu3N film//Mater. Letters. 2008. Vol. 62. P. 1805–1808.
177
УДК 541.123:546.665.666.667.668.669.641`711`21
МЕТОДОЛОГИЯ ПРЕДСТАВЛЕНИЯ
ОКИСЛИТЕЛЬНО-ВОССТАНОВИТЕЛЬНЫХ РАВНОВЕСИЙ
В СЛОЖНЫХ ОКСИДНЫХ СИСТЕМАХ
А. М Янкин., Л. Б. Ведмидь, О. М. Фёдорова
ИМЕТ УрО РАН, г. Екатеринбург, elarisa100@mail.ru
Аннотация. Предложен наглядный способ иллюстрации влияния кислорода на гетерогенные равновесия в оксидных системах в виде фазовых
диаграмм, представленных многомерными фигурами и их проекциями на
различные плоскости. Изучено влияние вида РЗМ на термодинамические
свойства гексагональных RMnO3 (R = Ho, Er, Tm, Yb, Lu, Y).
Введение. Материалы на основе многокомпонентных оксидов металлов находят широкое применение в различных отраслях промышленности.
Экспериментальное изучение гетерогенных равновесий, несмотря на трудоемкость, является основным источником получения сведений об условиях существования этих веществ. Поэтому первым и важнейшим этапом в
исследовании многокомпонентных оксидных систем является построение
их диаграмм состояния, которые необходимы для выбора условий синтеза,
с целью получения материалов нужного химического и фазового составов.
Диаграммы используют также для определения диапазонов температур и
давлений кислорода, в которых возможно проявление оптимальных или
экстремальных свойств этих веществ, определения режимов их получения и эксплуатации, что необходимо для достижения воспроизводимости
свойств и увеличения срока службы изделий из этих веществ. Систематическое изучение фазовых равновесий в многокомпонентных оксидных системах создает предпосылки для методичного и планомерного исследования
гомогенных фаз, их структур и служебных свойств с целью создания новых
функциональных материалов.
Большинство фазовых диаграмм оксидных систем построены на воздухе при переменной температуре (изобарические разрезы диаграмм состояния при Po2 = 21 кПа). При этом не учитывается существование еще одного переменного параметра – парциального давления кислорода. Именно
величина парциального давления кислорода определяет количество кислорода в твердой фазе. Кроме того, от парциального давления кислорода
в значительной степени зависит положение границ областей гомогенности
оксидных фаз (особенно твердых растворов). Значительное влияние давление кислорода оказывает на оксидные системы, в состав которых входят
элементы, способные образовывать катионы различных степеней окисленности. Поэтому большую ценность имеют полные диаграммы состояния,
выполненные в координатах «состав – температура – давление кислорода»
(Р-Т-х-диаграммы). Они указывают на наличие соединений и твердых растворов, не существующих на воздухе в равновесном состоянии, позволяют
определять интервалы их стабильности по температуре и давлению кисло-
178
рода, рассчитать термодинамические характеристики реакций их образования и распада, получить термодинамические данные для других окислительно-восстановительных процессов, существующих в рассматриваемых
системах, несут информацию о сопряжении новых фазовых областей и т. д.
Постановка исследований по изучению фазовых равновесий в
контролируемой атмосфере требует специального аппаратурного обеспечения, а сами опыты трудоемки и длительны, поэтому экспериментальные
данные, имеющиеся в литературе, носят фрагментарный характер. Способы построения диаграмм состояния методами теоретических расчетов применяются недостаточно широко, и к настоящему времени для большинства четырехкомпонентных и многих трехкомпонентных оксидных систем
Р-Т-х-диаграмм не имеется.
Для представления результатов подобных исследований в виде фазовых диаграмм при введении еще одной координаты требуется использование многомерных фигур и их проекций или разрезов. Некоторые варианты
таких изображений будут представлены в ходе обсуждения экспериментальных данных. Для иллюстрации предлагаемого подхода хорошими модельными системами являются манганиты Ho, Er, Tm, Yb, Lu и Y. Это связано с тем, что возможность Mn образовывать катионы различных степеней
окисленности обеспечивает многообразие соединений и гетерогенных равновесий в этих системах. Кроме того, структура существующих в них соединений RMnO3 однотипна (гексагональные манганиты, пр. гр. Рb3cm), и
на этом примере может быть изучено влияние вида РЗМ на их термодинамические свойства.
Следует сказать, что возможная кислородная нестехиометрия соединений нами не учитывалась и они принимались как соединения постоянного состава.
Методика эксперимента. Объекты исследования (гомогенные оксиды
и гетерогенные композиции) получены керамическим синтезом на воздухе
в интервалах температур 1300 К – 1700 К из оксидов R2O3 квалификации
чда (E) и Mn2O3 квалификации ос.ч. Индивидуальные особенности синтеза
для каждой из оксидных систем описаны в ссылках.
Работу выполняли в течение длительного времени, за которое сменилось несколько типов установок для проведения рентгенофазового и
рентгеноструктурного анализов исходных образцов и закаленных кристаллических продуктов диссоциации. Первые анализы выполняли на дифрактометре DPOH-2.0 в CuКa-излучении, в последние годы — на дифрактометре XRD-7000 Shimadzu в CuKa-излучении. Подробности анализа для
каждого вещества можно посмотреть в ссылках.
Для исследований при переменном давлении кислорода всех объектов использован разработанный в лаборатории статики и кинетики процессов Института металлургии УрО РАН статический метод [1]. Усовершенствованный вариант статического (циркуляционного) метода позволяет,
исследуя только один оксидный образец, достичь поочередно всех гетерогенных равновесий, возникающих при его восстановлении, и измерить
равновесные давления кислорода для них. С помощью этого метода можно
подходить к равновесию как со стороны окисления, так и восстановления,
что исключает фиксацию метастабильных состояний.
179
Изучение процесса диссоциации оксидных материалов в общем случае
проводится с целью определения положения низкокислородной границы
области гомогенности однофазных образцов; последовательности фазовых
превращений, вызываемых процессами диссоциации; получения температурных зависимостей равновесного парциального давления кислорода для
обнаруженных фазовых равновесий и расчета на их основе термодинамических характеристик реакций диссоциации и образования соединений; построения P-T-x-диаграмм оксидных систем.
Обсуждение результатов. В большинстве случаев результаты физикохимического анализа фазовых равновесий в многокомпонентных системах
представляются в виде фазовых диаграмм систем. При этом следует помнить, что полная Р-Т-Х-диаграмма трехкомпонентной системы является
фигурой гипотетического четырехмерного пространства. В трехмерное пространство она проецируется в виде трехгранной призмы, в основании которой лежит треугольник Дж. Гиббса, когда его вершинами являются индивидуальные компоненты, т. е. в данном случае Ln (редкоземельный элемент),
марганец и кислород. Высотой такой призмы могут быть либо температура
при постоянном парциальном давлении кислорода, либо парциальное давление кислорода при постоянной температуре.
На рис. 1 приведен фрагмент диаграммы состояния системы Ln-Mn-O
в координатах «состав – температура» на воздухе. Он ограничен по составу
существующими в воздушной атмосфере оксидами, а по температуре – исследованным экспериментально интервалом температур. Приводится лишь
фрагмент трехгранной призмы, т. к. весь состав твердых фаз систем Ln-MnO в атмосфере воздуха находится в его пределах, т. е. при содержании кислорода от 57 до 67 (реально даже 63) мольных процентов кислорода. Приведение же на рисунке всей призмы привело бы к слиянию линий на нем, т. е.
сделало бы рисунок «нечитаемым». Рис. 1 построен без учета возможности
полиморфизма оксидов Ln2O3, чтобы не перегружать его. Такая ситуация
реализуется для диаграмм Ln-Mn-O, когда Ln = Y, Ho, Er, …Lu.
Рис. 1. Фрагмент субсолидусной диаграммы «состав – температура» системы Ln-Mn-O,
описывающей фазовые равновесия в системе на воздухе [2]: N – мольная доля компонента
180
Приведенная на рис. 1 фигура снизу и сверху ограничена горизонтальными трапециями 1234 и 5678, а с боков вертикальными прямоугольниками 1265, 2673, 3784 и 1584. Вертикальная линия AF отвечает существованию в изученных условиях оксида α-Mn2O3, линия ENPV – Mn3O4, линия
DS – Ln2O3, линия CMRQ – LnMnO3, а линия BKL – LnMn2O5. Точка Р на
вертикали ENPV описывает равновесие на воздухе между β (структура гаусманита)- и γ (структура шпинели)-полиморфными модификациями Mn3O4
и отвечает температуре 1172°С [3]. В соответствии с этим горизонталь PR
описывает моновариантное равновесие между β- и γ-Mn3O4 и LnMnO3 при
указанной температуре. Линия EF отражает равновесие между α-Mn2O3 и
β-Mn3O4 при 883,6 °С [4]. Ей соответствует горизонтальная плоскость EFK
(при указанной температуре 883,6°С), которая описывает моновариантное
равновесие между α-Mn2O3, β-Mn3O4 и LnMn2O5. Еще одна горизонтальная
плоскость NML описывает моновариантное равновесие
(1)
LnMn2O5 = LnMnO3 + 1/3 Mn3O4 +1/3 O2
Вертикальные плоскости на рис. 1 отвечают бивариантным равновесиям на воздухе: плоскость CDSQ описывает сосуществование на воздухе
оксидов Ln2O3 и LnMnO3, плоскость PVQR – LnMnO3 и γ-Mn3O4, плоскость
PRMN – LnMnO3 и β-Mn3O4, плоскость ENLK – LnMn2O5 и β-Mn3O4 и плоскость BCML – LnMn2O5 и LnMnO3.
Приведенная на рис. 1 объемная диаграмма проецируется на плоскость
треугольника составов так, как это показано на рис.2. Здесь треугольники
А и В – проекции плоскостей NML и EKF рис. 1 соответственно, а линия
Ln2O3 – LnMnO3 – плоскости CDSQ. Сам вид проекции диаграммы, приведенный на рис.2, заставляет предполагать, что в обсуждаемых системах
на воздухе возможно моновариантное равновесие между Ln2O3, LnMnO3 и
LnMn2O5. Экспериментальная проверка такого предположения предпринята в [5] для систем Yb-Mn-O, Lu-Mn-O и в [6] для Ho-Mn-O и Er-Mn-O.
Она не дала никаких результатов, т. к. речь идет о температурах ниже 850 °С,
когда диффузионные процессы в рассматриваемых системах на порядки
медленнее, чем при более высоких. Равновесия, расположенные ниже ломаной линии Ln2O3-LnMnO3-Mn3O4 на рис. 2, отвечают давлениям кислорода, ниже атмосферного.
Рис. 2. Проекция субсолидусной диаграммы «состав – температура» системы
Ln-Mn-O на воздухе (рис. 1) на треугольник составов, когда компонентами системы выбраны Ln, марганец и кислород [2]
181
Проекциями фигуры, представленной на рис. 1, на координатные
плоскости «состав-температура» являются диаграммы, приведенные в [2].
В данном случае секущими плоскостями, на которые осуществляется проецирование, могут быть как плоскость 1265, так и все иные, лежащие слева
от нее на рис. 1, вплоть до плоскости «Ln-Mn-температура». Поскольку в
основании фигуры, изображенной на рис. 1, лежит треугольник составов
Дж. Гиббса, когда его вершины соответствуют элементам, то проекция может быть только центральной, когда центром проецирования служит ребро
призмы, соответствующее компоненту кислороду.
Когда в качестве координат диаграммы состояния выбираются состав и парциальное давление кислорода при постоянной температуре, реализуется изображение, приведенное на рис. 3.
Рис. 3. Фрагмент диаграммы состояния системы Er-Mn-O при 1173 К в координатах
«состав – давление кислорода»
Рис. 3 представляет собой фрагмент проекции четырехмерной диаграммы состояния системы Ln-Mn-O (на примере системы Er-Mn-O) в
трехмерное пространство, подобные иллюстрации представлены в [7, 8].
Что касается ограничений размера рисунка и выбора координат, то сказанное о диаграмме, изображенной на рис. 1, относится и к рис. 3.
Легко заметить, что в отличие от рис.1 на рис.3 вместо координаты состава NMn/(NMn+NLn) используется координата NLn/(NMn+NLn). Это
сделано ради наглядности изображения, т. к. позволило зрительно представить горизонтальными плоскости моновариантных равновесий в отличие
от рис. 1, на котором эти плоскости, а также линия PR выглядят наклонными.
На рис. 3 горизонтальные треугольники показывают равновесия между
тремя твердыми фазами. Треугольник REA представляет равновесие между
Mn3O4, Mn2O3 и ErMn2O5 и соответствует диссоциации Mn2О3 по реакции:
(2)
Mn2О3 = 2/3 Mn3O4 +1/2O2
182
TPG – между Mn3O4, ErMnO3 и ErMn2O5, описываемое реакцией (1),
FOM – между MnO, ErMnO3 и Mn3O4, описываемое реакцией:
(3)
Mn3O4 = 3 MnO + 1/2O2
и NKS – между MnO, ErMnO3 и Er2O3, соответствующего реакции диссоциации ErMnO3 по реакции:
(4)
ErMnO3 = 1/2 Er2O3 + MnO + 1/4O2
Диаграммы, изображенные на рис. 1, 3, хотя и впечатляют, но мало
пригодны для практического употребления. Удобней – проекции этих объемных фигур на координатные плоскости «состав-температура» и «состав –
давление кислорода». Примером последней служит рис. 4, который является
центральной проекцией рис. 3 на плоскость «R = NMn/(NMn+NEr) — давление кислорода».
Вертикальные плоскости (рис. 3) показывают бивариантные равновесия в системе. Они соответствуют областям диаграммы, приведенной
на рис. 4. В области 1 диаграммы, (рис. 4), в равновесии с газовой фазой
находятся две твердые фазы: Er2O3 и ErMnO3. В области 2 сосуществуют
ErMnO3 и ErMn2O5, что соответствует плоскости LQPG на рис. 3. Область 3
описывает равновесие между Mn2O3 и ErMn2O5 (плоскость EXLA на рис. 3),
а равновесие между Mn3O4 и ErMn2O5 соответствует области 4 (плоскость
RAGT на рис. 3). В области 5 манганит ербия ErMnO3 сосуществует с Mn3O4
(плоскость OTPM на рис. 3), а в области 6 – с оксидом MnO (плоскость
FMKN на рис. 3). Область 7 – область сосуществования простых оксидов
Er2O3 и MnO (плоскость NSDY на рис. 3). В области 8 в равновесии с металлическим марганцем находится оксид Er2O3, а область 9 представляет собой
двойную металлическую систему ербий-марганец.
Рис. 4. Изотермическая проекция диаграммы состояния системы Er-Mn-O при 1173 К.
Р - равновесное парциальное давление кислорода в газовой фазе, Па; стрелками указаны
давления кислорода для моновариантных равновесий в системах Mn-O [9] и Er-O [10]
Вертикальной проекцией фигуры, изображенной на рис.3, на плоскость составов (треугольник Дж. Гиббса) является рис.5. Она характерна не
только для системы Er-Mn-O, но и для всех систем класса Ln-Mn-O (Ln =
Ho … Lu, Y [8, 11–14]). Легко заметить, что рис. 5 дополняет рис. 2 в области парциальных давлений кислорода менее 0,2 атм., т. е. рис. 2 является
183
частным случаем рис. 5. Рис. 5 отображает моновариантные равновесия в
системе Er-Mn-O при изменяющихся температуре и давлении кислорода в
газовой фазе. На рис. 5 изображен фрагмент проекции Р-Т-х-диаграммы
системы Er-Mn-O на треугольник Дж. Гиббса, достаточный в сочетании с
рис. 3, 4 для понимания полной проекции. Приведение всего треугольника
Дж.Гиббса на рис. 5 непомерно увеличило бы рисунок, либо привело бы к
слиянию на рисунке фазовых областей 1–6. Области 1–6 на рис. 5 описывают моновариантные равновесия в системе Er-Mn-O, когда в равновесии
с газовой фазой находятся три кристаллические фазы: 1 — Mn2O3 + Mn3O4 +
ErMn2O5 (область В на рис.2), 2 — Mn3O4 + ErMn2O5 + ErMnO3 (область А на
рис. 2), 3 — Mn3O4 + MnO + ErMnO3, 4 — MnO + ErMnO3 + Er2O3, 5 — MnO
+Mn + Er2O3, 6 — Mn + Er + Er2O3.
Рис. 5. Проекция Р-Т-х диаграммы состояния системы Er-Mn-O на треугольник составов
Гиббса, когда компонентами системы выбраны ербий, марганец и кислород. Стрелками указаны вещества, ограничивающие обозначенную цифрами плоскость (в масштабах рисунка
они не укладываются)
Моновариантные равновесия, зафиксированные на рис. 5, соответствуют горизонтальным линиям на рис. 4 и горизонтальным треугольникам
на рис. 1, 3.
Еще одним удобным для зрительного восприятия фрагментом четырехмерной Р-Т-х диаграммы в трехмерном пространстве является рис. 6,
когда координатами являются соотношения атомных долей Ln (Ln- редкоземельный элемент) и марганца, обратная температура (1/Т, К) и парциальное давление кислорода (lgР). Подобный подход позаимствован из
[15] и адаптирован к рассматриваемым нами системам [7, 8]. Этот способ
представляется весьма плодотворным, т.к. диаграмма, приведенная на рис.6
легко читается в сравнении с рис. 1, 3. Изотермическое сечение фигуры,
изображенной на рис. 6 при избранной температуре является диаграммой
«состав – давление кислорода», примером чему является рис. 4, а ее прямоугольная проекция на координатную плоскость «lgР -1/T» представляет
собой классическую фазовую диаграмму «давление кислорода — обратная
температура».
На рис. 7, 8 приведены примеры таких диаграмм для систем Ln-Mn-O
(Ln = Ho, Er, Tm, Yb, Lu, Y).
184
Рис. 6. Фрагмент диаграммы состояния системы Er-Mn-O в координатах «давление кислорода – обратная температура – состав». Стрелками указаны плоскости, соответствующие
оксиду Er2O3, двойным оксидам ErMnO3, ErMn2O5, а также моновариантным равновесиям
в системе
Эти зависимости для манганитов Ho и Y расположены на одном рисунке для лучшего сравнения. Это сделано потому, что в [16] указано на
возможность изменения структур соединений RMnO3 для этих элементов
из-за критичных размеров образующих их ионов согласно фактору толерантности Гольдшмидта. Рентгеноструктурный анализ не обнаружил никаких аномалий в структуре указанных соединений, т. е. в данных интервалах температур и давлений кислорода они являются гексагональными. Об
идентичности структур косвенно свидетельствует и схожесть приведенных
на рис. 7 зависимостей. Их наклон указывает на близкие величины ∆H реакций диссоциации YMnO3 и HoMnO3 и на малые различия величин ∆S.
В [16] указывается, что окислительные условия способствуют образованию
орторомбической фазы, а учитывая, что наши эксперименты проведены на
низкокислородной границе области гомогенности фаз в восстановительных
условиях, следует ожидать существования гексагональных модификаций,
что и наблюдается. По этим данным рассчитаны изменения термодинамических функций реакций диссациации и образования изучаемых оксидов
(табл. 1). Расчеты проводились при допущении, что все участвующие в реакции вещества имели стехиометрические составы.
Для остальных манганитов RMnO3, представленных в данной работе, аналогичные зависимости приведены на рис. 8. Видно, что полученные
данные не слишком отличаются для разных лантаноидов, за исключением
Tm. На зависимости равновесного парциального давления кислорода для
реакции диссоциации TmMnO3 от обратной температуры ( lgР -1/T) присутствует перегиб. Подобный вид имеет и аналогичная зависимость для
YbMnO3 (высокотемпературная часть на рисунке не указана).
185
lg(PO2 Па-1)
-3
- Ho
-Y
-6
-9
-12
-15
8.5
9.0
9.5
10.0
10.5
104/T,K-1
Рис. 7. Зависимость равновесного парциального давления кислорода для реакции диссоциации соединений YMnO3 и HoMnO3 от обратной температуры (lgР -1/T)
Изменение угла наклона данной зависимости свидетельствует об изменении энтальпии реакции диссоциации этого вещества, что может свидетельствовать о каких-то изменениях его химического состава, структуры и
т. д. Рентгенофазовые исследования показали, что в данных случаях соотношение продуктов реакции диссоциации отклоняется от уравнения (4), т. е.
исследуемая фаза в процессе реакции диссоциации обогащается одним из
компонентов и изменяет свой состав относительно стехиометрического, что
и приводит к аномальному изменению равновесного давления кислорода.
По нашему мнению, подобный эффект возможен в соединениях с широкими областями гомогенности при относительно низких температурах,
схема его рассмотрена нами в [17]. Возможно и влияние изменения кислородной нестехиометрии исследуемого соединения на равновесное давление кислорода реакции его диссоциации, этот вариант рассмотрен в [18] на
примере соединения LaMnO3.
Термодинамические данные образования соединений LnMnO3 из элементов, рассчитанные из наших данных, в сравнении с результатами по той
lg(PO2 Па-1)
-3
- Tm(1)
- Tm(2)
- Er
- Lu
- Yb
-6
-9
-12
-15
8.5
9.0
9.5
10.0
10.5
104/T,K-1
Рис. 8. Зависимость равновесного парциального давления кислорода для реакции диссоциации соединений RMnO3 (где R = Er, Tm, Yb, Lu) от обратной температуры (lgР -1/T)
186
же методике [19], представлены в таблице. Следует сказать, что данные [19]
получены не только другим методом, но и при более высоких температурах,
предположительно, в условиях более узкой катионной нестехиометрии и
более отрицательной кислородной нестехиометрии исследуемых образцов.
Таблица
Термодинамические данные образования соединений LnMnO3
(Ln = Ho … Lu, Y ) из элементов
Cоединение
∆ Дж/моль К
-∆
кДж/моль
Наши
Данные Наши
Данные
данные
[19]
данные [19]
YMnO3
1503,83
1452,6
212,77
261,2
HoMnO3
1605,81
1439,1
370,97
261,0
ErMnO3
1541,69
1447,8
282,63
261,1
TmMnO3 – низкотемпературная 1569,23
309,79
зависимость
TmMnO3 – высокотемператур- 1424,2
1441,4
178,39
267,5
ная зависимость
YbMnO3
1515,75
1410,4
284,02
263,9
LuMnO3
1559,5
1435,9
284,9
262.9
Общая тенденция полученных нами и [19] данных свидетельствует, что
влияние вида РЗМ на термодинамические свойства гексагональных манганитов незначительно.
Заключение. Предложен и обсужден новый подход в представлении
экспериментальных результатов, полученных при изучении многокомпонентных оксидов. Диаграммы состояния оксидных систем, построенные с
учетом влияния парциального давления кислорода, отличаются простотой
и наглядностью. Они показывают наличие веществ и фазовых равновесий,
не существующих на воздухе в равновесном состоянии, позволяют определить интервалы их стабильности по температуре и давлению кислорода.
Введение еще одной координаты требует для представления полученных
результатов использования многомерных фигур и их проекций или разрезов, некоторые варианты таких изображений представлены в ходе обсуждения экспериментальных данных. Изучение термодинамических свойств
гексагональных манганитов показало, что влияние вида РЗМ на их величины незначительно.
Список литературы
1.
2.
3.
Янкин А. М., Балакирев В. Ф., Ведмидь Л. Б., Федорова О. М.Статический метод исследования гетерогенных равновесий//ЖФХ. 2003.
Т. 77. № 11. с.2 108–2111.
Balakirev V. F., Golikov Yu. V. Heterogeneous phase equilibria in rare earthMn-O systems in air//Inorganic Materials. 2003. V. 39. Suppl. S1-S10.
Eliott Y. E., Gleiser M.//Thermochemistry for steelmaking//Reding Mass.:
Addison-Westley. 1960. V. 1. P. 296.
187
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
188
Schaefer Seth C. Electrochemical determination of the thermodynamic
properties of manganovanganic oxide and manganese sesquioxide//Rept
Invest. Bur. Mines. US. Dep. Inter. 1982. № 8704. 17 p.
Ведмидь Л. Б., Титова С. Г., Голиков Ю. В. Субсолидусные диаграммы состояния систем Yb-Mn-O и Lu-Mn-O//ЖФХ. 2001. Т.75. № 6.
С. 1122–1124.
Балакирев В. Ф., Голиков Ю. В., Титова С. Г. Диаграммы состояния систем Mn-Ln-О (Ln =Sm, Ho, Er) на воздухе//ДАН. 2001. Т. 377. № 1.
С. 67–68.
Ведмидь Л. Б., Балакирев В. Ф., Янкин А. М., Голиков Ю. В. Представление фазовых равновесий в трехкомпонентных оксидных системах//
Известия РАН. Серия физическая. 2007. Т. 71. № 8. С. 1218–1221.
Янкин А. М., Ведмидь Л. Б., Фёдорова О. М., Голиков Ю. В., Балакирев В. Ф. Р-Т-х диаграмма состояния системы Tm-Mn-O//ДАН.. 2009.
Т. 429. № 6. С. 770–773.
Третьяков Ю. Д. Химия нестехиометрических окислов. М.: Изд-во
МГУ. 1974. 364 с.
Портной К. И., Тимофеева Н. И. Кислородные соединения редкоземельных элементов. М.: Металлургия. 1986. 480 с.
Балакирев В. Ф., Ведмидь Л. Б., Янкин А. М., Голиков Ю. В. Р-Т-х-диаграмма состояния системы Lu-Mn-O//ДАН. 2003. Т. 389. № 4. С. 490–
492.
Балакирев В. Ф., Ведмидь Л. Б., Янкин А. М., Голиков Ю. В. Р-Т-х-диаграмма состояния системы Yb-Mn-O//ДАН. 2005. Т. 400. № 1. С. 53–
55.
Ведмидь Л. Б., Фёдорова О. М., Янкин А. М.. Голиков Ю. В., Балакирев
В. Ф. Термическая диссоциация соединения ErMn2O5//Известия РАН.
Серия физическая. 2009. Т. 73. № 7. С. 995–997.
Ведмидь Л. Б., Янкин А. М., Фёдорова О. М., Балакирев В. Ф. Гетерогенные равновесия в системе Ho-Mn-O//Известия РАН. Серия физическая. 2010. Т. 74. № 8. С. 1203–1205.
Suzuki R. O., Bohac P., Gauckler L. J. Thermodynamics and phase equilibria
in the Sr-Cu-O//J. Amer. Ceram. Soc. 1992. V. 75. № 10. P. 2833–2842.
Sverre M. Selbach, Amund Nordli Lovik, Kristin Bergum et. al. Crystal
structure, chemical expansion and phase stability of HoMnO3 at high
temperature//J. of Solid State Chemistry. 2012. V. 196. P. 528.
Ведмидь Л. Б., Балакирев В. Ф., Янкин А. М., Титова С. Г., Голиков Ю. В. Термическая диссоциация YbMnO3//Ж. ФХ. 2005. Т. 79. № 9.
С. 1573–1577.
K. T. Jacob and M. Attaluri. Refinement of thermodynamic data for
LaMnO3//J. Mater. Chem. 2003.13. P. 934–942.
Atsumi T., Ohgushi T., Kamegashira N. Studies on oxygen dissociation
pressure of LnMnO3 (Ln =rare earth) with the e.m.f. technique//J.Allous
and Comp. 1996. V. 238. P. 35–40.
УДК 544.03
СТРУКТУРНЫЕ СВОЙСТВА МЕХАНОАКТИВИРОВАННЫХ
МАНГАНИТОВ РЕДКОЗЕМЕЛЬНЫХ ЭЛЕМЕНТОВ
Г. А. Кожина1, O. M. Федорова1, А. В. Фетисов1, А. Я. Фишман1, Л. Б. Ведмидь1, В. Б. Выходец2, Т. Е. Куренных2
1 – Институт металлургии УрО РАН, г. Екатеринбург,
gakozhina@yandex.ru;
2 – Институт физики металлов УрО РАН, г. Екатеринбург
Введение. Манганиты редкоземельных элементов проявляют многообразие кристаллографических, электронных и магнитных фаз и обладают
рядом уникальных свойств, включая колоссальное магнетосопротивление
и мультиферроидные эффекты [1, 2]. Эти соединения являются перспективными материалами с точки зрения их использования в качестве катализаторов окислительно-восстановительных реакций [3], газовых сенсоров
[4], конвертеров, болометров [5], а также материалов для оптоэлектроники [6], спинтроники [7, 8], магнитных носителей информации и магнитных датчиков [9], резистивных и магниторезистивных элементов. Интерес
к свойствам манганитов вызван ярко выраженной корреляцией между их
кристаллической структурой, магнитными, диэлектрическими и транспортными свойствами.
Среди редкоземельных манганитов наиболее широко и глубоко исследован La1-xMxMnO3±δ (где М – двухвалентный металл). Между тем, замещение La в LaMnO3 на другой редкоземельный элемент (в частности,
Ce, Pr, Nd, Sm, Gd) значительно влияет на структуру, термодинамическую
стабильность, транспортные, электрические и магнитные свойства [10–12].
Результаты недавних исследований [13, 14] указывают на возможность получения новых данных в этой области.
Механоактивация является одним из наиболее эффективных инструментов модификации структуры и свойств оксидов. Механическое
истирание позволяет не только уменьшить размер частиц вплоть до нанодисперсности, но и приводит к формированию дефектов в структуре, метастабильных кристаллических и аморфных фаз, увеличению реакционной
способности, появлению квантовых и туннельных эффектов, повышению
каталитической активности материалов, изменению электронной структуры вещества и, как следствие, проявлению необычных оптических, электрических и магнитных свойств [15–17]. Для наиболее эффективного и
целенаправленного воздействия на функциональные свойства манганитов
RMnO3 путем механической активации необходимо иметь информацию о
влиянии на их структуру и физико-химические свойства различных способов измельчения, типов используемого оборудования, и т. д. В данной
работе исследовались влияние механической обработки в активаторах различных типов на структуру и некоторые физико-химические свойства измельчаемого материала. В качестве объекта исследования выбраны манганиты LaMnO3, SmMnO3 и NdMnO3 со структурой перовскита.
189
Эксперимент. Оксиды RMnO3 (R = Sm, Nd, La) были получены из оксидов R2O3 марки НдО-Е и Mn2O3 квалификации «ос.ч.» по керамической
технологии с отжигом на воздухе при температуре 1400 °С в течение 90 часов
с последующим охлаждением с печью.
Mеханоактивацию синтезированных оксидов осуществляли с использованием трех типов активаторов: 1) планетарной мельницы АГО-2 с водяным охлаждением барабанов в максимально интенсивном режиме с центробежным фактором до 60 g (далее АГО), 2) мельницы PULVERISETTE
06-102 фирмы FRITSCH c барабанами из оксида циркония, стабилизированного иттрием, с развиваемым ускорением 29 g (далее Р6) и 3) планетарной микромельницы PULVERISETTE 7 premium line фирмы FRITSCH c
развиваемым ускорением 80 g (далее Р7). В первом случае обработку порошков проводили после предварительной футеровки мельницы; длительность непрерывного помола составляла от 30 секунд до 10 минут. Во втором
случае время помола варьировали от 1 часа до 10 часов, в третьем – от 2 до 10
минут. Фазовый состав полученных веществ, размеры блоков когерентного
рассеяния (D) и микродеформации (ε) определяли рентгенографически.
Рентгеноструктурный анализ полученных образцов выполнен с использованием дифрактометра XRD-7000 фирмы SHIMADZU в CuKαизлучении с монохроматором в диапазоне углов 20–70° по 2Θ с шагом 0,02
и выдержкой 4 секунды в каждой точке. В качестве внешнего стандарта использовали металлический кремний.
Высокотемпературные рентгеновские исследования проведены на высокотемпературной приставке НА-1001 (Shimadzu) при последовательном
нагреве в диапазоне температур 500–1400 °С (скорость нагрева 10°/мин.),
выдержке при каждой температуре 10 минут и последующей съемке в диапазоне углов 20–60° по 2Θ с шагом 0,02° и выдержкой 1,5 с.
Термический анализ проведен на приборе синхронного термического анализа STA 449 F3 (NETZSCH) в токе атмосферного воздуха. Температурная программа включала нагрев образцов от комнатной температуры до
900–1000 °С со скоростью 10 °С/мин. и охлаждение с той же скоростью до
400 °С.
Поверхность оксидов исследовали методами рентгеновской фотоэлектронной спектроскопии (РФЭС) с использованием спектрометрического комплекса Multiprob (фирма Omicron). Энергетическая шкала спектрометра была откалибрована по энергиям связи линий: Au 4f7/2 (84.00 эВ),
Ag 3d5/2 (368.29 эВ) и Cu 2p3/2 (932.67 эВ). Величину «зарядки» поверхности
образцов определяли по разности измеренной энергии связи сигнала C 1s от
группировок C–H и величины 285.0 эВ. Съемку высокого разрешения проводили при EPE = 20 эВ с шагом 0.05 эВ, выдержкой в точке 7.5 с (15 сканов
по 0.5 с). Точность определения позиции пиков составляла 0.1 эВ. Разложение спектров и выделение в них фоновой части (по методу Ширли) осуществляли с помощью программы XPSPeak 4.1.
Исследование изотопного обмена проведено методом ядерного микроанализа [18].
Структура механоактивированных манганитов. Синтезированные
образцы SmMnO3+δ и NdMnO3+δ однофазные, имеют перовскитоподобную
орторомбическую структуру (Pbnm) с параметрами элементарной ячейки
190
при комнатной температуре: а = 0,5375(3), b = 0,5834(4), c = 0,7505(4) нм
для SmMnO3+δ и а = 0,5408(4), b = 0,5817(1), c = 0,7548(4) нм для NdMnO3+δ.
Данные структурного анализа LaMnO3 опубликованы в [19].
Механоактивация SmMnO3+δ в мельнице АГО-2 привела к получению
наноструктурированного порошка уже после 30-секундной обработки. Параметры элементарной ячейки образцов и размеры областей когерентного
рассеяния приведены в табл. 1.
Таблица 1
Структурные характеристики образцов SmMnO3,
обработанных в мельнице АГО-2
ПродолПараметры решетки
жительность
V, нм3 D, нм ε, %
механоа, нм
b, нм
c/√2, нм
активации, с
0
0,5375(3)
0,5834(4)
0,5307(4)
0,23532 352,1
0
30
0,5375(3)
0,5833(4)
0,5307(5)
0,23533 22,5 0,25
60
0,5384(3)
0,5816(4)
0,5305(5)
0,23495 21,5 0,72
90
0,5374(3)
0,5828(4)
0,5312(5)
0,23531 19,5 0,78
120
0,5373(3)
0,5832(4)
0,5313(5)
0,23543 33,9 0,21
300
0,5367(3)
0,5826(4)
0,5304(5)
0,23457 40,4 0,22
Анализ угловой зависимости интегральной полуширины дифракционных пиков позволяет утверждать, что уширение линий вызвано не только уменьшением областей когерентного рассеяния, но и возникновением
микронапряжений II рода. Применение методики Вильямсона-Холла при
определении размера ОКР и величины микродеформаций показало, что
последние анизотропны. В табл. 1 приведены средние значения ε, поэтому
их следует рассматривать как оценочные.
Рис. 1. Изменение размера областей когерентного рассеяния и микродеформаций
при механоактивации SmMnO3 в мельнице АГО-2
191
Таблица 2
Структурные характеристики образцов SmMnO3,
обработанных в мельнице PULVERISETTE 06-102
ПродолжиПараметры решетки
тельность
V, нм3 D, нм
механоактиа, нм
b, нм
c/√2, нм
вации, час.
0
0,5376(3)
0,5854(4)
0,5305(4) 0,2361 352,1
1
0,5379(3)
0,5853(4)
0,5302(5) 0,2360 117,5
4
0,5354(3)
0,5835(4)
0,5339(5) 0,2358 20,4
7
0,5336(3)
0,5839(4)
0,5334(5) 0,2350 14,5
10
0,5297(3)
0,5881(4)
0,5390(5) 0,2374 15,4
ε, %
0
0,10
0,59
0,72
0,80
Как видно из табл. 1 и рис. 1, с увеличением времени механоактивации
от 30 до 90 секунд происходит незначительное уменьшение областей когерентного рассеяния и значительный рост микродеформаций. Условно оптимальное время механической обработки, полученное пересечением кривых D и ε (tопт на рис. 1), составило 15 с для АГО-2. Немонотонный в целом
характер изменений микродеформаций и размеров областей когерентного
рассеяния с увеличением продолжительности механоактивации связан с
частичной рекристаллизацией и релаксацией напряжений после определенного времени обработки материала в высокоэнергетической мельнице.
Результаты РФЭС-исследования показали, что после механоактивации в планетарной мельнице АГО-2 в образцах присутствует от 0,3 до 3,0%
железа, что приводит к появлению специфических магнитных свойств материалов. Намол материала гарнитуры мельницы (Fe) в измельчаемый порошок является особенностью такого способа механоактивации.
В табл. 2 приведены данные для образцов манганита самария, обработанных в мельнице PULVERISETTE 06-102 c барабанами из оксида циркония.
Рис. 2. Изменение размера областей когерентного рассеяния и микродеформаций
при механоактивации SmMnO3 в мельнице PULVERISETTE 06-102
192
Из рис. 2 видно, что при помоле в мельнице PULVERISETTE 06-102
снижение размеров кристаллитов происходит монотонно с увеличением
времени обработки, при этом наибольшее изменение дисперсности порошка происходит за первые 2 часа обработки. Одновременно с измельчением
материала растут микродеформации. Изменяются параметры кристаллической решетки: уменьшается параметр а, увеличивается с. Объем элементарной ячейки монотонно уменьшается с увеличением времени механоактивации до 7 часов. Определенная смена тенденций зафиксирована после
10-часового помола: произошло увеличение объема элементарной ячейки
V и незначительно вырос размер областей когерентного рассеяния. Микродеформации, однако, продолжили при этом свой рост.
По данным рентгенофазового анализа, увеличение времени помола
приводит к загрязнению образцов материалом мельницы и шаров – диоксидом циркония. Первые следы его появляются после помола в течение
4 часов, при механоактивации в течение 10 часов намол составляет около
6%.
Для отработки технологии получения манганитов самария в наноструктурированном состоянии была апробирована еще одна мельница фирмы FRITSCH – PULVERISETTE 7 premium line со стаканами и мелющими
телами из карбида вольфрама. Для получения наноразмерных порошков
манганита самария в ней потребовалось 10 минут. Характеристики полученных материалов приведены в табл. 3.
Измельчение материала и рост микродеформаций с увеличением времени механической обработки происходят постепенно. Монотонно изменяются параметры элементарной ячейки: уменьшаются параметры a и b, а
также объем V. Наиболее существенные изменения дисперсности порошка
отмечены в период первых 2 минут обработки (см. рис. 4).
Таблица 3
Структурные характеристики образцов SmMnO3,
обработанных в мельнице PULVERISETTE 7 premium line
ПродолжиПараметры решетки
тельность
V, нм3 D, nm
механоактиа, нм
b, нм
c/√2, нм
вации, мин.
0
0,5376(3) 0,5854(4) 0,5305(4) 0,2361 352,1
2
0,5368(3) 0,5839(3) 0,5300(4) 0,2349
98,4
5
0,5370(3) 0,5838(4) 0,5300(5) 0,2349
58,5
10
0,5367(3) 0,5805(4) 0,5320(5) 0,2344
20,5
ε, %
0
0,06
0,20
0,61
В исследованных образцах SmMnO3+δ рентгенофазовый анализ не
показал наличие примесей, связанных с намолом гарнитуры мельницы
PULVERISETTE 7 premium line. Относительная чистота материала, активированного в этой мельнице, является преимуществом такой технологии
получения нанодисперсного порошка.
Аналогичные результаты получены и для NdMnO3. На рисунке 4 для
сравнения приведены зависимости изменения среднего размера областей
193
Рис. 3. Изменение размера областей когерентного рассеяния и микродеформаций
при механоактивации SmMnO3 в мельнице PULVERISETTE 7 premium line
Рис. 4. Изменение размера областей когерентного рассеяния при механоактивации
NdMnO3 в мельницах AГО-2 и PULVERISETTE 7
когерентного рассеяния от времени механоактивации в высокоэнергетических мельницах AГO-2 и PULVERISETTE 7 premium line.
Таким образом, показано, что механическое измельчение в мельницах
с центробежными факторами от 29 g до 80 g приводит к получению наноструктурированных порошков манганитов RMnO3 (R = Sm, Nd). Установлено, что наиболее эффективна механоактивация материала в мельнице АГО2, в которой наноразмерное состояние достигается за 30 секунд обработки.
При этом микронапряжения еще не успевают заметно вырасти. Состоянию
со средним размером ОКР ~20 нм соответствуют микродеформациям 0,25%
в образцах, активированных в АГО-2, тогда как такой же степени измельчения порошка в мельницах PULVERISETTE 06-102 и PULVERISETTE 7
premium line соответствуют микродеформации 0,59% и 0,61% соответственно. Особенностью механоактивации в АГО-2 является внесение желе-
194
за в обрабатываемый материал. Показано, что измельчение материалов в
мельнице PULVERISETTE 7 premium line также достаточно эффективно.
Наноструктурированное состояние порошка достигается в течение 10 минут. Но, как уже было сказано, при этом возникают значительные микродеформации и, соответственно, микронапряжения, которые могут отвечать за
определенную нестабильность наноразмерного состояния. К достоинствам
такого способа механоактивации можно отнести относительную чистоту
материала после обработки.
Состояние поверхности механоактивированных манганитов. На рис. 5
представлены РФЭС-спектры марганца (Mn 2p), полученные для исходного и механоактивированного (7 ч в мельнице P-7 при ускорении мелющих
тел 9 g) образцов LaMnO3. Энергии связи электронного уровня Mn 2p (дублета 2p3/2, 2p1/2) для исходного манганита лантана составили: 642,6 (2p3/2)
и 654,4 эВ (2p1/2). Это отвечает состоянию марганца в гидрокарбонатных
соединениях, что свидетельствует о химической деградации исходного материала. Спектральные характеристики Mn 2p-электронного уровня для
механоактивированного LaMnO3: 642,1 (2p3/2) и 653,7 эВ (2p1/2) – отвечают
многофазному состоянию, в котором присутствует как основная оксидная
фаза, так и гидрокарбонатная.
а
б
Рис. 5. Mn 2p-спектр исходного LaMnO3 (а) и после помола (б)
Характеристические РФЭС-спектры исходного и механоактивированных (в мельнице-активаторе АГО-2) образцов NdMnO3 приведены на
рис. 6. Полный набор значений спектральных параметров представлен в
табл. 4.
Таблица 4
Спектральные характеристические параметры исследованных
образцов NdMnO3
Образец
Mn 2p3/2, эВ
O 1s, эВ (Oстр)*
Исходный
642,1
529,6
АГО, 1 min
642,2
529,6
АГО, 1.5 min
642,8
529,7
АГО, 5 min
642,2
529,7
* Энергия связи линии, относящейся к структурному кислороду основного соединения.
195
а
б
Рис. 6. РФЭС-спектры, полученные на образцах NdMnO3: а – спектры марганца (2p);
б – спектры кислорода (1s)
В целом механоактивация не повлияла на состояние марганца и кислорода на поверхности оксида NdMnO3. Энергия связи линии Mn 2p3/2 для
всех образцов немного повышена относительно состояния Mn3+. На основании этого можно сделать вывод о некотором загрязнении поверхности
образцов примесными фазами. Повышенная концентрация примесных фаз
(гидрокарбонатных соединений) на поверхности отмечена у образца АГО –
1,5 мин. (см. табл. 4).
На рис. 7 представлены характеристические электронные спектры исходного и механоактивированных (АГО-2) образцов SmMnO3. В таблице 5
приведены численные значения характеристических спектральных параметров образцов манганита самария.
При разложении O 1s-спектра, отвечающего образцу АГО-5, использовали энергии связи линий MnO(OH), опубликованные в работе [20].
Таблица 5
Спектральные характеристические параметры SmMnO3
Образец
Mn 2p3/2, эВ
O 1s, эВ (Oстр)
АГО-0
642.1
529.6
АГО-0.5
642.3
529.6
АГО-2
642.3
529.4
АГО-5
642.2
529.5
196
а
б
Рис. 7. РФЭС-спектры электронных уровней образцов SmMnO3-δ:
а – Mn 2p, б – O 1s. Затемнением выделены линии, появившиеся в спектрах за счет
эффекта «двойной зарядки»
Согласно таблице, значения энергий связи Mn 2p3/2 и O 1s-электронных уровней в результате механоактивации остаются практически неизменными. Вместе с тем уменьшается доля кислородного пика, относящегося
к структуре SmMnO3-δ (Oстр), см. рис. 7б, а также существенно возрастает
степень асимметричности 2p-линий марганца, см. рис. 7а. Можно констатировать, что с ростом длительности механоактивации (в основном при
обработке свыше 0,5 мин.) растет количество примесных фаз на поверхности SmMnO3 (продуктов разложения оксида под действием компонентов атмосферы H2O и CO2). Основным продуктом взаимодействия оксида
марганца с атмосферным воздухом являются гидроксид Mn(OH)2 и оксогидроксид MnOOH. Для обоих характерными являются: величина энергии
связи O 1s-электронного уровня группировки OH– на уровне ~531,5 эВ и
более широкие по сравнению с оксидными линии дублета Mn 2p.
Таким образом, при механоактивации оксидов RMnO3 (R = La, Nd,
Sm) существенными факторами являются как характеристики мельницыактиватора, так и природа материала (R). При использовании относительно мягких железных шаров (АГО-2) нарастающий в результате химического воздействия на материал атмосферных паров H2O и CO2 поверхностный
слой примесной фазы не подвергается достаточно эффективному скрайбированию и полностью (в случае R = Sm) или частично (в случае R = Nd)
197
остается на оксидных частицах. Однако при использовании сверхпрочных
шаров из ZrO2 (Fritsch) поверхность обрабатываемого оксида (R = La) интенсивно очищается.
Фазовый переход Яна-Теллера. Исходные образцы SmMnO3+δ и
NdMnO3+δ имели кристаллографические параметры, соответствующие
орбитально упорядоченной фазе, т. е. с/√2<a<b. Механоактивация оксидов привела к существенному изменению параметров ян-теллеровской
деформации. Однако полностью кооперативный эффект Яна-Теллера
не был подавлен, за исключением образцов, обработанных в активаторе
PULVERISETTE 06-102 в течение 10 часов. Как видно из рис. 8, при увеличении продолжительности механоактивации в этой мельнице более 7 часов
соотношение (с/(a√2)-1) меняет знак на противоположный.
Рис. 8. Соотношение параметров решетки, характеризующее ян-теллеровское искажение,
в зависимости от продожительности механоактивации SmMnO3
в мельнице PULVERISETTE 06-102
С целью определения влияния механоактивации оксидов SmMnO3+δ и
NdMnO3+δ на фазовый переход Яна-Теллера проведены высокотемпературные дифракционные исследования поведения при нагреве исходных образцов и образцов, обработанных в мельнице АГО-2 в течение 30 секунд.
Как на исходном, так и на механоактивированном образцах NdMnO3
обнаружен ян-теллеровский переход из орбитально упорядоченной О′-фазы
в орбитально разупорядоченную О-фазу. При нагреве исходного образца,
начиная с температуры 700 °С интенсивность пиков орбитально упорядоченной О′-фазы уменьшается, появляются пики орбитально разупорядоченной О-фазы. В интервале температур 700–750 °С имеет место сосуществование двух фаз с орторомбической структурой – О′ и О. При 800 °С
рефлексы упорядоченной фазы исчезли, единственной фазой осталась орбитально разупорядоченная фаза NdMnO3 с параметрами элементарной ячейки
а = 0,5481(4), b = 0,5569(4), c = 0,7759(6) нм и соотношением a<c/√2<b.
На рис. 9 приведены данные высокотемпературных измерений кристаллографических параметров для исходного NdMnO3 и образца, обработанного в АГО-2 в течение 60 с. Видно, что соотношение (с/(a√2)-1) меняет
знак при температуре Т1≈800 °С у исходного оксида и при Т2≈680 °С у механоактивированного.
198
Рис. 9. Температурная зависимость параметров элементарной ячейки образцов NdMnO3,
исходного (темные символы), механоактивированного
(светлые символы)
Рис. 10. Температурная зависимость параметров элементарной ячейки образцов SmMnO3+δ,
исходного (темные символы), механоактивированного
(светлые символы)
В случае манганита самария температура кооперативного ян-теллеровского фазового перехода оказалась выше примерно на 150 °С по сравнению
с NdMnO3. При нагреве исходного образца SmMnO3+δ выше 950 °С соотношение параметров элементарной ячейки изменяется, происходит переход
из орбитально упорядоченной в разупорядоченную фазу с соотношением
. При дальнейшем нагреве до
параметров элементарной ячейки
1400 °С это соотношение не изменяется, т. е. сохраняется высокотемпературная орбитально разупорядоченная фаза SmMnO3+δ (O-фаза).
Аналогичные процессы наблюдались и для механоактивированного
образца. Влияние механоактивации (как и в случае NdMnO3) проявилось в
смещении температуры ян-теллеровского перехода в область более низких
температур (900–940 °С). На рис. 10 вертикальными штриховыми линиями
обозначены температуры перехода О′→О, Т1 – для исходного, Т2 – для механоактивированного.
199
Взаимодействие с атмосферной газовой фазой. Для изучения особенностей взаимодействия оксидов с атмосферной газовой фазой был проведен
термоанализ образцов, исходных и обработанных в активаторах всех трех
типов.
Влияние продолжительности механоактивации на кинетику взаимодействия оксидов RMnO3+δ с газовой атмосферой представлено на рис. 11,
12 на примере данных термогравиметрического (ТГ) анализа и дифференциальной сканирующей калориметрии (ДСК) для NdMnO3+δ.
Зависимость интенсивности указанных процессов от выбора режима механической обработки (типа активатора) иллюстрируется представленными на рис. 13 и 14 данными ТГ и ДСК для следующих образцов
Рис. 11. Данные термогравиметрии образцов NdMnO3 при нагреве со скоростью 10 °С/мин.
(1 – исходный образец, 2–5 – механоактивированные в течение 30, 60, 90 и 300 с в АГО-2)
Рис. 12. Данные калориметрии исходного и механоактивированных образцов NdMnO3
(обозначения образцов те же, что на рис. 11)
200
SmMnO3+δ: 1 – исходный, 2 – обработанный в АГО-2 в течение 60 с, 3 – обработанный в PULVERISETTE 06-102 в течение 7 час., 4 – обработанный в
PULVERISETTE 7 premium line в течение 10 мин. Выбранные механоактивированные образцы имели близкие значения среднего размера областей
когерентного рассеяния (около 20 нм) и микродеформаций (около 0,65%).
На первом этапе нагрева (до 300–400 °С) все образцы (кроме исходного SmMnO3) демонстрируют потерю массы (рис. 11, 13), что связано с
удалением воды и адсорбированных газов (физическая десорбция).
При нагреве выше 300–400 °С все образцы NdMnO3 показывают прирост массы, связанный с поглощением кислорода из газовой среды. Исходный NdMnO3 окисляется незначительно, и происходит это в области
температур 700–950 °С. В механоактивированных образцах этот процесс
начинается раньше и протекает интенсивнее, в том числе, за счет более развитой поверхности. Соответствующий экзотермический эффект перекрывается эндотермическим, обусловленным фазовым переходом Яна-Теллера. Как видно из рис. 9 и кривых ДСК (рис. 12), в этой области температур
имеет место процесс фазового перехода из ян-теллеровской О′ в орбитально разупорядоченную О-фазу (с эндотермическим эффектом).
Указанные окислительные процессы должны быть взаимосвязаны с
разрушением ян-теллеровского упорядочения в оксиде. Каждый лишний
ион кислорода приводит к исчезновению двух ян-теллеровских ионов в результате реакции:
Поэтому упорядочение препятствует доокислению при низких температурах. Когда с ростом температуры выигрыш в свободной энергии оксида
за счет кооперативного ян-теллеровского упорядочения падает, начинается рассматриваемый процесс окисления. С теоретической точки зрения и в
соответствии с данными рентгеноструктурного анализа в активированных
порошках соответствующие термодинамические величины, в том числе
температура фазового превращения, должны быть меньше и процесс доокисления должен начинаться раньше.
Из рис. 14 видно, что для исходного образца SmMnO3 на термограмме
наблюдается только один калориметрический эффект – эндотермический
пик в интервале температур 950–1020 °С. Он соответствует ян-теллеровскому переходу О′ → О и не сопровождается изменением массы (рис. 13 ). Аналогичный пик у механоактивированных образцов смещен в область более
низких температур. Изменение формы пика у последних по сравнению с
исходным образцом SmMnO3 обусловлено существенным изменением параметров ян-теллеровской деформации после механоактивации. У образца,
обработанного в PULVERISETTE 06-102 в течение 7 часов, этот эффект едва
заметен, что можно объяснить близким к нулю значением соотношения
) (см. рис. 8).
(
В отличие от исходного у механоактивированных образцов SmMnO3
на ТГ-кривых наблюдается начальный прирост массы образцов при увеличении температуры выше 350 °С. Исключение составляет образец, измельченный в PULVERISETTE 06-102 в течение 7 часов (№ 3 на рис. 13, 14),
201
Рис. 13. Данные термогравиметрии образцов SmMnO3 при нагреве до 1200 °С
со скоростью 10 °С/мин.: 1 – исходный, 2 – обработанный в АГО-2 в течение 60 с,
3 – в PULVERISETTE 06-102 в течение 7 час., 4 – в PULVERISETTE 7 premium line
в течение 10 мин.
Рис. 14. Термограмма образцов SmMnO3 при нагреве в токе атмосферного воздуха со скоростью 10 град./мин. до температуры 1200 °С: 1 – исходный, 2 – обработанный в АГО-2 в
течение 60 с, 3 – обработанный в PULVERISETTE 06-102 в течение 7 час., 4 – обработанный в PULVERISETTE 7 premium line в течение 10 мин.
имеющий наибольшую степень кислородной нестехиометрии после обработки. Нагрев этого образца не приводит к доокислению. После достижения
максимума в области 600–650 °С масса образцов монотонно уменьшается.
На кривых ДСК кроме эндотермического эффекта, связанного с переходом Яна-Теллера, наблюдается также эндотермический эффект в интервале
температур 650–780 °С.
Наблюдаемые явления у механоактивированных оксидов связаны с
разнообразным проявлением изменяющихся размерных эффектов и нестехиометрии. Последние играют важную роль и в структурных фазовых превращениях первого рода: ян-теллеровском переходе из орбитально упорядо-
202
ченой О′-фазы в орбитально разупорядоченную О-фазу и сопутствующем
фазовом расслоении нестехиометрической системы на «высокотемпературную» и «низкотемпературную» ян-теллеровские фазы.
Высокотемпературный процесс с хорошо разрешенным эндотермическим эффектом при 1100 °С наблюдается на образцах, измельченных в высокоэнергетических мельницах АГО и Р7 (см. рис. 14). Более того, потеря
массы, проявляющаяся в виде ступеньки на ТГ кривых, и соответствующий
ДСК-эффект более выражены для образцов, активированных в АГО. Мы
не можем заключить, что этот процесс связан с переходом в квазитетрагональную фазу, как в случае с NdMnO3, упомянутом выше. Согласно данным
высокотемпературного рентгена, для SmMnO3 (рис. 10) равенство a = c/√2
не достигается вплоть до температуры 1440 °С. Или условия проведения
термического анализа (скорость нагрева, температурный диапазон) не позволяют зарегистрировать переход в квазитетрагональную фазу в образцах
SmMnO3, или наблюдаемый эффект связан с другим восстановительным
процессом. Различие в поведении образцов, обработанных в АГО и Р7, с одной стороны, и образцов, исходных и измельченных в Р6, с другой стороны,
может быть объяснено тем, что механоактивация в высокоэнергетических
мельницах способствует разрушению орторомбической фазы.
Кислородный изотопный обмен. В этой части работы представлены результаты кислородного изотопного обмена (КИО) в рассматриваемых механоактивированных манганитах. Для сравнения КИО-исследования были
также проведены и на исходных микрокристаллических порошках.
LaMnO3+δ. КИО-исследования проведены на исходном LaMnO3+δ и
на образцах, обработанных в мельнице PULVERISETTE 06-102 в течение
13 часов. По данным рентгеновской дифракции, измельченный порошок
имел орторомбическую структуру со средним размером областей когерентного рассеяния 15 нм. Экспериментальные и теоретические зависимости
средней концентрации изотопа 18О от времени диффузионного отжига С(t)
для этого наноструктурированного порошка LaMnO3+δ представлены на
рис.15. Экспериментальные данные были обработаны традиционной методикой КИО для систем с низкими коэффициентами объемной диффузии
кислорода.
Оказалось, что экспериментальные зависимости C(t) не описываются
в рамках теоретических диффузионных моделей, допускающих отсутствие
поверхностного энергетического барьера при изотопном обмене. В релаксационных моделях (изотопный обмен на поверхности оксида) удовлетворительно описываются только экспериментальные кривые, полученные
при низких температурах (300 и 400 °С). При повышенных температурах
(500 и 560 °С), наилучшее соответствие с экспериментальными данными
достигается в модели одновременной релаксации и диффузии.
Температурные зависимости частоты изотопного обмена у поверхности Г, которые обеспечивали удовлетворительное соответствие с экспериментальными зависимостями C(t), были описаны с помощью выражения
Аррениуса для частотного фактора Г0 = (0,97±0,70)•103 с-1 и энергией активации E = (0,88±0.07) эВ. Из зависимостей C(t) получены следующие значения коэффициентов объемной диффузии кислорода: D (560 °С) = 1,35•10-23
м2/с; D (500 °С) = 3,55•10-24 м2/с.
203
Рис. 15. Зависимости средней концентрации изотопа 18О в нанопорошках LaMnO3+δ
от времени диффузионного отжига C(t):
1 – 560 °С; 2 – 500 °С; 3 – 400 °С; 4 – 300 °С
[21]. Точки – экспериментальные данные,
линии – расчетные кривые
Рис. 16. Экспериментальные зависимости
C(t) для микрокристаллического порошка
LaMnO3+δ: 1 – 560 °С; 2 – 500 °С; 3 – 400 °С;
4 – 300 °С [21]
На рисунке 16 показаны экспериментальные зависимости C(t) для
микрокристаллического порошка LaMnO3+δ. Видно, что четко проявляется размерный фактор: концентрация изотопа 18О в микропорошке в 10 раз
ниже по сравнению с нанопорошком.
Представленные результаты показывают, что методика исследования
КИО-оксидных нанопорошков, предложенная в [21], подходит. Она позволяет получить информацию о размерных характеристиках нанопорошков,
скоростях реакции на поверхности частиц оксида при изотопном обмене и
коэффициентах объемной диффузии кислорода в рассматриваемых оксидах.
NdMnO3+δ. По данным рентгеноструктурного анализа, фазовый состав
исходных и механоактивированных (в АГО) порошков NdMnO3+δ сохраняется неизменным при нагреве на воздухе в интервале 400–500 °С. В этом
температурном диапазоне средний размер ОКР меняется незначительно.
Экспериментальные зависимости средней концентрации изотопа 18O в
Рис. 17. Зависимости C(t) для исходного
(1) и механоактивированных порошков
NdMnO3+δ (2–4) при 400 °С. Продолжительность механоактивации: 30 с (кривая 2), 60 с
(3), 300 с (4)
204
Рис. 18. Зависимости C(t) для исходного
(1) и механоактивированных порошков
NdMnO3+δ (2–4) при 500 °С. Продолжительность механоактивации: 30 с (кривая 2), 60 с
(3), 300 с (4)
образцах от температуры отжига C(t) для исходного и механоактивированного порошков NdMnO3+δ приведены на рис. 17 (для 400 °С) и рис. 18 (для
500 °С [22]). Видно, что, во-первых, концентрация 18O увеличивается с временем диффузионного отжига, во-вторых, чем больше продолжительность
механоактивации, тем больше концентрация изотопа 18O, и, в-третьих, величина концентрации С при 500 °С больше, чем при 400 °С.
Экспериментальные зависимости были обработаны в модели изотопного обмена, в соответствии с которой происходит обмен атомами кислорода между внешним атомным слоем частиц и газовой фазой (отсутствие
объемной диффузии меченых атомов кислорода). В этом случае мы имеем
для порошков зависимости C(t) «релаксационного» типа [19, 22–24]:
3∆
(1)
( )= 0
(−Г )) ,
(1 −
где C0 = сμ; с – атомная концентрация кислорода в оксиде; μ – доля
изотопа 18О в газообразном кислороде; ∆ – толщина монослоя в оксиде (теоретический параметр); r – радиус частицы. Подобное описание предполагает, что средний диффузионный путь l = 2(Dt)1/2, связанный с объемной
диффузией, должен быть меньше или такого же порядка, как ∆. При этом в
расчетах принималась величина ∆ = 0.5 нм. Частоты Г, измеренные в экспериментах КИО и представленые в табл. 6, определяют скорость кислородного обмена между газовой фазой и поверхностью частиц оксида.
Таблица 6
Параметры изотопного обмена в NdMnO3+δ
Образец
Г [400°С], (с-1)
D [500°С], (м2/с)
Исходный
1,2•10-3
АГО, 0,5 мин.
2,4•10-4
2,1•10-23
АГО, 1 мин.
3,4•10-4
3,5•10-23
АГО, 5 мин.
4,1•10-4
2,5•10-23
Нетривиальная зависимость наблюдается между частотой изотопного
обмена Г и продолжительностью механоактивации: она максимальна для
микрокристаллического порошка и минимальна для порошка, обработанного в течение минимального количества времени. Такая немонотонная
зависимость может быть обусловлена изменением химического состава во
внешнем атомном слое частиц порошка при механоактивации.
Данные КИО для механоактивированных оксидов NdMnO3+δ и
LaMnO3+δ при 400 °С согласуются друг с другом в следующем аспекте: они
удовлетворительно описываются уравнением (1), в котором диффузия атомов кислорода в объем частиц игнорируется [21].
Результаты КИО при 500 °С [22] были описаны в модели, допускающей диффузию атомов кислорода в объеме (см. рис. 19). Зависимости C(t)
для 500 °С были обработаны в соответствии с выражением [25]:
∗( ∗)
=
6
0
1−
3∆
∗
,
( )
0
< 0.3,
(2)
где D – коэффициент объемной диффузии атомов кислорода. При
этом допускается, что равновесная концентрация меченых атомов во время
205
диффузионного отжига во внешнем слое достигается за бесконечно малое
время. Это условие не выполняется в нашем эксперименте, поэтому вместо
C и t мы вводим C* and t* в уравнение (2). Эта замена означает, что величины C* = 0 и t* = 0 соответствуют условиям, когда во внешнем слое частиц
оксида достигается равновесная концентрация атомов 18О. Установлено,
что t*≈30 мин. Как видно на рис. 19, зависимости от √(t* ) — линейные, что
указывает на диффузионный механизм изменения концентрации изотопа
18
О в механоактивированных порошках при времени отжига t>t*.
Полученные значения констант диффузии при 500 °С приведены в таблице 6. Длина диффузионного пути 2(Dt)1/2 в наших экспериментах была
≤ 1 нм. Разброс величин D – 50%, что допустимо, когда измеряются низкие значения коэффициентов диффузии. Таким образом, есть основания
полагать, что средняя величина константы диффузии D = 3•10-23 м2/с при
500 °С. Это значение D в оксиде NdMnO3+δ примерно на порядок больше,
чем в соответствующих оксидах на основе манганита лантана.
Рис. 19. Зависимости C(t) диффузионного типа для механоактивированных порошков при
500 °С, обработанные по (2). Точки – экспериментальные данные. Продолжительность
механоактивации: 30 с (кривая 1), 60 с (2) и 300 с (3)
В дополнение к представленным результатам были получены данные
по объемной диффузии в исходном оксиде NdMnO3+δ при температурах 600
и 700 °С. Соответствующие изотермы C(t) показаны на рис. 20. Для описания была использована традиционная диффузионная модель:
( )=
0
1−
3∆
1−
6
∞
2
1
2
−(
)
2
+
0
3∆ ,
(3)
=1
Температурные зависимости коэффициентов диффузии для
NdMnO3+δ и SmMnO3+δ показаны на рис. 21.
Эти результаты демонстрируют существование низкотемпературной
области примесной диффузии с энергией активации Q≅1 эВ и концентрацией кислородных вакансий CV ≅ 10-12.
206
Рис. 20. Зависимости C(t) для исходного NdMnO3+δ при 600 °С и 700 °С: точки – экспериментальные данные, линии – расчетные кривые.
Рис. 21. Температурные зависимости коэффициентов диффузии для оксидов NdMnO3+δ и
SmMnO3+δ
SmMnO3+δ. Исследование изотопного обмена проведено для двух
образцов – исходного и обработанного в АГО-2 в течение 1 минуты. В сравнении с представленными выше результатами скорость изотопного обмена
в механоактивированном образце SmMnO3+δ в несколько раз больше, чем в
исходном порошке. Установлено, что даже при сравнительно низких температурах отжига (450–470 °С) механоактивированных образцов в атмосфере
18
О2 происходит активный процесс замещения атомов 16O на 18O с участием
объемной диффузии (рис. 22(a)). Возможность разделения эффектов, связанных с процессами изотопного обмена на поверхности и диффузии, показана на рис. 22(б).
Нами были протестированы несколько вариантов постановки эксперимента для исследования изотопного обмена, позволяющего измерить
коэффициенты диффузии меченых атомов кислорода при относительно низких температурах. Они связаны с созданием условий постоянного
источника 18O2 на границах зерен при длительном низкотемпературном отжиге в атмосфере 18O2 или короткого отжига при температуре более высокой, чем в диффузионных исследованиях. В результате были определены
параметры, характеризующие объемную диффузию кислорода в механоактивированных порошках RMnO3+δ (R = Sm, Nd) (см. рис. 21). Показано, что
энергия активации диффузии Q в рассматриваемом температурном диапазоне приблизительно равна 1 эВ. Эта величина Q и предэкспоненциальный
множитель D0~10-16 м2/с непосредственно указывают на примесный механизм диффузии, т. е. кислородную диффузию по структурным вакансиям.
207
а
б
Рис. 22. Зависимости C(t) для исходного и механоактивированного порошков
SmMnO3+δ (a). Содержание 18O в SmMnO3+δ в зависимости от времени отжига в атмосфере
18
O2 при 470 °С: 1 – исходный образец, 2 – механоактивированный (60 с в АГО-2). Пунктир
показывает стадии изотопного обмена (поверхностный процесс и объемная диффузия) (б)
Таким образом, для оксидов RMnO3+δ была определена зависимость
между кинетикой кислородного изотопного обмена и продолжительностью
механоактивации. С увеличением времени механической обработки концентрация изотопа 18O в порошках растет. Частота изотопного обмена между газообразным 18О и оксидным порошком зависит от продолжительности
механоактивации немонотонно. Предложена процедура измерения низких
значений коэффициентов кислородной диффузии.
Заключение. Получены наноструктурированные порошки оксидов
RMnO3 (R = Sm, Nd, La) методом механического истирания. Исследованы
структура, состояние поверхности, особенности фазовых переходов, а также кинетические процессы (окисление, восстановление, изотопный обмен)
в механоактивированных манганитах.
Установлены структурные особенности образцов, обработанных в
мельницах различного типа. Показаны недостатки и преимущества используемых активаторов в получении нанопорошков оксидных материалов. Механоактивация в АГО-2 оказалась наиболее эффективной. Однако нам не
удалось получить порошок со средним размером ОКР меньше 14 нм, что
связано с ограничением метода механического истирания [18, 19].
Полученные результаты по исследованию фазовых превращений в
рассматриваемых манганитах количественно и качественно дополняют литературные данные. Впервые установлены температуры фазового перехода,
обусловленного кооперативным эффектом Яна-Теллера, для механоактивированных манганитов NdMnO3 и SmMnO3. Показано, что механоактивация вызывает значительные изменения параметра ян-теллеровского искажения и температур перехода из орбитально упорядоченной в орбительно
разупорядоченную фазу. Установлено, что длительная механоактивация
может приводить к полному подавлению кооперативного эффекта ЯнаТеллера при комнатной температуре. Показано наличие связи между окислительно восстановительными процессами и разрушением орбитального
упорядочения. Окисление механоактивированных образцов происходит
интенсивнее, чем исходных; при этом процесс окисления сдвинут в сторону более низких температур и распространяется на более широкий температурный интервал.
208
Получены данные о скоростях поверхностных реакций в процессе изотопного обмена и коэффициентах самодиффузии кислорода. В интервале
400–750 °С для оксидов RMnO3+δ (R = La, Nd, Sm) определены очень низкие
значения (10-21-10-24 м2/с) коэффициентов объемной диффузии кислорода.
Энергии активации диффузии были близки к 1 эВ, что свидетельствуют о диффузии кислорода при этих температурах по структурным дефектам. Результаты по изотопному обмену в механоактивированных порошках SmMnO3+δ и
NdMnO3+δ уникальны, соответствующие исследования этих оксидов еще не
были проведены. Показано, что скорость изотопного обмена с газовой фазой
и содержание 18О изотопов в механически активированных порошках в несколько раз выше, чем в исходных микрокристаллических образцах. Даже в
случае относительно низкой температуры отжига (400 °C) происходит активный процесс замены О16 на О18. Согласно нашим результатам, диффузионные
характеристики кислородной подсистемы оксидов RMnO3+δ похожи.
Таким образом, показано, что механоактивация приводит к значительным изменениям структурных свойств рассмотренных манганитов редкоземельных элементов и в комбинации с тепловой обработкой представляет
собой эффективный способ влияния на их свойства наряду с неизовалентным замещением и нестехиометрией.
Работа выполнена в рамках Программы УрО РАН № 15-6-3-26 при поддержке
РФФИ (проект № 13-03-00597-а) на оборудовании ЦКП «Урал-М».
Список литературы
1.
2.
3.
4.
5.
6.
7.
8.
Coey J. M. D., Viret M. Mixed-valence manganites//Advanced in Physics.
1999. Vol. 48. № 2. Рр. 167–293.
Nagaev E. L. Colossal-magnetoresistance materials: manganites and conventional ferromagnetic semiconductors//Physics Reports. 2001. Vol. 346.
Issue 6. Рp. 387–534.
Rezlescu N., Rezlescu E., Doroftei C., Popa P.D., Ignat M. Nanostructured
lanthanum manganite perovskites in catalyst applications//Digest Journal of
Nanomaterials & Biostructures (DJNB). 2013. Vol. 8. Issue 2. Рр. 581–587.
Shuk P., Jantz R., Guth H.-U. Oxygen sensor with advanced oxide electrode
materials. // International Journal on Smart Sensing and Intelligent Systems.
2012. Vol. 5. № 1. рp. 233–245.
Drury O. B., Yong G. J., Kolagani, Rajeswari M., Liang Yong, Gardner C. S.,
Ables E., Fong K. W., Bionta Richard M., Friedrich S. Fabrication of Cryogenic Manganite Bolometers to Measure the Total Energy at the LCLS Free
Electron X-Ray Laser//Browse Journals & Magazines. Nuclear Science.
IEEE Transactions. 2009. Vol. 56. Issue 3. pp. 1114–1120.
Pimenov A., Mukhin A. A., Ivanov V. Yu., Travkin V. D., Balbashov A. M.,
Loid A. Possible evidence for electromagnons in multiferroic manganites//
Condensed Matter. 2006. arXiv:cond-mat/0602173. 4 pages.
Fiebig M., Lottermoser Th., Frohlich D., Goltsev A.V., Pisarev R. V. Observation of Coupled Magnetic and Electric Domains. // Nature. 2002. Vol. 419.
Рp. 818–820.
Hill N. A., Rabe K. M. First principles investigation of ferromagnetism and
ferroelectricity in BiMnO3//Phys. Rev. B. 1999. Vol. 59. Рp. 8759–8769.
209
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
25.
210
Abdel-Latif I. A. Rare Earth Manganites and their Applications. // Journal of
Physics. 2012. Vol. 1. № 3. Рp. 15–31.
Dabrowski B., Kolesnik S., Baszczuk A., Chmaissem O., Maxwell T., Mais
J. Structural, transport, and magnetic properties of RMnO3 perovskites
(R=La, Pr, Nd, Sm, 153Eu, Dy)//Journal of Solid State Chemistry. 2005.
Vol. 178. Рp. 629–637.
Sankarrajanb S., Sakthipandi K., Rajendran V. Effect of Rare Earth Ions on
Transition Temperature in Perovskite Materials by On-Line Ultrasonic Studies//Materials Research. 2012. Vol. 15. № 4. Рp. 517–521.
Kuen W. J., Pah L. K., Shaari A. H., Kien C. S., Siau N., Gan Han Mingl
W. and A. Effect of Rare Earth Elements Substitution in La site for LaMnO3
Manganites//Pertanika J. Sci. & Technol. 2012. Vol. 20. № 1. Рp. 81–88.
Seo J., Phan B. T., Stahn J., Lee J., Panagopoulos C. Relaxor characteristics
at the interfaces of NdMnO3/SrMnO3/LaMnO3 superlattices//Phys. Rev. B.
2010. Vol. 82. Issue 14. Рp. 140405.
Hong F., Cheng Z., Wang J., Wang X., Douet S. Positive and negative exchange bias effects in the simple perovskite manganite NdMnO3//Appl.
Phys. Lett. 2012. Vol. 101. Р. 102411.
Аввакумов Е. Г. Механические методы активации химических процессов – Новосибирск: «Наука». 1986. 306 c.
Болдырев В. В. Механохимия и механическая активация твердых веществ//Успехи химии. 2006. Т. 75. № 3. C. 177–189.
Зырянов В.В. Механохимический синтез сложных оксидов//Успехи
химии. 2008. Т. 77. № 2. C. 107-137.
Vykhodets V. B., et al. Oxygen diffusion in α-Ti. II. The calculation of the
concentration profile of impurities in the nuclear microanalysis//The Phys.
Metal & Metallogr. 1987. Vol. 64. Рp. 920–923.
Fishman A. Ya., Kurennykh T. E., Petrova S. A. et al. Oxygen isotope exchange in nanocrystal oxides. // Journal of NanoResearch. 2009. Vol. 7.
Рp. 33–41.
Ramstedt M., Shchukarev A. V., Sjоberg S. Characterization of hydrous
manganite (g-MnOOH) surfaces – an XPS study//Surface and Interface
Analysis. 2002. Vol. 34. Рp. 632–636.
Gizhevskii B. A., Fishman A. Ya., Kozlov E. A. et al. Oxygen Isotope Exchange between Gaseous Phase Enriched with 18O Isotope and Nanocrystal
Oxides LaMnO3+δ Obtained by Severe Plastic Deformation//Defect and Diffusion Forum. 2008. Vol. 273–276. Рp. 233–238.
Fedorova O. M., Fishman A. Ya., Kurennykh T. E. et al. Isotope Exchange
between 18O2 Gas and Mechanoactivated NdMnO3+δ Oxide//Defect and
Diffusion Forum. 2013. Vol. 333. Рp. 193–198.
Fishman A. Ya., Ivanov M. A., Kurennykh T. E. et al. Diffusion in concentrated Jahn-Teller systems//Advances in Quantum Chemistry. 2003. Vol. 44.
Рp. 497–509.
Fishman A. Ya. et al. Isotopic Exchange of Gaseous Oxygen with Mechanoactivated Manganese Oxides//Defect and Diffusion Forum. 2012. Vol. 326–
328. Рp. 713–718.
Adda Y., Philbert L. La diffusion dans les solides. – Presses Univ. de France.
Paris. 1966. 313 p.
3. Технологии в металлургии
УДК 669.18
РАЗРАБОТКА НОВЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ПОЛУЧЕНИЯ БОРСОДЕРЖАЩИХ ФЕРРОСПЛАВОВ
И МИКРОЛЕГИРОВАНИЯ СТАЛИ БОРОМ
В. И. Жучков1, А. А. Бабенко1, А. А. Акбердин2, Е. Н. Селиванов1, А. В. Сычев1
1 – Институт металлургии УрО РАН, г. Екатеринбург, ntm2000@mail.ru;
2 – ХМИ им. Ж. Абишева, г. Караганда, Р. Казахстан, akberdin_38@mail.ru
Требования к качеству стали постоянно растут. В настоящее время
ставятся задачи повышения целого комплекса свойств, которые не всегда
сочетаются между собой, например, прочность, пластичность и штампуемость или прочность и коррозионная стойкость [1]. Требуемые показатели
основных служебных свойств стали за короткий промежуток времени (около 5 лет) выросли в несколько раз. Например, для низколегированных сталей показатель относительного удлинения увеличился с 20 (2008 г.) до 35%
(2012 г.), предел прочности с 300 (2008 г.) до 800 Н/мм2 (2012 г.); для трубных
сталей ударная вязкость с 39 (2009 г.) до 130 Дж/см2 (2011 г.) и т. д. [1].
В последние годы для решения перечисленных выше задач широкое
распространение получили методы микролегирования и модифицирования стали ферросплавами, содержащими V, Nb, B, Ca, Ba и другие элементы. Среди этих элементов особое место занимает бор, который часто
называют элементом эффективности и качества. Для этого есть веские
основания. Достаточно наличия его в металлах, стеклах, удобрениях, керамике на уровне сотых и тысячных долей процента для существенного
улучшения эксплуатационных характеристик получаемых изделий. Для
целого ряда ответственных марок сталей хрома, молибдена, вольфрама
необходимо в 100–300 раз больше, чем бора для достижения одинаковых
свойств [2]. При содержании бора в пределах 0,0005–0,005% наблюдаются повышение прокаливаемости термически обрабатываемых сталей,
повышение прочностных и пластических характеристик при контролируемой прокатке или после термической обработки и хорошая свариваемость [2, 3].
В современной металлургии наметилась тенденция расширения сортамента и увеличения объема производства борсодержащих сталей. Этот рост
наблюдается как при выплавке высокопрочных и износостойких сталей,
так и при производстве сравнительно новых трубных сталей высокого класса прочности, низкоуглеродистых для глубокой вытяжки и высокопрочных
211
мартенситных сталей для изготовления ответственных узлов автомобилей
[4]. Благодаря, например, дополнительному микролегированию трубной
стали бором удалось получить металл класса прочности Х120 [5].
В большинстве случаев для легирования сталей используют полученный дорогим алюминотермическим способом ферробор, содержащий от 6
до 20% бора [2, 4]. Извлечение бора в металл составляет 60–65%. Восстановление алюминием применяют также при получении комплексных борсодержащих ферросплавов с Ni, Сr, Тi. Силикотермическое восстановление
используют при получении борсодержащего кремнистого металла с Zn, Ti,
Ca и др. Извлечение бора составляет при этом около 50%. Карботермическое восстановление приводит к получению высокоуглеродистого сплава с
карбидами бора [2].
В качестве борсодержащего сырья при получении ферросплавов с бором применяются борный ангидрид, борат кальция, боратовые руды.
Недостатками большинства борсодержащих ферросплавов являются:
использование для восстановления дорогостоящих шихтовых материалов
(алюминия, борного ангидрида); повышенное содержание в сплавах бора
(до 20 %), приводящее к незначительным их добавкам в сталь (около 2 кг/т),
что снижает степень и стабильность усвоения бора; отсутствие в сплавах активных элементов (кремния, марганца), раскисляющих сталь и снижающих
угар бора.
При разработке рационального состава комплексных борсодержащих
сплавов были учтены имеющиеся сведения о том, что лучшие результаты
по микролегированию стали бором достигнуты при его введении в расплав
совместно с другими химически активными элементами (Al, Si, Ti, Mn и
др.) [6–7]. Назначение активных компонентов комплексного ферросплава
состоит в основном в том, чтобы связывать содержащиеся в стали кислород
и азот в прочные соединения, предотвращая их взаимодействие с бором.
В связи со сверхмалым количеством бора в стали целесообразно использовать комплексный ферросплав с пониженным до 0,8–1,0% содержанием бора [3]. Это дает возможность увеличить массу вводимого в сталь
борсодержащего сплава, повысить степень и стабильность его усвоения.
Кроме того, при производстве комплексного сплава с низким содержанием
бора упрощается технология его получения, снижаются удельные материальные и энергетические затраты.
В Химико-металлургическом институте (ХМИ, Р. Казахстан) совместно с ИМЕТ УрО РАН разработана и прошла опытно-промышленные
испытания технология выплавки комплексного сплава Fe-Mn-Si-B карботермическим способом [8]. Добавка в шихту оксида бора при всех исследованных значениях основности (0,33–1,55) способствовала извлечению
в сплав марганца и кремния. Коэффициент перехода бора в сплав увеличивался с ростом температуры и кислотности шлака. Оптимальные показатели по извлечению ведущих компонентов (бора, марганца, кремния) в
сплав достигнуты при переходе от кристобалит-тридимитовых к волластонит-анортитовым шлакам.
Полученный силикомарганец СМн17 содержал 0,7% В и соответствовал требованиям, предъявляемым к ферросплавам. Температура плавления комплексного борсодержащего силикомарганца составляет 1180 °С,
212
по-этому область использования его в качестве легирующего ферросплава
по сравнению со стандартными марками ферробора, имеющими температуру плавления 1500–1550 °С, существенно расширяется. Сравнение сплава
ферробора (17% В) и Fe-Mn-Si-B показало лучшее усвоение бора сталью и
ее более высокие качественные показатели при использовании комплексного сплава. Этот сплав лучше воздействовал на механические характеристики обрабатываемой трубной стали как в литом, так и деформированном
состояниях. Улучшались механические свойства и структура стали, уменьшалось количество неметаллических включений.
Сотрудниками ИМЕТ УрО РАН при участии ХМИ проведены исследования по отработке технологии получения комплексного борсодержащего ферросплава системы Fe- Si-B силикотермическим способом [3]. Выбор
этого состава связан с высокой активностью кремния, широким использованием этого компонента для всех марок сталей, развитым производством
ферросилиция, простотой ввода в него бора и низкой стоимостью получаемого ком-плексного борсодержащего ферросплава.
Данные лабораторных экспериментов и имеющиеся опытные данные
по применению ферросиликобора при выплавке стали показывают, что для
существующей технологии раскисления металла и микролегирования его
бором рациональное содержание бора в комплексном ферросплаве необходимо иметь в пределах 0,8–1,0% [3, 6].
Опытно-промышленные испытания по отработке технологии получения комплексного борсодержащего ферросплава на основе ферросилиция проводились в условиях ОАО «Серовский завод ферросплавов» (ОАО
«СЗФ»). В качестве борсодержащих материалов использовали борат кальция, полученный путем промышленной переработки борсодержащих сырьевых материалов и содержащий 35,6% В2О3, и колеманит, который по химическому составу соответствует водному борату кальция Са2В6О11•5Н2О.
Борсодержащие материалы задавались в ковш сразу после разливки металла
предыдущего выпуска. Производили прогрев материала в ковше, в который
затем заливали металл из печи. Полученный ферросплав (ФСБ) содержал
64–65% Si, 0,6–0,85 % В и Fe – остальное.
В ЭСПЦ ОАО «СТЗ» проведены промышленные испытания по отработке технологии микролегирования бором трубных марок стали, подверженных закалке и отпуску с использованием нового комплексного ферросплава – ферросиликобора (ФСБ), получаемого в промышленных условиях
по новой эффективной технологии путем силикотермического восстановления бора из бората кальция. Испытания осуществляли на стали марок Д,
32ХГМРА и 26ХГМРА. Раскисление металла, формирование рафинировочного шлака и микролегирование стали бором осуществляли в ковше в процессе выпуска плавки из печи.
Использование ферросиликобора приведенного выше состава обеспечило, без изменения существующей технологической схемы раскисления металла ферросилицием, достаточно высокую степень усвоения бора,
изменяющуюся в пределах 77,8–96,3% (в среднем 86,6%). При этом в течение всего времени внепечной обработки стали от момента раскисления
металла в ковше на выпуске до завершения вакуумной обработки, а затем
и разливки сталь характеризуется стабильным содержанием бора, концент-
213
рация которого достигает на установке внепечной обработки стали (УВОС)
0,0021–0,0027% и обеспечивает его содержание в металле на разливке не
менее 0,0020%. Опытный металл по механическим свойствам удовлетворял
требованиям технических условий.
Применение комплексных борсодержащих ферросплавов с кремнием
и марганцем при низком содержании бора (до 2%) способствует более высокому и стабильному усвоению бора сталью, а получение таких сплавов
попутно со стандартными ферросплавами снижает их стоимость, что должно привести к упрощению и удешевлению технологии микролегирования
стали бором.
Наряду с использованием ферробора и комплексных борсодержащих
ферросплавов существуют способы выплавки природнолегированной бором стали при окислительном рафинировании борсодержащих чугунов
[9, 10] и микролегированной бором стали под борсодержащими шлаками
[11, 12].
На примере окислительного рафинирования чугунов, содержащих
0,006-0,008% В, явно прослеживается положительное влияние остаточного
содержания бора в стали марки 08Ю в количестве 0,0001–0,001% на ее качество [9]. Отмечены высокая чистота металла по неметаллическим включениям, уменьшение разнозернистости, сокращение грубых выделе-ний
цементита и, как следствие, повышение механических свойств готового
металлопроката. Наиболее ощутимо присутствие бора сказалось на пластических характеристиках холоднокатаного листа, что позволило большую
часть металлопроката отнести к высшим категориям вытяжки. Величины
предела текучести и прочности практически не изменились, однако диапазон их колебаний значительно сузился, что свидетельствует о высокой стабильности борсодержащей стали.
Эффективность обработки низкоуглеродистой кипящей стали в изложнице под борсодержащими шлакообразующими смесями подтверждена результатами промышленных исследований [9, 11, 12]. Теоретически
обоснована и экспериментально подтверждена возможность восстановления бора из оксидной системы углеродом, содержащимся в металле и алюминием, вводимым в изложницу по ходу ее наполнения [11]. На опытном
металле, микролегированном бором в количестве 0,0025–0,0035%, отмечено снижение склонности к старению, увеличение толщины плотной безпузыристой корки слитка, снижение содержания серы и фосфора в стали,
уменьшение концентрации оксидных и сульфидных включений [9, 11, 12].
При этом листовой прокат из кипящей борсодержащей стали обладал хорошей штампуемостью и способностью к сложной и глубокой вытяжке. Снижение содержания серы в металле до 0,005–0,010% позволяет уменьшить
отсортировку заготовок по поверхностным дефектам (трещинам) в 5–10 раз
и повысить производительность МНЛЗ за счет увеличения скорости разливки на 5–10% без ухудшения макроструктуры литой заготовки [13].
Для формирования жидкоподвижных высокоосновных шлаков с лучшими рафинирующими свойствами часто взамен плавикового шпата использованы материалы с В2О3 [14, 15–17]. Результаты лабораторных экспериментов [17] показали, что шлаки основностью 5,0, содержащие 15–30%
А12O3, 8% МgO и 4% В2O3, в диапазоне температур 1500–1550 °С характери-
214
Содержание бора в стали, %
зуются низкой вязкостью, не превышающей 0,15 Па•с. При этом выдержка
глубоко раскисленного металла, содержащего 0,21% С; 0,79% Мп; 0,35% Si
и 0,028% А1, под шлаком указанного выше состава при температуре 1600 °С,
наряду с глубокой десульфурацией, сопровождается микролегированием
стали бором, концентрация которого достигает 0,018%.
В конвертерном цехе АО «АрселорМиттал Темиртау» (Р. Казахстан)
сотрудниками ИМЕТ УрО РАН и Химико-металлургического института выполнен комплекс теоретических и экспериментальных исследований по разработке технологии десульфурации и микролегирования стали
бором с формированием на установке ковш-печь (УПК) шлаков системы
CaO – MgO – SiO2 – Al2O3 – B2O3 с использованием извести, алюминия и
колеманита. Опытно-промышленые испытания разработанной технологии
формирования на УПК основных борсодержащих рафинировочных шлаков показали достаточно высокую их эффективность. Степень десульфурации опытного металла, раскисленного алюминием и кремнием, достигает в
среднем 22,2–23,1% против 12,5–16,7% на плавках текущего производства,
обеспечивая содержание серы в стали на уровне 0,010–0,014%. На опытном металле, раскисленном только алюминием, степень десульфурации в
2,3 раза превышает этот показатель для плавок текущего производства.
На трубном металле, в котором содержание серы не должно превышать 0,005%, на опытных плавках с использованием борсодержащих шлаков, при меньшем расходе извести в среднем на 1,67 кг/т и исключении
присадок глиноземсодержащего шлака, степень десульфурации находится
на уровне текущего производства, обеспечивая на 80% металла содержание
серы на уровне 0,003–0,004% при среднем ее содержании 0,0046% и меньшей на 42,6 мин. продолжительности обработки на УПК.
Наряду с улучшением рафинирующих свойств основных борсодержащих шлаков на опытных плавках отмечен эффект микролегирования стали
бором (рисунок). При среднем расходе колеманита 0,5 кг/т стали содержание
бора достигает 0,002–0,004%. Сокращение расхода колеманита до 0,39 кг/т
стали обеспечивает содержание бора в стали не более 0,001%. Увеличение
массы присадки колеманита на трубной стали в среднем до 0,91 кг/т метал-
Расход колеманита, кг/т
Рис. Содержание бора в стали в зависимости от количества колеманита,
введенного в шлак
215
ла привело к повышению концентрации бора до 0,006–0,012% при среднем
его содержании 0,0085%.
Исследования механических свойств металлопроката показали, что
опытный металл характеризуется повышенными прочностными свойствами с сохранением высоких пластических характеристик. Замечаний по поверхностным дефектам, связанным с микролегированием стали бором, на
опытных плавках не отмечено. При этом замена ферробора колеманитом
позволяет экономить до $0,6 на тонну стали.
Краткий анализ эффективности микролегирования стали бором подчеркивает актуальность и перспективность этого направления. Расширение марочного состава и объема производства борсодержащих марок стали
повысит конкурентоспособность металлопродукции за счет повышения ее
качества при минимальных затратах.
Работа выполнена при поддержке гранта РФФИ 13-08-12167
и гранта 13-3-023-ТМК.
Список литературы
1.
Углов В. А., Зайцев А. И., Родионова И. Г. Основные направления развития металлургической технологии для обеспечения современных
требований по уровню и стабильности свойств стали//Бюлл. Черная
металлургия. 2012. № 3. С. 85–93.
2. Лякишев И. П., Плинер Ю. Л., Лаппо С. И. Борсодержащие стали и
сплавы. – М.: Металлургия. 1986. – 192 с.
3. Жучков В. И., Акбердин А. А., Ватолин Н. А., Леонтьев Л. И., Заякин О. В., Ким А. С., Конуров У. К. Применение борсодержащих материалов в металлургии // Электрометаллургия. 2011. № 12. С. 21–24.
4. Рысс М. А. Производство ферросплавов.– М.: Металлургия. 1985. –
344 с.
5. Heckmann C. J., Ormston D., Grimpe F. Development of low carbon Nb-TiB microalloyedstells for high strength large diameter linepipe. – Ironmaking
and Steel-making. – 2005. Vol. 32. № 4. Р. 337–371.
6. Попов В. П., Зайко В. П., Жучков В. И. Получение и использование
при выплавке стали комплексных борсодержащих лигатур//Сб. Теория и практика получения и применения комплексных ферросплавов.
Тбилиси: Мецниереба. 1974. С. 245–250.
7. Lukin S. V., Zhuchkov V. J., Vatolin N. A. The surface tension, density and
oxidation kinetics of Fe-Si-B alloys//Journal of the Less-Common Metals.
1979. V. 67. № 2 Р. 399–405.
8. Ким А. С., Заякин О. В., Акбердин А. А., Концевой Ю. В. Получение
и применение новых комплексных борсодержащих ферросплавов//
Электрометаллургия. 2009. № 12. С. 21–24.
9. Акбердин А. А. Избранные труды. – Караганда: ПК «Эожан».
2008. –754 с.
10. Акбердин А. А., Бабенко А. А., Ким В. Н. Опытная продувка борсодержащего чугуна в 300-т конвертере//Тр. IX Межд. научно-техн. конф.
216
11.
12.
13.
14.
15.
16.
17.
«Теория и практика кислородно-конвертерных процессов». Днепропетровск. 1998. С. 38.
Коновалов Р. П. Слиток кипящей стали. – М.: Металлургия.
1986. –176 с.
Акбердин А. А., Бабенко А. А., Сарекенов К. З., Ибраев И. К., Дахно Л. Г., Ким А. С. Разливка стали с применением шлакообразующих
смесей//Сталь. 2010. № 6. С. 36–38.
Чумаков С. М., Ламухин А. М., Зинченко С. Д. и др. Концепция производства низкосернистых сталей на ОАО «Северсталь» с учетом технологических аспектов//Труды VI конгресса сталеплавильщиков. – М.:
АО «Черметинформация». 2001. С. 63–66.
Hongming W., Tingwang Z., Hua Z., Guirong L., Yongqi Y., Jianhua W.
Effect of B2O3 on Melting Temperature, Viscosity and Desulfurization
Capacity of CaO – based Refining Flux//ISIJ International. vol. 51. 2011.
№ 5. Р. 702–708.
Акбердин А. А., Киреева Г. М., Медведовская И. А. Влияние В2О3 на
вязкость шлаков системы СаО - SiO2 - Al2O3//Известия АН СССР. Металлы. 1986. № 3. С. 55–56.
Рафинирование стали в процессе CAS-OB при модификации шлака
B2O3 – СаО и СаF2 – СаО//Новости черной металлургии за рубежом.
2008 № 3. С. 30–32.
Бабенко А. А., Истомин С. А., Протопопов Е. В., Сычев А. В., Рябов В. В. Вязкость шлаков системы CaO-SiO2-Al2O3-MgO-B2O3//Известия вузов. Черная металлургия. 2014. № 2. С. 41–43.
217
УДК 669-175.2
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ НАНОРАЗМЕРНЫХ
И УЛЬТРАДИСПЕРСНЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
РАЗЛИЧНОГО НАЗНАЧЕНИЯ ЭЛЕКТРОХИМИЧЕСКИМ
СПОСОБОМ
В. Л. Лисин1, В. А. Костылев2, Л. И. Леонтьев1, Р. Г. Захаров1, С. А. Петрова1
1 – Институт металлургии УрО РАН, г.Екатеринбург, lis@imet.mplik.ru
2 – ООО «Технологии тантала», г. В. Пышма, npp-nauka@yandex.ru
В последние годы широкое развитие получили работы в области создания качественно новых функциональных материалов на основе наноразмерных и ультрадисперсных порошков металлов.
Тенденции современной электроники к повышению КПД электронных устройств стимулируют создание элементной базы поколения, в том
числе конденсаторов. Конденсаторы нового поколения имеют низкий
уровень энергетических потерь благодаря сверхнизкому эквивалентному последовательному сопротивлению и достаточно большой емкости,
миниатюрным размерам и минимальному весу. В конечном итоге все это
направлено на повышение энергоэффективности электронной техники:
сокращение количества конденсаторов на печатной плате, упрощение конструкции, снижение ее веса, размеров и конечной стоимости, повышение
надежности. Создание конденсаторов нового поколения из материалов с
высокой удельной поверхностью и контролируемыми свойствами – актуальная задача порошкового материаловедения.
В настоящее время в производстве конденсаторов широко используется тантал. Танталовые конденсаторы имеют существенные преимущества по сравнению с конденсаторами других типов: большую надежность,
небольшие размеры, высокую емкость и малые токи утечки. Чем больше
удельная поверхность порошка, тем меньше его требуется для создания
конденсатора заданной емкости и тем миниатюрнее изделие. Кроме требований к удельной поверхности танталовых порошков электронная промышленность предъявляет высокие требования к химической чистоте, сыпучести и гранулометрическому составу.
В России металлический тантал – полупродукт (фольга, проволока,
порошок специального качества) – для изготовления конденсаторов не
производится, хотя сырье имеется в достаточном количестве. В частности,
тантал извлекают из комплексных лопаритовых руд, добываемых в Апатитах на Кольском полуострове. Переработкой этих руд занимается Ловозерский ГОК. Производимый им концентрат отправляется на дальнейшую
переработку на ОАО «Соликамский магниевый завод» (СМЗ). На СМЗ
концентрат перерабатывают в пентахлорид тантала высокой чистоты, из
которого получают конечный продукт пятиокись тантала. Пятиокись тантала пользуется на мировом рынке весьма ограниченным спросом и имеет
218
низкую стоимость по сравнению с металлом, примерно 260 долларов США
за килограмм. Порядка 80% мирового потребления тантала приходится на
металлический тантал, его стоимость в порошке – более 500 долларов.
В настоящее время объем потребления металлического тантала в
России составляет 10–12 тонн в год, однако при наличии сырьевой базы
поставки в основном осуществляет Ульбинский металлургический завод
(Казахстан). Для производства танталовых порошков используется широко распространенная в середине прошлого столетия технология. По этой
технологии вначале металлотермическим способом из фтортанталата калия
получают металлургический тантал. Затем 2–3-кратным электронно-лучевым переплавом получают слитки химической чистотой 99,95–99,97%.
Далее слитки гидрируют, размалывают в мельнице и дегидрируют. В итоге
получают порошки так называемого осколочного типа с удельной поверхностью 0,01–0,1 м2/г. Порошки, полученные по этой технологии имеют
удельную емкость до 5000 мкКл/г. Существенным недостатком этой технологии является то, что полученные по ней порошки имеют очень дефектную структуру, что негативно влияет на технические и функциональные
характеристики конденсаторов. Производимые в ОАО «Элеконд» (г. Сарапул) конденсаторы, изготавливаемые из ульбинских порошков с дефектной структурой поверхности, имеют высокие показатели тепловых потерь,
повышенные величины токов утечки, склонность к самопроизвольному
возгоранию и не соответствуют высоким требованиям производителей специальной техники. Переход электроники на микро- и наноуровень требует
миниатюризации соответствующих дискретных элементов. Миниатюризации в производстве танталовых конденсаторов можно достичь, увеличивая
удельную поверхность порошков. Поэтому дальнейшее развитие связывают с производством субмикронных и нанопорошков. Так, лучшие зарубежные порошки имеют следующие показатели: химическая чистота до 99,997,
удельная поверхность до 1–2 м2/г, удельная емкость до 80000 мкКл/г, однако поставки импортных порошков тантала фирм «Штарк» и «Кэбот» крайне ограничены и могут быть в любой момент заблокированы.
Институтом металлургии УрО РАН совместно с соисполнителем ООО
«Технологии тантала» в течение 2008–2010 г. в рамках Государственного
контракта с Федеральным агентством «Роснаука» были разработаны электрохимические технологии производства металлического порошка тантала
из пентахлорида тантала и получения нанокристаллических бездефектных
порошков тантала конденсаторного типа. Создано опытно-промышленное
оборудование и отработана технология с выпуском опытной партии продукции – агломерированного наноразмерного порошка тантала для производства электролитических конденсаторов. Из полученного порошка
совместно с потенциальным потребителем – ОАО «Элеконд» – были изготовлены и опробованы опытные партии образцов конденсаторов. Было
получено официальное положительное заключение о возможности использования вышеуказанных порошков в производстве электролитических конденсаторов.
Суть разработанной технологии производства агломерированных нанокристаллических порошков тантала электрохимическим способом [1–3]
заключается в создании таких условий протекания электрохимического
219
процесса, при которых восстановление металлов происходит во всем объеме электролизной ванны, а не только на поверхности катода или в толщине
диффузионного слоя [4–6]. Варьирование плотности тока и температуры
позволяет получать порошки разного размера [7]. В качестве расходуемого
сырья используется компактный металл. Электролитом служит расплавленная смесь различных солей в атмосфере аргона.
Технологическая схема процесса представлена на рис. 1.
Рис. 1. Технологическая схема получения нанокристаллических порошков тантала
В качестве растворимого анода используется танталовый пруток
с содержанием тантала не менее 99.92%. В качестве электролита – смесь
хлоридов натрия и калия в различных пропорциях. Для очистки нанокристаллических порошков тантала их отмывают в воде или же используют
вакуумно-термическую обработку. Химическая чистота полученных порошков – 99,98% (табл. 1). Кристаллографические и микроструктурные
характеристики танталовых порошков конденсаторного сорта, полученных электрохимическим способом при различных параметрах электролиза,
представлены в табл. 2.
Таблица 1
Химический состав нанокристаллических порошков (мас. %)
Элемент
Та
Nb
Fe
Ti
Si
W
Mo
Mg
Сред.
99.98 0,010 0,003 <0,001 0,001 <0,01 <0,01 0,0002
содерж.
Элемент
Al
Сг
Mn
Co
Ni
Cu
Sn
Ca
Сред.
<0,001 0,0003 0,0001 0,0005 <0,001 0,0002 <0,001 0,002
содерж.
220
Таблица 2
Параметры и объем элементарной ячейки и размер зерна танталовых
порошков конденсаторного сорта, полученных электрохимическим способом
при различных параметрах электролиза
ЭНП-8
ЭНП-9
ЭНП-10
ЭНП-11
ЭНП-12
ЭНП-13
a, нм
0.3310
0.3313
0.3305
0.3304
0.3310
0.3311
<D>, нм
59±2
52±2
77±2
74±2
61±2
51±2
V, нм
0.03625
0.03635
0.03609
0.03607
0.03627
0.03630
3
Рис. 2. Микроструктура порошков тантала ЭНП-2 (а) и ЭНП-3 (б), полученных
электрохимическим способом при различных параметрах электролиза
Отличительной особенностью данного способа является то, что процесс восстановления и кристаллизации протекает в гомогенном расплаве солей в условиях абсолютного баланса реагентов практически со 100%
выходом по реакции. Порошки, получаемые по этой технологии, имеют
правильную огранку и не являются дефектными. На рисунке 2 приведена
микроструктура порошков тантала ЭНП-2 и ЭНП-3, полученных электрохимическим способом при различных параметрах электролиза (состав электролита, температура процесса, плотность тока, способ отмывки порошка и
т. д.), по данным сканирующей электронной микроскопии (СЭМ) [8].
На рис. 4 представлены аноды конденсаторов, изготовленные из наших порошков по методикам ОАО «Элеконд».
Технические характеристики изготовленных танталовых оксидно-полупроводниковых и объемно-пористых конденсаторов превышают уровень
мировых образцов: для высокоемких конденсаторов – удельный заряд –
более 120 000 мкКл/г, ток утечки – 2,4 мкА, тангенс угла диэлектрических
потерь – 80%, напряжение пробоя – более 70 В; а для высоковольтных конденсаторов – удельный заряд – до 3 000 мкКл/г, ток утечки – менее 1 мкА,
тангенс угла диэлектрических потерь – 1%, напряжение пробоя – более
360 В [9]. Все показатели на 20–30% превышают аналогичные для конденсаторов, изготовленных в ОАО «Элеконд» из лучших импортных порошков,
221
Рис. 3. Распределение частиц по размерам в порошках ЭНП-2 (а) и ЭНП-3 (б)
Рис. 4. Аноды танталовых конденсаторов
а по току утечки – превосходят на порядок. Бездефектные нанокристаллические порошки тантала, полученные по данной технологии, могут явиться
основой для создания новых классов миниатюрных танталовых чип-конденсаторов двойного назначения.
Дальнейшие исследования показали, что по разработанной технологии электрохимического получения металлических порошков можно производить практически любые металлические порошки различной крупности – от 10 нм до 100 мкм – с содержанием основного компонента до
99,99%. В настоящее время получены опытные партии порошков железа,
кобальта, никеля, хрома, титана, молибдена, вольфрама.
В таблице 3 приведены основные данные по составу и структуре металлов, полученных электрохимическим способом.
Процесс анодного растворения практически всех металлов вели при
плотностях тока не более 1–2 А/см2. При этих плотностях тока валентность
образующихся ионов металлов наинизшая. При больших плотностях тока
валентность ионов металла увеличивается и, как следствие, увеличиваются
энергозатраты на производство порошков [10]. Помимо этого, в атмосферу
начинает выделяться газообразный хлор, который при температурах процесса мгновенно разрушает конструктивные элементы электролизера и загрязняет получаемый порошок продуктами коррозии этих элементов. Микрофотографии порошка Тi, полученного при разных плотностях анодного
тока, представлены на рис. 5.
222
Таблица 3
Металлические порошки субмикронного диапазона, производимые
по электрохимической технологии
Порошок
Средний
размер
кристаллита,
нм*
Размер
частиц,
нм **
Ti
80±2
Ni
Пр. гр.
Параметры элементарной ячейки, нм
Тем-ра
начала
окисления, °С
165±55
P63/
mmc
0.2951(1) 0.4686(1)
-
180±5
-
Fm-3m
0.3523(1)
450
Cr
180±5
-
Im-3m
0.2884(1)
600
Mo
180±5
-
Im-3m
0.3147(1)
400
Fm-3m
0.3543(1)
-
P63/
mmc
0.2505(1) 0.4071(1)
90±2
Co
15±1
430
Ta
70±2
78±30
Im-3m
0.3309(1)
250–300
W
115±3
-
Im-3m
0,3163(1)
360
Fe
90±2
-
Im-3m
0,2865(1)
450
* по данным рентгеноструктурного анализа (РСА), ** по данным динамического светорассеяния (ДСР)
Полученный порошок титана характеризуется широким распределением частиц по размерам от десятков нанометров до нескольких микрон.
Результаты аттестации мелкой фракции представлены в табл. 3 и на рис. 6а.
Анализ величины среднего размера области когерентного рассеяния (кристаллита) и размера частиц позволяет предположить, что в мелкой фракции
присутствуют как бездефектные частицы, так и скопление из 2–4 частиц.
Совместный анализ данных РСА, СЭМ и ДСР позволяет сделать вывод о
слоистом строении частиц титана, полученных при умеренных плотностях
Рис. 5. Микрофотография порошка титана, полученного при разных плотностях
анодного тока
223
Рис. 6. Распределение частиц Ti по размерам (а) и микрофотография порошка W (б)
Рис. 7. Микрофотографии порошка Ni (а) и Cr (б)
тока (≤1 А/см2).На рис. 6б и 7 представлены микрофотографии порошков
вольфрама, никеля и хрома, полученных нами по разработанной электрохимической технологии [11].
Дальнейшее развитие и совершенствование технологии получения
металлических порошков электрохимическим способом позволило получать сложные металлические порошковые смеси заданного брутто состава
путем электролиза сплава искомого состава. В таблице 4 представлен химический состав исходной стали марки 12Х18Н10Т и порошка, полученного
электролизом литого сплава (пересчет по данным РФА).
C
≤0.12
Таблица 4
Химический состав материала 12Х18Н10Т (мас. %)
Исходный материал (ГОСТ 5632 – 72)
Si
Mn
Ni
S
P
Cr
Cu
Ti
Fe
≤
осталь≤0.8
≤2
9–11 ≤ 0.02
17–19 ≤ 0.3 < 0.8
0.035
ное
Порошок, полученный электролизом (пересчет по данным РФА)
C
Si
Mn
Ni
S
P
Cr
Cu
Ti
Fe
0.1
9.6
17.3
73.0
224
Рис. 8. Разрез стальной заготовки с композиционным покрытием, нанесенным методом
послойного лазерного сплавления
Проводимые нами в настоящее время исследования направлены на
производство новых функциональных материалов, используемых для изготовления изделий по аддитивной технологии (технологии послойного синтеза). В частности, на создание порошковых композиционных материалов
функционального назначения на основе карбидов тугоплавких металлов
(TiC, WC, TaC), которые предполагается использовать для изготовления
режущего инструмента; создания изделий методом лазерного прототипирования; нанесения в качестве защитных износо- и жаростойких покрытий
различными методами (лазерная наплавка, плазменное напыление).
На рисунке 8 представлен разрез стальной заготовки с композиционным покрытием из порошковой смеси на основе карбида вольфрама, полученной по нашей электрохимической технологии и нанесенной методом
послойного лазерного спекания (сплавления).
Преимуществом аддитивных технологий является возможность «выращивания» заготовок пресс-форм, специального инструмента, оригинальных деталей сложной конфигурации, которые затруднительно или невозможно получить литьем или механообработкой. В сочетании с горячим
изостатическим прессованием и соответствующей термообработкой такие
детали не только не уступают литым или кованым изделиям, но и превосходят их по прочности на 20–30% [12]. Расширение номенклатуры металлических порошков, пригодных для послойного лазерного сплавления, является
одной из ключевых проблем активного внедрения аддитивных технологий в
отечественную промышленность.
225
Список литературы
1.
Леонтьев Л. И., Костылев В. А., Чебыкин В. В., Каримов Р. С., Панов Г. А. Электрохимическая технология производства нанопорошков
металлов//Сб. тезисов 3-й Всероссийской конференции по наноматериалам, Нано-2009, Екатеринбург, Россия, 20–24.04.2009, с. 65
2. Костылев В. А., Леонтьев Л. И., Лисин В. Л., Петрова С. А. Патент RU
2397279 C1, ИБ № 23 20.08.2010
3. Костылев В. А., Леонтьев Л. И., Лисин В. Л., Петрова С. А. Патент RU
93805 U1, ИБ № 13 10.05.2010
4. Гусев А. И. Нанокристаллические материалы: методы получения и
свойства//Екатеринбург: УрО РАН, 1998. 99 с.
5. Андриевский Р. А., Рагуля А. В. Наноструктурные материалы. Уч.
пособие//М.: Издательский центр «Академия», 2005. 117 с.
6. Ч. Пул, Ф. Оуэнс. Нанотехнологии//М.: Техносфера, 2005. 336 с.
7. Барабошкин А. Н. Электрокристаллизация металлов из расплавленных солей//М.: Наука, 1976.
8. Старостин С. П., Леонтьев Л. И., Костылев В. А., Лисин В. Л., Захаров Р. Г., Петрова С. А. Нанокристаллические порошки тантала конденсаторного сорта//Бутлеровские сообщения, 2010, т. 21, № 9, с. 44–
49.
9. Старостин С. П., Леонтьев Л. И., Костылев В. А., Лисин В. Л., Захаров Р. Г., Петрова С. А. Микроструктура и функциональные характеристики анодов танталовых конденсаторов нового поколения//Бутлеровские сообщения, 2010, т. 21, № 9, с. 37–43.
10. Вараксин А. В., Лисин В. Л.,Костылев В. А., Леонтьев Л. И., Захаров Р. Г., Петрова С. А. Влияние параметров электрохимического процесса на гранулометрический состав и морфологию титановых порошков//Бутлеровские сообщения, 2014, т. 37, № 1, с. 62–67.
11. Вараксин А. В., Лисин В. Л., Костылев В. А., Леонтьев Л. И., Захаров Р. Г., Петрова С. А. Получение наноразмерных и ультрадисперсных
порошков металлов и их карбидов электрохимическим способом//
Бутлеровские сообщения, 2014, т. 37, № 1, с. 76–83.
12. http://konstruktor.net/podrobnee-det/items/mashiny-poslojnogo-sintezasdelano-v-rossii.html.
226
УДК: 669.33+669.046.584
СТРУКТУРА ШЛАКОВ АВТОГЕННОЙ ПЛАВКИ
МЕДНО-ЦИНКОВЫХ КОНЦЕНТРАТОВ
Е. Н. Селиванов1, Р. И. Гуляева1, Р. Н. Зарипов1, Н. И. Сельменских1, В. В. Беляев2
1 – Институт металлургии УрО РАН, г. Екатеринбург, pcmlab@mail.ru;
2 – ООО «УГМК-Холдинг», г. Верхняя Пышма
Введение
Переработка руд и концентратов цветной металлургии связана с образованием большого количества железосодержащих шлаков. В ОАО «Средне-Уральский медеплавильный завод» реализована технология автогенной
плавки сульфидных пирит-халькопиритных медно-цинковых концентратов (16–19% Cu, 2.5–3.5% Zn) в печи Ванюкова с получением штейна,
содержащего 40–55% меди [1, 2]. В ходе плавки концентратов образуются
штейн и железосодержащие силикатные шлаки [3–5]. Повышение содержания меди в штейне до 60% несколько меняет межфазное распределение
металлов: в штейн переходит 92–95% меди, а в шлак 70–80% цинка [2].
При автогенной плавке сульфидного сырья первоначальным продуктом окисления является оксидно-сульфидный расплав, расслаивание которого под действием флюсов сопровождается штейно- и шлакообразованием. Доли кислорода в сульфидном, а серы в оксидном расплавах зависят от
содержания оксидов кремния и железа в шлаке, а также цветных металлов
в штейне [6]. Согласно современным представлениям [7], гетерогенность
шлаков обусловлена механическими включениями магнетита и шпинели,
образующихся в ходе окислительных процессов. Охлаждение (кристаллизация) шлака ведет к формированию в нем новообразований в виде оксидных
и сульфидных фаз. Основная задача исследования определена как оценка
фазового состава, структуры и форм нахождения цветных металлов в кристаллизованных оксидно-сульфидных системах FeO–SiO2–FeS-Cu2O-ZnO.
Методики и материалы
В основу статистического анализа межфазного распределения элементов положены данные о составах шлаков и штейнов плавки сульфидных
медно-цинковых концентратов в печи Ванюкова. В матрицу для расчетов
включены данные о составах продуктов при изменении содержания в штейне меди от 39 до 60% и цинка – от 1.96 до 5.23%. Содержание Cu в шлаке
менялось в пределах 0.75–1.60%, Fe3O4 – 2.7–6.8%, SiO2 – 30–37% и CaO –
2.0–3.7%.
В качестве расчетного инструмента для термодинамического моделирования равновесных состояний использована программа Outokumpu HSC
6.12 Chemistry, основанная на минимизации энергии Гиббса [8]. При моделировании за основу взято рабочее тело, по составу близко отвечающее шлаку от плавки медно-цинковых концентратов, включающее, мас. %: 42.3 FeO;
4.0 Fe3O4; 33.2 SiO2; 3.2 ZnO; 1.2 Cu2S; 1.1 ZnS; 3.5 Al2O3; 2.9 CaO; 1.3 MgO.
227
Коэффициенты активности компонентов приняты равными единице. Степень окисленности железа (отношение Fe+3 : Fe+2) составила 0.056 [9].
Фазовый состав промышленных образцов был определен методом
рентгеновской дифракции порошков (Cu- Kα-излучение). Для расшифровки результатов анализа использована база дифракционных данных ICDD
2011. Элементный состав фаз шлака определен методом рентгеновского
спектрального микроанализа (РСМА) с использованием растрового электронного микроскопа JSM-59000LV и энергодисперсионного рентгеновского спектрометра OXFORD INCA Energy 200. Исходный образец шлака
содержал, %: 1.59 Cu, 3.26 Zn, 0.60 S, 36.8 Feобщ., 31.1 SiO2, 3.8 CaO, 3.4 Al2O3,
0.10 As, 0.06 Sb, 0.28 Pb и соответствовал плавке концентрата на штейн с
61% Cu.
Результаты и обсуждение
Статистическим многофакторным анализом промышленных данных
показано, что содержание магнетита в шлаке зависит от его состава и содержания меди в штейне [10]. Увеличение отношения Fe/SiO2 (А) в шлаке
повышает содержание в нем Fe3O4 (рис. 1). Минимальные концентрации
магнетита имеют место при Fe/SiO2 в пределах 1.05–1.10. Повышение содержания меди в штейне ведет к росту доли Fe3O4 в шлаке. В области высоких значений А большие концентрации магнетита имеют место при 55% Cu
в штейне. Доля магнетита в шлаке также зависит от содержаний в нем SiO2 и
CaO. Количество Fe3O4 в шлаке возрастает с повышением отношения SiO2/
CaO (В) как при низких (37%), так и при высоких (60%) содержаниях меди
в штейне. В области 46–50% Cu в штейне выявлен максимум образования
магнетита практически при всех значениях В.
Рис. 1. Изменение содержания Fe3O4 в шлаке от отношений Fe/SiO2 (а), SiO2/CaO (б)
и содержания меди в штейне
Повышение доли магнетита в шлаке приводит к увеличению содержания в нем меди (рис. 2), что особенно заметно в области богатых по меди
штейнов. При содержании Fe3O4 в шлаке около 7% концентрация в нем
меди достигает 1.6%. Повышает потери меди со шлаком и увеличение отношения Fe/SiO2. Содержание магнетита в шлаке практически не влияет на
содержание цинка в штейне, в то время как увеличение содержания меди в
228
штейне – [Cu] – и отношения Fe/SiO2 в шлаке снижает количество цинка в
штейне (рис. 3).
Установлены следующие статистические зависимости содержаний
магнетита и меди в шлаке и цинка в штейне от составов контактирующих
расплавов:
(Fe3O4) = 11.23 + 0.46 [Cu] - 4.8•10-3 [Cu]2 - 31.06 А + 16.48 А2 - 0.69 В + 0.028 В2, (1)
(Cu) = 7.11 + 0.037 [Cu] - 4•10-3 [Cu]2 - 13.07 А + 6.48 А2 - 0.10 В + 0.004 В2, (2)
[Zn] = 4.86 - 0.92(Fe3O4) + 0.1022(Fe3O4)2 + 0.24[Cu] - 0.0032[Cu]2 - 0.604 В + 0.024 В2 (3)
Приведенные уравнения имеют относительно невысокие коэффициенты корреляции, средние абсолютные ошибки значений зависимых переменных определены равными 0.54, 0.09 и 0.40 соответственно для уравнений (1) – (3).
Результаты термодинамического моделирования равновесных фаз,
формирующихся при охлаждении рабочего тела, по составу близкому к
шлаку автогенной плавки, подтвердили (рис. 4) образование фаялита в количестве до 45%, силикатов железа FeSiO3 – до 16%, силикатов кальция и
магния CaMgSi2O6 – 7%, а также до 9% CaFe(SiO3)2 и Zn2SiO4. Доля магне-
Рис. 2. Изменение содержания меди в шлаке от ее содержания в штейне,
а также от Fe3O4 (а) и отношения Fe/SiO2 (б) в шлаке
Рис. 3. Изменение содержания цинка в штейне от содержания в нем меди
и отношения Fe/SiO2 в шлаке
229
тита в шлаке составляет 6% и возрастает до 7.5% при нагреве рабочего тела
до температуры плавления фаялита. Согласно расчетам, медь в шлаке находится преимущественно в элементном состоянии, ее содержание в виде
сульфида (Cu2S) составляет 4•10-5% и оксида (CuFeO2) – 6•10-7%.
Цинк в шлаке находится в виде силиката (Zn2SiO4) – 3.78% и сульфида
(ZnS) – 1.95%, доли которых возрастают в области низких температур, при
этом количество ZnO уменьшается от 2.5 до 0.02%. Таким образом, изменение температуры рабочего тела существенно меняет фазовый состав образца.
Для обоснования способов доизвлечения цветных металлов из шлаков
важны сведения об изменении форм их нахождения с температурой. Теоретически предполагаемое формирование сульфида цинка при охлаждении
Рис. 4. Изменение содержаний
фазовых компонентов в шлаке
при его охлаждении, по данным
термодинамического
моделирования
230
Рис. 5. Микроструктура шлака
в характеристических излучениях элементов
шлака позволяет обосновать возможность его доизвлечения из кристаллизованного образца, например, способом флотации.
В ходе микроструктурного анализа промышленного образца шлака от
плавки концентратов на штейн с 61% Сu установлено, что его фазовый состав практически не отличается от формирующегося над штейном с 45% Сu
[6, 10]. Исходя из данных РФА, шлак состоит из фаялита Fe2SiO4, магнетита
Fe3O4, железо-кальциевого силиката (Ca0.5Fe1.5Si2O6) и сфалерита (Zn,Fe)S,
что согласуется с данными работы [11].
Как показано методами РСМА, структура кристаллизованного шлака представляет собой железо-силикатную основу в виде крупных серых
кристаллов с единичными механически ассоциированными включениями
штейна размером до 300 мкм. Магнетит на шлифе представлен мелкодисперсными разветвленными дендритами. В характеристическом излучении
элементов шлак представлен (рис. 5) крупными первичными кристаллами
силикатов железа и кремния, а также кальцийсодержащей железо-силикатной эвтектикой (пироксен) и оксидом железа (магнетит). Основу сульфидных включений преимущественно составляют сульфиды меди, реже – сульфиды цинка и свинца.
Спектральным рентгеновским микроанализом установлен состав фаз
(рис. 6, таблица), образовавшихся при его охлаждении. Дендриты магнетита содержат 2.3 – 3.1 Zn и до 0.8% Cu. Крупные кристаллы фаялита, отвечающие составам Fe1.72-1.77Mg0.1-0.3Zn0.10-0.12Si1.07-1.12O4, содержат 3.2–3.9% Zn
и 0.5–0.6% Cu. В пространстве между кристаллами фаялита выявлен пироксен – (Ca,Fe,Zn)SiO3, в котором растворено до 2.2% Zn и 0.6% Cu. Анализ фаз меньшего размера указал на образование силиката железа Fe3Si2O7,
в котором выявлено 3.7–4.9% Zn и 0.4–0.7% Cu.
Сульфидные включения размером около 5 мкм содержат 19.4–31.5%
меди, 11.7–18.6% цинка, 20.9–26.2% железа, а также до 4.2% свинца. В сравнении со штейном сульфидные включения имеют в 2 раза меньшее содержание меди и повышенное в 5 раз – свинца и цинка. Мелкие сульфидные
включения близки к сфалериту, в частицах которого выявлены участки с
повышенным содержанием свинца (13.0%). При этом завышенное содержание кремния в них обусловлено влиянием соседствующих силикатных
фаз и связано с ошибкой измерений.
Рис. 6. Структура шлака и точки локального зондирования фаз
231
Таблица
Состав шлака в точках локального зондирования (по рис. 6)
№
тчк.
Si
S
1
0.6–2.1
0
2
14.8
19.9–
21.9
0
3*
4
5
6
7
8
9
10
1.4
14.9–
17.3
20.8
12.4
1.3
11.4
7.9
1.4
25.3–
27.4
до 0.3
0.5
17.9
18.1
11.0
16.9
Содержание, мас. %
Ca
Fe
Cu
Zn
63.5–
до 0.6
до 0.8 2.3–3.1
67.5
0.8
47.3
0.6
3.9–3.2
3.5–
18.8–
3.1–
до 0.7
11.8
21.7
10.9
20.9–
19.4–
11.7–
0.4
26.2
31.5
18.6
47.9–
1.6
0.4–0.7 3.7–4.9
38.6
12.3
20.1
0.5–0.7
2.2
6.5
26.9
5.0
13.2
0.6
35.4
3.4
24.7
1.7
18.8
7.0
10.9
1.3
20.1
1.5
31.1
Pb
Фазы
0
Fe3O4
0
(Fe,Mg,Zn)2SiO4
0
(Fe,Ca,Al,Zn)SiO3
до 4.2
(Cu,Fe,Zn)S
0
(Fe,Zn,Ca)3Si2O7
0
0
0
13.0
2.2
(Ca,Fe)SiO3
(Cu,Fe,Zn)S
(Cu,Fe,Zn)S
(Cu,Fe,Zn)S
(Cu,Fe,Zn)S
* – содержание мышьяка до 0.9%
Таким образом, шлак от плавки медно-цинковых концентратов в печи
Ванюкова, находящийся в контакте со штейном, содержащим 61% Cu, состоит из крупных кристаллов фаялита, железо-силикатных фаз и пироксена, а также магнетита в виде мелкодисперсных разветвленных дендритов.
Если отношение SiO2/CaO (масс. %) в шлаке составляет 8.2, то в пироксеновых фазах оно достигает 2.3. Полагая, что оксид цинка в рассматриваемых системах проявляет свойства, аналогичные оксиду кальция, отношение
SiO2/(CaO+ZnO) в пироксенах достигает 2.0. Магнетит и железо-силикатные фазы содержат до 3.1 и 4.9% цинка, а также 0.8% и 0.7% меди, соответственно. В шлаке выявлены крупные частицы механически ассоциированного штейна размером до 300 мкм и мелкие (около 5 мкм) кристаллы
сульфидов, сформировавшиеся в ходе охлаждения шлака. Эти сульфидные
включения по своему составу существенно отличаются от штейна, в основном по содержанию цинка. Некоторые из них имеют состав, близкий к
кристофиту [12] с отношением Zn/Fe около 0.5.
Заключение
Выявлены корреляционные зависимости содержаний меди и магнетита в шлаке от составов штейна и шлака, которые позволяют прогнозировать потери металлов при автогенной плавке медно-цинковых концентратов. Переработка относительно бедных (13–18% Cu) по содержанию меди
концентратов на штейн с 60% Cu сопровождается образованием шлака с
повышенным содержанием магнетита, что можно пояснить высокой степенью окисленности оксидного расплава, связанной с большим количеством
кислорода на единицу массы концентрата, необходимым для достижения
требуемого содержания меди в штейне.
Температура существенно влияет на формы нахождения цветных металлов в шлаке автогенной плавки медно-цинковых концентратов. По дан-
232
ным фазового и спектрального рентгеновского анализов, основными фазами, формирующимися при охлаждении шлака, являются: силикаты железа,
пироксен и магнетит. Содержание в них меди не превышает 0.8%, цинка –
4.9%. Сульфидные фазы представлены крупными включениями штейна и
мелкими сульфидами, выпавшими в ходе охлаждения шлака. Мелкие сульфиды близки по составу к сфалериту и кристофиту. Полученные сведения
позволяют обоснованно подойти к выбору шлакового режима автогенной
плавки и оценить применимость методов флотации для доизвлечения меди
и цинка.
Список литературы
1.
Ванюков В. А., Быстров В. П., Васкевич А. Д. и др. Плавка в жидкой
ванне. – М.: Металлургия, 1988. - 208 с.
2. Халемский А. М., Тарасов А. В., Казанцев А. Н., Кинев В. Д. Плавка
в печи Ванюкова медно-цинкового сульфидного сырья. – Екатеринбург: Кедр, 1993. – 80 с.
3. Шмонин Ю. Б. Пирометаллургическое обеднение шлаков цветной металлургии. – М.: Металлургия, 1981. – 310 с.
4. Ванюков А. В., Зайцев В. Я. Шлаки и штейны цветной металлургии. М.: Металлургия, 1969. – 408 с.
5. Ванюков А. В., Зайцев В. Я. Теория металлургических процессов. - М.:
Металлургия, 1993. – 384 с.
6. Selivanov E., Gulyaeva R. Crystallization of Iron-Containing Oxide-Sulphide
Melts/Crystallization - Science and Technology, edited by Marcello Rubens
Barsi Andreeta. 2012. Chapter 10. Pр. 271–302.
7. Селиванов Е. Н., Гуляева Р. И., Толокнов Д. А. Осаждение магнетита
при плавке медно-цинковых концентратов в печи Ванюкова//Цветная металлургия. 2010. № 7. С. 3–9.
8. A. Roine, P. Lamderg, J. Mansikka-aho, and ext. Outokumpu HSC Chemistry
for Windows, Outotec Research OY, Pori, 2007. www.outotec.com.
9. Зapипoв P. З., Беляев В. В., Селивaнoв Е. H., Гyляевa P. И. Межфазное
распределение элементов при плавке медно-цинковых концентратов в
печи Ванюкова на ОАО «СУМЗ»/Сб. докладов 4 международного конгресса «Цветные металлы 2012». Красноярск: Версо, 2012. С. 96–99.
10. Селиванов Е. Н., Гуляева Р. И., Зелютин Д. И., и др. Влияние скорости
охлаждения на структуру шлака от плавки медно-цинковых концентратов в печи Ванюкова // Цветные металлы. 2009. № 12. С. 27–31.
11. Vaisburd S., Berner A., Brandon D.G., et al. Slags and Mattes in Vanyukov’s
Process for the Extraction of Copper//Metallurgical and Materials
Transactions. 2002. 33 B. P. 551–559.
12. Селиванов Е. Н., Беляев В. В., Сельменских Н. И., Панкратов А. А.
Формы нахождения металлов в шлаке совмещенной плавки-конвертирования медных концентратов//Расплавы. 2004. № 1. С. 33–41.
233
УДК 669.184.244: 669.187.25
ТЕОРЕТИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ
ОСОБЕННОСТИ ВЫПЛАВКИ ЖЕЛЕЗОУГЛЕРОДИСТОГО
РАСПЛАВА В КИСЛОРОДНЫХ КОНВЕРТЕРАХ И ДСП
ПОД МАГНЕЗИАЛЬНЫМИ ШЛАКАМИ
А. А. Бабенко1, Л. А. Смирнов1, Л. Ю. Михайлова2, М. В. Ушаков3, С. А. Спирин2
1 – Институ металлургии УрО РАН, г. Екатеринбург, babenko@gmail.com;
2 – ОАО «Уральский институт металлов», г. Екатеринбург, uim@ural.ru;
3 – ОАО «Северский трубный завод», г. Полевской, ushakovmv@stw.ru
Интенсификация технологических операций в конвертерах и современных ДСП ужесточает требования к огнеупорной футеровке сталеплавильных агрегатов. Стоимость огнеупорной футеровки, затраты на ее
монтаж и ремонт составляют значительную часть в себестоимости стали,
поэтому увеличение ресурса службы футеровки агрегатов при снижении затрат на огнеупорные материалы является задачей актуальной и направленной на повышение эффективности выплавки стали.
Одним из факторов, определяющих стойкость футеровки конвертеров,
является степень агрессивного воздействия шлака на огнеупорную кладку.
Считают [1], что около 70% огнеупоров разрушается в процессе их эксплуатации за счет химического взаимодействия со шлаком. Причем наиболее
интенсивно процесс разрушения футеровки протекает в период формирования шлака [2–4]. Например [2], при переделе фосфористых чугунов в 300-т
конвертерах в этот период (20% времени продувки) в шлак переходит до
40% массы разрушаемой за плавку футеровки со средней интенсивностью
290 кг/мин. Высокая интенсивность разрушения футеровки на ранних стадиях продувки обусловлена прежде всего низкой основностью и высоким
окислительным потенциалом первичных шлаков.
Второй период продувки (21–70% времени продувки) протекает, как
правило, под уже сформированным шлаком, характеризующимся повышенной основностью и относительно низкой окисленностью. В этот период
интенсивность накопления огнеупорной массы в шлаке снижается, достигая в среднем 90 кг/мин., и, несмотря на значительную продолжительность
этого периода (~50% времени продувки), доля футеровки, перешедшая в
шлак за плавку, не превышает в среднем 29%.
В заключительном периоде рафинирования (71–100% времени продувки), несмотря на рост температуры металла и окисленности шлака, высокая его основность снижает агрессивное воздействие шлака на футеровку.
Интенсивность износа по сравнению с основным временем рафинирования сокращается в среднем в 1,2 раза и достигает около 130 кг/мин.
Для сохранения и поддержания высокой стойкости футеровки конвертеров необходимо в течение основного времени продувки формировать
шлаки с низким агрессивным воздействием на огнеупорную кладку. В случае магнезиальной футеровки для уменьшения агрессивного воздействия
на нее шлака его состав должен находиться в области насыщения оксидом
234
магния [5]. Теоретической предпосылкой этого служит известное положение химической термодинамики об отсутствии взаимодействия на поверхности раздела двух фаз в случае равенства концентрации диффундирующего
компонента и концентрации насыщения [6]. Однако опыт окислительного
рафинирования чугунов под магнезиальными шлаками показывает, что
чрезмерное их пересыщение оксидом магния не всегда благоприятно сказывается на стойкости футеровки конвертеров, сопровождается гетерогенизацией шлака и ухудшением отдельных технологических и техникоэкономических показателей процесса [5]. Поэтому при продувке ванны
конвертера кислородом необходимо формировать магнезиальные шлаки,
обладающие наряду с низким агрессивным воздействием на огнеупорную
футеровку достаточно высокими рафинирующими свойствами.
Используя модель, описанную в работе [7], и экспериментальные данные опытных плавок, проведенных в 160-т кислородных конвертерах ОАО
«ЕВРАЗ НТМК» при выплавке стали дуплекс-процессом, рассчитали концентрацию насыщения шлаков оксидом магния (MgO)н по периодам продувки конвертерной ванны:
(1)
(MgO)н = 0,922 (MgO)Рн + 2,714,
где (MgO)Рн – концентрация насыщения шлака MgO, рассчитанная по
известной модели [7].
Результаты моделирования влияния температуры металла, основности и окисленности шлака по периодам продувки ванны конвертера на
концентрацию насыщения (MgO)н приведены на рисунке 1. Видно, что на
протяжении основного времени продувки конвертерной ванны концентрация насыщения шлака MgO определяется преимущественно температурой
металла и основностью шлака и практически не зависит от окисленности
шлака, особенно в области низких температур и высокой основности шлака. Причем роль основности шлака в достижении концентрации насыщения наиболее сильно проявляется в области высоких температур, более
1500 °С.
Рис. 1. Влияние температуры металла, основности и окисленности шлака на концентрацию
насыщения MgO по периодам продувки
235
Рафинирующие свойства магнезиальных шлаков оценивали по полноте протекания реакции окисления фосфора в металле под шлаком исследуемого периода продувки (отношение фактической концентрации фосфора в
металле [P]ф к равновесному его содержанию [P]р) и по степени дефосфорации металла Δ[P].
Равновесную концентрацию фосфора в металле для различных периодов продувки конвертерной ванны определяли, используя известную модель [9]:
[P]kp
ад
[P] р = ----------------------------,
(2)
2,706 – 3,003 (XCaO + XFeO)
где [P]kp – равновесная концентрация фосфора, рассчитанная по модели Кожеурова В. А.;
XCaO, XFeO – мольные доли оксида кальция и закиси железа в шлаке.
Константу равновесия реакции окисления фосфора под магнезиальными шлаками определяли по уравнению [9]:
(3)
lgKp = (10920/T) – 7,47,
где Т – температура системы, К.
Используя модель (2) и экспериментальные данные опытных плавок,
проведенных в 160-т конвертерах ОАО «ЕВРАЗ НТМК» при выплавке стали
из углеродистого полупродукта, оценили влияние степени насыщения шлаков оксидом магния по периодам продувки конвертерной ванны (MgO)ф./
(MgO)н. на полноту протекания реакции окисления фосфора [P]ф/[P]р. в
металле под шлаком исследуемого периода плавки и степень дефосфорации
металла Δ[P] (табл. 1).
Таблица 1
Рафинирующие свойства шлака по периодам продувки в зависимости
от степени насыщения шлака оксидом магния (MgO)ф /(MgO)н
Период
(MgO)ф. t мет., B шл., (FeO), [P]ф*, [P]p**, [P]ф. Δ[P],
продув(MgO)н.
°С
ед.
%
%
%
[P]р. % %
ки
0,675
1360
3,1
16,9
0,026 0,003
8,7
61,2
I
(0–30%) 1,665
1345
4,1
15,8
0,038 0,001
38,0
46,4
I
0,672
1460
3,6
12,2
0,020 0,005
4,0
70,1
(31–
1,860
1470
4,8
12,7
0,025 0,003
8,3
64,7
70%)
III
0,650
1620
5,3
24,7
0,012 0,010
1,2
82,5
(71–
1,580
1620
5,3
29,7
0,013 0,008
1,6
78,4
100%)
* [P]ф – фактическое содержание фосфора в металле по периодам продувки;
** [P]p – равновесное содержание фосфора в металле по периодам продувки
Анализ полученных данных показал, что шлаки, приближающиеся на
протяжении всего периода продувки к области насыщения оксидом маг-
236
ния, обладают достаточно высокими рафинирующими свойствами. Смещение шлаков в область пересыщения (MgO)ф/(MgO)н > 1,0 приводит к
ухудшению его рафинирующих свойств, особенно в начале и середине продувки конвертерной ванны, а достижение относительно высоких показателей дефосфорации металла на заключительной стадии продувки, как видно
из приведенных данных, возможно за счет переокисления шлака, что отрицательно сказывается на стойкости футеровки конвертеров и технико-экономических показателях процесса из-за снижения выхода годного.
Обобщение результатов выполненных исследований позволило рекомендовать рациональный состав магнезиальных шлаков по периодам продувки конвертерной ванны (рис. 1). Для формирования шлаков с низким
агрессивным воздействием на футеровку конвертеров и сохранения высоких рафинирующих свойств в начале продувки в диапазоне температур
1350–1400 °С и основности 2,0–3,0 единицы концентрацию оксида магния
в шлаке достаточно поддерживать на уровне 6,0–7,8%, в середине продувки – в диапазоне температур 1500–1550 °С и основности 3,0–4,0 единицы
на уровне 6,5–8,0% и в конце продувки – в диапазоне температур 1650–
1700 °С и основности 3,0–4,0 единицы на уровне 8,0–9,5%.
Технология выплавки стали из углеродистого полупродукта в конвертерном цехе ОАО «ЕВРАЗ НТМК» предусматривает формирование основных магнезиальных шлаков за счет присадок в ванну конвертера извести,
содержащей не менее 92% СаО, оксидно-кремнистой добавки (ОКД), содержащей 50–60% SiO2 и 20–25% Al2O3, марганцовистого агломерата, содержащего 32–36% MnО и 15–18% SiO2, высокомагнезиальных флюсов
(ФОМИ, СМГ) и доломита. Для смещения шлаков в область, стремящуюся
к насыщению MgO, разработан рассредоточенный по периодам продувки
режим присадки магнезиальных материалов [8], реализация которого обеспечила формирование в основное время продувки магнезиальных шлаков,
обладающих низким агрессивным воздействием на футеровку конвертеров
с сохранением высоких рафинирующих свойств [9].
Наряду со снижением агрессивного воздействия шлаков на футеровку
конвертеров существенное влияние на стойкость огнеупорной кладки оказывают защитные покрытия футеровки путем торкретирования и нанесения гарнисажа [1].
Широкое распространение получил способ защиты футеровки конвертеров нанесением гарнисажа путем раздува шлака азотом. Однако самопроизвольное формирование гарнисажа на базе высокомагнезиальных конечных шлаков не всегда в достаточной степени предохраняет футеровку от
разрушения. Часто приходится идти по пути осуществления специальных
технологических приемов формирования гарнисажа оптимального вещественного состава с высокой износоустойчивостью.
Исследования, выполненные для условий конвертерного цеха ОАО
«ММК» [10] и конвертерного цеха ОАО «ЕВРАЗ НТМК» [11], показали
принципиальную возможность регулирования вещественного состава магнезиального шлака путем изменения его химического состава. Ниже с целью выбора рациональных приемов управления процессом формирования
фаз в твердом конвертерном шлаке приведены результаты исследования
особенностей их фазового состава в зависимости от химического состава
237
формируемых шлаков. Химический состав исследованных образцов шлака
приведен в таблице 2.
Таблица 2
Химический состав опытных образцов шлака
Номер Химический состав шлака, %
Вшл.
образцов
СаО
SiO2
FeO
Fe2O3 MnO MgO
Al2O3
1
32,5
15,6
15,4
7,3
5,2
7,0
2,4
2,1
2
34,2
11,0
19,8
9,4
2,2
9,8
3,6
3,1
3
36,7
9,6
20,5
9,8
2,5
7,0
3,6
3,8
4
38,5
7,5
24,1
11,4
2,2
12,0
2,1
5,1
5
37,4
6,4
22,4
10,6
2,4
8,0
2,6
5,9
6
37,7
5,8
28,8
13,7
3,9
9,0
2,6
6,5
Исследования фазового состава опытных образцов шлака проводилось на универсальном оптическом микроскопе «Axioplan» и сканирующем
растровом электронном микроскопе XL-30 с энергодисперсионной спектрометрической приставкой «Еdax». Для идентификации фаз исследованных образцов шлака на рентгеновском дифрактометре ARL XTRA фирмы
Thermo Electron Corporation был проведен качественный рентгенофазовый
анализ по международной базе рентгенографических данных ICDD PDF2.
Результаты петрографических исследований приведены в таблице 3 и на
рисунках 2–6.
Таблица 3
Минералогический состав исследованных образцов шлака
Фазовый состав шлака, %
Номер
образцов
2СаО•SiO2
2СаО•Fe2O3 +
4СаО•Al2O3•Fe2O3
MgO•Fe2O3+
MgО - FeO
RО-фаза
1
40–45
10–12
17–19
8–9
2
36–40
14–16
15–17
12–16
3
36–39
16–18
14–16
12–15
4
27–30
20–22
18–20
19–23
5
26–29
20–24
14–16
26–29
6
22–25
28–30
16–19
20–22
Исследованные образцы шлака имеют вид сложной многокомпонентной зернисто-пленочной матрицы (рис. 2–4), которая в основном представлена ларнитом (2СаО•SiO2), браунмиллеритом (4СаО•Al2O3•Fe2O3),
ожелезненным периклазом с серией твердых растворов магнезиовюстита (MgO-FeO), магнезиоферрита (MgO•Fe2O3) и ферритами кальция
(nСаО•Fe2O3). Выявленные различия в минерально-фазовом составе рассмотренных образцов шлака обусловлены особенностями их химического
состава.
238
Основу низкоосновного шлака Вшл.= 2,1 (образец № 1, табл. 2 и 3) составляют частицы-пленки двухкальциевого силиката (ларнита) заовальновытянутой формы (рис. 2), концентрация которого достигает 40–45%. Данные частицы имеют вид чередующихся, сообщающихся и прерывистых,
разнонаправленных цепочек.
Рис. 2. Микроструктура шлака (образец 1)
1 – ларнит; 2 – ожелезненный периклаз; 3 – твердый раствор магнезиоферрита
и магнезиовюстита; 4 – браунмиллерит.
Низкотемпературная ферритная фаза в исследованном образце шлака представлена в основном бесформенными пленками твердого раствора
браунмиллерита (4СаО•Al2O3•Fe2O3), расположенными между частицами – пленками ларнита. Концентрация легкоплавкой ферритной фазы составляет 10–12%. Ферриты кальция в шлаке исследованного состава практи-чески не встречаются.
Повсеместно в высокотемпературной силикатной массе присутствуют отдельные частицы округлой формы. Данные частицы образованы в результате химического взаимодействия зерен и частиц периклаза с оксидами
железа шлака и представляют собой твердые растворы магнезиоферрита
(MgO•Fe2O3) и магнезиовюстита (MgO-FeO). Центральная часть крупных
частиц ожелезненного периклаза содержит 45–50% MgO и 35–40% оксидов
железа. Периферийная часть крупных частиц насыщена оксидами железа,
концентрация которых увеличивается до 50–60% при содержании MgO
20–30% и представляет собой каемку, которая в отраженном свете под микроскопом имеет более яркий цвет относительно центра частиц. Мелкие
частицы ожелезненного периклаза более равномерно насыщаются ионами
железа и, как правило, не имеют явно выраженной реакционной каемки.
Концентрация этой высокотемпературной ферритной фазы достигает 17–
19%.
Шлаки основностью 3,1 и 3,8 (образцы 2 и 3, табл. 2 и 3), как и предыдущий шлак, представлены в основном ларнитом, ожелезненным периклазом с серией твердых растворов магнезиовюстита и магнезиоферрита,
браунмиллеритом и редко встречающимися пленками ферритов кальция
(рис. 3). Ларнит, концентрация которого достигает 36–40%, представляет
отдельные шестоватые, прерывистые образования. Как и в предыдущем
шлаке, в силикатной массе присутствуют отдельные частицы округлой формы ожелезненного периклаза и бесформенные пленки браунмиллерита.
239
Рис. 3. Микроструктура шлака (образец 2)
1 – ларнит; 2 – ожелезненный периклаз; 3 – твердый раствор магнезиоферрита,
магнезиовюстита и ферритов кальция; 4 – браунмиллерит
Причем если центральная часть крупных частиц ожелезненного периклаза, содержащего 72% MgO и 22% оксидов железа, представлена высокотемпературными ферритными фазами магнезиоферрита и магнезиовюстита, то в периферийной высокотемпературной части, содержащей
20–30% MgO, 60–70% оксидов железа и до 5–10% СаО, проявляется легко-плавкая фаза ферритов кальция (nСаО•Fe2O3). Содержание низкотемпературных ферритных фаз браунмиллерита и ферритов кальция в рассмотренных образцах шлака основностью 3,1 и 3,8 увеличилось незначительно
и достигло 14–18%. Концентрация высокотемпературных ферритных фаз
магнезиовюстита и магнезиоферрита практически не изменилась и находится на уровне 14–17%.
Высокоосновные шлаки с основностью 5,1–6,5 (образцы 4–6, табл. 2
и 3) имеют практически одинаковый минерально-фазовый состав и микроструктуру. Основной фазой таких шлаков являются пленки твердого
раствора браунмиллерита (4СаО•Al2O3•Fe2O3), которые содержат примесные включения ферритов кальция (nСаО•Fe2O3) в виде твердого раствора
(рис. 4). Концентрация низкотемпературных ферритных фаз увеличивается
до 20–30% .
Силикатная составляющая представлена ларнитом, который в отличие
от образцов, представленных на рис. 2 и 3, имеет вид округлых сгустков рых-
Рис. 4. Микроструктура шлака (образец 4)
1 – ларнит; 2 – ожелезненный периклаз; 3 – твердый раствор магнезиоферрита, магнезиовюстита и ферритов кальция; 4 – браунмиллерит; 5 – ферриты кальция
240
лой микродисперсной массы, заполняющей пространство между пленками
ферритов кальция и браунмиллерита. Концентрация высокотемпературной
силикатной фазы в этих образцах шлака практически в 1,5 раза ниже, чем в
образце шлака основностью 2,1, и изменяется в пределах 22–30%.
Ферритная фаза представлена ожелезненным периклазом с серией
твердых растворов магнезиовюстита и магнезиоферрита, концентрация которых достигает 14–19%, и ферритами кальция.
Результаты исследований вещественного состава конечных магнезиальных шлаков выплавки стали в 160-т конвертерах из углеродистого полупродукта показали, что одним из технологических параметров управления
процессом формирования износоустойчивого гарнисажа является основность шлака. Магнезиальные шлаки основностью не более 3,8–4,0, сохраняя высокие рафинирующие свойства [9], обеспечивают рациональное
соотношение высоко- и низкотемпературных ферритных фаз при высокой
концентрации высокотемпературной силикатной фазы (рис. 5 и 6, табл. 3).
Гарнисаж, сформированный на базе таких шлаков, характеризуется повышенной износоустойчивостью, достигающей не менее 1,5–2,0 плавок.
Рис. 5. Влияние основности шлака на концентрацию в нем ларнита
Рис. 6. Влияние доли ларнита в твердом конвертерном шлаке на концентрацию
низкотемпературных ферритных фаз
241
Приведенные результаты исследования химического и фазового состава конечных магнезиальных шлаков выплавки стали из углеродистого
полупродукта позволили разработать рациональный состав конечных шлаков и технологические приемы их формирования, раздув которых обеспечил создание гарнисажа с высокой огнеупорностью на базе магнезиальных
шлаков низкоуглеродистого металла. Однако практика показывает, что раздув магнезиальных шлаков углеродистого металла, доля которого в конвертерном цехе ОАО «ЕВРАЗ НТМК» достигает в отдельные периоды 40–50%
за кампанию, не обеспечивает эффективного формирования шлакового
гарнисажа на огнеупорной поверхности футеровки конвертера.
Анализ плавок текущего производства показал, что в конце продувки
металл низкоуглеродистых марок стали находится в области более высоких
температур, достигающих в среднем 1674 °С при комбинированной продувке и 1652 °С при верхней кислородной продувке против 1628 °С и 1618 °С
соответственно для плавок углеродистого металла.
Тепловые потери ванны конвертера при вынужденном простое агрегата в течение 15–16 мин., обусловленном отбором проб металла и шлака,
ожиданием химического анализа и длительностью выпуска металла достигают обычно для конвертеров емкостью 150–160 т около 40•103 кДж/т
жидкого металла [12]. В этом случае, как показывают расчеты, следует ожидать снижения температуры шлака за рассматриваемый период времени в
среднем на 30–35 °С.
Наряду со смещением оксидной системы углеродистых марок стали в
область низких температур, конечные шлаки по содержанию СаО и основности практически не отличаются от шлаков низкоуглеродистых марок
стали и характеризуются достаточно высоким уровнем показателей. При
этом шлаки углеродистого металла по сравнению со шлаками низкоуглеродистых марок стали находятся в области достаточно низких концентраций FeO, достигающих в среднем 14,5–18,0% против 19,3–20,5% на плавках
низкоуглеродистого металла. Шлаки такого состава, обладая высокой температурой плавления, в области низких температур характеризуются, как
правило, высокой вязкостью.
Использование основных магнезиальных шлаков с низким суммарным содержанием оксидов железа, находящихся в области относительно
низких температур и обладающих высокой вязкостью, не обеспечивает эффективного формирования защитного гарнисажного слоя на огнеупорной
поверхности футеровки конвертера.
Высокая концентрация металлического железа в шлаке углеродистого металла, достигающая в среднем 12,6% против 9,6% в шлаке низкоуглеродистого металла, усугубляет ситуацию. Металлическое железо в шлаке,
обладающее высоким краевым углом смачивания по отношению к огнеупорному кирпичу (α = 120–140°), снижает удельную работу адгезии и растекаемость шлака по поверхности футеровки [13].
Для поддержания высокой жидкоподвижности конечных магнезиальных шлаков углеродистого металла, обеспечивающей эффективное формирование гарнисажа, необходимо повысить температуру оксидной системы,
увеличить суммарную концентрацию оксидов железа в шлаке и уменьшить
содержание металлического железа в нем. Одним из направлений решения
242
проблемы подготовки магнезиальных шлаков углеродистого металла перед их раздувом азотом может быть технологический прием, включающий
кратковременную обработку шлака кислородом [14].
В конвертерном цехе комбината были проведены промышленные испытания технологии обработки конечного шлака кислородом. На опытных
плавках в течение 20–70 сек. конечный шлак углеродистого металла обрабатывали кислородом с интенсивностью продувки до 350 м3/мин. Шлак после обработки кислородом характеризуется достаточно высокой жидкоподвижностью. Улучшение физических свойств конечного шлака обусловлено
окислительными процессами, протекающими на границе шлак-газовая
фаза (кислород):
(Feмет.) + 1/2О2 = FeO
и
2(FeO) + 1/2О2 = Fe2O3.
(4)
(5)
Обе эти реакции экзотермические и протекают с выделением тепла.
Повышение теплосодержания оксидной системы сопровождается увеличением температуры шлака. Замеры температуры шлака с использованием
тепловизора ТН 7102 NEС показали, что в процессе обработки шлака кислородом его температура увеличивается в среднем на 69,7 °С.
В опытных плавках было отмечено, что при обработке шлака кислородом наблюдается как снижение закиси железа (FeO) на 4,7–11,6% и увеличение концентрации оксида железа (Fe2O3) на 5,2–12,3%, так и увеличение
в отдельных случаях содержания закиси железа (FeO) на 3,5–9,6%. Такой
характер изменения концентрации оксидов железа в шлаке в процессе обработки кислородом определяется особенностями протекания реакций (4)
и (5). Преимущественное протекание той либо другой реакции во многом
обусловлено содержанием металлического железа в шлаке.
Наблюдаемое в опытных плавках уменьшение концентрации металлического железа в шлаке углеродистого металла в среднем до 3,9%, обладающего высоким краевым углом смачивания по отношению к огнеупорной кладке, с одной стороны, и увеличение концентрации оксидов железа
в шлаке, способствующих снижению краевого угла смачивания (0–20°) оксидной системы относительно огнеупора [13], с другой стороны, способствуют повышению удельной работы адгезии, обеспечивая более полное смачивание огнеупорной кладки шлаком и, как следствие, более эффективное
формирование на ней гарнисажа.
Таким образом, снижение концентрации металлического железа в
шлаках углеродистого металла, повышение содержания оксидов железа в
них, рост температуры оксидной системы обеспечивают благоприятные
условия для эффективного формирования гарнисажа на футеровке конвертера независимо от марочного состава выплавляемой стали. Результаты
промышленных испытаний подтвердили эффективность разработанного
приема подготовки шлака для раздува.
Обобщение результатов выполненных исследований позволило разработать комплекс технологических приемов повышения стойкости футеровки конвертера, включающий формирование в основное время продувки
243
магнезиальных шлаков с низким агрессивным воздействием на футеровку
конвертеров и высокими рафинирующими свойствами, и износоустойчивого гарнисажа на базе конечных высокомагнезиальных шлаков низкоуглеродистого металла умеренной основности 3,8–4,0 [8] и подготовку
высокомагнезиальных шлаков углеродистого металла путем обработки
кислородом с последующим раздувом шлака азотом [15], реализация которого в совокупности с рядом технических и организационных решений
позволила достичь рекордной стойкости футеровки конвертеров, превышающей 7500 плавок с сохранением высоких технологических и техникоэкономических показателей процесса. Степень дефосфорации низкоуглеродистого металла под магнезиальными шлаками рационального состава
достигла в среднем 79,3% против 70,5% на плавках текущего производства.
Отмечено сокращение расхода огнеупорного кирпича на футеровку конвертера на 0,07 кг/т стали, кирпича на «подварку» на 0,364 кг/т и ремонтной массы на 0,09 кг/т.
На сегодняшний день в структуре производства стали наряду с конвертерными процессами явно прослеживается тенденция увеличения доли
выплавки стали в ДСП, которая уже превышает 30%.
Одной из основных тенденций улучшения технологических и технико-экономических показателей в электросталеплавильном производстве
является работа современных ДСП под магнезиальными шлаками [16–18].
Использование технологии формирования магнезиальных шлаков обеспечивает за счет снижения агрессивного воздействия шлака на огнеупоры и
раннего формирования устойчивой шлаковой пены повышение стойкости футеровки печи и эффективности использования энергии. По данным
авторов статьи [18], работа под магнезиальными шлаками снижает расход
энергии на 3–10%, а огнеупоров – на 25–63%.
К важнейшим свойствам шлака, которые влияют на его «вспениваемость», относят химический состав, основность, вязкость, поверхностное
натяжение и наличие взвешенных твердых частиц, которые могут являться
центрами зарождения газовых пузырей и стабилизировать пену. Для определения оптимального для вспенивания состава шлака авторы [17,18] рекомендуют использовать изотермические сечения фазовых диаграмм, анализ
которых позволяет считать перспективным формирование магнезиальных
шлаков с химическим составом, соответствующим области с магнезиальным вюститом и ларнитом. Такие шлаки будут не только хорошо пениться
при вдувании углерода, но также будут полностью совместимыми с магнезиальными огнеупорами.
Опытные кампании выплавки стали под магнезиальными шлаками,
проведенные в ЭСПЦ № 2 ОАО «НТМК», показали достаточно высокую
эффективность испытанной технологии. Разработанные расходы и режимы
присадки магнезиального флюса обеспечили формирование шлаков, стремящихся к области насыщения MgO, с высокими рафинирующими свойствами. Отмечено увеличение стойкости футеровки печи, снижение удельного расхода электроэнергии, сокращение расхода огнеупорных материалов
на ремонт и обслуживание футеровки печи [19].
В ЭСПЦ ОАО «СТЗ» выполнен комплекс экспериментальных исследований по изучению влияния уровня вспенивания шлака в ДСП-135 на
244
Время работы под
током, мин.
Расход электроэнергии, МВтч
отдельные технико-экономические показатели процесса и зависимости
высоты шлака от его химического и фазового состава.
Высоту вспененного шлака в ДСП-135 определяли по углу наклона
печи [20] и расстоянию между порогом и открытой заслонкой рабочего
окна, обеспечивающими максимальное удержание в печи формируемого
вспененного шлака:
(6)
Hшл = R*tgα + Нр.о.,
где Hшл – высота вспененного шлака, мм; R – радиус печи на уровне
откосов, мм; α – угол наклона печи; Нр.о. – расстояние между порогом и
открытой заслонкой рабочего окна, мм.
Оценка влияния высоты шлака на технико-экономические показатели процесса выплавки стального полупродукта в ДСП -135 ОАО «СТЗ» приведена на рис. 7.
Из приведенных данных явно прослеживается тенденция сокращения
расхода электроэнергии и времени работы печи под током с увеличением
высоты вспененного шлака.
При высоте вспененного шлака 300–380 мм процесс выплавки полупродукта в ДСП характеризуется повышенным расходом электроэнергии и
временем работы печи под током. Расход электроэнергии на 100% плавок
составляет более 54 МВтч, а длительность работы печи под током превышает 39 минут.
При высоте шлаковой пены 390–510 мм расход электроэнергии изменяется от 49,5 до 54,5 МВтч и на 94% плавок не превышает 54 МВтч, при
этом на 83% плавок длительность работы печи под током не превышает
39 минут. Однако при более высоком уровне шлаковой пены (более 510 мм)
наблюдается тенденция к увеличению расхода электроэнергии и времени
работы печи под током. Это обусловлено, по-видимому, тем, что при избыточной толщине шлака происходит перекрытие электродов и срабатывание
максимальной токовой защиты печного трансформатора из-за увеличения
концентрации проводящих частиц в шлаке, притягиваемых из пограничного слоя [21].
Высота шлака, мм
Рис. 7. Влияние высоты шлака на расход электроэнергии и время работы печи под током
245
Высота шлака, мм
Из приведенного анализа влияния вспениваемости шлака на отдельные технико-экономические показатели процесса видно, что для достижения низкого расхода электроэнергии и времени работы печи под током
высоту вспененного шлака целесообразно поддерживать на уровне от 390
до 510 мм.
На рис. 8–10 приведены данные, характеризующие влияние содержания MgO, FeO и основности шлака на эффективность его вспенивания.
Видно, что формирование шлаков основностью более 1,9, содержащих 24–36% FeO и не менее 7,2 % MgO, т. е. стремящихся, как отмечалось
ранее [22], к области насыщения MgO, обеспечивает высокую вероятность
достижения, рекомендованного в диапазоне 390–510 мм уровня вспенивания шлака.
Ниже приведены результаты исследования структуры и фазового состава опытных образцов магнезиального шлака с высоким уровнем окисленности, отобранных в конце периода плавления (образец 1) и в конце
окислительного периода (образец 2) при плавке с формированием устойчивой шлаковой пены. Исследование опытных образцов шлака выполнено
методом электронно-микроскопического и микрорентгеноспектрального
Высота шлака, мм
MgO, %
Рис. 8. Влияние содержания MgO в шлаке на высоту шлака
Высота шлака, мм
FeO,%
Рис. 9. Влияние содержания FeO в шлаке на высоту пены
Основность шлака
Рис. 10. Влияние основности шлака на высоту шлаковой пены
246
анализов (РСМА). Использованное оборудование: растровый электронный
микроскоп JSM-59000LV (Япония) и энергодисперсионный рентгеновский
спектрометр Oxford INCA Energy 200 (Великобритания).
Химический состав исследованных образцов шлака приведен в таблице 4.
Таблица 4
Химический состав шлака
СаО
Массовая доля компонентов в шлаке, %
Номер
SiO2
образцов
СаО SiO2 MgO FeO MnO P2O5 Al2O3
S
1
29,7 13,2
7,2
30,7
9,5
0,3
5,5
0,14
2,2
2
26,5 12,0 10,0 30,7
8,8
0,3
5,4
0,09
2,2
Фазовый состав исследованных образцов шлака и их структура приведены в таблице 5 и на рисунках 11–12.
Таблица 5
Минералогический состав исследованных образцов шлака
Фазовый состав шлака, %
Номер
MgO*Fe2O3 + 2CaO*Al2O3*SiO2 +
образцов 2CaO*SiO2
RO-фаза
MgO-FeO
nCaO*Fe2O3
1
35,3
26,7
13,4
15,6
2
37,7
29,5
18,8
14,9
Исследованные образцы шлака имеют вид сложной многокомпонентной зернисто-пленочной матрицы (рис. 11–12), которая в основном
представлена высокотемпературной силикатной фазой и ожелезненным
периклазом с серией твердых растворов магнезиовюстита (MgO-FeO) и
магнезиоферрита (MgO*Fe2O3) с температурой плавления 2000 °С и 1750 °С
соответственно и серией твердых растворов, близких по составу к гелениту
(2CaO*Al2O3*SiO2) с температурой плавления 1500 °С, и ферритами кальция
(nCaO* Fe2O3) с температурой плавления 1220–1440 °С.
Минерально-фазовый состав рассмотренных образцов шлака независимо от периода плавки количественно практически идентичен. Основу
твердых образцов шлака составляют пленки-частицы ларнита заовальновытянутой формы (рис. 11 и 12), концентрация которого достигает 35,3–
37,7 %. Данные частицы имеют вид чередующихся, сообщающихся, разнонаправленных цепочек.
В высокотемпературной силикатной массе присутствуют отдельные
крупные частицы округлой и вытянутой формы, представляющие собой
серию твердых растворов магнезиовюстита и магнезиоферрита, концентрация которых достигает 26,7–29,5%.
Низкотемпературная фаза в исследованных образцах шлака представлена в основном бесформенными, вытянутыми, прерывистыми пленками,
по составу близкими к гелениту (2CaO*Al2O3*SiO2), с отдельными вкраплениями частиц ферритов кальция (nCaO* Fe2O3), концентрация которых составляет 13,4–18,8%.
247
Результаты исследования вещественного состава магнезиальных шлаков основностью 2,2 с повышенным до 30% содержанием FeO показали,
что такие шлаки, обладая, как отмечалось в работе [22], низкой вязкостью,
обеспечивают в течение всего периода плавки в ДСП сохранение высокого уровня шлаковой пены за счет присутствия в жидком шлаке большого
количества высокотемпературных соединений ларнита, магнезиовюстита
и магнезиоферрита, которые, являясь центрами зарождения пузырей СО,
способствуют вспениванию шлака [16, 18, 20].
Обобщение результатов исследований позволило подобрать по периодам плавки в ДСП-135 химический состав магнезиальных шлаков, обеспечивающих эффективное их вспенивание, сохранение высоких рафинирующих свойств и низкое агрессивное воздействие на огнеупорную футеровку
печи, для формирования которых был разработан двухстадийный режим
присадки высокомагнезиального материала – флюса марки «Магма» в
окислительный период плавки [23].
1–8. Твердые растворы магнезиоферрита и магнезиовюстита; 9–13. Ларнит;
14–17. Серия твердых растворов, близких по составу гелениту; 18–20. Ферриты кальция
Рис. 11. Микроструктура шлака (образец 1) × 2000
1–5. Твердые растворы магнезиоферрита и магнезиовюстита;
6–9, 13–15 и 18. Ларнит; 10–12. Серия твердых растворов, близких по составу гелениту;
16–27. Ферриты кальция
Рис. 12. Микроструктура шлака (образец 2) × 2000
248
Внедрение разработанного режима формирования по периодам плавки магнезиальных шлаков в совокупности с реализацией комплекса технических и технологических решений обеспечило рекордную стойкость огнеупорной футеровки печи, превысившую 1660 плавок, и высокий уровень
основных технико-экономических показателей процесса. Продолжительность работы печи под током сократилась в среднем на 1,5 мин., удельный
расход электроэнергии уменьшился в среднем на 11 кВт•ч/т. Отмечено
сокращение расхода извести в среднем на 6,7 кг/т, углеродсодержащих материалов для вспенивания шлака на 3,9 кг/т, расхода огнеупорных материалов на футеровку в среднем на 4,6 кг/т, торкрет-массы на ремонт шлакового
пояса на 0,7 кг/т и заправочных материалов на восстановление откосов на
3,4 кг/т.
Работа выполнена при поддержке гранта РФФИ 13- 08-00146
Список литературы
1.
2.
3.
4.
5.
6.
7.
8.
9.
Хорошавин Л. Б., Перепелицин В. А., Кононов В. А. Магнезиальные
огнеупоры: Справ. изд. – М.: Интермет Инжиниринг. 2001. 576 с.
Бабенко А. А. Выбор рациональных направлений повышения износоустойчивости магнезиальной футеровки конвертеров//Новые огнеупоры, 2005. № 1. С. 26–28.
Старов Р. В., Нечкин Ю. М., Явойский В. И. Влияние технологических
особенностей конвертерной плавки на износ футеровки//Производство стали в кислородно-конвертерных и мартеновских цехах. – М.:
Металлургия. 1978. С. 25–28.
Дидковский В. К., Третьяков Е. В. Использование магнезиальных
шлакообразующих материалов для повышения стойкости футеровки
кислородных конвертеров//Обзорная информация ин-т «Черметинформация», серия Сталеплавильное производство. – М.: 198., вып. 4.
С. 23.
Шюрман Э., Манн Г., Ноле Д. и др. Влияние растворенной MgO на
стойкость доломи-товой футеровки кислородных конвертеров//Черные металлы. 1985. № 3. С. 33–41.
Попель С. И., Сотников А. И. и др. Теория металлургических процессов. – М.: Металлургия, 1986. 463 с.
Бабенко А. А., Челпан С. М., Кривых Л. Ю. и др. Анализ влияния температуры металла, основности и окисленности магнезиальных шлаков
на предел насыщения MgO и рафинирующие свойства//Новые технологии и материалы в металлургии. Сб. н. тр. – Екатеринбург. 2005.
С. 170–178.
Патент РФ № 2426797 от 20.08.2011. Способ выплавки стали в конвертере/Бабенко А. А., Виноградов С. В., Данилин Ю. А., Долматов О. В.,
Кривых Л. Ю., Кушнарев А. В., Левчук В. В., Мухранов Н. В., Смирнов Л. А., Ремиго С. А.
Бабенко А. А., Кривых Л. Ю., Левчук В. В. Влияние содержания оксида
магния на рафинирующие свойства конвертерных шлаков//Изв. вузов. Черная металлургия. 2010. № 4. С. 20–23.
249
10. Бабенко А. А., Челпан С. М., Бодяев Ю. А. и др. Формирование магнезиальных высоко-реакционных шлаков и износоустойчивого гарнисажа при переработке чугунов в кислородных конвертерах//Труды девятого конгресса сталеплавильщиков. – М.: ОАО «Черметинформация».
2007. С. 102–107.
11. Бабенко А. А., Фомичев М. С., Кривых Л. Ю. и др. Выплавка стали в
160-т конвертерах из углеродистого полупродукта под магнезиальными шлаками//Сталь. 2010. № 8. С. 35–38.
12. Баптизманский В. И., Бойченко Б. М., Черевко В. П. Тепловая работа
кислородных конвертеров. – М.: Металлургия. 1988. 174 с.
13. Меджибожский М. Я. Основы термодинамики и кинетики сталеплавильных процессов. Киев – Донецк: Вища школа. 1979. 280 с.
14. Бабенко А. А., Огурцов Е. А., Щерба В. С. Совершенствование температурного и шлакового режимов конвертерной плавки при большой
доле лома в металлошихте//Сталь. 2000. № 6. С. 22–24.
15. Патент РФ № 2426798 от 20.08.2011. Способ подготовки шлака для
нанесения гарнисажа на футеровку конвертера/Бабенко А. А., Виноградов С. В., Данилин Ю. А., Долматов О. В., Кривых Л. Ю., Кушнарев А. В., Левчук В. В., Мухранов Н. В., Смирнов Л. А., Шеховцов Е. В.,
Фомичев М. С., Ремиго С. А.
16. Поррачин П., Онести Д., Гроссо А., Миани Ф. Роль вспенивания шлака в оптимизации тепловой работы ДСП переменного тока//Сталь.
2005. № 4. С. 84–86.
17. Сэнфорд Д., Гарсайд В., Шонвилль К. Увеличение стойкости огнеупоров на ДСП фирмы PACIFIC STEEL, Новая Зеландия//Новости черной металлургии за рубежом. 2005. № 1. С. 25–26.
18. Луз А. П., Авила Т. А., Бонадиа П. Вспенивание шлака в ДСП//Новости черной металлургии за рубежом. 2011. № 5. С. 24–26.
19. Бабенко А. А., Спирин С. А., Ровнушкин В. А. и др. Выплавка стали
в ДСП под магнезиальными шлаками рационального состава//Новые
технологии и материалы в металлургии. Сб. научн. трудов. Екатеринбург. УрО РАН. 2010. С. 223–227.
20. Волкодаев А. Н., Токовой О. К., Звонарев В. П., Прокофьев С. Н. Вспенивание хромистого шлака в высокомощной дуговой печи//Сталь.
1997. № 6. С. 46–48.
21. Корнилов Г. П., Николаев А. А., Храмшин Т. Р., Вахитов Т. Ю. Анализ
и оптимизация электрических режимов сверхмощных дуговых сталеплавильных печей//Электрометаллургия. 2013. № 7. С. 2–10.
22. Зуев М. В., Бабенко А. А., Бурмасов С. П., Житлухин Е. Г., Ушаков М. В., Белёв А. А., Мурзин А. В., Степанов А. И., Селиванов Е. Н.,
Спирин С. А. Комплекс технологических и технических решений снижения энерго- и материалоемкости процесса выплавки стального полупродукта в современных ДСП//Металлург. 2014. № 7. С. 45–49.
23. Патент РФ № 2493263 от 20.09.2013 г. Способ выплавки стали в дуговой
сталеплавильной печи/Бабенко А. А., Бурмасов С. П., Воронцов А. В.
и др.
250
УДК 669.053.4
ПЕРСПЕКТИВЫ РАЗРАБОТКИ И РЕАЛИЗАЦИИ НОВЫХ
ТЕХНОЛОГИЙ ПО ИЗВЛЕЧЕНИЮ ЦВЕТНЫХ И РЕДКИХ
МЕТАЛЛОВ ИЗ РУД, КОНЦЕНТРАТОВ И ШЛАКОВ.
Б. Д. Халезов1, Н. А. Ватолин1, В. И. Жучков1, А. Г. Крашенинин1, Е. И. Харин1,
О. В. Заякин1, Е. А. Зеленин1, А. С. Гаврилов1, А. С. Борноволоков2, Д. С. Реутов1
1 – Институт металлургии УрО РАН г.Екатеринбург,
bd-chalezov@yandex.ru;
2 – ОАО «корпорация ВСМПО-АВИСМА г. Верхняя Салда, bor@vsmpo.ru
В России в современных условиях существует проблема использования как обычных, так и нетрадиционных видов сырья с целью увеличения
сырьевой базы металлов, разработки и новых комплексных экологически
чистых технологий с получением качественных продуктов.
К одной из таких проблем следует отнести использование бедных и
богатых труднообогатимых руд эксплуатируемых и разведываемых месторождений цветных металлов.
Указанное сырье в настоящее время исчисляется многими миллионами тонн. В частности, на действующих медных предприятиях существуют
отвалы забалансовых (бедных) руд, минерализованных пород, горные потери в недрах подземных и открытых рудников. В ряде случаев их следует
рассматривать не только как источники сырья, но также как экологически
опасные объекта за счет самопроизвольного выщелачивания металлов.
Переработка медных руд методом КВ и ПВ
Способ избавить от пагубного влияния таких объектов на окружающую среду с одновременным производством металлов – это интенсифицировать естественный процесс «выветривания» путем кучного и подземного
выщелачивания (КВ и ПВ).
Следующий аспект проблемы состоит в том, что имеются многие разведанные месторождения, которые по причине повышенного содержания
окисленных минералов, низкого содержания металлов, сложных горнотехнических условий, маломощности и т. д. не разрабатываются.
По тем же причинам тысячи месторождений и рудопроявлений остановлены на стадии поисковых разведочных работ.
В то же время имеющиеся научные разработки априори позволяют
считать, что перечисленные объекты технически и экономически могут
быть пригодны для КВ и ПВ [1]. В части решения технологии КВ и ПВ различных промышленно-генетических руд, в том числе медно-порфировых,
медно-колчеданных и других установлены оптимальные режимы выщелачивания (рис. 1, 2).
Для примера указаны забалансовые руды различных месторождений.
Особенностью является переменность режимов в зависимости от
уровня извлечения меди.
Дело в том, что при выщелачивании крупнокусковой руды (до минус
400 мм) продолжительность извлечения металлов составляет, как правило,
251
несколько лет. За этот период изменяется как гранулометрический, так и
минералогический состав объекта. Следовательно, должны изменяться и
режимы процесса. Как следует из рисунков 1 и 2, происходит постепенное
уменьшение концентрации кислоты, количества орошаемых растворов и
увеличивается пауза между орошениями.
В конечном счете это позволяет оптимизировать процесс, как в технологическом, так и экономическом аспекте. На ряде объектов освоены
опытные, опытно-промышленные и промышленные участки КВ и ПВ, на
которых в процессе испытаний получены тысячи тонн меди и цинка (рис. 3,
4) [1, 2, 3, 4, 5].
Рис. 1. Зависимость оптимальных уровней факторов (плотности орошения – Q, продолжительности – τ, концентрации – C) от степени извлечения меди (Е) при выщелачивании
окисленной (а) и сульфидной (б) медно-порфировой руды месторождения Казахстана
Рис. 2. Зависимость оптимальных уровней факторов (хi) от степени извлечения меди (Е)
при выщелачивании смешанной руды сиенито-диоритового месторождения Узбекистана:
х1 – расход раствора на орошение руды, см3/кг; х2 – продолжительность цикла
выщелачивания (пауза), сутки; х3 – концентрация серной кислоты, г∙дм-3
252
Рис. 3. Обобщенная схема цепи сооружений и аппаратов участков кучного выщелачивания
медных и медно-цинковых руд
1 – отвалы руды; 2 – прудки головных растворов; 3 – насосы; 4 – козловый кран, кран-балка, тельфер; 5 – барабанные цементаторы; 6 – ловушки мелкого скрапа; 7 – отстойники для
меди; 8 – сгустители для цинка и меди; 9 – центрифуги; 10 – фильтр-прессы; 11 – прудки для
сушки осадка; 12 – контейнеры для цементационной меди; 13 – прудки цинксодержащих
растворов; 14 – реакторы для осаждения цинка; 15 – расходные баки для реагентов; 16 – хранилище реагентов; 17 – бак для щелочного раствора; 18 – колонна для нейтрализации газов;
19 – прудок оборотных растворов; 20 –репульпаторы для отмывки и отстаивания осадка;
21 – печь кипящего слоя; 22 – батарейные циклоны; 23 – расходомеры; 24 – узел подготовки выщелачивающих растворов; 25 – вентилятор; 26, 27 – воздух; 28 – скрап железный;
29 – вода; 30 – концентрат в цинковое производство; 31 – топливо, воздух; 32 – раствор в
оборот (поз. 24); 33 – ящичные экстракторы; 34 – реэкстракторы; 35 – баки для флотации
экстрагента; 36 – бак для отмывки экстрагента; 37 – электролизер; 38 – бак-отстойник; О –
органическая фаза; В – водная фаза
Рис. 4. Подземное выщелачивание на Блявинском руднике
1 – Южная линза; 2 – Восточная линза; 3 – скважины орошения; 4 – оросительная сеть;
5 – бетонная перемычка; 6 – зумпф-накопитель продукционных растворов; 7 – пробоотборник растворов; 8 – водомер трубный; 9 – контур карьера; 10 – отвал разубоженных руд;
11 – приемный зумпф; 12 – породный отвал; 13 – рудная потолочина Северной линзы;
14 – восстающий; 15 – водосборник гор. 253 м; 16 – зумпф ствола шахты; 17 – ствол шахты;
18 – насосная гор. 373 м; 19 – Северная линза; 20 – блок № 45; 21 – водоем; 22 – головной
пруд – отстойник; 23 – цементационные желоба; 24 – станция нейтрализации; 25 – сброс
воды; 26 – цементационная медь
253
Несмотря на небольшие масштабы опытно-промышленных участков
КВ и ПВ установлена высокая рентабельность переработки бедных и потерянных в недрах руд, которые невыгодно перерабатывать традиционным
способом: обогащение – плавка.
Для участков с небольшим масштабом производства (200-700 т/год)
рекомендуется извле-кать медь цементацией в барабанных аппаратах [1, 6,
7]. При производстве более 3 тыс.т/год – экстракция и электролиз [1, 8, 9,
10, 11].
Особенно следует отметить возможность выщелачивания окисленных
руд, содержащих значительное количество свободных карбонатов и оксидов Ca, Na, Mg, Al, например, медистых песчаников западного Приуралья
(табл.1, 2)
Таблица 1
Данные химического анализа руд медистых песчаников Приуралья
Наименование руды
Массовая доля, %
Сu
Feоб
Fe
Fe
S
SiO2
A12O3
CaO
MgO
Na
К
Mo
Ge/V
Ag
Окисленная
руда Чалковского месторождения
0.16
2.97
0.83
2.14
0.01
65.00
12.08
10.50
2.26
2.02
1.06
140
г/т
-
22
г/т
Окисленная
руда Гирьяльского месторождения
5.50
1.70
-
-
0.05
63.90
-
8.79
0.65
-
0.40
-
Окисленная
руда Каргалинского
месторождения
9.75
1.64
0.41
1.23
0.46
57.60
8.55
4.55
1.07
2.08
0.55
-
-
34
г/т
Сульфидная
руда
Юговского
месторождения
0.285
3.47
2.87
0.60
1.08
-
9.31
7.48
2.84
-
0.55
170
г/т
3г/т
380г/т
-
2+
3+
380
г/т
Расходы H2SO4 чрезвычайно высокие и составляют до 300 т на 1 т выщелоченной меди [1].
Применение содовых растворов для подобных руд позволяет селективно извлекать металлы практически при стехиометрическом расходе реагента (рис. 5):
малахит – Сu2[(ОН)2(СО3)]+3Nа2СО3+3Н2О=2Nа2[Сu(СО3)2]⋅3Н2О+2NаОН
азурит – Сu3[(ОН)2(СО3)2]+4Nа2СО3+3Н2О=3Nа2[Сu(Соз)2]⋅3Н2О+2NаОН
тенорит – CuO + 2Na2CO3 +4Н2О = Na2 [Сu(СО3)2]⋅3Н2О + 2NaOH
(1);
(2);
(3).
Для подобных песчаников сульфидных руд рекомендуется применение интенсивных окислителей, таких как NaOCl.
Вовлечение в переработку указанного сырья, насчитывающего, по самым скромным расчетам, более 6 млн т меди, а также других цветных, редких и благородных металлов существенно увеличит сырьевую базу России
[13].
254
Таблица 2
Результаты анализа руд медистых песчаников Приуралья
В оксидах
Наименование руды
Окисленная руда
Чалковского месторождения
Окисленная руда
Гирьяльского месторождения
Окисленная руда
Каргалинскго месторождения
Сульфидная руда
Юговского месторождения
Содержание меди, %
во вторичных
в первичных
сульфидах
сульфидах
сумма фаз
масс. %
отн. %
масс. %
отн. %
масс. %
отн. %
масс. %
отн. %
0.140
87.28
0.009
5.78
0.011
6.94
0.16
100
5.337
97.04
0.133
2.40
0.030
0.55
5.50
100
9.354
95.94
0.374
3.84
0.024
0.22
9.75
100
0.013
4.56
0.112
39.30
0.160
56.14
0.285
100
Рис. 5. Зависимость извлечения меди из руды Чалковского месторождения медистых песчаников Приуралья от продолжительности выщелачивания при паузе (τ) = 1,4 сут.,
Q = 60 см3/кг, Т = 25 °С, CNa2CO2: 1-10; 2-20; 3-50; 4-100 г⋅дм-3
Для переработки руд Удоканского месторождения исследовано множество схем, включая традиционные обогащение – плавка, гидрометаллургическую тонкоизмельченной руды и комплексные гидрообогатительные и
гидрофлотационно-пирометаллургические [14].
При флотации резко различаются уровни извлечения меди в зависимости от окислености руды от 72 до 95%. Наибольшее извлечение достигается из сульфидной, неокисленной части руды и меньшее – из смешанной
с преобладанием окисленной.
Отсюда напрашивается вывод, что окисленную руду, окислено-сульфидную с преобладанием первой и бедные смешанные руды следует пе-
255
рерабатывать геотехнологией, то есть кучным выщелачиванием (КВ). Для
этого требуется соответствующая классификация руд, которая давно организована на ряде горнорудных предприятий России.
Следует учесть и бортовое содержание 0,6% меди. Это означает, что
согласно проектных разработок только около 4 млрд м3 бедной руды и минерализированных пород планируется складировать в отвалы. А с учетом
окисленных и других некондиционных руд это количество многократно
возрастает.
Богатую руду с преимущественным содержанием сульфидов предполагается перерабатывать пирометаллургической технологией с предварительным обогащением с высокими показателями извлечения (более 95%).
Известно, что для КВ требуется серная кислота и вода. По имеющимся
у нас данным, все растворы при КВ находятся в обороте. В условиях Среднего Урала период выщелачивания в теплое время составляет 180 суток в
году с мая по октябрь. В условиях Удоканского месторождения теплое время года – 140 суток. Можно остановить выщелачивание на зимний период
или продолжить процесс за счет подогрева воды и подачи ее по закрытым
трубопроводам. Такая практика существует в отечественных аналогах. Кроме того пока в качестве экзотического предложения можно обратить внимание на разрабатываемые технологии использования тепла земли за счет
бурения глубоководных скважин. В конкретных условиях подогрев воды
следует организовывать за счет утилизации тепла пирометаллургического
производства [14]. Таким образом можно получать до 120–150 т/ч пара и
иметь возможность организовывать КВ круглогодично.
В процессе пирометаллургической переработки руд и сернокислотного производства получается серная кислота. При указанных объемах производства меди в количестве 474 тыс. тонн в год образуется 0,6 млн тонн
серной кислоты [14]. Таким образом, в КВ будет использоваться реагент,
производимый на месте. Одним из важных моментов следует указать, что
образующаяся в кислотном цехе промывная кислота может быть полностью использована при КВ. Ее не следует доукреплять или нейтрализовать.
В электролизе черновой меди загрязненный электролит без какой-либо
очистки также пригоден для КВ.
В качестве обоснования указанных предложений приведены наши
данные о выщелачивании пробы удоканской руды, полученные еще в середине XX века. Выполнено перколяционное выщелачивание руды, имитирующее КВ.
Использовали пробу, характеристики которой представлены в таблицах 3, 4 и 5.
Медные минералы представлены в основном окисленными минералами и вторичными сульфидами, которые активно разлагаются в водных
растворах серной кислоты [1]. Медные минералы содержатся в следующем
количестве, масс. %: 68,5 малахита и брошантита; 29,6 халькозина, ковеллина, борнита; 1,9 халькопирита. Руда имеет благоприятное для КВ прожилковое тонковкрапленное оруднение. Породообразующие минералы
руды (кварц, полевой шпат, серицит), на долю которых приходится до 90%,
являются кислотоупорными, что предопределяет пониженный расход серной кислоты.
256
Таблица 3
Химический состав руды
Массовая доля, %
Cu
Fe
S
Ca
Mg
Al
Na
K
SiO2
Mo
2,37
2,81
0,47
0,27
0,50
4,50
1,90
1,75
69,0
0,022
Таблица 4
Фазовый состав меди в руде
Наименование фаз
масс. %
отн., %
Медь в оксидах
1,56
65,82
Медь во вторичных сульфидах
0,81
34,18
Первичные сульфиды
следы
–
Сумма фаз, %
2,37
100
Таблица 5
Гранулометрический состав руды
Фракция, мм
Выход фракции, %
-25 +10
77,68
-10 +5,1
10,75
-5,1 +3,15
4,30
-3,15 +1,60
2,16
-1,6 +0,315
3,49
-0,315 +0,16
0,80
-0,16
0,82
Результаты поисковых исследований представлены на рис. 6 и 7, из
которых следует, что из дробленой руды крупности до –10 мм 90%-е извлечение можно достичь в течение 160 суток. Расход кислоты в данном случае
не превышает 1 т/т меди. При увеличении крупности руды темпы извлечения, соответственно, снижаются в результате затруднения диффузионных
процессов.
Методом планирования экспериментов для подобной руды при крупности -400 мм установлены следующие оптимальные параметры: СH2SO4 =
3–5 г/дм3, τ = 1–5 сут., V = 40–60 дм3 раствора на 1 т руды. Удельный расход
кислоты – 1–3 т/т меди, продолжительность выщелачивания до 85–90%-го
извлечения – 600–800 суток.
Если в условиях Удокана выщелачивать только в теплое время года
(140 сут./г), то продолжительность выщелачивания составит 5–7 лет. Круглогодичная эксплуатация КВ при подогреве растворов из такой крупности
составит 2–3 года.
Экономичность КВ при переработке руды дробленой или естественной крупности решается проектом.
257
Рис. 6. Зависимость извлечения меди (1, 2, 3) и расхода кислоты (4, 5, 6) от продолжитель-ности выщелачивания при плотности орошения (V) 60 дм3/т руды, паузе орошения (τ) 1,4 сут.,
крупности руды – 10 мм, СH2SO4 = 1 г/дм3 (1, 4), 2,5 г/дм3 (2, 5), 10 г/дм3 (3, 6)
Рис.7. Зависимость извлечения меди (1) и расхода кислоты (2) от крупности руды при продолжительности выщелачивания 100 сут., плотности орошения 60 дм3/т руды, паузе 1,4 сут.,
СH2SO4 =1 0 г/дм3
Получаемые при выщелачивании растворы содержат в основном
три компонента, г/дм3: 1–3 Cu; 0,5–2 Fe; 1–1,5 H2SO4. В то же время содержание элементов пустой породы (Al, Mg, Ca, Si) в сумме не превышает
0,6 г/дм3.
Учитывая состав растворов и большие масштабы КВ, следует считать,
что наиболее приемлемым способом извлечения меди является экстракционный с получением катодного осадка. Данный способ широко изучен наукой и освоен на практике.
При осуществлении технологии с замкнутым водооборотом имеется
возможность извлекать из руды сопутствующие элементы, включая редкие
и благородные металлы.
258
Твердые остатки после обезмеживания руды пригодны для рекультивации и использования в строительной индустрии.
Разработка технологии переработки окисленных никелевых руд (ОНР)
В мировых запасах ОНР – 69,4% Ni (197,7 млн т), в сульфидных –
29,4% (83,8 млн т). Однако в настоящее время из сульфидных руд производится никеля больше – 58%.
В России существуют в основном три крупных региона-производителя никеля – Норильск, Кольский полуостров и Урал.
В последние годы, по понятным причинам, было обращено особое
внимание на ОНР.
На Урале 84 месторождения с ресурсами 6,9 млн т никеля. Производство никеля на Урале – 30–35 тыс. т. Остальное – северные зоны. Всего в
России получают 280 тыс. т. никеля, что составляет около 19% от мирового
производства (1,5 млн т). Стоимость на мировом рынке резко колеблется, в
2011 году – 28 тыс. $, а в последнее время – 16–18 тыс. $ за 1 тонну никеля.
Безубыточное производство никеля на Урале составляло 22–24 тыс.$,
которое в настоящее время в связи с резким падением рыночной цены на
никель стало убыточно. Следует добавить, что перерабатываются только
богатые руды, содержащие 1,3–1,5% никеля. Сырьевая база _аарлевых руд
увеличится минимум в два раза при переработке более бедных руд с содержанием никеля до 0,5%. Из этого следует, что существующий пирометаллургический способ переработки ОНР Уральского региона – сульфатизирующая шахтная плавка – экологически порочна и экономически не выгодна.
Извлечение никеля не превышает 70%, в газовую фазу выделяется SO2.
Задачу рентабельного и экологически чистого производства при переработке как богатых, так и бедных руд способна решить геотехнология.
И если кучное выщелачивание (КВ), по общему мнению, перспективно, то
подземное выщелачивание (ПВ) вызывает сомнения ввиду повышенного
содержания в рудах тонкой фракции (-0,2 +0,1) до 40%. Последнее вызывает затруднения в фильтрации выщелачивающих растворов через толщу
породно-рудной массы.
Извлекали никель двумя способами: агитационным тонкоизмельченного материала (минус 0,2 мм) и перколяционным кусковой руды (минус
18 мм), имитирующим процесс КВ и ПВ. Исследовано пять образцов ОНР
Серовского месторождения, представляющих в основном два типа: с повышенным количеством магния (до 15 масс. %) и железа (до 20 масс. %).
Содержание ОНР, масс %: 1,2–1,6 Ni; 0,008–0,05 Co; 7,8–14,3 Mg; 0,5–
1,4 Ca; 1,3–4,2 Al; 16,2–46,8 SiO2; 5,3–19,9 Feобщ.; 4,41–20,8 Fe2O3; остальное
FeO и Feмет..
Никель и кобальт изоморфно замещают магний и железо в минералах
антигорит и лизардит [16]. Фазовый (минералогический) анализ выполнены на дифрактометре D8 ADVANCE BRUKER AXS (табл. 6) [16].
Следует добавить, что подобные ОНР находятся также в месторождениях Урала и других регионах России.
Оптимальные условия агитационного выщелачивания: Т = 70–80 °С,
начальная концентрация H2SO4 – рН = 1–0,8, продолжительность -1,5 часа.
Извлечение составило, %: 88 Ni, 100 Co, 89 Fe, 25 Mg. Содержание металлов
в растворе, г/дм3 :≥ 3 Ni, 0,1 Co, 3–5 Mg, 40 Fe, 6 Al. В остатке от выщела-
259
Таблица 6
Минералогический состав образцов ОНР, (%)
Лизардит
Номер образца
Кварц
(Mg,Al)3•
α-SiO2
[(Si,Fe)2O5] •
(OH)4
Антигорит
Тальк
Доломит
Актинолит
Mg3-x
Mg3Si4O10
MgCa
Ca2(Mg,Fe)5•
[Si2O5](OH)4-2x
(OH)2
(CO3)2
Si8O22(OH)2
Клинохлор
Mg4,882Fe0,22•
_аар_тит
Al1,881Si2,96O10(
Fe2O3
OH)8
Образец № 1
60
14
15
-
3
3
-
5
Образец № 2
15
20
40
10
-
5
5
5
Образец № 3
40
20
10
20
-
-
9
1
Образец № 4
50
15
15
5
-
5
5
5
Образец № 5
2,8
-
19,5
40,5
-
-
28,1
9,1
чивания отсутствуют антигарит и гематит. Это косвенно свидетельствует о
том, что Ni и Co ассоциированы в основном именно в этих минералах.
Несмотря на достаточно полное извлечение Ni и Co, недостатками
технологии являются: повышенный расход H2SO4 – до 400 кг на 1 т руды;
отсутствие селективности; необходимость очистки растворов перед извлечением Ni; недостаточная комплексность использования сырья (Mg выщелачивается на 20–30%). Последнее объясняется тем, что основное количество магния содержится в тальке, который в данных условиях достаточно
инертен к воздействию сернокислых растворов [15].
В поисковом режиме сернокислотного перколяционного выщелачивания принято активное орошение – отношение растворов к навеске руды
равное до 1:1, начальной концентрации 0,8–1,2 рН при паузе в подаче растворов 0–3 суток. При 8–10-кратном обороте продукционных (головных)
растворов в начальном периоде выщелачивания (до 35%-го извлечения никеля в раствор) получено содержание металлов, г/дм3: 0,8 Ni, 0,02 Co, 9,6 Fe,
1,9 Mg. После увеличения паузы до 5 суток при тех же условиях получены
растворы г/дм3: 1,8 Ni, 0,01 Co, 12,6 Fe, 9,8 Mg. Это свидетельствует о постепенном изменении оптимальных режимов выщелачивания в зависимости
от степени обеднения руды никелем. За 150 суток выщелачивания извлечение составило, %: 48 Ni, ~100 Co, 95 Fe, 18 Mg [12, 17]. Такие темпы выщелачивания следует считать интенсивными – 0,3% никеля в сутки.
При последующем выщелачивании за 450 суток извлечено 90% Ni.
Принципиально подтверждены установленные нами ранее для медных руд
оптимальные режимы выщелачивания [1] и возможности достаточно полного извлечения никеля гидрометаллургией.
В укрупненных лабораторных условиях при навеске руды 7-8 кг получены безжелезистые растворы, содержащие, г/дм3: 3,6 Ni, 0,2 Co, 24,8 Mg,
3,10 Al, 0,001 Fe, 4,3 Mn, 0,03 Si, 0,6 Ca.
Продукционные растворы перерабатывали двумя способами: селективным гидролитическим осаждением металлов и экстракцией никеля.
Удается в товарные продукты перевести все ценные элементы – Ni, Co, Mg,
Al, Mn. Переработка полученных осадков позволяет получить чистые соли
сульфата никеля.
Новая технология переработки марганцовистых конвертерных
ванадиевых шлаков
Россия не производит пентоксид ванадия повышенной чистоты
(≥99,5V2O5), пригодный для легирования титановых сплавов. Сырьем для
260
производства пентоксида ванадия являются титаномагнетитовые руды
Качканарского месторождения. При доменной плавке с добавкой _аарганцевого сырья для жидкотекучести шлака и последующем конвертировании
чугуна в сталь получаются марганцовистые ванадиевые шлаки.
Для удовлетворения отечественной титановой промышленности пентоксидом ванадия в количестве 3–3,5 тыс. т требуется перерабатывать до
25–30 тыс. т таких шлаков.
Текущие шлаки имеют переменный состав и содержат, масс. %: 9–10 V;
7–10 Mn; 25–30 Fe и примеси Si, Ti, Mg, Al, Ca.
В Институте металлургии УрО РАН разработана новая технология
переработки ванадийсодержащих марганцовистых конвертерных шлаков
извлечением чистого пентоксида ванадия и солей марганца. Отличительной особенностью разработанной технологии от существующих в России
и производящих ванадиевые концентраты является окислительный обжиг
шлаков без натриевых и кальциевых добавок [18].
В процессе обжига при температуре 850 °С (рис. 8) происходит разложение ванадий- и марганецсодержащих твердых растворов с образованием
в основном пированадатов марганца (табл. 10).
Ванадий обожженного шлака селективно выщелачивается в водном
растворе соды 120–150 г/дм3 (рис. 9, 10) с получением осадков карбоната
марганца и растворов ванадата натрия (табл. 4):
Mn2V2O7 + 2Na2CO3 = 2MnCO3↓ + Na4V2O7 (NaVO3+Na3VO4)
(4)
Таблица 7
Состав ванадийсодержащего содового раствора [18]
V
Mn
Cr2O3
MgO
CaO
SiO2
Al2O3
TiO2
Fe
P
Na2CO3
Сл.
0,02
0,03
80–100
Содержание, г/дм3
20–
50
0,01
0,01
0,06
0,01
0,11
сл.
Ванадийсодержащие растворы после содового выщелачивания смешиваются с этиловым спиртом, и после отстаивания получают «верхнюю
фазу» – содово-спиртовой раствор – и «донную фазу», в которой сосредоточен ванадий. «Верхнюю фазу» регенерируют с получением спирта и содового раствора, которые поступают в оборот технологической схемы (рис. 11).
Ванадий из «донной фазы» извлекают карбонатом аммония с образованием
ванадатов аммония, из которого получают чистый V2O5 (табл. 8, рис. 11).
Кроме того, в табл. 10 указан в качестве варианта способ нейтрализации
«донной фазы» серной кислотой с образованием ванадиевых бронз, которые пригодны для получения феррованадия.
После промывки и прокалки получается осадок, содержащий практически 100% пентоксида ванадия, из которого методом алюмотермической
плавки получается лигатура, соответствующая требованиям титановой промышленности [18–21].
Лигатура использована в качестве легирующей добавки для получения
титанового слитка (табл. 8).
261
Рис. 8. Зависимость извлечения ванадия в
раствор от температуры обжига в течение
1–2 часов, τвыщ – 2–3 ч, СNa2CO3 – 150 г⋅дм-3,
Т – 85–90 °С, Т:Ж = 1:3÷1:5
Рис. 9. Зависимость извлечения ванадия
в раствор от продолжительности обжига
шлака при 850 °С, τвыщ – 2–3 ч, СNa2CO3 - 150
г⋅дм-3, Т – 85–90 °С, Т:Ж = 1:3÷1:5
Рис. 10. Зависимость извлечения ванадия в раствор от исходной концентрации соды в выщелачивающем растворе, τвыщ – 2–3 ч, Т – 85–90 °С, Т:Ж = 1:3
Таблица 8
Химический состав опытного и контрольного слитков
Зона отбора
Наименование
проб от
Содержание, %
C
N
Al
V
Fe
Ni
Si
Zr
Cr
Mn
O
0,18
слитка
На опытной лигатуре
На серийной лигатуре
Верх
0,006
0,005
6,63
3,52
0,060
0,016
0,027
<0,001
0,012
0,002
Низ
0,005
0,005
5,72
3,91
0,071
0,016
0,031
<0,001
0,014
0,003
Верх
0,006
0,005
6,89
3,37
0,062
0,015
0,018
<0,001
0,013
0,002
Низ
0,009
0,005
5,66
3,77
0,074
0,016
0,016
<0,001
0,016
0,002
≤ 0,08
≤0,05
5,5-
3,5-
6,75
4,5
≤ 0,4
≤0,1
≤ 0,1
≤ 0,1
≤ 0,1
0,176
Требования
ASTM B 348
≤ 0,2
Слиток титанового сплава Ti-6Al-4V, легированный лигатурой ВнАл,
полученной из опытной партии пентоксида ванадия, соответствует требованиям по качеству международному стандарту ASTM B 348.
Марганецсодержащие кеки (MnCO3, Mn2(CO3)3) используются для
получения оксидов _аарганца повышенной чистоты путем выщелачивания
водными растворами серной кислоты, осаждением карбонатом натрия и
обжигом (табл. 10) [18] с получением Mn3O4.
262
Кроме того, кеки или марганецсодержащие твердые остатки от кислого выщелачивания направляются на получение комплексной лигатуры
(табл. 9) методом восстановительной плавки, которая может быть использована в черной металлургии как высоколегированный литейный чугун в
ответственных деталях при выплавке стали (обр. № 1). Сплавы с повышенным содержанием кремния (обр. № 2 и 3) можно использовать как ферросилиций для раскисления стали широкого ассортимента. Шлаки от восстановительной плавки – в строительной отрасли в качестве щебня.
Таблица 9
Химический состав комплексных лигатур
№
состава
Cr
Si
Mn
V
C
1
5,24
1,64
2,18
2,05
2
0,93
34,0
0,75
0,14
S
P
5,6
0,024
0,140
0,35
0,016
0,082
Содержание *, %
3
0,72
34,9
0,32
0,042
0,115
0,006
0,080
*Fe – остальное
Процессы, происходящие при переработке шлаков, и технологические схемы приведены в таблице 10 и на рис. 9. В осадительных операциях
предпочтение отдается Na2CO3.
Таблица 10
Процессы переработки марганцовистых ванадиевых шлаков
Исходные вещества
Технологическая
операция
Шпинели в руде:
Продукты превращения
Шпинелиды:
Ме’О Ме»О3,
Ме’Me»2O4, где Ме’ –
Окисление шпи-
Mg2+, Zn2+, Mn2+, Fe2+
нелей в процессе
и другие двухвалент-
шахтной плавки и
ные ионы; Me» –
конвертирования
Al3+, Mn3+, Fe3+, Ti4+,
Железованадиевый → R2O3-(V, Fe)2O3, FeVO4, V2O5,
VO2;
марганцевованадиевый → R2O3, Mn2O3, Mn2V2O7,
Mn(VO3)2, V2O5;
железомарганцевованадиевый → R2O3 –
(Fe0,82Mn0,18V2O4), V2O5, VO2;
V3+, Cr3+.
R2O3 гексагональной сингонии (Cr2O3, Fe2O3, Al2O3);
Шлаки (состав):
шпинелиды; фаялит –Fe2SiO3; силикаты MnиMg–MnSiO3,
псевдобрукит (Fe2TiO5);
Окислительный
обжиг шлаков
MgSiO3; кварц – SiO2
кристобалит (SiO2);
ванадиевые фазы: cо структурой пированадата марганца (Mn2V2O7);
примеси – ортованадат марганца (MnVO4), VO2,
(Fe,Cr,Mn)VO4
Содовое выщелаОбожженный шлак
чивание ванадия и
образование карбонатов Mn
Mn2V2O7 + 2Na2CO3= 2MnCO3↓ +
Na4V2O7(NaVO3,Na3VO4)
2MnVO4+Na2CO3 = Mn2 (CO3)3↓+ 2 Na3VO4
263
Содовый раствор
_аар_датов натрия
Нижняя фаза – насыщенный раствор
_аар_датов натрия
Обработка спиртом
Нижняя фаза – раствор ванадатов натрия,
и расслаивание
верхняя фаза – содовый раствор
раствора
1. Осаждение
2NaVO3 + (NH4)2CO3 = Na2CO3 + 2NH4VO3↓
ванадия карбонатом
2Na3VO4 + 3(NH4)2CO3 = 2(NH4)3VO4↓ + 3Na2CO3
аммония и обжиг
2NH4VO3↓ —Обжиг →2NH3+V2O5↓+H2O 2(NH4)3VO4—Об-
ванадатов аммо-ния
жи
г
→V2O5↓+ 6NH3 + 3H2O NH3+ H2O = NH4OH
2. Нейтрализация
раствора с получе-
Na4V2O7+ H2SO4→ Na2SO4+ V2O5↓+ Na2O⋅5V2O⋅VO2↓
нием ванадиевых
+ H2O
бронз
Выщелачива-
MnCO3↓+H2SO4 = MnSO4+ CO2+ H2O
ние _аарганца
MnCO3+1/2 O2 = Mn2O3↓+ 2CO2
Кеки после содово-
из карбона-тов и
Mn2(CO3)3 = 3CO2+ Mn2O3↓
го выщелачивания
оксидов и выщела-
Mn2O3+ 3H2SO4+Fe = 2MnSO4 +FeSO4+ H2O
ванадия
чивание ванадия из
2Mn2(CO3)3+4H2SO4 +2Fe = 2Mn2SO4+ 2FeSO4+3CO2+
оставшихся в кеке
4H2O
ванадатов железа
FeVO4+ H2SO4→ H6V10O28+Fe2 (SO4)3
СaO+ H2SO4 = CaSO4+H2O
Fe2 (SO4)3+ 3СaO+ 3H2O = 3CaSO4↓+2 Fe(OH)3↓
Очистка раствоСернокислые марганец-содержащие
растворы
ров от примесей с
использованием
различных реагентов (возможные
способы)
Fe2 (SO4)3+3CaCO3+ 3H2O=3CaSO4↓+2
Fe(OH)3↓+3CO2
Fe2 (SO4)3+ 6NaOH = 2 Fe(OH)3↓+ 3 Na2SO4
Fe2 (SO4)3+ 6NH4OH = 2 Fe(OH)3↓+ 3(NH4)2SO4
Fe2 (SO4)3+ 3 (NH4)2CO3 = 3(NH4)2SO4 + 2 Fe(OH)3↓+
9CO2
CaSO4+2 NaOH = Ca(OH)2↓ +Na2SO4
CaSO4+ NH4OH= Ca(OH)2↓+(NH4)2SO4
H6V10O28—H2O→ 5 V2O5⋅3 H2O↓
Марганецсодержащие растворы после
очистки от примесей
Осадок MnCO3,
Mn(OH)2
Осаждение марганца различными
реагентами (возможные способы)
Обжиг – 300 °С
MnSO4+ 2NaOH = Mn(OH)2↓+ Na2SO4
MnSO4+2 NH4OH = Mn(OH)2↓+(NH4)2SO4
MnSO4+Na2CO3 = MnCO3↓+ Na2SO4
MnSO4+ (NH4)2CO3+ H2O = (NH4)2SO4+ MnCO3↓+
CO2
3MnCO3+1/2О2 = Mn3O4↓+ 2CO2
3Mn(OH)2+1/2О2 = Mn3O4↓+ 3H2O
Раствор после оса-
Осаждение магния с
MgSO4+Na2CO3 = MgCO3↓+ Na2SO4
ждения марганца
примесью марганца
MnSO4+Na2CO3 = MnCO3↓+ Na2SO4
Таким образом, разработана комплексная экологически чистая технология переработки марганцовистых ванадиевых шлаков с получением оксидов ванадия и марганца повышенной чистоты, с оборотом технологических растворов и использованием твердых осадков.
Технология переработки молибденовых концентратов
Разрабатывается технология извлечения молибдена, рения и меди из
молибденовых концентратов нового месторождения, подготовленного к
эксплуатации. Технология направлена на создание экологически чистой
264
Рис. 11. Технологическая схема переработки конвертерных марганцовистых
ванадийсодержащих шлаков
схемы с получением молибдена и рения для легирования титановых сплавов, специальных сталей и жаропрочных никелевых сплавов.
В России при переработке молибденового концентрата рений не извлекают. Это один из аспектов технологии, направленных на получение
данного элемента. В существующих схемах обжига сульфидных концентратов в газовую фазу выделяется SO2, более половины рения и частично
молибден.
Технология преследует цель избавиться от указанных недостатков. Состав концентрата указан в таблице 11.
265
Таблица 11
Химический состав молибденового концентрата (МК)
Элемент
Масс. %
Элемент
Масс. %
Mo
42,6
Ca
0,36
SiO2
As
Sn
P
14,3 0,0035 0,0016 0,02
Mg
Fe
Pb
W
0,459 4,86 0,118 0,044
Cu
2,07
Zn
0,046
V
0,2
S
31,7
Al
0,9
Cr
0,011
Re
0,004
Крупность концентрата – минус 0,1 мм.
Металлы содержатся в виде сульфидов: MoS2, ReS2, CuFeS2.
Концентрат обжигается с СаО согласно количеству, необходимому для
связывания серы, молибдена и рения при МК : СаО = 1:2 и 1:2,5, температуре 550–600 °С в течение 60–90 минут [22]. Сернистый газ преобразуется в
сульфат кальция и в газовую фазу не выделяется. В огарке полностью остаются молибден и рений в виде молибдатов и перренатов кальция (рис. 12)
[23].
(5);
2MoS2 + 7O2 = 2MoO3 + 4SO2
(6);
2ReS2 + 51/2 O2 = Re2O7 + 2SO2
(7);
CuFeS2 + 19O2 = 2Fe3O4 + 6CuO + 12SO2 (8);
SO2 + CaO + 1/2 O2 = CaSO4
(9);
MoO3 + CaO = CaMoO4 (10).
Re2O7 + CaO = Ca(ReO4)2
Выделение летучих соединений рения в газовую фазу контролировали, пропуская газы через щелочной раствор с образованием перренатиона
[ReO2(CSN)4]2-. В результате обжига искусственно приготовленного обожженного осадка установлено, что образуется целый ряд перренатов кальция, %: 82Ca5Re2O12, 4Ca(ReO4)2⋅2H2O, 7Ca(ReO4)2⋅7Н2O.
При водном выщелачивании этого огарка в осадке остается Ca(OH)2 и
CaCO3. После выпаривания ренийсодержащего раствора в кристаллах содержалось, %: 72,8 Ca(ReO4)2 и 27,2 Ca(ReO4)2⋅2H2O.
Рис. 12. Рентгенограмма огарка молибденового концентрата, обожженного при температуре
550 °С, соотношение МК:СаО = 1:2,0 при продолжительности обжига 90 мин.
1 – CaMoO4, 2 – CaSO4, 3 – SiO2, 4 – CaO (по данным, полученным на дифрактометре
D8 ADVANCE)
266
Из этого следует, что перренаты кальция различного фазового состава
растворяются в воде практически полностью с получением в процессе выпаривания простых перренатов кальция.
Огарок реального МК растворяли в воде при Т = 90° С, τ = 60 мин., Т:Ж
= 1:2. Извлечение рения составило 76% и 0,8% молибдена. Оставшиеся 24%
рения и полностью молибден извлекаются при выщелачивании в водном
растворе соды (рис. 13, 14).
Рис.13. Зависимость извлечения молибдена в раствор из огарка от концентрации соды
Рис. 14. Рентгенограмма остатка молибденового концентрата после водного и содового
выщелачивания, 1 – CaCO3, 2 – SiO2
Извлекали рений из растворов выщелачивания сорбцией на слабоосновном анионите А-172. Данный сорбент обладает селективностью сорбции рения по отношению к молибдену. Емкость А-172 составила 84,2 г Re
на 1 дм3 смолы. Десорбировали водным раствором аммиака 12 г/дм3 при
50 °С. Десорбируемость составила 98% (табл. 12).
Указанный десорбат подлежит обогащению при многократном обороте на десорбции очередных порций смолы.
В таблицах 13 и 14 указан состав растворов и извлечение рения и молибдена из огарка. Данные свидетельствуют о том, что достигается высокая
степень выщелачивания рения и молибдена – на 99–100%.
267
Таблица 12
Состав растворов при сорбции и десорбции рения из реального
водного раствора выщелачивания
Re
Mo
Раствор
130,0 мг/дм3 60,36 мг/дм3
выщелачивания
Десорбат
6,26 г/дм3
2,35 мг/дм3
S
Ca
6,29 г/дм3
717 мг/дм3
571,4 мг/дм3 226,8 мг/дм3
Таблица 13
Состав растворов после водного и содового выщелачивания кека
молибденового концентрата
Элемент
Раствор водного
выщелачивания
Раствор содового
выщелачивания
Re
4,74 мг/дм3
0,695 мг/дм3
Mo
0,345 г/дм3
30,42 г/дм3
S
520 мг/дм3
53,5 г/дм3
Ca
460 мг/дм3
40,9 мг/дм3
Таблица 14
Извлечение рения и молибдена из огарка при водном и содовом
выщелачивании
Остаток после водного выщелачивания
Элемент
Масса
кека, г
Мо
Re
42,30
Масс.
%
Масса,
г, мг
14,53
6,146 г
0,00033
0,1395
мг
Раствор после содового выщелачивания
Объем,
дм3
0,2
Концентрация,
г/дм3, мг/дм3
Масса,
г, мг
30,42 г/дм3
6,084 г
0,695 мг/дм3
0,139
мг
Остаток после содового
выщелачивания
Масса
кека, г
25,491
Масс.
%
Масса,
г, мг
Извлечение в
раствор,
масс. %
0,24
0,062 г
99
<0,0001
-
100
Список литературы
1.
2.
3.
4.
268
Халезов Б. Д. Кучное выщелачивание медных и медно-цинковых
руд. – Екатеринбург: РИО УрО РАН, 2013. 332 с.
Халезов Б. Д., Ватолин Н. А., Неживых В. А., Тверяков А. Ю. Кучное
выщелачивание на Николаевском руднике ВКМХК//Горный информационно-аналитический бюллетень. М.: МГГУ, 2002, № 6, С. 199–
208.
Халезов Б. Д., Ватолин Н. А., Неживых В. А., Тверяков А. Ю. Кучное
выщелачивание на Коунрадском руднике//Горный информационноаналитический бюллетень. М.: МГГУ, 2002, № 7, С. 209–217.
Халезов Б. Д., Неживых В. А. Кучное выщелачивание меди на Кальмакырском руднике АГМК//Горный информационно-аналитический
бюллетень. М.: МГГУ, 2004, № 9, С. 245–250.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
Халезов Б. Д. Геотехнология руд цветных металлов//Исследования в области переработки и утилизации техногенных образований и отходов.
Труды Всероссийской конференции, Екатеринбург, 2009, С. 33–38.
Халезов Б. Д., Чудаков В. Г., Ветренко Е. А. А. с. № 380728 (СССР),
Аппарат для непрерыв-ной цементации металлов из растворов//Бюл.
№ 8, 1974 г.
Халезов Б. Д., Неживых В. А. Полупромышленные и промышленные испытания извлечения меди в барабанном цементаторе//Горный
информационно-аналитический бюллетень. М.: МГГУ, 2005, № 7,
С. 269–271.
Бузлаев Ю. М., Копанев A. M., Бондарева и др. Испытание сорбционной технологии из-влечения меди из растворов кучного выщелачивания с экстрагентом АСАО-РТ//Вопросы теории и практики геотехнологии цветных металлов. Сб. научных трудов института Гидроцветмет,
Новосибирск, 1990, С. 119–126.
Травкин В. Ф., Иванов А. В., Яшкин В. В. и др. Испытание экстракционной технологии извлечения меди из растворов кучного выщелачивания//Цветные металлы, 1979, № 11, С. 26–29.
Игнатов М. М., Якшина В. В., Мирохин А. М., Халезов Б. Д., Крыгина А. Ю. Гидрометаллургическа переработка актогайских окисленных
руд с применением жидкостной экстракции//Комплексное использование минерального сырья, Алма-Ата, 1984, № 11, С. 28–31.
Халезов Б. Д., Плакса Н. Е., Гора А. Т. и др. Внедрение кучного выщелачивания меди из окисленных забалансовых руд Коунрадского
месторождения//Вопросы теории и практики геотехнологии цветных металлов. Сб. науч. тр. ин-та Гидроцветмет, Новосибирск, 1990,
С. 104–181.
Халезов Б. Д., Чувшов П. Ю., Ватолин Н. А., Петрова С. А., Захаров Р. Г.
Исследования кучного выщелачивания окисленных никелевых руд
Серовского месторождения//Материалы XVI Международной научно-технической конференции, Екатеринбург, 2011, С. 53–58.
Халезов Б. Д., Ватолин Н. А., Неживых В. А., Тверяков А. Ю. Сырьевая
база подземного и кучного выщелачивания//Горный информационно-аналитический бюллетень. М.: МГГУ, 2002, № 5, С. 142–147
Халезов Б. Д. Способы переработки руд Удоканского месторождения//
Металлург. 2014. № 12. С. 77–79.
Чувашов П. Ю., Ватолин Н. А., Халезов Б. Д., Сапожникова Т. В. Оптимальные режимы выщелачивания никеля и кобальта из окисленных
никелевых руд Серовского месторождения//Химическая технология,
Т. 13, № 2, 2012, С. 72–74.
Мащенко В. Н., Книсс В. А., Кобелев В. А. Подготовка никелевых руд
к плавке. Екатеринбург, 2005. 210 с.
Ватолин Н. А., Халезов Б. Д., Чувашов П. Ю. Поисковые исследования перколяционного выщелачивания окисленных никелевых руд//
Горный информационно-аналитический бюллетень. М.: МГГУ, 2011,
№ 12, С. 139–142.
Ватолин Н. А., Халезов Б. Д., Неживых В. А., Овчинникова Л. А. Новая
экологически чистая технология переработки ванадиевых материа-
269
19.
20.
21.
22.
23.
270
лов//Физическая химия и технология в металлургии, к 50-летию Института металлургии УрО РАН, Екатеринбург, 2005, С. 206–212.
Ватолин Н. А., Халезов Б. Д., Леонтьев Л. И. и др.//Патент РФ
№ 2228965, Бюл. № 14, 2004.
Ватолин Н. А., Халезов Б. Д., Неживых В. А., Леонтьев Л. И.//Патент
РФ № 2248407, Бюл. № 8, 2005.
Ватолин Н. А., Халезов Б. Д., Тетюхин В. В., Крашенинин А. Г и др.//
Патент РФ № 2348716 C1, Бюл. № 7, 2009
Ватолин Н. А., Халезов Б. Д., Лобанов В. Г., Зеленин Е. А.//Патент РФ
№ 2393253, Бюл. № 18, 27.06.2010.
Харин Е. Н., Ватолин Н. А., Халезов Б. Д., Зеленин Е. И., Евдокимова О. В. Краткий обзор способов переработки молибденовых концентратов и поиск экологически чистой технологии//Горный информационно-аналитический бюллетень. М.: МГГУ, 2011, № 12, С. 170–175.
УДК 669.168
КОМПЛЕКСНЫЕ ИССЛЕДОВАНИЯ
ВЫСОКОТЕМПЕРАТУРНЫХ ФИЗИКО-ХИМИЧЕСКИХ
ПРОЦЕССОВ И СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ
ПОЛУЧЕНИЯ ХРОМСОДЕРЖАЩИХ ФЕРРОСПЛАВОВ
В. И. Жучков1, О. В. Заякин1, Н. А. Андреев1, В. И. Афанасьев2
1 – Институт металлургии УрО РАН, г. Екатеринбург, zferro@mail.ru;
2 – ОАО «Серовский завод ферросплавов», г. Серов, avi-szf@mail.ru
В современных условиях наиболее острой проблемой для всех российских производителей хромовых ферросплавов является обеспечение
качественным хроморудным сырьем. Российские ферросплавные заводы,
построенные еще во времена существования Советского Союза, были полностью ориентированы на использование богатых хромовых руд Казахстана, которые являются одними из самых лучших в мире. В конце прошлого
столетия Казахстан увеличил внутреннее потребление хромитов, расширил
производственные мощности по выпуску феррохрома и более чем в два раза
сократил поставки хромовых руд в Россию с одновременным повышением цен на кусковую руду. В России, напротив, наблюдалось резкое снижение производства хромсодержащих ферросплавов с 450 тыс. т в 1990 г. до
168 тыс. т в 1998 г. [1]. В связи с этим отечественные ферросплавные предприятия были вынуждены находить другие источники хроморудного сырья,
начались поставки менее качественных руд из Турции, Индии, Албании,
а также отечественных из месторождений Сарановское, Рай-Из, Алапаевское и т. д. Это привело к резкому ухудшению технико-экономических
показателей плавки, которые в значительной степени зависят от качества
(в основном содержания оксидов хрома, пустой породы, вредных примесей
и соотношения Cr/Fe), свойств исходных руд и степени их подготовленности к плавке. Технологию производства феррохрома стали корректировать
в зависимости от используемого хроморудного сырья с привлечением данных по его металлургическим свойствам.
К наиболее важным факторам, влияющим на технико-экономические
показатели работы рудовосстановительных электропечей, относятся температура начала и температурный интервал размягчения, а также восстановимость компонентов руд. Температура размягчения является основным
параметром, определяющим максимальную температуру в рудовосстановительной электропечи, превышение которой технологически невозможно.
Для обеспечения бесперебойной работы печи и оптимизации технологического процесса необходимо знать температуру начала размягчения руды,
которая определяет свойства первичных шлаковых расплавов.
В лабораторных условиях были определены температуры размягчения
и восстановимость образцов хроморудных материалов различных месторождений. Самой неблагоприятной с технологической точки зрения является турецкая хромовая руда (48% Cr2O3; 15% FeO), так как она имеет самую
низкую температуру завершения размягчения (1550 °С), в то время как для
271
широко используемых казахстанских руд Донского ГОКа (ДГОК), содержащих 52% Cr2O3; 13% FeO, – 1820 °С. Низкие значения температур завершения размягчения хромовых руд отражаются на максимальной температуре в рабочем пространстве печи, которая снижается, и вследствие этого
становится возможным «замораживание» металла и образование толстого
гарнисажа.
Результаты лабораторных исследований были проверены при анализе
данных по промышленной плавке высокоуглеродистого феррохрома в рудовосстановительной электропечи типа РКЗ-16,5 в ОАО «Серовский завод
ферросплавов» (СЗФ) [2]. На практике замена казахстанских хромовых руд
на турецкие вызвала появление частых расстройств хода печи, ведущих к
затруднениям по обслуживанию горна и выпуску расплава. Это привело к
зарастанию леточного (выпускного) отверстия из-за снижения температуры процесса, увеличению горячих простоев печи за год по технологическим
причинам (с 0,04 до 0,78% от номинального времени работы печи) и снижению производительности (с 94,6 до 76,5 базовых т в номинальные сутки).
В снижении производительности печи существенную роль также играло и
понижение содержания Cr2O3 в руде (с 50% Cr2O3 в богатой казахстанской
руде до 46% Cr2O3 в турецкой руде).
Учитывая вышеизложенное, во время очередного капитального ремонта печи № 7 была изменена форма ванны печи на конфигурацию с усеченной передней стенкой для приближения летки к электроду, уменьшения
длины канала летки и удобства ее открывания при наличии толстого тугоплавкого гарнисажа. Сравнительная схема конструкции электропечи до и
после реконструкции представлена на рис 1.
Конструктивной особенностью являлся перенос оси летки на центр
3-го электрода в более высокотемпературную зону (в прежнем варианте ось
летки располагалась между электродами). По сути, рабочее пространство
1 – передняя стенка; 2 – сливной носок; 3 – водяной коллектор
Рис. 1. Схема ванны рудовосстановительной электропечи № 7 первого цеха
ОАО «СЗФ»: а – до реконструкции, б – после реконструкции
272
печи сократилось, с одной стороны, за счет переноса передней стенки ближе к электродам, с другой – за счет образования толстого слоя тугоплавкого
гарнисажа. Учитывая это, можно предположить, что рабочее пространство
ванны сократилось равномерно по всему периметру на 0,8 м, что соответствует уменьшению диаметра кожуха до 7,9 м. Данные размеры печи находятся в допустимых пределах изменения диаметра кожуха электропечи типа
РКЗ 16,5 (7,8–10 м) [3].
Результаты реконструкции отразились на показателях работы печи с
применением турецкой хромовой руды в течение 1полутора лет. Снизились
горячие простои по технологическим причинам с 0,78 до 0,09% от номинального времени работы печи и увеличилась ее производительность с 76,5
до 89,0 базовых т в номинальные сутки. Основным преимуществом усечения передней стенки (по сравнению с уменьшением общего диаметра печи)
является простота конструктивного исполнения.
Высокая стоимость и нестабильность поставок импортных хромовых
руд обусловили необходимость изучения возможности широкого вовлечения в производственный цикл отечественного бедного хроморудного сырья.
Количество балансовых хромовых руд России составляет более 51 млн т, в
том числе разведанные 17,5 млн т. Руды в основном бедные (21–39% Cr2O3)
при отношении Cr2O3/FeO, равном 1,5–2,0. Для снижения сырьевой зависимости производителей ферросплавов РФ от зарубежного сырья возникла
необходимость разработки эффективных методов использования отечественных бедных хромовых руд. Наиболее рациональным способом использования таких руд является получение из них, без обогащения и окускования, хромсодержащих ферросплавов, пригодных для обработки стали или
для дальнейшего передела.
В ИМЕТ УрО РАН совместно с ОАО «СЗФ» проведены научно-исследовательские и опытно-промышленные работы по изучению возможности
использования бедных руд Сарановского месторождения. В качестве хроморудного сырья использовали богатую руду ДГОКа и концентрат бедной
руды Сарановского месторождения (КС).
В результате определения степени восстановления металлов из этих
материалов выявлено, что КС при прочих равных условиях по скорости и
степени перехода хрома и железа в металлическую фазу не уступает рудам
ДГОКа. Высокая скорость изменения массы образцов КС и ДГОКа в интервале температур 1150–1500 °С свидетельствует о хорошей восстановимости
компонентов этих хромовых руд. Однако температуры завершения размягчения для КС ниже, чем для ДГОКа, что обуславливает снижение температуры рабочего пространства электропечи на ~100 °С. В свою очередь, снижение температуры протекания восстановительных процессов приводит к
уменьшению степени извлечения хрома.
Опробование технологии выплавки высокоуглеродистого феррохрома с использованием бедного хроморудного сырья производили поэтапно с
постепенным переходом от 100% богатой импортной руды на 100% бедного
отечественного сырья. Технологический ход печи с увеличением доли КС
улучшается, содержание хрома в металле снижается с 69 до 57%. Необходимое содержание хрома в сплаве не менее 60%, что отвечает требованиям
большинства отечественных заказчиков, обеспечивается при соотноше-
273
нии ДГОК/КС, равном 35/65 (рис. 2). При повышении доли КС в шихте до
100 % извлечение хрома в сплав понизилось всего на 3,7%, что ниже ожидаемого при переходе на шихту с более низким содержанием Cr2O3. Это можно объяснить благоприятным химическим и фазовым составами и высокой
восстановимостью Fe и Сr из КС.
Рис. 2. Изменение содержания хрома в сплаве с увеличением доли КС
в рудной части шихты
Значительный интерес представляет возможность использования
100% бедного Сарановского сырья с получением высокоуглеродистого
феррохрома с пониженным содержанием хрома и повышенным кремния,
так называемого «чардж хрома» (charg crome), поскольку он широко применяется во всем мире в связи с возможностью его выплавки из бедного
хромового сырья. Однако в России опыта получения и применения указанного товарного сплава практически не было. Проведенные испытания технологии выплавки товарного «чардж хрома» показали возможность и целесообразность его производства. Технология принята к внедрению в ОАО
«СЗФ».
Основным результатом проделанной работы является положительный пример возможности широкого использования бедных отечественных
хромовых руд при получении феррохрома с высокими технико-экономическими показателями. Несмотря на то, что при работе на бедном хромовом
сырье увеличиваются технологические затраты (повышается расход сырья,
1 – себестоимость выплавки 1 т Сr, 2 – стоимость переработки 1 т Cr (руды)
Рис. 3. Влияние доли КС в шихте на себестоимость высокоуглеродистого феррохрома
и затраты на его производство
274
электроэнергии) и снижается производительность плавильных агрегатов,
себестоимость феррохрома понижается за счет невысокой стоимости исходного рудного сырья (рис. 3).
Таким образом, показана возможность и целесообразность выплавки
высокоуглеродистых сортов феррохрома при подшихтовке бедных отечественных к богатым импортным рудам с получением традиционных марок
ферросплавов, а также получения товарного высокоуглеродистого сплава
с пониженным содержанием Cr и повышенным содержанием Si из 100 %
бедных отечественных руд.
Наряду с изучением и разработкой технологических особенностей получения хромсодержащих ферросплавов особое внимание уделяется изучению физико-химических свойств и созданию новых видов ферросплавов,
обладающих рациональными служебными характеристиками как с точки
зрения их производства, так и использования для обработки стали. Сортамент всех видов ферросплавов традиционно определяется требованиями их
потребителей, в основном сталеплавильных предприятий, технологическими возможностями производства ферросплавов и качеством рудных материалов. Технология получения стали за последний полувековой период претерпела существенные изменения, в том числе по переносу операций ввода
ферросплавов из плавильных агрегатов в ковш. Это потребовало изменения
ряда физико-химических характеристик ферросплавов, связанных с пониженной температурой в ковше, ограничением продолжительности взаимодействия реагентов и т. д. Однако химический состав основного сортамента
ферросплавов не пересматривался с пятидесятых годов прошлого столетия.
Использование более бедного по хрому сырья будет приводить к изменению состава (в основном к понижению хрома), а следовательно, и характеристик ферросплавов. Изучены наиболее значимые физико-химические
свойства хромсодержащих ферросплавов: плотность, температура плавления и окисляемость [4]. Результаты исследований приведены в таблице.
Во всех изученных образцах феррохрома установлено, что снижение
содержания хрома и увеличение содержания кремния (в рассматриваемых
пределах) приводит к улучшению их физико-химических характеристик.
Рациональной плотностью (5000–7000 кг/м3) обладают все сплавы, содержащие повышенное количество кремния (более 5,3%), за исключением
сплава 10, плотность которого за счет очень большого содержания кремния
(53,6%) меньше требуемого значения. Таким образом, для снижения плотности хромовых сплавов как с низким, так и с высоким содержанием углерода в них необходимо иметь повышенное содержание кремния.
В образцах комплексных ферросплавов наблюдается резкое снижение температуры плавления, что можно объяснить образованием в сплаве
легкоплавких фаз силицида марганца. Все сплавы этой системы обладают
рекомендованными температурами плавления.
Проведено экспериментальное изучение степени окисления образцов
хромсодержащих ферросплавов разного состава кислородом воздуха до 1400
с использованием термоанализатора NETZSCH Jupiter [5]. Установлено,
что присутствие разного количества кремния (0,5; 26,5 и 53,6%) в хромсодержащих сплавах не приводит к пропорциональному изменению степени
их окисления. Содержание 8% кремния в высокоуглеродистом феррохроме
275
понижает окисляемость сплава. Введение в состав комплексного сплава системы Fe-Cr-Mn-Si дополнительно 1,5% бора, приводит к существенному
снижению окисляемости сплава. Для всех сплавов при повышении температуры с 1200 до 1400 °С и времени выдержки до 10 мин. степень окисления
растет.
Таблица
Химический состав и физико-химические характеристики хромсодержащих
ферросплавов
Степень
Химический состав1, %
№
Плот-
Температура плавле-
усвоения
ность, кг/
ния, °С
хрома в
стали
м
3
Cr
Si
C
Mn
В
1
57,4
8,0
6,6
-
-
2
66,3
0,3
7,2
-
-
ликвидус
солидус
6740
1516
1476
83,42
7350
1676
1571
72,56
1555
60,60
Высокоуглеродистый феррохром
Низкокоуглеродистый феррохром и ферросиликохром
3
64,6
0,5
0,1
-
-
-
1641
4
61,8
5,3
0,1
-
-
7010
1521
1465
-
5
57,8
10,0
0,1
-
-
6820
1468
1368
82,61
6
51,4
18,7
0,1
-
-
6500
1464
1375
-
7
46,2
26,5
0,1
-
-
6410
1461
1370
90,84
8
41,9
32,3
0,1
-
-
5600
1439
1370
9
35,6
42,0
0,1
-
-
5380
1382
1308
90,98
10
29,2
53,6
0,1
-
-
4690
1342
1261
-
11
37,9
11,3
0,1
1341
1262
90,74
Феррохромомарганецкремний
22,3
-
6840
12
33,9
9,1
0,2
31,6
-
6930
1311
1262
-
13
45,0
10,1
0,1
12,0
-
6910
1359
1271
-
14
39,4
2,3
0,2
24,4
-
7310
1442
1393
82,39
15
38,3
15,9
0,1
17,8
-
6030
1331
1277
-
16
38,4
10,4
0,1
22,3
1,5
6790
1340
1275
93,51
17
34,6
9,5
0,2
20,1
4,0
6755
1409
1369
96,21
Остальное – железо и примеси
1
Проведены эксперименты по оценке степени усвоения хрома сталью.
В сплавах системы Fe-Cr-Si (табл., образцы 3, 5, 7 и 9), имеющих близкое
соотношение Cr/Fe, с увеличением содержания кремния от 0,5 до 26,5%
происходит резкое повышение степени усвоения хрома с 60,8 до 90,8%, а
дальнейший рост содержания кремния несущественно влияет на степень
усвоения хрома. В ферросплаве кремний образует с хромом силициды различной формы, а также может присутствовать в свободной форме, частично
предотвращая взаимодействие хрома с кислородом.
Выполнена оценка замены низкоуглеродистого феррохрома на высокоуглеродистый. Увеличение содержания углерода в сплавах 2 и 3 системы
Fe-Cr-C до 7,2% повышает степень усвоения хрома на 12%.
276
В комплексных сплавах (табл., образцы 11 и 14) системы Fe-Cr-Mn-Si
определено влияние кремния на степень усвоения хрома при относительно постоянном соотношении других элементов. Повышение содержания
кремния на 1% (в интервале от 2 до 11% Si) увеличивает степень усвоения
хрома на ~ 0,9%.
Изучено влияние бора на степень усвоения хрома сталью. В качестве
базового сплава был выбран сплав 11 (табл.). Показано, что увеличение содержания бора в сплаве на 1%, увеличивает степень усвоения хрома на 1,5%.
Полученные результаты по характеристикам хромсодержащих ферросплавов тесно связаны с их получением из бедного хроморудного сырья.
Так, сплав «чардж хром», имеющий пониженное содержание хрома и повышенное кремния (45–60% Cr, 3–10 Si, 6–8 С), в России до настоящего
времени не имеет массового промышленного производства и применения,
что в какой-то мере было связано с отсутствием в литературе сведений о его
потребительских характеристиках. Проведенные исследования показали,
что этот сплав обладает более высокими служебными характеристиками,
чем высокохромистый (более 60% Сr) феррохром (таблица, образцы 1 и 2).
Организация массовой выплавки комплексных хромсодержащих ферросплавов с марганцем, обладающих высокими потребительскими характеристиками, позволяет вовлекать в переработку бедные отечественные
хромовые и марганцевые руды и заменять Cr, Mn и Si стандартных ферросплавов меньшим их количеством из более дешевых комплексных ферросплавов благодаря более высокой степени перехода полезных элементов в
сталь.
Наряду с лабораторными экспериментами и моделированием процессов большое значение имеют промышленные исследования процессов
восстановления элементов из хроморудного сырья. В рудовосстановительных электропечах при получении ферросплавов карботермическим непрерывным методом во время плавки происходят сложные взаимосвязанные
процессы, которые трудно рассчитывать и моделировать. Поэтому промышленные измерения, проводимые непосредственно в действующих рудовосстановительных электропечах, имеют большое практическое значение,
так как они отражают реальные процессы, происходящие в агрегате. При
непрерывной выплавке высокоуглеродистого феррохрома в рудовосстановительной электропечи процессы восстановления элементов рудного сырья
невозможно довести до равновесия. Время нахождения материалов в высокотемпературной зоне, максимальная температура в печи (а следовательно,
степень перехода хрома в сплав) зависят от множества факторов.
Для определения скоростей нагрева шихтовых материалов в действующей рудовосстановительной электропечи, выплавляющей высокоуглеродистый феррохром, были проведены исследования в первом цехе ОАО
«СЗФ». Процессы, протекающие в ванне работающей печи, исследовали с
помощью вертикально погружаемых с шихтой специальных измерительных зондов, фиксирующих движение и нагрев шихтовых материалов. На
основании полученных результатов можно принять, что среднее значение скорости схода шихтовых материалов составляет от 2,1 мм/мин. для
периферийных участков тигля, в котором наблюдается интенсивное движение шихты (на расстоянии ~400 мм от внешнего края электрода), и до
277
8,1 мм/мин. – для участков, расположенных в непосредственной близости
от электродов (на расстоянии 100 мм от внешнего края электрода). Пропорционально скорости схода шихтовых материалов изменяется и средняя
скорость их нагрева – от 3,0 до 8,8 °С/мин. [6]. В данных условиях полнота
восстановления хрома лимитируется температурами размягчения шихтовых материалов, влияющими на температуру реакционной зоны.
Скорость схода шихтовых материалов в печи изменяется не только по
сечению колошника, но зависит и от периода плавки. После выпуска металла и шлака колошник «садится» на 200–400 мм, причем это происходит
неравномерно по горизонтальному сечению ванны электропечи. Во время
осаждения шихты в жидкий шлак попадают верхние недовосстановленные
рудные материалы, повышая содержание Cr2O3 в шлаке и снижая общую
степень восстановления хрома. Об этом свидетельствуют проведенные нами
эксперименты по анализу шлаков, выходящих из рудовосстановительной
электропечи при выплавке высокоуглеродистого феррохрома. Определение
остаточного содержания хрома в выпускаемом шлаке (рис. 4) показало, что
во время выпуска оно увеличивается.
Полученные в работе новые данные способствуют более глубокому
пониманию процесса восстановления хрома из оксидов, протекающего в
рудовосстановительных электропечах, и позволяют наметить новые технологические решения по улучшению технико-экономических показателей
производства высокоуглеродистого феррохрома.
Рис. 4. Изменение содержания Cr2O3 в шлаке высокоуглеродистого феррохрома в процессе
выпуска металла и шлака из печи
Данные о скоростях схода и распределении температур шихтовых материалов по зонам рудовосстановительной электропечи дают объяснение
особенностям работы печи и изменению зон ванны электропечи при использовании различных видов шихтовых материалов и степени их подготовленности к плавке. Анализируя полученные данные, можно полагать,
что чем продолжительнее выпуск расплава из печи, тем больше выход недовосстановленной руды и меньше общий показатель восстановления хрома
за плавку. Как бы ни была высока максимальная степень восстановления
хрома (вплоть до 100%) в нижних горизонтах ванны печи, за счет выходя-
278
щего со шлаком недовосстановленного хрома руды общая полнота его восстановления будет всегда понижаться пропорционально количеству выпущенного из ванны недовосстановленного материала.
Зная особенности карботермического восстановления компонентов
хроморудного сырья? возможно влиять на кинетику восстановления хрома за счет, например, изменения температур размягчения, скорости схода
шихтовых материалов, вязкости шлака, электрического режима плавки,
геометрических размеров ванны печи, времени между выпусками расплава,
селективной подачи шихтовых материалов по горизонтальному сечению
колошника и селективной загрузки в зависимости от периода плавки. Данные мероприятия могут позволить изменить температурные зоны ванны
печи, увеличить время выдержки материалов при благоприятных температурных условиях плавки и, как следствие, приводить к более полному общему восстановлению хрома в электропечи.
Таким образом, в ИМЕТ УрО РАН проведен комплекс физико-химических и технологических исследований процесса получения высокоуглеродистого феррохрома, позволивших:
• изучить металлургические характеристики различного хроморудного сырья (РФ, Казахстана, Турции и др.), разработать с их использованием
технологию получения высокоуглеродистого феррохрома и внедрить процесс получения сплава с высокими технико-экономическими показателями в условиях ОАО «СЗФ»;
• показать, что в сплавах системы Fe-Cr-Si повышение содержания
кремния положительно влияет на их физико-химические свойства. Так, с
увеличением содержания кремния до 27% степень усвоения ведущего элемента сплава сталью резко возрастает (на ~ 30%), а дальнейшее увеличение
содержания кремния почти не влияет на степень усвоения. Введение бора
до 4% в комплексных сплавах системы Fe-Cr-Si-Mn-В приводит к увеличению степени усвоения хрома (на ~ 6%);
• изучить рабочее пространство и особенности восстановительных
процессов, протекающих в действующей рудовосстановительной электропечи, разработать комплекс рекомендаций, направленных на увеличение
полноты извлечения хрома и улучшение технико-экономических показателей работы промышленной печи.
Работа выполнена в рамках Государственного задания ИМЕТ УрО РАН
по теме № 0396 – 2014 – 0009.
Список литературы
1.
2.
Смирнов Л. А., Бабенко А. А., Павлов В. А., Банных С. М. Металлургическая характеристика хромовых руд месторождений массива РайИз и перспективы их использования//Сборник трудов: Проблемы и
перспективы развития ферросплавного производства. Актобе. 2003.
С. 281–285.
Гальперин Л. Л., Заякин О. В., Островский Я. И., Кириченко Н. Ф.,
Жучков В. И. Особенности производства высокоуглеродистого фер-
279
3.
4.
5.
6.
280
рохрома из хроморудного сырья разных видов//Сталь. 2003. № 11.
С. 47–49.
Кривандин В. А., Егоров А. В. Тепловая работа и конструкции печей
черной металлургии: Учебник для вузов. – М.: Металлургия. 1989.
462 с.
Жучков В. И., Андреев Н. А., Заякин О. В., Островский Я. И., Афанасьев В. И. Состав и служебные характеристики хромсодержащих ферросплавов//Сталь. 2013. № 5. С. 36–37.
Жучков В. И., Андреев Н. А., Гуляева Р. И. Высокотемпературное окисление ферросплавов с хромом//Металлы. 2014. № 4. С. 10–12.
Zayakin O. V., Zhuchkov V. I., Afanasiev V. I., Dolmatov A. V. Physicochemical features of chromite elements reduction kinetic in ferro-alloy electric
furnaces//The Efficient Technologies in ferroalloy industry. INFACON.
Karaganda: P. Dipner. 2013. Рp. 89–95.
УДК 669.017.16:669.15-198
УПРАВЛЕНИЕ СТРУКТУРООБРАЗОВАНИЕМ Fe-C
СПЛАВОВ ПУТЕМ ИСПОЛЬЗОВАНИЯ ФЕРРОСПЛАВОВ
И МОДИФИКАТОРОВ, ПОЛУЧЕННЫХ РАЗЛИЧНЫМИ
СПОСОБАМИ
О. Ю. Шешуков1, В. П. Ермакова1, В. Г. Смирнова1, В. В. Катаев1, Л. А. Маршук1, В. В. Конашков2, Л. А. Овчинникова1, Е. А. Вязникова1, И. В. Некрасов1, М. В. Лапин1, Т. В. Сапожникова1, В. С. Цепелев2
1 – Институт металлургии УрО РАН, г. Екатеринбург,
metallography@mail.ru;
2 – Уральский федеральный университет имени первого Президента России
Б. Н. Ельцина, г. Екатеринбург, vvk17@e1.ru
Значительные резервы повышения качества сплавов на основе Fe-C
заложены в возможности целенаправленного формирования их структуры
и свойств путем введения в расплавы рационально выбранных шихтовых
материалов (ферросплавы, модификаторы, легирующие добавки и т. п.).
В соответствии с этим введение в расплав сплавов на основе Fe-C для
их модифицирования или легирования мелкодисперсных составляющих
шихты должно способствовать измельчению структурных составляющих
обработанного металла и в итоге повышению эксплуатационных свойств
отливок. Роль центров кристаллизации в объеме расплава могут играть
присутствующие в шихте высокотемпературные зародышевые комплексы,
к которым относят карбиды, оксиды, интерметаллиды и т. п. Эти зародышевые комплексы могут способствовать образованию центров кристаллизации на подложке.
В настоящее время уделяется большое внимание чугунам, легированным недефицитным и недорогим алюминием, т.к. такие чугуны обладают
наряду с хорошими технологическими свойствами высокой жаростойкостью в сочетании с хорошей коррозионной стойкостью в различных агрессивных средах [1, 2]. Сплавы на основе системы Fe-Al начали использовать
для обработки металла сравнительно недавно благодаря тому, что ферроалюминий является сплавом, способствующим увеличению степени полезного использования алюминия, что связано в основном с повышенной по
сравнению с чушковым алюминием плотностью, которая обеспечивает хорошее погружение сплава в объем металла [3].
Известно [4], что служебные свойства изделий из Fe-C-сплавов в значительной степени зависят от состава и свойств металлической основы и
характеристик (размер, форма, распределение) присутствующих в ней неметаллических фаз. Повлиять на металлическую основу и на фазы можно
путем использования так называемого явления структурной наследственности [5, 6]. Под структурной наследственностью исследователи понимают
передачу структурных признаков шихты через жидкое состояние слиткам
и отливкам из сплавов Fe-C и считают [6], что чем выше дисперсность фаз
281
лигатуры, тем эффективнее наследственное модифицирование (легирование) сплавов.
На начальном этапе исследований была сделана попытка определить
возможности моделирования структуры шихтовых материалов (ферросплавы, модификаторы и т. п.), оптимальной с точки зрения дальнейшего ввода ее в чугун и получения структуры, гарантирующей высокие показатели
его жаростойкости. Способов получения дисперсных фаз несколько, в том
числе получение сплавов с оптимальным содержанием ведущих элементов,
воздействие на жидкий металл (путем изменения скорости охлаждения) и
выбор режима термической обработки твердого металла. Для ферроалюминия применимы только первые два, поскольку ферросплавы термообработке не подвергаются.
Во всех представленных нами исследованиях для идентификации
образующихся фаз использовали оптический микроскоп NEOPHOT-2,
оборудованный компьютерной системой анализа изображений SIAMS-700,
и микротвердомер Micromet-5103, оборудованный системой анализа изображений Thixomet Pro, с помощью которого на образцах из всех исследованных слитков при нагрузке 25 г проведено определение микротвердости
образующихся в сплавах фаз. Для определения состава фаз методом рентгеноспектрального микроанализа (РСМА) был использован рентгеновский
микроанализатор PHILIPS SIM 535, оснащенный системой для проведения
РСМА Genesis 2000, и растровый электронный микроскоп Carl Zeiss EVO 40
с приставкой для РСМА Oxford Instruments Inca X-act. Кроме того, для определения параметров и количества фазовых составляющих в исследуемом металле использовали метод рентгеноструктурного фазового анализа
(РСФА). Съемка образцов проводилась на рентгеновском дифрактометре
XRD 7000 (фирмы SHIMADZU) с вращением, в CuKα-излучении в графитовом монохроматоре и с использованием автоматического программного
управления. При расшифровке дифрактограмм использовали литературные данные, а также базы данных (ICDD), картотеку JCPDS (International
Centre For Diffraction Data). Расчет параметров кристаллической решетки
фаз проводили по программе KRIST. Химический анализ металла осуществлен с использованием атомно-эмиссионного спектрометра SpectroFlame
Modula S, атомно-адсорбционного спектрометра Hitachi Z-8000 и анализатора углерода CS 225 Leco.
На первом этапе исследования [7] было показано, что воздействовать на структуру шихтовых материалов (в данном случае ферросплава на
основе Al) вполне реально путем изменения скорости охлаждения шихты
из жидкого состояния. Было установлено, что ферросплав со структурой,
необходимой для получения чугуна с оптимальной структурой, гарантирующей его высокую жаростойкость, должен иметь в своем составе около
25–33% Al. В работе [8] стояла задача определения возможного моделирования структуры ферросплава, оптимальной с точки зрения дальнейшего
его ввода в чугун для получения структуры, гарантирующей высокие показатели жаростойкости. С этой целью в лабораторной печи были выплавлены слитки весом до 1 кг, содержащие от 25 до 33% Al. Охлаждение жидкого
металла проводили по трем вариантам, которые возможно реализовать в
промышленных условиях: на плиту или водоохлаждаемый валик (скорость
282
Рис. 1. Микроструктура сплавов Fe-Al, охлажденных со скоростью:
а – 174 град./мин.; б – 360 град./мин.; в – 1650 град./мин.
охлаждения около 1650 град./мин.), в кокиль (360 град./мин.) и в песчаную
форму (174 град./мин.).
На рис.1 показана типичная структура сплавов после охлаждения из
жидкого состояния с различной скоростью.
Анализ микроструктуры металла показал, что повышение скорости
охлаждения сплавов до 1650 град./мин. способствует не только измельчению неметаллической фазы, но и образованию мелкоячеистой структуры.
Размер ячеек, которые хорошо видны на рис. 1 при увеличении 50, и образованных тонкими пластинами оксикарбидных включений алюминия и
железа (26–29% C, 8–10% O, 34–36% Al, 25–26% Fe), снижается при повышении скорости охлаждения от 0,616 мм (скорость охлаждения расплава – 174 град./мин.) до 0,286 мм (скорость охлаждения 360 град./мин.) и до
0,199 мм в металле, охлажденном с максимальной скоростью – 1650 град./
мин. Термодинамический расчет состава фаз, образующихся в сплавах системы Fe-Al, закристаллизованных с различной скоростью, сделать не удалось, т. к. вводимые в программный комплекс АСТРА-4 параметры определены для равновесных условий, а структура быстро охлажденного металла
далека от равновесия. По этой причине был сделан вывод, что нельзя ограничиваться только расчетными методами, а следует широко использовать
количественные и качественные методы металлографического анализа, дополненные рентгеноспектральным и рентгенофазовым методами анализа
матрицы и присутствующих в ней фаз [8].
283
Цель работы [9] – управление структурообразованием в сплавах системы Fe-C, легированных алюминием, и установление способа получения
алюминиевого чугуна, оптимального с точки зрения его микроструктуры и
свойств. Для этого на установке по изучению вязкости методом крутильных
колебаний [10] были выплавлены три сплава в атмосфере гелия после предварительно созданного в реакционной камере разрежения в 10–3 мм. рт. ст.
Слитки алюминиевого чугуна получены сплавлением чугуна одного того же
состава – 3,36% С; 2,08% Si; 0,105% Al и трех типов легирующих добавок из
расчета получения чугуна, содержащего ∼ 20% Al:
I вариант – чугун + гранулированный алюминий (ЧДА);
II вариант – чугун + медленно охлажденный (со скоростью 174 град./
мин.) ферроалюминий - ФА30-М;
III вариант – чугун + быстро охлажденный (1650 град./мин.) ферроалюминий – ФА30-В.
Металл во всех трех вариантах нагревался до 1766 °C со скоростью
∼5 град./мин., выдерживался 10 минут и охлаждался с такой же скоростью
до 1200 °C. Затем установка отключалась. Одновременно с выплавкой измерялась кинематическая вязкость расплавов [10].
Опытные слитки (диаметр – 13,5 мм и высота – 24 мм) были разрезаны по высоте, из полученных половинок приготовлены микрошлифы для
дальнейшего металлографического исследования. Травление микрошлифов осуществляли путем их погружения на 5 cек. в реактив 33% HNO3 +
33% CH3C00H + 33% H2O + 1% HF.
Рис. 2. Политермы кинематической вязкости:
а – вариант I: чугун + алюминий; б – вариант II: чугун + ФА30-М;
в – вариант III: чугун + ФА30-В; – нагрев; – охлаждение
284
Результаты измерения кинематической вязкости расплавов исследованных слитков представлены в виде соответствующих политерм на рис. 2.
Из анализа полученных температурных зависимостей вязкости следует, что при легировании чугуна гранулированным алюминием (ЧДА) расплав не достигает гомогенного состояния даже при нагреве до 1766 °C. На
рис. 2а (расплав I) хорошо видно, что кинематическая вязкость немонотонно возрастает с повышением температуры и уменьшается при ее понижении. Это свидетельствует о сохранившейся гетерогенности расплава.
Несмотря на то, что расплав чистого алюминия всегда однороден,
сплавление гранулированного алюминия с чугуном не позволяет получить
однородный расплав и только при легировании чугуна ферроалюминием
такое состояние расплава может быть получено. Причем при легировании
медленно охлажденным ферроалюминием ФА30-М расплав становится однородным при 1660 °C (рис. 2б). В этом случае кинематическая вязкость
жидкого металла монотонно возрастает до 1660 °C, а при дальнейшем нагреве до 1766 °C несколько снижается. На политерме (рис. 2б) не выявлено аномальных участков и анализ энергии активации показал отсутствие
существенных отклонений от линейной зависимости при нагреве в диапазоне 1660–1760 °C (т. е. в гомогенной области), а также при охлаждении во
всем исследованном температурном интервале вплоть до кристаллизации.
Все это свидетельствует о постепенной равномерной гомогенизации расплава в ходе нагрева вплоть до полной гомогенизации, которая наступает
при 1660 °C. При вводе быстро охлажденного ферроалюминия ФА30-В рас-
Рис. 3. Микроструктура по высоте слитка алюминиевого чугуна (вариант I):
верх – а, б; середина – в, г; низ – д, е; а, в, д – до травления, х 100;
б, г, е – после травления, х 500
285
плав становится однородным при более низкой температуре – 1470 °C (рис.
2в), т.е. зона однородности расплава III простирается от 1470 до 1766 °C.
Это, по нашему мнению, в большей степени гарантирует получение однородной структуры твердого металла, чем у расплава II и тем более расплава
I. Кроме того, более однородный расплав III имеет более высокое значение
кинематической вязкости – 17⋅107 м2/с (расплав II – 13⋅107 м2/с, расплав I –
5⋅107 м2/с) (рис. 2).
Рассмотрим структуру всех трех слитков чугуна. На рис. 3 приведена
микроструктура слитка I, который был получен сплавлением чугуна с чистым алюминием.
На образцах от верхней и нижней части этого слитка обнаружено заметное количество «вырожденного» пластинчатого графита с укрупненной игольчатой формой [12]. В средней части слитка графит такой формы
почти не встречается. Кроме того, после травления в слитке наблюдаются
«островки» (верх слитка) дендритоподобных колоний фазы серого цвета.
В середине и нижней части слитка количество этих колоний заметно выше
(рис. 3 г и е).
С помощью РСФА установлено, что металлическая основа слитка I
имеет состав интерметаллида FeAl (29–31% Al), в которой находятся включения графита и колонии двойного карбида Fe3AlCх. Кроме того, было определено количество двойного карбида, которое в слитке I колеблется от 11 до
29% (масс.). Содержание графита примерно одинаковое по высоте слитка и
не превышает 1% (масс.).
Рис. 4. Микроструктура по высоте слитка (вариант II):
верх – а, б; середина – в, г; низ – д, е; а, в, д – до травления, х 100;
б, г, е – после травления, х 500
286
Микроструктура по высоте слитка II, полученного сплавлением чугуна и медленно охлажденного ФА30-М, показана на рис. 4.
Прежде всего, необходимо отметить отсутствие в этом слитке графита игольчатой формы (рис. 4а, в). Верхняя и средняя части слитка имеют
типичную ячеистую эвтектическую структуру. По мнению А. А. Бочвара
[13], эвтектическая структура характеризуется определенной величиной,
формой и расположением эвтектических зерен. Причем в одной и той же
системе эвтектического типа в зависимости от степени переохлаждения
могут образоваться эвтектические зерна различного типа. Именно такой
случай наблюдается в рассматриваемом слитке. В его верхней части структура зерна имеет полиэдрическую форму, а графит находится в виде мелкой графитной эвтектики. Согласно ГОСТ3443-87 [12] структура графита
оценена нами как: ПГф2 (форма графита – пластинчатая завихренная) –
ПГд15 (длина включений графита, мкм) – ПГр2 (неравномерное распределение включений графита) – ПГр6 (сетчатое распределение включений
графита) – ПГ6 (количество включений графита, %). Для нижней части
слитка характерна структура с полным разделением фаз, графит обнаружен только в виде следов графитной эвтектики (рис. 4д). Округлые включения двойного карбида во всех зонах слитка II образуют ячейки различного размера (рис. 4б, г, е).
Несколько иная микроструктура (рис. 5) обнаружена в слитке III, полученном сплавлением чугуна и ФА30-В.
Рис. 5. Микроструктура по высоте слитка (вариант III):
верх – а, б; середина – в, г; низ – д, е; а, в, д – до травления, х 100;
б, г, е – после травления, х 500
287
На рис. 5 отчетливо видна более однородная по высоте слитка эвтектическая структура. Судя по всему, это является подтверждением выводов,
сделанных при сравнении политерм вязкости чугуна всех исследованных
расплавов. Таким образом, однородная структура чугуна является следствием высокой гомогенности его расплава. Графитная эвтектика аналогична эвтектике, обнаруженной в слитке II. Отличием слитка III от слитков I
и II является практически полное отсутствие фазы Fe3AlCх в верхней части
слитка. Карбидная фаза в центральной и нижней части слитка III имеет ячеистую структуру, аналогичную структуре вводимой для легирования чугуна
легирующей добавки ФА30-В. По нашему мнению, это подтверждает наличие явления структурной наследственности, о которой было сказано выше.
Установлено, что в слитках I, II и III количество двойного карбида
заметно различается и равно 11,0; 5,0 и 0,5% (масс.) соответственно. Наличие двойного карбида и его примерный состав были установлены еще
в 60-е годы ХХ века. Согласно данным [2], двойной карбид имеет структуру, подобную перовскиту с кубической решеткой, и является твердой и
хрупкой фазой, в которой соотношение между алюминием и углеродом
составляет 1:4,4. Интерес к этой фазе вызван давно сложившимся мнением [1], что именно двойной карбид обуславливает формирование структуры и служебные свойства сплава. Это связано с тем, что двойной карбид
в зависимости от содержания в сплаве углерода имеет довольно высокую
микротвердость – от 680 до 760 HV. По этой причине наличие в структуре
значительного количества выделений Fe3AlCx делает невозможным применение в промышленности алюминиевого чугуна из-за большой твердости и
хрупкости. Размеры частиц карбидной фазы в исследованных слитках позволили определить их микротвердость. Обнаружено, что в слитках I и II
микротвердость двойного карбида колеблется от 600 до 700 HV0,025 [14], а
в слитке III значительная часть выделений двойного карбида имеет микротвердость не более 450–500 HV0,025. Кроме того, замечено, что микротвердость матрицы (FeAl) в слитках I и II выше (300–470 HV0,025), чем в слитке
III (280–320 HV0,025). Использование ферроалюминия ФА30-В, имеющего
ячеистую структуру [8], позволило получить слиток III, в котором доля карбидной фазы значительно меньше, чем в других слитках (табл. 2).
Из анализа чугуна, полученного путем ввода чистого алюминия или
ферроалюминия, охлажденного с разной скоростью, следует, что для получения высоких механических свойств оптимальной является микроструктура слитка алюминиевого чугуна, выплавляемого с добавкой в расплав быстро охлажденного ФА30-В, т. е. металла, в котором количество твердой,
хрупкой фазы – двойного карбида Fe3AlCх – наименьшее.
Известно [15, 16], что модифицирование является гибким и высокоэффективным методом управления структурой сплавов на основе железа.
Введенные в расплавленный металл модификаторы, например модификаторы II рода, обеспечивают появление дополнительных центров кристаллизации, благодаря которым образуется гомогенная и мелкозернистая структура сплавов в твердом состоянии. Чтобы это гарантировать, необходимо
подготовить модификаторы соответствующим образом.
В исследовании [17], посвященном поиску путей повышения качества некоторых типов модификаторов, изучали возможность воздействия на
288
размер и характер распределения структурных составляющих в структуре
сплавов на основе Fe. Установлено, что быстро охлажденные из жидкого состояния модификаторы отличаются большой химической, фазовой и гранулометрической однородностью. Кроме того, при быстром охлаждении в
структуре модификаторов [17, 18] заметно измельчаются структурные составляющие. В работе [19] пытались выяснить закономерности и особенности формирования структуры и фазового состава магнийсодержащего микрокристаллического модификатора (МКМ) и слиточного модификатора,
имеющих практически одинаковый состав (табл. 1), но отличающихся скоростью охлаждения из жидкого состояния. Микрокристаллический модификатор получен методом намораживания расплава на водоохлаждаемый
кристаллизатор, т. е. он охлаждался с очень высокой скоростью, тогда как
слиточный получен по обычной технологии – при кристаллизации расплава в изложнице.
Таблица 1
Содержание (масс. %) основных элементов в образцах модификатора
(МКМ и слиточный)
Mg
Ca
Al
Si
Fe
O
4,02–5,39
1,58–1,77
1,27–1,32
49,5–51,8
35,7–36,6
0,006–0,008
Результаты исследования позволили установить, что для модификатора данного химического состава независимо от скорости охлаждения
характерно образование кремнийсодержащих фаз – FeSi2, CaSi2, Si – и
магнийсодержащих фаз – Mg2Si, Ca7Mg7.25Si14, а также небольшого количества рентгеноаморфной фазы SiMgO. Замедленная кристаллизация при
охлаждении слиточного модификатора создает условия для формирования
микроструктуры с достаточно большими размерами основных и примесных фаз. Так, толщина пластин дисилицида железа в образце слиточного
модификатора в пять раз больше, чем в образце МКМ, а толщина пластин
магнийсодержащей фазы и фазы FeSi2 в металле МКМ имеет очень близкое
значение – около 29 мкм. Это обеспечивает, по нашему мнению, более равномерное распределение элементов-модификаторов в объеме и в результате более стабильное модифицирование чугуна. Данный вывод хорошо согласуется с результатами работы [17].
Рис. 6. Структура чипсового (а) и слиточного (б) модификатора:
1 – дисилицид железа FeSi2; 2 – свободный кремний Si;
3 – силицид магния Mg2Si; 4 – Ca7Mg7,25Si14; 5 – Mg5Si6
289
На рис. 6 представлена микроструктура (данные РСМА) исследованных модификаторов.
Обнаружено, что фазовый состав структурных составляющих не зависит от скорости охлаждения из жидкого состояния. Во всех трех вариантах
образовались кремниевая фаза и дисилицид железа FeSi2. Микротвердость
дисилицида железа и в том, и в другом модификаторе отличается, но довольно незначительно, и составляет 602 HV в микрокристаллическом (МКМ) и
622 HV в слиточном модификаторе. Благодаря быстрому охлаждению при
кристаллизации чипсового модификатора высокая дисперсность в нем
основной фазы (FeSi2) способствует более равномерному распределению
между тонкими пластинами дисилицида других фаз. Кроме того, толщина
игл выделившейся кремниевой фазы с уменьшением скорости охлаждения
увеличивается почти в три раза – с 57 мкм до 157 мкм. Большая скорость
охлаждения ферросплава не позволяет произойти процессам ликвации в
достаточной степени, что, в свою очередь, способствует получению сплава
с более однородным химическим составом и структурой, т. е. дальнейшее
применение такого ферросплава будет гарантировать получение более стабильных результатов по химическому составу, структуре и механическим
свойствам твердого металла.
Подобное исследование по влиянию скорости охлаждения модификатора на фазовый состав и величину структурных составляющих [20] было
проведено на модификаторе, полученном в лабораторных условиях в печи
Таммана переплавкой заводского ферросплава ФС65 и последующей его
кристаллизацией в кварцевой трубочке – ФС65-1 (скорость охлаждения
около 800 град./мин.), в тигле на воздухе – ФС65-2 (скорость охлаждения
около 130град./мин.) и охлаждением с печью – ФС65-3 (скорость охлаждения около 12град./мин.
Изменение скорости охлаждения модификатора не привело к изменению фазового состава, но при повышении скорости охлаждения толщина
иглы кремниевой фазы снижается примерно в три раза. Далее нами была
проведена серия опытов по вводу модификаторов – заводского (ФС65) и,
полученных при различной скорости охлаждения в чугун (3,56–3,72 масс. %
C; 1,65–1,74% Si; 0,44–0,54% Mn). Навески чугуна с модификатором нагревали в печи Таммана до 1400 °C, выдерживали 10 мин. и разливали. Из заготовок вырезали образцы для исследования микроструктуры, для измерения
твердости и испытаний на разрывной машине.
Согласно полученным результатам, лучшим сочетанием твердости и
прочностных характеристик обладает чугун, обработанный быстро охлажденным модификатором. Микроструктура такого чугуна отличается однородностью и мелким эвтектическим зерном.
Кроме того, в ИМЕТ УрО РАН был проведен сравнительный анализ
структуры 2-х модификаторов в виде порошковой проволоки, полученных
различными способами, но имеющими примерно одинаковый химический
состав – «слиточный» (Forsteel 3) и «чипсовый» – (Insteel 3.2). Быстро охлажденный «чипсовый» модификатор был получен методом намораживания
расплава на водоохлаждаемый кристаллизатор, медленно охлажденный –
«слиточный» – получен по общепринятой методике кристаллизации в изложнице.
290
Дополнительно были проведены исследования химического состава
(табл. 2) модификаторов, включая определение состава газов.
Обнаружено, что в модификаторе Insteel 3.2 преобладающей является
фракция 0,315–1,0 мм, в то время как у модификатора Forsteel 3 преобладает фракция 0,045–1,0 мм. Таким образом, большую склонность к саморассыпанию имеет модификатор Forsteel 3. Фазовый анализ каждой фракции позволил определить процентное содержание фаз в каждой фракции
и отметить, что фазовый состав модификатора Insteel 3.2 слабо зависит от
величины фракции. Кроме того, слиточный модификатор содержит повышенное количество газов (табл. 2), особенно кислорода.
Таблица 2
Химический состав модификаторов
Массовая доля элементов, %
Марка
Mg
Insteel
3.2
Si
Ca
Al
Ba
Fe
P
S
Ce
La
Pb
Sn
Zn
As
N
O
1,28
44,90 10,88
7,01
6,13
18,67
0,02
0,015
6,63
2,37
0,002 0,002 0,038 0,003 0,036
1,16
Forsteel 3 1,52
45,10 12,64
3,80
0,12
22,93
0,01
0,037
3,40
1,80
0,010 <0,007 <0,001 <0,001 0,094
8,10
Замечено, что ввод данных модификаторов повышает склонность
расплава к переохлаждению при кристаллизации. В связи с этим процесс
кристаллизации протекает при температурах, лежащих значительно ниже
равновесной температуры кристаллизации, а это приводит к возрастанию
скорости образования зародышей, увеличению их количества и в конечном
итоге к снижению размера зерна.
Кроме того, в данной работе исследовали влияние модификаторов на
склонность металла к переохлаждению методами высокотемпературной
вискозиметрии [10, 11], в частности наиболее распространенным методом
крутильных колебаний тигля с расплавом металла благодаря его простоте,
технологичности и возможности проведения измерений на малых количествах материала.
Результаты экспериментов с различным расходом модификатора
Insteel 3.2 при прочих равных условиях показали, что наибольшее переохлаждение достигается при расходе около 1 килограмма модификатора на
тонну стали. В нашем случае исследование проводилось с использованием
стали 42CrMo4 (отечественные аналоги – 38ХМ и 40ХФА), образцы которой были предоставлены компанией ОАО «Мотовилихинские заводы».
Чтобы оценить влияние способа получения модификатора на склонность стали к переохлаждению и на ее структуру (размер зерна), планируется провести ряд опытов с идентичными условиями, но с использованием
модификатора Forsteel 3. Кроме того, планируется провести серию уточняющих экспериментов для сокращения диапазона оптимального расхода
модификатора. Все исследования структуры стали планируется провести
с использованием микротвердомера Micromet-5103, оборудованного программным обеспечением Thixomet Pro. Полученные результаты позволят
решить вопрос проведения полупромышленных испытаний с использованием оптимального количества модификатора.
291
Выводы
1.Установлено, что гомогенное состояние расплава достигается лишь
в случае сплавления чугуна с быстро охлажденным ферроалюминием ФА30,
когда гомогенизация наступает при самой низкой в данном эксперименте
температуре – 1470 °C. Зона однородности расплава простирается от 1470
до 1766 °C, что, по нашему мнению, гарантирует получение в твердом металле однородной структуры. Структура слитка чугуна, легированного быстро охлажденным ФА30, отличается наименьшим количеством твердой и
хрупкой фазы – двойного карбида Fe3AlCx, поэтому и является оптимальной с точки зрения высоких механических свойств.
2.Обнаружено, что высокая скорость охлаждения микрокристаллического модификатора (4,02–5,39% Mg; 49,5–51,8% Si; остальное Fe), в котором основная фаза FeSi2 более дисперсна и более равномерно распределена
по сравнению с медленно охлажденным слиточным модификатором того
же состава, обеспечивает равномерное распределение элементов модификаторов в объеме металла и в результате более стабильное модифицирование чугуна.
3.Отмечено, что повышение скорости охлаждения модификатора ФС65 с 12 град./мин. до 800 град./мин. приводит к снижению размера
включений основной кремниевой фазы примерно в три раза. В результате
микроструктура чугуна, обработанного таким модификатором, отличается
однородностью и мелким эвтектическим зерном, благодаря чему такой чугун имеет лучшее сочетание твердости и прочностных характеристик.
4.Сравнение модификаторов, содержащих около 45% Si, 12% Ca, в
виде порошковой проволоки, полученных при быстром (чипсовый) или
медленном (слиточный) способе охлаждения, показало, что ввод быстро
охлажденного модификатора более заметно повышает склонность расплава
металла, в который вводится такой модификатор, к переохлаждению, что
приводит к возрастанию скорости образования зародышей, увеличению их
количества, а в результате – к измельчению зерна в твердом металле и к повышению его механических свойств.
Список литературы
1.
2.
3.
4.
5.
6.
292
Александров Н. Н., Кочнев Н. И. Технология получения и свойства
жаростойких чугунов. М.: Машиностроение. 1964. 17 с.
Бобро Ю. Г. Легированные чугуны. М.: Металлургия. 1976. 288 с.
Шешуков О. Ю., Жучков В. И., Зорихин В. В. и др. Использование
ферроалюминия для раскисления стали//Сталь. 2004. № 9. С. 26–27.
Коттрел А. Х. Строение металлов и сплавов. М.: Металлургиздат. 1961.
288 с.
Никитин В. И. Исследование применения наследственности шихты
для повышения качества отливок//Литейное производство.1985. № 6.
С. 20–21.
Никитин В. И. Закономерности и механизмы структурного наследования в системе шихта-расплав-отливка//Наследственность в литых
сплавах: Тез. докл. обл. межотраслевого научно-технического семинара (20–24 мая 1990) – Куйбышев.1990. С. 1–7.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
Ермакова В. П., Шешуков О. Ю., Маршук Л. А. Влияние состава и скоростей охлаждения жидкого металла на структуру сплавов системы FeAl//МиТОМ., 2010. № 8. С. 3–7.
Шешуков О. Ю., Ермакова В. П., Маршук Л. А., Смирнова В. Г., Катаев
В. В. К вопросу повышения жаростойкости материалов//Известия Самарского научного центра РАН. 2012. Т. 14. № 1 (2). С. 593–596.
Ермакова В. П., Смирнова В. Г., Катаев В. В., Шешуков О. Ю., Конашков В. В., Овчинникова Л. А, Маршук Л. А. Влияние алюмосодержащих добавок на гомогенность расплава и структуру алюминиевого чугуна//МиТОМ. 2014. № 3. С. 7–11.
Швидковский Е. Г. Некоторые вопросы вязкости расплавленных металлов. М.: Гостехтериздат, 1955. 206 с.
Вертман А. А., Самарин А. М. Методы исследования свойств металлических расплавов. М.: Металлургия, 1978. 198 с.
ГОСТ 3443-87. Отливки из чугуна с различной формой графита.
Бочвар А. А. Исследование механизма и кинетики кристаллизации
сплавов эвтектического типа. М. – Л.: Главная редакция литературы
по цветной металлургии, 1935. 820 с.
ГОСТ РИСО 6507-1-2007. Измерение твердости по Виккерсу. Часть 1.
Метод измерения.
Гольдштейн Я. Е., Мизин В. Г. Модифицирование и микролегирование чугуна и стали. М.: Металлургия. 1986. 272 с.
Шешуков О. Ю., Ермакова В. П., Маршук Л. А., Кудинов Д. З. Структура модификатора и свойства чугуна//Инновации в материаловедении и металлургии. Материалы I Международной интерактивной научно-практической конференции. Ч. 2. Екатеринбург. Издательство
Уральского университета. 2012. С. 186–195.
Шешуков О. Ю., Вязникова Е. А., Смирнова В. Г. Влияние структуры модификатора на механические свойства чугуна//Расплавы. 2012.
№ 3. С. 68–72.
Рябчиков И. В., Поволоцкий В. Д., Соловьев Н. М. Структура и свойства быстроохлажденных модификаторов//Литейное производство.
1994. № 7. С. 4–7.
Смирнова В. Г., Вязникова Е. А., Овчинникова Л. А., Шешуков О. Ю., Жучков В. И., Заякин О. В., Рябчиков И. В. Исследование
микроструктуры и химического состава фаз магнийсодержащего модификатора, полученного с разной скоростью охлаждения//Электрометаллургия. 2009. № 4. С. 33–36.
Усманов Р. Г., Голубцов В. А. Мелкокристаллические быстроохлажденные модификаторы: опыт применения при получении чугунного и
стального литья//Теория и практика металлургических процессов при
производстве отливок из черных металлов: сб. докл. лит. консилиума
№ 2. 4–6 декабря. 2007. Челябинск. С. 124–132.
293
УДК 669.162.12+669.295
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПЕРЕРАБОТКИ
ТИТАНОМАГНЕТИТОВОГО СЫРЬЯ – БАЗЫ ЧЕРНОЙ
МЕТАЛЛУРГИИ РОССИИ
А. Н. Дмитриев, Ю. А. Чесноков, Г. Ю. Витькина
Институт металлургии УрО РАН, г. Екатеринбург,
andrey.dmitriev@mail.ru
На Урале и далее на восток месторождениями, обеспечивающими черную металлургию, в том числе доменное производство, являются комплексные руды, содержащие кроме железа ванадий, титан, хром, никель и др.
Истощение запасов традиционного магнетитового сырья вынуждает пересматривать отношение к способам производства металла и схемам
переработки комплексных руд с учетом запросов рынка и использования
ресурсов регионов. Руды с невысоким содержанием титана типа гусевогорских перерабатываются по металлургической схеме, включающей выплавку
чугунов в доменных печах. Поскольку с переходом на собственно качканарские руды ожидается повышение титана в железорудном сырье, а объемы
печей для его переплавки возрастают, то предстоит пересматривать технологические решения в доменном переделе, в том числе с помощью математического моделирования [1].
Плавка титансодержащих руд всегда отличалась трудностями, связанными с особенностями восстановления титана и образованием неплавких
масс в горне печи [2–4]. При температурах от 1550 до 1620 °С вязкость шлака увеличивается в несколько раз вплоть до полного загустевания расплава. При этом на поверхности шлака образуется пленка, ее свойства существенно отличаются от свойств остальной массы шлака. Обнаружено, что
эта пленка содержит карбиды и нитриды титана, образующиеся при контакте с углеродом и азотом. Образование тугоплавких соединений в виде
карбонитридов и оксикарбонитридов является одной из особенностей восстановления оксидов титана. В шихтовых материалах титан практически не
имеет самостоятельных минералов и фаз: в зернах гематита и магнетита он
присутствует, как и ванадий, преимущественно в виде твердых растворов.
Восстановление титана газом происходит через ряд промежуточных стадий:
TiO2–Ti3O5–Ti2O3–TiO. При этом температура начала восстановления последовательно повышается с 700–1000 до 1200 °С и далее до 1350–1400 °С.
На завершающем этапе восстановления оксидов железа на поверхности кусков уже формируются самостоятельные минеральные фазы соединений оксидов титана, переходящие в первичные и конечные шлаки.
Полное восстановление титана возможно только за счет твердого углерода с образованием карбида титана (TiC), а в присутствии азота – нитрида
(TiN) или карбонитрида титана (TiC–TiN). Образование карбидов и карбонитридов титана частично происходит уже в области первичного шлакообразования, а при температурах выше 1400 °С процесс резко ускоряется.
294
Задача технологов-доменщиков – с помощью состава доменной шихты и параметров дутья создать в доменной печи условия, препятствующие
образованию нерастворимых соединений титана.
При холодном ходе древесноугольных доменных печей и повышенном
содержании FeO в шлаках условия для развития процессов восстановления
кремния и титана весьма ограничены.
Проблемы проплавки титаномагнетитов появились с переходом на
кокс (зола кокса) и повышением температур нагрева дутья (ростом теоретической температуры горения и понижением FeO в шлаке), факторами,
активизирующими процессы восстановления титана.
Возможные реакции восстановления Si и Ti.
Через возгон:
SiO2 + С = SiO + СО;
SiO + С = [Si] + СО;
SiO2 + 2С = [Si] + 2CO,
Из расплава:
SiO2 + 2С = [Si] + 2CO.
Из расплава:
TiO2→Ti2O3→TiO→Ti→Ti(C,N);
2ТiO2 + С = Тi2O3 + СО;
Ti2O3 + 3C = 2Ti(O,C) + CO;
2TiO + 3C = [Ti] + [TiC] + 2CO.
Развитие процессов восстановления титана в доменной печи по схеме
TiO2→Ti2O3→TiO→Ti→Ti(C,N) приводит к:
–образованию нерастворимой в шлаке и ограниченно растворимой в
чугуне карбидной фазы TiC;
–накоплению этой фазы на контактных поверхностях шлак-металл
(греналь), шлак-кокс (неплавкие массы);
–и, как следствие, увеличению потерь металла со шлаком, снижению
дренажной способности коксовой насадки и уменьшению активного объема горна.
Одним из перспективных вариантов решения задачи, как показали
результаты многолетних исследований в печах ОАО «ЕВРАЗ НТМК», является изменение состава и свойств чугуна путем подбора параметров дутья и
состава шлака, включая добавки марганца.
Как выявлено, определяющим критерием является понижение содержания кремния в чугунах до 0,1 % и менее, влияющего на растворимость
титана в металле, с целью понижения вероятности «высаливания» титансодержащих фаз.
Результатом явилась новая технология выплавки малокремнистых ванадиевых чугунов, реализованная в печах объемом 2200 м3 [5].
Совместно с Институтом горного дела УрО РАН ведутся работы, направленные на вовлечение в эксплуатацию руд собственно Качканарского месторождения [6, 7]. Для испытаний процесса магнитного обогащения
отобраны две пробы, представляющие минеральные разновидности руды
Гусевогорского месторождения – малотитанистую и нормальнотитанистую
разновидности. Малотитанистая проба руды отобрана в Западном карьере,
проба названа низкотитанистой. Нормальнотитанистая проба руды отобра-
295
на в Главном карьере, проба названа высокотитанистой. В результате обогащения получены железорудные концентраты.
Проведен химический анализ полученных руд и концентратов. Определена микроструктура руд. Выполнен рентгенофазовый анализ концентратов. Исследованы магнитные свойства концентратов путем измерения
намагниченности. Сделаны выводы о близости химических составов по
ванадию и титану концентратов высокотитанистого Главного карьера Гусевогорского месторождения и собственно Качканарского месторождения, а также о некотором различии магнитных свойств низкотитанистого
и высокотитанистого концентратов и практически одинаковых магнитных
свойствах высокотитанистого и типичного концентрата из Гусевогорского
месторождения. Получены чугун и шлак из низкотитанистой пробы концентрата.
Показано различие свойств малотитанистой и нормальнотитанистой
разновидностей руд и концентратов Гусевогорского месторождения. Предположено, что это различие вызовет необходимость разработки и использования различных технологий их переработки. Актуальность определяется
необходимостью вовлечения в эксплуатацию железных руд с повышенным
содержанием титана в связи с необходимостью расширения сырьевой базы
черной металлургии России. При этом содержание TiO2 в доменном шлаке
может составить 15–20%. В шлаках доменных печей ОАО «ЕВРАЗ НТМК»
содержание TiO2 – 10%. В Китае на заводе в г. Паньчжихуа освоена технология доменной плавки с содержанием TiO2 в шлаке 22–25% [8].
Институтом металлургии УрО РАН были выполнены расчеты доменной плавки окускованных концентратов Гусевогорского и собственно Качканарского месторождений (СКМ) по технологии ОАО «ЕВРАЗ НТМК»
(табл. 1), в доменной шихте высокоосновной (в/о) агломерат и неофлюсованные (н/о) окатыши. Расчеты показали, что содержание диоксида титана
в шлаках, в зависимости от глубины обогащения, составит 10–15% против
Таблица 1
Результаты расчета доменной плавки концентратов Гусевогорского
и собственно Качканарского месторождений в условиях
ОАО «ЕВРАЗ НТМК»
Базовый
концентрат (Гусевогорское месторождение)
Показатель
Доменная
шихта:
агломерат в/о, %
окатыши н/о, %
железофлюс, %
Feобщ, %
TiO2, %
Доменный
TiO2, %
296
шлак:
Высокотитанистый концентрат
(СКМ, Главный
карьер)
Низкотитанистый
концентрат (СКМ,
Западный карьер)
38,3
52,3
9,4
56,9
2,43
57,99
2,94
59,09
2,25
10,53
14,92
10,05
Рис. 1. Оценка влияния содержания TiO2 в доменной шихте на содержание TiO2 в шлаке
8–10,5% при плавке базовых концентратов Гусевогорского месторождения.
Практика работы ОАО «ЕВРАЗ НТМК» свидетельствует, что такое повышение содержания диоксида титана в шлаках осложняет технологию доменной плавки.
В связи с этим встает вопрос выбора состава доменной шихты для эффективной работы доменной печи (рис. 1).
Опыт работы доменных печей ОАО «ЕВРАЗ НТМК» показывает, что
для предотвращения образования карбидов, карбонитридов и оксикарбонитридов титана в доменной печи необходимо работать на шлаках с содержанием TiO2 от 9,5 до 10,5%.
Институтом горного дела УрО РАН предложена технология раздельной добычи руд Гусевогорского месторождения [9]. При обогащении этих
руд по обычной схеме, принятой на ОАО «ЕВРАЗ КГОК», получается два
концентрата – высокотитанистый и низкотитанистый высокованадистый
(табл. 2). В обоих этих концентратах более высокое содержание железа и
ванадия. В высокотитанистом более высокое содержание оксида титана по
сравнению с обычным Гусевогорским концентратом (3,4% и 2,52%).
Таблица 2
Характеристика концентратов Качканарского месторождения
Концентрат боГусевогорский
Концентрат вы- гатый низкотиХимический
концентрат для сокотитанистый танистый высосостав, %
производства
(Главный
кованадистый
окатышей
карьер)
(Западный
карьер)
61,4
63,83
65,27
Feобщ
TiO2
2,52
3,4
2,13
V2O5
0,58
0,70
0,80
297
Очень важно, что энергетические затраты на производство таких концентратов меньше, чем на производство обычного Гусевогорского концентрата. Организация двух отдельных веток переработки таких концентратов –
окускование (агломерат, окатыши), доменная плавка – не представляется
возможным по экономическим причинам. В связи с этим, по-нашему мнению, представляется целесообразным получение нового (коллективного)
концентрата путем смешивания высокотитанистого и низкотитанистого
концентратов перед стадией окускования. Такой коллективный концентрат
будет иметь более высокое содержание железа (64,55% против 61,4%), V2O5
(0,75% против 0,58%) и TiO2 (2,765% против 2,52%). Содержание титана в
концентрате можно уменьшить путем изменения соотношения высокотитанистого и низкотитанистого концентратов в смеси.
Раздельная добыча руд Гусевогорского месторождения представляет
не только интерес сама по себе, но и тем, что высокотитанистая проба руд
представляет интерес как аналог руды собственно Качканарского месторождения
Нами совместно со специалистами ОАО «ЕВРАЗ НТМК» предложено
ступенчатое введение в эксплуатацию собственно Качканарского месторождения, начиная с доли 5% в шихте для агломерата и окатышей.
Значительный интерес в плане вовлечения в эксплуатацию высокотитанистых руд представляет собой Тебинбулакское месторождение, Республика Узбекистан [10].
Расчеты с помощью математических моделей показали [11, 12], что
суммарное содержание TiO2 в доменной шихте для условий Тебинбулака
при содержании общего железа от 60 до 61% должно быть на уровне от 1,6
до 1,8%.
Высокое содержание железа и титана в исходном концентрате (соотношение Fe/Ti), полученном ОАО «Уралмеханобр», не позволяет использовать вариант доменной плавки ОАО «ЕВРАЗ НТМК», поскольку более низкий выход шлака обуславливает содержание TiO2 в шлаке на уровне 15–17%,
что вызовет существенные затруднения при существующей технологии.
Вариант с разубоживанием промпродукта до 20% в агломерационной шихте при получении высокоосновного агломерата позволяет решить
проблему с повышенным содержанием TiO2 и организовать полноценный
ванадиевый передел доменная печь – конвертер с получением стали (полупродукта) и ванадиевого шлака.
Однако при использовании агломерата с основностью 2,2–2,4, в отличие от основности 2,0, основность доменного шлака составляет 1,47–1,56.
Опыт работы доменных печей с основностью шлака около 1,5 неизвестен,
но стоит предположить, что такие шлаки имеют очень узкий интервал температур кристаллизации. Такие шлаки (т. н. короткие) весьма чувствительны к тепловому режиму доменной плавки. Доменные печи ОАО «ЕВРАЗ
НТМК», выплавляющие ванадиевый чугун, работают на практике с основностью шлака до 1,30.
Выход из создавшейся ситуации видится в использовании в качестве
дополнительного компонента доменной шихты передельной составляющей, в частности сидерита. Расчеты показали, что все проблемы по составу доменного шлака снимаются. Более высокое содержание MnO в шлаке
298
способствует снижению его вязкости (содержание MnO в сидерите 2,64%),
соответствует вязкости доменного шлака ОАО «ЕВРАЗ НТМК», где в доменную шихту для разжижения шлака дают марганецсодержащие добавки.
Также может быть рассмотрен вариант введения сидерита не в доменную, а
агломерационную шихту.
В целом выбор между предложенными схемами переработки руды
месторождения Тебинбулак «доменная печь – конвертер» и «металлизация – электроплавка» должен быть сделан после тщательного техникоэкономического анализа с учетом многих факторов: место расположения
металлургического комбината; наличие отдельных мощностей и инфрастуктуры; доступ к природному газу и высококачественным углям (включая коксующиеся), коксу, традиционному передельному железорудному
сырью; объем переработки рудного сырья в год; соотношение цен на энергоносители, материальные ресурсы и т. д.
Таким образом, опыт работы коллектива Института металлургии УрО
РАН в области переработки титансодержащего железорудного сырья и имеющийся значительный задел позволяют надеяться на решение проблемы
обеспечения железорудным сырьем металлургических предприятий.
Экономическая целесообразность переработки многих титансодержащих железорудных месторождений России, Узбекистана и Казахстана будет
определяться не только извлечением железа и ванадия, но и титана с получением в качестве конечной продукции пигментного диоксида титана и
металлического титана.
Список литературы
1.
2.
3.
4.
5.
6.
Dmitriev A. N., Vitkina G. Yu., Petukhov R. V., Kornilkov S. V., Pelevin A. E.,
Fishman A. Y., Sapozhnikova T. V., Shunyaev K. Y. The Characteristic of Ores
and Concentrates of the Open Society EVRAZ KGOK//Advanced Materials
Research. 2014. V. 834–836. Pp. 364–369.
Леонтьев Л. И., Ватолин Н. А., Шаврин С. В., Шумаков Н. С. Пирометаллургическая переработка комплексных руд. – М.: Металлургия,
1997. 431 с.
Смирнов Л. А., Дерябин Ю. А., Шаврин С. В. Металлургическая переработка ванадийсодержащих титаномагнетитов. – Челябинск: Металлургия, 1990. 256 с.
Гаврилюк Г. Г., Леконцев Ю. А., Абрамов С. Д. Доменная плавка титаномагнетитов. – Тула: Ассод, 1997. 216 с.
Филатов С. В., Киричков А. А., Михалев В. А., Загайнов С. А., Филиппов В. В., Смирнов Л. А. Внедрение технологии выплавки низкокремнистого чугуна на НТМК//Сталь. 2010, № 5, С. 30–32.
Дмитриев А. Н., Петухов Р. В., Корнилков С. В., Пелевин А. Е., Витькина Г. Ю., Чесноков Ю. А., Упоров С. А., Сапожникова Т. В., Шуняев К. Ю. Исследование титаномагнетитовых руд и концентратов ОАО
«ЕВРАЗ КГОК»//Сборник докладов конференции «Технологическая
платформа «Твердые полезные ископаемые»: технологические и экологические проблемы отработки природных и техногенных месторо-
299
ждений», 1–2 октября 2013 г. – Екатеринбург: ИГД УрО РАН, 2013.
С. 28–34.
7. Петухов Р. В., Дмитриев А. Н., Корнилков С. В., Пелевин А. Е., Витькина Г. Ю., Чесноков Ю. А. Металлургическая оценка руд и концентратов Качканарского месторождения//Сборник докладов III Всероссийской научно-практической конференции студентов, аспирантов
и молодых учёных «TИМ’2014» 27–29 марта 2014 г. – Екатеринбург:
УрФУ, 2014. С. 64–71.
8. Li J., Zhang Z., Zhang M., Guo M., Wang X. The influence of SiO2 on the
extraction of Ti element from Ti-bearing blast furnace slag//Steel Research
International. 2011. V. 82. № 6. Pp. 607–614.
9. Раздельная переработка проб руды Гусевогорского месторождения//
Отчет о НИР по х/д № 01/07/-12И (под рук. Пелевина А. Е.). ООО
«Техноген-проект», 2012. 20 с.
10. Дмитриев А. Н., Мухитдинов Я. С., Рахимов В. Р., Ситдиков Ф. Г. Пирометаллургическая технология переработки Тебинбулакских титаномагнетитов//Металлург, 2005, № 2. С. 31–32.
11. Дмитриев А. Н., Шешуков О. Ю., Газалеева Г. И., Чесноков Ю. А.,
Братыгин Е. В., Некрасов И. В., Дмитриева Е. Г., Витькина Г. Ю.,
Пешкин Д. С. Разработка технологии металлургического передела
титаномагнетитового концентрата Тебинбулакского месторождения
с использованием промежуточного продукта обогащения//Труды
Конгресса с международным участием и элементами школы молодых
ученых «Фундаментальные исследования и прикладные разработки
процессов переработки и утилизации техногенных образований» (Техноген – 2014). Екатеринбург: УрО РАН, 2014. С. 134–143.
12. Dmitriev A. N., Sheshukov O. Yu., Gazaleeva G. I., Chesnokov Yu. A.,
Bratygin E. V., Nekrasov I. V., Vitkina G. Yu. Development of metallurgical
processing technology the titanomagnetite concentrate of the Tebinbulak
deposit//Applied Mechanics and Materials. 2014. V. 670–671. Pp. 283–289.
300
УДК 669.162.263
РАЗРАБОТКА И СОВЕРШЕНСТВОВАНИЕ
МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ
ПИРОМЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССОВ НА ОСНОВЕ
ФИЗИКО-ХИМИЧЕСКИХ ПРЕДСТАВЛЕНИЙ И РЕШЕНИЕ
ПРАКТИЧЕСКИХ ЗАДАЧ ЧЕРНОЙ МЕТАЛЛУРГИИ
А. Н. Дмитриев, Ю. А. Чесноков, М. О. Золотых, Г. Ю. Витькина
Институт металлургии УрО РАН, г. Екатеринбург,
andrey.dmitriev@mail.ru
Использование компьютерных методов и наличие математических
моделей различных стадий переработки металлургического сырья (переделов) позволяют оптимизировать разрабатываемые схемы по энергетическим и экономическим критериям.
Математические модели дают возможность применять для изучения
процессов и явлений пирометаллургических процессов такие новые инструменты, как аналитические методы, позволяющие определять не только
одномерные, но двумерные распределения в агрегатах температур, скоростей, степеней восстановления и другие параметры.
В предложенных Институтом металлургии УрО РАН математических
моделях пирометаллургических процессов наряду с обычными данными в
качестве исходной информации используются такие важнейшие показатели качества, как прочность, восстановимость, гранулометрический состав,
температуры размягчения и плавления для железорудного сырья, реакционная способность, прочность для кокса и т. д., определяемые экспериментально в лабораторных условиях. Последнее придает существенное значение не только математическому, но и экспериментальному (физическому)
моделированию [1].
Одна из наиболее значимых разработок – комплекс математических
моделей доменного процесса, включающий совместно работающие на основе единой базы данных двумерные модели газодинамики, теплообмена,
восстановления, а также одну из балансовых моделей, позволяющих определить расход кокса, расход дутья, выход газа, температуру фурменного
очага, используемые как входные параметры двумерных моделей.
За последние 10 лет развитие этого комплекса математических моделей осуществлялось как в направлении совершенствования самого математического аппарата [2], так и расширения круга решаемых задач [3]. Наиболее интересными и значимыми являются работы области решения задач,
касающихся проблем переработки титансодержащих руд и техногенных
отходов. Будущее черной металлургии Урала, Сибири, Дальнего Востока,
Узбекистана заключается именно в титансодержащих рудах.
Для черной металлургии Урала наибольший интерес представляет
Качканарская группа месторождений: Гусевогорское и собственно Качканарское. За последние 5 лет значительный шаг вперед был сделан в совершенствовании технологии ванадиевой доменной плавки.
301
Это особенно относится к печам большого объема 2200 м3. Опираясь
на результаты физико-химических исследований, выполненных за последние годы в Институте металлургии УрО РАН, и обобщив результаты многолетней практики работы доменных печей на титаномагнетитовых рудах,
были разработаны и внедрены (совместно с ОАО «Уральский институт металлов» и ФГАОУ ВПО «УрФУ им. первого Президента России Б. Н. Ельцина») при освоении выплавки ванадиевых чугунов в доменных печах № 5 и
№ 6 ОАО «ЕВРАЗ НТМК» новые элементы технологии, обеспечившие высокие технико-экономические показатели работы печи. Основные из них:
повышение основности шлаков с 1,2 до 1,25–1,30; повышение давления на
колошнике печи с 1,8 до 2,2 ати; снижение содержания кремния в чугунах
с 0,1 до 0,05% [4, 5].
Разнообразие металлургических производств и технологий, их составляющих, определяет и разнообразие технологических отходов, которые в
пределах предприятия рассматриваются как вторичные материальные ресурсы (ВМР) [6].
Одним из наиболее опасных ВМР является красный шлам (КШ) – отход глиноземного производства, который образуется в результате извлечения из бокситов оксида алюминия. Недостатком шламов является наличие
в них щелочных металлов. Давно известно, что одним из путей утилизации
КШ является использование их в процессах окускования путем ввода в шихту при производстве агломерата или окатышей. В 2013 году в филиале «УАЗСУАЛ» ОАО «СУАЛ» была пущена промышленная установка, позволяющая
перерабатывать шламы текущего производства с получением обезвоженного и обесщелоченного флюса (ОФ) для окускования железорудного сырья.
Институтом металлургии УрО РАН совместно с ОАО «Уралмеханобр» разработана технология введения данного флюса в железорудные агломерат и
окатыши [7].
Анализ результатов расчета показателей доменной плавки с помощью
математической модели [8] показал, что положительное влияние улучшения прочности агломерата при использовании ОФ практически нивелируется снижением общего содержания железа в шихте. Для сохранения содержания железа на уровне базовых значений в шихте доменной плавки
предложено использовать несколько вариантов: снижение основности высокоосновного агломерата с одновременным поднятием отношения CaO/
SiO2 в железофлюсе; добавка новой железосодержащей составляющей в
аглошихту (окалина); замена части бентонита шламом при производстве
окатышей.
При годовом потреблении 4,038 млн т окатышей и 2,8 млн т агломерата для ОАО «ЕВРАЗ НТМК» и 10,78 млн т агломерата для ОАО «ММК»
возможный объем переработанных отходов составит 0,55 млн т/год ОФ [9].
Доменная печь относится к числу плавильных металлургических агрегатов шахтного типа. Внутреннее рабочее пространство печи ограничено
огнеупорной футеровкой, предназначенной для защиты металлоконструкций печи от воздействия высоких температур, сохранения в течение длительного времени начальной геометрической формы рабочего пространства. На футеровку доменной печи оказывают разрушающее воздействие
многочисленные факторы. Наиболее разрушающим воздействиям подвер-
302
гается футеровка нижней части печи – лещади и горна. Поэтому использование рациональных конструкций огнеупорной кладки, систем охлаждения горна и лещади приводит к сокращению числа капитальных ремонтов и
обеспечивает надежную эксплуатацию доменной печи в течение 15–20 лет.
Известны способы контроля толщины футеровки, основанные на
применении ультразвука, радиоактивных изотопов, ударных упругих волн,
измерении сопротивления электрической печи; с помощью измерения
расхода и перепада температуры воды на входе и выходе из холодильника
в охлаждаемой части печи [10]; способы контроля толщины футеровки доменных печей с помощью термодатчиков, установленных в кладке нижней
части доменной печи [11].
Последние методы, основанные на измерениях температур футеровки
и расчетов на их основе с помощью математических моделей оставшейся
толщины футеровки, хорошо зарекомендовали себя и являются наиболее
перспективными. Методы, основанные на измерении перепада температур
воды, могут использоваться дополнительно к ним с целью дополнительного контроля состояния боковых стенок нижней части печи и сокращения
общего количества термопар.
В Институте металлургии УрО РАН разработана система контроля состояния огнеупорной футеровки горна доменной печи [12–16], предназначенная для предотвращения аварийных ситуаций. Разработаны математическое описание, алгоритм и компьютерная программа расчета двумерных
температурных полей в любом вертикальном и горизонтальном сечении
футеровки горна доменной печи (рис. 1). Расчет ведется путем решения
уравнений теплопроводности с использованием показаний большого числа
датчиков температуры (до 700), вмонтированных в футеровку печи между
огнеупорными блоками. Алгоритм расчета усовершенствован в части учета
сложного профиля нижней части доменной печи с использованием теоремы отсчетов (рис. 2). Используется система сбора, обработки и передачи
информации от датчиков температур в базу данных программы.
При росте гарнисажа:
При разгаре кладки:
Рис. 1. Решение задачи теплопроводности через многослойную стенку
303
1
2
3
Рис. 2. Учет сложного профиля нижней части доменной печи с использованием теоремы
отсчетов (теорема Котельникова, в англоязычной литературе теорема Найквиста – Шеннона): геометрические соотношения (1), график функции F(α) (2), результат интерполяции
профиля доменной печи (3)
Непрерывный контроль изменения температуры в каждой точке позволяет определить оставшуюся толщину огнеупорной футеровки или появление гарнисажа и предупредить, в случае необходимости, персонал печи
о начале разгара футеровки. Разработанный интерфейс программы позволяет мастеру печи использовать многие дополнительные функции контроля, в частности историю показаний датчиков, оставшейся толщины стенки и т. д. (рис. 3, 4).
Системы контроля состояния футеровки горна доменной печи установлены на 5 доменных печах Китая: № 4 объемом 3200 м3 металлургического комбината Jinan Iron & Steel Company в г. Цзинань (683 термопары),
№ 2 объемом 1080 м3 металлургического комбината Henan Jiyuan Iron & Steel
(Group) Company в г. Цзиюань (212 термопар), № 4 объемом 2500 м3 металлургического комбината Guangxi Liuzhou Iron & Steel (Group) Company в
304
Рис. 3. Отчет о толщине стенки доменной печи № 4 объемом 2500 м3 Лючжоуского
металлургического комбината
Рис. 4. График изменения температур в точках расположения термопар одного
из вертикальных сечений после задувки доменной печи
г. Лючжоу (383 термопары), № 3 объемом 1750 м3 металлургического комбината Jinan Iron & Steel Company в г. Цзинань (524 термопары), № 1 объемом
1750 м3 металлургического комбината Jinan Iron & Steel Company в г. Цзинань (524 термопары). Примеры температурных полей в вертикальном и
горизонтальном сечениях приведены на рис. 5 и 6.
В последние годы на основе математических моделей отдельных пирометаллургических процессов и единой базы данных начаты работы в области создания информационной системы «Интерактивные расчеты в черной
305
Рис. 5. Температурные поля в вертикальном сечении
Рис. 6. Температурные поля в горизонтальном сечении
металлургии», позволяющей проведение сквозных расчетов по металлургическим переделам. Эта система позволяет повысить уровень контроля
и анализа, планирования и прогнозирования результатов текущей производственной деятельности на предприятиях горно-металлургического комплекса.
В состав информационной системы входят:
1.Модель прогнозирования металлургических характеристик кокса
(расчет материального баланса процесса коксования, определение основных металлургических свойств кокса (прочность М25 и М10, реакционная
способность).
306
2.Модель окускования железорудного сырья (расчет теплового и материального баланса процессов агломерации и обжига окатышей, определение себестоимости процесса окускования).
3.Модель расчета технико-экономических показателей (ТЭП) доменной плавки (расчет теплового и материального балансов плавки, температурных полей газа и шихты, температуры кристаллизации шлака, диаметра фурм,
себестоимости чугуна на основе сертифицированных исходных данных).
4.Модель расчета ТЭП конвертерного передела (расчет теплового и
материального балансов плавки, состава шлака, температуры стали или полупродукта).
5.Модель расчета ТЭП руднотермической плавки (расчет теплового и
материального балансов плавки, производительности печи, расхода электроэнергии, состава металла и шлака).
6.Модель расчета ТЭП вращающейся печи (расчет теплового и материального балансов процессов обжига и металлизации, производительности печи, химического состава огарка, крицы и шлака).
Использование данной информационной системы позволит снизить
издержки при проектировании новых производств и модернизации металлургических агрегатов за счет сокращения дорогостоящих этапов промышленных и полупромышленных испытаний, а также поможет решению разнообразных учебно-методических и образовательных проблем.
Таким образом, разработки Института металлургии УрО РАН в области математического моделирования процессов в черной металлургии показали важность этого направления, которая заключается в возможности
решения широкого круга практических задач.
Список литературы
1.
2.
3.
4.
5.
6.
Дмитриев А. Н., Кудинов Д. З., Пастухова З. Н., Перепечаев В. П., Ченцов А. В., Чесноков Ю. А., Шаврин С. В. Развитие математических методов анализа явлений в металлургических агрегатах//Сборник трудов
конференции «Физическая химия и технология в металлургии». –
Екатеринбург: УрО РАН. 2005. С. 192–197.
Dmitriev A. N., Chesnokov Yu. A. Reduction Kinetics of Iron Ore Materials
by Gases//Defect and Diffusion Forum. 2008. V. 283–286. Pp. 45–52.
Chesnokov Yu. A., Dmitriev A. N. Mathematical modelling of blast furnace
process at smelting of non-traditional raw materials//Proceedings of 5th
International Conference on Mathematical Modeling and Computer
Simulation of Material Technologies (MMT–2008). – Ariel, Israel:
University Center of Samaria. 2008. V. 1. Pp. 1-111–1-119.
Дмитриев А. Н. Математическое моделирование доменного процесса. – Екатеринбург: УрО РАН. 2011. 162 с.
Филатов С. В., Киричков А. А., Михалев В. А., Загайнов С. А., Филиппов В. В., Смирнов Л. А. Внедрение технологии выплавки низкокремнистого чугуна на НТМК//Сталь. 2010. № 5. С. 30–32.
Ярошенко Ю. Г., Гордон Я. М., Ходоровская И. Ю. Энергоэффективные и ресурсосберегающие технологии черной металлургии. – Екатеринбург: ООО «УИПЦ». 2012. 670 с.
307
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
308
Разработка безотходной, комплексной и экологически безопасной
технологии переработки красного шлама и создание инновационной
опытно-промышленной установки//Отчет о НИР ИМЕТ УрО РА.
Госконтракт с Минобрнауки № 12.257.11.0011 от 20 июня 2012 г. (под
рук. Леонтьева Л. И.). 2013.
Ченцов А. В., Чесноков Ю. А., Шаврин С. В. Балансовая логико-статистическая модель доменного процесса. – М.: Наука, 1991. 92 с.
Чесноков Ю. А., Леонтьев Л. И., Шешуков О. Ю., Дмитриев А. Н.,
Витькина Г. Ю., Маршук Л. А. Пирометаллургическая переработка отходов алюминиевого производства//Вестник Магнитогорского государственного технического университета им. Г. И. Носова. 2012, № 3
(43). С. 19–22.
Hong-bo Zhao, Shou-feng Huo, Shu-sen Cheng. Study on the early warning
mechanism for the security of blast furnace hearths//International Journal of
Minerals, Metallurgy and Materials. 2013. V. 20. № 4. Pp. 345–353.
Спирин Н. А., Федулов Ю. В., Новиков В. С., Швыдкий В. С., Лавров В. В. Диагностика состояния футеровки доменных печей по температурному полю кладки//Сталь. 1997. № 10. С. 13–16.
Dmitriev A. N., Chesnokov Y. A., Chen K., Ivanov O. Yu., Zolotykh M. O.
Monitoring System of Firebrick Lining Erosion of Blast Furnace Hearth //
Proceedings of the 15th IFAC symposium on Control, Optimization and
Automation in Mining, Mineral and Metal Processing. – USA, California,
San Diego: Flogen Star OUTREACH. 2013. Pp. 294–301.
Дмитриев А. Н., Чесноков Ю. А., Чэнь К., Иванов О. Ю., Золотых М. О.
Система контроля разгара огнеупорной футеровки горна доменной
печи//Сталь, 2013. № 11. С.8–14.
Dmitriev A. N., Chesnokov Yu. A., Chen K., Ivanov O. Yu., Zolotykh M. O.
New Monitoring System of Firebrick Lining Deterioration of Blast Furnace
Devil in Metallurgical Plants of China//Advanced Materials Research. 2014.
V. 834–836. Pp. 939–943.
Dmitriev A. N., Chesnokov Yu. A., Chen K., Ivanov O. Yu., Zolotykh M. O.
Monitoring the Wear of the Refractory Lining in the Blast Furnace Hearth//
Steel in Translation, 2013, V. 43. № 11. Pp. 732–739.
Dmitriev A. N., Zolotykh M. O., Chesnokov Yu. A., Chen K., Ivanov O. Yu.,
Vitkina G. Yu. New Monitoring System of the Refractory Lining Wear in the
Blast Furnace Hearth // Applied Mechanics and Materials. 2014. V. 670–
671. Pp. 1274–1284.
УДК 669.162.263
СОЗДАНИЕ МЕТОДИЧЕСКИХ ОСНОВ АНАЛИЗА
ВЛИЯНИЯ КАЧЕСТВЕННЫХ ХАРАКТЕРИСТИК
ЖЕЛЕЗОРУДНОГО СЫРЬЯ И КОКСА
НА ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
ДОМЕННОГО ПРОЦЕССА
А. Н. Дмитриев, Г. Ю. Витькина, Ю. А. Чесноков
Институт металлургии УрО РАН, г. Екатеринбург,
andrey.dmitriev@mail.ru
Качество железорудного сырья и кокса – резерв совершенствования
технологии доменной плавки [1]. Дефицит на Урале передельного железорудного сырья и коксующихся углей вынуждает вовлекать в разработку
новые месторождения рудных ископаемых. Предварительная оценка технико-экономических показателей пирометаллургических процессов переработки таких руд по результатам опытно-промышленных испытаний, как
это принято на практике в настоящее время, затруднена по техническим
и экономическим причинам, так как возможен отрицательный результат
или даже аварийная ситуация в доменной печи. В Институте металлургии
УрО РАН разработана методика анализа влияния качественных характеристик железорудного сырья и кокса на технико-экономические показатели
доменной плавки, позволяющая определять металлургическую ценность
новых видов сырья на основании анализа представительных проб минерального сырья. Показано, что повышение значений восстановимости и
«холодной» прочности, увеличение температурного уровня и сужение интервала размягчения железорудного сырья, а также снижение значения реакционной способности кокса являются экономически целесообразными
и позволяют улучшить эффективность доменного процесса. Методика заключается в следующем [2, 3].
1.Получение в лабораторных условиях агломерата или окатышей,
определение их металлургических свойств (прочность, восстановимость,
температуры размягчения и плавления). Восстановимость сырья определяется в соответствии с ГОСТ 17212-84, прочность – ГОСТ 15137-84,
температуры начала размягчения и плавления железорудного материала –
ГОСТ 26517-85.
2.Расчетное прогнозирование свойств кокса (прочность, реакционная способность) на основе свойств составляющих шихты для коксования.
Определение реакционной способности кокса (CRI, %) и горячей прочности (CSR, %) согласно ГОСТ Р 50921-2005 и ГОСТ Р 54250-2010.
3.Определение с помощью математических моделей [4, 5] техникоэкономических показателей доменной плавки. Математические модели
доменной плавки включают в себя балансовую логико-статистическую модель и комплекс двумерных моделей: газодинамики, теплообмена, восстановления, зоны когезии (вязко-пластичного состояния). Эти математические модели в числе немногих позволяют использовать в качестве исходных
309
данных металлургические характеристики железорудного сырья и кокса, в
том числе и в двумерном варианте. Математический анализ позволяет реально оценить возможность использования железорудного сырья и кокса в
качестве шихты доменной плавки.
4.Проведение опытно-промышленных испытаний с гарантированным получением положительного результата.
Показатели качества железорудных материалов
Для изучения влияния на эффективность доменной плавки нами выбраны следующие показатели качества – восстановимость и механическая
прочность агломерата и окатышей.
Восстановимость агломерата и окатышей – важнейшая характеристика их качества, которую необходимо учитывать при оценке потребительских свойств подготовленного железорудного сырья [6, 7]. Под восстановимостью понимается способность железорудного материала с большей или
меньшей скоростью отдавать кислород от оксидов железа газу-восстановителю. Ее роль возрастает по мере совершенствования доменного процесса и
сокращения удельного расхода кокса.
Восстановимость определяется по ГОСТ 17212–84 (Россия). Она определяется как отношение массы отнятого кислорода к массе первоначально
связанного кислорода, выраженное в процентах.
Восстановимость может быть определена также как стандартизированная степень восстановления, которая обычно рассчитывается по убыли массы или по изменению химического состава восстанавливаемого
образца [8].
Восстановимость агломерата определяется минералогическим составом, структурой и пористостью окускованных материалов. Эти факторы в
свою очередь зависят от основности агломерата, которая также влияет на
его восстановимость, причем это влияние имеет сложный характер. При
переходе от неофлюсованного агломерата к офлюсованному до основности
CaO/SiО2 = 1,2–1,6 восстановимость существенно улучшается; с ростом
основности она снижается, затем вновь возрастает [9].
Пористость материалов в значительной степени определяет его восстановимость. Пористость промышленных агломератов изменяется в зависимости от разных факторов от 25 до 45% при широком диапазоне размеров
пор [10].
На российских аглофабриках содержание FeO в агломерате (в среднем
по России около 14–15%) задается исходя из соотношения необходимой
для доменной плавки холодной прочности и низкого расхода топлива на
агломерацию, что не позволяет получить высокую восстановимость конечного продукта. В связи с этим возникает задача достижения предельно низкого содержания FeO в агломерате с обеспечением при этом максимальной
восстановимости и сохранением высокой прочности.
Показатели качества кокса
На основании опыта эксплуатации доменных печей с большим удельным расходом при вдувании угля и мазута можно сделать вывод, что кокс
по химическим и физическим свойствам должен удовлетворять более высоким требованиям, чем прежде. Из приоритетных для исследования физико-химических свойств кокса в настоящее время выделяют реакцион-
310
ную способность CRI (Coke Reactivity Index) и «горячую» прочность кокса
CSR (Coke Strange after Reaction), определяемые общепризнанным методом NSC, предложенным корпорацией Nippon Steel. На базе этого метода
в зарубежных странах разработаны и применяются стандарты: британский
BS 4262–84, американский ASTM D 5341–93 и проект ISO 18894:2006, а в
России – ГОСТ Р 50921–2005, ГОСТ Р 54250-2010 [11].
Реакционная способность кокса является показателем интенсивности
взаимодействия углерода кокса с диоксидом углерода в стандартных условиях испытания (при температуре нагрева кокса свыше 1100 °С) и определяется общей зольностью коксуемого угля или угольной шихты, а также марочным составом угольной шихты [12]. Окончательное (рабочее) значение
реакционной способности кокса формируется внутри печи при взаимодействии кокса с парами и пылью печной атмосферы шахты.
Считается, что показатель CRI должен быть как можно ниже и обеспечивать минимальный расход углерода на газификацию по реакции Будуара
[13, 14]:
СО2 + С = 2СО – 166,32 МДж.
Диапазон требований к показателям качества кокса на зарубежных и
отечественных заводах довольно широк, однако для большинства коксохимических заводов рекомендуемый показатель CRI находится в пределах
20–30%.
Измерения на различных типах кокса показали, что, как и ожидалось,
с уменьшением реакционной способности CRI заметно повышается его
«горячая» прочность кокса CSR. Низкая реакционная способность определяет уменьшение степени развития реакций прямого восстановления железа, что снижает расход углерода кокса как теплоносителя и восстановителя.
Влияние восстановимости и прочности железорудных материалов
на показатели доменной плавки
С помощью балансовой логико-статистической модели [5] проведены
расчеты для доменной печи № 9 ОАО «Магнитогорский металлургический
комбинат». За основу взят базовый вариант работы печи за 2009 г.: производительность печи, т чугуна/сутки – 4488; расход кокса, кг/т чугуна – 437,61.
Рассчитаны варианты влияния изменения восстановимости (от 69,46 до
94,46%) и прочности (от 65,13 до 90,13%) на технико-экономические показатели доменной плавки (рис. 1).
Рис. 1. Влияние восстановимости (1) и «холодной» прочности (2) на расход кокса (––),
производительность печи (- - -)
311
Как и ожидалось, существует известная альтернатива между этими
двумя металлургическими характеристиками железорудного сырья: если
ставится вопрос о достижении максимальной производительности доменной печи, то этого можно добиться путем повышения величины «холодной» прочности железорудной шихты, и, напротив, если существует необходимость в снижении расхода кокса, то в качестве приоритета будет стоять
задача увеличения восстановимости шихты (при прочих равных условиях).
Для получения оптимальных значений производительности печи и расхода
кокса рекомендуется применять железорудные материалы с показателями
восстановимости и «холодной» прочности выше 80%.
Влияние реакционной способности кокса на показатели доменной плавки
В работе исследовался кокс ОАО «Уральская Сталь». Усредненные
металлургические характеристики кокса, масс. %: зольность – 12,1; влажность – 4,6; сернистость – 0,51; летучие – 1,1. Для определения реакционной способности кокса проведены опыты с коксом крупностью 20 мм на
установке, соответствующей требованиям ГОСТ Р 50921-2005.
За основу взят базовый вариант работы доменной печи № 3 ОАО
«Уральская Сталь» за 2009 г. Отчетные характеристики печи: полезный объем печи, м3 – 1513; расход кокса, кг/т чугуна – 480,60; Расход железорудной
части шихты, кг/т чугуна – 1694,80; выход доменного газа, м3/т чугуна –
1283,20; выход шлака, кг/т чугуна – 411; основность шлака CaO/SiO2 – 1,08;
содержание серы S в чугуне, % – 0,017.
Для расчета зависимостей производительности и расхода кокса в доменной печи значение реакционной способности варьировалось от 28 до
45% (рис. 2). При увеличении реакционной способности кокса на 17% производительность печи снизилась на 234,1 т чугуна/сутки (9,44%), расход
кокса увеличился на 55,02 кг/т чугуна (11,48%) для указанных условий, т.е.
на 1% увеличения значения реакционной способности производительность
снижается на 0,555%, а расход кокса увеличивается на 0,675%.
Зона когезии
Одной из важнейших металлургических характеристик железорудного сырья является температурный интервал размягчения, т. е. температуры
начала размягчения и плавления. Температурный интервал размягчения
определяет местоположение и форму зоны когезии, которая, в свою оче-
Рис. 2. Влияние реакционной способности кокса на производительность (1)
и расход кокса (2) в доменной печи
312
редь, в значительной степени определяет газодинамический режим работы
доменной печи.
Факторы, влияющие на местоположение и форму зоны когезии, можно разделить на четыре основные группы: 1) распределение шихты по радиусу колошника; 2) местоположение фурменного очага; 3) температура фурменного очага; 4) восстановимость и температуры размягчения и плавления
железорудной части шихты.
При этом факторы 1–3 определяются особенностями профиля доменной печи и технологией доменной плавки в конкретных шихтовых и дутьевых условиях, а факторы 4-й группы являются металлургическими характеристиками железорудного материала (агломерата или окатышей).
Определение влияния температур размягчения и плавления железорудного материала на профиль зоны когезии может быть выполнено следующим способом.
1.Определение в лабораторных условиях температур начала размягчения и плавления железорудного материала по ГОСТ 26517–85.
2.Расчет с помощью двумерной математической модели местоположения и формы зоны когезии.
Двумерная математическая модель доменного процесса [4] позволяет рассчитать местоположение и форму зоны когезии (т. е. ее профиль) на
основе определенных на лабораторной установке или рассчитанных с помощью прогнозных методик температур размягчения и плавления с учетом
степени восстановления железорудного материала и неравномерности распределения по радиусу доменной печи.
Таким образом, заложены методические основы оценки влияния показателей качества железорудного сырья и кокса на основные показатели
доменной плавки. Проведенные в последнее время работы по оценке качества железорудного сырья различного происхождения позволили подтвердить практическую направленность методики и важность и значимость
полученных результатов [15, 16]. Планируется расширение перечня исследуемых показателей качества железорудного сырья и кокса, а также прогнозирование этих показателей по исходным составам сырьевых материалов.
Список литературы
1.
2.
3.
Аржадеева Г. Ю., Дмитриев А. Н., Пастухова З. Н., Чесноков Ю. А.
Качество железорудного сырья и кокса – резерв совершенствования
технологии доменной плавки//Сборник трудов VII международной
научно-практической конференции «Исследование, разработка и
применение высоких технологий в промышленности». – Санкт-Петербург: Изд-во Политехнического университета, 2009. С. 301–302.
Dmitriev A. N., Chesnokov Yu. A., Arzhadeeva G. Yu. The Coke and Iron
Ore Materials Kinetic Characteristics and Quantitative Indicators of Blast
Furnace Process//Defect and Diffusion Forum, 2012. V. 322. Pp. 87–106.
Dmitriev A. N., Vitkina G. Yu., Chesnokov Yu. A. Methodical Basis of
Investigation of Influence of the Iron Ore Materials and Coke Metallurgical
Characteristics on the Blast Furnace Smelting Efficiency//Advanced
Materials Research. 2013. V. 602–604. Pp. 365–375.
313
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
314
Дмитриев А. Н. Математическое моделирование доменного процесса. – Екатеринбург: УрО РАН, 2011. 162 с.
Ченцов А. В., Чесноков Ю. А., Шаврин С. В. Балансовая логико-статистическая модель доменного процесса. – М.: Наука, 1991. 92 с.
Аржадеева Г. Ю., Дмитриев А. Н., Чесноков Ю. А. Исследование влияния качественных характеристик железорудного сырья на показатели
доменной плавки//Сборник трудов IX международной научно-практической конференции «Исследование, разработка и применение
высоких технологий в промышленности». – Санкт-Петербург: Изд-во
Политехнического университета, 2010. С. 175–176.
Dmitriev A. N. The role of reducibility in achievement of the minimal coke
consumption in the blast furnace smelting//Defect and Diffusion Forum.
2006. V. 258–260. Pp. 91–100.
Кобелев В. А., Пузанов В. П. К проблеме восстановимости железорудного агломерата//Сталь. 2000, № 12, С. 6–8.
Леонтьев Л. И., Юсфин Ю. С., Малышева Т. Я., Шумаков Н. С., Травянов А. Я., Гараева О. Г. Сырьевая и топливная база черной металлургии.
М.: ИКЦ «Академкнига», 2007. 304 с.
Волков Ю. П., Шпабер Л. Я., Гусаров А. К. Эксплуатация доменных
печей. М.: Металлургия, 1991. 240 с.
Степанов Ю. В. О методах определения и оценки качества кокса//
Бюллетень «Черная металлургия». 2005, № 1, С. 24–32.
Dmitriev A. N., Chesnokov Yu. A., Arzhadeeva G. Yu. Mathematical Model
of Forecasting of Coke Quality Indicators//Defect and Diffusion Forum.
2010. V. 297–301. Pp. 1290–1294.
Можаренко Н. М. Опытно-промышленные испытания кокса, полученного по новым технологиям//Сборник научных трудов «Фундаментальные и прикладные проблемы черной металлургии». ИЧМ
НАН Украины, Украина, 2008. № 16. С. 187–195.
Dmitriev A. N., Chesnokov Yu. A., Arzhadeeva G. Yu., Lazebnaya Yu. P.
Mathematical Model of Forecasting the Iron Ore Materials and Coke Quality
Indicators//Defect and Diffusion Forum. 2011. V. 312–315. Pp. 1198–1203.
Dmitriev A. N., Vitkina G. Yu., Petukhov R. V., Kornilkov S. V., Pelevin A. E.,
Fishman A. Y., Sapozhnikova T. V., Shunyaev K. Y. The Characteristic of Ores
and Concentrates of the Open Society EVRAZ KGOK//Advanced Materials
Research. 2014. V. 834–836. Pp. 364–369.
Dmitriev A. N., Sheshukov O. Yu., Gazaleeva G. I., Chesnokov Yu. A., Bratygin E. V., Nekrasov I. V., Vitkina G. Yu. Development of metallurgical processing technology the titanomagnetite concentrate of the Tebinbulak deposit//Applied Mechanics and Materials. 2014. V. 670–671. Pp. 283–289.
УДК 669.055:669.71
ОСОБЕННОСТИ ФАЗООБРАЗОВАНИЯ
ПРИ МЕТАЛЛОТЕРМИЧЕСКОМ ПОЛУЧЕНИИ ТИТАН-,
ЦИРКОНИЙ-АЛЮМИНИЕВЫХ СПЛАВОВ
С. А. Красиков, С. Н. Агафонов, О. А. Пичкалева, А. А. Пономаренко,
Л. Б. Ведмидь, С. В. Жидовинова, Е. М. Жилина, А. В. Долматов
Институт металлургии УрО РАН, г. Екатеринбург, sankr@mail.ru
Интерметаллидные сплавы на основе систем Al – Ti и Al – Zr востребованы при получении титановых сплавов для авиа- и ракетной техники.
Они могут быть использованы в качестве конструкционных материалов для
деталей газотурбинных двигателей как материалы защитного покрытия, характеризующегося высокими механическими и антикоррозионными свойствами, а также как лигатуры, используемые для последующего получения
специальных алюминиевых и титановых сплавов. Одним из основных требований, предъявляемых к лигатурам, является высокое содержание целевого компонента, что отражается на эффективности реализации процесса
легирования.
Из известных способов производства титан (цирконий)- алюминиевых сплавов [1, 2] применяется метод, когда брикеты из смеси чистых порошков металлов переплавляют в вакууме. Также известны методы металлотермического восстановления титана и циркония из оксидных соединений,
среди которых можно выделить процессы как с использованием только тепла экзотермических реакций [1-3], так и с применением дополнительного
подвода электрической энергии[4, 5].
Для успешной реализации металлотермического процесса требуются
данные о последовательности образования металлических и оксидных соединений и целесообразности использования того или иного восстановителя. В настоящей статье представлено обобщение результатов исследований
по особенностям фазообразования при металлотермическом получении
сплавов Al – Ti, Al – Ti – Ni, Al – Ti – Ni – Mo и Al – Zr из оксидов с использованием методов термодинамического моделирования и совмещенной сканирующей калориметрии.
Взаимодействие оксидов титана, никеля и молибдена с алюминием
Алюминотермическое восстановление диоксида титана до металла характеризуется следующими основными реакциями:
(1)
3TiO2 + 4Al = 3Ti + 2Al2O3,
(2)
3TiO2 +2Al = 3TiO + Al2O3,
(3)
3TiO + 2Al = 3Ti + Al2O3.
Согласно данным [6], протекание процесса восстановления титана через стадии образования монооксида титана по реакциям (2) и (3) при температурах более 1000 °С термодинамически невозможно. Между тем взаи-
315
модействие TiO с Al с образованием интерметаллидов TixAIy, например, по
реакции
(4)
3TiO + 5Al = 3TiAl + Al2O3,
позволяет осуществить металлотермические реакции и при более высоких температурах [6]. В этом случае вследствие снижения термодинамической активности титана будет наблюдаться сдвиг металлотермической
реакции в сторону образования интерметаллического соединения TixAly.
Согласно сведениям [7], система алюминий – титан характеризуется
образованием соединений TiAl3, TiAl, Ti2Al. Более поздние литературные
данные [4] указывают также на возможность образования Ti3Al по перитектическим реакциям. Соединения TiAl3 и TiAl плавятся конгруэнтно и
наиболее стабильны. Наименьшей устойчивостью характеризуется интерметаллид Ti3Al. С увеличением температуры отрицательные значения энергии Гиббса для реакций образования алюминидов титана уменьшаются и,
соответственно, снижаются величины констант равновесия этих реакций и
полнота их протекания.
Термодинамическое моделирование совместного алюминотермического восстановления оксидов титана, молибдена и никеля выполняли с
помощью программного пакета HSC-6.1 [6], работа которого основана на
принципе минимизации свободной энергии Гиббса исследуемой замкнутой
системы. Расчеты выполняли для интервала температур 100–1800 °С и общего давления 1 атм. Изменение массового отношения алюминия к смесям
TiO2–NiO, TiO2–MoO2 и TiO2–NiO–MoO2 рассматривали в интервале от 0
до 200%. Температура слабо влияла на полноту восстановления элементов.
Наибольшее влияние оказывал фактор расхода восстановителя. Поэтому
влияние расхода алюминия на распределение элементов между металлом
и образующимся шлаком изучали при наиболее приемлемой по технологическим параметрам (вязкость, температура плавления продуктов плавки и
др.) температуре 1600 °С [8–10].
Термодинамическое моделирование взаимодействия смеси TiO2 – NiO
с алюминием выявило (рис. 1), что с ростом количества Al сначала восстанавливается никель в свободной форме, а затем происходит последовательное образование алюминидов никеля и титана и соединения Ni3Ti. После
частичной замены в шихте оксида никеля на MoO2 (рис. 2) образование интерметаллидов наблюдалось в последовательности MoNi4, NiAl, TiAl, Al3Ti,
Al3Ni2, NiAl3. Следует также обратить внимание, что в присутствии в шихтах
флюсующего компонента – оксида кальция – возможно взаимодействие
алюминия с этим компонентом и образование алюминидов кальция. В оксидной шлаковой фазе возможно образование молибдата кальция, что, вероятно, будет несколько затруднять восстановление молибдена.
Таким образом, по результатам термодинамического моделирования
установлена последовательность образования интерметаллических соединений. При этом извлечение Ni, Mo и Ti в металлическую фазу составило
более 95%.
При протекании металлотермического процесса его реализация будет
зависеть от кинетических условий. Для выявления этих особенностей были
выполнены диффренциально-термические исследования (ДТА) с применением метода совмещенной сканирующей калориметрии.
316
Рис. 1. Изменение содержаний компонентов в сплаве от удельного расхода алюминия
в смеси TiO2 – NiO – Al при температуре 1600 °С
Рис. 2. Изменение содержаний компонентов в сплаве от удельного расхода алюминия
в смеси TiO2 – NiO – MoO2 – Al при температуре 1600 °С
Для проведения экспериментов ДТА использовался синхронный термоанализатор STA 449F3 Jupiter (NETZSCH), позволяющий проводить термогравиметрические (ТГ) и калориметрические (ДСК) исследования на
одном образце в идентичных условиях. Измерения выполнялись в тиглях
из Al2O3 с крышками в токе аргона, расход газа составлял 30 мл/мин. Нагрев
шихт от комнатной температуры до 1450 °С осуществлялся со скоростью
5°/ мин. В экспериментах использовались навески с массой 28–30 мг.
Как видно из примеров, представленных на рис. 3–6, на кривых ДТА
выявлены эндотермические эффекты при температурах 659.5–660.8 °С,
вызванные плавлением алюминия. Экзотермические эффекты с максимумами, видимо, свидетельствовали о частичном окислении алюминия
(увеличение массы образца на кривой TG при температурах более 800 °С)
и активной фазе алюминотермического восстановления металлов с образованием интерметаллидов. Рентгенофазовый анализ (РФА) продуктов ДТА,
выполненный на дифрактометре «ДРОН-3.0» с автоматическим программным управлением, показал, что при алюминотермическом взаимодействии в системе TiO2 – NiO – Al обнаруженный экзотермический максимум
317
Рис. 3. Кривые ТГ и ДСК при нагреве шихты TiO2 – NiO – Al со скоростью 5°/мин.
в среде аргона
Рис. 4. Дифрактограмма продуктов взаимодействия после нагрева смеси TiO2 – NiO – Al до
1450 °С
(1306.3 °С) соответствует образованию (рис. 4) конгруэнтного соединения
Al3Ni2. Частичная замена в шихте оксида никеля на MoO3 (рис. 5 и 6) способствовала образованию тройного интерметаллида Al6MoTi при заметно
меньшей температуре – 995.8 °С.
Таким образом, использование методов компьютерного термодинамического моделирования, дифференциально-термического и рентгенофазового анализа позволило установить, что на начальной стадии
процесса алюминотермическом восстановления в системе TiO2– NiO –
MoO3 – Al происходит образование тройного интерметаллического соединения Al6MoTi, а затем формируются алюминиды никеля и титана.
Взаимодействие оксидов циркония с алюминием и кальцием
Термодинамическая оценка алюминотермического восстановления
диоксида циркония до металла по реакции
(5)
ZrO2 + 4/3Al = Zr + 2/3Al2O3
показывает, согласно данным [6], что полное протекание этой реакции
в прямом направлении возможно при температурах менее 600 °С. Очевид-
318
Рис. 5. Кривые ТГ и ДСК при нагреве шихты TiO2 - NiO – MoO3 – Al со скоростью 5°/мин.
в среде аргона
Рис. 6. Дифрактограмма продуктов взаимодействия после нагрева смеси
TiO2 – NiO – MoO3 – Al до 1450° С
но, протекание реакции (5) может быть более кинетически затруднительным, если при этом возможно образование промежуточных соединений,
например ZrO.
Взаимодействие ZrO2 (как и в случае TiO2) с Al с образованием интерметаллидов AlxZry может быть реализовано и при достаточно высоких температурах. В этом случае обеспечивается снижение термодинамической активности циркония и, соответственно, сдвиг металлотермической реакции
в сторону образования интерметаллического соединения ZrxAly. Согласно
сведениям [7, 11, 12], система алюминий – цирконий характеризуется образованием соединений: AlZr3, AlZr2, Al3Zr5, Al2Zr3, Al9Zr4, Al4Zr5, AlZr, Al3Zr2,
Al2Zr, Al3Zr. Соединения Al4Zr5, Al2Zr и Al3Zr плавятся конгруэнтно, остальные образуются по перитектическим (Al3Zr5, Al2Zr3, Al3Zr2) и перитектоидным (AlZr3, AlZr2, AlZr, Al9Zr4) реакциям.
Использование для расчетов усредненных термохимических характеристик [13] позволило провести термодинамическую оценку восстановления циркония алюминием из его диоксида с образованием интерметаллидов. Результаты расчетов подтвердили предположения о возможности
319
протекания металлотермического процесса до образования интерметаллидов ZrAl3 и ZrAl2 по реакциям:
(6)
3ZrO2 + 13Al = 3ZrAl3 + 2Al2O3,
(7)
3ZrO2 + 10Al = 3ZrAl2 + 2Al2O3,
(8)
3ZrO2 + 12Al = ZrAl2 + 2ZrAl3 + 2Al2O3.
Влияние температуры на изменение состава сплава Zr – Al представлено на рис.7 для соотношения в шихте ZrO2:Al = 1.2:1. Как видно, в данном случае наиболее предпочтительным является образование интерматаллидов ZrAl2 (около 70%) и ZrAl3. При достаточно высоких температурах
– более 2000 °С заметно увеличивается вероятность образования свободных
Zr и Al, а также соединения Zr2Al. В шлаковой фазе с ростом температуры
более 1600 °C наблюдалось увеличение вероятности образования соединений CaZrO3 и ZrO2. Полученные термодинамические данные показали возможность получения сплава Zr – Al с содержанием циркония более 55% в
технологически важном температурном диапазоне 1400–1800 °C с извлечением Zr в металл более 90%.
Рис. 7. Зависимости изменения содержаний компонентов в сплаве от температуры
при взаимодействии в смеси 1.2 ZrO2 – Al
Термодинамическая оценка алюминотермического восстановления
диоксида циркония до металла по реакции:
(9)
ZrO2 + 2Ca = Zr + 2CaO
показывает, согласно данным [6], что полное протекание этой реакции
в прямом направлении возможно в диапазоне от 0 до 2000 °C. Следовательно, использование кальция в процессе металлотермического восстановления циркония может позволить частично заменить восстановитель алюминий. Образование при алюмино-кальцийтермическом восстановлении
оксида кальция в комбинации с оксидом алюминия будет способствовать
образованию относительно легкоплавкого шлака [14] и, соответственно,
улучшению кинетических условий процесса.
При выполнении дифференциально - термических исследований алюмино-кальцийтермического восстановления циркония по описанной выше
методике (в сочетании с РФА) использовали навески шихт c изменением
массового соотношения компонентов ZrO2:Al и ZrO2:(Al + Ca) от 1.0:0.5 до
1.0:1.0. Масса навесок составляла 30–31 мг.
Как видно из рис. 8, при соотношении компонентов ZrO2:Al и ZrO2:(Al +
Ca), равном 1:1, на кривых ДТА выявлен эндотермический эффект при
320
температурах 659.5–660.8 °С, вызванный плавлением алюминия. Экзотермические эффекты с максимумами при 907.9 и 1021.5 °С, видимо, свидетельствуют о частичном окислении алюминия (увеличение массы образца
на кривых TG при температурах более 800 °С) и наиболее активной фазе
алюмино- и алюмино-кальцийтермического восстановления циркония.
Рентгенофазовый анализ продуктов ДТА, показал, что как при алюмино(рис. 9), так и алюмино-кальцийтермическом взаимодействии обнаруженные экзотермические максимумы соответствуют образованию соединения
Al3Zr. Частичная замена (15%) в шихтах алюминия на кальций способствовала росту величины экзотермического теплового эффекта и смещению
экзотермического максимума в область более низких температур (907.9), а
также выявлению на дифрактограмме рефлексов относительно легкоплавкого (1395 °С) соединения Al3Zr5 [7, 11, 12]. Обнаружение в продуктах ДТАэкспериментов ZrO (рис. 9) указывает на последовательность превращения
диоксида циркония при металлотермическом восстановлении через стадию
образования промежуточного соединения – монооксида циркония. Анало-
Рис. 8. Кривые ТГ и ДСК исследуемого образца при нагреве шихт с соотношением компонентов ZrO2:Al (1) и ZrO2:(Al + Ca) (2), равным 1:1, со скоростью 5°/мин. в среде аргона
Рис. 9. Дифрактограмма продуктов после нагрева шихты с соотношением компонентов
ZrO2:Al, равном 1:1, со скоростью 5°/мин. в среде аргона до 1450 °С
321
гичные результаты были получены и при других соотношениях ZrO2 и компонентов-восстановителей в шихтах.
Изложенные в настоящей работе результаты термодинамического моделирования и дифференциально-термических исследований по особенностям образования интерметаллидов при восстановлении титана, циркония,
никеля и молибдена были в дальнейшем использованы и подтверждены
при осуществлении металлотермических плавок в электропечах [15–18] с
получением алюминиевых сплавов, содержащих 50–60% Ti или Zr. Моделирование металлотермического процесса в условиях регулируемого температурного режима позволило использовать легкоплавкие конечные шлаки CaO – Al2O3 – CaF2 [15–18] и характеризовалось хорошим разделением
металлической и шлаковой фаз, извлечением титана и циркония в металл
более 90%, образованием сплавов с низкими концентрациями кислорода
и показало перспективность такого подхода в технологии металлотермического получения алюминий-титановых (циркониевых) сплавов.
Заключение
Выявлена последовательность образования интерметаллических соединений при раздельном и совместном металлотермическом восстановлении титана, циркония, никеля и молибдена из оксидов. Результаты использованы и подтверждены при разработке перспективной технологии
металлотермического получения алюминий-титановых (циркониевых)
сплавов.
Выполненные расчеты и эксперименты проводились на оборудовании
ЦКП «УРАЛ-М» ИМЕТ УрО РАН.
Работа выполнена в рамках Государственного задания ИМЕТ УрО РАН
по теме № 0396-2014-0007 и.
Список литературы
1.
2.
3.
4.
5.
6.
322
Напалков В. И., Бондарев Б. И., Тарарышкин В. И., Чухров М. В. Лигатуры для производства алюминиевых и магниевых сплавов. – М.: Металлургия, 1983. – 160 с.
Напалков В. И., Махов С. В. Легирование и модифицирование алюминия и магния. – М.: МИСИС. 2002. – 376 с.
Мурач Н. Н., Лисиенко В. Т. Алюминотермия титана. – М.: ЦНИИцветмет. 1958. – 52 с.
Гасик М. И., Лякишев И. Л., Емлин Б. И. Теория и технология производства ферросплавов. – М.: Металлургия. 1988. – 784 с.
Патент 2485194 Российская Федерация, МПК C22C1/02. Способ получения титаноалюминиевого сплава из оксидного титансодержащего
материала/Красиков С. А., Надольский А. Л., Ситникова О. А., Пономаренко А. А. 2013. Опубл. 20.06.2013. Бюл. № 17.
Roine A. Outokumpu HSC Chemistry for Windows. Chemical Reaction
and Equilibrium Software with Extensive Thermochemical Database. Pori:
Outokumpu Research OY, 2006. – 448 p.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
Хансен М., Андерко К. Структуры двойных сплавов. – М.: Гос. научно-техническое изд-во лит-ры по черн и цветн. металлургии. 1962. Т 1.
Есин О. А., Гельд П. В. Физическая химия пирометаллургических процессов. Ч. II. – М.: Металлургия. 1966. 703 с.
Мисухин В. И., Плинер Ю. Л., Сергин Б. И. и др. Исследование кинетических закономерностей алюминотермического восстановления
окислов металлов//Металлотермия, сборник трудов Ключевского завода ферросплавов. 1967. С. 42–50.
Плинер Ю. Л. Влияние вязкости шлакового расплава на протекание
алюминотермического процесса//Металлотермия, сборник трудов
ключевского завода ферросплавов. 1967. С. 67–73.
Лякишев Н. П. Диаграммы состояния двойных металлических систем.
Справочник. Т. 1, кн. 1/Под общ. ред. Н. П. Лякишева//М.: Машиностроение. 1996. – 992 с.
Лякишев Н. П. Диаграммы состояния двойных металлических систем.
Справочник. Т. 3, кн. 2/Под общ. ред. Н. П. Лякишева//М.: Машиностроение. 2000. – 448 с.
Ларионов А. В., Чумарев В. М., Удоева Л. Ю., Мансурова А. Н., Рылов А. Н., Райков А. Ю., Алешин А. П., Трубачев М. В. Моделирование
алюминотермической выплавки сплавов Al-Zr и Al-Zr-Mo-Sn//Металлы. 2013. № 5. С. 3–9.
Allibert M., Gaye H., Geiseler J., Janke D. et al. Slag Atlas 2nd edition. –
Germany: VerlagStahleisen GmbH, 1995. 616 p.
Красиков С. А., Ильиных С. А., Ситникова О. А., Пономаренко А. А.,
Жидовинова С. В., ЧенцовВ. П. Металлотермическое получение сплавов алюминий – титан – никель для технологии плазменных покрытий//Перспективные материалы. 2011. № 13. С. 448–451.
Красиков С. А., Надольский А. Л., Пономаренко А. А., Ситникова О. А., Жидовинова С. В. Металлотермическое получение сплавов титан – алюминий в контролируемых температурных условиях//
Цветные металлы. 2012. № 6. С. 68–71.
Агафонов С. Н., Красиков С. А., Пономаренко А. А., Овчинникова Л. А. Фазообразование при алюминотермическом восстановлении
ZrO2//Неорганические материалы. 2012. Т. 48. № 8. С. 927–934.
Агафонов С. Н., Красиков С. А., Ведмидь Л. Б., Жидовинова С. В., Пономаренко А. А. Металлотермическое восстановление циркония из
оксидов//Цветные металлы. 2013. № 12. С. 66–71.
323
УДК 661.686
ПОЛУЧЕНИЕ ПОРОШКА КАРБИДА КРЕМНИЯ
ИЗ ТЕХНОГЕННОГО СЫРЬЯ
А. Г. Водопьянов, Б. П. Кузьмин
Институт металлургии УрО РАН, г. Екатеринбург,
inka.serikova@gmail.com
Дисперсные порошки карбида кремния используют в качестве армирующего компонента в композиционных материалах и в производстве
огнеупорных изделий. Их получают путем механического размола крупнокристаллического карбида кремния, а также восстановлением из чистых
смесей диоксида кремния и углерода, приготовленных растворным способом. В последние десятилетия получил распространение способ безразмольного производства порошков SiC из чистых дисперсных смесей диоксида кремния и углерода. Так, в [1] использовали смесь аэросила и активной
сажи с удельной поверхностью 113 м2/г на связующем из глюкозы или формальдегидной смолы. Смесь нагревали в потоке аргона при температурах
1573–1973 К. Полученный карбидизированный полупродукт обжигали при
температуре 873 К для окисления свободного углерода, а затем очищали от
примесей в смеси кислот HNO3 и HF. Образовавшиеся агломераты частиц
измельчали в вибрационной мельнице и просеивали через сито с размером
ячеек 10 мкм путем вакуумной фильтрации порошка в ацетоне. Однако использование чистых компонентов шихты ведет к повышению стоимости
порошка карбида кремния.
В институте металлургии УрО РАН в прошедшее десятилетие также
вели работы по получению безразмольного порошка карбида кремния, но
из техногенного сырья: колошниковой пыли печей, выплавляющих кремний, и обезвоженного шлама, образующегося при изготовлении подложек
кремния для микроэлектроники.
По данным химического анализа, колошниковая пыль содержит, %:
80.97 SiO2; 3.5 SiC; 2.8 CaO; 0.71 Al2O3; 0.34 Fe2O3 и 12.3 C. Состав шлама,
исследованный методами рентгено-флуоресцентного анализа, представлен компонентами, %: 57.0800 Si; 42.7000 O; 0.1229 Zr; 0.0670 Al; 0.0628 Ca;
0.0589 Fe; 0.0230 Cl; 0.0120 Cu; 0.0099 K; 0.0058 Cr; 0.0036 Zn. В пересчете
на оксиды металлов, это в основном соответствовало составу, %: 79.87 SiO2;
19.75Si; 0.200 Al2O3; 0.16 ZrO2; 0.0088 CaO и 0.084 Fe2O3.
Методы исследования
Для выяснения влияния примесей оксидов металлов на кинетику карбидизации и морфологию кристаллов карбида кремния в смесь с молярным
отношением C:SiO2 = 3:1, вводили добавки CaO, Al2O3 и Fe2O3 в количестве
до 3% от массы диоксида кремния [2]. Навеску порошковой смеси фракции
менее 50 мкм окатывали с крахмалом и нагревали в интервале температур
1773–1873 К в среде аргона (р = 0,1 МПа) в течение 60 минут.
324
Кинетику карбидизации шихты оценили по уравнению
(1)
α – (1 – α)1/3 = kτ,
где α – степень карбидизации шихты, отношение фактического изменения массы образца к теоретическому; τ – время, с; k – константа скорости реакции, с-1.
Колошниковую пыль окатывали с нефтяным коксом фракции менее
50 мкм со связующим из сульфитно-дрожжевой бражки на аммониевой основе марки КБЖ-А, содержащей, %: 35,73 твердого углерода, 59,38 летучих
и 5,00 золы. Окатыши с молярным соотношением C:SiO2 = 5:1 прокаливали
в неокислительной среде при температуре 1270 К и нагревали в интервале
1670–1870 К в течение 60 минут [3].
Карбидизацию обезвоженного шлама провели с использованием
технического углерода канального марки К354 с удельной поверхностью
140м2/г и содержанием золы и летучих соответственно менее 0,5 и 1,5%.
Шлам и углерод в молярном отношении C:SiO2 = 3,9:1 смешивали в этаноле, сушили, окатывали в 15% растворе сахара и нагревали в среде аргона
(р = 0,1 МПа) в течение 4 часов в интервале температур 1723–1923 К. Полученные образцы обжигали при температуре 873 К для окисления углерода, а
затем очищали от примесей в смеси кислот HNO3 и HF. Морфологию полученных кристаллов карбида кремния исследовали при помощи оптического и сканирующего электронного микроскопов.
Экспериментальная часть
Результаты исследования показали, что введение примесей CaO и
Al2O3 увеличивает константу скорости восстановления в одинаковой мере в
соответствии с температурной зависимостью
Lgk = (4.675 ± 0.045) – 15110T-1.
(2)
Добавка Fe2O3 не оказывает заметного влияния на скорость восстановления. В этом случае константа скорости восстановления в присутствии
Fe2O3 и без нее описывается общей температурной зависимостью
Lgk = (7,026 ± 0.048) – 19620T-1.
(3)
Окись железа способствует увеличению выхода SiC и, соответственно,
снижению потерь кремния в виде SiOг. Присутствие CaO в меньшей степени способствует карбидизации, чем Fe2O3, а Al2O3 уменьшает выход SiC за
счет увеличения потерь кремния в виде SiOг.
Исследование морфологии кристаллов SiC показало, что в отсутствии добавок оксидов металлов образуются слабо агрегированные частицы
размером менее 1 мкм. При введении CaO в количестве 1% от массы SiO2
образуются игольчатые кристаллы толщиной 1–2 мкм и длиной 10–30 мкм
с небольшим количеством частиц менее 1 мкм. С увеличением исходной
концентрации CaO продукт практически полностью состоял из игольчатых кристаллов. Присутствие Fe2O3 способствовало образованию в равных
объемах игольчатых кристаллов длиной до 40 мкм и субмикронных частиц.
Оксид алюминия не участвовал в формировании кристаллов SiC, и продукт
полностью состоял из субмикронных частиц.
Влияние совместного присутствия примесей CaO и Fe2O3 на кинетику
карбидизации исследовали при концентрации добавок 3% от массы SiO2.
Установлено, что константа скорости возрастает с увеличением концентра-
325
ции Fe2O3 до 3%, а затем приближается к величине, соответствующей однокомпонентной добавке Fe2O3.
Рентгеновский фазовый анализ показал, что порошки представлены
модификацией β-SiC с параметром решетки а = 0,4361 ± 0,0007нм. На воздухе они частично окисляются при температуре выше 873 К.
Исследование кинетики карбидизации колошниковой пыли электродуговых печей, выплавляющих кремний, в интервале температур 1670–
1870 К в среде гелия при давлении 0,1 МПа показало, что при степени карбидизации шихты ≤ 0,8 константа скорости реакции описывается уравнением
Lgk = (1,966 ± 0.060) – 9070T-1.
(4)
В таблице 1 приведен состав порошков карбида кремния, полученных в интервале температур 1773–1873 К и давлении инертного газа 0,1 и
3⋅10-3 МПа.
Таблица 1
Состав порошков карбида кремния из колошниковой пыли, %
Т, К
р, МПа
SiC
SiO2
CaOобщ
Alобщ
Feобщ
1773
0,1
76,83
14,30
2,49
0,98
0,46
1873
0,1
87,19
4,44
2,21
1,05
0,48
1873
3⋅10-3
96,91
0,02
0,96
0,54
0,48
0,50
0,29
1873*
3⋅10
98,33
0,02
0,24
* – кислотное рафинирование при температуре 353 К
-3
Из таблицы 1 видно, что практически полное превращение диоксида
кремния в карбид достигается при давлении газа 3⋅10-3 МПа. Однако процесс карбидизации в этом случае сопровождается улетом кремния в виде
SiO в количестве до 20% от исходной массы кремния в шихте.
Достигнутое содержание SiC в продукте не соответствует предъявляемым требованиям. Поэтому полученный полупродукт подвергли химической очистке в растворе 5% HCl при отношении жидкость/твердое 4:1 в течение 5 часов при температуре 353 К. При этом степень очистки от кальция,
железа и алюминия составила соответственно 75, 40 и 15%. Более глубокая
очистка от примесей может быть достигнута повышением концентрации
кислоты в растворе.
По данным рентгеновского фазового анализа полученный порошок
карбида кремния представлен модификацией β-SiC. Исследование морфологии кристаллов показало, что при температуре 1873 К и р = 0,1 МПа, продукт после изотермической выдержки в течение 40 мин. был представлен
рыхлыми, легко рассыпающимися агрегатами игольчатых кристаллов длиной 2–30 мкм и толщиной 0,5–1 мкм, а также глобулярными субмикронными частицами. С увеличением изотермической выдержки до 180 мин. кристаллы карбида укрупнились до 50 и 1 мкм соответственно. После 300 мин.
нагрева продукт состоял в основном из полиэдрических кристаллов размером 2–10 мкм. Отдельные частицы имели форму неправильных кристаллов
размером до 100 мкм.
В таблице 2 представлен состав порошка карбида кремния, полученного после стадий карбидизации шлама при температурах 1723–1923 К в
326
среде аргона (р = 0,1 МПа), окисления свободного углерода и очистки от
примесей в смеси концентрированных азотной и фтористоводородной кислот.
Таблица 2
Состав порошка карбида кремния из шлама, %.
№
Т, К
O
Fe
Al
Ca
SiC
1
1723
1,13
0,039
0,053
0,107
97,68
2
1823
1,26
0,042
0,018
0,090
97,54
3
1823
1,8
0,043
0,018
0,089
96,48
4
1923
1,05
0,042
0,020
0,088
97,88
Из представленных результатов видно, что карбид кремния содержит
значительное количество кислорода. Это соответствует расчетной концентрации 2,1–3,4% SiO2. При однократной очистке продукта смесью кислот
(п. 3, табл. 2) получена наиболее высокая концентрация кислорода – 1,80%.
Увеличение химической обработки до трехкратной незначительно уменьшило содержание кислорода (п. 1, табл. 2). Это связано с тем, что на завершающем этапе процесс восстановления протекает в диффузионном
режиме через слой карбида кремния, покрывающий частицы углерода. Целесо-образно вести процесс карбидизации в вакууме для удаления SiO2 на
завершающем этапе за счет его реакции с карбидом кремния до образования газообразного монооксида кремния.
Рентгеновский фазовый анализ показал, что полученный карбид
кремния имеет кубическую структуру. На рис. 1 представлена микрофотография порошка карбида кремния. Максимальный размер его агломератов
не превышает 100 мкм. Причем основная его масса состоит из агрегированных частиц менее 10 мкм. Последние включают частицы размером порядка
100 нм (рис. 2).
Рис. 1. Общий вид частиц порошка карбида кремния х 1000
327
Рис. 2. Структура агрегированных частиц карбида кремния х 50000
Результаты исследования показали, что порошки карбида кремния из
колошниковой пыли по составу соответствуют кусковому карбиду кремния,
производимому в промышленных печах, из которого получают размольные
порошки для абразивных и огнеупорных изделий [4].
Порошки карбида кремния из шлама по содержанию железа соответствуют требованиям (0,042% Fe) для композиционных материалов. Однако
содержание кальция и кислорода существенно выше требуемого: 0,003% Ca
и 0,1% O. Неизменность концентрации кальция в шламе и конечном продукте, вероятно, связана с присутствием диоксида циркония, не участвующего в процессе восстановления в данном интервале температур. Он способен растворять в анионной подрешетке оксиды одно- и двухвалентных
металлов и образовывать цирконат кальция CaZrO3 с температурой плавления 2823 К [5]. Содержание кислорода в виде SiO2 может быть снижено при
карбидизации шихты в вакууме.
Выводы
Исследован процесс получения безразмольных порошков карбида
кремния в интервале температур 1723–1923 К в среде аргона, при давлении
0,1 МПа из колошниковой пыли печей, выплавляющих кремний, и шламов
производства подложек кремния для нужд микроэлектроники.
Установлено, что из колошниковой пыли можно получить карбид
кремния в виде рыхлых, легко рассыпающихся агрегатов игольчатых кристаллов длиной 2–30 мкм и толщиной 0,5–1 мкм. При увеличении изотермической выдержки с 40 до 300 мин. продукт состоит из полиэдрических
частиц размером 2–10 мкм.
При карбидизации шлама образуются агрегаты карбида размером менее 10 мкм, состоящие из частиц порядка 100 нм.
328
Список литературы
1.
2.
3.
4.
5.
Петров А. П., Кеворкян В., Колар Д. Получение дисперсных порошков карбида кремния углетермическим методом//Неорганические материалы. 1992. Т. 28, № 4, с. 782–788.
Водопьянов А. Г., Памятных О. А., Кожевников Г. Н., Кузьмин Б. П.
Влияние минеральных добавок на процесс образования дисперсного карбида кремния//Неорганические материалы. 2000, т. 36, № 7,
с. 831–835.
Водопьянов А. Г., Кожевников Г. Н., Памятных О. А., Кузьмин Б. П.
Переработка колошниковой пыли, образующейся при выплавке
кремния, в порошок карбида кремния//Цветные металлы. 2000, № 8,
с. 105–107.
Емлин Б. И., Гасик М. И. Справочник по электротермическим процессам. М.: Металлургия. 1978, 288 с.
Химическая энциклопедия. Т. 5. Научное издательство «Большая энциклопедия». М. 1998, 783 с.
329
УДК 669.621.365.762.211:533.98
О ВОЗМОЖНОСТИ СИНТЕЗА ПОЛИМЕТАЛЛИЧЕСКОГО
ПОРОШКА В КИСЛОРОДНО-ВОДОРОДНОЙ ПЛАЗМЕ
В. А. Паньков, Б. П. Кузьмин.
Институт металлургии УрО РАН, г. Екатеринбург,
pankov_va@mail.ru
Описан малоизвестный процесс синтеза полиметаллического порошка при обработке воды плазмой в реакторе «Энергонива». Процесс
относится к области низкоэнергетичных ядерных реакций. Он позволяет
перерабатывать воду, содержащую до 10% твердого вещества, в том числе
бытовые стоки и промышленные отходы. Процесс не требует затрат энергии и открывает перспективу включить воду и отходы на ее основе в сырьевые источники металлургии.
Кратко изложена демонстрационная методика, подтверждающая возможность синтеза элементов из водных растворов.
Ключевые слова: реактор, вода, электрический разряд, плазма, электромагнитное поле, синтез элементов, полиметаллический порошок.
Профессор Магнитогорской горно-металлургической академии
(МГМА) Анатолий Васильевич Вачаев в 1994 году сделал открытие, которому в будущем предстоит существенно повлиять на развитие как фундаментальной науки, так и технологии.
Исследуя электрический разряд в водной среде, он обнаружил два
принципиально различных типа разряда. Первый – классический дуговой
разряд длительностью менее миллисекунды, сопровождающийся гидравлическим ударом. Второй – аномальный разряд. После подачи напряжения между электродами вспыхивал оранжевый шарик плазмы размером
в несколько миллиметров. Он походил на маленькую шаровую молнию,
издавал громкий шипящий звук и был стабилен в течение нескольких секунд. Угасал плазмоид спокойно, без гидравлического удара. Под термином
«плазмоид» мы будем подразумевать объемное плазменное образование,
способное существовать некоторое время без внешнего подвода энергии.
Вачаев использовал аномальный разряд для запуска экспериментальной установки, которую он назвал «Энергонива», полагая ее основное использование как генератора электроэнергии [1]. На рис. 1 схематически
изображен реактор установки, включающий два медных трубчатых стабилизирующих электрода и два импульсных электрода, заключенные в корпусе из изолятора. Длина реактора была равна 200–250 мм, внутренний диаметр трубчатых электродов – 8–10 мм.
Перед запуском в реактор, установленный вертикально, подавался
слабый поток водопроводной воды, а трубчатые электроды через дроссель,
ограничивающий ток короткого замыкания до величины 12–24 А, соединялись с сетью 220 В. Разрядом между импульсными электродами формировался плазмоид.
330
Рис. 1. Схема реактора
В электрическом поле стабилизирующих электродов плазма вытягивалась в тонкую оболочку, охватывая их конусные поверхности. Оболочка
имела форму песочных часов. В прозрачном корпусе реактора было видно,
как в процессе стабилизации от сети цвет плазменной оболочки из оранжевого становился ярко-белым. После этого установка переводилась в автономный режим. Импульсные электроды отключали от батареи конденсаторов, к стабилизирующим подключали внешнюю нагрузку (до десятков
киловатт), цепь стабилизации отключали от сети. Плазма в реакторе обеспечивала самоподдерживающуюся реакцию синтеза элементов. Водопроводная вода служила сырьем, а продуктом реакции были стабильные изотопы
элементов от гелия до висмута и избыточные электроны. Они отводились в
нагрузку при напряжении около 220 В и частоте 50 Гц.
При работе реактора плазма генерировала мощное электромагнитное
излучение на частоте около 30 МГц. На корпусе реактора располагали две
катушки по 32 витка. Соединенные последовательно, они отдавали в нагрузку до 30% мощности, вырабатываемой реактором. Осциллограмма тока
нагрузки представляла собой короткие однополярные импульсы с периодом около 30 наносекунд. Амплитуда и полярность импульсов менялись по
синусоиде таким образом, что их огибающая соответствовала промышленному току частотой 50 Гц.
До половины массы воды, проходящей через реактор, перерабатывалось в черный полиметаллический порошок [2, 3]. На рис. 2 показано
распределение элементов в порошке, полученном из водопроводной воды.
В одном из экспериментов, который длился около пяти суток, были синтезированы более ста килограммов порошка и выработаны сотни киловаттчасов электроэнергии.
Рис. 2. Характерный состав полиметаллического порошка
331
Были также проведены опыты по переработке канализационных стоков [4] и промышленных отходов с содержанием твердого вещества до 10%,
в том числе токсичных и радиоактивных. После выпадения порошка в осадок вода соответствовала требованиям, предъявляемым к пожарно-питьевой. Радиоактивных изотопов в полученном порошке не было обнаружено.
Исходя из современного понимания, процессы подобного рода относят к низкоэнергетичным ядерным реакциям (ранее они назывались процессами холодного ядерного синтеза). Физические основы этих процессов
до сих пор не выяснены. Академические научные круги крайне настороженно относятся к результатам подобных исследований. Либо стараются их
не замечать, либо отвергают без обсуждения.
Нам повезло быть лично знакомыми с Анатолием Васильевичем,
участвовать в экспериментах на «Энергониве» и анализировать полученный
порошок. Он практически не окисляется при длительном хранении в воде,
из которой был получен. Фазовый рентгеновский анализ подтверждает его
аморфное состояние. После просушки на воздухе он в течение суток меняет цвет с черного на темно-серый. Появляются магнитные домены и кристаллическая структура. Через неделю хранения частицы укрупняются до
3–5 мм, цвет меняется на светло-серый. Алюминий формирует отдельные
частицы, а железо – сплав с кремнием FeSi2. На ровной поверхности порошка видны следы передвижения частиц. Причем скорость агломерации
настолько высока, что порошок не окисляется даже после года хранения.
После того как в 2000 году Вачаева не стало, работы на кафедре в
данном направлении практически прекратились. Никому из его последователей не удалось воспроизвести процесс в полном объеме. Автору удавалось достичь в 90% случаев образование рабочего плазмоида, необходимого для запуска установки. В наших экспериментах из тысячи разрядов
продуктивными становятся от нескольких до нескольких десятков. Очевидно, что подобная статистика быстро охлаждает боевой пыл экспериментаторов.
Для того чтобы достоверно подтвердить, что явление действительно
существует, мы изготовили относительно простую демонстрационную установку [5]. Она позволят осуществлять последовательность разрядов, доводя
их число до нескольких десятков тысяч. Достаточно было выделить порошок из черной пульпы на выходе реактора и провести его анализ. Сразу же
обнаружится, что он содержит значительное количество элементов, образование которых может быть объяснено только ядерными превращениями в
плазме электрического разряда.
Реактор демонстрационной установки конструктивно состоит из корпуса (пластиковая водопроводная труба длиной 100 мм) и двух медных трубок с внутренним диаметром 10 мм. Величину зазора между торцами трубок
внутри корпуса поддерживали в пределах 1–1,5 мм. В качестве источника
питания использовали последовательный LC-контур, настроенный на частоту 50 Гц. Ток резонанса ограничивали активным резистором до величины 30 А, а конденсатор соединяли с электродами реактора.
Возбуждение плазмы на электродах происходит электрохимическим
путем. Существует критическая плотность тока на поверхности электрода, позволяющая возбудить электродную плазму. Она зависит от материала
332
электрода, его полярности и от ионного состава электролита. Мы использовали дистиллированную воду с добавками галогенидов щелочных металлов
или буры в количестве 0,1–1 г/л.
Полученная эмульсия быстро образовывала хлопья и осаждалась на
дно емкости. После слива осветленной воды, фильтрации и сушки осадка
проводили анализ порошка. Для анализа использовался рентгенофлюоресцентный анализатор S4-Explorer фирмы Bruker. Следует оговориться, что
если электроды были медные, то вся медь в порошке относилась нами к
продуктам эрозии. На самом деле неизвестно, какая часть ее является синтезированной. От 2 до 40% массы порошка составляли элементы, которые
могли появиться только в результате синтеза. Порошок одного из более
удачных экспериментов содержал 41,8% по массе синтезированных в опыте элементов. Среди синтетических элементов доля железа составляла 80%,
цинка – 7,7%, кальция – 4,1% и кремния – 1,8%. Содержание остальных
восьми металлов не превышало одного процента.
Контролировались также уровни рентгеновского, нейтронного и электромагнитного излучений вблизи работающей разрядной ячейки. Было обнаружено лишь электромагнитное поле.
Токовые импульсы при разряде достигают нескольких тысяч ампер
при длительности 40–60 мкс. В паузах между импульсами иногда наблюдаются мощные пакеты со спектром частот 30–800 МГц. Мы считаем, что
именно они сопровождают процесс синтеза элементов.
Мы рассматриваем изложенную методику только как демонстрационную. Содержание ее было раскрыто достаточно подробно для того, чтобы
она могла быть воспроизведена. Методика была передана нами нескольким
заинтересованным исследовательским группам. Реализация ее не вызвала
затруднений и достаточно надежно подтвердила возможность синтеза.
В заключение хотелось бы выразить надежду, что описанный процесс
вызовет интерес у исследователей. В случае если эксперименты приведут к
методам надежного запуска реактора «Энергонива», могут открыться перспективы, которые сегодня трудно предсказать. В их число входит новая
металлургия. Экологически чистая, независимая от сырьевой базы и потребления энергии.
Cписок литературы
1.
2.
3.
Вачаев А. В., Иванов Н. И., Иванов А. Н., Павлова Г. А. Способ получения элементов и устройство для его осуществления//Патент
№ 2096846 РФ, МКИ G21 G1/00, H 1/24. Заявлен 31.05.94. Изобретения.1997. № 32. С. 369.
Вачаев А. В., Иванов Н. И., Павлова Г. А. Металлургическая технология на основе энергии фазовых переходов//В сборнике: Электротехнические системы и комплексы, выпуск 4, изд. МГТУ, Магнитогорск,
1998, с. 200–204.
Иванов Н. И., Вачаев А. В. и др. Результаты экспериментальных работ по переработке железных руд и отходов в агрегате «Энергонива»//
Тезисы докладов Межгосударственной научно-технической конфе-
333
4.
5.
334
ренции «Проблемы развития металлургии Урала на рубеже XXI века».
Изд. МГМА, Магнитогорск, 1996, с. 86–87.
Иванов Н. И., Вачаев А. В. и др. Возможности дейтонной технологии
при очистке бытовых стоков. Состояние и перспективы развития городов Южноуральского региона//Региональная нучно-практическая
школа-семинар. 14.12.95, изд. МГМА, Магнитогорск, 1995, с. 33.
Паньков В. А., Кузьмин Б. П. Демонстрационная методика синтеза
элементов из воды в плазме электрического разряда//Актуальные проблемы современной науки, 2008, № 5 (44), с. 112–116.
УДК 669.168
ФИЗИКО-ХИМИЧЕСКИЕ АСПЕКТЫ ПРИМЕНЕНИЯ
УГЛЕРОДИСТЫХ ВОССТАНОВИТЕЛЕЙ
В ПРОИЗВОДСТВЕ ФЕРРОСПЛАВОВ
В. П. Воробьев
Институт металлургии УрО РАН, г. Екатеринбург,
admin@imet.mplik.ru
Аннотация
Впервые выполнена классификация восстановителей в производстве
массовых ферросплавов на основе соответствия важнейших физико-химических свойств углеродистых материалов специфике бесшлаковых (FeSi,
FeSiCr, FeSiMn) и шлаковых (углеродистых FeCr, FeMn) процессов. Цель
классификации – улучшение технико-экономических показателей производства.
Ключевые слова: металлы, сплавы, оксиды, карбиды, дуговые электропечи, реакционная способность, электросопротивление, углеродистые
материалы (metals, alloys, oxides, carbides, arc furnaces, reactivity, electric
resistance, carbon materials).
Массовые ферросплавы (кремнистые, марганцевые, хромистые) чугун и стальной полупродукт производят в шахтных электропечах средней
(10–33 МВА) и большой (до 81 МВА) мощности. Восстановление целевых
и попутных металлов из оксидов, вносимых в составе соответствующих руд
(концентратов), осуществляется углеродом в результате эндотермических
реакций, имеющих общий вид:
MexOy + yC = xMe + yCO.
Углерод подается в шихтовую смесь в составе углеродистых восстановителей (УВ), представленных широкой гаммой природных и техногенных
материалов (от древесной щепы до графита).
В сложившейся практике основным критерием выбора УВ является
стоимость твердого углерода в общей массе углеродосодержащих материалов.
С другой стороны, полувековой практикой доказано, что, помимо
цены, потребительские свойства УВ оказывают доминирующее влияние на
технико-экономические показатели (ТЭП) производства.
Действующие требования к поставщику по качеству УВ сводятся к
указанию следующих показателей [1–3]:
- технический состав (влага, зола, летучие);
- химический состав золы (оксиды Si, Ca, Fe, Al и сульфиды);
- физико-механические (гранулометрический состав, механическая
прочность и термическая стойкость).
Дополнительно по литературным источникам оценивают:
- удельное электросопротивление в нормальных условиях;
- реакционную способность по CO2.
335
Эти требования едины для всех восстановителей вне связи со спецификой тех или иных процессов. На практике, в зависимости от степени
селекции целевых металлов, ферросплавные процессы подразделяются на
следующие группы.
1. Бесшлаковые (FeSi, FeSiCr, FeSiMn и др.). В них степень перехода
кремния из кварцита в сплав составляет 92–95%, кратность шлака 0,03–
0,05, потери кремния в виде SiO с газовой фазой 5–15%.
2. Шлаковые (углеродистые FeMn, FeCr, среднеуглеродистые FeSiMn,
FeSiCr и др). В них степень перехода целевых компонентов из руды в сплав составляет: кремния 25–40%, марганца 65–78%, хрома 70–90%, железа 95–98%.
Остальная часть оксидов целевых металлов вместе с оксидами рудной
матрицы (SiO2, Al2O, CaO, MgO и др.) переходит в шлак и до 5–12% выносится с газами.
Степень перехода (коэффициенты извлечения) целевых металлов в
конечный сплав непосредственно связаны с агрегатным состоянием промежуточных оксидных фаз и особенностями механизмов восстановления и
массообмена между оксидами и углеродом.
1. Работа углеродистых восстановителей в бесшлаковых процессах.
Рассмотрим физико-химические характеристики бесшлаковых процессов (1 группа).
Технологическая сущность этих процессов заключается в восстановлении кремния из двуокиси (SiO2) кварцита (кварца) углеродом, вносимым
в шихту в составе природных и техногенных органических материалов.
Классическим примером одностадийного бесшлакового процесса является производство кремния технической чистоты, марок Кр0-Kp5. Здесь
цифра соответствует сумме примесей (Fe, Ca, Al в процентах), вносимых
с примесями кварцита и золой углеродистых компонентов (Fe2O3, Al2O3,
CaCO3, CaO, MgO, TiO2 и др).
Высокое содержание кремнезема (SiO2) в кварците и применение низкозольных углеродистых восстановителей (нефтекокса, древесного угля,
длиннопламенных углей, буроугольных полукоксов и т. д.) способствуют
низкой кратности шлака (2–3%).
Кроме того, в составе шихты для выплавки кремния отсутствуют металлодобавки, полученные в других технологических процессах. Это обстоятельство позволяет отнести выплавку кремния к категории одностадийного, бесшлакового типа [4].
К бесшлаковым, но двухстадийным относятся процессы восстановления кремния в присутствии металлодобавок.
В этих процессах подавляющая доля (до 90%) электроэнергии расходуется на восстановление кремния по суммарной реакции
0,5SiO2 тв +Ств = 0,5Siж + CO газ.
Для того чтобы из стехиометрической смеси двух тугоплавких компонентов (SiO2 и С) образовались новые элементы (Si и CO) необходимо
обеспечить массоперенос кислорода диоксида кремния в соединение с
углеродом. Последний происходит за счет образования промежуточного
парогазового соединения SiO – монооксида кремния.
На рис. 1 приведены расчетные зависимости упругости пара SiO для
генерирующих реакций 1–3 в интервале температур 1650–2000 К.
336
Рис. 1. Расчетные зависимости упругости пара SiO и CO от температуры при выплавке
кремния
Условное разделение зон рабочего пространства печей при выплавке
кремния и его сплавов с железом, хромом и марганцем можно сделать, принимая за основу температурные интервалы физических и химических преобразований шихтовых материалов [5].
По мере роста температуры (сверху печи вниз) можно обозначить следующие зоны.
Верхнюю колошниковую зону в основном физических преобразований – зону подготовки шихты, лежащую в интервале температур 500–
1350 °С. В ней происходят процессы сушки, прокалки и удаления летучих
органических веществ из углеродистых компонентов шихты, восстановление металлов (Fe, Mn) из оксидов золы.
В температурном интервале 600–1450 °С идут фазовые превращения
кремнезема кварцита: α кварца → β кварц → α тридемит → α кристобалит
[6], сопровождаемые увеличением удельного объема на 12–15%.
В нижележащей зоне (1330–1650 °С) происходит наиболее энергоемкий акт образования карбида кремния по углероду, состоящий из стадий:
(1)
SiO2 + C = SiO + CO, SiO + 2C = SiС + CO, (2)
SiO2 + 3C = SiС + 2CO. (3)
Массоперенос на микро- и макроуровнях происходит за счет пара
SiO, вступающего в топохимическое взаимодействие с углеродом восстановителей. Согласно уравнений материального баланса [4], во второй зоне
2/3 кремнезема расходуется на образование карбида кремния по углероду,
оставшаяся 1/3 SiO2 в зоне (1650–1850 °С) реагирует с карборундом (SiC) до
кремния.
В зависимости от избытка (недостатка) углерода в шихте по отношению к стехиометрии компонентов меняется концентрация и активность
SiO2 в шлаковой магме.
Ее средний состав [3], %: SiO2 30–55; Si 10–25; SiC 10–30; FeO 0,1–0,2;
Al2O3 12–16; CaO 20–25; MgO 5–12.
Максимальная упругость пара SiO развивается в зоне II при взаимодействии по реакции 1 в интервале T = 1650–1900 К (1330–1630 °С). Следующая по значимости реакция (2), генерирующая SiO, развивается в зоне II
337
при температурах выше 1900 К (1630 °С) и до 2100 К (1830 °С). И, наконец,
реакция 3 при температуре T = 1900–2100 K (1629–1850 °С) вносит тем более заметную долю SiO в состав парогазовой смеси, чем выше концентрация SiO2 в шлаковой магме.
Таким образом, участие пара SiO является необходимым условием реализации всех физико-химических стадий восстановления кремния. При
T>1500 K монооксид кремния находится в парообразном состоянии. При
T<1500 K SiO переходит в конденсированное состояние и разлагается по
реакции 2SiO = Si + SiO2, образуя белую пыль в верхних слоях шихты и в
отходящей парогазовой фазе. Одновременно с SiO на всех стадиях процесса
присутствует монооксид углерода (CO) – газовый продукт восстановительных реакций.
Простой расчет реагирующих масс по суммарной реакции
SiO2 + 2C = Si + 2CO показывает, что на 1 т кремния образуются 2 т
монооксида углерода. В пересчете на объем получим примерно V=4000 м3.
Естественно, что потоком CO подхватывается пар SiO в нижних горизонтах, конденсат в верхних и частично выносится под вытяжной зонт и долее
в систему газоотбора.
Все целевые процессы образования переходных (SiO, SiC) и конечных
продуктов (Si) идут на доступных поверхностях углеродистых материалов.
Учитывая, что на образование SiO затрачиваются шихтовые компоненты и электроэнергия, нетрудно понять следующее. Коэффициент извлечения кремния в расплав обратно пропорционален степени улета (потерь) SiO с газовой фазой. Естественно, что в улет попадает та часть массы
SiO, которая не вступила в реакцию с углеродом и карбидом кремния. Кроме того, некоторая часть пыли (конденсата) SiO может чисто механически
захватываться и оседать на поверхностях относительно «холодных» кусков
восстановителей и кварцита.
Степень химического и физического захвата SiO зависит от качества
и количества заданной смеси углеродистых восстановителей. С позиций
обеспечения полноты физико-химических преобразований шихтовых материалов решающее значение имеет реакционная способность (PC) углеродистой части шихты.
Классический гостированный способ оценки реакционной способности различных видов углеродистых материалов базируется на реакции газификации:
С+ CO2 = 2CO.
Считается, что чем больше концентрация CO в отходящей смеси с CO2
в единицу времени, тем выше реакционная способность. Этот способ не
пригоден для оценки РС-восстановителей в технологии кремния, т. к. SiO2
не реагирует с CO во всем интервале температур (от 500 до 2100 °С).
Поскольку массоперенос осуществляется за счет пара SiO, физико-химическая модель восстановления кремния и оценка реакционной способности углеродистых материалов должны строиться на реакциях:
(4)
SiOг + 2Ст = SiСт + COг, ∆G° = -11756 -2,45 Т,
(5)
SiOг + SiCт = 2Siж + COт, ∆G° = 36264 -19,11 Т.
338
Реакция 4 может идти при T>1500 °С с выделением тепла, т.к. в иных
случаях пар SiO переходит в конденсированное состояние, а взаимодействие в эндотермический режим.
Реакция 6 имеет место при T>1900 K (1630 °С) с поглощением тепла.
Отсюда следует, что экспериментальное взаимодействие указанных веществ
должно проводиться в температурном интервале 1500<T<1630 °С.
В реальной печи куски углеродистых восстановителей в зоне I с момента попадания на колошник и по мере опускания вместе с шихтой в зоны
все более высоких температур претерпевают существенные изменения
структурных характеристик (пористости, удельной поверхности, термической прочности, кажущейся и фактической плотностей).
Изучение этих процессов проводилось нами на примере группы углеродистых восстановителей, представляющих практический интерес в производствах кремния и ферросплавов. К ним относятся каменноугольный
коксик, тощие угли, нефтекокс, полукоксы и продукты пиролиза растительных материалов – коксилигнин, древесный уголь и торфококс.
В качестве главных показателей, определяющих РС, изучали пористость (удельный объем V, см3/г) и удельную поверхность (S, м2/г) этих материалов.
Способ определения пористости основывался на методике поглощения этанола [7].
Удельная поверхность измерялась методом тепловой сорбции аргона
[8].
Поверхность, доступная для молекул пара SiO, очевидно, зависит от
размеров кусков – чем крупнее, тем меньше площадь реакции.
Анализ экспериментальных данных показывает, что при увеличении
размеров с 1 до 10 мм величина S уменьшается примерно на 20–30%. Экстраполируя размер (dк, мм) по зависимости
Lg S = a-bdк (6)
до практически применяемой крупности 25 мм, получили снижение S
на 35–60%. Многократное увеличение удельной поверхности происходит
при измельчении материалов до крупности, сопоставимой с размерами макро- и переходных пор. Практическое применение мелких фракций восстановителей в обычной шихтовой смеси исключено, т. к. возникнут неразрешимые проблемы с удалением через колошник отходящих газов.
Известно, что при первичном пиролизе (коксовании) при T = 500–
1200 °С происходит уплотнение исходного вещества углеродистых материалов. Можно полагать, что при повторном нагреве восстановителей в подготовительном слое имеет место дополнительная карбонизация, приводящая
к уменьшению поверхности, доступной для парогазовой фазы.
Наши эксперименты по прокалке углеродистых материалов, перечисленных выше до температур 500, 1000 и 1600 °С, в течение 30 мин. подтвердили эти предположения. Результаты измерений удельной поверхности
остатков вторичного пиролиза аппроксимированы уравнением
(7)
LgS = a/ - b/ •10-4 Т, где a/, b/ – коэффициенты связи.
Повышение температуры во всех случаях, за исключением графита,
приводит к заметному уменьшению сорбционной поверхности. Причем
339
чем ниже конечная температура пиролиза исходного сырья (полукоксование углей, торфа, лигнина, древесины) и выше удельная поверхность остатка, тем сильнее уменьшается его поверхность при вторичном нагреве в подготовительном слое.
Так, торфококс и коксолигнин, полученные при 560 °С, при повторном нагревании до 1630 °С уменьшают поверхность на 85%, полукоксы, получаемые при 650 и 800 °С – на 70 и 50%, коксик НТМК – на 30%. Причины
этих изменений заключаются в удалении остаточных летучих, образовании
пироуглерода, увеличении размеров кристаллитов при рекристаллизации
дисперсных систем мелкокристаллических разновидностей графита [9].
Высокая степень природного метаморфизма тощих углей способствует относительно небольшому ее уменьшению (27,5%) и малой величине
поверхности получаемого из них полукокса. Обладая достаточно высокой
пористостью (20–25%) и низкой удельной поверхностью в исходном состоянии, нефтекокс легко графитируется при нагревании до 1630 °С с уменьшением S на 37%. Поверхность электродного графита при повторном нагреве практически не изменяется.
Вследствие известной анизотропности структуры древесный уголь
в меньшей мере, чем торфококс и коксолигнин, уменьшает свою поверхность при прокаливании (на 40%), в результате чего при 1630 °С S остается
равной примерно 150 м2/г.
Совместное влияние размера кусков в интервале 1≤dk≤25 мм и температуры нагрева в диапазоне 800–2000 К на удельную сорбционную поверхность углеродистых восстановителей определяется уравнением
(8)
LgS = A0- B0•dk- C0•10-4 T Значения коэффициентов уравнения 8 приведены в табл. 1.
Таблица 1
Некоторые физические свойства углеродистых восстановителей
340
Основными продуктами взаимодействия SiO с углеродом восстановителей являются карборунд (SiC) и монооксид углерода (CO).
По методике, изложенной в [4], образец углеродистого восстановителя готовили в виде плоского диска толщиной 5 мм и диаметром 25 мм.
При этом структурные особенности исходного материала полностью сохранялись. После прокаливания в восстановительной среде при 1923К до
постоянной массы образец помещали в кварцевую трубу над источником
монооксида кремния и выдерживали в течение 60 минут в изотермической
зоне печи Таммана при 1953 К.
Изменение массы образца за счет образования SiC и CO фиксировали пружинными весами с точностью ±0,015г . Показатель превращения
углерода восстановителя (∆С, %) рассчитывали по отношению к остатку
его массы. Взаимодействие С и SiO с образованием SiC относится к классу топохимических процессов. В виду отсутствия уравнений, описывающих такой процесс, для анализа экспериментальных данных ограничимся
формальным рассмотрением связи ∆С со временем экспозиции, согласно
уравнениям 10-16: 10 – торфококс (∆С = 0,72•τ0,77), 11 – древесный уголь
(∆С = 0,65•τ0,77), 12 – коксолигнин (∆С = 0,50•τ0,77), 13 – ленинск-кузнецкий полукокс (∆С = 0,33•τ0,80), 14 – ангарский полукокс (∆С = 0,31•τ0,78),
15 – кокс НТМК (∆С = 0,22•τ0,81), 16 – красногорский тощий уголь
(∆С = 0,185•τ0,77).
В них показатель степени колеблется в узких пределах 0,77–0,81, что
свидетельствует о неизменности диффузионного режима.
Для тех же восстановителей константа скорости существенно снижается с 0,72 (торфококс) до 0,185 (тощие угли), что, вероятно, объясняется
соответствующим уменьшением удельной поверхности образцов 1–7, доступной для хемосорбции пара SiO. Путем сопоставления данных о взаимодействии SiO с С при 1953 К с показателями удельной поверхности при той
же температуре были получены зависимости, связывающие эти величины:
∆С20 = 0,21 + 0,385S (r = 0,98),
∆С40 = 1,32 + 0,55S (r = 0,97),
(9)
∆С60 = 1,98 + 0,72S (r = 0,98).
В общем случае уравнение связи имеет вид
(10)
∆С = K•S(T,dk)τ0,78.
Значительное отклонение от закономерности характерно для древесного угля. Имея при 1953 К S≈132 м2/г, он участвовал в реакции лишь на
6,5 мас. % за 20, 11,0% за 40 и 15,06% за 60 мин.
Вероятно, что вследствие анизотропности структуры и очень малого
диаметра столбчатых пор в реакции с SiO участвует малая часть поверхности образца. Кроме того, образующийся карборунд перекрывает устья каналов, затрудняя диффузионную доступность остальной поверхности. Практически в реакции участвует лишь 13–15% полной удельной поверхности
древесного угля.
Торфококс и коксолигнин характеризуются изотропной структурой,
благодаря чему при исходной S1953, равной 40–60 м2/г, они обеспечивают сопоставимую с древесным углем скорость процесса.
На основании результатов анализа можно утверждать, что при
T>1400 °С реакционная способность по отношению к SiO пропорциональ-
341
на удельной поверхности восстановителя. В заводских условиях наиболее
просто можно организовать измерение объема открытых пор [7] кусковых
материалов (Vоп, %).
С достаточным приближением можно рассчитать удельную поверхность по формуле:
. (11)
Приведенные выше данные относятся к одностадийному производству кремния технической чистоты.
В шихты для получения массовых двойных сплавов помимо кварцита
и углеродистых восстановителей вводятся металлодобавки: железная стружка для ферросилиция, углеродистый феррохром для ферросиликохрома,
углеродистый ферромарганец для ферросиликомарганца. Металлодобавки
получают из соответствующих руд восстановлением в других электропечах.
Присутствие металлодобавок заметно повышает коэффициент извлечения кремния вследствие действия следующих факторов:
1. Образование интерметаллидов (FexSiz, FexCrySiz, FexMnySiz) приводит к снижению концентрации, а следовательно, активности кремния в
расплаве.
2. Металлодобавки в твердом и жидком состояниях в известной мере
способны захватывать пар SiO за счет конденсации на поверхности твердых
и химического взаимодействия с жидкой фазой.
Расчеты упругости пара SiO на примере выплавки 45–75%-го ферросилиция показали, что при взаимодействии по реакции:
(12)
Fe + SiO +CO = FeSiж + CO2,
∆G° = -44666 + 21 Т.
PSiO снижается в верхних относительно холодных (900–1400 °С) слоях
шихты (рис. 2).
Рис. 2. Зависимость упругости пара SiO (PSiO) от температуры при выплавке
ферросилиция
Подобным образом влияют и добавки гранулированных FeCr и FeMn.
Отсюда следует, что повышение доли металлов в шихте способствует
росту коэффициента извлечения кремния.
Аналогичным образом в верхних слоях шихты работают куски углеродистых восстановителей, осаждая на внешней поверхности пыль субокиси
(SiO) и кремния.
Заметим, что активный выход летучих из газовых и длиннопламенных
углей при t = 500–900 °С препятствует осаждению пылевых частиц.
342
Отсюда следует, что в процессах восстановления кремния желательно
применять углеродистые материалы, содержащие минимум (3–5%) летучих
компонентов. На практике технологи отдают предпочтение «сырым» углям
марки «Д» и «Г», поскольку они активируют усадку шихты, а также обладают пониженной стоимостью. Содержание летучих в этих углях составляет
28–45%.
В известной мере возгонка летучих происходит за счет физического
тепла и в составе отходящих газов, но при последующем сгорании феррогаза над колошником теряется громадное количество энергии. По мере прогрева и утраты летучих куски легковесных материалов (брикеты из торфа,
лигнина, бурых, газовых углей и т. п.) уменьшаются по массе и объему, практически сохраняя удельную плотность (рис. 7).
Способность этих материалов к усадке обеспечивает их эффективное
применение в качестве восстановителей-рыхлителей. К этой категории относятся также древесная щепа и термобрикеты из опила.
2. Работа углеродистых восстановителей в шлаковых процессах.
В шлаковых процессах массоперенос осуществляется главным образом за счет монооксида углерода (CO). В отличие от восстановления кремния взаимодействие высших оксидов марганца с CO идет на поверхностях
кусков руды с выделением тепла.
При восстановлении марганца по мере снижения валентности оксидов тепловой эффект уменьшается [3] в последовательности:
∆G° = 1178 кДж/кг,
2MnO2 + CO = Mn2O3 + CO2 ∆G° = 378 кДж/кг, (13)
3Mn2O3+ CO = 2Mn3O4+ CO2 ∆G° = 237 кДж/кг,
Mn3O4 + CO = 3MnO + CO2 ∆G° = 117 кДж/кг,
2Fe2O3 +CO = 2Fe3O4 + CO2 генерация CO идет по реакциям
∆G° = - 323,7 кДж/кг,
(14)
MnO + (1 + x)C = MnCx+ CO ∆G° = 575 кДж/кг.
CO2 + С = 2CO Наряду с CO в реакциях косвенного восстановления участвуют органические летучие, представленные углеводородными соединениями типа
СxHy. По мере нагрева выделение летучих начинается при 400–450 °С (легкие фракции) и заканчивается при 900–1000 °С (тяжелые фракции). По
мере замещения кокса на восстановители с растущим от 8 до 40% содержанием летучих, концентрация CH4 в составе газовой фазы возрастает с 2–5
до 12–18%. Отсюда доля реакций типа
Mn3O4 + CH4 → MnO + CO2 + H2O становится существенной.
Можно утверждать, что за счет летучих должен заметно снижаться расход твердого углерода на реакцию газификации (14).
Легковесные восстановители (газовые, бурые, длиннопламенные угли
и брикеты) теряют влагу на поверхности колошника и последовательно газовую составляющую, бесцельно сгорающую в контакте с кислородом воздуха. Сохранения летучих с целью их полезного использования в косвенном
восстановлении марганца и железа можно достичь способом послойной загрузки легковесных материалов.
Подобно потерям кремния в виде SiO в бесшлаковых процессах в шлаковом с газовой фазой выносится пар марганца. Доля этих потерь составляет от 5 до 12% в зависимости от температуры расплава и фильтрующей
343
способности шихтового слоя. Согласно [3, 10], упругость пара марганца с
ростом температуры от 1300 до 2200 К возрастает с 0,013 до 1,0 атм. (рис. 3).
Максимум температур и упругости пара марганца достигается в зонах контакта электродов со шлаковым расплавом. Концентрируясь на поверхности
углеродистых восстановителей, марганец образует карбид по экзотермической реакции
∆G° = 48,5 кДж/кг (15)
3Mn + C = Mn3C Рис. 3. Зависимость упругости пара марганца (ρMn) от температуры
Очевидно, что чем больше поверхность, доступная для сорбции, тем
ниже потери марганца с газовой фазой.
Лимитирующая стадия восстановления описывается уравнениями
(14). Скорость и полнота восстановления определяются реакцией газификации углерода, идущей без кинетических затруднений при любых значениях удельной поверхности восстановителей. Отсюда следует, что в технологии ферро- и силикомарганца нужно применять смесь углеродистых
восстановителей, содержащую в исходном состоянии высокое количество
органических летучих и сохраняющую развитую удельную поверхность при
высоких температурах. Этим требованиям в полной мере отвечают полукоксы, получаемые из длиннопламенных и газовых углей.
Химизм восстановления хрома и железа из природных оксидов хромовых руд (концентратов) существенно отличается от восстановления Mn
и Fe.
Основным минералом хромсодержащих руд является хромит
Cr2O3•FeO (68% Cr2O3 и 32% FeO). По сравнению с оксидами марганца
(MnO2, Mn2O3, Mn3O4) оксид хрома (Cr2O3) термодинамически прочнее, т. к.
диссоциация его начинается только при T>1760 К. Кроме того, Cr2O3 обладает высокой огнеупорностью. Температура размягчения составляет более
1660°С. Поэтому косвенное восстановление хрома из Cr2O3 исключено.
С позиций термодинамики вероятны следующие последовательные
стадии восстановления:
(16)
1) 3Cr2O3•FeO + 3CO+C =3Cr2O3+ Fe3C +3CO2,
(17)
2) 2/3Cr2O3 +18/7Fe3C = 4/9 (Cr,Fe)3C + 2CO.
На первой стадии массоперенос происходит за счет CO, идущего на
восстановление железа.
На второй за счет углерода карбида железа, связывающего кислород
оксида хрома и диффундирующего с образованием легированного цементита (Cr,Fe)3С.
344
Последующее насыщение цементита свободным углеродом идет
вплоть до образования сложного карбида (Cr,Fe)7С3.
Практическим подтверждением предложенного химизма является тот
факт, что восстановление хрома до 80% и железа до 90% происходит в твердой или полуразмягченной шихте [4, 11].
Согласно предложенного химизма совместного восстановления железа и хрома, доля взаимодействий за счет газовой фазы по сравнению с
восстановлением марганца и железа до карбидов существенно ограничена.
Отсюда следует, что в производстве углеродистого феррохрома нужно применять органические материалы с низким (4–6%) содержанием летучих и
высокой долей твердого углерода. К этой группе восстановителей в первую
очередь относятся полукоксы из черемховских и бурых (КАТЭК) углей, а
также тощие угли Кузбасса. Использование восстановителей с высоким
(более 10%) содержанием летучих приведет к заметному росту удельного
расхода электроэнергии.
Величина удельной поверхности твердого остатка, вторичного для
полукоксов и первичного для тощих углей пиролиза, значения не имеет,
т. к. упругость пара железа и хрома на порядки ниже, чем у марганца и монооксида кремния. Потери этих элементов (Cr,Fe) с газовой фазой в разы
ниже, чем кремния при бесшлаковой, марганца и кремния при шлаковой
плавках.
Вторым важным свойством восстановителей при реализации процессов в шахтных электропечах является удельное электросопротивление
(УЭС) в диапазоне температур, развиваемых в рабочем теле.
Известно, что электрические сопротивление насыпного слоя углеродистых восстановителей определяется не только собственным, но и сопротивлениями, возникающими в контактах между кусками.
Зависимость собственного сопротивления от температуры определяется совершенством их структуры, в частности, величиной и совершенством кристаллитов [9]. Температурный коэффициент электрического сопротивления углеродистых восстановителей имеет отрицательный знак, т. е.
электросопротивление уменьшается при повышении температуры.
Общий вид уравнения связи удельного сопротивления (ρ) от размера
кусков насыпного слоя можно получить, если логически допустить, что ρ
слоя изменяется обратно пропорционально площади контактов между кусками (S), которая, в свою очередь, прямо пропорциональна приведенному
диаметру кусков (dy).
Тогда
(18)
ρy = A• dy-b ,
где A – значение УЭС слоя из кусков диаметром 1 см.
Логарифмируя выражение (18), получаем
(19)
Lg ρy = A/-bLg dy В целях определения коэффициентов связи в уравнении (19) мы провели измерения на примере кусков кокса НТМК крупностью 0–0,5; 0,5–
1,0; 1,5–2,0; 2,0–2,5; 2,5–3,0; 3,0–3,5; 3,5–4,0 см. Куски каждой фракции
загружали в кварцевую трубу диаметром 12 и длиной 100 см. На торцах
трубы вводили графитовые электроды, подключенные к мосту переменного тока.
345
Результаты измерений аппроксимированы уравнением
(20)
Lgρy = 0,48 -0,4Lgdy, которое полностью совпадает с теоретической формулой (11).
Коэффициент A/ в (19) зависит от технического и структурного состава и, естественно, от температуры. Коэффициент b остается постоянным во
всех случаях.
Совместное влияние температуры нагрева в интервале 900–1900 К и
крупности кусков на УЭС слоя восстановителей описывается уравнением
(21)
Lgρy = A1(T/1000)-n -0,4Lgdy Значения коэффициентов A1 и n1 в диапазоне крупности 0,5–4,0 см
даны в табл. 1.
Повышение УЭС смеси углеродистых восстановителей и, как следствие, активного сопротивления шихты играет заметную роль в бесшлаковых
процессах, поскольку на сопротивлении шихты выделяется от 50 до 80%
энергии Джоуля от заданного.
В шлаковых процессах повышение УЭС шихты практически не имеет
значения, т. к. 85–90% тепла генерируется на сопротивлении шлака.
Поскольку при бесшлаковой выплавке газотвердофазные взаимодействия идут с образованием твердого продукта на доступной для SiO поверхности кусков восстановителей, увеличение S в два раза (с 4,80 до 9,60 м2/г
при 1600 К), например при выплавке ферросиликохрома, позволило при
прочих равных условиях повысить извлечение кремния и снизить расход
электроэнергии (W) на 6%. Замена в том же процессе коксика НТМК на
череповецкий кокс сухого тушения, обладающий менее развитой поверхностью (3,53 против 4,8 м2/г), привела к повышению W на 1,0–1,5%.
Длительные промышленные испытания различных вариантов смеси
углеродистых восстановителей при выплавке углеродистого феррохрома
[11] показали, что:
1 – замена 75% коксика НТМК на тощий уголь, имеющий S = 3,7 против 4,8 м2/г;
2 – замена от 30 до 50% коксика на ленинск-кузнецкий полукокс, имеющий S = 7,4 против 4,8 м2/г, не повлияла на удельный расход электроэнергии.
Положительным эффектом этих замен являлось снижение содержания серы при неизменной концентрации углерода в сплаве.
В процессах восстановления марганца необходимо применять восстановители с развитой удельной поверхностью твердого остатка пиролиза
(S>6 м2/г). Это позволит увеличить фильтрующую способность шихты по
отношению к пылевидным частицам испаряемого марганца в составе парогазовой фазы, а также к оксидам марганца в первичном шлаковом расплаве,
протекающем через углеродистую подушку.
В процессах получения углеродистого феррохрома величина удельной
поверхности восстановителей практически не влияет на извлечение хрома, но несколько повышает извлечение кремния. Решающее значение при
выборе играют чистота по содержанию серы и фосфора, а также стоимость
углерода, вносимого восстановителем.
346
Заключение
В последние десятилетия получила развитие практика замены дефицитных и дорогостоящих древесного угля в производстве кремния и металлургического коксика в производстве массовых ферросплавов на более
дешевые углеродистые восстановители (угли, полукоксы, брикеты), полученные из углей энергетического назначения (бурых, длиннопламенных,
газовых, слабоспекающихся и др.). Для достижения наилучших техникоэкономических показателей следует учитывать не только стоимость углерода в заменителях, но и влияние главных физико-химических свойств этих
материалов в специфических условиях бесшлаковых и шлаковых процессов.
Предлагаемые рекомендации позволяют на научной основе решать
практические задачи по совершенствованию технологии путем рационального подбора смеси восстановителей с учетом специфики отдельных ферросплавных процессов.
Список литературы
1.
Мизин В. Г., Серов Т. В., Углеродистые восстановители для ферросплавов. М. Металлургиздат, 1976 г., 272 с.
2. Елютин В. П., Павлов Ю. А., Левин Б. Е. Ферросплавы. М. Металлургиздат, 1951 г., 496 с.
3. Гасик М. Н., Лякишев Н. П. Теория и технология электрометаллургии
ферросплавов. М. «СП интермет инжениринг», 1999 г., 764 с.
4. Воробьев В. П. Электрометаллургия восстановительных процессов.
Екатеринбург: УрО РАН, 2009 г., 270 с.
5. Воробьев В. П., Микулинский А. С. Температурное поле в ванне
трехфазной руднотермической печи. Электротермия 1967 г., вып. 57,
с. 8–10.
6. Josman R. B. The phases of silica. Rutgers University Press, New Brinswick,
N.Y. 1985, p. 288.
7. Глузман Л. П., Эдельман И. М. Лабораторный контроль коксохимического производства. М.: Металлургия, 1968 г., 472 с.
8. Буякова Н. Е., Гудкова Г. Б., Карнаухов А. П. Определение удельной
поверхности твердых тел методом тепловой сорбции аргона II Кинетика и катализ, 1965, № 5, с. 108–115.
9. Шулепов С. В. Физика углеродистых материалов. М.: Металлургия,
1979 г., 256 с.
10. Крамаров А.Д. Электрометаллургия ферросплавов ОНТИ «НКТП»
СССР, 1936г, 312с.
11. Воробьев В. П., Островский Я. И., Кулинич В. И. и др. Некоторые особенности выплавки углеродистого феррохрома II Сталь, 1974 г., № 5,
с. 433–434.
347
УДК 669.04: 669.15: 669.054.8
НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ СПОСОБОВ
ПЕРЕРАБОТКИ ТЕХНОГЕННЫХ ОТХОДОВ
УРАЛЬСКОГО РЕГИОНА
И. Н. Танутров, М. Н. Свиридова
Институт металлургии УрО РАН, г. Екатеринбург, intan38@live.ru
Проблемы эффективной переработки техногенных отходов особенно актуальны для регионов с повышенной концентрацией горнодобывающих, обогатительных, металлургических, химических и энергетических
предприятий. Так, например, только в Свердловской области Уральского
региона находятся крупнейшие хранилища шламов от переработки титаномагнетитовых руд Качканара (около 1 млрд т), золы от сжигания экибастузских углей (около 0,3 млрд. т), бокситов (более 0,1 млрд т). Значительные
количества промышленных отходов имеются вблизи предприятий черной
и цветной металлургии, а также химии [1, 2]. В перечень наиболее масштабных техногенных отходов Уральского региона и Предуралья следует причислить также глинисто-солевые шламы (около 50 млн т) от переработки
хлоридных солей натрия, калия и магния Верхнекамского месторождения
(Пермская область), пиритные огарки (около 30 млн т) от производства
серной кислоты (Башкортостан, Вологодская область), фосфо- и фторгипс
и др. Хранилища отходов занимают значительные территории, пригодные
для сельскохозяйственного использования. Многие из них представляют
экологическую опасность из-за содержания токсичных компонентов.
К настоящему времени предложено множество способов переработки
и утилизации техногенных отходов [3, 4]. Степени их реализации зависят
как от вещественного и гранулометрического составов отходов, так и от
формы нахождения: от текущего производства или складирования. К наиболее рациональным методам относится утилизация отходов горного производства для получения стройматериалов и закладки горных выработок.
Весьма эффективным представляется использование золы от сжигания
углей и шлаков черной металлургии в производстве цемента и строительных материалов. Хуже обстоит дело с утилизацией отходов сложного химического и гранулометрического составов, к тому же получаемому в виде
плохо фильтруемых пульп, таких как красные шламы от глиноземного производства и глинисто-солевые шламы от переработки хлоридного сырья.
Известные технические решения зачастую направлены на извлечение ценных компонентов отходов, но не решают вопроса их полной утилизации.
Представляется перспективным использование приемов утилизации
техногенных отходов, позволяющих повысить эффективность. К их числу,
по нашему мнению, следует отнести комбинирование различных видов отходов с целью рационального использования вещественного состава, зачастую препятствующего их отдельной переработке. При этом присутствие
опасных компонентов в одном может быть использовано для нейтрализации во втором. Другим направлением повышения эффективности является
348
увеличение реакционной способности путем специальной обработки отходов. К числу полезных приемов также следует отнести использование технологических способов из смежных областей техники. Понятно, что авторы
не претендуют на приоритет и исчерпывающую информацию в обосновании этих приемов, а акцентируются на их формулировании. Ниже изложены результаты экспериментальной проверки изложенных выше приемов,
полученные авторами.
Совместная переработка отходов. Шламонакопители крупнейших заводов Российской Федерации содержат от сотен тысяч до сотен миллионов тонн техногенных отходов, таких как замасленная прокатная окалина
(ЗПО) и красный шлам (КШ), что создает для регионов большую экологическую опасность и экономические проблемы. Однако эти виды отходов
являются ценным вторичным металлургическим сырьем [1, 2].
Замасленная прокатная окалина содержит 65–75% железа и до 30%
масла. Часть масла находится в свободном состоянии и может быть удалена
известными способами, например отмывкой. Другая часть (3–5%) химически связана с поверхностью материала вследствие окисления предельных
углеводородов (прокатной смазки) с образованием нерастворимых железосодержащих солей жирных кислот (стеаратов железа) – в этом и заключена
трудность переработки. В известных способах утилизации они удаляются
лишь выжиганием с образованием газов и сажистого углерода или нагреванием без доступа воздуха с переводом органики в конденсат, не отвечающий
составу масла. В обоих случаях утилизация становится нерентабельной.
Сложности утилизации основного отхода переработки бокситов –
красного шлама – заключаются в плохой фильтруемости шлама, необходимой для его высушивания перед транспортировкой, а также в повышенном
содержании щелочи. Предложено множество способов утилизации КШ
[4–7]. Известные технические решения можно разделить на три группы:
гидрометаллургические, пирометаллургические и комбинированные. До
настоящего времени нет примеров промышленного использования какойлибо технологии утилизации.
Новый подход к утилизации КШ и ЗПО заключается в их совместной
переработке с получением продукта, пригодного для извлечения основных
компонентов способами восстановительной плавки на чугун и глиноземистый шлак. Предложен и в лабораторных условиях экспериментально проверен [8] вариант утилизации замасленной прокатной окалины и красного
шлама путем водного выщелачивания смеси с последующими фильтрацией, окускованием и обжигом. В этом случае используются особенности
обоих видов отходов: присутствие свободных соединений натрия, хорошие
связующие свойства красного шлама и высокое содержание железа в окалине. Установлены оптимальные параметры совместного водного выщелачивания (ж:т, равное 4:1, 90–100 °С, 1–2 часа, масса красного шлама в
смеси 75–100% от массы окалины по сухому), обеспечивающие высокую
скорость фильтрации пульпы. Раствор после фильтрации пригоден для
очистки промышленных и бытовых стоков. Найдены параметры окомкования кека фильтрации с содержанием 75 и 100% красного шлама и обжига
сырых окатышей. При этом обеспечивается содержание железа в огарке от
обжига кека в пределах 52–56%. Состав и свойства сырых и обожженных
349
окатышей отвечают требованиям к сырью восстановительной плавки на чугун и глиноземистый шлак, что подтверждено экспериментально.
Повышение реакционной способности. При переработке железных руд
последовательно обогащением, окускованием и, затем, доменной плавкой
на чугун при очистке газов выделяют сухим способом колошниковую пыль
и мокрым способом – доменный шлам. Если в сырье присутствует цинк
(более 0,3–0,4%), шлам отличается повышенным содержанием цинка (3–
6%). Он не может быть возвращен в переработку и поэтому складируется,
что нарушает экологическую обстановку в регионах.
Основную ценность в доменных шламах представляют железо (32–
36%) и углерод (10–15%). Промышленную ценность имеет также цинк (3–
6%). Непосредственное исполь-зование шламов в агломерации затруднено
из-за высокой дисперсности, низкого содержания железа и присутствия
цинка, что не позволяет возвратить эти продукты в основной цикл производства чугуна из-за накопления цинка в цикле «окускование – доменная
плавка».
К настоящему времени предложено множество способов переработки
цинковистых доменных шламов, в основе которых лежат приемы обогащения, гидро- и пирометаллургии [1–3]. Преимуществами способов обогащения и гидрометаллургии являются использование высокой дисперсности
и влажности шламов, а недостатками – чувствительность показателей к
фазовому составу пылей, относительно высокие капитальные затраты, необходимость обезвоживания и окускования железосодержащих продуктов,
значительный объем промстоков.
Достоинствами пирометаллургических способов являются: производительность и компактность оборудования, высокая удельная производительность, высокая степень удаления примесей, отсутствие промстоков,
получение железосодержащего продукта, пригодного для непосредственного использования в существующих технологических схемах предприятий, а недостатками – необходимость предварительного обезвоживания
или увлажнения, окускования материала, а также относительно высокие
эксплуатационные затраты.
Нами предпринята попытка [9] получения материала, пригодного для
окускования. С этой целью проведено предварительное измельчение шлама
,содержащего, %: Feобщ. – 34,0; Feмет. – 0,13; Fe2O3 – 7,1; FeO – 40,5; С – 13,7;
S – 0,42; Р – 0,07; SiO2 – 9,4; Al2O3 – 2,4; СаО – 5,2; MgO – 2,0; MnO – 1,0;
Zn – 4,4; Pb – 0,07; Na2O – 0,34; K2O – 0,33, при влажности 11,4% отдельно
и совместно со связующим. Испытаны три вида связующего для окомкования шлама: кондиционная комовая известь, некондиционная известь (пушонка) и глина, используемая для производства керамзита. В барабанном
окомкователе из измельченных до крупности менее 0,1 мм шлама и добавок
с подачей воды приготовлены образцы окатышей размером 5–6 мм. Химический состав и прочность сырых и обожженных окатышей на сжатие
и сброс удо-влетворяют требованиям к последующей термической обработке. Благодаря присутствию углерода при равномерном нагревании (20
град./мин.) окатышей до заданной температуры (600–1200 °С) степени металлизации железа, удаления цинка, выгорания углерода и удаления серы
достигают значений 87, 96, 61 и 27% соответственно. Выдержка образцов
350
при 1150 и 1200 °С повышает эти значения соответственно на 2,5, 2,7, 25 и
0,1%. Общее содержание железа в окатышах достигает 50–55%.
Использование металлургической технологии в утилизации отхода
производства хлоридов. При переработке сырья Верхнекамского месторождения хлоридных солей магния, калия и натрия выделяют отходы, содержащие примеси карбонатов и сульфатов кальция, а также глинистые
составляющие (глинисто-солевые шламы), вопрос утилизации которых
до настоящего времени не решен. В шламохранилищах скопилось около
50 млн т глинистых шламов, занимающих площадь более 300 га [10]. После
переработки сырья глинисто-солевые шламы поступают в шламохранилище в виде пульпы с отношением жидкого к твердому, равном 1,7:2,5. Жидкая фаза представляет собой минерализованный рассол (200 г/л), который
после отстаивания сливается в отдельный отстойник с дальнейшим использованием в технологии в качестве транспортирующей жидкости.
Присутствие в шламах одновременно благородных металлов и хлора
указывает на целесообразность опробования их высокотемпературной обработкой с отгонкой хлоридов. Подобный прием используется в металлургии благородных металлов для переработки наиболее упорных видов сырья.
С этой целью к сырью перед обработкой добавляется хлорсодержащий реагент, обычно газообразный хлор, хлориды натрия или кальция. В нашем
случае хлориды входят в состав отходов, что является дополнительным аргументом в пользу применения хлоридоотгонки. При этом возникают задачи снижения избыточного содержания хлоридов, исследования параметров
окускования и высокотемпературной обработки шламов.
Экспериментальную проверку технологии [11] проводили в укрупненно-лабораторных условиях. С этой целью была собрана аппаратурная
цепочка, включающая реактор водной отмывки шламов, установку фильтрации под вакуумом, барабанную сушилку – окомкователь, а также горячую модель обжиговой электропечи с программируемым нагревом, снабженную кварцевым конденсатором твердых хлоридов и абсорбером водной
про-мывки технологических газов. Заданное содержание кислорода в газе,
поступающем в обжиговую печь, в интервале от 5 до 21% обеспечивалось
предварительным смешением технического азота и воздуха. Контроль процесса проводился массометрическими и объемными измерениями исходных реагентов и продуктов, а также химическими анализами на хлор, золото и серебро. Основным объектом исследований служила пульпа шлама
флотационной обогатительной фабрики с отношением жидкого к твердому, равному 2. Нерастворимый остаток шлама содержит, %: Feобщ. – 4,25;
Sобщ .– 9,52; Cl – 1,37; CaO – 21,52; MgO – 5,55; Al2O3 – 8,26; SiO2 – 34,01;
K2O – 13,44; Na2O – 5,19. Содержание Au и Ag было соответственно 1,20 и
0,52 г/т. Из сгущенной части шлама для исследований по окомкованию и
термической обработке путем водной отмывки были приготовлены образцы с содержанием Cl от 2 до 9%, Au и Ag в зависимости от степени отмывки
соответственно 1,2–2,3 и 0,2–0,3 г/т.
При окомковании получены окатыши диаметром 3–10 мм. Окатыши
выдерживали не менее 2 сбросов на чугунную плиту без разрушения и образования мелочи с высоты 1 м и 4 удара – с высоты 0,5 м. Влажность окатышей, приготовленных из сырого отмытого шлама, находилась в пределах
351
30–40%, а из сухого шлама и при совмещении сушки и окомкования – 25–
30%.
Термообработку сырых окатышей проводили в потоке газа-носителя
(9 л/мин. на кг материала) при скорости нагревания 15 град./мин. до заданной температуры с выдержкой 3 часа. По окончании процесса определяли выход продуктов термообработки и их состав химическим анализом на
хлор, золото и серебро. В качестве основных параметров термообработки
выбраны: исходное содержание хлора в сырых окатышах на сухую массу,
содержание кислорода в газе-носителе и конечная температура термообработки. Для улавливания хлористых соединений из газов хлоридовозгонки
объем поглотительной жидкости в абсорбере был пятикратным по отношению к массе навески окатышей. Контролировали также рН пульпы абсорбции. Извлечение золота из пульпы водной промывки газа проводили
сорбцией на активированном угле (зольность 0,07%), а серебра – нейтрализацией пульпы после сорбции золота содовым раствором до рН, равным 9,
фильтрацией раствора с отделением кека, содержащего серебро.
Зависимости состава обработанных окатышей и извлечения хлора, золота и серебра в пульпу абсорбции от выбранных параметров термообработки позволили определить следующие их оптимальные значения:
•содержание хлора в сырых окатышах 5–7%;
•содержание кислорода в газе-носителе – 15%;
•температура выдержки при термообработке – 1100–1150 °С.
Окатыши, обработанные в оптимальных условиях, отличались высокой прочностью на сжатие (190–230 H/окатыш) и удар (не менее 20 сбросов без разрушения с высоты 1 м), имели плотность от 1,1 до 1,6 т/м3, что
вместе с низким содержанием хлора позволяет использовать их в качестве
стройматериала. Содержание золота в сорбенте после 48 часов контакта с
пульпой адсорбции составило 0,9–1,7 г/кг, а серебра в кеке после нейтрализации пульпы – 150–330 г/т. Конденсат твердых хлоридов представлял собой смесь хлоридов калия и натрия с небольшой (от 0,7 до 6,5%) примесью
хлорида железа и не содержал золота и серебра.
Таким образом, решение проблемы утилизации техногенных отходов
от производства хлоридов позволяет выпустить новую продукцию: окомкованный и обожженный глинистый остаток (керамзит) для производства
стройматериалов и сорбент, содержащий золото и концентрат серебра. При
этом обеспечивается возврат в основное производство доизвлекаемых хлоридов в виде конденсата твердых хлоридов натрия и калия, а также раствора
отмывки хлоридов.
Выводы
1.Уральский регион и Предуралье отличаются высокой концентрацией горнодобывающих, обогатительных, металлургических, химических и
энергетических предприятий и, соответственно, значительными объемами
техногенных отходов.
2.Известные технологии утилизации индивидуальных отходов зачастую не используются из-за убыточности. Повышение эффективности использования отходов возможно на основе новых технологических подходов.
352
3.Предложены направления совершенствования технологии переработки отходов:
•совместная переработка различных видов отходов, обеспечивающая эффективное использование их токсичных компонентов для взаимной
нейтрализации;
•увеличение их реакционной способности, например удельной поверхности, путем дополнительного измельчения;
•применение металлургической технологии для отходов смежных
производств.
4.Экспериментальная проверка предложенных технологий на основе
новых приемов переработки техногенных отходов Уральского региона подтверждает получение дополнительного технического эффекта.
Список литературы
1.
Смирнов Л. А., Сорокин Ю. В., Снятиновская Н. М., Данилов Н. И.,
Еремин А. Ю. Переработка техногенных отходов (по материалам программ по переработке техногенных образований Свердловской области). Екатеринбург: ООО «УИПЦ». 2012. 607 с.
2. Перепелицын В. А., Рытвин В. М., Коротеев В. А., Макаров А. Б., Григорьев В. Г., Гильварг С. И., Абызов В. А., Абызов А. Н., Табулович Ф. А.
Техногенное минеральное сырье Урала. Екатеринбург: РИО УрО РАН.
2013. 332 с.
3. Тр. Конгресса «Фундаментальные основы технологий переработки
и утилизации техногенных отходов». Екатеринбург: ООО «УИПЦ».
2012. 552 с.
4. Тр. Конгресса «Фундаментальные исследования и прикладные разработки процессов переработки и утилизации техногенных образований». Екатеринбург: УрО РАН. 2014. 552 с.
5. Сабирзянов Н. А., Яценко С. П. Гидрохимические способы комплексной переработки боксита. Екатеринбург: УрО РАН. 2006. 384 с.
6. Иванов А. И., Кожевников Г. Н., Ситдиков Ф. Г., Иванова Л. П. Комплексная переработка бокситов. Екатеринбург: УрО РАН. 2003. 180 с.
7. Леонтьев Л. И. Комплексная переработка железоглиноземистого сырья//Ресурсы. Технологии. Экономика. 2005. № 7. С. 7–15.
8. Танутров И. Н., Свиридова М. Н., Кашин В. В., Савеня А. Н. Способ получения окатышей для восстановительной плавки. Патент РФ
№ 2459879. Бюллетень изобретений. 2012. № 24.
9. Кашин В. В., Моисеев А. А., Свиридова М. Н., Танутров И. Н.,
Юдин А. Д. Способ переработки цинксодержащих отходов черной металлургии. Патент РФ № 2306348. Бюллетень изобретений. 2007. № 26.
10. Калийные удобрения. Характеристика отходов. Промышленная экология (Лесото). Реферат 11.5.2.2011. Сайт prom-ecologi.ru.
11. Танутров И. Н., Свиридова М. Н., Макарова Р. М. Способ переработки
глинисто-солевых шламов производства хлоридных солей. Патент РФ
№ 2208058. Бюллетень изобретений. 2003. № 19.
353
УДК 621.365.22
ВЕНТИЛЬНЫЙ ЭФФЕКТ ЭЛЕКТРИЧЕСКОЙ ДУГИ
И ПРОБЛЕМЫ УПРАВЛЕНИЯ ДУГОВЫМИ
СТАЛЕПЛАВИЛЬНЫМИ ПЕЧАМИ
А. В.Сивцов, О. Ю. Шешуков, М. М. Цымбалист, И. В. Некрасов
Институт металлургии УрО РАН, г. Екатеринбург,
aws2004@mail.ru
В последние годы в решении проблемы автоматизации производства
стали в ДСП все более проявляется тенденция к переходу от автоматизированного к автоматическому управлению процессом, т. е. без участия человека. Ведущие мировые производители металлургических печей и систем
управления, в частности MSM Demag, поставляют на российский рынок
агрегаты, ведущие плавку в полностью автоматическом режиме. Однако,
несмотря на множество преимуществ, получаемых от применения автоматического управления, в том числе и за счет исключения субъективного
фактора, в условиях отечественного производства указанные системы сталкиваются с трудноразрешимой в настоящее время проблемой, обусловленной низким и непостоянным качеством сырья.
Приобретаемые российскими предприятиями современные сверхмощные ДСП снабжены автоматическими системами управления с закрытым программным обеспечением, настроенными на работу с металлоломом
высокого качества. Работа же с отечественным сырьем требует гибкого регулирования основных технологических режимов плавки. Невозможность
варьирования регламента режимов не позволяет в полной мере решать задачи энерго- и ресурсосбережения и достигать высоких технико-экономических показателей.
С другой стороны, подавляющую часть отечественного парка ДСП
составляют печи малой (от 1.5 т) и средней (15–25 т) мощностей. Большинству этих печей присущ чрезвычайно низкий уровень управления технологическим процессом – единственным средством автоматизации служит
регулятор мощности, а для информации о ходе процесса используются
электроизмерительные приборы. В процессе реконструкции физически изношенные и морально устаревшие регуляторы заменяют новыми системами, разработанными с применением современных средств вычислительной
техники, однако в плане контроля состояния технологического процесса
эти системы остаются малоинформативными.
Вместе с тем присутствие в рабочем пространстве ДСП электрической дуги – элемента с ярко выраженными нелинейными свойствами – позволяет за счет анализа электрических параметров цепей с дугой существенно расширить объем информации как о состоянии самого разряда, так и о
состоянии окружающего дугу пространства. К таким параметрам относятся
присутствующие в сигналах тока и напряжения постоянные составляющие
(ПС), возникновение которых связано в первую очередь с вентильным эффектом.
354
Вероятно, выпрямляющее действие дуги (вентильный эффект) впервые было отмечено в исследованиях сварочных процессов [1]. В одном из
опытов напряжение зажигания дуги постоянного тока при смене полярности электродов, различающихся по химическому составу, изменилось с 20
до 30 В. В электрометаллургических агрегатах, при изучении электрических
характеристик дуг переменного тока, это явление также было обнаружено
при анализе сигнала фазного падения напряжения в печах переменного
тока [2]. Было дано и объяснение природы этого эффекта – преимущественное распространение тока в определенном направлении обусловлено
различием токов термоэлектронной эмиссии из электродов, изготовленных
из различных материалов.
В результате многочисленных исследований электрических характеристик в процессах выплавки стали и ферросплавов методом аналоговой
фильтрации был определен ряд закономерностей изменения постоянной
составляющей в сигналах фазного падения напряжения в зависимости от
изменения условий горения дугового разряда. Так, например, было отмечено [2], что в цикле выплавки стали основным процессом ПС напряжения
дуги изменяется от 60 В в начале плавки до 20 В в ее середине, а к концу снижается до нуля и возникает снова, но с обратным знаком. При этом
принимался симметричный режим работы печи и полагалось, что ПС токов
электродов в трехфазных печах без нулевого провода отсутствуют.
В работе [3] подчеркивается, что ПС токов электродов в печах без нулевого провода возникают только во время расплавления металла, т. е. в период существенной асимметрии электрического режима, а их величины и
направления непрерывно меняются. Авторы отмечают, что ПС тока вызывают погрешности его измерения с помощью трансформаторов вследствие
подмагничивания сердечников, и предлагают методику их оценки в различных режимах работы печи.
Указанные исследования носили экспериментальный характер и проводились с использованием специально созданных измерительных цепей
и оборудования, позволяющих максимально приблизить точку отбора сигнала напряжения к дуге. Такой отбор не представляется возможным для
непрерывного контроля ПС напряжения, поэтому сигнал напряжения в
системах контроля снимается с выхода печного трансформатора и включает в себя как ПС напряжения дуги, так и обусловленное ПС тока в электроде падение напряжения на активном сопротивлении, последовательно
включенном с дугой. Учитывая, что ПС напряжения и тока имеют противоположные направления, постоянные составляющие исходного сигнала
напряжения всегда будут иметь заниженное значение, а при определенных
условиях (короткая дуга, повышенная сила тока) возможно изменение знака ПС.
Одним из наиболее ценных практических применений контроля ПС
напряжения дуги является способ оценки содержания оксидов железа в
шлаке при выплавке стали в ДСП [4], в котором кислородный потенциал
шлака оценивают по значению постоянной составляющей фазного напряжения. Основной недостаток способа, вызывающий существенную погрешность такой оценки, заключается в регистрации не самой ПС напряжения дуги, а параметра, зависящего еще и от ПС тока в электроде.
355
В работах [5–7] приводятся результаты исследований ПС фазного напряжения при выплавке фосфора, карбида кальция и электрокорунда. В
этих процессах дуга в течение всей плавки или на определенной ее стадии
шунтирована шихтой или шлаком. Авторы утверждают, что помимо термоэлектронной эмиссии существует еще одна причина возникновения ПС
напряжения шунтированной дуги – скачок потенциала на границе раздела
фаз «электрод-электролит». Вопрос о соразмерности термоэмиссионного и
электрохимического факторов остается по-прежнему дискуссионным, как
и методы разделения ПС, обусловленные этими причинами. Тем не менее
авторы [7] для оценки ПС напряжения непосредственно на дуге вводят
поправочный член, учитывающий ПС тока электрода, и приводят зависимость, связывающую ПС напряжения «электрод-под» с ПС химической и
эмиссионной природы.
В целом же не подлежит сомнению утверждение, что в электрических
печах переменного тока существуют независимые источники постоянного
тока, генерирующие постоянную ЭДС, величина которой зависит от температуры и химического состава электродов и окружающей среды. Следовательно, по ПС напряжения дуги можно контролировать широкий ряд
параметров и характеристик, оказывающих значительное влияние на ход
технологического процесса. Поэтому чрезвычайно важно организовать отбор электрических сигналов и методику их обработки таким образом, чтобы
погрешность определения постоянных составляющих была минимальной.
Для реализации оценки ПС требуется, по меньшей мере, по 2 сигнала
от каждой из фаз печи – сигналы фазного напряжения и тока электрода.
Разумеется, что для этих целей гальваническая развязка сигналов напряжения посредством разделительных трансформаторов неприемлема. Иная
ситуация с сигналами токов электродов, составляющих десятки килоампер.
Наиболее надежным и простым датчиком в данном случае является пояс
Роговского, выходное напряжение которого пропорционально производной тока по времени, однако его применение требует решения дополнительной методической задачи – восстановления потерянной при дифференцировании ПС тока.
Для изучения особенностей контроля ПС тока и напряжения дуги
мы провели исследования на лабораторной одноэлектродной печи с открытой дугой [8]. Напряжение на электроды подавали от сварочного трансформатора, вторичное напряжение которого составляло 85 В. Для обеспечения
непрерывного режима горения последовательно с дугой включался насыщенный реактор с регулируемой индуктивностью. Дугу зажигали между
подвижным верхним электродом и дном графитового тигля, установленного на неподвижном нижнем электроде, или на шлаково-металлический
расплав. Сила тока дуги варьировалась в пределах 200–400 А.
Сигнал напряжения uэл (t) отбирали непосредственно с электродов и с
помощью резистивного делителя приводили к амплитуде, допустимой для
аналого-цифрового преобразования. Для регистрации кривых тока дуги
использовали стандартный трансформатор тока 400/5 А и пояс Роговского
собственного изготовления. Все исследуемые сигналы подавали на АЦП,
установленный в персональном компьютере, и проводили их Фурье-анализ
с помощью специально разработанного программного обеспечения.
356
На рис. 1 приведены цифровые осциллограммы сигналов напряже) и напряжения с электродов, восстановния на поясе Роговского (
ленные из их разложений в ряды Фурье, а также переменной составляющей
тока дуги , полученной интегрированием ряда Фурье напряжения на поясе
Роговского. Сигнал напряжения с электродов можно представить в виде
,
(1)
а падение напряжения на газоразрядном промежутке:
, где
(2)
– переменная составляющая тока дуги, I0– ПС
тока электрода, Rэл – сопротивление электрода, V0 – ПС напряжения дуги,
и
,
ческие составляющие
,
, – коэффициенты Фурье.
50
Uрог
Uэл
0.2
40
Напряжение на поясе Роговского, В
Iдуги
0.15
30
0.1
20
0.05
10
0
-0.05
0
0
5
10
15
20
25
30
35
40
45
50
-10
-0.1
-20
-0.15
-30
-0.2
-40
-0.25
Напряжение на электроде, В;Ток дуги, А*10
0.25
,
– гармони-
-50
Время, мс
Рис. 1. Осциллограммы сигналов напряжения на поясе Роговского (
на электродах ( ) и переменной составляющей тока дуги (
)
),
Переменная составляющая тока дуги может быть определена как
,
(3)
– индуктивность пояса Роговского.
где T – период,
Представив исходный сигнал напряжения и напряжение дуги в виде
сумм их постоянных и переменных составляющих, формулу (2) можно переписать в виде
,
(4)
357
из которого следует связь ПС напряжений на электроде и дуге и тока
электрода:
. (5)
Поскольку U0 уже получена нами в результате преобразования Фурье,
для определения истинного значения ПС напряжения дуги достаточно найти ПС тока и сопротивление электродов.
Последний параметр нетрудно определить из опыта короткого замыкания, однако существует еще один способ его оценки, основанный на
анализе динамических вольтамперных характеристик (ВАХ) электрических
цепей с дугой [9]. Полагая, что установившееся значение напряжения дуги
постоянно, можно утверждать, что рост фазного напряжения (второй линейный участок ВАХ) соответствует изменению падения напряжения на
включенном последовательно с дугой сопротивлении. То есть сопротивление электрода пропорционально тангенсу угла наклона этого участка. Для
определения ПС тока электрода воспользуемся анализом фазовой траектории [10] – зависимости производной от тока дуги.
Uэл
0.2
Напряжение на поясе Роговского, В
50
Uрог
40
0.15
30
0.1
20
0.05
10
0
-400
-0.05
-300
-200
-100
0
100
200
300
0
400
-10
-0.1
-20
-0.15
-30
-0.2
-40
-0.25
Напряжение на электроде, В
0.25
-50
Ток дуги, А
Рис. 2. Смещенные фазовая траектория тока дуги
и динамическая вольтамперная характеристика
Указанные характеристики приведены на рис. 2. Пикам напряжений
зажигания дуги в положительный и отрицательный полупериоды ее горения соответствуют локальные максимумы и минимумы производной тока
(рис. 1). На фазовой траектории (рис. 2) им соответствуют свои локальные
экстремумы, которые смещены в область отрицательных значений тока. Из
условия симметрии пиков зажигания относительно оси токов (равенства их
абсолютных значений)
,
(6)
где τ+ и τ-– моменты зажигания дуги в положительный и отрицательный периоды, следует выражение для определения ПС тока
358
.
(7)
В приведенном примере смещению нуля токов соответствует значение
-21.6 А, т. е. I0 = +21.6 А. Далее сравним результаты определения ПС напряжения на электродах и напряжения дуги. Из Фурье-анализа исходного сигнала напряжения следует, что значение ПС U0 = 2.2 В. Из расчета сопротивления электрода по методу ВАХ получаем Rэл = 0.31 Ом. Тогда по формуле
(5) ПС напряжения дуги V0 = 3.1 В, т. е. расхождение составляет более 30%.
Зная Rэл, по уравнению (1) находим временную зависимость напряжения дуги и строим динамическую ВАХ дуги (рис. 3).
40
60
U'эл
Напряжение дуги, В
20
0
0
5
10
15
20
25
-20
30
35
40
45
50
Напряжения на электродах и дуге, В
Uдуги
40
30
20
10
0
-400
-300
-200
-100
0
100
200
300
400
-10
-20
-30
-40
-40
-50
-60
Время, мс
Ток дуги, А
Рис. 3. Осциллограмма напряжения дуги и динамические ВАХ дуги и цепи
«электрод-дуга»
При этом отметим одну важную особенность – горизонтальные участки ВАХ для положительного и отрицательного полупериодов находятся на
уровнях, различающихся между собой на 7–8 В. Это существенно выше ПС
напряжения дуги (3.1 В), поскольку горению дуги при более высоком значении напряжения соответствует полупериод меньшей длительности. Поэтому для оценки состояния технологического процесса предпочтительнее
использовать разность установившихся значений напряжения на дуге, чем
его постоянную составляющую.
В заключение отметим, что для контроля хода технологического процесса использования ПС тока и напряжения дуги недостаточно. Для получения более обширной информации о параметрах электрического режима
и состоянии зон рабочего пространства печи следует применять метод динамических ВАХ. Что же касается возникновения при шунтировании дуги
расплавом, шлаком или твердой шихтой ПС напряжения электрохимической природы, то следует провести дополнительные исследования с целью
оценки ее соотношения с ПС напряжения дуги.
359
Список литературы
1.
Хренов К. К. Электрическая сварочная дуга. – М.. Машгиз. 1949.—
204 с.
2. Никольский В. Н. Выпрямляющее действие дуги трехфазной сталеплавильной печи. – «Электричество». 1951. № 11.
3. Марков Н. А., Баранник О. В. Влияние на работу дуговой сталеплавильной электропечи постоянной составляющей токов электродов//
Тр. Куйбышевского политехнического института. – «Электрические
аппараты». 1970. вып. 2. с. 145–150.
4. Патент РФ 2061059. Способ оценки содержания оксидов железа в
шлаке при выплавке сплавов на основе железа в электродуговых печах
переменного тока/Меркулов В. Ф. и др. Опубл. 27.05.1996.
5. Педро А. А., Арлиевский М. П., Куртенков Р. В. Вариации постоянной
составляющей фазного напряжения в руднотермических печах для получения фосфора и карбида кальция//Электрометаллургия. 2009. № 4.
С. 29–33.
6. Педро А. А., Арлиевский М. П., Куртенков Р. В. Постоянная составляющая фазного напряжения при плавке циркониевого электрокорунда//Электрометаллургия. 2011. № 7. С. 37–39.
7. Педро А. А., Суслов А. П. Вентильный эффект в электродной печи//
Цветные металлы. 2012. № 12. С. 91–95.
8. Сивцов А. В., Шешуков О. Ю., Цымбалист М. М., Некрасов И. В., Луценко В. Т., Павлов В. А. Особенности контроля постоянных составляющих тока и напряжения дуги, способы их оценки и применения
для контроля текущего состояния технологического процесса выплавки стали//Современные проблемы электрометаллургии стали/Материалы XIV Международной конференции. Челябинск. 2010. Часть 2.
С. 162–166.
9. А.с. 1678190 СССР. Н05/В7/148. Способ определения электрических
параметров зон рабочего пространства дуговой электропечи/Воробьев В. П., Сивцов А. В. Заявл. 31.07.1989.
10. Лесков Г. И. Электрическая сварочная дуга. М. «Машиностроение».
1970. – 335 с.
360
УДК 621.365.22
АНАЛИЗ ОСОБЕННОСТЕЙ РАСПРЕДЕЛЕНИЯ
МОЩНОСТИ ПО ЗОНАМ ПЕЧИ – ОСНОВА РЕШЕНИЯ
ПРОБЛЕМ РАЦИОНАЛЬНОГО УПРАВЛЕНИЯ
РЕЖИМАМИ ВЫПЛАВКИ ФЕРРОСПЛАВОВ.
А. В. Сивцов, В. П. Воробьев, В. А. Паньков, М. М. Цымбалист
Институт металлургии УрО РАН, г. Екатеринбург,
aws2004@mail.ru
Электротермия, относительно молодая область науки, сформировалась на рубеже XIX и XX веков и получила развитие практически одновременно с началом широкого применения электронагрева в промышленности.
Большинство электротермических агрегатов представляют электрометаллургические печи, поэтому от электротермистов всегда требовались глубокие знания как электрических дисциплин, так и основ неорганической и
физической химии. Основатель отечественной электрометаллургической
промышленности М. С. Максименко первым отметил [1], что для эффективного ведения технологического процесса в электропечах необходимо
поддерживать на рациональном уровне его энергетические характеристики.
К этим характеристикам он относил объемные плотности энергии, выделяющейся в твердом и жидком проводниках, а также в газовом разряде.
Значительную часть электрометаллургических печей составляют рудовосстановительные печи (РВП), предназначенные в основном для выплавки ферросплавов карботермическим способом. Существенный вклад
в развитие электрометаллургии ферросплавов внес основатель лаборатории электротермии восстановительных процессов Института металлургии
УФАН СССР А. С. Микулинский [2], отмечавший, что электропечи являются прежде всего химическими реакторами, и предложивший для управления ими использовать результаты исследования взаимосвязи физико-химических и электрических параметров процесса.
Эти положения получили развитие в работах В. П. Воробьева [3], выделившего в системе управления процессами производства ферросплавов три
основных взаимосвязанных технологических режима: электродный, электрический и режим дозирования шихты. Проведенные им исследования
влияния фракционного состава и удельного электрического сопротивления
восстановителей (коксов, полукоксов, древесного угля и пр.) на активное
сопротивление ванны и другие электрические параметры [4] позволили выявить связь электрического и шихтового режимов выплавки ферросплавов.
Промышленными экспериментами по подбору состава восстановительной
части шихты и оценке его влияния на глубину посадки электродов была доказана взаимосвязь шихтового и электродного режимов. На основе исследований механизма эрозии самоспекающихся электродов была установлена зависимость их линейного расхода от расхода электроэнергии [5]. Было
отмечено, что скорость расхода электродов определяют, главным образом,
два фактора: сублимация углерода из катодного пятна дуги и окисление их
361
боковой поверхности оксидами шихты. То есть была определена связь параметров режима посадки электрода с параметрами шихтового и электрического режимов.
Существенное развитие решение проблемы рационального управления плавкой получило в результате исследований свойств электрической
дуги переменного тока как элемента электрической цепи, проведенныхсовместно с А. В. Сивцовым. Их итогом стал метод динамических вольт-амперных характеристик (ВАХ), задуманный изначально как средство оценки
распределения электрической мощности по зонам рабочего пространства
печи. Он основан на использовании для анализа цепей, содержащих электрическую дугу, двух ее специфических свойств, а именно: шунтированная
дуга горит в прерывистом режиме (существуют паузы тока) и напряжение
дуги во время ее горения постоянно [6]. При этом сформированная из исходных сигналов силы тока и напряжения на электроде динамическая ВАХ
состоит из двух прямолинейных участков, углы наклона которых определяют значения сопротивлений шихты и расплава – основных параметров
схем замещения рабочего пространства в бесшлаковых и шлаковых процессах выплавки ферросплавов (рис. 1).
Рис. 1. Схемы замещения рабочего пространства печей для выплавки ферросплавов
бесшлаковым (а) и шлаковым (b) способами и типичный вид динамической вольт-амперной характеристики полезной нагрузки
С помощью метода были исследованы режимы работы ферросплавных
печей, проведена оценка распределения мощности по зонам печи в различные периоды цикла плавки, описаны закономерности влияния хода процесса на электрические параметры зон, которые были приняты в качестве
параметров состояния, служащих для контроля и рационального управления технологическим процессом [7]. Таким образом, область применения
метода была распространена и на исследование технологических параметров и характеристик, а сам метод стал основным инструментом исследований характеристик взаимосвязи параметров электродного и шихтового
режима с электрическими характеристиками процесса. Были получены зависимости линейного расхода электродов от дугового расхода электроэнергии, сопротивления шихты и шихтовой составляющей мощности от избытка-недостатка восстановителя.
В это время сформировался и подход к рациональному управлению
технологическим процессом, состоящий в согласованном регулировании
основных технологических режимов с целью достижения высоких технико-экономических показателей (ТЭП). То есть решается задача оптимизации, в которой в роли целевой функции выступает либо удельный расход
362
электроэнергии, либо производительность печи, а в качестве аргументов
какие-либо из наиболее значимых параметров технологических режимов.
При этом в системе управляющих воздействий РВП каждому из основных
технологических режимов можно сопоставить воздействие, задающее и
определяющее параметры этого режима.
Так, например, основные параметры электрического режима – номинальные токи электродов и активная мощность печи, обеспечивающая
энергетические потребности процесса, – задаются ступенью напряжения
печного трансформатора. Отклонения мощности от заданного уровня, обусловленные изменением сопротивления ванны в ходе процесса, компенсируются посредством автоматического регулятора перемещения электродов. Таким образом, регулятор является еще и исполнительным звеном в
управлении режимом посадки электродов. При этом большим опорным
значениям регулируемого тока соответствует более глубокая посадка.
Интенсивность технологического процесса и его ход в существенной
мере зависят от положения активной (реакционной) зоны (зоны максимального тепловыделения) в рабочем пространстве печи, т. е. от глубины
погружения электродов. Для высокой посадки электрода характерны выи низкие значения теплового,
КПД.
сокие значения электрического,
При низкой посадке наблюдается обратная картина, поэтому основное
требование к электродному режиму состоит в обеспечении такой посадки
электродов, при которой принимает максимальное значение энергетический КПД печи, представляющий произведение этих КПД,
.
(1)
Окисление поверхности электрода оксидами шихты и шлака, а также
эрозия торцевой поверхности за счет сублимации углерода из катодных пятен дуги вызывают его расход, и он укорачивается. Работа печи с короткими электродами приводит к смещению активной зоны и нарушениям хода
процесса. Для компенсации расхода электродов в системе управляющих
воздействий предусмотрен механизм перепуска электродов, также являющийся одним из средств регулирования режима посадки электродов.
При условии относительного постоянства свойств шихтовых материалов не составит особого труда осуществить стабильный ход процесса, сопровождающийся равномерным сходом шихты и выпуском расплава. Для
этого потребуется лишь правильный выбор рабочей ступени напряжения,
задающей требуемое значение активной мощности, и поддержание глубокой посадки электродов, обеспечивающей рациональное распределение
мощности по зонам шихты, дуги и расплава. Критерием оптимальности
в данном случае будет служить максимум энергетического КПД [8]. Отличия в ведении процесса будут касаться только особенностей, присущих
шлаковой и бесшлаковой плавкам. В частности, при выплавке углеродистого феррохрома или силикомарганца следует применять переменный
электрический режим – переключение на ступени повышенного напряжения по мере накопления шлака с целью перераспределения мощности
между дугой и расплавом в пользу дуговой составляющей. При выплавке
ферромарганца, напротив, дуговую составляющую необходимо подавить
для снижения интенсивности испарения марганца и его потерь с отходящими газами.
363
Однако на практике о каком-либо постоянстве свойств шихтовых материалов говорить не приходится, и прежде всего это касается свойств восстановителей: коксов и полукоксов, каменного и древесного углей. В применении к процессам карботермического вос-становления металлов в РВП
бесшлаковым способом основным свойством восстановителей является их
удельное электрическое сопротивление (УЭС), поскольку им задаются важ– активные сопротивления печи
нейшие электрические параметры: и
и шихтовой зоны. Чем выше сопротивление шихты, тем меньшая часть тока
электрода будет протекать по шихтовой зоне и больше будет ток дуги, а следовательно, и мощность, выделяемая в дуге, определяющая интенсивность
и скорость восстановительной реакции.
В шлаковых процессах роль восстановителей в формировании активного сопротивления печи не столь значительна, поскольку накапливающийся шлак, обладающий высоким УЭС, по мере накопления занимает все
больший и больший объем рабочего пространства. К концу цикла плавки
) составляет 90 и более % от общего сопротив-ления
его сопротивление (
фазы ( ), поэтому в шлаковых процессах для управления печью большее
значение имеют свойства рудной составляющей шихты. При современном состоянии рудного обеспечения ферросплавного производства, когда
содержание целевого элемента в руде неуклонно снижается и в качестве
вынужденной меры приходится использовать несколько различных по качеству руд, вопросы управления шихтовым режимом также весьма актуальны.
Грубые ошибки, а иногда и мелкие погрешности в управлении шихтовым режимом вызывают нарушения хода технологического процесса и
могут даже привести к аварийной ситуации. Естественно, что более длительные отклонения процесса от нормального хода вызывают большие
энергетические и материальные потери, которые существенно снижают
ТЭП процесса. Основная же причина этих ошибок – ненадежный контроль
состава загружаемой шихты, в частности содержания в ней твердого углерода.
Наиболее значимым контролируемым параметром шихтового режима
и критерием его регулирования является коэффициент избытка углерода в
ванне печи, равный отношению содержания углерода в шихте к теоретически необходимому его значению по условию стехиометрии целевой реакции. Вследствие существенных колебаний влажности исходных шихтовых
материалов, имеющих случайный характер, и отсутствия надежных средств
ее контроля в потоке шихты оценить коэффициент избытка углерода со
сколько-нибудь удовлетворительной точностью не представляется возможным. Поэтому плавильщики определяют режим недостатка или избытка
углерода посредством визуальной оценки состояния печи по вторичным
признакам ее работы, после того как результаты неправильной дозировки
уже отразились на ходе процесса, и опаздывают с применением управляющего воздействия.
Наиболее тяжелые последствия нарушений шихтового режима характерны для бесшлаковых процессов, т. е. при выплавке высококремнистых ферросплавов и кристаллического кремния. Реакции восстановления
кремния SiO2+ 2C = Si + 2CO↑ предшествуют две стадии. На первой стадии
364
по реакции SiO2 + C = SiO↑ + CO↑ образуется монооксид кремния, а на
второй – SiO2 + 3C = SiС↓ + 2CO↑– его карбид. Дисбаланс восстановителя
(2)
в реакционной зоне печи приводит к преимущественному развитию одной из них – при избытке восстановителя образуется избыточный
карбид, а при недостатке избыток монооксида. При этом твердый карбид
оседает на подине, а газообразный монооксид удаляется из печи с отходящими газами. В обоих случаях нарушение полноты протекания суммарной
реакции вызывает материальные и энергетические потери, следовательно,
и снижение ТЭП. Поэтому регулирование шихтового режима должно обладать наивысшим приоритетом в общей системе управления технологическим процессом.
Для управления шихтовым режимом предназначены два управляющих воздействия – изменение состава шихты на дозировочном узле и отдельные добавки руды или восстановителя непосредственно на колошник
печи. Назначение их различно: первое применяется, когда обнаружен су), а второе – при необхощественный дисбаланс восстановителя (
димости временного или локального исправления нарушений хода процесса. Высокая инерция процессов обновления шихты в рабочем пространстве
печи увеличивает негативные последствия нарушений режима дозирования
шихты. Чем больше дисбаланс восстановителя, тем большие потери свойственны переходному процессу в состояние с рациональными характеристиками. Поэтому управление технологическим процессом будет тем эффективнее, чем быстрее будет зарегистрировано отклонение и применено
управляющее воздействие.
На основании системного подхода в ванне печи как объекте управления технологическим процессом можно выделить отдельные подсистемы, соответствующие основным технологическим режимам, определить их
входные и выходные параметры и обозначить их взаимные связи (рис. 2).
Как было сказано выше, для выплавки ферросплавов основными являются шихтовый (Шх), электродный (Эд) и электрический режимы (ЭР), в
шлаковых процессах к их числу целесообразно отнести и шлаковый (Шл)
режим. Естественно, что и в системе управления должны присутствовать
соответствующие подсистемы.
Единственным непосредственным управляющим воздействием на
–
электрический режим служит переключение ступеней напряжения (
напряжение холостого хода n-ой ступени трансформатора). В бесшлаковых
процессах оно применяется достаточно редко и предназначено в основном
для компенсации потерь мощности во время переходных процессов, связанных с нарушением технологических режимов. В шлаковых процессах
это воздействие следует применять регулярно для перераспределения активной мощности между дугой и расплавом с целью изменения дугового
расхода энергии за цикл плавки.
Однако основные выходные параметры электрического режима, активная мощность фазы и ее распределение по зонам дуги, шихты и расплава
) определяются не столько напряжением заданной ступе(
ни, сколько свойствами материалов, составляющих рабочее пространство,
и положением реакционной зоны.
365
Действительно, активное сопротивление ванны печи, как и отдельной фазы, зависит от сопротивления шихты, а значит, и от удельных сопротивлений, ее составляющих. Сопротивление шихты тем ниже, чем
больше содержится в ней высокопроводящего материала, т. е. углеродистого восстановителя. В картине растекания электрического тока по печному про-странству шихтовая зона представляет отдельную ветвь. Другую,
параллельную ей ветвь образуют дуга и зона расплава (рис. 1). Чем глубже
посадка электрода и меньше длина дуги, тем ниже ее сопротивление, тем
больший ток протекает в дуговой цепи и тем большая мощность выделяется
в дуге. Именно это и необходимо для обеспечения высокой интенсивности
восстановительного процесса.
Таким образом, состояние электрического режима в большей мере
зависит от выходных параметров шихтового и электродного режимов: коэффициента избытка углерода и глубины посадки электродов, нежели от
выбора ступени напряжения. Для поддержания на относительно постоянном уровне активной составляющей мощности служит автоматический
регулятор (АР) положения электродов в ванне печи. В роли регулируемого
параметра чаще всего выступает сила тока в электроде Iэл, хотя на многих
ферросплавных заводах в настоящее время все чаще находит применение
регулирование по импедансу (полному сопротивлению, Zф) или по активному сопротивлению фазы. Вне зависимости от критерия регулятор отрабатывает управляющее воздействие на отклонение сопротивления фазы от
уровня, соответствующего заданному значению регулируемого параметра.
То есть изменение активного сопротивления фазы компенсируется изменением сопротивления дуги за счет перемещения электрода.
Рис. 2. Структурно-функциональная схема системы «печь – технологический процесс»
для бесшлаковой технологии выплавки ферросплавов
Безусловно, посадка электродов будет тем глубже, чем выше сопротивление шихтовой зоны, и наоборот, при избытке восстановителя и низких значениях посадка электродов будет высокой. Это наглядно отражает
взаимную зависимость электрических, тепловых, химических и механических процессов, происходящих как в ванне печи, так и во всем агрегате,
366
представляющем собой сложную электротермическую систему, причем
роль связующего звена в этой системе исполняет автоматический регулятор. Исходя из сказанного, сложную систему «печной агрегат – технологический процесс» можно изобразить в виде структурно-функциональной
схемы (рис. 2).
На схеме прямоугольниками обозначены основные технологические
режимы: электродный, электрический и шихтовый, а треугольником – автоматический регулятор переме-щения электродов. Толстыми линиями со
стрелками изображены управляющие воздействия: Un – переключение ступеней напряжения, ∆Нэл – перемещение электрода, ∆hэл – перепуск электрода, С – изменение состава шихты на дозировочном узле, ∆ – добавки
отдельных компонентов шихты – и главные целевые параметры режимов:
Рф – активная мощность фазы, qz – ее распределение по зонам, Нэл – глубина погружения электрода и δС– дисбаланс восстановителя. Тонкими
линиями обозначены взаимные связи входных и выходных параметров основных режимов, замыкающиеся посредством управляющих воздействий
или параметров состояния ванны печи, в частности сопротивлений зон
рабочего пространства. Главные целевые параметры режимов, критерии их
регулирования: активная мощность и ее распределение по зонам, глубина
посадки электродов, дисбаланс углерода (восстановителя), обеспечивающие соответственно интенсивность восстановления, энергетический КПД
печи и полноту протекания целевой реакции – определяют основные ТЭП
технологического процесса: производительность, G, удельный расход электроэнергии, w, и степень извлечения целевого элемента в сплав, kизвл.
Приведенная схема, несомненно, имеет весьма упрощенное представление, и каждый из обозначенных на ней технологических режимов обладает значимо большим числом входных и выходных параметров и связей.
Однако на примере бесшлакового процесса с ее помощью нетрудно продемонстрировать влияние технологических нарушений на ход процесса и
определить способ его возвращения в рациональное состояние.
Как уже было отмечено, реакция восстановления кремния протекает в
две стадии, на которых помимо монооксида углерода СО образуются карбид
и монооксид кремния. При избытке восстановителя сопротивление шихтовой зоны снижается, и больший ток протекает по шунтирующей дугу цепи.
Общее сопротивление фазы также снижается, а ток электрода увеличивается. Автоматический регулятор при этом, восстанавливая заданное значение
тока, перемещает электроды вверх, и ток в цепи дуга-расплав снижается. То
есть происходит перераспределение мощности между цепями шихты и дуги.
При недостатке восстановителя наблюдается обратная картина – электроды перемещаются вниз, чтобы за счет уменьшения сопротивления дуги
восстановить заданное значение силы тока. Таким образом, регулятор связывает воедино три основных технологических режима и делает их взаимозависимыми. Также нетрудно видеть, что входные и выходные параметры
режимов напрямую или через звенья обратных связей оказывают влияние
на электрический режим, то есть любое изменение технологических параметров влечет за собой изменение электрических характеристик. Именно
этот принцип мы используем для контроля недоступных для прямых измерений параметров технологического процесса.
367
Однако в отличие от большинства исследователей, применяющих его
в информационно-измерительных системах контроля технологического
процесса [8, 9], мы рассматриваем отдельную электрическую фазу печи не
как единое целое, а как более сложную цепь, содержащую отдельные элементы, а именно: сопротивления шихты, дуги и расплава. Это позволяет
локализовать оценку изменений хода технологического процесса и дает
возможность провести более глубокий его анализ.
Так, например, авторы [8] используют одновременный контроль активного сопротивления фазы Rф и перемещения электрода hэл для оценки
дисбаланса восстановителя в ванне печи в бесшлаковых процессах. В режимах малого отклонения kc от 1, а δC от 0 такой подход вполне приемлем –
тенденция к заглублению электрода при увеличении Rф будет однозначно
свидетельствовать о недостатке восстановителя, а тенденция к его подъему
об избытке. Однако при больших отклонениях такая оценка страдает большой погрешностью, а в режимах длительной работы с малым избытком
восстановителя, когда на подине печи накапливается карбидная настыль,
такой подход может привести к неправильному определению причины нарушения хода процесса и тяжелым технико-экономическим последствиям.
Действительно, при нормальной работе печи, когда коэффициент избытка углерода незначительно колеблется около нуля, ход электрода имеет
тенденцию к медленному перемещению вниз, обусловленному его расходом (угаром). Образующиеся в результате дисбаланса восстановителя избыточные продукты карбид и диоксид кремния компенсируются за счет образования по реакции SiO2 + Si = 2SiO дополнительного моноксида кремния,
разрушающего карбидную настыль 2SiO + 2SiC = 4Si + 2CO↑.
В случае же постоянно существующего малого избытка восстановителя по мере образования карбида сопротивление зоны расплава медленно
растет, а электрод перемещается вниз с целью возмещения прежнего значения сопротивления фазы за счет снижения сопротивления дуги. При этом
ускоренная тенденция к заглублению электрода создает иллюзию режима
недостатка восстановителя, и оператор печи применяет управляющее воздействие, обратное требуемому, т. е. увеличивает навеску кокса в шихте или
дает на колошник разовую порцию кокса. В конечном счете это приводит
печь в аварийный режим работы, выход из которого сопряжен с длительной
потерей мощности дуги, интенсивности восстановительной реакции и снижением качества выплавляемого сплава.
Избежать такого рода ошибок в управлении позволяет наш метод динамических ВАХ. Оперативный контроль сопротивлений шихтовой и расплавной (подовой) зон явно отражает любые изменения, происходящие в
них, но поскольку эти изменения вызываются в основном колебаниями состава шихты, анализ электрических параметров и характеристик зон может
использоваться для автоматизированного управления основным технологическим режимом – режимом взвешивания и дозирования шихты.
К электрическим параметрам, представляющим особое значение для
управления, прежде всего следует отнести мощность дуги Рд и ее долю в
общей активной мощности фазы qд, поскольку они определяют температуру реакционной зоны и интенсивность лимитирующей стадии восстановительного процесса SiO2 + 2SiC = 3Si + 2CO. Параметрами, от которых
368
зависит распределение мощности по зонам пространства печи, являются
сопротивления расплава и шихты. При этом и то, и другое зависит от содержания восстановителя в шихте. Отсюда следует, что Rp, Rш, доля мощности,
выделяющейся в шихте qш, могут служить критериями избытка или недостатка восстановителя в печи, однако каждому из них в условиях трехфазной системы питающего напряжения свойственны как преимущества, так
и недостатки.
Безусловно, при относительно равномерной и симметричной нагрузке печи предпочтительно использовать сопротивления зон. Но в асимметричных режимах, вследствие смещения нулевой точки печи относительно
центра ванны, изменяются геометрические параметры зон шихты, сопряженных с отдельными фазами. В результате соотношение эффективного сечения и высоты шихтовой зоны отличаются от соотношения, характерного
для равномерной нагрузки, и возникает погрешность оценки удельного сопротивления и содержания восстановителя в шихте. Во избежание существенной ошибки в своих ранних исследованиях мы использовали в качестве
критерия долю шихтовой мощности в общей активной мощности фазы.
Учитывая, что активная составляющая напряжения на электроде
представляет собой как падение напряжения на сопротивлении шихты за
счет протекания шихтового тока, так и падение напряжения на общем сопротивлении фазы
,
(3)
выражение для отношения мощностей можно представить в виде
.
(4)
То есть в данном случае критерием дисбаланса является уже отношение сопротивлений, и погрешность, обусловленная смещением нейтральной точки, частично устраняется.
Однако и этот параметр имеет свои недостатки. В частности, доля
шихтовой мощности зависит не только от сопротивления шихты, определяющего долю тока, идущего в обход дуги, но и от сопротивления расплава,
ограничивающего ток дуги. Несмотря на это, в целом qш правильно отражает
состояние шихтовой зоны, поскольку дисбаланс восстановителя вызывает
при его избытке снижение Rш, увеличение Rp и рост доли шихтовой мощности, обусловлен как ростом тока шихты, так и снижением напряжения дуги.
При недостатке восстановителя наблюдается обратная картина. Процессы
изменения Rш и Rp разделены во времени вследствие запаздывания на период пребывания шихтовых материалов в ванне печи реакции Rp на управляющее или случайное воздействие на состав шихты, поэтому определение
причины изменения qш представляет некоторые трудности, особенно при
переходах от режима избытка к режиму недостатка восстановителя.
Уверенно констатировать существование дисбаланса восстановителя
можно лишь по тенденции изменения Rp, соответствующего накоплению
или химическому растворению карбидной настыли. Влияние на этот параметр смещения нулевой точки при асимметричном режиме работы печи существенно слабее, чем на Rш, однако использование данного критерия заве-
369
домо ведет к запаздыванию на время пребывания шихты в печи реакции на
изменение состояния шихтового режима, что приблизительно составляет
3-3.5 часа. Тем не менее в наших исследованиях шихтового режима выплавки ферросилиция и ферросиликохрома с помощью автоматизированной
системы контроля электрических параметров в отсутствие информации о
перемещении электрода это был наиболее приемлемый выбор [10].
Исследования позволили установить циклический характер изменения Rp, соответствующий периодичности выпуска расплава из печи и
связанный с изменением соотношения уровня расплава и высоты карбидной настыли во время выпуска. Удельное сопротивление карбида кремния
существенно выше удельного сопротивления ферросилиция, поэтому Rp
тем выше, чем больший объем настыль занимает в общем объеме подовой
зоны. Максимальное значение сопротивление расплава принимает сразу по
окончании выпуска и в новом цикле плавки по мере накопления сплава постепенно снижается.
На рис. 3 представлены временные ряды, отражающие характер изменения состояния подовой зоны в циклах выплавки ферросилиция в течение
одних суток. Приведены кривые изменения Rp и его тренды, полученные
сглаживанием на интервалах 20 (Rp20) и 100 (Rp100) минут с помощью фильтра
скользящего среднего. Интервалы выбраны из соображений устранения из
исходного временного ряда случайных значений, обусловленных локальными нарушениями состояния шихтовой зоны и асимметрией электрической нагрузки (20 минут), и сезонной составляющей ряда, вызванной процессами накопления и выпуска расплава (100 минут – длительность цикла
и представляет собой сезонплавки). Разность этих трендов
ную составляющую, минимумы которой соответствуют началу выпусков, а
максимумы их концу.
Характеристика, освобожденная от высокочастотного шума и сезон, наглядно отобраной составляющей, так называемый длинный тренд,
жает процессы, происходящие в подовой зоне печи. Так, ее равномерный
рост с 5:00 до 10:30 свидетельствует об избытке восстановителя в печи и связанном с ним росте карбидной настыли. Дальнейшее снижение характеристики связано с кратковременной работой (~1 час) с недостатком углерода
и частичным разрушением настыли. Относительно постоянный ход с 13:00
Рис. 3. Характер изменения сопротивления расплава в циклах выплавки
ферросилиция ФС-65
370
до 17:30 означает, что печь работала с незначительным дисбалансом, при
котором режимы избытка и недостатка восстановителя чередовались, а размеры настыли существенно не изменялись.
Данная характеристика может успешно использоваться для контроля
работы оператора, поскольку она отображает все примененные им воздействия на шихтовый режим. Однако основным ее назначением должна быть
рекомендация по применению управляющего воздействия на режим дозирования шихты. При этом во избежание больших материальных и энергетических потерь нарушение хода процесса необходимо зафиксировать как
обладает одможно раньше. В этом отношении анализ характеристики
ним недостатком – ее отклик на изменение состава шихты следует только
спустя значительный промежуток времени, включающий время пребывания материалов в печи и половину интервала сглаживания. То есть по изменению сопротивления расплава нарушение шихтового режима может быть
определено только через 4–4.5 часа после поступления шихты нового состава на колошник.
Тем не менее, как видно из данных рис. 3, и этот анализ по сравнению
с существующим способом управления дает значительные преимущества в регулировании шихтового режима. Так, существующий в печи избыток углерода по кривой сопротивления расплава можно было определить и
применить воздействие уже в 5:30, плавильщик же по внешним признакам
работы печи определил это только через 5 часов. То есть 5 и следующие 2
часа, потребовавшиеся для устранения последствий дисбаланса, печь работала с потерей дуговой нагрузки и низкой интенсивностью восстановительного процесса.
Несомненно, что для придания процессу управления большей гибкости и обеспечения своевременности реакции на изменение состава шихты
в качестве критерия необходимо использовать параметр, непосредственно
связанный с характеристиками шихтовой зоны. Но, как уже было отмечено, электрические параметры шихтовой зоны либо подвержены влиянию
сторонних факторов, вклад которых в динамику критерия дисбаланса восстановителя существенен и порой сравним с влиянием основного фактора
(Rш), либо являются функцией переменных, зависящих от дисбаланса, но
смещенных во времени (qш).
В общем случае зависимость qш от Rш и Rр имеет вид:
,
(5)
а зависимости сопротивлений зон от времени и дисбаланса восстановителя
(6)
где τ – время полного обновления шихты, Rш0 и Rр0 – сопротивления
зон в отсутствие дисбаланса, α и β – коэффициенты пропорциональности.
То есть в определенный момент времени шихтовая составляющая мощности, единообразно зависящая от дисбаланса углерода, включает в себя как
реакцию на изменение состава шихты на колошнике, так и отклик на изменения, происшедшие 3–4 часа назад. Вследствие этого весьма вероятна
371
ситуация, когда на подине протекают процессы роста карбидной настыли, а
на колошник уже поступила шихта с недостатком восстановителя.
Поэтому использовать qш для контроля дисбаланса восстановителя в
печи можно лишь в комплексе с контролем направления и скорости перемещения электродов. В этом случае перемещение электродов вверх будет
несомненным свидетельством избытка восстановителя. При уже существующей настыли характер перемещения электродов подскажет, какие процессы идут в настоящий момент на колошнике. Если электроды перемещаются
с постоянной скоростью к подине, избыток углерода в шихте по-прежнему
существует и остается на прежнем уровне. Если же скорость существенно
снизилась или изменилось направление перемещения, на колошник начала
поступать шихта с недостатком восстановителя.
В практике ферросплавного производства нередко возникают ситуации, когда печи по каким-либо неизвестным причинам переходят в крайне
неэкономичные режимы работы, и для исправления положения вызываются специалисты. В отсутствие времени на создание полного аппаратного
обеспечения системы контроля, включающего датчики перемещения электродов, можно воспользоваться лишь минимальным набором контролируемых параметров, т. е. электрическими сигналами тока и напряжения фаз.
В данном случае контроль дисбаланса восстановителя также имеет существенное значение, и возникает необходимость анализа qш. Для этих целей
требуется разработать метод разделения влияния на этот параметр состояний шихтовой и подовой зоны. Используя математический аппарат теории
случайных процессов, в частности анализ взаимно-корреляционных функций, мы рассчитываем получить критерии дисбаланса отдельно для каждой
из зон.
В заключение отметим, что решив проблему рационального дозирования шихты, не составит особого труда решить задачу оптимизации посадки электродов и рационального распределения энергии по зонам рабочего
пространства печи.
Список литературы
1.
2.
3.
4.
5.
6.
372
Максименко М. С. Основы электротермии. – М.: ГОНТИ. 1937. – 95 с.
Микулинский А. С. Процессы рудной электротермии. – М.: Металлургия. 1966. – 280 с.
Воробьев В. П. Теоретические аспекты технологии и практика повышения эффективности производства электропечных ферросплавов.
Дисс. докт. техн. наук. – Свердловск. 1988. 300 с.
Воробьев В. П., Бахирева Л. Д. Физико-химические свойства углеродистых восстановителей в электротермических процессах. – Изв. АН
СССР. Металлы. 1983. № 5. С. 28–31.
Воробьев В. П., Жучков В. И. К вопросу о расходе электрода в рудовосстановительных электропечах//Известия вузов. Ч. М. № 8. 1974.
С. 39–42.
А. с. № 1678190 (СССР). Способ определения электрических параметров зон рабочего пространства дуговой электропечи/В. П. Воробьев.
А. В. Сивцов, 1989. Не публ.
7.
Патент № 2268556 (РФ). Способ управления технологией электродуговой восстано-вительной плавки/В. П. Воробьев, А. В. Сивцов//
Бюлл. № 02. 2006.
8. Годына В. В., Свищенко В. Я., Степанянц С. Л. и др. АСУ ТП руднотермической электропечи для выплавки сплавов на основе кремния//
Современные технологии автоматизации. 1998. № 1. с. 40–45.
9. De Waal A., Barker I. J., Rennie M. S., Klopper J., Groeneveld B. S. Electrical
Factors Af-fecting the Economic Optimization of Submtrged Arc Furnace//
INFACON 6. Proceeding of the 6-th International Ferroalloys Congress.
Cape Town. Vol.1. Johannesburg. SAIMM. Рp. 247–252.
10. Сивцов А. В., Цымбалист М. М., Фадеев В. И., Островский Я. И., Веселовский И. А., Афанасьев В. И. Метод управления режимом шихтоподачи при выплавке ферросилиция и ферросиликохрома. Электрометаллургия. 2011. № 11. С. 29–34.
373
УДК 621.762, 541.1
О ПОЛУЧЕНИИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
МЕТОДАМИ ДИСПЕРГИРОВАНИЯ РАСПЛАВА
И ГАЗОФАЗНОГО СИНТЕЗА
Г. Г. Залазинский1, Т. Л. Щенникова1 , Н. В. Кишкопаров 1, 2, С.В. Жидовинова1, Л.В. Золотухина 1, 2, Б.Р. Гельчинский 1, 2
1 – Институт металлургии УрО РАН, г. Екатеринбург, brg47@list.ru;
2 – ЗАО НПХ ВМП, г. Екатеринбург, brg@fmp.ru
В порошковой металлургии ведутся активные поиски технологий получения порошков с широким уровнем свойств. Для получения заданного
уровня характеристик применяют методы диспергирования расплава различными энергоносителями, исследуется влияние условий охлаждения частиц металла на его свойства, применяются различные методы легирования
частиц, при этом при получении порошков предпочтение отдается использованию исходно чистых по примесным элементам расплавов.
Порошки на основе железа
Эти порошки находят широкое применение в производстве изделий
антифрикционного, конструкционного и электротехнического назначения. Основные области применения железного порошка – производство
порошковых изделий в таких областях, как автомобильной и электронной
аппаратуры, производство инструмента и технологической оснастки, производство труб и арматуры, строительное, горно-шахтное и сельскохозяйственное машиностроение и пр.
Успешное применение железных порошков в качестве сырья для порошковой металлургии обусловлено рядом факторов. Самыми важными
из них являются: текучесть порошка, насыпная плотность, прессуемость,
прочность неспеченной прессовки, стабильность размеров изделий во время спекания.
Существует два основных процесса получения железного порока для
порошковой металлургии – это процесс производства губчатого железа и
железного порошка с восстановлением высококачественной железной руды
и распыление расплавов с помощью водяных струй под большим давлением
или потоком газа, при этом диспергирование расплава позволяет получать
порошки металлов и сплавов, частицы которых имеют различные размеры
и форму. Процесс получения металлических порошков распылением расплавов является наиболее эффективным и высокопроизводительным.
Простейшим и наиболее широко используемым способом легирования является метод смешивания порошков [1]. Он распространяется на
большинство известных и применяемых в порошковой металлургии традиционных сочетаний элементов при легировании железа углеродом, медью,
никелем, молибденом и др. Для увеличения числа точек контакта между
порошком и частицами легирующего элемента, создающих условия для
374
гомогенного распределения легирующего элемента в процессе спекания,
предпочтительно применять высокодисперсный порошок.
Для комплексного легирования часто применяют лигатурные порошки. Это связано с тем, что легирующие элементы в виде сплавов дешевле,
чем чистые элементы, например ферросплавы Mn, Cr, Si, P и др. Хрупкость
ферросплавов облегчает их измельчение до порошков высокой дисперсности. Однако следует отметить, что механические смеси железного порошка
и легирующих добавок, в том числе и лигатур, склонны к макросегрегации
легирующих добавок, так как состоят из частиц, существенно отличающихся физико-технологическими характеристиками: размером, формой
частиц, плотностью и т. д. В процессе производства изделий это может приводить к нестабильности механических свойств и размеров изделий. Для
предотвращения макросегрегации легирующих применяют предварительно легированные порошки.
В ИМЕТ УрО РАН под руководством д. т. н., проф. Буланова В. Я. в
1978 г. была организована лаборатория порошковой металлургии, основной
задачей которой является возможность использования уральских руд и концентратов для получения порошков и порошковых материалов на основе
железа, а также упрочняющих покрытий с заданными свойствами.
Лабораторией внесен значительный вклад в развитие фундаментальных и прикладных исследований по всем пределам порошковой металлургии, созданы физические и математические модели, позволяющие оптимизировать технологические процессы и прогнозировать свойства железных
и легированных порошковых материалов. Разработки по получению новых
металлических порошков, инновационных материалов на их основе внедрены на предприятиях машиностроительного комплекса Уральского региона.
Результаты работы обобщены в цикле монографий. Обобщение работ
российских и зарубежных авторов представлены в работе [2]. Большой объем исследований по структурам порошков и порошковых материалов приведен в атласе [3]. Диагностика металлических порошков рассмотрена в [4].
Совместно с лабораторий академика Ватолина Н. А. проведен цикл исследований по гидрометаллургии железных порошков [5].
Общие принципы получения железных и легированных порошков изложены в [6].
По проектам РФФИ совместно с академиком Леонтьевым Л. И. проведены исследования по получению стальной дроби улучшенного качества.
Результаты расчетов методом термодинамического моделирования, образования возможных соединений на различных этапах получения порошков
железа представлены в работе [7]. Исследования по разработке технологии
с учетом данных по составу, структуре и свойствам железных и легированных порошков отражены в работе [8]. Теоретические основы металлургии
железных порошков изложены в книге [9]. Результаты исследований по
производству стальной дроби обобщены в монографии [10].
Результаты исследований по получению порошков и дроби внедрены
на Староуткинском металлургическим заводе, в опытном производстве института металлургии УрО РАН. Производство дроби внедрено по лицензионному соглашению с ООО « Урал-Инвест» в г. Нижний Тагил.
375
Нано- и ультрадисперсные металлические порошки
Актуальность проблемы производства нано - и ультрадисперсных материалов определяется особенностью их физико-механических свойств,
позволяющих создавать материалы с качественно новыми эксплуатационными характеристиками [11]. В настоящий момент созданы технологии
получения нанодисперсных порошков многих металлов, сплавов и неорганических веществ, и они успешно применяются для создания материалов с
различными функциональными свойствами [12, 13]. Развитая удельная поверхность нанодисперсных порошков, на порядок превышающая удельную
поверхность обычных порошков (крупностью десятки микрон), обусловливает столь же резкое повышение их химической активности. Это объясняет интерес к исследованию специфических возможностей использования
нанопорошков меди.
Одной из основополагающих характеристик медных порошков является их стойкость к окислению. Наличие большого количества оксидов на
поверхности частиц порошка недопустимо при его дальнейшем использовании в композиционных материалах, например для производства теплои электропроводящих паст. В связи с этим целью данной работы явилось
исследование процессов взаимодействия субмикроскопических и нанодисперсных медных порошков с кислородом воздуха в процессе плавки (при
высоких температурах и низких давлениях воздуха) и при дальнейшем хранении порошков при комнатной температуре в воздушной и инертной среде, а также получение оптимальных условий синтеза и хранения для обеспечения минимального содержания кислорода в медном порошке.
Получение субмикронных и нанодисперсных порошков меди
Субмикронные и нанокристаллические порошки меди и ее сплавов
(0,01 мкм <δ<1,0 мкм) получают в промышленном масштабе методом испарения-конденсации на заводе ЗАО Научно-производственный холдинг
«ВМП» (ЗАО НПХ ВМП) в Екатеринбурге (Россия) по собственной технологии. Технология заключается в переводе металла в газовую фазу с последующей организацией процесса конденсации металлического пара, в
результате которого на атомарном и молекулярном уровне обеспечивается
образование порошков с контролируемыми свойствами: формой, химическим, фазовым, структурным и гранулометрическим составом. При необходимости производят стабилизацию порошка пассивирующим агентом,
который образует на поверхности инертную пленку толщиной < 10Å.
Методики эксперимента
Для исследования процессов взаимодействия субмикроскопических и
нанодисперсных медных порошков с кислородом воздуха при высоких температурах и низких давлениях воздуха (в процессе плавки) была проведена
серия плавок, в которых изменялось остаточное давление воздуха в камере
конденсации и скорость испарения металла. Окисление порошков при низких (комнатных) температурах в атмосфере воздуха и инертного газа исследовали в процессе хранения в течение 12 месяцев с момента изготовления.
Содержание кислорода в медных порошках определяли методом восстановительного плавления на газовом анализаторе ELTRA ONH-2000.
Образец помещался в графитовый тигль и нагревался в импульсной печи
в токе гелия. После этого проводили измерение интенсивности поглоще-
376
ния в инфракрасной области спектра электромагнитного излучения окиси
углерода, выделившейся при нагревании образца. В качестве стандартов
использовался ГСО МГ-1 (0,0268% кислорода) и Р16Б (0,66% кислорода).
Фракционный анализ проводился в две стадии. Первая стадия состояла в
нагреве до 900 °С и выдержке при этой температуре в течение 30 секунд.
Эта стадия определяет содержание кислорода на поверхности (адсорбированного кислорода), поскольку для разложения оксида нужны более высокие температуры. Вторая стадия анализа выполнялась в условиях нагрева до
1300 °С и выдержки при этой температуре также в течение 30 секунд. Соответствующий этому температурному интервалу пик в спектре поглощения
обусловлен выделением кислорода из объема частиц, что и позволяет установить содержание связанного кислорода в оксидном порошке.
Рентгенофазовый анализ (РФА) выполняли на приборе ДРОН УМ-1
в CоKα-излучении. Количественный фазовый анализ медных порошков
основан на прямой пропорциональной зависимости интенсивности дифракционного отражения от содержания оксидных фаз [14]. Эта зависимость
определяется близостью величин массовых коэффициентов поглощения
(μ*) Cu, Cu2O, CuO и α-твердого раствора, которые равны 52,0; 49,0; и 48,0
соответственно. Для проведения количественного анализа по дифрактограмме определяли относительную интенсивность самых сильных рентгеновских линий интересующих нас фаз: для Cu – линия с индексами (111),
межплоскостное расстояние d = 2,08-2,11 Å; для Cu2O – линия (100), d =
2,46 Å; для СuO – линия (100), d = 2,52 Å. Содержание искомой фазы Xi (%)
определяется по формуле: Xi = Ji/ΣJi , где Ji – интегральная интенсивность
определяемой фазы (Cu, Cu2O, CuO), %.
Микрофотографии нанодисперсного порошка меди делали на просвечивающем электронном микроскопе Tesla BS-500 при кратности увеличения 4000–24000. Для этого образцы готовили по известным методикам [15].
Микронавеску порошка диспергировали в объеме бутанола на ультразвуковом диспергаторе УЗДН-1. Затем каплю приготовленной суспензии отбирали пипеткой и наносили на предметные стекла или углеродные пленкиподложки, напыленные на сеточки электронного микроскопа.
Гранулометрический состав определяли на лазерном анализаторе размеров частиц Horiba LA 950. Принцип работы анализатора основан на рассеивании и детектировании отраженного/преломленного лазерного света,
красного и синего спектров (650 и 405 нм) и определении корреляции между
интенсивностью и углом рассеяния света в зависимости от размера частиц.
В качестве дисперсионной жидкости в измерительной кювете прибора использована дистиллированная вода. Для обеспечения полного смачивания
частиц порошка использовали ПАВ – оксиэтилированный высший спирт.
Перед началом измерения для полной диспергации порошок подвергали
обработке ультразвуком с частотой 20 кГц в течение 30 сек. в воде объемом
25 мл. Для этой цели использовали ультразвуковой генератор SONOPULS
HD 3200.
Результаты и их обсуждение
Микрофотография субмикронного порошка меди, полученного по
технологии испарения-конденсации, приведена рисунке 1, а его характеристики – в таблице 1.
377
Рис. 1. Микрофотография медного порошка
Рис. 2. АСМ-изображение отдельной частицы (ПМВД-0) в режиме топографии
Частицы порошка имеют округлую форму (рисунок 2) и образуют слабо сцепленные агрегаты частиц с размером 300–800 нм. Средний размер
частиц – 107 нм. Частицы однофазные. Гистограмма распределения частиц
подчиняется логарифмически нормальному закону распределения и носит
бимодальный характер. Средний размер зерен – 35 нм.
Таблица 1
Характеристики субмикронного порошка меди
Тип порошка
Свойства
Cu, вес. %, минимально
A
B
(стабилизированный)
99.993
99.800
3
Насыпная плотность, г/см
0.2-1.0
0.1-0.6
Удельная поверхность, м /г
2.0-8.0
4.0-10.0
Средний размер частиц, мкм
0.3-0.5
0.2-0.3
2
Форма частиц
Сферическая
Содержание кислорода в порошке существенно зависит от величины
остаточного давления воздуха в камере конденсации в процессе испарения
и конденсации металла (рисунок 3).
378
содержание к ислорода, масс.%
3
2,5
2
1,5
1
0,5
0
0,2
0,25
0,3
0,35
0,4
остаточное давление воздух а, мм.рт.ст
Рис. 3. Зависимость содержания кислорода в порошке от остаточного давления воздуха
в камере конденсации
При заданной величине остаточного давления воздуха добиться существенного уменьшения содержания кислорода в порошке можно, увеличивая скорость испарения меди (рисунок 4).
Содержание кислорода, масс.%
0,80
0,70
0,60
0,50
0,40
0,30
0,20
0,10
0
1
2
3
4
5
6
7
Ск орость испарения, к г/час
Рис. 4. Зависимость количества кислорода в медном порошке от скорости
испарения металла
Для практических приложений большое значение имеет не только общее содержание кислорода в порошке, но и характер его связи с атомами
меди. Фракционный анализ показал, что кислород находится в порошках в
адсорбированной и связанной формах. Установлено, что изменение общего содержания кислорода происходит за счет связанной формы, тогда как
количество адсорбированного кислорода, по сравнению со связанным О2,
остается практически постоянным (рисунок 5).
Связанный кислород содержится в полученных порошках в виде оксидов CuO и Cu2O. Их образование в процесс испарения с последующей
конденсацией можно представить следующим образом. После создания
пересыщения в системе из отдельных атомов металла начинают формироваться кластеры [16]. При столкновении атомов в газовой фазе скорость их
379
3,50
3,00
масс.%
2,50
2,00
1,50
1,00
0,50
0,00
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
Общий кислород по результатам х им. анализа, масс.%
Адсорбированны й кислород
Связанны й кислород
Рис. 5. Зависимость содержания адсорбированного и связанного кислорода в медном
порошке от его общего содержания
сближения становится нулевой на некоторое время τ0 , за которое они могут упрочить взаимосвязь, изменяя пространственную ориентацию. В течение времени τ0 сблизившиеся атомы перемещаются в пространстве как
единое целое, образуя первичный кластер. По истечении времени τ0 каждый кластер, возбужденный столкновениями с молекулами газа-носителя
и внутренними колебаниями атомов, распадается или смыкается с другими
атомами или кластерами. Кластер, случайным образом достигший размера, при котором вероятность его последующего распада равна вероятности
укрупнения, можно считать зародышем. Кластер, находящийся в возбужденном состоянии, с некоторой вероятностью может захватывать любое
вещество, присутствующее в среде, в том числе кислород. Захват происходит многостадийно. Сначала молекулы кислорода перемещаются из объема среды к поверхности кластера, потом адсорбируются поверхностью,
захватываются разрастающимися двумерными кластерами и мигрируют с
поверхности частицы в ее объем. Вполне очевидно, что приповерхностный
мономолекулярный слой может быть в этом случае образован как соединением Cu2O при недостатке кислорода, так и CuO при его избытке [17].
При хранении порошков, причем не только на воздухе, но и (значительно более медленно) в инертной атмосфере, содержание оксидов в порошке постепенно увеличивается (рисунок 6). Это означает, что в порошке идут диффузионные процессы окисления металла и образование CuO
возможно при комнатной температуре, по-видимому, благодаря высокой
поверхностной энергии наночастиц порошка и структурному подобию
кристаллических решеток этих оксидов (ориентационному и размерному
соответствию) [18]. Ранее же в нанопорошках меди при комнатной температуре было обнаружено только образование оксида Cu2O, а оксид CuO появлялся в порошках лишь при нагревании [19].
Любопытно, что увеличение количества CuO при выдержке порошков
на воздухе прямо связано с его содержанием в свежеприготовленных (исходных) образцах. При начальном содержании CuO до 0,5 масс. % конечное
содержание CuO в порошке составляет порядка 1 масс. %. Превышение в
380
Содержание ок сидов , масс. %
Содержание ок сидов , масс. %
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
0
1
2
3
4
5
6
7
8
9
10
11
22
20
18
16
14
12
10
8
6
4
2
0
0
12
1
2
3
4
CuO
5
6
7
8
9
10
11
12
месяцы
месяцы
CuO
Cu2O
а
Cu2O
б
Рис. 6. Зависимость содержания оксидов в медном порошке от времени при хранении на
воздухе (а) и в атмосфере аргона (б)
исходном порошке указанной «критической массы» ~0,5 масс. % CuO приводит к существенному окислению порошков при длительном хранении на
воздухе вплоть до содержаний CuO 22 масс. %. При этом начальное содержание низшего оксида Cu2O не оказывает заметного влияния на указанные
результаты.
Полученные данные можно объяснить следующим образом. При достижении некоторого критического содержания CuO оксидный слой становится существенно несплошным. Это приводит к ускорению взаимодействия системы с кислородом. Дальнейший рост толщины оксидного слоя
лишь способствует дальнейшему увеличению его пористости, росту волокнистых структур (вискеров). Таким образом, препятствий окислительному
процессу не создается, и частицы (при достаточно длительной выдержке)
могут быть, по-видимому, полностью окислены. Размер частиц полученных
порошков оказался в прямой зависимости от содержания в них кислорода,
причем с ростом его количества размер более крупных и более мелких частиц порошка меняется по разному (рисунок 7).
Предельное значение диаметров, которое имеет 10% частиц, изменяется с ростом количества кислорода незначительно, чуть больше растет
7,00
Размер частиц, мкм
6,00
5,00
4,00
3,00
2,00
1,00
Д50
Д 97
0,846
0,510
0,460
0,470
0,634
1,200
Д10
0,310
Содержание кислорода, масс %
0,410
0,260
0,263
0,134
0,251
0,098
0,127
0,075
0,090
0,00
Рис. 7. Изменение размеров частиц порошка меди в зависимости от содержания
в них кислорода
381
предельное значение диаметра, которое имеют 50% частиц. Наиболее существенно изменяется верхняя граница размеров частиц порошка, или предельное значение диаметра, которое имеют 97% частиц.
Оказалось, что в пределах ошибки измерения размер частиц не зависит от содержания адсорбированного кислорода и оксида Cu2O.
Увеличение размеров частиц происходит только при окислении меди
до двухзарядного состояния (рис. 8). Возможной причиной этого явления
может служить первоначальное (при изготовлении) окисление частиц, которое приводит к росту на их поверхности развитого оксидного слоя, преимущественно в виде вискеров.
6
Размеры частиц, мк м
5
4
3
2
1
0
0,5
0,55
0,6
0,8
CuO, масс.%
d10
d50
1,2
2
d97
Рис. 8. Зависимость размера частиц порошка от массового содержания оксида CuO
Если исходные (неокисленные) частицы имели реальный размер порядка 80–300 нм, то их окисление одновременно увеличивает как исходное
содержание оксида меди (II), так и линейный размер за счет роста вискеров
и агломерации окисленных частиц. Отсюда сразу же следует, что большему размеру частиц будет соответствовать большее содержание кислорода.
Наибольший рост снова наблюдается для «верхних» размеров частиц. Таким образом, совокупность полученных данных свидетельствует о том, что
укрупнение частиц медного порошка происходит в результате образования
на их поверхности оксидного слоя двухвалентной меди, предположительно,
в виде вискеров.
На основании представленных данных можно заключить, что процесс
окисления нанопорошков меди при комнатной температуре и при обычном давлении идет достаточно нетривиальным образом. Если частицы практически первоначально не были окислены, то и дальнейшее их окисление
идет относительно медленно. При этом основной образующейся на поверхности фазой является оксид меди (I). В том случае, если начальное окисление имело место, оно сопровождалось двумя процессами: а) образованием
вискеров CuO; б) агломерацией мелких частиц в более крупные. Следствием этих двух процессов является нарушение сплошности структуры оксид-
382
ного слоя и резкое ускорение окисления порошка. При этом, несмотря на
повышенное содержание оксида меди (II), основная масса оксидов состоит
из Cu2O. Приблизительное соотношение масс Cu2O и CuO в наиболее окисленном порошке составило (соответственно) 85 масс. % и 15 масс. %.
Список литературы
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
Железные, легированые порошки и изделия из них. Справочные материалы. М.: Инженерный центр,1990. 254 с.
Акименко В. Б., Буланов В. Я., Рукин В. В. и др. Железные порошки.
М.: Наука, 1982. 256 с.
Пумпянская Т. А., Буланов В. Я., Зырянов В. Г. Атлас структур порошковых материалов на основе железа. М.: Наука, 1986. 262 с.
Буланов В. Я., Кватер Л. И., Долгаль Т. В. Диагностика металлических
порошков, М.: Наука. 1983. 278 с.
Буланов В. Я., Ватолин Н. А., Залазинский Г. Г., Волкова П. И. Гидрометаллургия железных порошков. М.: Наука,1984. 224 с.
Акименко В. Б., Буланов В. Я., Залазинский Г. Г., Гуляев И. А. Металлургия железных и легированных порошков. М.: Металлургия,1992. 250 с.
Залазинский Г. Г., Щенникова Т. Л., Моисеев Г.К. Термодинамическое
моделирование процессов получения порошков железа. Екатеринбург: РИО УрО РАН, 2012. 140 с.
Акименко В. Б., Буланов В. Я., Гуляев И. А., Залазинский Г. Г. и др. Состав, структура и свойства железных и легированных порошков. Екатеринбург: УИФ «Наука», 1996. 352 с.
Залазинский Г. Г., Щенникова Т. Л., Теоретические основы, металлургии железных порошков. Екатеринбург: УрО РАН, 2004. 197 с.
Залазинский Г. Г., Щенникова Т. Л. Теория и технология производства
стальной дроби. Екатеринбург: УрО РАН, 2007. 126 с.
Андриевский Р. А., Рагуля А. В. Наноструктурные материалы. М.:
Academia. 2005. 192 с.
Рыжонков Д. И., Лёвина В. В., Дзидзигури Э. Л. Ультрадисперсные системы: получение, свойства, применение: Учебное пособие. М.: МИСиС, 2006, 182 с.
Порошки цветных металлов. Справочное изд./Под ред. Набойченко С. С. – М: Металлургия,1997. 542 с.
Зевин Л. С., Хейкер Д. М. Рентгеновские методы исследования строительных материалов. М.: Изд-во литературы по строительству, 1985.
247 с.
Буланов В. Я., Кватер Л. И. и др. Диагностика металлических порошков. М.: Наука. 1984. 278 с.
Петров Ю. И. Кластеры и малые частицы. М.: Наука,1986. 368 с.
Мелехов И. В. Физико-химическая эволюция твердого вещества. М.:
БИНОМ. Лаборатория знаний, 2006. 309 с.
Liu Z., Bando Y. Oxidation behavior of copper nanorods //Chemical Physics
Letters, 2003, V. 378. P. 85–88.
Константы взаимодействия металлов с газами. Справочник//Под ред.
Колачева Б. А., Левинского Ю. В. М.: Металлургия, 1987. 368 с.
383
УДК 621.791.927.55
ПОЛУЧЕНИЕ КОМБИНИРОВАННЫХ ЗАЩИТНЫХ
ПОКРЫТИЙ МЕТОДАМИ ДО И СВЕРХЗВУКОВОГО
ПЛАЗМЕННОГО НАПЫЛЕНИЯ МЕТАЛЛИЧЕСКИХ
ПОРОШКОВ
В. А. Крашанинин, С. А. Ильиных, С. А. Чусов, И.В. Кирнос, Б. Р. Гельчинский
Институт металлургии УрО РАН, г. Екатеринбург,
krash_55@mail.ru
Выбор защитного материала, позволяющего значительно продлить
срок службы металлоконструкций и тем самым снизить эксплуатационные
затраты, является в настоящее время актуальной задачей [1 – 2]. Особенно
важным является обеспечение надежности покрытия в тех случаях, когда
металлоконструкции функционируют в сложных условиях (насыщенная
вредными веществами промышленная зона, контакт с нефтепродуктами,
морская вода, регионы Севера и т. п.) и к их техническому состоянию и безопасности предъявляются высокие требования.
Специальные лакокрасочные материалы (ЛКМ) обладают повышенными эксплуатационными и технологическими характеристиками, что достигается благодаря использованию в их составе:
- высокоэффективных антикоррозионных пигментов, таких как цинковый порошок (протекторная защита), фосфат цинка (ингибирующая защита), алюминиевая пудра и «железная» слюдка (барьерная защита);
- химически- и атмосферостойких полимеров: эпоксидных и полиуретановых смол;
- наполнителей со специальными эффектами и разнообразных вспомогательных добавок, предназначенных для оптимизации технологических
свойств материалов.
Совместное применение лакокрасочных материалов с технологией
плазменного напыления позволяет получить покрытия нового поколения
с улучшенными антикоррозионными характеристиками, максимально увеличить срок эксплуатации действующего оборудования и объектов с сохранением надежности их эксплуатации при минимальных затратах [3–5].
Статья посвящена разработке многокомпонентных комбинированных покрытий, получаемых методом плазменного напыления металлических порошков с последующим нанесением на напыленный слой ЛКМ для
уменьшения его пористости и усиления антикоррозионной защиты. Рассматриваемые коррозионно-износостойкие покрытия предназначаются
для защиты металлических материалов и изделий, которые могут подвергаться воздействию твердых частиц в потоках газов или жидкости, а также
находящихся в химически агрессивных средах.
Дозвуковое нанесение плазменных покрытий
Целью исследований была разработка технологий дозвукового нанесения плазмонапыленных покрытий из различных порошков на основе
384
Zn-Ме (Ni-Al-Ti) совместно с ЛКМ и проведение их комплексных испытаний для определения влияния дополнительного слоя лакокрасочного покрытия на защитные свойства.
Объекты исследования представляют собой металлические пластины
(подложки) из стали марки 08пс (ГОСТ 16523), размером (мм). Подготовка поверхности металла перед нанесением порошковых покрытий методом
плазменного напыления заключалась в удалении жировых загрязнений
моющим средством и в дробеструйной обработке. Перед окрашиванием
образцы с плазменным покрытием нагрели до температуры 50–70 °С, после
чего наносили ЛКМ методом пневматического распыления в один слой на
горячую поверхность. Сушка: 2 суток при температуре (15–25)°С и 1 сутки
при температуре 60 °С. Толщину покрытий определяли по ГОСТ Р 51694
магнитным толщиномером Minitest 600B. Подробная характеристика покрытий приведена в таблице 1.
Защитные свойства покрытий определяли по стандартизированной
методике ASTM B117 «Стандартный метод испытаний в камере солевого
тумана», относящейся к ускоренному типу испытаний. Покрытия помещали в камеру Q-fog, в которой производится непрерывное распыление 5%
нейтрального водного раствора NaCl при температуре 35 °С в виде солевого
тумана. Испытания продолжали до появления существенных различий в защитных свойствах. В ходе испытаний периодически проводили визуальную
оценку внешнего вида покрытий, характеризующую защитные свойства,
по ГОСТ 9.407-84 «Единая система защиты от коррозии и старения. Метод
оценки внешнего вида». Степень распространения подпленочной коррозии оценивали путем нанесения царапины на поверхность образца и определения степени ее корродирования. Внешний вид покрытий, прошедших
испытания, представлен на рис. 1.
Результаты испытаний защитных свойств покрытий приведены в таблицах 2 и 3. По результатам испытаний защитных свойств покрытий (1–3)
(таблица 2) выявлено следующее:
Покрытие – порошок Zn (плазма). На начальном этапе испытаний на
покрытии образуется белесоватый налет, свойственный цинковым или
цинксодержащим покрытиям с протекторным механизмом защиты, свидетельствующий об анодном растворении цинка. Далее после 70 часов испытаний на покрытии начинает развиваться точечная коррозия (единичные
точки диаметром менее 0,5 мм). После 350 часов испытаний площадь, занимаемая коррозией, увеличилась до 5–15%, что соответствует обобщенной оценке защитных свойств АЗ 5 по ГОСТ 9.407. Царапина, нанесенная
для оценки степени распространения подпленочной коррозии, в течение
170 часов испытаний была «залечена» белыми продуктами коррозии цинка,
далее в царапине развивалась ржавчина. После 357 часов испытаний вся царапина была ржавой.
Покрытия – порошок никель-титан ПН55Т45 (плазма) и порошок
МКП1 (титановый шлак ВСМПО, г. В. Салда) (плазма). Покрытия обладают высокой пористостью и большой шероховатостью. После 26 часов
(1 сутки) испытаний практически вся поверхность образца МКП1 была
покрыта натеками ржавчины от развивающейся точечной коррозии. Царапина ржавая.
385
Таблица 1
Характеристики покрытий
Наименование
Общая
покрывного слоя
толщина
лакокрасочного
(подложка
покрытия
и ЛКМ), мкм
№
образца
Наименование
грунтовочного слоя
1-1
Порошок Zn (плазма)
1-2
Порошок Zn (плазма)
64,8
2-1
Порошок никель-титан
ПН55Т45 (плазма)
72,0
2-2
Порошок никель-титан
ПН55Т45 (плазма)
ПОЛИТОНУР(УФ)
73,8
3-1
Порошок МКП1 (титановый
шлак ВСМПО, г. В. Салда)
(плазма)
ПОЛИТОНУР(УФ)
74,7
3-2
Порошок МКП1 (титановый
шлак ВСМПО, г. В. Салда)
(плазма)
4-1
Порошковая смесь: 40% никель-алюминий, ПТ-НА-0.1,
30% алюминий, Al, 30%
цинк, Zn
ПОЛИТОН-УР
(УФ)
91,5
4-2
Порошковая смесь: 40% никель-алюминий ПТ-НА-0.1,
30% алюминий Al, 30% цинк
Zn.
ИЗОЛЭП
142,7
4-3
Порошковая смесь: 40% никель-алюминий, ПТ-НА-0.1,
30% алюминий, Al, 30%
цинк, Zn
ЦИНЭП
168,5
5-1
Порошковая смесь: 50% никель-алюминий, ПТ-НА-0.1,
50% алюминий, Al
ПОЛИТОНУР(УФ)
224,5
5-2
Порошковая смесь: 50% никель-алюминий, ПТ-НА-0.1,
50% алюминий, Al
ИЗОЛЭП
189,4
5-3
Порошковая смесь: 50% никель-алюминий, ПТ-НА-0.1,
50% алюминий, Al
ЦИНЭП
289,3
ПОЛИТОН-УР
(УФ)
63,0
72,0
Покрытие – порошок никель-титан ПН55Т45 (плазма) + ПОЛИТОНУР (УФ) и порошок МКП1 (титановый шлак ВСМПО, г. В. Салда) (плазма)
+ ПОЛИТОН-УР (УФ). Основным видом разрушений данных систем по-
386
крытий является точечная коррозия. Меньшее количество разрушений зафиксировано у системы покрытий на основе порошка ПН55Т45. На защитные свойства этих систем покрытий главным образом оказывает вли-яние
исходное состояние плазмонапыленных покрытий (высокая пористость и
большая шероховатость). Царапины заржавели после 26 часов испытаний
обеих систем покрытий.
Таблица 2
Защитные свойства покрытий (1-3) при испытании в камере соляного тумана
№
образВид оценки
26 час.
69 час.
165 час.
357 час.
ца
П(4)
П(20)
Вид разрушения1)
2)
АЗ , балл
1
1
2
2
1-1
АЗ количеств.3)
1
1
0,952
0,936
Вид разрушения
К(50)
К(>350)
1-2
АЗ, балл
1
1
3
5
АЗ количеств.
1
1
0,808
0,704
Вид разрушения
К(>350)
2-1
АЗ, балл
5
Образец снят с испытаний
АЗ количеств.
0,736
Вид разрушения
К(1)
К(1)
2-2
АЗ, балл
1
1
3
3
АЗ количеств.
1
1
0,904
0,904
К(25)
К(45)
Вид разрушения
К(10)
+П(7)
+П(62)
3-1
АЗ, балл
1
3
3
3
АЗ количеств.
1
0,904
0,744
0,744
Вид разрушения
К(>350)
3-2
АЗ, балл
5
Образец снят с испытаний
АЗ количеств.
0,704
Пояснения к таблицам 2, 3 и 4:
1) В соответствии с предложенной в ГОСТ 9.407-84 системой обозначений видов разрушений К – коррозия металла, П – пузыри. В скобках
указана площадь, занимаемая каждым видом разрушения в мм2, площадь
оцениваемой поверхности покрытия составляет 2400 мм2.
2) АЗ – обобщенная оценка внешнего вида покрытия по изменению
защитных свойств, соответствующая максимальному разрушению покрытия по площади, занимаемой разрушением и размером разрушения (балл 1
соответствует качественному покрытию без разрушений, балл 5 – полной
потере защитных свойств покрытия) по ГОСТ 9.407-84.
3) АЗ количеств. – количественная оценка внешнего вида покрытия,
учитывает в обобщенной оценке отдельные виды разрушений, содержит
коэффициенты весомости отдельных видов разрушения в зависимости от
условий эксплуатации.
387
Таблица 3
Защитные свойства покрытий (4-5) при испытании в камере соляного тумана
№
образца
4-1
Вид оценки
44 час. 72 час.
161
час.
322
час.
К(37)
К(85)
+П(25) +П(74)
Вид
разрушения1)
К(11)
К(13)
АЗ2), балл
3
3
3
4
АЗ количеств. 3)
0,904
0,904
0,904
0,696
Вид
К(164) К(193) К(247)
разрушения1)
4-2
АЗ, балл
4
4
4
АЗ
количеств.
0,760
0,760
0,760
Вид
разрушения
4-3
5-1
5-2
820 час. 976 час.
Образец снят
с испытаний
Образец снят
с испытаний
К(5)
К(8)
К(8)
АЗ, балл
1
1
1
3
3
3
АЗ
количеств.
1
1
1
0,904
0,904
0,904
Вид
разрушения
К(2)
К(2)
К(5)
К(5)
К(8)
К(13)
АЗ, балл
3
3
3
3
3
3
АЗ
количеств.
0,904
0,904
0,904
0,904
0,904
0,904
Вид
разрушения
К(5)
К(5)
К(7)
К(7)
К(14)
К(14)
АЗ, балл
3
3
3
3
3
3
АЗ
количеств.
0,904
0,904
0,904
0,904
0,904
0,904
Вид
разрушения
5-3
К(2)
АЗ, балл
1
1
1
1
1
3
АЗ
количеств.
1
1
1
1
1
0,904
Покрытие – порошок Zn (плазма) + ПОЛИТОН-УР (УФ). Основным
видом разрушений этого покрытия были пузыри диаметром до 1 мм. Появление пузырей зафиксировано после 165 часов испытаний. По окончании
испытаний защитные свойства системы покрытий оценены баллом АЗ 2 по
ГОСТ 9.407.
388
При испытании защитных свойств покрытий (4–5) (таблица 3) в камере соляного тумана обнаружено, что основными разрушениями покрытий
данного типа являются пузыри и точечная коррозия. Наименьшее количество разрушений в ходе испытаний появилось у образцов (4–3) и (5–3) с
плазмонапыленными покрытиями, имеющими составы (40% ПТ-НА-0,1,
30% Al, 30% Zn) и (50% ПТ-НА-0.1, 50% Al) соответственно, с нанесением
лакокрасоч-ного материала ЦИНЭП. При этом следует отметить, что последнее из вышеперечисленных комплексных покрытий дольше сохранило
защитные свойства (820 часов) при испытаниях в камере соляного тумана,
что возможно определяется его большей толщиной.
А
Б
В
Рис. 1. Внешний вид покрытий после испытаний в камере соляного тумана.
А – цинк (плазма) + Политон УР (УФ);
Б – 40% ПТ-НА-0,1; 30% Al; 30% Zn + ЦИНЭП
В – 50% ПТ-НА-0,1; 50% Al + ЦИНЭП
Таблица 4
Свойства дополнительных покрытий (4.3 и 5.3) при испытании
в камере соляного тумана
№
обр.
Вид оценки
Вид разрушения1)
АЗ2), балл
4-3
АЗ количеств. 3)
Вид разрушения
5-3
АЗ, балл
АЗ количеств.
1000 ч 1563 ч 1706 ч
1
1
1
1
1
1
1
1
2316 ч
2523 ч
2867 ч
1
1
1
1
1
1
1
1
К2/2(1) К2/2(1) К2/2(1) К2/2(2)
3
3
3
3
0,904
0,904
0,904
0,904
389
По результатам проведенных исследований были подготовлены дополнительные более качественные образцы с покрытиями 4.3 – Порошковая смесь 40% никель-алюминий ПТ-НА-0.1, 30% Al, 30% Zn + ЦИНЭП и
и 5.3 Порошковая смесь 50% ПТ-НА-0.1, 50% Al + ЦИНЭП и проведены их
испытания в камере соляного тумана. Результаты этих испытаний приведены в таблице 4. Данные покрытия показали самые высокие эксплуатационные характеристики.
Сверхзвуковое нанесение плазменных покрытий
Сверхзвуковые методы плазменного напыления отличаются от традиционных плазменных и газопламенных методов существенно более высокой скоростью разгона напыляемого материала (до 800–1500 м/с), а также
применением в качестве плазмообразующей газовой фазы, состоящей из
смеси топлива и окислителя (вместо воздуха или инертных газов). При этом
электрические параметры генераторов плазмы принципиально изменены в
сторону существенного повышения напряжения (~ в 5 раз) и еще более существенного снижения силы тока. Это позволяет радикально повысить показатели адгезии покрытий, их плотности, механических и антикоррозионных свойств. В соответствии с этим разработан и создан экспериментальный
стенд «Корвет-4» для сверхзвукового напыления порошковых материалов.
Исследована работа тиристорного источника питания плазматрона в диапазоне напряжения U = 220 – 400в, тока I = 40 – 250А. Результаты измерений
использованы для моделирования функциональной схемы источника питания плазмотрона с целью оптимизации процессов возбуждения дуги, регулирования и стабилизации тока плазматрона в различных режимах, защиты
схемы от несанкционированных воздействий и аварийных режимов.
На основании полученных данных уточнены параметры дежурного,
переходного и рабочего режимов, откорректирована конструкция плазмотрона «ПК 8С». С целью повышения надежности работы установки оптимизирована схема питания плазмотрона. Заземление анода плазмотрона
позволило избежать аварийных режимов, возникающих при замыкании
нижней (анодной) части плазмотрона через потенциально электропроводную плазменную струю, заполненную металлическим порошком, на
металлический напыляемый объект или конструктивные элементы манипулятора. Высокочастотное возбуждение дуги, прежде организованное как
поочередный пробой катодного и анодного промежутков, в настоящей конструкции обеспечивает одновременный пробой обоих промежутков, оставляя межэлектродную вставку электрически изолированной от источника
питания.
Конструкция плазмотрона существенно упрощена, что повышает надежность его эксплуатации, увеличивает ресурс его термо- и электронагруженных элементов, улучшает условия охлаждения в циклах дистиллированной и оборотной воды. Отработан вариант топливоснабжения плазмотрона
с использованием сжатого газообразного метана, на рисунке 2 представлен
работающий плазмотрон «ПК 8С».
Регламент плазменно-химического процесса в реакционном тракте
плазмотрона, в зависимости от типа наносимого покрытия и физико-химических свойств частиц порошков, может предъявлять различные требо-
390
Рис. 2. Плазмотрон «ПК 8С»
вания как к составу радикалов в плазменном потоке, так и к термодинамическим параметрам реакционной среды. Поэтому с целью повышения
надежности охлаждения и упрощения адаптации оборудования к различным технологическим требованиям анод разделен на два функциональных
элемента: верхний, ответственный за оптимальное взаимодействие с анодным пятном дуги плазмотрона, и нижний, отвечающий за прием в струю
порошка, за его ускорение до сверхзвуковых скоростей и твердофазную
гомогенизацию. Доказана возможность ввода мелкодисперсных порошков, в том числе имеющих низкий удельный вес, в сверхзвуковую струю,
транспортируемую в огражденном канале, что позволяет организовать в
канале целевую физико-химическую обработку порошков. Это открывает
возможность рассматривать анодный канал плазмотрона как управляемый
плазмохимический реактор с широким спектром реализации процессов.
Следует отметить, что добавка в воздушный носитель стехиометрического
количества метана приводит к резкому уменьшению износа катода и анода
при эксплуатации, а также к регулируемому повышению энтальпии струи.
На рисунке 3 представлена блок-схема «плазмотрон – порошковый
питатель» установки «Корвет 4». Реализована система подачи порошка в
канал нижней части анода через наклонные дюзы под действием давления,
поддерживаемого топливо-воздушной смесью, подаваемой в бункер через
специально организованный кипящий слой, состоящий из твердой фазы,
транспортируемой регулирующим шнеком из верхнего бункера. Такая система позволяет отказаться от использования воздуха в качестве транспортирующего газа (что часто мешает регламентному протеканию процесса) или
дорогостоящего азота (аргона).
На созданной экспериментальной плазменной установке «Корвет 4»
выполнены исследования с использованием трубных образцов при разных
вариантах напыляемых материалов: цинк, алюминий, алюмоцинк, медь,
бронза, сплавы ПН70Ю30, ПН55Т45, ПР-Н73Х16С3Р3 с добавлением 20%
Сr3С2. Пористость (массовая) металлических покрытий оказалась на уровне
0,5–2,0% (против 6–8%, а для оксидов до 15% в дозвуковой плазме). Тонкое (10–30 мкм) алюмоцинковое (Al – 16%, Zn – 84%) покрытие показало
391
Рис. 3. Блок-схема «плазмотрон – порошковый питатель» установки «Корвет 4»
существенно более высокую коррозионную стойкость, чем применяемые
ранее более толстые покрытия из цинка (жидкое цинкование, диффузионные методы). Алюмоцинковые образцы, прошедшие испытания на коррозионную стойкость по стандарту SS в течение 300 часов, практически не содержали отличий в микроструктуре от образцов, исследованных сразу после
напыления (т.е. деградация покрытия за это время эксплуатации не установлена). Получено покрытие полимерным кремнийорганическим порошком
поверх свеженапыленного слоя алюмоцинка. Коррозионные испытания
таких образцов в течение 300 часов также не показали заметных изменений в микроструктуре. Результаты испытаний показали, что механическая
прочность данных покрытий повышается в 1,5–2 раза, адгезия покрытий в
3–4 раза, производительность в 2–3 раза по сравнению с использованием
дозвуковой плазмы. Особо важным результатом нам представляется зафиксированное на алюмосодержащих покрытиях мелкодисперсное (практически аморфное) состояние корневых слоев покрытия.
Выводы
Разработаны многокомпонентные комбинированные покрытия, получаемые методом плазменного напыления порошков Zn-Ме (Ni-Al-Ti)
с последующим нанесением на напыленный слой специальных лакокрасочных материалов (ЛКМ) для уменьшения его пористости и усиления антикоррозионной защиты. Данное коррозионно-износостойкое покрытие
предназначено для защиты металлических материалов и изделий, которые могут подвергаться воздействию твердых частиц в потоках газов или
392
жидкости, а также находиться в химически агрессивных средах. Сочетание
технологии плазменного напыления и ЛКМ позволяет получить покрытия
нового поколения с улучшенными эксплуатационными характеристиками,
максимально увеличить срок службы действующего оборудования и объектов с сохранением надежности их эксплуатации при минимальных затратах.
В результате сравнительного изучения защитных свойств плазмонапыленных покрытий из различных порошков и порошковых смесей установлено, что удовлетворительными служебными характеристикамми обладает
только покрытие на основе цинкового порошка. Показано, что нанесение
дополнительного слоя лакокрасочного материала на плазмонапыленное
покрытие позволяет повысить защитные свойства. Выявлено также, что на
защитные свойства большое влияние оказывает толщина покрытия. Исследование влияния природы ЛКМ на защитные свойства комбинированных
покрытий показало, что лучшие защитные свойства обеспечивает покрытие ЦИНЭП.
Применение сверхзвуковой (или гиперзвуковой) плазмы позволяет наносить покрытие слоями из разных материалов и фаз, создавая комплексную защиту от активных воздействий при высокой температуре, в
ряде случаев каталитические (или ингибиторные) поверхности реакторов
и транспортирующих устройств. Покрытия, нанесенные с помощью сверхзвуковой плазмы имеют более высокие эксплуатационные характеристики
по сравнению с дозвуковой.
Список литературы
1.
2.
3.
4.
5.
Борисенко А. И., Вященко К. А. Повышение антикоррозионных
свойств защитных покрытий. – Л.: Наука. 1983. 40 с.
Кудинов В. В., Пекшев П. Ю., Белащенко В. Е. и др. Нанесение покрытий плазмой. –М.: Наука. 1990. 408 с.
Ильиных С. А., Гельчинский Б. Р., Крашанинин В. А., Залесова О. Л.
Композиционные защитные покрытия: Плазменное напыление и холодное цинкование//Сб. трудов 9-й международной научно-технической конференции «Инженерия поверхности и реновация изделий».
26–29 мая 2009 г., г. Ялта. Киев, АТМ Украины. 2009. C. 66–72
Ильиных С. А., Гельчинский Б. Р., Крашанинин В. А., Леонтьев Л. И.,
Залесова О. Л. Моделирование процесса напыления металлических
порошков в плазменной струе//Труды XIII Российской конференции
по теплофизическим свойствам веществ, 28 июня – 1 июля 2011 г. Новосибирск. 2011. C. 223–224.
Ильиных С. А., Кирнос И. В., Крашанинин В. А., Гельчинский Б. Р.
Физико-химические свойства покрытий, полученных методом до- и
сверхзвукового плазменного напыления порошков металлов и их композиций. Известия вузов. Порошковая металлургия и функциональные покрытия. № 1. 2015. Принято в печать.
393
УДК 669.168
ИЗУЧЕНИЕ ПРОЦЕССА САМОПРОИЗВОЛЬНОГО
РАССЫПАНИЯ ВЫСОКОКРЕМНИСТОГО
ФЕРРОСИЛИЦИЯ
В. И. Жучков 1, А. В. Жданов 2, Р. Г .Захаров 1, С. А. Петрова 1
1 – Институт металлургии УрО РАН, г. Екатеринбург;
2 – УрФУ имени первого Президента России Б.Н. Ельцина,
г. Екатеринбург, avzhd@mail.ru
Кремний является одним из широко применяемых элементов для обработки жидкой стали, чугуна и цветных металлов. На долю кремнистых
ферросплавов приходится около 24% всего мирового объема ферросплавов,
составляющего ~27 млн т, а в РФ – около 51%.
Среди кремнистых ферросплавов наибольший объем производства приходится на ферросилиций с содержанием кремния 45–80%. Одной
из важных проблем в металлургии ферросилиция является периодически
появляющееся на всех предприятиях мира, выплавляющих этот сплав, самопроизвольное рассыпание слитков. Это приводит не только к потерям
сплава в виде пыли, но и к загрязнению атмосферы вредными выделениями
фосфина и арсина, образующимися в процессе распада, а также их самовозгоранию. Последнее особо опасно при морской транспортировке высококремнистого ферросилиция, поскольку имелись случаи отравления экипажей на морских судах, перевозивших сплав [1].
В связи с этим, несмотря на известность и изученность указанной проблемы [1–8], требовались дальнейшие детальные исследования процесса
дезинтеграции ферросилиция и разработка методов его предотвращения.
Структурные составляющие ферросилиция имеют интерметаллические
фазы (силициды): Fe2Si (β-фаза), Fe5Si3 (η-фаза), FeSi (ε-фаза) и FeSi2 (ξ-фаза –
лебоит), причем последний силицид имеет две аллотропические модификации – высокотемпературную FeSi2 (ВТ) и низкотемпературную FeSi2 (НТ)
[6–7]. При охлаждении закристаллизовавшегося сплава в метастабильном
лебоите протекают начальные стадии эвтектоидного превращения в виде образования зон Гинье-Престона. Возникающие при этом упругие напряжения
приводят к растрескиванию структурных составляющих. Этот процесс связан
также с наличием неустойчивых во влажной атмосфере избыточных фаз.
В первую очередь признаки распада появляются в зоне столбчатых и
крупных равноосных кристаллов, которые концентрируются в центральной части слитка. В процессе кристаллизации фосфиды (арсениды) металлов распределяются между зернами сплава и реагируют с влагой воздуха, в
результате чего образуются газообразный фосфористый водород PH3 и мышьяковистый водород AsH3, а поверхность зерен окисляется.
К возможным причинам рассыпания относят [4–6]:
- эвтектоидные и перитектоидные превращения высокотемпературной формы дисилицида железа β FeSi2,3 (лебоита, пр. гр. P4/mmm) в низкотемпературную (пр. гр. Cmca);
394
- наличие в сплаве примесей: фосфидов, арсенидов и карбидов алюминия и кальция, которые, взаимодействуя с атмосферной влагой, проникающей в сплав по трещинам, образованным в результате полиморфного превращения в дисилициде железа, образуют газообразные самовозгорающиеся
соединения фосфористого и мышьяковистого водорода (PH3 и AsH3);
- ликвацию, приводящую к неравномерному распределению кремния
и примесей, формирующих по границам зерен в сплаве избыточные фазы
выделения, и способствующую процессу рассыпания.
Специалистами Института металлургии УрО РАН, УрФУ и ОАО «Серовский завод ферросплавов» (СЗФ) проведена работа по анализу причин
самопроизвольного рассыпания ферросилиция марки ФС-65 производства
ОАО «СЗФ» [9, 10]. Проанализирована структура промышленного высокопроцентного ферросилиция. Методами химического, рентгеноспектрального и рентгенофазового анализа проведен сравнительный анализ рассыпающихся и не склонных к рассыпанию образцов ферросилиция марки
ФС65. Химический состав образцов приведен в таблице 1.
Таблица 1
Химический состав отобранных образцов ферросилиция
№
Образец
Содержание элемента в сплаве, мас. %
P
S
As
Fe
Si
Ti
Ca
Al
Mg
1
ФС65 (I)
рассыпающийся
0,025
0,002
0,056
35,1
63,3
0,150
0,22
1,06
0,20
2
ФС65 (II)
рассыпающийся
0,015
0,0047
0,024
33,1
60,4
0,161
0,30
0,98
0,39
3
ФС65 нерассыпающийся
0,019
0,0061
0,050
33,3
65,1
0,158
0,31
1,06
0,20
Микроструктуру ферросилиция изучали на сканирующем электронном микроскопе (СЭМ) Carl Zeiss EVO 40. Для более детальной оценки
структуры сплавов был проведен рентгеноспектральный микроанализ
(РСМА) в режиме картирования, а также в режиме определения соотношения кремния и железа на отдельных участках сплава.
Рентгенофазовый анализ (РФА) образцов проведен на дифрактометре
D8 ADVANCE Bruker AXS (MoKα- и CuKα-излучение, энергодисперсионный счетчик Sol X, шаг по углу Δ2θ = 0,02°, экспозиция в точке 30 с).
На микрофотографиях (рис. 1, 2) присутствует темная высококремнистая фаза (до 100% Si) и более богатая железом светлая фаза, представляющая собой силициды железа. Чем светлее участок образца, тем выше
содержание железа, что совпадает с известными литературными данными.
На рис. 1 видно большое количество трещин, по всей вероятности, не связанных с выделением из металла газов фосфина и арсина, а образовавшихся
при охлаждении слитка ферросилиция.
395
а
б
в
г
д
е
Рис. 1. Микроструктура рассыпающегося ферросилиция ФС65 (образец № 1, таблица 1)
в «прямых» электронах
Структуры на рис. 2 более плотные, в них визуально имеется меньшее
количество трещин. По данным РСМА, присутствия примесей в образце
№ 3 не обнаружено. В сплаве № 1 обнаружен алюминий.
И рассыпающийся, и нерассыпающийся образцы ферросилиция содержат в своей структуре области практически чистого кремния. Основное
отличие заключается в составе фаз, содержащих силициды железа. В сплаве
№ 1 состав силицидов железа очень неоднороден – от 33 до 75% Si. Часто
встречаются участки с концентрацией 67–73% Si, что по диаграмме состо-
396
а
б
в
г
д
е
Рис. 2. Микроструктура нерассыпающегося ферросилиция ФС65
(образец № 3, таблица 1) в «прямых» электронах
яния соответствует концентрационной области существования высокотемпературной модификации β-FeSi2+δ. В сплаве № 3 состав силицидов (таблица 1) более однородный – от 50 до 75% Si, в них мало или отсутствуют
участки с концентрацией 33% Si (Fe2Si) или 67–73% Si, в частности, в отобранных пробах их нет.
По данным РФА, оба образца (№ 1 и № 3) помимо фазы твердого раствора на основе кремния содержали еще две фазы типа β-FeSi2.3 с разной
концентрацией кремния: β-FeSi2.2 и β-FeSi2.7. Присутствие низкотемпературной модификации α-FeSi2, фаз Fe2Si или FeSi рентгенографически не
397
обнаружено. Присутствие малого количества фосфида алюминия (F-43m,
a = 0,542нм) в каком-либо из исследованных сплавов рентгенографически
ни подтвердить, ни опровергнуть не удалось из-за наложения отражений
этой фазы и кремния. На дифрактограмме образца рассыпающегося ферросилиция присутствует фосфид магния Mg2P3, который также может отвечать за рассыпаемость сплава. Наличие на дифрактограмме образца нерассыпающегося ферросилиция следов кварца связано с обработкой сплава на
выпуске из печи сидеритом, содержащим некоторое его количество, а также
возможным поверхностным окислением кремния. По данным РФА, фосфид титана и арсенид магния в малых количествах (< 0,1%) присутствуют в
обоих сплавах и, по всей вероятности, не являются причиной рассыпания.
Результаты исследования [9] выявили вызванную ликвацией кремния
значительную микронеоднородность, обусловившую появление в структуре
сплава трещин, а также наличие в структуре фосфидов магния, алюминия,
титана и кремния, способных при взаимодействии с влагой воздуха образовывать фосфины. Снижение предрасположенности ферросилиция к саморассыпанию предполагает подавление ликвации перед разливкой сплава,
рациональные пределы содержания кремния, а также снижение концентрации примесей, и в первую очередь фосфора и алюминия, поступающих в
сплав с шихтовыми материалами.
Анализ структуры ферросплавов показал, что причины рассыпания
ФС65 в ОАО «СЗФ» не отличаются от известных на других ферросплавных
предприятиях: пониженное содержание кремния (<65%); повышенное содержание алюминия (>1%), в том числе в виде фосфидов; развитие ликвации, связанное с условиями разливки и кристаллизации. Это создает предпосылки как для образования структурно нестабильного лебоита, так и для
локализации в отдельных частях слитка примесей-фосфидов, ответственных за рассыпание ФС65 при взаимодействии с влагой воздуха.
Продолжение работы было связано с анализом технологии и проведением промышленных экспериментов в условиях ОАО «СЗФ» [10]. Для
борьбы с рассыпаемостью ферросилиция в первую очередь следует снижать
количество Al и P, поступающих с шихтовыми материалами.
Проведен расчет количества их поступления с разными шихтовыми
материалами. Типичный состав шихты для производства ферросилиция
марки ФС65 и рассчитанный вклад каждого из ее компонентов в насыщение ферросилиция фосфором и алюминием (исходя из их содержания в
материалах и извлечения в сплав) приведены в таблице 2. Как следует из
представленных данных, основное количество фосфора вносится коксиком производства НТМК. На втором месте находится кварцит, вносящий
21% от общего количества фосфора, а меньше всего наиболее чистый (P =
0,005%) шубаркольский уголь. Целесообразно заменять коксик НТМК на
альтернативный восстановитель, менее загрязненный фосфором (например, ленинск-кузнецкий полукокс).
Результаты расчета вклада коксика НТМК и ленинск-кузнецкого полукокса при изменении их соотношения в шихте в насыщение ферросилиция фосфором приведены на рис. 3.
Результаты расчета возможного поступления алюминия из золы восстановителей и стружки приведены в табл. 2. Наибольшее количество алю-
398
миния вносится в сплав золой коксика (52,8%), на втором месте находится
кварцит, а затем ленинск-кузнецкий полукокс. Шубаркольский уголь является наименее опасным, с точки зрения содержания алюминия шихтовым
материалом.
Таблица 2
Состав шихты и поступление из ее компонентов в сплав фосфора и алюминия
№
Материал
Количество
на 1 т сплава
ФС65, кг
Содержание в
материале, %
Вносится в
сплав, %
P
Al2O3
P
Al
1
Кварцит
1440
0,0066
0,38
21
21
2
Стружка стальная
400
0,01
0,03*
9
0,2
3
Коксик НТМК
450
0,049
3,08
49
52,8
4
Полукокс ленинск-кузнецкий
320
0,025
1,39
18
17
5
Уголь шубаркольский
300
0,005
0,77
3
9
100
100
Итого
2910
* В стружке в виде алюминия
1 – общее количество фосфора в сплаве, 2 – вносится коксиком НТМК,
3 – вносится кварцитом, 4 – вносится ленинск-кузнецким полукоксом,
5 – вносится стальной стружкой, 6 – вносится шубаркольским углем
Рис. 3. Зависимость насыщения ферросилиция марки ФС65 фосфором шихтовых
материалов от состава углеродистых восстановителей
Другой мерой борьбы с рассыпанием сплава является подавление ликвации элементов при выпуске и разливке ферросилиция.
Ликвация кремния в ферросилиции при нахождении его в жидком состоянии, увеличивающаяся пропорционально времени выдержки в ковше,
399
обусловлена тем, что железо образует с кремнием силициды, плотность которых выше, чем у жидкого кремния. Осаждаясь в нижнюю часть расплава,
силициды железа и некоторых других элементов снижают концентрацию
кремния в нем [6].
С точки зрения условий кристаллизации наилучшие условия для быстрого затвердевания слитка ферросилиция и формирования его стабильной
структуры, не подверженной рассыпанию, создаются при минимальном
перегреве сплава над температурой ликвидуса, а также при условии хорошего теплоотвода от изложницы.
Наиболее распространенным приемом охлаждения расплава является
технология разливки ФС65 с выдержкой металла в ковше после выпуска.
С одной стороны, применение этого приема позитивно, снижается температура расплава, а с другой – негативно, приводит к ликвации. Несмотря на
то, что для каждого выпуска соблюдалось рациональное время выдержки
расплава в ковше (от 10 до 30 минут), случаи рассыпания сплава продолжались.
Хотя выдержка расплава перед сливом понижает его температуру, происходит это относительно медленно, около 7–10 град./мин. Снижение температуры ФС65 перед разливкой до 1250 °С требует выдержки сплава в ковше более 20 минут, что неизбежно приведет к ликвации в ковше, обеднению
нижних слоев сплава по содержанию кремния.
Для снижения температуры металла при одновременном усреднении
его химического состава был предложен и испытан наименее затратный
способ, связанный с переливом металла из ковша в ковш, позволяющий
одновременно понизить температуру ФС65 перед разливкой и усреднить
его химический состав, избегая ликвацию элементов сплава за счет перемешивания расплава.
В ОАО «СЗФ» был проведен мониторинг разливки ферросилиция
марки ФС65. Осуществлялся контроль температуры металла на выпуске из
печи, длительность выпуска, простой ковша перед разливкой и температура металла на разливке. Температурный режим выпуска и разливки определяли с помощью пирометра Ranger 3i модели 1M, позволяющего измерять
температуру в интервале от 600 до 3000 °C с точностью измерений ±0,5%.
Масса расплава в ковше после выпуска колебалась от 2 до 4 тонн. Температура на разливке, замеренная на струе при заливке расплава в изложницы,
находится в интервале 1320–1370 °С.
Один перелив сплава из ковша в ковш снижает температуру на 80–
120 градусов без заметных изменений общих затрат времени на разливку,
что является эффективным способом снижения температуры. Дополнительный второй перелив из 2-го ковша обратно в 1-й ковш понижает температуру сплава еще на 60–90 градусов, приближая температуру расплава к
температуре его затвердевания.
Таким образом, переливы ферросилиция из ковша в ковш позволяют
снизить температуру разливки сплава с 1300–1400 °С до 1200–1250 °С, при
этом время разливки остается близким к тому, что и в технологии без переливов.
Для изучения возможного процесса зарастания ковшей при переливе
ферросилиция ФС65 из ковша в ковш перед разливкой было проведено из-
400
мерение их массы после двойного перелива. Результаты взвешивания ковшей после 2-х переливов показали незначительное их зарастание. Прирост
массы двух ковшей составил 62 и 200 кг, а при обычной технологии выпуска
и разливки увеличение составляло около 150–200 кг.
Отобранные образцы проб ферросилиция от всех плавок, где организовывались переливы, не были подвержены рассыпанию.
Переливы могут использоваться в качестве постоянно применяемого элемента технологии разливки, поскольку не оказывают существенного
влияния на ее продолжительность и зарастание ковшей, а также периодически при возникновении предпосылок к рассыпанию слитков ферросилиция.
Выводы. По результатам РСМА выявлены нарушения сплошности и
наличие значительного количества трещин в структуре как рассыпающегося, так и нерассыпающегося ФС65, появление которых связано с ликвацией кремния и вызванной ею микронеоднородностью, которая в наибольшей степени проявляется в рассыпающемся сплаве (присутствуют области
состава Fe2Si). По данным химического анализа, в рассыпающемся сплаве
наблюдается пониженное содержание кремния (60,4–63,3%), что в сочетании с 0,98–1,06% алюминия способно вызвать рассыпание.
Присутствие низкотемпературной формы FeSi2 в сплавах не обнаружено, т. е. температура начала кристаллизации сплавов была выше 982 °C,
причем для рассыпающегося и нерассыпающегося составов температура и
общее содержание кремния в момент начала кристаллизации отличаются.
На рассыпание сплавов ФС65 могут влиять: пониженное содержание
кремния (<65%); повышенное содержание алюминия (>1%), в том числе
в виде фосфидов, при одновременном значительном содержании кальция
(~0,3%); развитие ликвации, связанное с условиями разливки и кристаллизации, что создает предпосылки как для образования структурно нестабильного лебоита, так и для локализации в отдельных частях слитка примесей-фосфидов, ответственных за рассыпание ФС65 при заимодействии
с влагой воздуха.
В работе проанализированы источники поступления примесей, вызывающих самопроизвольную дезинтеграцию, и выданы рекомендации по
оптимизации шихтового режима.
Для снижения влияния ликвации на распределение вредных примесей
и возникновение обедненных кремнием областей, склонных к рассыпанию,
предложена технология разливки ферросилиция, включающая переливы из
ковша в ковш и позволяющая понизить температуру разливки ферросилиция ФС 65 на 150–350 градусов и предотвратить развитие ликвации элементов в ковше, не вызывая при этом ухудшения условий их эксплуатации.
Список литературы
1.
2.
Гасик М. И. Проблемы рассыпания высокопроцентного ферросилиция с образованием токсичных ядов//Сталь. 1996. № 8. С. 26–30.
Поволоцкий В. Д., Комиссарова Т. А., Минаев В. М. Изучение причин
рассыпаемости ферросилиция//Изв. вузов. Черная металлургия. 1987.
№ 8. С. 31–35.
401
3.
Ott E., Arnberg L. Controlled solidification of ferrosilicon//Proceedings:
Tenth International Ferroalloys Congress INFACON X: Transformation
through Technology. 2004. South Africa. Рp. 130–137.
4. Елютин В. П., Павлов Ю. А., Левин Ю. Б. Производство ферросплавов. – М.: Металлургия. 1951. 496 с.
5. Снитко Ю. П. Производство ферросплавов//Справочник. – Новокузнецк. 2000. 426 с.
6. Зубов В. Л., Гасик М. И. Электрометаллургия ферросилиция. – Днепропетровск: Системные технологии. 2002. 704 с.
7. Гасик М. И., Гасик М. М. Электротермия кремния. – Днепропетровск:
Изд. НМА Украины. 2011. 487 с.
8. Щедровицкий Я. С. Высококремнистые ферросплавы. – М.: Металлургиздат. 1961. 256 с.
9. Захаров Р. Г., Петрова С. А., Жданов А. В., Жучков В. И. Изучение влияния структуры ферросилиция на его рассыпаемость//Металлы. 2014.
№ 1. С. 12–18.
10. Фадеев В. И., Островский Я. И., Жучков В. И., Жданов А. В., Афанасьев В. И., Статных Р. Н. Метод предотвращения рассыпания высококремнистого ферросилиция//Сталь. 2013. № 1. С. 34–36.
402
УДК 541.11
ТЕХНОГЕННЫЕ ХЛОРСОДЕРЖАЩИЕ ОТХОДЫ:
ПРОБЛЕМЫ ЗАГРЯЗНЕНИЯ ОКРУЖАЮЩЕЙ СРЕДЫ
И ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ МЕТОДОВ
ОБЕЗВРЕЖИВАНИЯ
Т. В. Куликова, А. В. Майорова, К. Ю. Шуняев
Институт металлургии УрО РАН, г. Екатеринбург, kuliko@gmail.com
Одной из глобальных экологических проблем современного мира является загрязнение окружающей среды стойкими органическими загрязнителями (СОЗ). Полихлорированные бифенилы (ПХБ) являются самыми
распространенными техногенными хлорсодержащими загрязнителями, которые входят в число СОЗ.
Уникальные технологические и физико-химические свойства полихлорированных бифенилов: заметная летучесть и растворимость, высокая
химическая инертность – и огромные объемы их производства привели к
глобальному распространению ПХБ-содержащего оборудования и материалов и, как следствие, всеобъемлющему загрязнению этими веществами.
Как это часто бывает, опасность ПХБ долгое время недооценивалась. При
нагревании технических смесей и жидкостей на основе ПХБ, например
трансформаторных масел, образуются еще более опасные экотоксиканты: полихлорированные дибензо-n-диоксины и дибензофураны (ПХДД и
ПХДФ) [1–3].
В последние годы в разных странах ведется интенсивный поиск методов обезвреживания хлорсодержащих отходов с предотвращением образования ПХДД/Ф и снижения их выбросов в окружающую среду. В 2001 году
115 стран, в том числе и Россия, подписали Заключительный акт Стокгольмской конвенции о СОЗ. Согласно ей ПХБ подлежат полному уничтожению до 2025 г.
Инструментальные исследования этих веществ весьма затратны, в
связи с чем интерес вызывают расчетные методы моделирования процессов
с использованием данных по их термодинамическим свойствам. Надо также отметить, что для большинства действующих промышленных предприятий вся схема экологического мониторинга основана на контроле выбросов
нескольких наиболее известных газовых и конденсированных компонентов. Но остальные не менее опасные составляющие выбросов не контролируются. В этих условиях роль теоретического прогноза состава выбросов,
особенно при утилизации промышленных и бытовых отходов, становится
особенно важной.
В лаборатории аналитической химии ИМЕТ УрО РАН с 2007 года ведутся работы по исследованию поведения многокомпонентных техногенных хлорсодержащих систем, а именно расчет сложных равновесий в термических и химических процессах, при которых содержание токсичных и
вредных компонентов конечной газовой фазы остается в пределах допустимых концентраций [4–11].
403
Предлагается немало методов уничтожения ПХБ: термические (сжигание), электрохимические, плазменные, пиротехнические, биологические,
химические и др. На сегодняшний день наиболее широко применяемые
методы утилизации ПХБ – это термические и химические. Использование
расчетных методов для моделирования химических и термических процессов возможно только при наличии базы данных термохимических свойств
жидких и газообразных хлорсодержащих материалов, как исходных компонентов для переработки и утилизации, так и конечных продуктов реакций.
Коллективом лаборатории аналитической химии разработаны новые и усовершенствованы имеющиеся методики расчета термодинамических функций жидких и газообразных изомеров ПХБ, полихлорированных дибензодиоксинов (ПХДД) и полихлорированных дибензодифуранов
(ПХДФ), а именно стандартной энтропии и теплоемкости, температурной
зависимости теплоемкости, энтальпии образования и т. д. В результате применения данных методик расчета термодинамических функций получены
значения термодинамических функций более ста токсичных и опасных
хлорсодержащих соединений. Сформирована база данных термодинамических свойств соединений ПХБ, ПХДД, ПХДФ и их производных для программных комплексов TERRA и HSC 6.1 [4–6].
Термодинамические данные хлорсодержащих соединений использовались при термодинамическом моделировании термических и химических
процессов утилизации технических смесей (ТС) на основе ПХБ.
Термические методы утилизации
Один из наиболее перспективных способов утилизации ПХБ-содержащих технических смесей – термический, а именно вдувание ТС через
фурмы в доменные печи.
Нами был оценен состав газовой фазы при утилизации ТС в температурных диапазонах и условиях, характерных для доменной печи [7, 8].
Условно доменную печь можно разделить на четыре температурные зоны
(см. рисунок).
Рис. Распределение по температурным зонам доменной печи суммарных равновесных
концентраций (мольные доли) газообразных хлорсодержащих компонентов, образующихся
при утилизации ТС «Совол» массой 100 кг (на 1 тонну чугуна)
404
Установлено, что основное количество хлорсодержащих компонентов в газовой фазе приходится на температурный интервал от 1200 °С до <
900 °С, что соответствует III и IV зонам домны. Так, при утилизации 100 кг
технической смеси «СОВОЛ» в расчете на 1 тонну чугуна при 900 °С предельная концентрация по массе хлороводорода достигает 14,5 кг. Обнаружено, что имеющиеся в составе шихтовых материалов оксиды не полностью связывают газообразный хлор в нетоксичные соли.
Поэтому при утилизации технических смесей на основе ПХБ в условиях доменной плавки желательно добавлять к шихтовым материалам соединения, которые способны образовать с хлорсодержащими продуктами
утилизации нетоксичные соли (таблица).
Таблица
Концентрации хлора и хлороводорода в газовой фазе при температуре 1600 °С
на 1 т чугуна и 1 кг утилизируемой ТС «Совол»
Добавка к шихте
Масса добавки,
кг
Концентрация в газовой фазе*,
мг/м3 Т = 1600 °С
HCl
Cl2
CaCO3
50
3,61
0,184
CaMg(CO3)2
50
3,88
0,200
CaO∙SiO2
75
3,70
0,195
без добавки
0
5,11
0,201
*ПДК в воздухе рабочей зоны: HCl – 5.0 мг/м3; Cl2 – 1.0 мг/м3
Расчетами показано, что на одну тонну выплавляемого чугуна без дополнительной газоочистки от хлороводорода и других хлорсодержащих соединений можно утилизировать 1 кг промышленных хлорсодержащих отходов без применения добавок. При добавлении к шихтовым материалам
специальных хлорсвязующих добавок содержание в атмосфере опасных
хлорсодержащих компонентов можно уменьшить почти на 30%, следовательно, можно безопасно утилизировать большую массу ТС.
Химические методы утилизации
Общим недостатком большинства термических методов является образование диоксинов (ПХДД и ПХДФ), что приводит к необходимости дополнительной очистки образующихся газов.
Среди химических методов утилизации ПХБ широко применяются
методы, способствующие переводу ПХБ в малотоксичные (нетоксичные)
материалы или предподготовке ПХБ для последующей деструкции, является взаимодействие базовых соединений с химическими реагентами. Наиболее перспективными являются способы частичного дехлорирования
токсичных хлорароматических соединений в условиях реакции нуклеофильного замещения. Развитию этой группы методов придается большое
значение благодаря возможности значительного уменьшения содержания
хлора в хлорароматических субстратах посредством реализации несложных
лабораторных методик. Полученные в результате производные низкохлорированных конгенеров ПХБ являются предпродуктами для биологиче-
405
ской деградации или полупродуктами для других химических процессов
обезвреживания. Реализация методик заместительного дехлорирования
ПХБ проста и не требует специального оборудования.
Одной из первых реакций нуклеофильного замещения, детально изученных с помощью термодинамического моделирования, является процесс алкоксилирования, а именно взаимодействие технической смеси ПХБ
марки «Совол» с метоксидом натрия (MeONa) в среде диметилсульфоксида
(ДМСО) [6] (схема):
Результаты моделирования процессов взаимодействия конгенеров
ПХБ, содержащихся в смеси «Совол», с MeONa в среде ДМСО и экспериментальные данные [6], полученные ранее, хорошо согласуются. Оба
исследования подтверждают, что в условиях реакции самыми реакционоспособными конгенерами являются гепта-, гекса-, и пентахлорбифенилы,
а наименьшую реакционную способность проявляют трихлорированные
конгенеры. Тетрахлорбифенилы занимают промежуточное положение.
Взаимодействие конгенеров ПХБ с 0.1 моль MeONa (Т = 170 °С, Р = 1 атм.)
не приводит к полной конверсии «Совол». Увеличение исходной концентрации MeONa до 0.15 моль способствует в условиях термодинамического
моделирования полному замещению атомов хлора в конгенерах ПХБ на метокси-группы.
Химическая переработка ПХБ с помощью MeONa может быть применена не для всех коммерческих смесей ПХБ, а только для тех марок, в
состав которых входят конгенеры с числом атомов хлора более 4. Для марок
ПХБ, содержащих конгенеры с числом атомов хлора от 1 до 4, необходимо
более точное регулирование исходной массы MeONa, так как такие конгенеры обладают низкой реакционной способностью. Проведенное ТДМ
является полезным и перспективным инструментом для прогнозирования
других реагентных взаимодействий конгенеров ПХБ.
Заключение
Необходим комплексный подход к глобальной проблеме утилизации
всех накопленных на планете техногенных отходов: часть из них следует
уничтожать термическими методами; часть предподготовить для других методов утилизации либо перевести в полезные для практики нетоксичные
материалы. В любом случае метод равновесного термодинамического моделирования позволяет, учитывая большинство потенциально возможных в
равновесии индивидуальных веществ, найти полный химический состав системы, выявить реакционную способность конгенеров ПХБ, а главное, оптимальные условия процесса дехлорирования и термической утилизации.
Полученные результаты термодинамических исследований поведения
многокомпонентных хлорсодержащих систем являются важной составля-
406
ющей для разработок технологий переработки техногенных отходов и выявления оптимальных условий протекания химических и термических процессов их утилизации.
Список литературы
1.
Занавескин Л. Н., Аверьянов В. А. Полихлорбифенилы: проблемы загрязнения окружающей среды и технологические методы обезвреживания//Усп. хим. 1998, Т. 67, Вып. 8, С. 788.
2. Горбунова Т. И., Салоутин В. И., Чупахин О. Н. Химические методы превращений полихлорбифенилов//Усп. хим. 2010, Т. 79, Вып. 6,
С. 565.
3. Горбунова Т. И., Первова М. Г., Забелина О. Н., Салоутин В. И., Чупахин О. Н. Полихлорбифенилы. Проблемы экологии, анализа и химической утилизации. М.: Красанд, 2011. 400 с.
4. Kulikova T. V., Mayorova A. V., Bykov V. A., Shunyaev K. Y. et.al. Thermochemical properties of gaseous and liquid polychlorinated biphenyls, polychlorinated dibenzo-p-dioxins and dibenzofurans//Structural Chemistry.
2013, V. 24, P. 285.
5.
Куликова Т. В., Майорова А. В., Ильиных Н. И., Шуняев К. Ю., Леонтьев Л. И. Термохимические свойства жидких полихлорированных бифенилов//Доклады Академии Наук. 2009. Т. 426, № 1, с. 59–62.
6. Kulikova T. V., Maiorova A. V., Shunyaev K. Yu., Gorbunova T. I., Saloutin V. I., Chupakhin O. N. Thermodynamic Modeling of the Reaction of
Polychlorinated Biphenyls with Sodium Methoxide//Russian Journal of
General Chemistry. 2013, Vol. 83, No. 5, pp. 893–900.
7. Майорова А. В., Куликова Т. В., Леонтьев Л. И., Шуняев К. Ю. Утилизация технических смесей на основе ПХБ в условиях доменного производства//Расплавы. 2010, № 6, С. 90.
8. Куликова Т. В., Майорова А. В., Шуняев К. Ю., Горбунова Т. И., Салоутин В. И., Чупахин О. Н. Термодинамическое моделирование взаимодействия полихлорированных бифенилов с гидроксидом калия//
Экология и промышленность России. 2013, № 11, С. 23.
9. Куликова Т. В., Майорова А. В., Шуняев К. Ю., Леонтьев Л. И. Теоретическое обоснование процессов химической нейтрализации полихлорированных бифенилов//Химическая технология. 2014, № 3, С. 159.
10. Куликова Т. В., Майорова А. В., Ильиных Н. И., Шуняев К. Ю., Леонтьев Л. И. Расчет состава газовой фазы при высокотемпературном нагреве бифенилов в инертной и воздушной средах // Химическая технология. 2009, № 7, С. 437.
11. Куликова Т. В., Майорова А. В., Шуняев К. Ю., Леонтьев Л. И. Способ
утилизации хлорорганических отходов. № 2502922 от 27 декабря 2013.
407
УДК 543.421
МЕТАЛЛУРГИЧЕСКОЕ СЫРЬЕ И ПРОДУКЦИЯ:
УЛУЧШЕНИЕ КАЧЕСТВА РЕЗУЛЬТАТОВ АНАЛИЗА
С ИСПОЛЬЗОВАНИЕМ ТЕРМОДИНАМИЧЕСКОГО
МОДЕЛИРОВАНИЯ
Н. В. Печищева, К. Ю. Шуняев, А. В. Майорова, О. В. Евдокимова
Институт металлургии УрО РАН, г. Екатеринбург, k_shun@mail.ru
Одним из направлений научной деятельности в лаборатории аналитической химии ИМЕТ УрО РАН является совершенствование спектроскопических методик определения количественного состава объектов анализа,
типичных для сферы деятельности института – руд, сталей, сплавов, шлаков и т.п. Наиболее удобным методом применительно к подобным объектам
является атомная эмиссия с индуктивно связанной плазмой (ИСП-АЭС),
поскольку позволяет быстрое и экономичное проведение одновременного многоэлементного анализа, обладает высокой воспроизводимостью результатов, большим диапазоном определения концентраций, низкими пределами обнаружения. В настоящее время относительно небольшое число
государственных стандартов РФ регламентируют проведение химического
анализа металлургического сырья и продукции методом ИСП-АЭС. Разработка и аттестация новых методик этим методом до сих пор является актуальной.
Однако, используя ИСП-АЭС, особенно при определении относительно высоких содержаний аналитов (целые проценты массовой доли и
более), сложно достигнуть точности, характерной для стандартизованных
классических гравиметрических и титриметрических методик. Значительный вклад в погрешность результатов ИСП-АЭС-анализа вносит стадия
подготовки пробы – получение из нее раствора, который затем распыляют
в источник возбуждения спектра. Также существенно влияют на результат
анализа изменения интенсивностей спектральных линий из-за случайного
колебания операционных параметров спектрометра (например, температуры плазмы T, скорости подачи центрального потока аргона VAr и скорости
распыления раствора образца Vр-ра) и их дрейфа.
Ряд приемов позволяет улучшить точность ИСП-АЭС-анализа, один
из них – применение внутренней стандартизации, при которой в качестве сигнала используют отношение интенсивностей спектральных линий
аналита и внутреннего стандарта (IS – internal standard). Выбор внутреннего стандарта можно, значительно сократив объем материалоемких экспериментальных исследований, проводить с помощью термодинамического
моделирования. Для этого используются программы расчета многокомпонентного высокотемпературного равновесия типа HSC [1] и Terra [2].
Метод равновесного термодинамического моделирования позволяет
найти путем максимизации энтропии или минимизации энергии Гиббса
систему, количественное соотношение ее компонентов при заданных термодинамических параметрах (например, давлении и температуре). Модель
408
основана на допущении, что рассматриваемая система находится в состоянии локального термодинамического равновесия, а ее компоненты равномерно распределены по объему. Для практического применения метода
равновесного термодинамического моделирования выделяют в рассматриваемой неравновесной термодинамической системе условия, которые
близки к состоянию равновесия. Считается, что такой квазиравновесной
подсистемой является центральный канал факела ИСП.
С помощью алгоритма, изложенного в работе [3], можно рассчитать
равновесный состав плазмы при варьировании операционных параметров
ИСП-АЭС-спектрометра (таким образом оценивая возможность и величину изменения сигнала в процессе анализа при флуктуации условий).
Согласно данному подходу, в расчетах учитывают все индивидуальные
вещества, которые потенциально могут присутствовать в плазме разряда
(компоненты пробы, реактивы для пробоподготовки, вода, аргон). Состав
вводимого в плазму разряда раствора задают численно равным массовой
скорости поступления компонентов в разряд (г/мин.), состав исходного
раствора – усредненный состав, полученный после пробоподготовки выбранным методом образцов анализируемого материала. Значения T, VAr и
Vр-ра варьируют в пределах, практически используемых на эмиссионном
спектрометре, имеющемся в распоряжении. Проводят три серии расчетов,
в каждой из которых значения двух из операционных параметров (T, VAr, Vр) фиксируются, а третий варьируется.
ра
Предварительно отбирают ряд элементов, из которых будет производиться выбор внутреннего стандарта. Они должны быть как можно более
сходны с исследуемыми аналитами по химическим свойствам, иметь сходные потенциалы возбуждения и эмиссионные линии с потенциалом возбуждения, близким к потенциалу выбранных линий аналита. Линии внутреннего стандарта и аналитов не должны перекрываться и испытывать
наложений со стороны компонентов матрицы.
По результатам термодинамического моделирования находят концентрации атомов и ионов рассматриваемых элементов, что позволяет рассчитать интенсивности атомных или ионных линий аналита Ianalyte и элементов
внутренних стандартов IIS по формуле:
,
(1)
где hp – постоянная Планка; k – постоянная Больцмана; ν – частота
спектральной линии, с-1; с – скорость света в вакууме; Т – температура, К;
n – концентрация атомов (ионов) в плазме, м-3, полученная в результате термодинамических расчетов; E – потенциал возбуждения атомной (ионной)
линии, Дж; Ag – вероятность перехода и статистический вес возбужденного
уровня атомной или ионной линии; Z (T) – сумма по состоянию атомов
(ионов), рассчитываемая по формуле
,
(2)
коэффициенты a, b, c, d, e, f даны в [3].
409
После расчета значений интенсивности строят зависимости Ianalyte от
каждого из вышеуказанных варьируемых параметров, аппроксимируют их
линейными зависимостями, получают аналогичные зависимости для относительных величин Ianalyte/IIS. Более эффективным считают внутренний
стандарт, использование которого позволяет наилучшим образом компенсировать влияние T, VAr и Vр-ра на интенсивность линии аналита (наклон зависимости Ianalyte/IIS =f(T, VAr, Vр-ра) минимален).
Данный подход был применен нами при исследовании нескольких
систем, которые часто встречаются в практике лаборатории аналитической
химии ИМЕТ УрО РАН: железорудные материалы и шлаки, титаномагнетитовые, марганцевые, хромовые руды, концентраты и агломераты, железованадиевые окатыши (аналиты – Al, Si, Mn, Mg, Ca, Fe), медно-молибденовые руды (аналит – рений), ферровольфрамы (аналиты – W, Si, Mn, Cu,
Mo).
Для выбора внутреннего стандарта, подходящего для ИСП-АЭС-определения компонентов железных руд, при моделировании рассматривали систему: Ar – H2O – HСl - (Al+Si+Mn+Mg+Ca+Fe) – Na – IS, где
концентрации компонентов: 0.2 M HCl; всех аналитов – 20 мг/дм3; Na –
10 г/дм3, внутренних стандартов – 20 мг/дм3. Плазмообразующий поток
аргона задавали величиной 15 дм3/мин., вспомогательный поток аргона –
0.2 дм3/мин, пробоподающий (центральный) поток аргона – 0.8 дм3/мин,
скорость подачи раствора – 1.5 см3/мин., давление – 1 атмосфера. При выполнении расчетов принимали, что эффективность распылительной системы ИСП-АЭС-спектрометра – 2%. Расчет проводили для температурного
диапазона 5000–8000 К с шагом в 500 К [4].
В качестве внутренних стандартов рассматривали иттрий и скандий,
которые не содержатся в анализируемых образцах; обладают малолинейчатым спектром; устойчивостью в анализируемых растворах. Спектральные
линии Y II 371.030 нм и Sc I 343.556 нм были отобраны после предварительного экспериментального опробования –установлено, что на них не накладываются линии матричных компонентов, разброс результатов измерений
при их использовании минимален. Потенциалы возбуждения выбранных
спектральных линий аналитов и внутренних стандартов находятся в диапазоне от 3 до 7 эВ.
Примеры результатов расчета приведены на рисунках 1–3. Из рассмотренных примеров видно, что при использовании скандия и иттрия в качестве внутренних стандартов аналитический сигнал марганца, алюминия
и железа меньше зависит от операционных параметров. Согласно результатам моделирования, такая тенденция сохраняется для других аналитов и
всего исследуемого интервала температур (кроме применения иттрия при
определении алюминия).
По результатам термодинамического моделирования для всех шести
целевых компонентов использование скандия в качестве внутреннего стандарта при ИСП-АЭС-определении их концентраций приводит к уменьшению зависимости сигнала от флуктуаций операционных параметров.
Использование иттрия иногда эффективнее, но так как при этом сигнал
алюминия больше зависит от аппаратурного дрейфа, для одновременного
определения всех компонентов выбран скандий. По итогам исследования
410
Рис. 1. Нормированная интенсивность линии марганца IMn и отношения IMn/ISc, IMn/IY
в зависимости от температуры плазмы при VAr = 0.8 дм3/мин., Vр-ра = 1.5 см3/мин.
Рис. 2. Нормированная интенсивность линии алюминия IAl и отношения IAl/ISc, IAl/IY
в зависимости от скорости центрального потока аргона при T = 7000 K, Vр-ра = 1.5 см3/мин.
был разработан стандарт ИМЕТ УрО РАН СТО № 1/2013 «Материалы железорудные и шлаки. Методика измерений массовой доли железа и оксидов
алюминия, кремния, марганца, магния, кальция методом атомной эмиссионной спектроскопии с индуктивно связанной плазмой».
411
Рис. 3. Нормированная интенсивность линии железа IFe и отношения IFe/ISc, IFe/IY
в зависимости от скорости распыления образца при T = 7000 K, VAr = 0.8 дм3/мин.
Стандартные образцы состава железных руд, концентрата и шлака
были проанализированы на содержание в них Al2О3, SiО2, MnО, MgО, CaО,
Fe с использованием и без использования скандия в качестве внутреннего стандарта. Результаты представлены в таблице: среднее арифметическое
двух результатов анализа, полученных с применением скандия (линия Sc I
343.556 нм) в большинстве случаев ближе к аттестованным значениям концентрации исследуемых компонентов в стандартных образцах, чем без применения Sc. Применение внутренней стандартизации позволило снизить в
среднем в 3.5 раза разброс результатов анализа, характеризуемый величиной относительного стандартного отклонения.
Аналогичные исследования были проведены при разработке еще нескольких стандартов ИМЕТ УрО РАН, которые в настоящее время применяются в практике лаборатории аналитической химии с использованием
спектрометра Optima 2100 DV фирмы Perkin Elmer:
- СТО № 2/2012. «Медные, медно-молибденовые и молибденовые
руды и концентраты. Методика измерений массовой доли рения методом
атомной эмиссионной спектроскопии с индуктивно связанной плазмой»
(выбрана линия внутреннего стандарта Gd II 226.109 нм, с его использованием точность повышена на 4,5% отн., относительное стандартное отклонение уменьшилось в 2 раза);
- СТО № 3/2013. «Титаномагнетитовые, марганцевые, хромовые руды,
концентраты и агломераты, железованадиевые окатыши. Методика измерения массовой доли оксида кремния методом атомной эмиссионной спектроскопии с индуктивно связанной плазмой» (внутренний стандарт – Sc II
255.236 нм, улучшение точности на 2% отн., ОСО уменьшилось в 4.5 раза);
412
Таблица
Результаты определения массового содержания компонентов руд и шлаков
с/без использования линии Sc I 343.556 нм в качестве внутреннего стандарта,
масс. %
Стандартный
образец
ГСО 2057
Концентрат
железорудный
(Р1г)
Al2O3
Fe
Аттестовано
-
Найдено
с IS
-
без IS
SiO2
Найдено
Аттестовано
с IS
0.28±0.01
Найдено
без IS
Аттестовано
с IS
без IS
0.279
0.246
7.38±0.06
7.39
7.02
ОСО*
1.27
5.67
ОСО
1.74
6.71
-
ГСО 1865
Руда
железная
(Р8в)
38.2±0.1
38.10
33.99
10.35±0.05
10.11
9.18
16.57±0.06
16.39
15.46
ОСО
0.50
1.44
ОСО
0.92
1.66
ОСО
1.37
3.05
ГСО 1480
Руда
железная
(Р9б)
33.01±0.04
33.03
36.59
0.64±0.01
0.61
0.60
2.29±0.02
2.29
2.35
ОСО
0.66
5.20
ОСО
1.92
11.04
ОСО
4.19
11.89
ГСО 1776
Шлак
(Ш5в)
17.1±0.1
16.98
17.13
1.25±0.02
1.14
1.15
16.0±0.1
15.96
16.85
ОСО
0.73
3.26
ОСО
3.43
4.92
ОСО
1.17
2.51
ГСО 1865
Руда
железная
(Р8в)
0.432±0.006
0.42
0.40
2.17±0.02
2.19
1.89
0.89±0.02
0.91
0.90
ОСО
2.37
2.62
ОСО
5.08
2.75
ОСО
1.27
22.62
10.9±0.1
10.92
11.14
2.55± 0.03
2.57
2.61
ОСО
0.78
10.84
ОСО
4.43
10.78
ГСО 1480
Руда
железная
(Р9б)
ГСО 1776
Шлак
(Ш5в)
-
-
-
4.89±0.03
4.59
4.83
3.14±0.04
2.94
2.84
48.3±0.2
47.8
44.6
ОСО
2.77
3.30
ОСО
1.19
3.99
ОСО
0.42
4.29
* Примечание – ОСО – относительное стандартное отклонение
- СТО № 3/2014. «Ферровольфрам. Методика измерений массовой
доли вольфрама, марганца, молибдена, кремния и меди методом атомной
эмиссионной спектроскопии с индуктивно связанной плазмой» (внутренний стандарт – Sc II 424.686 нм, улучшение точности на 9% отн., уменьшение ОСО в 4 раза).
Таким образом, применение внутренних стандартов, выбранных с
помощью термодинамического моделирования, позволило приблизить ха-
413
рактеристики погрешности ИСП-АЭС методик к требованиям ГОСТ на
классические методы анализа. Результаты работы изложены, в частности, в
работах [4–6]. В настоящее время подготовлен к аттестации еще один стандарт ИМЕТ УрО РАН с применением описанного выше подхода – «Стали
углеродистые и легированные. Методика измерения массовой доли никеля,
хрома, марганца и меди методом атомной эмиссионной спектрометрии с
индуктивно связанной плазмой» (внутренний стандарт – Sc II 424.683 нм).
Список литературы
1.
2.
3.
4.
5.
6.
414
HSC Chemistry 6.1. Chemical reaction and equilibrium software with
extensive thermochemical database and flowsheet simulation. Outokumpu
research oy information center, Finland. 2006.
Трусов Б. Г. Программный комплекс TERRA для расчета плазмохимических процессов//Материалы III Междунар. симп. по теоретической
и прикладной плазмохимии. Плес. 2002. С. 217–218.
Пупышев А. А., Данилова Д. А. Термодинамическое моделирование
для атомно-эмиссионной спектроскопии с индуктивно связанной
плазмой. Учебное пособие. Екатеринбург: ГОУ ВПО УГТУ-УПИ,
2005. 75 с.
Майорова А. В., Печищева Н. В., Воронцова А. А., Щепеткин А. А.
Оценка эффективности применения внутренней стандартизации при
анализе железорудного сырья и шлаков методом атомной эмиссионной спектроскопии с индуктивно связанной плазмой//Бутлеровские
сообщения. 2013. Т. 35, № 9. С.47–54.
Майорова А. В., Воронцова К. А., Печищева Н. В., Ивлева А. С., Пупышев А. А., Шуняев К. Ю. Разработка методики определения оксида
кремния в рудном сырье методом атомно-эмиссионной спектроскопии с индуктивно связанной плазмой//Заводская лаборатория. Диагностика материалов. 2013. Т. 79, № 12. С. 9–15.
Майорова А. В., Печищева Н. В., Шуняев К. Ю., Бунаков А. В. Разработка методики ИСП-АЭС определения вольфрама в ферровольфраме
с использованием термодинамического моделирования//Аналитика и
контроль. 2014. Т. 18, № 2. С. 136–149.
Содержание
В. И. Пономарев, Е. Н. Селиванов
Институту металлургии УрО РАН 60 лет...................................................3
1. Структура и свойства металлических систем
Н. А. Ватолин, Н. С. Митрофанова, Э. Д. Курбанова, А. Б. Гусева, А. Е. Галашев, В. А. Полухин
Формирование границы раздела и электронной структуры
при контакте планарных конфигураций графена и силицена
на поверхностях Ni, Ag и Pb .................................................................... 10
Р. Е. Рыльцев, Н. М. Щелкачев, К. Ю. Шуняев
Компьютерное моделирование неупорядоченных
конденсированных систем в экстремальных условиях .......................... 39
Б. Р. Гельчинский, А. А. Юрьев
Ab initio компьютерное моделирование металлов
в конденсированном состоянии ............................................................. 47
Н. И. Сидоров, Э. А. Пастухов, В. П. Ченцов, А. А. Востряков
Компьютерное моделирование структуры ближнего порядка
и диффузии водорода в неупорядоченных
металлических системах .......................................................................... 59
Н. И. Сидоров, Э. А. Пастухов, И. С. Сипатов, А. А. Востряков
Диффузионные фильтры для получения особо чистого водорода ........ 72
Р. И. Гуляева, А. Н. Мансурова, В. М. Чумарев, Л. И. Леонтьев, Л. Ю. Удоева
Кинетический анализ окисления эвтектического сплава Nb-Si ........... 83
Н. А. Ватолин, Р. М. Белякова, Э. Д. Курбанова, Л. К. Ригмант
Влияние примесей поверхностно-активных элементов в составах
высокоуглеродистых сплавов железа на полиморфные и фазовые
переходы при ускоренных затвердеваниях расплавов ........................... 92
А. Б. Шубин, Э. А. Попова, П. В. Котенков, Э. А. Пастухов, К. Ю. Шуняев
Исследование физико-химических свойств и микроструктуры
сплавов редких и рассеянных элементов............................................... 100
Э. А. Попова, П. В. Котенков, Э. А. Пастухов, А. Б. Шубин
Разработка новых лигатурных сплавов с переходными металлами..... 106
415
Л. Е. Бодрова, Э. А. Пастухов, Э. Ю. Гойда
Разработка и получение лигатур и литых композитов на основе меди
и алюминия, содержащих тугоплавкие металлы и карбиды,
с применением низкочастотной вибрации расплавов ......................... 115
И. Э. Игнатьев, Э. А. Пастухов, Е. В. Игнатьева
Метод получения сплавов низкочастотной обработкой
их расплавов .......................................................................................... 122
Г. А. Дорогина, Г. А. Кожина, В. М. Козин, В. Я. Митрофанов, С. Г. Титова, С. Х. Эстемирова, С. А. Упоров, О. М. Федорова, А. В. Фетисов, А. М. Янкин
Магнитные свойства функциональных материалов ............................ 131
А. В.Кайбичев, И. А. Кайбичев
Очистка в газах металлических расплавов от поверхностно-активных
элементов при слабом межэлектродном токе....................................... 141
2. Структура и свойства оксидных,
сульфидных и солевых систем
Е. H. Селивaнoв, P. И. Гyляевa, А. Д. Вершинин
Карботермическое восстановление никеля и меди
из их сульфидов ..................................................................................... 148
С. А. Истомин, А. А. Хохряков, А. В. Иванов, А. С. Пайвин, В. В. Рябов, В. П. Ченцов, Н. В. Корчемкина
Строение и физико-химические свойства боратных расплавов,
содержащих механоактивированные оксиды рзэ лантанидной
группы..................................................................................................... 159
А. В. Фетисов, Г. А. Кожина, С. Х. Эстемирова, В. Я. Митрофанов, С. А. Упоров, Л. Б. Ведмидь, С. В. Пряничников, Л. А. Черепанова, С. Г. Титова
Стабильность и служебные свойства высокотемпературных
сверхпроводников системы RBa2Cu3Oy................................................. 168
А. М. Янкин., Л. Б. Ведмидь, О. М. Федорова
Методология представления окислительно-восстановительных
равновесий в сложных оксидных системах .......................................... 178
Г. А. Кожина, O. M. Федорова, А. В. Фетисов, А. Я. Фишман, Л. Б. Ведмидь, В. Б. Выходец, Т. Е. Куренных
Структурные свойства механоактивированных манганитов
редкоземельных элементов ................................................................... 189
416
3. Технологии в металлургии
В. И. Жучков, А. А. Бабенко, А. А. Акбердин, Е. Н. Селиванов, А. В. Сычев
Разработка новых технологических процессов получения
борсодержащих ферросплавов и микролегирования стали бором . .... 211
В. Л. Лисин, В. А. Костылев, Л. И. Леонтьев, Р. Г. Захаров, С. А. Петрова
Технология получения наноразмерных и ультрадисперсных
металлических порошков различного назначения
электрохимическим способом............................................................... 218
Е. Н. Селиванов, Р. И. Гуляева, Р. Н. Зарипов, Н. И. Сельменских, В. В. Беляев
Структура шлаков автогенной плавки медно-цинковых
концентратов.......................................................................................... 227
А. А. Бабенко, Л. А. Смирнов, Л. Ю. Михайлова, М. В. Ушаков, С. А. Спирин
Теоретические и технологические особенности выплавки
железоуглеродистого расплава в кислородных конвертерах
и ДСП под магнезиальными шлаками ................................................. 234
Б. Д. Халезов, Н. А. Ватолин, В. И. Жучков, А. Г. Крашенинин, Е. И. Харин, О. В. Заякин, Е. А. Зеленин, А. С. Гаврилов, А. С. Борноволоков, Д. С. Реутов
Перспективы разработки и реализации новых технологий
по извлечению цветных и редких металлов из руд,
концентратов и шлаков ......................................................................... 251
В. И. Жучков, О. В. Заякин, Н. А. Андреев, В. И. Афанасьев
Комплексные исследования высокотемпературных
физико-химических процессов и совершенствование технологии
получения хромсодержащих ферросплавов ......................................... 271
О. Ю. Шешуков, В. П. Ермакова, В. Г. Смирнова, В. В. Катаев, Л. А. Маршук, В. В. Конашков, Л. А. Овчинникова, Е. А. Вязникова, И. В. Некрасов, М. В. Лапин, Т. В. Сапожникова, В. С. Цепелев
Управление структурообразованием Fe-C-сплавов путем
использования ферросплавов и модификаторов, полученных
различными способами.......................................................................... 281
А. Н. Дмитриев, Ю. А. Чесноков, Г. Ю. Витькина
Физико-химические основы переработки титаномагнетитового
сырья – базы черной металлургии России ........................................... 294
А. Н. Дмитриев, Ю. А. Чесноков, М. О. Золотых, Г. Ю. Витькина
Разработка и совершенствование математических моделей
пирометаллургических процессов на основе физико-химических
представлений и решение практических задач черной
металлургии............................................................................................ 301
417
А. Н. Дмитриев, Г. Ю. Витькина, Ю. А. Чесноков
Создание методических основ анализа влияния качественных
характеристик железорудного сырья и кокса
на технико-экономические показатели доменного процесса.............. 309
С. А. Красиков, С. Н. Агафонов, О. А. Пичкалева, А. А. Пономаренко, Л. Б. Ведмидь, С. В. Жидовинова, Е. М. Жилина, А. В. Долматов
Особенности фазообразования при металлотермическом получении
титан- и цирконий-алюминиевых сплавов .......................................... 315
А. Г. Водопьянов, Б. П. Кузьмин
Получение порошка карбида кремния из техногенного сырья ........... 324
В. А. Паньков, Б. П. Кузьмин
О возможности синтеза полиметаллического порошка
в кислородно-водородной плазме ........................................................ 330
В. П. Воробьев
Физико-химические аспекты применения углеродистых
восстановителей в производстве ферросплавов.................................... 335
И. Н. Танутров, М. Н. Свиридова
Направления совершенствования способов переработки
техногенных отходов Уральского региона............................................. 349
А. В.Сивцов, О. Ю. Шешуков, М. М. Цымбалист, И. В. Некрасов
Вентильный эффект электрической дуги и проблемы управления
дуговыми сталеплавильными печами.................................................... 354
А. В. Сивцов, В. П. Воробьев, В. А. Паньков, М. М. Цымбалист
Анализ особенностей распределения мощности по зонам печи –
основа решения проблем рационального управления режимами
выплавки ферросплавов ........................................................................ 361
Г. Г. Залазинский, Т. Л. Щенникова, Н. В. Кишкопаров, С. В. Жидовинова, Л. В. Золотухина, Б. Р. Гельчинский
О получении металлических порошков методами
диспергирования расплава и газофазного синтеза .............................. 374
В. А. Крашанинин, С. А. Ильиных, С. А. Чусов, И.В. Кирнос, Б. Р. Гельчинский
Получение комбинированных защитных покрытий методами
до- и сверхзвукового плазменного напыления металлических
порошков................................................................................................ 384
В. И. Жучков, А. В. Жданов, Р. Г .Захаров, С. А. Петрова
Изучение процесса самопроизвольного рассыпания
высококремнистого ферросилиция ...................................................... 394
418
Т. В. Куликова, А. В. Майорова, К. Ю. Шуняев
Техногенные хлорсодержащие отходы: проблемы загрязнения
окружающей среды и физико-химические основы методов
обезвреживания...................................................................................... 403
Н. В. Печищева, К. Ю. Шуняев, А. В. Майорова, О. В. Евдокимова
Металлургическое сырье и продукция: улучшение качества
результатов анализа с использованием термодинамического
моделирования....................................................................................... 408
419
ДЛЯ ЗАМЕТОК
420
ДЛЯ ЗАМЕТОК
421
ДЛЯ ЗАМЕТОК
422
ДЛЯ ЗАМЕТОК
423
Физическая химия
и технологиЯ в металлургии
Сборник трудов,
посвященный 60-летию ИМЕТ УрО РАН
Рекомендовано к изданию ученым советом
Института металлургии УрО РАН
(Протокол № 3 от 13.03.2015)
Ответственный за выпуск Пономарев В. И.
ISBN 978-5-85383-595-5
НИСО УрО РАН
Подписано в печать 21.04.2015. Формат 70×100/16. Печать офсетная.
Усл. печ. л. 34,18. Тираж 300 экз. Заказ № 269
620016, Екатеринбург, ул. Амундсена, 101. Институт металлургии УрО РАН
Отпечатано в соответствии с качеством предоставленного оригинал-макета
в ОАО «ИПП «Уральский рабочий»
620990, г. Екатеринбург, ул. Тургенева, 13
E-mail: sales@uralprint.ru