Технические науки
реклама

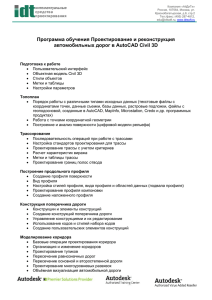
Технические науки 16 Передовые технологии изготовления деталей гнутого профиля Белобородова Т. Л., Корягина О. М. Белобородова Т. Л. старший преподаватель кафедры «Инженерная графика» МГТУ им. Н.Э. Баумана, г. Москва Корягина О. М. преподаватель кафедры «Инженерная графика» МГТУ им.Н.Э. Баумана, г. Москва Детали гнутого профиля находят широкое применение во многих отраслях промышленности – автомобилестроении, электротехнике, авиа- и ракетостроение, строительной индустрии, производстве товаров народного потребления. Вслед за появлением первого листогибочного оборудования и начала использования профилированного листа появилась потребность в увеличении производительности и автоматизации производства подобной продукции. Уже к концу 60-х годов европейские предприятия активно оснащались первыми автоматизированными линиями профилирования листового металла. В России первые подобные линии появились на два десятилетия позже. Профилирование металла технологически родственно операциям гибки, хотя и не принадлежит к чисто штамповочным операциям, а является обособленным способом производства. Этим способом изготовляют тонкостенные, легкие по массе, но жесткие профили весьма сложной конфигурации и большей длины. Профили небольших размеров из тонкого металла обычно изготовляют путем профилирования ленты или полосы. Изготовление несложных профилей можно также производить в штампах, длина которых меньше длины профиля, путем последовательной гибки пуансоном и матрицей переменного профиля. Широкие профили из тонкого листового или полосового металла изготовляют на универсально-гибочных машинах, а крупные профили из толстого полосового или листового металла – на специальных листогибочных прессах. Изготовление профилей из ленты или полосы производится на специальных многороликовых, профилировочных машинах, позволяющих изготавливать разнообразные про­ фили открытой, закрытой и полузакрытой конфигурации. Процесс профилирования заключается в постепенном превращении плоской заготовки в форму требуемого профиля при последовательном прохождении полосы или ленты через несколько пар вращающихся фигурных роликов. Количество пар роликов, необходимое для изготовления того или иного профиля, зависит от степени сложности его конфигурации. На автоматических профилировочно-штамповочных линиях выпускается более 500 различных типоразмеров профилей. Профилирование обладает рядом преимуществ перед холодной листовой штамповкой, основные из которых следующие: • более экономный расход металла, связанный с применением ленточного материала и полным использованием ширины ленты; • повышение прочности деталей и уменьшение толщины исходной заготовки благодаря нагартовки по поверхности материала, возникающей в процессе профилирования; • высокое качество поверхности материала; • уменьшение пружинения металла, что позволяет получить более точные детали по размерам их поперечного сечения за счет многократной гибки ленты в роликах; • широкие технологические возможности получения сложных деталей из различных металлов, в том числе с двойной толщиной стенок; возможность совмещения различных технологических процессов, таких, как нанесение покрытий, сварка, штамповка, перфорация, периодическая прокатка и т.д.; Технические науки Рисунок 1. Схема профилировочно-штамповочной линии. • высокие скорости обработки, позволяющие значительно сокращает трудоемкость изготовления деталей, и полная автоматизация процесса облегчает труд и делает его безопасным. Созданные в настоящее время комплексные автоматические профилировочно-штамповочные линии позволяют автоматизировать весь процесс получения готовой детали непосредственно из металлической ленты, включая гибку из нее профиля и выполнения разделительных и формообразующих операций в непрерывно движущемся профиле. Материалом для деталей гнутого профиля служат стали, углеродистые и легированные, цветные металлы (алюминий, цинк, медь и др.) и различные сплавы (латунь, бронза). Кроме того могут использоваться лакированные, биметаллические, окрашенные, луженные, оцинкованные, хромированные, никелированные материалы. В состав АПШЛ (рис.1) обычно входят: рулоноразматыватель 1, правильная машина 2, ножницы 3, установка для сварки стыков ленты 4, пресс 5 для выполнения подготовительных операций в ленте, валковая подача 6, стан профилегибочный 7, прессы 8, 10 для выполнения доделочных операций в профиле, вспомогательные толкающие валики 9. Сматываемая с рулона лента протягивается через штамп, установленный на прессе 5, валковой подачей 6. На этом прессе пробиваются необходимые отверстия или пазы. Пройдя петлевой компенсатор, лента поступает в профилегибочный стан 7, где из нее гнется профиль, который последовательно проходит через штампы, установленные на прессах 8. На штампах выполняются доделочные (формообразующие или разделительные) операции в профиле. На последнем прессе готовая деталь отделяется от профиля. Валки 9 осуществляют продвижение профиля через следующий за ним пресс 10. Окружная скорость рабочих поверхностей валков 9 несколько выше скорости профилегибочного стана 7, чем обеспечивается необходимая натяжка профиля. Длина отрезаемых от профиля деталей отмеряется двумя способами: • ловителями, западающими в отверстия или пазы, выполненные в ленте через заданный шаг; • клещами, зажимающими ленту или профиль по командам от измерительного ролика, приводимого в движение от ленты. Непрерывность движения полосы или ленты на профилегибочных линиях обеспечивается за счет сварки начало новой ленты встык с концом обрабатываемой. Технические характеристики некоторых автоматических профилировочно-штамповочных линий, разработанных НИИТавтопром, приведены в таблице 1 Линия модели 7095 предназначена для изготовления деталей салазок автомобиля ЗАЗ-968 и управление такой линией происходит по жесткой программе. Сварка стыков концов ленты при смене рулонов осуществляется на стыкосварочной машине МСО-302У методом оплавления. Линия модели С7095 отличается от двух первых более широкой номенклатурой изготавливаемых деталей. Сварка стыков производится ручным способом неплавящимся вольфрамовым электродом в среде аргона, что обеспечивает более качественный шов. Линия модели 7095М – быстропереналаживаемая. Прессы, входящие в состав линии, оснащены механизированными складами штампов, а профилегибочный стан снабжен складом плит с комплектами рабочих клетей. Система управления линей позволяет программировать величину шага и скорость профилирования, число и режим работы прессов. Сварка стыков лент производится плазмой без присадки и зачистки места сварки на машине модели 5567. Исследования сварки лазером на установке «Катунь», проводимые в НИИТавтпроме, показали, что сварные швы обладают большей прочностью, чем основной металл. Пластичность сварных соединений, как известно, определяется по углу загиба. Пластичность соединений при лазерной сварке не уступает пластичности основного металла. Результаты опытов по лазерной сварке приведены в таблице 2. Таблица 1. Технические характеристики автоматических профилировочно-штамповочных линий. Наименование параметра Размеры исходной ленты: толщина, мм ширина, мм Скорость профилирования, м/мин Прессы в линии: количество усилие, кН ход, мм закрытая высота штампа, мм Стан профилегибочный: число рабочих клетей Установленная мощность электропривода, кВт Общая площадь занимаемая линей,м2 Всероссийский журнал научных публикаций Модель линии 7095 С7095 7095М 2,5 100 6-9 0,8- 3 30- 150 4-20 0,8 -3 30-150 4-20 3 250 30 220 12 128 158 2-4 400 50 250 10; 12; 14; 16 120 110- 160 3 160-400 25-50 200- 250 до 16 115 160 № 1(16) 2013 17 Таблица 2. Зависимость угла загиба соединения и зоны термического влияния от скорости сварки лазером. Сталь Скорость сварки, м/ч Ширина шва,мм Зона термического влияния, мм Угол загиба соединения, град 06КП 08КП 08КП 20Х 20Х 20 25 28 25 30 2,1 1,8 1,5 2,1 2,5 0,9 0,7 0,6 0,5 0,3 180 180 165 87 90 Большинство профилировочных станков имеет основные и вспомогательные ролики. Основные ролики расположены горизонтально и служат для выполнения основной деформации сечения профиля. Вспомогательные (промежуточные) ролики расположены вертикально и служат для направления профиля между основными роликами, а также для дополнительных подгибов. При построении переходов требуемая ширина полосы определяется путем развертки сечения профиля так же, как в случае гибки, с учетом смещения нейтрального слоя. При изготовлении профилей сложной замкнутой конфигурации с малыми радиусами закруглений необходимо учесть растяжение материала и увеличение ширины ленты, составляющие от 3 до 8% в зависимости от степени сложности профиля. Наиболее сложной задачей является построение профилей деформирующих роликов. Основные принципы построения переходов и методы профилирования роликов следующие: • профиль роликов должен производить равномерную и наиболее рациональную деформацию материала при наименьшем количестве переходов; • построение и подсчет вертикальных и горизонтальных размеров профиля роликов следует производить от выбранной оси профиля, неизменной для всех переходов. Для симметричного профиля такой осью является ось симметрии; • сечение профиля разбивается на отдельные участки и подсчитывается длина каждого. Суммарная длина участков, находящихся справа или слева от выбранной оси, должна оставаться постоянной для всех переходов; • угол подгиба стенок профиля в каждой паре роликов не должен превышать определенной величины в зависимости от толщины материала: 30—45° при толщине до 1 мм; 25—35° при толщине свыше 2,5 мм; • для облегчения перегиба материала при малом внутреннем радиусе изгиба, а также для наметки положения линии изгиба допускается предварительное выдавливание канавок на ленте с внутренней стороны профиля. Для этого на соответствующем ролике делаются выступы высотой (0,3 ÷ 0,4) S. Профиль последней пары деформирующих роликов должен учитывать упругую деформацию; • для предотвращения осевого смещения ролики рекомендуется делать с бортами, охватывающими борта или выступы сопряженного ролика. Созданные в настоящее время в ОАО «НИИТавтопром» комплексные автоматические профилировочно-штамповочные линии на протяжении нескольких лет успешно эксплуатируются на на Запорожском и Горьковском автозаводах. Экономия металла на каждой из линий достигает 100-150т, электроэнергии – 650-1000 тыс. кВт/ч, высвобождается 120-150 м2 производственной площади. Производительность современных линии профилирования позволяют выпускать около 1 млн. погонных метров металлического профиля в месяц. 18 Список использованных источников: 1. Гнутые профили проката. Справочник под редакцией Тришевского И. С. – М.: Металлургия, 1980. 2. Давыдов В. И., Максаков М. П.Производство гнутых тонкостенных профилей. – Металлургиздат, 1959. 3. Профили гнутые стальные. – М. Издательство стандартов.