Павлов Сергей Владленович МЕТОДЫ И СРЕДСТВА
реклама

Акционерное общество «Государственный научный центр Российской Федерации
Научно-исследовательский институт атомных реакторов»
На правах рукописи
Павлов Сергей Владленович
МЕТОДЫ И СРЕДСТВА ИССЛЕДОВАНИЙ ТВС ВВЭР ДЛЯ
ЭКСПЕРИМЕНТАЛЬНОГО СОПРОВОЖДЕНИЯ ВНЕДРЕНИЯ
НОВОГО ТОПЛИВА НА АЭС
05.14.03 – «Ядерные энергетические установки, включая проектирование,
эксплуатацию и вывод из эксплуатации»
Диссертация на соискание ученой степени
доктора технических наук
Димитровград– 2015
2
СОДЕРЖАНИЕ
ВВЕДЕНИЕ ....................................................................................................................................... 4 Актуальность проблемы ................................................................................................................ 4 Цель работы и задачи исследования ............................................................................................. 5 Научная новизна работы заключается в следующем: .................................................................. 6 Практическая ценность ................................................................................................................. 7 На защиту выносятся:.................................................................................................................... 8 Апробация работы и публикации ................................................................................................. 8 Достоверность научных положений, результатов и выводов ...................................................... 9 Объем и структура диссертации ................................................................................................... 9 Публикации.................................................................................................................................. 10 1. ТИПОВАЯ СХЕМА, МЕТОДЫ И СРЕДСТВА ПОСЛЕРЕАКТОРНЫХ ИССЛЕДОВАНИЙ
ТВС И ТВЭЛОВ ВВЭР ................................................................................................................... 11 1.1. Типовая схема послереакторных исследований ТВС и твэлов ВВЭР ................................ 11 1.2. Неразрушающие методы и средства в типовой схеме послереакторных исследований
ТВС и твэлов ВВЭР ..................................................................................................................... 13 1.3. Разрушающие методы и средства в типовой схеме послереакторных исследований ТВС и
твэлов ВВЭР ................................................................................................................................ 23 1.4. Неразрушающие методы и средства послереакторных исследований ТВС и твэлов в
бассейнах выдержки АЭС ........................................................................................................... 25 Выводы по главе 1 ....................................................................................................................... 51 2. МЕТОДОЛОГИЯ МАТЕРИАЛОВЕДЧЕСКИХ ПОСЛЕРЕАКТОРНЫХ ИССЛЕДОВАНИЙ
ТВС И ТВЭЛОВ ВВЭР ДЛЯ СОПРОВОЖДЕНИЯ ВНЕДРЕНИЯ НОВОГО ТОПЛИВА НА
АЭС .................................................................................................................................................. 52 2.1. Модернизированные схемы послереакторных исследований топлива ВВЭР ................... 54 2.2. Концепция стендов инспекции ТВС .................................................................................... 60 Выводы по главе 2 ....................................................................................................................... 64 3. НЕРАЗРУШАЮЩИЕ МЕТОДЫ И СРЕДСТВА ИССЛЕДОВАНИЙ ТВС И ТВЭЛОВ ВВЭР В
ЗАЩИТНЫХ КАМЕРАХ И БАССЕЙНАХ ВЫДЕРЖКИ ............................................................ 66 3.1. Бесконтактные методы измерения геометрических параметров ТВС ВВЭР в бассейнах
выдержки на АЭС ........................................................................................................................ 66 3.2. Ультразвуковые методы обнаружения негерметичных твэлов в ТВС ............................. 113 3.3. Метод импульсной вихретоковой дефектоскопии твэлов ВВЭР...................................... 154 3.4. Метод определения величины диаметрального зазора между топливным столбом и
оболочкой твэлов ВВЭР ............................................................................................................ 166 3.5. Метод определения изгибной жесткости ТВС ВВЭР-1000............................................... 174 3.6. Метод измерения объема твэлов ультразвуковым эхо-импульсным методом................. 178 3.7. Метод измерения усилий при извлечении твэлов из ТВС ................................................ 182 Выводы по главе 3 ..................................................................................................................... 184 4. СТЕНДЫ И УСТРОЙСТВА ДЛЯ ИСПЫТАНИЙ И ИССЛЕДОВАНИЙ ТВЭЛОВ И ТВС В
ЗАЩИТНЫХ КАМЕРАХ И БАССЕЙНАХ ВЫДЕРЖКИ .......................................................... 185 4.1. Стенд для исследований ТВС ВВЭР-1000 на изгибную жесткость.................................. 185 4.2. Стенды для механических испытаний чехлов ТВС ВВЭР-440......................................... 187 4.3. Стенды инспекции твэлов ВВЭР в бассейне выдержки реактора МИР ........................... 191 4.4. Оборудование и стенды инспекции и ремонта ТВС ВВЭР-1000...................................... 202 Выводы по главе 4 ..................................................................................................................... 220 5. МЕТОДЫ И СРЕДСТВА ЭКСПЕРИМЕНТАЛЬНОГО ОБОСНОВАНИЯ БЕЗОПАСНОСТИ
ТЕХНОЛОГИЙ ОБРАЩЕНИЯ С ОТРАБОТАВШИМ ЯДЕРНЫМ ТОПЛИВОМ .................... 222 5.1. Методология экспериментального обоснования длительного хранения ОТВС ВВЭР ... 222 5.2. Стенды для моделирования сухого хранения .................................................................... 235 3
5.3. Методики испытаний и исследований твэлов ВВЭР при обосновании безопасности
сухого хранения ОЯТ ................................................................................................................ 238 Выводы по главе 5 ..................................................................................................................... 241 6. РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ ОБЛУЧЕННЫХ ТВС И ТВЭЛОВ ВВЭР С
ИСПОЛЬЗОВАНИЕМ МОДЕРНИЗИРОВАННОЙ СХЕМЫ ПОСЛЕРЕАКТОРНЫХ
ИССЛЕДОВАНИЙ ТОПЛИВА ВВЭР.......................................................................................... 243 6.1. Основные результаты послереакторных исследований ТВС и твэлов реакторов ВВЭР1000 ............................................................................................................................................ 243 6.2. Результаты расчетно-экспериментальных исследований в обоснование уменьшения
толщины стенки чехловой трубы АРК ВВЭР-440 с 2,0 до 1,5мм ........................................... 262 6.3. Результаты испытаний и исследований твэлов ВВЭР в обоснование безопасности
длительного сухого хранения ................................................................................................... 272 Выводы по главе 6 ..................................................................................................................... 289 ВЫВОДЫ ....................................................................................................................................... 291 СПИСОК СОКРАЩЕНИЙ И УСЛОВНЫХ ОБОЗНАЧЕНИЙ ................................................... 292 СПИСОК ЛИТЕРАТУРЫ ............................................................................................................. 294 Приложение 1………………………………………………………………………………....………311
Приложение 2…………………………………………………………………………………………316
Приложение 3…………………………………………………………………………………………336
4
ВВЕДЕНИЕ
Актуальность проблемы
Ускоренное развитие атомного энергопромышленного комплекса для обеспечения геополитических интересов и энергетической безопасности Российской Федерации в соответствии с
«Энергетической стратегией России на период до 2030 года» и «Концепцией социальноэкономического развития РФ на период до 2020 года (раздел Атомный энергопромышленный
комплекс)» предполагает масштабный ввод новых энергоблоков атомных станций с реакторами
ВВЭР, отвечающих современным требованиям по безопасности и экономичности эксплуатации. Это, в свою очередь, требует непрерывного совершенствования и модернизации конструкции ТВС и твэлов, оптимизации режимов их эксплуатации с целью повышения безопасности и
эффективности использования ядерного топлива, а также требует разработки безопасных технологий обращения с отработавшими ТВС.
Модернизация и создание новых типов ТВС и твэлов ВВЭР должны обеспечить внедрение новых топливных циклов с повышенным выгоранием и увеличенной длительностью циклов
при надежности твэлов не хуже 10-6 1/год, обеспечивать геометрическую стабильность ТВС,
ремонтопригодность ТВС в условиях АЭС, обеспечивать надежность работы ОР СУЗ, а также
обеспечивать маневренность режимов эксплуатации АЭС. В качестве мер, направленных на достижение этих целей, рассматриваются: увеличение жесткости каркаса ТВС, создание сборноразборных конструкций ТВС, повышение ураноемкости твэлов, использование модифицированных или новых циркониевых сплавов для оболочек твэлов и для элементов каркаса ТВС,
увеличение размера зерна UO2 в топливных таблетках.
Создание новых ТВС и твэлов предполагает проведение большого комплекса расчетноэкспериментальных исследований поведения топлива в различных режимах эксплуатации реактора и в частности проведение послереакторных материаловедческих исследований ТВС. Современные тенденции в исследовании ядерного топлива выдвигают на передний план необходимость оперативного получения статистически значимых данных о состоянии ТВС после эксплуатации при минимизации затрат на проведение исследований.
Этого можно добиться путем сочетания массовых первичных-неразрушающих исследований ТВС в бассейнах выдержки АЭС с последующими выборочными материаловедческими исследованиями в защитных камерах. Для чего необходимо, как это было сделано за рубежом, создать стенды инспекции топлива на АЭС. Получение статистически значимых данных о состоянии топлива, при минимизации затрат на исследования, невозможно без увеличения доли неразрушающих исследований и без внедрения новых методов контроля, особенно контроля механических характеристик и формоизменения ТВС и твэлов, а также дефектоскопии твэлов.
5
Разработка эффективных и безопасных технологий обращения с ОЯТ, в частности длительного «сухого» хранения, как правило, начинается после того, когда близка к исчерпанию
вместимость бассейнов выдержки и бассейнов-хранилищ ОТВС. При этом, обоснование безопасности проводится в основном расчетными методами с большой долей консерватизма, так
как существующие программные продукты не в полной мере верифицированы экспериментами.
Поэтому, для повышения конкурентоспособности нового топлива ВВЭР его разработка и внедрение должны сопровождаться сразу и разработкой технологий обращения с ОЯТ, для чего
необходимо иметь соответствующую экспериментальную базу для исследований поведения
топлива при хранении и моделирования условий хранения.
Таким образом, разработка новых методов и средств исследования ТВС и твэлов ВВЭР в
защитных камерах и бассейнах выдержки существенно расширяет экспериментальную базу реакторного материаловедения, обеспечивает повышение оперативности, информативности и
экономичности послереакторных исследований при научно-техническом сопровождении внедрения нового топлива на АЭС, и является актуальным. Эти новые методы и средства также могут использоваться при исследованиях штатных ТВС и твэлов, что поднимает на новый уровень
методическое обеспечение послереакторных исследований, и, таким образом, еще больше повышает актуальность данной работы.
Цель работы и задачи исследования
Разработка и практическая реализация научно обоснованных технических решений, методов и средств исследований ТВС и твэлов ВВЭР, обеспечивающих расширение экспериментальной базы реакторного материаловедения, повышение информативности, оперативности и
экономичности послереакторных исследований ТВС и твэлов для экспериментального сопровождения внедрения нового топлива на АЭС.
Для достижения поставленной цели должны быть решены следующие задачи.
− Разработать методологию и модернизированную схему материаловедческих послереакторных исследований ТВС и твэлов ВВЭР для экспериментального сопровождения
внедрения нового топлива на АЭС.
− Разработать неразрушающие методы размерометрии и дефектоскопии ТВС и твэлов.
− Разработать стенды и устройства для испытаний и исследований твэлов и ТВС в защитных камерах и бассейнах выдержки.
− Разработать методический подход к изучению поведения при сухом хранении облученного топлива ВВЭР и внутрикамерные стенды для натурного моделирования условий
хранения ОЯТ.
6
Научная новизна работы заключается в следующем:
1.
Разработана методология материаловедческих исследований ТВС и твэлов ВВЭР для
экспериментального сопровождения внедрения нового топлива на АЭС, в основе которой лежат два принципа:
− при разработке и внедрении нового топлива вопросы нормальной эксплуатации ТВС,
аварийные режимы и обращение с отработавшим ядерным топливом должны рассматриваться в комплексе, неразрывно друг от друга, для чего должна быть создана соответствующая методическая база;
− для обеспечения оперативности, повышения информативности и экономичности послереакторных исследований ТВС традиционная схема должна быть модернизирована в
сторону увеличения доли неразрушающих методов контроля, сочетания исследований
ТВС в бассейнах выдержки АЭС с выборочными подробными исследованиями в защитных камерах и обеспечения возможности натурного моделирования технологий обращения с ОЯТ.
2. Предложена концепция создания и развития стендов инспекции ТВС, в основу которой
положен модульный принцип. В соответствии с концепцией разработана структурная
схема штатного стенда и выбраны принципы определения геометрических параметров
ТВС с использованием бесконтактных оптических и ультразвуковых методов.
3. На
основе
моделирования
структурной
схемы
штатного
стенда
и
расчетно-
экспериментальных исследований особенностей отражения ультразвуковых волн от элементов ТВС и распространения волн в конвективном слое у поверхности ТВС разработаны бесконтактные оптические и ультразвуковые методы определения геометрических
параметров ТВС.
4. Разработан метод исследования изгибной жесткости ТВС ВВЭР-1000, основанный на измерении ее прогиба при нагружении в направлении, перпендикулярном грани ТВС.
5. Исследованы процессы возбуждения и распространения ультразвуковых волн в оболочках твэлов в азимутальном и аксиальном направлениях применительно к задаче обнаружения негерметичных твэлов. Получены формулы акустического тракта метода, определены его оптимальные параметры и характеристики чувствительности. Для аксиального
распространения волн экспериментально установлен порог чувствительности метода,
равный 0,04 см3 воды под оболочкой негерметичного твэла, и определена граница применимости метода от выгорания топлива – 40 МВт⋅сут/кгU.
6. Разработан неразрушающий метод определения диаметрального зазора между топливом
и оболочкой твэла путем ее упругой деформации до контакта с топливным сердечником.
Теоретически показано и экспериментально подтверждено, что разработанный метод
7
позволяет проводить оценку (снизу) минимального диаметрального зазора на участке
нагружения оболочки.
7. Разработан способ импульсной вихретоковой дефектоскопии оболочек твэлов, позволяющий за счет предложенного алгоритма обработки сигналов-откликов повысить разрешающую способность при определении размеров однотипных дефектов в 2,5 раза.
8. Разработан метод определения объема твэлов с помощью ультразвукового эхоимпульсного уровнемера жидкости.
9. Для обоснования безопасности технологий длительного сухого хранения ОЯТ ВВЭР разработан методологический подход, схема и стенды для исследований поведения твэлов в
различных режимах сухого хранения.
Практическая ценность
Практическая значимость результатов диссертационной работы состоит в том, что разработанные методы и средства исследований ТВС и твэлов ВВЭР позволили существенно расширить экспериментальную базу реакторного материаловедения в части повышения оперативности, информативности и экономичности послереакторных исследований облученного топлива при экспериментальном научно-техническом сопровождении внедрения нового топлива на
АЭС, что в свою очередь обеспечивает сокращение сроков и стоимости внедрения нового топлива и тем самым повышает технико-экономические показатели эксплуатации АЭС с реакторами ВВЭР.
Полученные с использованием разработанных методов и средств экспериментальные данные о состоянии ТВС и твэлов ВВЭР позволили:
− установить причину нарушения работы органов СУЗ в УТВС ВВЭР-1000;
− обосновать работоспособность ТВС и твэлов ВВЭР-1000 при достижении высоких выгораний топлива (до ∼ 72 МВт⋅сут/кгU) и длительности эксплуатации – до 6-ти топливных циклов;
− обосновать работоспособность новых конструкций ТВС ВВЭР-1000 с жестким каркасом ТВСА и ТВС-2;
− установить причины и механизмы разгерметизации твэлов и выдать рекомендации по
их устранению;
− обосновать переход на толщину чехловой трубы АРК ВВЭР-440 с 2,0 на 1,5 мм;
− обосновать в первом приближении по критерию неразгерметизации твэлов безопасность сухого хранения ОТВС ВВЭР-440 и ВВЭР-1000 с выгоранием до 50 МВт⋅сут/кгU
(по твэлам) в течение 50 лет;
С использованием разработанных методов и средств исследованы более 45 ТВС ВВЭР-
8
440 и ВВЭР-1000. С использованием разработанных и апробированных научно-технических
решений и методов неразрушающего контроля созданы стенды инспекции и ремонта ТВС
ВВЭР-1000 для Балаковской и Калининской АЭС, модернизирован стенд инспекции и ремонта
ТВСА на АЭС «Темелин» (Чехия), созданы два поколения стенда инспекции экспериментальных твэлов для исследовательского реактора МИР. На основе выводов и рекомендаций диссертационной работы разработан технический проект стенда инспекции и ремонта ТВС ВВЭР1000 проекта «АЭС-2006».
На защиту выносятся:
1.
Методология и модернизированная схема материаловедческих послереакторных исследований ТВС и твэлов ВВЭР для экспериментального сопровождения внедрения нового
топлива на АЭС.
2.
Результаты теоретических и расчетно-экспериментальных исследований характеристик и
параметров неразрушающих методов размерометрии и дефектоскопии ТВС и твэлов в защитных камерах и бассейнах выдержки АЭС.
3.
Методический подход, схема и средства исследований поведения топлива для обоснования безопасности технологий сухого хранения ОЯТ ВВЭР.
4.
Разработанные и научно обоснованные технические решения, методы и средства исследований ТВС и твэлов в защитных камерах и бассейнах выдержки АЭС, обеспечивающие
модернизацию экспериментальной базы реакторного материаловедения для повышения
эффективности послереакторных исследований для сопровождения внедрения нового
топлива на АЭС.
Апробация работы и публикации
Основные результаты работы были доложены на конференциях и совещаниях: Технический комитет МАГАТЭ «Бассейновая инспекция, ремонт и реконструкция топлива водоводяных реакторов», Париж, 1987, ноябрь; Лион, 1991, октябрь (Франция); Бад-Цурзах, 1997,
октябрь (Швейцария) и Ржеж, 2003, июнь (Чехия); Технический комитет МАГАТЭ «Усовершенствованные послереакторные исследования топлива водяных реакторов», Димитровград,
Россия, 2001; 7, 8 и 10 международные конференции «Поведение топлива ВВЭР, Моделирование и экспериментальная поддержка», Болгария, 2007, 2009, 2013 гг., соответственно; Международная конференция «Поведение топлива легководных реакторов, Топ фьюэл», Орландо,
США, 2010; Международная конференция «Поведение топлива легководных реакторов», Сеул,
Корея, 2008; Международная конференция «Хранение отработанного ядерного топлива», Вена,
Австрия, 2003; Научно-техническая конференция концерна «Росэнергоатом» «Итоги выполне-
9
ния программы НИОКР и плана мероприятий по обеспечению ядерной, радиационной, технической и пожарной безопасности АЭС в 1999г. и задачи на 2000г.», Электрогорск, Россия, 2000;
4, 5, 6, 9 и 10 Российская конференция по реакторному материаловедению, Димитровград, Россия, 1995, 1997, 2000, 2009 и 2013 гг., соответственно.
Личный вклад автора
Начиная с 1982 г. автор был ответственным исполнителем, а затем руководителем ряда
тем по созданию новых методов и средств исследования твэлов и ТВС ВВЭР в бассейнах выдержки ядерных реакторов и в защитных камерах, которые выполнялись совместно с ОКБ
«Гидропресс», ОКБМ, ОАО «ТВЭЛ», Концерном «Росэнергоатом» и др. С начала 90-х годов
автор являлся руководителем работ по обоснованию длительного хранения ОЯТ. Автор лично
разработал методологию и модернизированную схему материаловедческих послереакторных
исследований ТВС и твэлов ВВЭР, концепцию стендов инспекции ТВС в бассейнах выдержки
АЭС, методический подход и схему исследования топлива для обоснования технологии сухого
хранения ОЯТ. При разработке неразрушающих методов размерометрии и дефектоскопии ТВС
и твэлов автором лично выполнены теоретические исследования и осуществлена постановка
задач расчетно-экспериментальных исследований. Автор непосредственно принимал участие в
экспериментах, проводимых при разработке этих методов, в разработке стендов инспекции как
для бассейнов выдержки, так и для защитных камер.
Большой вклад в создание традиционной схемы послереакторных исследований внесли
В.Б. Иванов, В.П. Смирнов, Е.П. Клочков, А.В. Сухих и В.Г. Дворецкий. В разработке новых
неразрушающих методов контроля активное участие принимали сотрудники НИИАР: Шалагинова Т.М., Амосов С.В., Сагалов С.С., Михайлов С.В., Мытарев А.В., Поленок В.С.
Личный вклад Павлова С.В. в получение основных результатов работы, представленной к
защите, является определяющим.
Достоверность научных положений, результатов и выводов
Достоверность полученных результатов и выводов подтверждается: воспроизводимостью
полученных экспериментальных данных, использованием сертифицированных методик измерений и аттестованного оборудования; а также опытными данными по эксплуатации ТВС
ВВЭР-440 и ВВЭР-1000 новых поколений.
Объем и структура диссертации
Диссертация состоит из введения, шести глав, выводов и трех приложений, изложена на
339 страницах, включая 284 рисунка, 20 таблиц, список литературы из 184 наименований, 29
страниц приложений.
10
Публикации
По теме диссертации опубликовано 4 монографии, 3 патента на изобретения, 1 патент на
полезную модель, 60 статей, препринтов, докладов и тезисов докладов. Выпущено 47 научнотехнических отчетов.
11
1. ТИПОВАЯ СХЕМА, МЕТОДЫ И СРЕДСТВА ПОСЛЕРЕАКТОРНЫХ
ИССЛЕДОВАНИЙ ТВС И ТВЭЛОВ ВВЭР
Внедрение нового топлива на АЭС является многофакторной задачей, включающей в себя
большой комплекс расчетно-экспериментальных работ, среди которых важное место занимают
исследования ТВС и твэлов после эксплуатации в реакторе. Полученные в результате этих исследований экспериментальные данные позволяют:
− объективно судить о состоянии топлива после эксплуатации;
− проверять правильность принятых в ходе разработки нового топлива научно-технических
решений;
− уточнять и верифицировать расчетные коды;
− разрабатывать рекомендации для повышения безопасности и эффективности эксплуатации
топлива;
− разрабатывать рекомендации для дальнейшего усовершенствования топлива и т.д.
Эффективность использования результатов послереакторных исследований зависит от
полноты и достоверности информации о состоянии и поведении топлива, а также от скорости и
стоимости получения этой информации.
В свою очередь, полнота и достоверность информации о состоянии и поведении топлива
во многом зависит от методического и технического обеспечения исследований, а скорость и
стоимость проведенных исследований зависит от их структурной организации. Под структурной организацией здесь понимается структурная схема процесса получения информации, включающая в себя транспортно-технологические операции с топливом, последовательность проведения и номенклатуру конкретных исследований, способ обращения с топливом после проведения исследований.
1.1. Типовая схема послереакторных исследований ТВС и твэлов ВВЭР
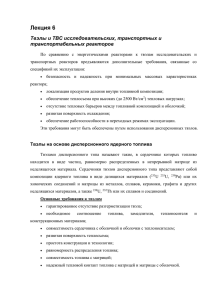
На рисунке 1.1 приведена типовая (традиционная) схема послереакторных исследований
ТВС и твэлов ВВЭР, которая, начиная с 1986 г., успешно использовалась в НИИАР на протяжении десяти лет [1].
При выгрузке из реактора все ТВС проходят контроль герметичности (КГО) в штанге перегрузочной машины. При этом регистрируется активность газовых продуктов деления топлива
(ГПД), в первую очередь Xe133, которые выходят из-под оболочки негерметичных твэлов в
окружающую среду. Обнаруженные негерметичные ТВС еще раз контролируются пенальным
методом для оценки степени разгерметизации. Выгруженные из реактора ТВС временно хранятся в пристанционном бассейне выдержки (БВ). Это хранение необходимо для уменьшения
остаточного тепловыделения ТВС до уровня, приемлемого для безопасного транспортирования
12
сборок в централизованное хранение, либо на переработку.
РЕАКТОР
Выбор ТВС для
исследований
КГО
в ПМ
БВ
КГО в пенале
Временное хранение ТВС
(Бассейн выдержки)
Аварийные испытания
в ГК
Транспортирование ТВС
Неразрушающие исследования
Испытания топлива
в ИР
Разрушающие исследования
Обращение с ОЯТ
Рисунок 1.1 − Традиционная схема послереакторных исследований топлива ВВЭР:
- информационные потоки;
- материальные потоки.
Выбор ТВС для отправки на исследования производится в соответствии с целями и задачами заказчика, поставщика топлива и/или эксплуатирующей организации. Отобранные для исследований ТВС (обычно одна или две штуки) после расхолаживания в БВ транспортируются в
исследовательский центр. Исследования ТВС и твэлов проводятся в защитных (горячих) камерах (ГК) с помощью различных неразрушающих и разрушающих методов. ТВС вначале инспектируются неразрушающими методами [1, 2, 3, 4]: визуальный осмотр, измерение геометрических параметров. Затем ТВС разбирается на отдельные твэлы. При извлечении твэлов из каркаса ТВС производится их беглый осмотр через окно защитной камеры. По результатам осмотра отбирается партия твэлов, обычно 10 – 20 штук, которые исследуют неразрушающими методами: визуальный осмотр через перископические системы, измерение длины и диаметра твэлов,
вихретоковая дефектоскопия оболочки [5], гамма-сканирование твэлов [6] и рентгеновская радиография. У нескольких твэлов обычно прокалывают оболочку и производят измерение количества и состава газа, находящегося под оболочкой твэла.
13
На основе информации, полученной в результате неразрушающих исследований, отбирается несколько твэлов, которые исследуются традиционными разрушающими методами радиационного (реакторного) материаловедения [7]. Исследуются: состояние таблеток топлива,
окисление оболочки, размер зазора между таблеткой топлива и оболочкой твэла, механические
свойства и содержание водорода в материале оболочки твэла, распределение продуктов деления
в топливе и т.п.
Из каркаса ТВС вырезают дистанционирующие решетки (ДР), у ТВС ВВЭР-1000 извлекаются направляющие каналы (НК), центральная труба (ЦТ), которые исследуются по отдельным программам, как неразрушающими, так и разрушающими методами.
После завершения исследований ТВС в ГК отдельные твэлы могут использоваться для
проведения экспериментов по изучению выхода продуктов деления из негерметичных твэлов, а
также по моделированию переходных режимов (циклирование мощности, скачки мощности),
проектных (LOCA, RIA) и запроектных аварий на реакторных установках. Такие эксперименты
проводятся в исследовательских реакторах [8, 9] и на специальных внутрикамерных стендах
[10].
1.2. Неразрушающие методы и средства в типовой схеме послереакторных исследований
ТВС и твэлов ВВЭР
Типовая схема послереакторных исследований ТВС и твэлов ВВЭР была реализована в
НИИАР в материаловедческой лаборатории [1, 11]. Материаловедческая лаборатория НИИАР
состоит из двух комплексов защитных камер для первичных (неразрушающих) и для подробных разрушающих материаловедческих исследований облученного топлива. Наибольший объем информации о состоянии ТВС и твэлов как конструктивных элементах активной зоны (АЗ)
реактора, получают с помощью неразрушающих методов контроля.
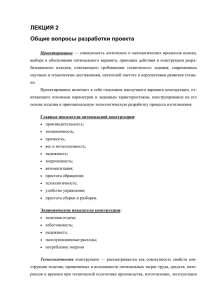
Первичные – неразрушающие исследования ТВС и твэлов проводятся в семи защитных
камерах, расположенных вдоль линии, друг за другом (рисунок 1.2).
Размеры и оборудование защитных камер К-1 и К-7 позволяют работать с ТВС ВВЭР-440
и ВВЭР-1000 любых конструкций. В защитной камере К-7 через смотровое окно оператор производит подробный осмотр сборки, при котором отмечаются какие-либо особенности (если они
есть) в состоянии элементов конструкции ТВС, их взаиморасположении друг относительно
друга, отклонения формы, состояние поверхности ДР и оболочек твэлов, наличие посторонних
предметов и т.п. На рисунке 1.3 в качестве примера приведен внешний вид ТВС-2 и ТВСА, полученный из набора фотографий фрагментов ТВС.
14
Рисунок 1.2 − Схема размещения защитных камер и боксов
а
б
Рисунок 1.3 − Внешний вид ТВС-2 (а) и ТВСА (б) после эксплуатации
На рисунке 1.4, а приведен пример обнаружения в ТВС постороннего предмета − металлической стружки, которая застряла между оболочкой твэла и ДР. После удаления этого предмета в оболочке был зарегистрирован сквозной дефект (рисунок 1.4, б).
15
а
б
Рисунок 1.4 − Пример обнаружения постороннего предмета в ТВС: посторонний предмет под
ЦДР1 (а); вид после извлечения постороннего предмета – сквозной дефект (б)
Стабильность геометрических параметров ТВС –
один из важнейших показателей, определяющих безопасность эксплуатации конкретной конструкции ТВС.
Поэтому после осмотра измеряют геометрические параметры ТВС: длина, величина прогиба и скручивания,
размер «под ключ», расстояния между ДР. Геометрические параметры как чехловых ТВС ВВЭР-440, так и
бесчехловых ВВЭР-1000 измеряются на специальном
стенде в К-1 (рисунок 1.5).
С помощью восьми электромагнитных датчиков
линейных перемещений, расположенных на каретке,
Рисунок 1.5 − Стенд для измерения
геометрических характеристик ТВС
ВВЭР: 1 – ТВС; 2 – ходовой винт;
3 – верхняя зажимная каретка;
4 – двигатель; 5 – измерительная
каретка; 6 – подпятник;
7 – измерительный датчик
перемещающейся вдоль ТВС, измеряются расстояния
от базовых плоскостей стенда до граней и ребер чехла
ТВС ВВЭР-440, или до обойм ДР ТВС ВВЭР-1000. Обработка результатов измерений позволяет получать информацию о распределении поперечного размера, прогиба и угла скручивания вдоль вертикальной оси ТВС
[12]. На рисунке 1.6 в качестве примера приведены результаты измерения геометрических параметров ТВСА после эксплуатации в течение 6-и топливных циклов (ТЦ).
8
1
6
Прогиб, мм
Проекция на ось Y, мм
16
2
4
2
0
-2
6
-4
Max=6,65
7
6
5
4
3
5
-6
8
3
2
1
4
0
-8
0
-8 -6 -4 -2 0 2 4 6 8
Проекция на ось Х, мм
1000
Прогиб, мм
а
2000
3000
4000
Координата, мм
б
1
0
-1
-2
-3
-4
-5
-6
-7
ДР1
ДР15
грани 1-4
грани 5-2
грани 6-3
0
1000
2000
3000
4000
Координата, мм
в
Рисунок 1.6 − Годограф (а), модуль вектора прогиба (б) и проекции вектора прогиба
ТВСА №СВ0013 на плоскости, перпендикулярные парам граней (в)
Погрешность измерения координат датчиков относительно ТВС не превышает ± 0,7 мм,
погрешность измерения размера «под ключ» не превышает ± 0,02 мм. Недостатком установки
является маленький диапазон измерения линейных размеров датчиками, ход щупов у которых
составляет 10 мм, что делает невозможным измерение ТВС с прогибом больше 5 мм при одной
калибровке установки. Для исследования ТВС с большим прогибом производят дополнительную настройку установки, для чего необходимо выгружать и устанавливать ТВС в установку
несколько раз.
Для измерения ТВС с большим прогибом часто используются визуальные методы измерений. Вдоль ТВС натягивают струну и визуально, через стекло защитной камеры, измеряют расстояние от грани сборки до струны с помощью угольника с линейкой, который прикладывают к
грани ТВС. Такие измерения проводят, как правило, для каждой грани, в нескольких точках
вдоль ТВС. По результатам этих измерений определяют прогиб ТВС. Оценка погрешности измерения линейных размеров этим методом составляет ± (1,0 ÷ 1,5) мм.
Длину ТВС измеряют двумя способами: с помощью рулетки и с помощью калиброванного
17
пенала. Рулетку, так же как и струну, вешают вдоль ТВС и визуально через стекло защитной
камеры измеряют длину. Расстояние между ДР измеряют с помощью этой же рулетки. Калиброванный по длине пенал используют для более точных измерений, особенно для ТВС с большим остаточным тепловыделением. В пенал, заполненный водой, опускают ТВС, при этом
верхняя часть головки ТВС выступает над верхним фланцем пенала. С помощью оптического
катетометра измеряют расстояние от фланца пенала до верха головки, и, зная глубину пенала,
вычисляют длину ТВС. Погрешность метода составляет примерно ± 0,8 мм.
Извлеченные из каркаса ТВС твэлы осматривают с
3
2
помощью установки, расположенной в защитной камере
4
К-7 (рисунок 1.7). Исследуемый твэл с помощью протяжного механизма вертикально перемещается относительно
перископической оптической системы, через которую
оператор осматривает поверхность твэла. Для осмотра
всей поверхности оболочки твэл вращают относительно
вертикальной оси. Производится видео и фотосъемка твэ-
1
ла с последующей оцифровкой и, при необходимости, обработкой изображений твэла. Подробный осмотр поверхности твэлов позволяет оценить степень окисления
Рисунок 1.7 − Установка визуального осмотра твэлов: 1 – твэл;
2 – софиты подсветки; 3 – устройство вращения и перемещения;
4 – перископ
наружной поверхности оболочки, определить наличие отложений и дефектов. В качестве примера на рисунке 1.8
приведены изображения фрагментов твэлов ВВЭР с дефектами оболочки [13].
Рисунок 1.8 − Повреждение оболочки твэла №18 ТВС ВВЭР-440 Ровенской АЭС:
1-трещина; 2-сквозное debris-повреждение.
18
Для измерения длины твэла используют приспо-
1
собление, схематично изображенное на рисунке 1.9. При
4
этом также используется калибр длины с аттестованными расстояниями между рисками, нанесенными на его
поверхность. В измерительную трубу с подвижным
дном поочередно устанавливаются калибр и твэл. Подвижное дно используется для возможности измерений
2
твэлов с сильно различающейся длиной, например твэ-
3
лов ВВЭР-440 и ВВЭР-1000. С помощью калибра измеряется глубина измерительной трубки от верхнего
фланца до дна. Затем с помощью катетометра измеряется длина фрагмента твэла, выступающего из трубки, далее вычисляется его длина. Погрешность этого метода
Рисунок 1.9 − Приспособление для
измерения длины твэлов: 1 – калибр с рисками; 2 – измерительная
труба; 3 – подвижное дно; 4 – измеряемый твэл
составляет ± 0,3 мм при длине твэлов до 4000 мм.
Измерение диаметра оболочки твэла и ее
вихретоковая дефектоскопия проводятся на одной автоматической установке (рисунок 1.10).
Диаметр измеряют контактным методом с помощью двух электромагнитных датчиков измерения линейных размеров. Перед началом измерений твэлов установку калибруют с помощью ступенчатых цилиндрических калибров.
Твэл устанавливают в установку, которая позволяет вращать его относительно измерительных датчиков и прецизионно перемещать датчики вдоль твэла.
Таким образом, осуществляется сканирование датчиками всей поверхности оболочки в
разных азимутальных ориентациях. Пример
Рисунок 1.10 − Установка измерения
наружного диаметра и дефектоскопии
твэлов: 1 – ведущий винт с магнитной
линейкой; 2 – блок датчиков; 3 – твэл;
4 – двигатель перемещения измерительной каретки; 5 – датчик линейных
перемещений; 6 – измерительные наконечники
профилограмм твэла ВВЭР-1000, снятых в четырех ориентациях, приведен на рисунке 1.11. Обработка полученных профилограмм позволяет получить распределение среднего диаметра и
овальности оболочки твэла вдоль аксиальной оси (рисунок 1.12).
9,16
9,14
9,12
9,10
9,08
9,06
9,04
9,02
9,00
Диаметр, мм
Диаметр, мм
19
0°
1000
2000
3000
4000
Координата, мм
9,16
9,14
9,12
9,10
9,08
9,06
9,04
9,02
9,00
90°
0
1000
2000
45°
0
Диаметр, мм
Диаметр, мм
0
9,16
9,14
9,12
9,10
9,08
9,06
9,04
9,02
9,00
3000
4000
Координата, мм
1000
2000
3000
4000
Координата, мм
9,16
9,14
9,12
9,10
9,08
9,06
9,04
9,02
9,00
135°
0
1000
2000
3000
4000
Координата, мм
9,16
9,14
9,12
9,10
9,08
9,06
9,04
9,02
9,00
Овальность, %
Диаметр, мм
Рисунок 1.11 − Пример профилограмм твэла ВВЭР-1000, снятых в четырех ориентациях
среднее
0
1000
2000
3000
4000
Координата, мм
1,4
1,2
1,0
0,8
0,6
0,4
0,2
0,0
0
1000
2000
3000
4000
Координата, мм
а
б
Рисунок 1.12 − Пример распределения среднего диаметра (а) и овальности оболочки твэла (б)
вдоль аксиальной оси
Вихретоковая дефектоскопия оболочки твэла производится с помощью цилиндрического
проходного датчика с использованием гармонического метода. Для обнаружения дефектов на
поверхности и внутри оболочки обычно выбирают две частоты возбуждения датчика, которые
имеют наибольшую чувствительность к этим двум типам дефектов. Перед исследованием твэлов дефектоскоп с датчиком тестируется с помощью специального калибра с искусственными
дефектами соответствующих типов и размеров. На рисунке 1.13 приведен пример вихретоковой
диаграммы при инспекции твэла ВВЭР-1000.
Амплитуда, В
2,5
0,5
400кГц
2
0
1,5
-0,5
1
Амплитуда, В
20
-1
0,5
-1,5
0
-2
150кГц
-0,5
0
-2,5
500 1000 1500 2000 2500 3000 3500 4000
Координата, мм
Рисунок 1.13 − Пример вихретоковой диаграммы при инспекции твэла ВВЭР-1000
Для инспекции укороченных твэлов ВВЭР длиной до 1200 мм используется другая установка, расположенная в защитной камере К-4 (рисунок 1.14, а). Принцип работы этой установки несколько другой. Здесь исследуемый твэл протягивают относительно неподвижного измерительного узла (рисунок 1.14, б). Для ускорения исследований несколько твэлов загружают в
барабан-накопитель, с помощью которого твэлы последовательно подаются на исследования.
Погрешность измерения диаметра на обеих установках не превышает ± 0,003 мм.
3
Камера
2
4
5
6
7
1
Подкамерное
помещение
а
б
Рисунок 1.14 − Установка измерения наружного диаметра твэлов с максимальной длиной
1200 мм; (а) – схематическое изображение установки: 1 – барабан-накопитель твэлов; 2 – ведущий винт; 3 – двигатель поступательного перемещения твэла; 4 – двигатель вращения твэла;
5 – исследуемое изделие; 6 – узел датчиков; 7 – двигатель вращения барабана;
(б) – внешний вид измерительного модуля: 1 – центрирующий узел; 2 – базирующее устройство; 3 – пневмоприводы; 4 – неподвижные губки; 5 – измерительные преобразователи;
6 – пневмоцилиндр
21
Для исследования аксиального распределения продуктов деления в твэле его протягивают мимо коллимационной системы с гамма-детектором и регистрируют спектр
гамма-излучения от твэла (рисунок 1.15). Коллимационная
система позволяет регулировать ширину щели коллиматора от 1 до 10 мм. Коллиматор обеспечивает регистрацию
детектором гамма-излучения от фиксированного фрагмента твэла. На рисунке 1.16 приведено типичное распределение скорости счета гамма-излучения по длине твэла
ВВЭР-1000.
Периодические минимумы концентраций продуктов
деления (минимумы скорости счета) объясняются поглощением нейтронов материалом ДР. Одиночные узкие глубокие «провалы» скорости счета гамма-излучения продуктов деления указывают на наличие аксиального зазора
между таблетками топлива.
Для исследования целостности топливного сердечника, состояния его фиксаторов
(пружина,
втулка)
используется
рентгеновское просвечивание твэла. Схема
установки
рентгеновской
радиографии,
расположенной в защитной камере К-3
приведена на рисунке 1.17, а. На рисунке 1.17, б, в качестве примера приведена
рентгенограмма фрагмента верхней части
Интенсивность, имп/с
Рисунок 1.15 − Схема установки
гамма– сканирования полномасштабных твэлов: 1 – ведущий винт
с магнитной линейкой; 2 – двигатель перемещения твэла; 3 – твэл;
4 – коллимационная система;
5 – детектор
600
Cs-137
500
400
300
200
100
Cs-134
0
0
1000
2000
3000
4000
Координата, мм
Рисунок 1.16 − Пример распределения скорости
счета гамма-излучения по длине твэла ВВЭР-1000
твэла ВВЭР-1000 с пружинным фиксатором топливного сердечника.
Анализ количества и состава газа под оболочкой твэла осуществляется после прокола
оболочки в области газосборника. Оболочку прокалывают лазерным лучом. После прокола газ
поступает в измерительный тракт установки, где определяется объем газа при нормальных
условиях, свободный внутритвэльный объем и давление газа внутри твэла. Состав газа определяют с помощью масс-спектрометра. Для этого из установки отбирают для анализа небольшие
пробы газа. В таблице 1.1 приведены примеры результатов измерений для трех твэлов. Зная
объем газовых продуктов деления (ГПД), которые находились под оболочкой, и, зная выгора-
22
ние твэла, вычисляют процент выхода ГПД из топливной композиции под оболочку при эксплуатации твэла в реакторе.
а
Рисунок 1.17 − Схема установки рентгеновской радиографии твэлов (а) и
рентгенограмма фрагмента верхней части твэла ВВЭР-1000 с пружинным
фиксатором топливного сердечника (б): 1 – редуктор лебёдки; 2 – окно;
3 – рентгеновский аппарат; 4 – подвеска с твэлами; 5 – консольный кран;
6 – шахта; 7 – кассета с плёнкой; 8 – транспортёр плёнки; 9 – направляющая для кассеты
б
Таблица 1.1
Фракционный состав газа под оболочкой твэла ВВЭР-1000
Среднее
выгорание,
МВт⋅сут/
кгU
70,5
Давление газа
в твэле,
МПа
Объёмная доля газов, %
He
N2
O2
Ar
CO2
Kr
Xe
3,35
73,98
≤ 0,03
≤ 0,01
≤ 0,00
–
2,12
23,87
35,2
2,32
98,27
< 0,05
< 0,01
< 0,01
< 0,01
0,15
1,51
36,0
2,43
98,65
< 0,07
< 0,01
< 0,01
< 0,01
0,114
1,15
23
1.3. Разрушающие методы и средства в типовой схеме послереакторных исследований
ТВС и твэлов ВВЭР
Разрушающие – подробные материаловедческие исследования облученного топлива и
конструкционных материалов осуществляется в комплексе защитных камер, состоящем из нескольких участков (рисунок 1.18).
Операторская
(пом. 53/4)
К-2
К-4
К-7
К-5
Б-2
Участок ОРИП по изготовлению
радионуклидных источников
Операторская
(пом. 53/7 А)
Пом. 98
ВК-23
ВК-25
Операторская
(пом. 53/7)
ВК-24
ВК-29
Операторская
(пом. 53/1)
ВК-27
ВК-43
Операторская
(пом. 53/2 А)
ВК-30
Б-1
ВК-32 ВК-31
Операторская
(пом. 53/2)
К-6
К-8
ВК-28
К-9
ВК-34 ВК-33
К-10
ВК-22
Зона обслуживания и ремонта камер
К-1
Зона обслуживания и ремонта камер
К-11
В
К-3
К-15
ВК-42
К-14
ВК-26
К-13
Операторская
(пом. 53/6)
Б
ВК-37,ВК-38
ВК-35,ВК-36
К-66
Операторская (пом. 66)
Операторская
(пом. 53/5)
ВК-19 ВК-20
К-16
ВК-39
Б-50
Операторская (пом. 53/3)
К-12
Участок рентгенографических
и структурных исследований
Участок разделки твэлов
и ампульных устройств
А
Участок
механических испытаний
Участок металлографических
исследований
Рисунок 1.18 − Комплекс защитных камер для проведения материаловедческих исследований.
Условно можно выделить следующие основные участки.
− Защитная камера К-1. Это основная приемочная камера, в которую поступают облученные изделия с исследовательских реакторов или с комплекса защитных камер для неразрушающих исследований.
− Участок разделки твэлов и ампульных устройств.
− Участок металлографических исследований. На этом участке приготавливаются шлифы
исследуемых изделий, и проводится их оптическая макро- и микроскопия.
− Участок механических испытаний включает в себя несколько защитных камер с оборудованием для определения механических характеристик конструкционных материалов,
таких как: предел прочности, условный предел прочности, общее и равномерное относительное удлинение. Также проводятся испытания образцов конструкционных материалов на малоцикловую усталость и на ударный изгиб.
− Участок рентгенографических и структурных исследований. Участок оснащен дифрактометрами для изучения тонкой структуры материалов, просвечивающими, сканирующими и трансмиссионными электронными микроскопами, рентгеноспектральными микроанализаторами,
оже-электронными
спектрометрами,
различными
спектрометрами, установками спектрально-изотопного анализа и т.д.
масс-
24
Набор исследований облученного топлива ВВЭР разрушающими методами является традиционным, используемым в других материаловедческих лабораториях мира при исследовании
топлива PWR и BWR.
Виды исследований конструкционных материалов:
− механические характеристики;
− макро и микроструктура;
− распухание;
− радиационный рост;
− радиационная и термическая ползучесть;
− теплопроводность и температуропроводность;
− коррозия;
− содержание водорода в циркониевых сплавах.
Исследования топливной композиции:
− макро и микроструктура;
− распухание;
− распределение продуктов деления;
− ползучесть;
− теплопроводность и температуропроводность;
− пористость;
− плотность.
Исследования твэлов:
− макро и микроструктура материала оболочки;
− диаметр и толщина оболочки;
− механическое и физико-химическое взаимодействие оболочки с топливом;
− зазор между топливом и оболочкой;
− коррозия наружной и внутренней поверхности оболочки;
− аксиальное и радиальное распределение продуктов деления;
− количество и состав отложений на наружной поверхности оболочки;
− содержание водорода в оболочке;
− состояние сварных швов между заглушками и оболочкой;
− причины разгерметизации оболочки.
25
1.4. Неразрушающие методы и средства послереакторных исследований ТВС и твэлов в
бассейнах выдержки АЭС
Начиная с 70-х годов прошлого века неразрушающие исследования облученных ТВС и
твэлов стали проводить непосредственно по месту их эксплуатации – на АЭС, в бассейнах выдержки. Для этого используют специальные стенды инспекции, оснащенные оборудованием,
которое работает в воде бассейна. За последние несколько десятков лет было создано большое
количество стендов, которые отличаются друг от друга назначением, конструктивным наполнением, степенью автоматизации, методическим оснащением и т.п. [14 − 20].
15,16,17,18,19
В настоящее время определен перечень основных методик, используемых при инспекции
ТВС и твэлов.
Для инспекции ТВС применяют следующие методы:
• контроль герметичности ТВС (сиппинг-контроль);
• визуальный осмотр;
• измерение геометрических характеристик;
• взятие и анализ проб отложений;
• измерение толщины окисной пленки на поверхности твэлов периферийного ряда;
• измерение упругих характеристик пружин;
• обнаружение негерметичных твэлов в составе ТВС;
• гамма-сканирование.
Для исследования твэлов, извлеченных из ТВС, используют визуальный осмотр, измерение геометрических характеристик, взятие и анализ проб отложений, измерение толщины окисной пленки, вихретоковую дефектоскопию, гамма-сканирование и измерение зазора между
оболочкой и топливом твэла.
Большинство перечисленных методик первоначально были разработаны для использования в защитных камерах и претерпели незначительные изменения при переносе их на стенды
инспекции. Это, прежде всего методы гамма-сканирования, вихретоковой дефектоскопии оболочек твэлов, измерение толщины окисной пленки, методы визуального осмотра и методы измерения геометрических характеристик ТВС и твэлов.
Визуальный осмотр и измерение геометрических характеристик используются на всех
стендах инспекции вне зависимости от целей и задач бассейновой инспекции. Способ измерения геометрических характеристик ТВС во многом определяет требования к механической части стендов инспекции и их компоновке.
Начиная с середины 80-х годов прошлого века начали развиваться неразрушающие методы
контроля поглощающих стержней системы управления и защиты реакторов (ПС СУЗ) [21 − 25].
22,23,24
26
При эксплуатации ПС СУЗ PWR возможно образование двух типов дефектов [23]:
1. Истирание оболочки пэлов из-за:
• трения между поверхностью направляющего канала (НК) в его верхней части и пэлом при его вертикальном перемещении в ТВС;
• вибрацией наконечника пэла в его нижней части, вызванной потоком теплоносителя,
и, вследствие чего, соударения наконечника с НК.
2. Растрескивание нижнего наконечника пэла из-за распухания поглощающего материала.
Образование таких дефектов может привести к разгерметизации ПС СУЗ. Для диагностики состояния оболочки ПС СУЗ и было создано соответствующее оборудование.
1.4.1. Методы инспекции ТВС
Контроль герметичности ТВС
Контроль герметичности ТВС (КГО или sipping) с
целью идентификации негерметичных сборок производится в период перегрузки активной зоны (АЗ) реактора. Все
существующие методы КГО основаны на изоляции ТВС в
замкнутом объеме и регистрации продуктов деления, выходящих через дефект в оболочке твэла в этот объем.
Одна из наиболее удачных систем КГО разработана
фирмой FRAGEMA. Реализуются три стадии контроля.
− Контроль в процессе выгрузки ТВС из АЗ (“On-line
sipping test”);
− «Качественный» контроль в пенале, расположенном
в бассейне выдержки;
− «Количественный» контроль в пенале.
Он-лайн контроль производится в штанге перегрузочной машины при выгрузке ТВС из АЗ [26]. ТВС втягиРисунок 1.19 − Принцип он-лайн вают в штангу перегрузочной машины (рисунок 1.19) и
контроля ТВС: 1 – измерительный перемещают вверх. При этом из-за уменьшения гидростаблок; 2 – ТВС; 3 – штанга перегрутического давления газовые продукты деления (ГПД) вызочной машины
ходят из-под оболочки негерметичного твэла. Для улавливания ГПД (Xe133) со стороны нижнего торца штанги производится постоянный барботаж воздуха, который захватывает Xe133, растворенный в воде. Газовые пробы из верхней части штанги
контролируются гамма-спектрометром.
Проинспектированные ТВС делятся на три группы: герметичные, «подозрительные» на
27
негерметичные и негерметичные. «Подозрительные» на негерметичные ТВС дополнительно
контролируют пенальным методом («Качественный» контроль). Контроль состоит в измерении
активности воды, которая прокачивается через ТВС, помещенную в герметичный пенал [27].
Выход продуктов деления из негерметичного твэла стимулируется разогревом ТВС и циркуляцией через нее воды. Для ускорения контроля система КГО комплектуется двумя пеналами (рисунок 1.20). Каждый пенал оснащен электроподогревателями, термопарами, системой циркуляции воды и отбора проб.
Рисунок 1.20 − Пеналы КГО: 1 – крышка; 2 – пенал; 3 – термопары;; 4 – ТВС; 5 – нагреватель;
6 – плита
«Количественный» контроль проводится для определения эквивалентного размера дефекта в оболочке негерметичного твэла. Для этого производят контролируемый нагрев ТВС, и одновременно с нагревом измеряют активность. Обрабатывая полученные данные с помощью специального кода, определяют эквивалентный размер дефекта.
28
Обнаружение негерметичных твэлов в ТВС
Одной из важнейших методик, которая используется как для исследовательских целей,
так и для целей ремонта ТВС, является методика обнаружения негерметичных твэлов в составе
ТВС. В настоящее время используют две методики идентификации негерметичных твэлов в составе ТВС, которые основаны на обнаружении воды под оболочкой негерметичного твэла.
В оболочке твэла возбуждаются ультразвуковые волны определенного типа, которые, распространяясь по оболочке, излучают часть энергии в воду в виде продольных волн. При наличии под оболочкой твэла воды, кроме излучения энергии во внешнюю среду, происходит излучение энергии вовнутрь твэла, и амплитуда волн, распространяющихся по оболочке, значительно уменьшается. Таким образом, амплитуда волн в оболочке твэла - информативный признак
наличия воды в твэле.
Отличие двух методик заключается в выборе направления распространения волн в оболочке. По первой методике, разработанной фирмой «Brown Boveri Reactor» (BBR) [28, 29, 30] и
используемой с 1979 года, волны распространяются по окружности оболочки. По второй методике, разработанной в 1984 году фирмой Fragema [31], волны распространяются вдоль оболочки твэла от верхней заглушки до нижней и обратно. Эти различия обусловливают как конструкцию датчиков, так и способ их ввода в ТВС.
Система фирмы BBR представляет собой два тонких измерительных щупа, на одном из
которых находится излучатель, а на другом − приемник ультразвуковых волн (рисунок 1.21).
И
1
3
2
П
4
Рисунок 1.21 − Схема метода BBR обнаружения воды в негерметичном твэле: И, П – излучатель
и приёмник ультразвуковых волн; 1 – зондирующий импульс; 2 – сигнал при отсутствии оболочки между излучателем и приёмником; 3, 4 – сигналы для герметичного и негерметичного
твэлов соответственно.
Щупы, введенные в межтвэльное пространство ТВС, перемещаются вдоль ряда твэлов.
При перемещении щупов (относительно исследуемого твэла) возможны две ситуации, когда
зона между излучателем и приемником:
1) не перекрыта оболочкой твэла (см. рисунок 1.21); приемник регистрирует импульс, соответствующий прямому прохождению ультразвуковой волны от излучателя к приемнику;
29
2) перекрыта оболочкой твэла; импульс, соответствующий прямому прохождению, пропадает,
и появляется импульс, соответствующий волнам, которые распространяются по оболочке;
амплитуда этого импульса зависит от того, есть или нет вода под оболочкой твэла.
Для ускорения процесса контроля вместо двух щупов используют систему из многих щупов (гребенка), с помощью которой за один проход датчиков (5-15 минут) контролируют все
твэлы в ТВС (рисунок 1.22) [32].
Рисунок 1.22 − Оборудование для обнаружения негерметичных твэлов: 1 – ультразвуковые датчики; 2 – ТВС; 3 – видеокамера; 4 – измерительный блок
В 1984 году метод, разработанный в фирме BBR, был усовершенствован [28], излучатель
и приемник расположены на одном щупе – система Echo-330 (рисунок 1.23), что позволило в
несколько раз увеличить чувствительность метода за счет увеличения расстояния, которое проходит волна по оболочке от излучателя до приемника.
1
И
П
2
И
П
2
И
П
Рисунок 1.23 − Принцип метода Echo-330: 1 – зондирующий импульс; 2 – принятый сигнал
30
Была исследована достоверность метода BBR по сравнению с сиппинг-контролем и вихретоковым контролем всех твэлов после их извлечения из ТВС [33]. Сто «подозрительных»
ТВС исследовали сиппинг-контролем и методом BBR, расхождения составили 15 %. При последующем вихретоковом контроле всех твэлов констатировали ошибочность информации, полученной в результате сиппинг-контроля, как по пропуску дефектов, так и по ложному срабатыванию. Сделан вывод о том, что сиппинг-контроль по сравнению с ультразвуковым методом
BBR имеет следующие недостатки:
• ненадежность результатов сиппинг-контроля при малых выгораниях, либо при большой выдержке ТВС в бассейне;
• возможность ложных срабатываний при загрязнении поверхности ТВС делящимися материалами;
• невозможность определения месторасположения негерметичного твэла в ТВС.
В подтверждение эффективности метода BBR были сопоставлены результаты его использования с результатами вихретокового контроля. За период с 1983 по 1986 гг. проведено 5 серий сравнений на 9518 твэлах ТВС разных типов (14х14, 15х15, 16х16). Совпадение результатов
составило 99,96% (различие четыре твэла). С 1979 по 1987 гг. проинспектировано этим методом
3739 ТВС (793947 твэлов) [33, 34].
В системе, разработанной в фирме «Fragema», датчик, работающий в эхо-импульсном режиме,
с помощью специального манипулятора вводят в зазор между головкой ТВС и твэлами и прижимают к верхней заглушке твэла (рисунок 1.24). Ультразвуковой датчик с механизмом трехкоординатного наведения (с шаговыми двигателями) расположен на конце специальной штанги, опускаемой под воду на глубину 4 метра. На этой же штанге крепят инспектируемую ТВС (рисунок 1.25). Все операции по перемещению датчика контролируются телекамерой. Имеется компьютерная система для управления устройством и для обработки информации. Оборудование эксплуатируют на АЭС с 1984 года.
3
2
а
б
Рисунок 1.24 − Схематичное изображение манипулятора (a) и внешний вид датчика (б):
1 – TV камера; 2 – ультразвуковой датчик; 3 – головка ТВС; 4 – шток; 5, 6, 7 – Y, Z, X – двигатели; 8 – каретка
31
Методы визуальной инспекции ТВС
Средства визуальной инспекции ТВС используются
для определения механической целостности и состояния
поверхности ТВС, а также для контроля за проведением
различных операций при инспекции твэлов и ТВС.
Визуальный осмотр в основном производится с помощью телекамер и реже с помощью перископов. В зависимости от конструкции стенда телекамера может обладать несколькими степенями свободы и позволяет производить как общий осмотр ТВС, так и детальный осмотр
отдельных ее элементов. Для визуального осмотра используют, как правило, радиационно-стойкие телекамеры
черно-белого изображения. Средства визуального контроля представлены во всех стендах инспекции, ремонта и
реконструкции.
По данным работы [35] типичная разрешающая способность телекамер составляет по горизонтали 600-1000
Рисунок 1.25 − Стенд для обнаружения негерметичных твэлов:
1 – ТВС; 2 – видеокамера; 3 – механизм позиционирования датчика; 4 – фиксатор ТВС
телевизионных линий, по вертикали 500-600. Такая разрешающая способность позволяет обнаруживать дефекты
в оболочке твэла с раскрытием до 0,125 мм при увеличении примерно в 20 раз.
Средства визуальной инспекции могут быть дооснащены системами цифровой обработки
изображения, что значительно расширяет функциональные возможности методики.
Измерение геометрических параметров ТВС
Одной из важнейших характеристик ТВС, которая определяет работоспособность и степень безопасности ее эксплуатации является изменение геометрических параметров ТВС в процессе эксплуатации.
Геометрические параметры ТВС определяют несколькими способами в зависимости от
цели инспекции и требуемой точности измерений. Обычно измеряют: длину ТВС и твэлов, расстояния между решетками, поперечный размер твэлов и ТВС, зазоры между твэлами, изгиб и
скручивание ТВС.
Требования по точности измерения этих параметров могут быть различными и зависят от
целей инспекции. Например, в США действуют следующие требования по точности измерений
[35]:
32
- длина ТВС
± 0,5 мм;
- зазор между твэлами и концевыми элементами ТВС
± 0,5 мм;
- изгиб ТВС
± 0,5 мм;
- скручивание ТВС
± 0,5 град.;
- зазор между твэлами
± 0,05 мм;
- длина твэла
± 0,6 мм;
- поперечный размер твэла
± 0,005 мм.
Среди методов измерения геометрических характеристик на первом месте находится визуальное сравнение, которое состоит в сопоставлении геометрических размеров видеоизображения контролируемого объекта с калибром или с масштабной сеткой. Калибр (сетку) помещают в непосредственной близости от объекта в поле зрения телекамеры, наносят на телевизионный экран или формируют электронным способом. Широкое использование методов визуального сравнения объясняется:
- наличием на всех стендах телевизионных систем;
- бесконтактным способом измерений;
- простотой процесса измерений;
- оперативностью получения информации.
Наиболее распространенная схема измерений геометрических характеристик ТВС представлена на рисунке 1.26 [36]. Телекамера перемещается в горизонтальной плоскости относительно ТВС вдоль осей X , Y и вертикально вверх-вниз вдоль оси Z . ТВС может вращаться
вокруг своей вертикальной оси. Перемещение телекамеры в горизонтальной плоскости осуществляется с помощью двухкоординатного стола, который, в свою очередь, может перемещаться вертикально вдоль ТВС. Величина перемещения телекамеры вдоль осей X , Y , Z измеряется с помощью датчиков положения.
Рисунок 1.26 − Структурная схема реализации визуального осмотра и измерения геометрических характеристик ТВС: 1 – ТВС; 2 – телекамера; 3 – контроллер управления двигателями;
4 – блок формирования электронного маркера; 5 – блок управления ТВ-камерой; 6 – плата
оцифровки изображения; 7 – видеоконтрольное устройство; 8 – ПЭВМ; 9 – монитор;
X , Y , Z , ϕ - двигатели.
33
Начало отсчета координат X , Y , Z ,
ϕ устанавливается с помощью конечных выключа-
телей. Иногда вместо датчиков положения телекамеры относительно исследуемой ТВС используют горизонтально и вертикально расположенные вблизи ТВС линейки, по делениям которых
определяют положение телекамеры.
Погрешность
измерения
линейных
размеров
ТВС
этими
методами
составляет
± (0,1 – 0,5) мм. Другой способ измерения геометрических характеристик ТВС и твэлов основан
на компьютерной обработке оцифрованного видеоизображения. Видеоизображение оцифровывается с помощью специальной платы (frame-grabber), запоминается и обрабатывается специализированной программой. Измерение размеров производится автоматически или оператором.
Погрешность этого метода зависит от характеристик телекамеры, платы оцифровки и от возможностей программного обеспечения и составляет ± (0,1 – 1,0) мм в зависимости от измеряемого параметра ТВС [37].
Одним из главных факторов, определяющим погрешность измерения размеров ТВС и твэлов оптическими методами, является качество видеоизображения, которое во многом зависит
от объекта контроля. Поэтому для отработки методики необходимо провести исследования
метрологических характеристик метода на полномасштабном макете ТВС и выбрать оптимальные условия проведения измерений.
Для более точных измерений геометрических размеров используют приспособления с
дифференциально-трансформаторными датчиками или датчиками типа магнитная линейка [18],
погрешность измерений при этом не превышает ±0.1мм.
На
рисунке 1.27
приведен
пример
устройства для измерения поперечного размера ТВС. П-образная скоба с одним дифференциально-трансформаторным
датчиком
наводится на ДР. Датчик с помощью пневмоцилиндров прижимают к ободу ДР и производят измерение. Контроль за процессом
наведения скобы на ДР осуществляется с помощью телекамеры [19].
Для оперативного измерения величины прогиба и угла скручивания ТВС исРисунок 1.27 − Оборудование для измерения поперечного размера ТВС: 1 – ДР; 2 – TV-камера;
3 – пневмоцилиндр; 4 – датчик; 5 – ТВС
пользуются эхо-импульсные ультразвуковые методы измерения расстояний. Сущность этих методов заключается в направ-
34
ленном излучении ультразвуковых волн датчиком в сторону объекта контроля и последующей
регистрации отраженных от него волн. Измерив время между моментами излучения и приема
волн, и, зная скорость звука в среде распространения волн (вода), определяют расстояние от
датчика до объекта [38]:
x=
cτ
,
2
(1.1)
где x – расстояние от датчика до объекта;
c – скорость звука;
τ – время распространения волн.
Примером эффективного использования ультразвукового эхо-импульсного метода для
оперативного измерения деформации ТВС реакторов PWR является измерительная система,
разработанная в Китае [39]. Шестнадцать ультразвуковых датчиков расположены на специальной раме, закреплённой на стене бассейна выдержки АЭС (рисунок 1.28). Исследуемую ТВС с
помощью перегрузочной машины устанавливают напротив датчиков таким образом, чтобы акустическая ось датчиков попадала на верхнюю и нижнюю решётки ТВС и на несколько ДР (см.
рисунок 1.28, б).
Напротив верхней и нижней решёток ТВС
устанавливают по три датчика для того, чтобы
определить угол скручивания сборки. Датчики,
расположенные на середине грани ТВС, используются для измерения её прогиба.
Перед каждым циклом исследований
ТВС систему калибруют с помощью необлучённой сборки. Измеряют расстояние от каждого датчика до поверхности решёток. Эти
измеренные значения затем сравнивают с измеренными значениями для облучённой ТВС
и определяют степень её деформации. При инспекции ТВС поворачивают три раза на 90
а
б
Рисунок 1.28 − Схема расположения (а, б)
датчиков для инспекции ТВС: 1 – ультразвуковые датчики; 2 – ТВС; 3, 5 – верхняя
и нижняя решётки ТВС соответственно;
4 – ДР
градусов, чтобы проинспектировать все четыре грани сборки.
35
Зазор между твэлами в ТВС измеряют несколькими
методами. Наиболее простой метод заключается в цифровой
обработке изображения двух рядом стоящих твэлов во
внешнем ряду твэлов ТВС. Второй способ заключается во
введении в межтвэльное пространство плоских щупов разной толщины, как это показано на рисунке 1.29. По факту
прохождения и непрохождения в зазор щупов оценивают его
величину. Недостатком этих методов является то, что измеряются зазоры только между твэлами внешнего ряда.
Третий метод [40], свободный от вышеотмеченного недостатка, заключается в следующем. Тонкий плоский щуп с
помощью механизма наведения (рисунок 1.30, а) вводится в
межтвэльное пространство ТВС (рисунок 1.30, б). На щупе
Рисунок 1.29 − Схема измерения зазора между твэлами в
ТВС: 1 – штанга; 2 – ТВС;
3 – плоская пластина
а
расположены плоские пружины с тензометрическими датчиками, которые измеряют деформацию пружин при прохождении очередного зазора между твэлами.
б
Рисунок 1.30 − Оборудование для измерения зазора между твэлами (а) и схематичное изображение щупа и твэлов (б): 1 – двигатель; 2 – TV-камера; 3 – направляющие ролики;
4 – плоские пружины; 5 – щуп; 6 – твэл
Величина деформации плоских пружин пропорциональна величине зазора. Использование
описанного выше оборудования позволяет измерить зазор между всеми твэлами в ТВС.
36
Исследование отложений на оболочках твэлов в ТВС
Исследование отложений на поверхности твэлов
включает в себя: определение характера отложений,
толщины и элементного состава. Для этого с помощью
специального приспособления (рисунок 1.31) с поверхности оболочек твэлов периферийного ряда механическим путем отбирают пробу отложений [41]. После фильтрации проба подается в специальный контейнер, который транспортируют в защитный бокс для
анализа.
Толщина отложений определяется следующим
образом [42]. С помощью телевизионной системы
определяется площадь поверхности оболочки твэла, с
Рисунок 1.31 − Оборудование для отбора проб отложений: 1 – скребок;
2 – ТВС; 3 – штанга; 4 – насос.
которой была отобрана проба. Затем, измерив массу и
плотность пробы, и, зная площадь, делают оценку
толщины отложений.
Измерение толщины оксидной пленки на поверхности оболочки твэла
Толщину оксидной пленки измеряют на твэлах периферийного ряда с использованием
вихретокового метода [31, 43]. Вихретоковый датчик прижимается к поверхности оболочки
твэла, возбуждающая катушка датчика инициирует вихревые токи в оболочке, а принимающая
катушка регистрирует амплитуду принятого сигнала, величина которого пропорциональна расстоянию от датчика до электропроводящей поверхности оболочки. Так как материал оксидной
пленки ZrO2 не электропроводен, то амплитуда принятого сигнала пропорциональна толщине
пленки.
Оборудование для измерения толщины пленки состоит из следующих составных частей
(рисунок 1.32) [31].
− Канал вихретокового контроля (датчик, кабель, аппаратура).
− Устройство позиционирования и прижатия датчика к оболочке твэла (рисунок 1.33).
Устройство обеспечивает прижатие датчика перпендикулярно к образующей оболочки.
− Телескопическая штанга, прикрепленная в верхней части к двухкоординатному столу.
На нижнем конце штанги крепится устройство позиционирования и прижатия датчика к
оболочке твэла. Таким образом, датчик может прижиматься к любому твэлу из внешнего
ряда и перемещаться вертикально вдоль инспектируемого твэла.
37
1
2
3
Рисунок 1.32 − Оборудование для измерения толщины оксидной пленки: 1 – ТВС;
2 – штанга; 3 – двигатель для вертикального перемещения датчика; 4 – двухкоординатный стол; 5 – датчик с устройством
наведения; 6 – стеллаж
Рисунок 1.33 − Устройство позиционирования датчика: 1 – твэл; 2 – датчик; 3 –
направляющие ролики
Перед каждым измерением с поверхности инспектируемого твэла с помощью специальной щетки удаляются отложения. Калибровка датчика и системы производится перед каждой
серией измерений с помощью эталонной оболочки с оксидной пленкой известной толщины.
Погрешность измерения не превышает ± 3 мкм. При небольшой модификации это оборудование используется также для измерения толщины оксидной пленки на поверхности ДР.
1.4.2. Методы инспекции твэлов
Для более подробных неразрушающих исследований твэлов они могут быть извлечены из
ТВС и проинспектированы с помощью специального оборудования. Обычный набор неразрушающих методов инспекции отдельного твэла включает в себя: визуальный осмотр с помощью
телекамеры; вихретоковая дефектоскопия оболочки; измерение диаметра оболочки и длины
твэла; измерение толщины оксидной пленки на наружной поверхности оболочки; гаммасканирование твэла.
Вихретоковая дефектоскопия оболочки твэла
Все вихретоковые методы контроля основаны на анализе взаимодействия внешнего электромагнитного поля с полем вихревых токов, наводимых в оболочке твэла. Если участок оболочки твэла из электропроводящего материала находится в переменном магнитном поле, то в
оболочке индуцируются вихревые токи. Вихревые токи, в свою очередь, образуют вторичное
электромагнитное поле, направленное навстречу внешнему полю (правило Ленца). Их интен-
38
сивность и распределение зависят от электропроводности, магнитной проницаемости, геометрических параметров оболочки твэла, наличия в ней дефектов. Таким образом, результирующее
поле, получаемое при взаимодействии возбуждающего и вихревого электромагнитных полей,
несет информацию о состоянии контролируемой оболочки твэла.
В качестве источников и приемников электромагнитного поля чаще всего используются
катушки индуктивности, конструктивно объединенные в единые модули – вихретоковые преобразователи (ВТП). Для сканирования облученных твэлов обычно используют проходные
и/или накладные дифференциальные преобразователи.
Проходной преобразователь охватывает кольцевую зону твэла и дает интегральную оценку состояния оболочки. Накладной датчик располагается по нормали к сканируемой поверхности твэла, контролируя лишь часть кольцевой зоны, что позволяет определять азимутальную
координату дефекта.
В дифференциальном датчике две измерительные обмотки разнесены на определенное
расстояние (рисунок 1.34, а) и контролируют близкорасположенные участки оболочки. Это
позволяет уменьшить влияние плавных изменений электрических и геометрических параметров
контролируемой оболочки на выходной сигнал датчика.
ОК
~ Uвх.
ОК
∼ Uвых.
а
образец
∼ Uвых.
б
Рисунок 1.34 − Схемы включения обмоток ВТП: а - дифференциальная схема «самосравнения»;
б – дифференциальная схема сравнения с бездефектным образцом;
ОК – объект контроля
Иногда используется другой вариант дифференциальной схемы включения обмоток датчика, когда одна измерительная обмотка сканирует оболочку, а другая - устанавливается на
бездефектный фрагмент оболочки (рисунок 1.34, б). Выходной сигнал такой схемы равен разнице показаний двух соединенных в противофазе обмоток.
Для дефектоскопии оболочек используют гармонический и импульсный методы контроля,
которые отличаются формой электрического тока, подаваемого на возбуждающую обмотку
датчика. Однако, наиболее часто используют гармонический метод, когда электромагнитное
поле создается с помощью тока синусоидальной формы с частотой от 10 до 800 кГц. Использо-
39
вание при дефектоскопии нескольких частот позволяет не только обнаруживать дефекты в оболочке, но и разделять их на внутренние, внешние и сквозные [44, 45]. Для настройки и калибровки вихретоковых дефектоскопов используют эталонные образцы оболочки с искусственными дефектами различных типов и размеров.
Измерение диаметра оболочки твэлов
1
Изменение диаметра оболочки твэла при эксплуатации является важнейшим показателем, определяющим работоспособность твэла. Также, как и в горячих камерах, измерение диаметра осуществляется
2
на специальных устройствах – профилометрах, с использованием электромагнитных датчиков переме-
3
3
4
5
6
щения. Обычная схема измерений состоит из двух
взаимно противоположно расположенных по обе стороны от оболочки датчиков (рисунок 1.35). Подвижные щупы датчиков контактируют с оболочкой твэла
[46]. Сканирование оболочки твэла осуществляется
либо перемещением твэла через неподвижный изме-
7
Рисунок 1.35 − Схема профилометра:
1-захват для перемещения и вращения
твэла; 2-датчики; 3-кабель;
4-направляющие ролики; 5-твэл;
6-маркер аксиального положения;
7-направляющие.
рительный блок с датчиками, либо наоборот, блок
перемещается относительно неподвижного твэла. Для
измерения диаметра в нескольких азимутальных ориентациях обеспечивается вращение твэла относительно вертикальной оси.
Для настройки и калибровки системы используют специальные калибры диаметра, которые устанавливают в профилометр перед каждой серией инспекции твэлов. Погрешность измерения диаметра твэла обычно находится в диапазоне ± 5 ÷ 10 мкм.
Измерение длины твэлов
Принцип измерения длины твэлов в бассейнах выдержки АЭС такой же, как и в защитных
камерах – сравнение твэла с аттестованным по длине калибром, выполненным из того же материала, что и оболочка твэла. Обычная погрешность этого метода не превышает ± 0,1 мм.
Гамма-сканирование твэлов
Методически гамма-сканирование твэлов в бассейне выдержки не отличается от сканирования твэлов в защитных камерах. Отличие – в техническом исполнении, связанным с охлаждением жидким азотом детектора гамма-излучения. Для этого используют герметичную капсулу,
в которой размещается детектор и криостат с жидким азотом. Емкость криостата позволяет ра-
40
ботать около недели без извлечения капсулы из воды бассейна выдержки.
1.4.3. Инспекция поглощающих стержней системы управления и защиты реактора
С начала 90-х годов начали развиваться методы инспекции поглощающих стержней в составе кластера ПС СУЗ. Для инспекции ПС СУЗ FRAGEMA использует три неразрушающих
метода контроля [23]:
− вихретоковая дефектоскопия оболочек пэлов;
− ультразвуковой контроль для определения размеров и формы оболочек пэлов;
− визуальная инспекция, если это необходимо.
Разработанное оборудование позволяет регистрировать с привязкой к координате и определять
параметры
двух
типов
дефектов
на
каждом
из
24-х
пэлов
кластера
ПС СУЗ PWR.
С помощью вихретоковой дефектоскопии оперативно получают информацию об истирании оболочек пэлов (координата и протяженность дефекта), а также о зонах растрескивания
оболочек. Если по результатам вихретоковой дефектоскопии обнаружены дефекты в виде истирания оболочки, то проводится ультразвуковой контроль дефектных пэлов для определения
формы дефекта, максимальной его глубины и величины потери материала оболочки в процентах от площади поперечного сечения оболочки.
Инспекция кластера ПС СУЗ производится на специальном стенде, расположенном в бассейне выдержки АЭС. В стенде расположены контрольно-измерительные устройства и приспособления для наведения и перемещения кластера ПС СУЗ относительно этих устройств для инспекции всей длины пэлов.
Вихретоковое оборудование для дефектоскопии оболочек пэлов схематично приведено на
рисунке 1.36. Используется дифференциальная схема включения вихретоковых датчиков
(см. рисунок 1.34, б) проходного типа. Инспектируемый пэл протягивается через измерительный датчик, сигнал с которого сравнивается с сигналом от эталонной оболочки.
Для кластера ПС СУЗ ТВС PWR типа 17х17, который содержит 24 пэла, используется 12
измерительных и 6 эталонных датчиков, подключенных к 6 измерительным каналам (рисунок 1.37). При движении кластера через измерительный узел вниз используются 6 из 12 измерительных датчиков. При движении кластера вверх используются для контроля другие 6 датчиков. Затем кластер ПС СУЗ поворачивают на 180º и контроль повторяется. Таким образом, контролируются все 24 пэл. В зависимости от формы дефекта (истирание оболочки) погрешность
определения величины потери материала колеблется от ± 5 до ± 15 %.
41
1
2
Рисунок 1.36 − Схематичное изображение
установки вихретокового контроля:
1 –пэл; 2 – измерительный датчик;
3, 4, 5, 6 – аппаратура; 7 – эталонная оболочка
Рисунок 1.37 − Внешний вид кластера ПС
СУЗ (1) и вихретоковых датчиков (2)
Обнаруженные вихретоковым методом дефектные области оболочек пэл инспектируются
ультразвуковым методом для определения формы и размеров дефектов. Ультразвуковая установка схематично представлена на рисунке 1.38. Ультразвуковой датчик вращается вокруг инспектируемой области оболочки пэл. Датчик работает в эхо-импульсном режиме, измеряется
время распространения ультразвуковых волн от датчика до оболочки и обратно.
По специальному алгоритму восстанавливается форма наружной поверхности оболочки в
одном поперечном сечении, там, где проходило сканирование. Затем датчик сдвигается вдоль
оболочки пэл на небольшое расстояние и сканирование повторяется. Из набора восстановленных по результатам измерений поперечных сечений оболочки оценивают форму и размеры
(ширина, длина, глубина) дефекта оболочки.
Так как расстояние между соседними пэл в кластере ПС СУЗ небольшое, то ультразвуковой датчик располагают вертикально, а для сканирования поверхности пэлов используют, как
показано на рисунке 1.38, акустическое зеркало. Сканирование сечения пэла производится с
шагом ∼ 3º. При этом погрешность определения максимальной глубины дефекта составляет
± 0,05 мм, погрешность определения потери материала не превышает ± 5 %.
Для определения формы и характеристик дефектов оболочки пэл SIEMENS и KWU используют контактный метод сканирования оболочки с использованием электромагнитного датчика линейных перемещений [22]. Схематично изображение профилометра представлено на
42
рисунке 1.39. Из-за дефицита места датчик, как и на рисунке 1.38, расположен вертикально.
Механическая часть профилометра позволяет вращать датчик вокруг инспектируемого пэла.
Погрешности этого метода приблизительно такие же, как и ультразвукового.
Рисунок 1.38 − Схема установки ультразвукового контроля: 1 – зеркало;
2 – ультразвуковой луч; 3 – датчик;
4, 5, 6, 7 – аппаратура; 8 – двигатель;
9 – пэл
Рисунок 1.39 − Схематичное изображение
профилометра: 1 – карданный вал; 2 – пэл;
3 – направляющие втулки; 4 – измерительный
щуп; 5 – датчик; 6 – двигатель; 7 - телекамеры
Фирма WESTINGHOUSE использует бесконтактный метод контроля с использованием
вихревых датчиков [24]. Используется два типа датчиков – проходной цилиндрический датчик
для экспрессного обнаружения дефекта и его аксиальной координаты, и восемь секционных
датчиков, расположенных азимутально вокруг инспектируемой оболочки через 45º для идентификации формы дефекта и определения его размеров.
1.4.4. Типы стендов инспекции и принципы их компоновки
Исходя из целей и задач бассейновой инспекции можно выделить три типа стендов:
• упрощенной конструкции, используемые на всех блоках АЭС в качестве штатной системы
контроля выгружаемых ТВС (штатный стенд инспекции);
• стенды для более углубленного исследования ТВС и твэлов, которые предназначены для реализации дополнительных научно - исследовательских программ (многофункциональные
стенды);
• стенды инспекции отдельного твэла, извлеченного из ТВС.
43
По возможности транспортировки стендов с блока на блок и с АЭС на другую АЭС стенды можно разделить на три класса:
1. Стенды, которые находятся стационарно на одном блоке АЭС.
2. Стенды, которые можно перемещать между блоками одной АЭС, но нельзя транс-
портировать на другие станции.
3. Полностью транспортабельные стенды.
Штатный стенд инспекции предназначен для выполнения "мониторирования" и стандартных программ наблюдения за выгружаемым из реактора топливом. Основные методики - визуальный осмотр и измерение геометрических характеристик ТВС (в основном методами визуального сравнения).
Штатные стенды располагают стационарно на каждом блоке АЭС, либо перемещают один
стенд с блока на блок в пределах АЭС.
Наиболее простым стендом такого класса является стенд, разработанный в фирме
"Toshiba" (рисунок 1.40) [47]. Визуальный осмотр производится сравнительно простой телевизионной системой. Телекамера укомплектована вариообъективом для общего осмотра ТВС и
для детального осмотра твэлов. Тепловыделяющую сборку крепят на подъемном механизме,
который подвешивают к стене бассейна. Телесистему на специальной раме с группой светильников подвешивают цепью за поворотную балку над подъемником. В раме имеется привод для
ее горизонтального перемещения. Сигнал с телекамеры подается на монитор. Длину ТВС и ее
элементов определяют с помощью рулетки и телекамеры.
Более совершенной системой является штатный стенд инспекции PEMS (рисунок 1.41),
разработанный в фирме FRAGEMA [31]. Стенд состоит из несущей металлоконструкции, на
которой закреплены направляющие. По этим направляющим перемещается каретка с двухкоординатным столом.
Перемещение каретки осуществляется через тросовую систему электродвигателем, расположенным в верхней части несущей металлоконструкции. Двухкоординатный стол с установленными на нем телекамерой и светильниками перемещается в плоскости каретки с помощью
двух шаговых двигателей. Погрешность позиционирования телекамеры относительно каретки
составляет ± 0,1 мм. В гнезде рядом со стендом крепят или подвешивают ТВС, и могут ее вращать относительно вертикальной оси с регистрацией угла поворота.
Многофункциональные стенды инспекции предназначены для проведения научноисследовательских программ с использованием большего числа методик по сравнению со
штатными стендами. Методическое оснащение и компоновка многофункциональных стендов
зависят от конкретных программ исследований, от типа ТВС, от технологии перегрузки реактора, от наличия свободного места в бассейне выдержки и т.д. Как правило, многофункциональ-
44
ные стенды устанавливают на головных блоках АЭС или выполняют в транспортабельном варианте.
Рисунок 1.40 − Стенд фирмы Toshiba:
1 – кран; 2 – блок управления;3 – телекамера; 4 – светильники;5 – ТВС; 6
– механизм подъема ТВС
Рисунок 1.41 − Стенд инспекции PEMS:
1 – двигатель перемещения каретки; 2 – барабан с тросом; 3 – каретка; 4 – светильник;
5 – телекамера; 6,7 – двухкоординатный стол;
8,9 – вертикальные направляющие;
10 – шлейф с кабелями.
По своему назначению многофункциональные стенды можно разделить на два класса:
−
для исследования ТВС без ее разборки;
−
для исследования ТВС с последующей частичной или полной разборкой ТВС и исследованием отдельных твэлов.
Многофункциональные стенды первого класса мало чем отличаются по своей конструк-
ции от штатных стендов инспекции, а основное отличие заключается в более широком наборе
методик.
Многофункциональные стенды второго класса позволяют, кроме всестороннего исследования ТВС, исследовать отдельный твэл, извлеченный из ТВС. Для этих целей стенд доукомплектовывают устройством извлечения твэла из ТВС и устройством исследования отдельного
твэла, которое может входить непосредственно в состав стенда, либо в виде самостоятельного
модуля располагаться в непосредственной близости от стенда инспекции ТВС. Типичный пример такого стенда – стенд фирмы FRAGEMA .
45
При извлечении твэла из ТВС производят его осмотр с помощью телекамеры и системы
зеркал, которые позволяют осматривать всю поверхность твэла без его вращения. По результатам визуального осмотра принимается решение о необходимости очистки твэла от отложений
(в специальном модуле со щетками) перед профилометрией. Профилометрия выполняется в
"плавающем" модуле с двумя дифференциально-трансформаторными датчиками. Погрешность
измерений ± 0,01 мм. Блок гамма-сканирования расположен на подвижной каретке (по оси Z )
на глубине 7 м. Коллиматор имеет регулируемую высоту щели. Стенд эксплуатируется с 1977г.
на АЭС BUGEY-3 и TIANGUE-1.
Стенды инспекции отдельного твэла по компоновке измерительных датчиков можно разделить на два класса:
−
стенды, у которых датчики и вспомогательные устройства расположены в горизонтальной
плоскости;
−
стенды, у которых датчики располагаются друг под другом вдоль вертикальной оси.
Типичным представителем первого класса
является стенд FRES фирмы "Westinghouse" [18].
Стенд состоит из несущей конструкции, ячеек
промежуточного хранения ТВС, хранилища для
извлеченных твэлов, из системы визуального
осмотра, блоков очистки твэлов, профилометрии,
вихретокового контроля, измерения длины твэла,
гамма-сканирования. Каждый из указанных блоков
может дистанционно устанавливаться или извлекаться из несущей конструкции для ремонта и
технического обслуживания. Приспособление для
извлечения твэлов из ТВС одновременно выполняет роль протяжного механизма при исследовании
твэла на стенде FRES.
Рисунок 1.42 − Стенд фирмы KEMA-GKN:
1 – блок профилометрии; 2, 3 – блоки вихретокового и ультразвукового контроля;
4 – устройство гамма-сканирования
(←– направление визуального осмотра,
телекамера не показана).
Недостаток такой компоновки стенда –
большая занимаемая площадь в бассейне выдержки и необходимость большого количества манипуляций с твэлом при перемещении его из одной измерительной позиции в другую.
В стенде инспекции отдельного твэла, фирмы KEMA-GKN [48], измерительные датчики
расположены друг над другом в едином блоке, так чтобы все необходимые исследования можно было провести за одно перемещение твэла через измерительный блок (рисунок 1.42). Стенд
46
снабжен своим протяжным приспособлением.
1.4.5. Стенды и методическое обеспечение инспекции ТВС и твэлов ВВЭР и РБМК
Разработка стендов инспекции ТВС ВВЭР-1000 и РБМК-1500 была начата в СССР в
1981 г. и к 1990 г. были созданы первые экспериментальные стенды [49, 50].
1.4.5.1. Лабораторный стенд инспекции
Для испытаний оборудования и отработки методик в лабораторных условиях на необлученных макетах ТВС и твэлов был создан лабораторный стенд [51].
Механическая часть стенда представляет собой рамную конструкцию (рисунок 1.43) высотой 9 метров, которая четырьмя опорами опирается на дно бассейна. По двум вертикальным
направляющим перемещается каретка с подвижным столом. Макет ТВС устанавливается во
вращающуюся опору, расположенную в нижней части стенда. Перемещение каретки осуществляется с помощью троса, который наматывается на барабан, расположенный на площадке обслуживания.
Рисунок 1.43 − Лабораторный стенд
инспекции:
1 – каркас; 2 – направляющая; 3 – каретка; 4 – подвижный стол с блоком
преобразователей; 5 – опора для ТВС;
6 – ТВС; 7 – привод стола; 8 – привод
каретки и опоры ТВС; 9 – привод
вращения ТВС; 10 – площадка обслуживания.
Вращение ТВС осуществляется электродвигателем, также расположенным на площадке.
На каретке расположен стол с измерительными датчиками, который удаляется или приближается к макету ТВС с помощью погружного шагового двигателя. На рисунке 1.44 представлен вид
верхней части лабораторного стенда.
47
На стенде проводилась проверка датчиков и
отработка основных методик: визуальный контроль с
помощью
телевизионной
установки
ТСУ-24М,
вихретоковая дефектоскопия периферийных твэлов с
помощью накладного датчика, измерения диаметра
периферийных твэлов, измерение размеров ТВС.
Одним из основных узлов стенда является стол с
измерительными
механизмами,
датчиками
компоновка
и
исполнительными
которых
во
многом
определяет последовательность проведения операций
Рисунок 1.44 − Вид верхней части
лабораторного стенда инспекции.
на стенде и, в конечном счете, эффективность
инспекции ТВС.
На рисунке 1.45 представлена компоновка
блока датчиков, который испытывали на стенде.
Измерительный
блок
многоэтажной
выполнен
П-образной
скобы.
в
виде
Такая
конструкция позволяет располагать датчики с трех
сторон относительно исследуемой ТВС.
Наличие нескольких этажей обеспечивает
одновременное расположение большого количества
датчиков
и
исполнительных
механизмов
в
измерительном блоке. Секционность П-образной
Рисунок 1.45 − Блок датчиков:
1 – телекамера; 2 – светильник;
3 – сельсин; 4 – блок снятия и измерения
толщины отложений; 5 – ультразвуковые
датчики; 6 – макет ТВС; 7 – вихретоковый
датчик; 8 – блок для обнаружения
негерметичных твэлов;
9 – измеритель диаметра периферийных
твэлов
скобы позволяет изменять как расстояние между
противоположными сторонами скобы, так и их
длину, что дает возможность без существенных
изменений компоновки устанавливать в стенд
макеты ТВС ВВЭР и РБМК. Подобная компоновка
датчиков была использована на экспериментальном
стенде инспекции ТВС РБМК-1500.
1.4.5.2. Экспериментальный стенд инспекции ТВС РБМК-1500.
Экспериментальный стенд инспекции ТВС РБМК-1500 был разработан и смонтирован в
бассейне выдержки второго блока Игналинской АЭС [49,50].
48
Стенд имеет подвесную конструкцию высотой 19 м (рисунок 1.46), несущими элементами
которой являются две колонны. Вдоль колонн по направляющим с помощью винтовой передачи перемещается каретка, на которой расположен двухкоординатный стол с измерительным
блоком. Перемещение двухкоординатного стола осуществляется при помощи двух штанг, вращение которых производится электродвигателями, вынесенными на площадку обслуживания.
Рисунок 1.46 − Экспериментальный стенд инспекции ТВС РБМК-1500: 1 – площадка обслуживания; 2 – линейка; 3 – подвеска; 4 – винт; 5, 6 – ТВС; 7 – измерительный блок; 8 – подпятник; 9
– калибр; 10 – колонны; 11 – двухкоординатный стол; 12 – каретка; 13, 14 – штанги.
ТВС на стенд устанавливается вертикально в специальном гнезде на площадке обслуживания и центрируется внизу стенда. На площадке также размещены привод для вращения ТВС
и гнезда для отвеса (струны) и линейки. Контроль величин перемещений производится по количеству оборотов винта или штанг с помощью сельсин-датчиков. Измерительный блок представляет собой П-образную скобу (рисунок 1.47), на которой расположены телекамера от установки ТСУ-24М и датчики с исполнительными механизмами.
На стенде планировалась реализация следующих методик: осмотр ТВС; измерение геометрических параметров ТВС с помощью телевизионной системы и ультразвуковым эхоимпульсным методом; обнаружение негерметичных твэлов; вихретоковая дефектоскопия; измерение диаметра и толщины отложений на твэлах внешнего ряда ТВС.
49
Рисунок 1.47 − Измерительный блок: 1 – светильники; 2 – телекамера; 3 – измеритель диаметра
периферийных твэлов; 4 – блок для обнаружения негерметичных твэлов; 5 – скоба; 6 – вихретоковый датчик; 7 – ультразвуковой датчик измерения поперечных размеров ТВС; 8 – блок снятия и измерения толщины отложений.
В качестве прототипа в ультразвуковом методе измерения размеров ТВС использовалась
схема измерения диаметра труб [52], в которой измеряемый объект помещается между двумя
ультразвуковыми датчиками, расположенными соосно друг с другом на фиксированном расстоянии. Для коррекции скорости звука использовался метод автокоррекции с совмещением эталонного канала с измерительным каналом [38]. Для обнаружения негерметичных твэлов в ТВС
в качестве прототипа был выбран метод Echo-330 с возбуждением волн в оболочке твэла со
стороны ее боковой поверхности с помощью тонкого щупового датчика, вводимого в межтвэльное пространство ТВС.
В ходе пуско-наладочных работ механическая часть стенда показала высокую надежность
и работоспособность, что подтверждается 15-ти летним опытом эксплуатации стенда[53] .
Недостаточная проработка вопросов, связанных с методическим обеспечением стенда, и
неудачная компоновка датчиков и исполнительных систем на измерительном блоке не позволили на практике реализовать планируемый перечень методик. Начиная с 1990 г. из всех методов
инспекции на стенде проводится только визуальный осмотр ТВС [54], остальные датчики и
устройства демонтированы.
50
1.4.5.3. Экспериментальный стенд инспекции ТВС ВВЭР-1000
Экспериментальный стенд инспекции ТВС ВВЭР-1000 представляет собой рамную конструкцию, свинченную из трех секций и опирающуюся на дно бассейна [49].
Каретка с помощью троса перемещается вдоль двух вертикальных направляющих. На каретке расположен 2-х координатный стол, перемещение которого осуществляется через редуктор с помощью двух вращающихся металлических штанг. Все электроприводы расположены
выше зеркала воды на площадке обслуживания (рисунок 1.48).
Загрузка ТВС в стенд осуществляется сбоку. ТВС устанавливается в гнездо, вращение которого осуществляется посредством штанги от электропривода, расположенного на площадке
обслуживания. Головка ТВС фиксируется в специальном захвате.
Конструкция измерительного блока аналогична блоку на стенде инспекции ТВС РБМК1500, отличия связаны с другими поперечными размерами ТВС ВВЭР-1000, в сравнении с ТВС
РБМК.
Рисунок 1.48 − Верхняя часть экспериментального стенда инспекции ТВС ВВЭР-1000:
1 – электроприводы; 2 – площадка обслуживания; 3 – рамная конструкция; 4 – трос;
5 – телекамера; 6 – измерительный блок.
Кроме вышеупомянутых недостатков, связанных с методическим обеспечением и компоновкой измерительного блока в процессе лабораторной отладки стенда был выявлен недостаток
в металлоконструкции стенда. Недостаточная жесткость конструкции и большой вылет каретки
51
с измерительным блоком приводит к значительным вибрациям конструкции стенда во время
сканирования датчиками ТВС. Поэтому для единичного измерения требуется время для полного успокоения датчиков и телекамеры относительно ТВС, что резко снижает производительность инспекции. Кроме того, стенд имеет большие габариты в плане.
Несмотря на не слишком удачный опыт создания первых стендов инспекции ТВС ВВЭР1000 и РБМК-1500, он является чрезвычайно полезным с точки зрения планирования научнотехнических работ, направленных в первую очередь на разработку эффективных и надежных
методов инспекции ТВС и твэлов ВВЭР.
Выводы по главе 1
Анализ типовой схемы послереакторных исследований ТВС и твэлов ВВЭР с точки зрения удовлетворения критериев полноты и достоверности получаемой информации о состоянии
и поведении топлива, а также скорости и стоимости получения этой информации с учетом мировых тенденций в развитии методов и средств послереакторных исследований облученного
ядерного топлива, позволяет сделать следующие выводы.
1. Типовая (традиционная) схема послереакторных исследований ТВС и твэлов ВВЭР в
НИИАР частично позволяет решать задачу экспериментального сопровождения внедрения нового топлива на АЭС. С точки зрения критериев полноты, достоверности,
скорости и стоимости получения информации о состоянии и поведении нового топлива на всех стадиях «жизненного» цикла − эксплуатация, аварии, транспортирование и
длительное хранение – традиционная схема имеет ряд существенных недостатков.
•
Отсутствует методическое обеспечение по моделированию поведения облученного топлива при обращении с ОЯТ (транспортирование, хранение).
•
Недостаточно развита методическая база по исследованию механических характеристик ТВС ВВЭР нового поколения.
•
Не используются современные методы инспекции облученного топлива непосредственно по месту его эксплуатации и промежуточного хранения – в бассейнах выдержки АЭС, с целью сокращения времени получения и увеличения объема информации о послереакторном состоянии ТВС и твэлов.
2. Для повышения эффективности послереакторных исследований облученного ядерного
топлива и оперативного научно-технического сопровождения внедрения нового топлива ВВЭР на АЭС необходимо разработать новую методологию материаловедческих
исследований ТВС и твэлов, с учетом которой модернизировать традиционную схему
послереакторных исследований, а для ее реализации разработать и внедрить новые методы и средства исследований.
52
2. МЕТОДОЛОГИЯ МАТЕРИАЛОВЕДЧЕСКИХ ПОСЛЕРЕАКТОРНЫХ
ИССЛЕДОВАНИЙ ТВС И ТВЭЛОВ ВВЭР ДЛЯ СОПРОВОЖДЕНИЯ ВНЕДРЕНИЯ
НОВОГО ТОПЛИВА НА АЭС
Одним из путей повышения технико-экономических показателей АЭС с реакторами
ВВЭР-1000 является повышение эксплуатационной надежности топлива и эффективности его
использования. Решение этих задач возможно путем дальнейшего совершенствования топлива
ВВЭР-1000, создания топлива нового поколения и внедрением новых эффективных топливных
циклов на АЭС.
За свою более чем тридцатилетнюю историю конструкция ТВС ВВЭР-1000 прошла большой путь эволюционного развития (рисунок 2.1) от базовой конструкции со стальными дистанционирующими решетками (ДР) до последних разработок сборок с каркасом повышенной
жесткости: ТВС-2 и ТВС-2М разработки ОКБ «Гидропресс» и ТВСА-PLUS разработки ОКБМ.
ТВС
«базовая»
15 ДР
УТВС
15 ДР
12 ДР
или
15 ДР
ТВС-2
ТВСА
широкий уголок
15 ДР
13 ДР
ТВС-2М
ТВСА*
узкий уголок
15 ДР
15 ДР
ТВСА-5М
15 ДР
ТВСА-PLUS
8 ДР ТВСА-АЛЬФА
8 ДР
ТВСА-Т
12 ДР
ТВСА-12
12 ДР ТВСА-12-PLUS
Рисунок 2.1 − Эволюция ТВС ВВЭР-1000
Основными топливными циклами АЭС с реакторами ВВЭР-1000 являются топливные
циклы 4х1 и 5х1 с ежегодной перегрузкой топлива. В настоящее время внедряются новые, более длинные между перегрузками, топливные циклы, в частности, 18-месячный топливный
53
цикл 3х1,5 при повышенной до 104 % от номинальной тепловой мощности энергоблока.
Для реализации этого топливного цикла разрабатываются новые твэлы с повышенной загрузкой урана. Повышенная загрузка урана в твэл достигается путем увеличения длины топливного столба и, соответственно, длины твэла, увеличением диаметра топливных таблеток с
соответствующим уменьшением толщины стенки оболочки твэла, отказом от центрального отверстия в топливных таблетках и увеличением обогащения топлива до 4,95% по U235.
При создании нового топлива, несомненно, определяющим фактором (движущей силой)
являются требования эксплуатации, однако наряду с этими требованиями, не менее важными
являются вопросы поведения вновь разрабатываемого топлива при различных гипотетических
авариях, а также вопросы по обращению с отработавшим ядерным топливом (ОЯТ).
Эти три фактора – эксплуатация, аварии и обращение с ОЯТ должны рассматриваться в
комплексе, как три составные части, влияющие на процесс разработки и внедрения нового топлива и новых топливных циклов на АЭС (рисунок 2.2).
Эксплуатация
ТВС
Аварии
Создание
нового топлива
Обращение
с ОЯТ
Рисунок 2.2 − Факторы, определяющие требования к новому топливу
При создании нового топлива и топливных циклов в идеале желательно добиться максимального эффекта для всех трех рассматриваемых факторов, что, по-видимому, невозможно.
Любые два фактора на рисунке 2.2 накладывают некоторые ограничения на возможность достижения максимального эффекта от нового топлива по оставшемуся третьему фактору.
Например, стремление к постоянному повышению выгорания топлива, несомненно, хорошо с точки зрения «эксплуатации», так как уменьшает топливную составляющую в себестоимости вырабатываемой электроэнергии на АЭС. С другой стороны, повышение выгорания
приводит к накоплению большего количества продуктов деления топлива и приводит к таким
изменениям характеристик ТВС и твэлов, которые влияют на протекание и последствия гипотетических аварий, а также ужесточают требования к длительному хранению ОЯТ и снижают
эффективность от переработки ОЯТ.
При создании и внедрении нового топлива достаточно много внимания традиционно уделяется связке двух факторов на рисунке 2.2 – «Эксплуатация ТВС» ⇔ «Аварии». В меньшей
степени это касается связки «Эксплуатация ТВС» ⇔ «Обращение с ОЯТ».
54
Разработка технологий обращения с ОЯТ обычно начинается, когда новое топливо давно
внедрено, эксплуатируется, и становится актуальным вопрос о способах обращения с ним после
эксплуатации.
Связка факторов «Аварии» ⇔ «Обращение с ОЯТ» вообще не рассматривается при создании и внедрении нового топлива. Обычно исследования, направленные на разработку технологий обращения с ОЯТ после аварий, проводятся под конкретный случай, как это было, например, после аварии на АЭС «Три-Майл-Айленд» (США), или после разрушения кассет ВВЭР440 при их отмывке на АЭС «Пакш» (Венгрия). Сейчас такая задача стоит для АЭС «Фукусима» (Япония).
Внедрение нового топлива на АЭС является многофакторной задачей, включающей в себя
большой комплекс расчетно-экспериментальных работ, среди которых важное место занимают
исследования ТВС и твэлов после эксплуатации в реакторе. Полученные в результате этих исследований экспериментальные данные позволяют объективно судить о состоянии топлива после эксплуатации, а также позволяют получить зависимости изменения параметров и характеристик топлива от условий эксплуатации (выгорание, линейная мощность твэлов и т.д.).
Эффективность использования результатов послереакторных исследований зависит от
следующих факторов:
− полноты и достоверности информации о состоянии и поведении топлива;
− скорости и стоимости полученной информации.
В свою очередь, полнота и достоверность информации о состоянии и поведении топлива
во многом зависит от методического и технического обеспечения исследований, а скорость и
стоимость проведения исследований зависит от их структурной организации. Под структурной
организацией здесь понимается структурная схема процесса получения информации, включающая в себя транспортно-технологические операции с топливом, последовательность проведения и номенклатура конкретных исследований, обращение с топливом после завершения исследований.
2.1. Модернизированные схемы послереакторных исследований топлива ВВЭР
Как уже отмечалось, традиционная схема послереакторных исследований успешно использовалась на протяжении десяти лет и, в целом, обеспечивала решение задач по научнотехническому сопровождению эксплуатации топлива ВВЭР и внедрения нового топлива на
АЭС. Однако, эта схема не в полной мере отвечает современным требованиям эффективности
исследований топлива по сформулированным выше четырем критериям: полноты, достоверности, скорости и стоимости получения информации[55].
Недостатки схемы по критерию полноты информации заключаются в следующем.
55
− отсутствует методическое обеспечение по моделированию поведения облученного топлива при обращении с ОЯТ (транспортировка, хранение и т.д.).
− недостаточно развита методическая база по исследованию механических характеристик
ТВС ВВЭР нового поколения.
При выборе ТВС для исследований в ГК практически отсутствует информация о состоянии этой ТВС, за исключением результатов КГО и беглого осмотра при выгрузке ее из активной зоны реактора.
Достоверность информации, полученной в результате послереакторных исследований,
обеспечивается, в первую очередь, использованием аттестованных методик. Этому критерию
традиционная схема послереакторных исследований полностью отвечает.
Скорость получения информации в традиционной схеме определяется тремя факторами
(рисунок 2.3): временем эксплуатации ТВС в реакторе, временем промежуточного хранения для
расхолаживания в пристанционном бассейне выдержки и временем исследования ТВС в ГК.
Таким образом, в зависимости от длительности эксплуатации ТВС в реакторе данные о ее состоянии после эксплуатации могут быть получены через 7÷12,5 лет.
Эксплуатация ТВС
в реакторе
4 ÷ 6 лет
+
Промежуточное
хранение ТВС в БВ
2 ÷ 5 лет
+
Исследование
ТВС в ГК
= Σ
7 ÷ 12,5 года
1 ÷ 1,5 года
Рисунок 2.3 − Временной цикл получения данных о состоянии ТВС после эксплуатации
Модернизацию традиционной схемы послереакторных исследований целесообразно провести по трем направлениям (рисунок 2.4):
− увеличение доли неразрушающих исследований ТВС и твэлов путем разработки и
внедрения новых методов и средств;
− организация промежуточной инспекции ТВС непосредственно на АЭС в БВ;
− организация натурного моделирования с использованием облученных твэлов условий
транспортирования и длительного хранения ОТВС в ГК.
Разработка и внедрение новых неразрушающих методов и средств исследований ТВС и
твэлов позволяет существенно повысить эффективность материаловедческих исследований, так
как значительно увеличивается объем получаемой информации при относительно небольших
затратах, в сравнении с получением этого же объема информации разрушающими методами.
56
РЕАКТОР
КГО
в ПМ
Выбор ТВС для
исследований на
стенде
КГО в пенале
Инспекция ТВС
на стенде
Временное хранение в БВ
БВ
Выбор ТВС для
исследований в ГК
Транспортирование
ТВС
Аварийные испытания
в ГК
Испытания топлива
в ИР
Неразрушающие
исследования
Испытания на стендах
«Обращения с ОЯТ»
Разрушающие
исследования
Обращение с ОЯТ
Рисунок 2.4 − Модернизированная схема послереакторных исследований топлива ВВЭР:
- информационные потоки;
- материальные потоки.
Промежуточная инспекция ТВС непосредственно на АЭС в БВ осуществляется с помощью специальных стендов инспекции [20]. Методическое обеспечение различных по конструкции стендов инспекции может отличаться друг от друга, но в основном оно позволяет выполнять следующие виды исследований ТВС:
− подробный визуальный контроль;
− измерение геометрических параметров (длина, прогиб, угол скручивания, размер «под
ключ», расстояния между ДР);
− измерять упругие характеристики пружинного блока головки ТВС.
Производительность стенда инспекции довольно высокая, поэтому за время ППР можно
проинспектировать несколько ТВС, которые затем возвращаются в АЗ реактора для дальнейшей эксплуатации. Кроме того, по результатам инспекции можно будет принять решение о
57
транспортировании одной или нескольких ТВС для материаловедческих исследований в ГК.
Таким образом, использование стенда инспекции позволяет:
− получить новую информацию о состоянии ТВС после каждого топливного цикла;
− оперативно получать информацию о состоянии нескольких ТВС после эксплуатации, и тем
самым, позволяет повысить качество отбора ТВС для транспортирования на исследования в ГК.
Натурное моделирование условий транспортирования и длительного сухого хранения
ОТВС выполняется на специальных электрообогреваемых внутрикамерных стендах [56]. В
стендах испытываются отдельные облученные твэлы ВВЭР, или их фрагменты. Изучаются
процессы изменения параметров или деградации топлива с целью обоснования или разработки
безопасных режимов транспортирования и длительного сухого хранения ОТВС. Стенды моделируют температурные режимы и газовую среду при нормальных и аварийных режимах хранения и транспортирования ОТВС.
Методология проведения материаловедческих исследований поведения облученного топлива при длительном хранении заключается в следующем (рисунок 2.5) [57].Для разработки
технологий длительного мокрого и сухого хранения нового топлива ВВЭР-1000 необходимо
иметь модели поведения топлива при длительном хранении. На основе этих моделей определяются безопасные режимы и допустимый срок хранения ОТВС.
Материаловедческие
исследования ОТВС в НИИАР
Исследование механизмов деградации ОЯТ при
мокром хранении
Оценка состояния
ОЯТ после эксплуатации и промежуточного мокрого хранения
Разработка
моделей поведения ОЯТ при
мокром хранении
Разработка
моделей поведения ОЯТ при
сухом хранении
Оценка
допустимого
срока
хранения ОЯТ
Выбор режимов
и параметров
сухого хранения
ОЯТ
Исследование механизмов деградации ОЯТ
при сухом хранении
Испытания в
НИИАР
Рисунок 2.5 − Методология проведения материаловедческих исследований поведения ОЯТ при
длительном хранении
Чтобы разработать модели поведения топлива необходимо знать его состояние после эксплуатации, определить механизмы и оценить скорость его деградации при хранении.
58
Оценка состояния топлива после эксплуатации проводится на основе данных послереакторных исследований большого (статистически значимого) массива ТВС и твэлов в ГК. Возможные механизмы деградации топлива при длительном мокром и сухом хранении и скорость
их протекания определяются исходя из теоретических представлений о физико-химических
процессах, протекающих в топливе при его длительном хранении. Далее, по результатам исследования топлива после испытаний, имитирующих условия хранения, уточняются «значимые»
механизмы деградации и скорости протекания соответствующих физико-химических процессов.
Дальнейшее развитие модернизированной схемы на рисунке 2.4 связано с возможностью
извлечения отдельных твэлов из ТВС непосредственно в бассейне выдержки АЭС (рисунок 2.6). Извлечение твэлов производится в стенде инспекции после демонтажа головки ТВС
для решения двух задач.
Задача первая – оперативное получение первичной информации о состоянии твэлов после
очередного топливного цикла. После извлечения из ТВС твэл исследуется с помощью неразрушающих методов на стенде инспекции. В зависимости от программы исследований и от методического обеспечения стенда возможны следующие виды исследований [58]: визуальный
осмотр, измерение длины и диаметра, гамма-сканирование твэла для определения аксиального
распределения продуктов деления и измерения длины топливного сердечника, вихретоковая
дефектоскопия оболочки, измерение толщины окисной пленки на наружной поверхности оболочки, измерение диаметрального зазора между оболочкой и топливным сердечником твэла.
Таким образом, извлекая и исследуя твэлы из ТВС после каждого топливного цикла, получают зависимости от выгорания, линейной мощности некоторых параметров твэлов (геометрические параметры, толщина окисной пленки на наружной поверхности и т.д.). При использовании традиционной схемы для получения таких зависимостей необходимо было бы транспортировать и исследовать в ГК несколько ТВС (4 − 5 шт.), что потребовало бы намного большего
времени для получения этой информации и больших материальных затрат.
Вторая задача – отбор нескольких твэлов из разных ТВС для транспортирования и исследования в ГК. Эффективность этой технологии заключается в следующем:
• за одну транспортировку на исследования поступают твэлы из нескольких ТВС. При
этом объем информации получают намного больший, чем при исследовании твэлов только на стенде инспекции, так как наряду с неразрушающими проводятся подробные разрушающие материаловедческие исследования твэлов;
• удельные затраты для получения такой информации намного меньше, чем в традиционной схеме исследований;
• извлеченные твэлы могут также использоваться для последующих испытаний в иссле-
59
довательских реакторах или на стендах в ГК. При этом, затраты на получение информации о поведении топлива в аварийных режимах, или при длительном сухом хранении будут намного меньшими, нежели при использовании модернизированной схемы на рисунке 2.4.
РЕАКТОР
КГО
в ПМ
Выбор ТВС для
исследований на
стенде
КГО в пенале
Инспекция ТВС
на стенде
Временное хранение ТВС и
твэлов в БВ
Извлечение твэлов из
ТВС
Инспекция твэлов
Загрузка
твэлов в
пенал
Установка твэлов или
имитаторов в ТВС
Аварийные испытания
в ГК
Испытания топлива
в ИР
БВ
Транспортирование ТВС и твэлов
Неразрушающие
исследования
Испытания на стендах
«Обращения с ОЯТ»
Разрушающие
исследования
Обращение с ОЯТ
Рисунок 2.6 − Модернизированная схема послереакторных исследований топлива ВВЭР с использованием стенда инспекции ТВС и твэлов:
- информационные потоки;
- материальные потоки (ТВС)
- материальные потоки (твэлы)
60
2.2. Концепция стендов инспекции ТВС
Анализ исследований твэлов и ТВС в бассейнах выдержки указывает на широкий круг задач, которые решаются с использованием стендов инспекции. В зависимости от программ исследования ТВС и твэлов и их конструкции варьируются как методическое обеспечение, так и
компоновка стендов инспекции. Процесс исследования ТВС и твэлов можно представить обобщенной блок-схемой (рисунок 2.7).
Инспекция ТВС без ее разборки производится, в основном, либо для программ «мониторирования», либо для стандартных программ наблюдения.
В первом случае производится обнаружение негерметичных ТВС с помощью штатных систем КГО, в основу работы которых положен принцип регистрации продуктов деления, выходящих через дефект в окружающую среду, и визуальный осмотр ТВС с помощью штатного
стенда инспекции.
Во втором случае используются дополнительные методики исследования ТВС и, в первую
очередь, это - методики измерения геометрических характеристик ТВС и ее элементов и методы обнаружения негерметичных твэлов в составе ТВС. Эти исследования проводятся на многофункциональных стендах первого класса.
Бассейн выдержки
результаты КГО ТВС
Инспекция ТВС
нет
Разборка
ТВС
да
Исследование
отдельного твэла
Хранилище для
твэлов и
вытеснителей
нет
нет
Сборка
ТВС
да
Замена твэла в ТВС
Рисунок 2.7 − Блок-схема исследований ТВС и твэлов в бассейне выдержки.
Исследование ТВС с последующей разборкой или извлечением отдельных твэлов для
дальнейшего их исследования проводится на многофункциональных стендах второго класса. В
61
состав этих стендов входят приспособления и инструменты для разборки-сборки ТВС и устройство (стенд) для инспекции извлеченного отдельного твэла.
После извлечения одного или нескольких твэлов из ТВС их исследуют на стенде инспекции отдельного твэла. В зависимости от целей исследования может проводиться визуальный
осмотр, измерение размеров, вихретоковая дефектоскопия, гамма-сканирование и др. Далее
принимается решение о сборке ТВС. Под сборкой подразумевается возвращение на место извлеченных твэлов, замена их другими твэлами или имитаторами твэлов.
Если принимается решение о нецелесообразности дальнейшей эксплуатации ТВС, то извлеченные твэлы отправляются в специальное хранилище для твэлов и имитаторов, которое
находится в этом же бассейне выдержки, а ТВС из стенда переводится в бассейн выдержки.
В том случае, если принимается решение о продолжении эксплуатации ТВС, производится возврат извлеченных твэлов или замена их другими твэлами, или имитаторами. После этого
ТВС проходит повторный контроль на стенде инспекции и, в зависимости от его результатов и
целей исследований, возвращается в бассейн выдержки с последующим возвратом в реактор,
или опять принимается решение о ее разборке и т.д. Ремонт ТВС происходит по такой же схеме, только с заменой негерметичных твэлов.
В основу концепции положен модульный принцип, который заключается в следующем
[20, 59]. Разрабатывается набор основных функциональных блоков, из комбинации которых
можно скомпоновать стенд под конкретную программу исследований.
Набор функциональных блоков состоит из:
− Штатного стенда инспекции ТВС, который является стержнем всего комплекса оборудования. Основу его составляет устройство, позволяющее перемещать датчики и приспособления для проведения исследовательских и технологических операций.
− Модуля инспекции отдельного твэла, который монтируется рядом со штатным стендом
инспекции ТВС. Перед монтажом этого модуля в бассейне выдержки на нем устанавливаются те измерительные устройства, которые необходимы для выполнения конкретной программы исследования.
− Измерительных устройств для исследования ТВС и отдельных твэлов. Эти устройства выполняются в виде самостоятельных модулей, которые легко монтируются на стендах инспекции ТВС и отдельного твэла.
− Технологического оборудования для разборки и последующей сборки ТВС, куда входят
устройства и инструменты для снятия и последующей установки чехла и головки ТВС, инструменты для извлечения твэлов из ТВС и монтажа обратно в ТВС.
В зависимости от количества блоков на АЭС и частоты проведения инспекции, станция
может оснащаться одним штатным стендом инспекции, который перевозится по мере необхо-
62
димости с блока на блок.
Многофункциональный стенд первого класса для исследования ТВС без ее разборки получается добавлением к штатному стенду необходимых измерительно-контрольных устройств,
которые могут, по мере необходимости, перевозиться с одной АЭС на другую или постоянно
находиться на данной АЭС (рисунок 2.8).
Компоновка и методическое обеспечение многофункциональных стендов второго класса
обусловлены стратегией обращения с ТВС и с извлеченными твэлами. В соответствии с этой
стратегией штатный или многофункциональный стенд первого класса укомплектовывается необходимыми инструментами сборки-разборки ТВС и стендом инспекции отдельного твэла с
соответствующими методиками.
Наличие в составе многофункционального стенда второго класса методики обнаружения
негерметичных твэлов в составе ТВС и инструментов сборки-разборки позволяет проводить
ремонт негерметичных ТВС. Таким образом, стенд ремонта можно рассматривать как одну из
разновидностей многофункциональных стендов второго класса.
Рисунок 2.8 − Блок-схема формирования стендов инспекции.
Количество транспортабельного оборудования (измерительно-контрольные устройства,
инструмент, модуль инспекции твэла) и политика его размещения на различных АЭС определяются по мере создания этого оборудования, накопления опыта его эксплуатации, а также из
текущих потребностей решения научно-исследовательских задач с использованием стендов.
63
Таким образом, реализация данной концепции позволяет, с помощью небольшого набора
основных функциональных модулей, сформировать все многообразие стендов инспекции и ремонта ТВС (рисунок 2.9).
Рисунок 2.9 − Схема формирования множеств стендов инспекции и ремонта.
Множество штатных стендов инспекции М 1 совместно с множеством методик инспекции
ТВС М 2 формируют множество стендов инспекции первого класса М I :
М I = М1 ∪ М 2
(2.1)
Множество методик инспекции твэла М 3 совместно с множеством модулей инспекции
твэлов М 4 образуют множество стендов инспекции отдельного твэла М Т :
МТ = М3 ∪ М 4
(2.2)
Множество стендов ремонта М Р образуется в результате пересечения множества инструментов сборки-разборки ТВС М 5 с множеством многофункциональных стендов первого
класса:
М Р = М1 ∩ М 5
(2.3)
Множество стендов инспекции второго класса М II объединяет в себе все вышеперечисленные множества:
М II = М I ∪ М Т ∪ М 5 = М 1 ∪ М 2 ∪ М 3 ∪ М 4 ∪ М 5
(2.4)
Множество стендов ремонта является подмножеством множества М II :
М Р ∈ М II
(2.5)
Исходя из предложенной концепции, следует:
1. В первую очередь, необходимо создать штатный стенд инспекции, оснащенный методами визуального осмотра и размерометрии, как самый массовый инструмент при исследованиях ТВС в бассейнах выдержки и как основа всех остальных типов стендов.
Для чего адаптируются к условиям бассейнов выдержки используемые в защитных камерах неразрушающие методы исследований ТВС и твэлов и разрабатываются новые
64
бесконтактные методы размерометрии ТВС.
2. Для дальнейшего развития методического обеспечения исследований ТВС и твэлов
ВВЭР в бассейнах выдержки и для ремонта разрабатываются ультразвуковые методы
обнаружения негерметичных твэлов в составе ТВС.
3. Для отработки методик и выбора оптимальной компоновки стендов необходимо создать экспериментальные образцы стендов инспекции и провести их опытную эксплуатацию.
Выводы по главе 2
1. Разработанная методология материаловедческих послереакторных исследований ТВС и
твэлов ВВЭР для научно-технического сопровождения внедрения нового топлива на
АЭС предполагает поэтапное изменение традиционной схемы послереакторных исследований топлива ВВЭР.
2. На первом этапе модернизацию традиционной схемы следует провести по трем направлениям.
2.1. Увеличение доли неразрушающих исследований ТВС и твэлов путем разработки и
внедрения новых методов и средств.
2.2. Организация промежуточных исследований ТВС на стендах инспекции в бассейнах
выдержки АЭС, для чего необходимо:
−
в соответствии с разработанной концепцией создать штатный стенд инспекции,
оснащенный методами визуального осмотра и размерометрии с последующим методическим и инструментальным дооснащением методами обнаружения негерметичных твэлов;
−
для отработки методик и выбора оптимальной компоновки стендов создать экс-
периментальные образцы стендов инспекции и провести их опытную эксплуатацию.
2.3. Организация натурного моделирования, с использованием облученных твэлов, условий транспортирования и длительного хранения ОЯТ в защитных камерах, для чего
необходимо:
−
разработать методический подход для моделирования в условиях защитных камер
условий транспортирования и длительного хранения с учетом возможности изучения
механизмов деградации топлива;
−
в соответствии с разработанным методическим подходом создать стенды для ис-
пытаний облученных твэлов;
−
для изучения механизмов деградации топлива разработать методику исследова-
ний твэлов после испытаний.
3. На втором, заключительном, этапе модернизации традиционной схемы необходимо:
65
−
стенд инспекции ТВС дооснастить оборудованием для извлечения и исследова-
ния отдельных твэлов;
−
разработать технологию обращения с отдельными, в том числе и с негерметич-
ными твэлами, в бассейне выдержки АЭС;
−
разработать технологию и оборудование для транспортирования отдельных твэ-
лов на исследования в НИИАР.
66
3. НЕРАЗРУШАЮЩИЕ МЕТОДЫ И СРЕДСТВА ИССЛЕДОВАНИЙ ТВС И ТВЭЛОВ
ВВЭР В ЗАЩИТНЫХ КАМЕРАХ И БАССЕЙНАХ ВЫДЕРЖКИ
В соответствии с разработанной методологией материаловедческих исследований ТВС и
твэлов ВВЭР на первом этапе модернизации традиционной схемы исследований необходимо
увеличить долю неразрушающих исследований ТВС и твэлов в защитных камерах и разработать неразрушающие методы для стендов инспекции ТВС в бассейнах выдержки. Так как одними из основных требований к новому топливу является повышение геометрической стабильности ТВС и повышение надежности, то разработка новых неразрушающих методов контроля
ТВС и твэлов должна быть в первую очередь направлена на получение дополнительной информации именно по этим характеристикам топлива.
Таким образом, из анализа существующих неразрушающих методов контроля, используемых в традиционной схеме послереакторных исследований ТВС и твэлов ВВЭР, а также из анализа мирового уровня таких исследований (см. Главу 1), следует разработать следующие методы контроля:
− измерение геометрических параметров ТВС ВВЭР в бассейнах выдержки АЭС;
− ультразвуковые методы обнаружения негерметичных твэлов в ТВС;
− методы вихретоковой дефектоскопии оболочек твэлов с повышенной чувствительностью к идентификации типов дефектов;
− дефектоскопия оболочек пэлов кластера СУЗ ТВС ВВЭР-1000;
− измерение объема твэлов в дополнение к существующим методикам измерения диаметра
оболочки и длины твэла;
− измерение диаметрального зазора между оболочкой и сердечником твэла;
− определение изгибной жесткости ТВС ВВЭР-1000;
− измерение усилий извлечения твэлов из ТВС.
3.1. Бесконтактные методы измерения геометрических параметров ТВС ВВЭР в бассейнах
выдержки на АЭС
Размерная стабильность ТВС и твэлов является одним из основных критериев, определяющих работоспособность ядерного топлива. Изменение формы и размеров ТВС в процессе облучения могут стать ограничивающим фактором безопасной эксплуатации реактора. Так, увеличение величины прогиба ТВС ВВЭР-1000 при переходе на трехгодичную топливную кампанию, привело к нарушениям в работе органов регулирования системы управления и защиты (ОР
СУЗ) энергоблоков с реакторами ВВЭР-1000 [60]. Кроме того, в процессе поиска новых конструкторских, технических и технологических решений, также уделяется большое внимание
изменению формы и размеров опытных конструкций ТВС. Таким образом, контроль за измене-
67
нием геометрических параметров ТВС проводится как для штатного, так и для экспериментального топлива. В зависимости от целей исследований, к методам контроля предъявляют различные требования в части допустимых погрешностей измерений, производительности, степени автоматизации и т.п.
На стендах инспекции измеряются те же самые геометрические параметры ТВС, что и в
защитных камерах, поэтому погрешности измерений в защитных камерах могут служить ориентиром при разработке методик размерометрии для стендов инспекции. Из анализа методического обеспечения стендов инспекции за рубежом и методического оснащения защитных камер
можно следующим образом (см. таблицу 3.1) сформулировать требования по величинам погрешности определения основных геометрических параметров ТВС, которым должны удовлетворять разрабатываемые методы размерометрии.
Таблица 3.1
Допустимые величины погрешности при измерении основных геометрических параметров ТВС
на стендах инспекции.
Параметр
Погрешность
Длина ТВС
0,5 – 1,0 мм
Длина твэла
0,5 – 1,0 мм
Изгиб ТВС
1,0 мм
Скручивание ТВС
0,5 – 1,0 град.
Поперечный размер ТВС
0,1 – 0,5 мм
Расстояние между дистанционирующими
решетками (ДР)
0,5 – 1,0 мм
Зазоры между твэлами
0,1 – 0,3 мм
3.1.1. Принципы измерения геометрических параметров ТВС на стендах инспекции
Принцип работы стенда при измерении геометрических параметров ТВС основан на координатных измерениях, то есть на поочередном измерении координат определенного числа точек поверхности ТВС и последующих расчетах линейных и угловых размеров, отклонений размеров и формы ТВС от исходных. Исходя из этого принципа, стенды инспекции можно отнести
к классу координатно-измерительных машин [61].
Для измерения геометрических параметров ТВС была разработана структурная схема
стенда (рисунок 3.1) [62], позволяющая проводить измерения как с использованием телевизионной системы, так и с помощью двух ультразвуковых датчиков.
Исследуемая ТВС вертикально устанавливается в стенд. Механическая часть стенда позволяет вращать ТВС относительно ее вертикальной оси. Телекамера и ультразвуковые датчики
установлены на двухкоординатном столе (рисунок 3.1, б), который обеспечивает их перемеще-
68
ние в горизонтальной плоскости. В свою очередь, двухкоординатный стол может перемещаться
вверх-вниз вдоль ТВС по вертикальным направляющим.
Рисунок 3.1 − Структурная схема штатного стенда при измерении размеров ТВС:
1 – ТВС; 2 – линейка; 3 – ультразвуковые датчики; 4 – гнездо; 5 – основание стенда;
6 – телекамера; 7 – направляющая; 8 – двухкоординатный стол;
9 – пульт управления и контроля
В этой схеме используются следующие основные системы координат:
1. Абсолютная система координат стенда ( X c ,Yc , Z c ) , которую образуют направляющие координатных перемещений, а начало системы координат выбирается произвольно. Положение датчиков и телекамеры в абсолютной системе координат стенда определяется с помощью датчиков положения. Кроме того, для удобства их положение вдоль вертикальной оси
Z c может определяться по видеоизображению вертикальной линейки, которая жестко связана с конструкцией стенда.
2. Система координат, связанная с ТВС ( X 0 ,Y0 , Z 0 ) , которая формируется путем измерения
положения базовых поверхностей ТВС в абсолютной системе координат стенда. Результаты
69
измерения размеров ТВС представляются в системе координат ТВС. Для определения различных геометрических параметров ТВС могут использоваться различные системы координат. Так, при определении расстояний между дистанционирующими решетками (ДР), величины прогиба и угла скручивания ТВС начало координат ( X 0 ,Y0 , Z 0 ) совпадает с центром
нижней решетки ТВС, а при измерении длины сборки начало координат совпадает с центром торца хвостовика ТВС.
Алгоритм определения какого-либо геометрического параметра ТВС заключается в следующем. Для каждого j -го геометрического параметра ТВС A j (длина, угол скручивания, величина прогиба и т.д.) определен свой набор точек поверхности ТВС (базовых точек), знание
пространственного положения которых друг относительно друга позволяет определить данный
параметр.
С помощью телевизионной системы или ультразвуковых датчиков в абсолютной системе
координат стенда определяются координаты n базовых точек поверхности ТВС и формируется
{
}
массив данных X ci ;Yci ; Z ci
. Затем с помощью преобразования Ф1 этот массив данных
i =1,n
{
}
переводится в систему координат ТВС X 0i ;Y0i ; Z 0i
и далее с помощью преобразования
i =1,n
Ф2 рассчитывается искомый геометрический параметр A j :
Ф
{X c ;Yc ; Z c }i =1,n ⎯⎯→
{X 0 ;Y0 ; Z 0 }i =1,n ⎯Ф⎯→ A j
1
i
i
i
2
i
i
i
(3.1).
В качестве преобразования Ф1 используется известное преобразование координат из одной декартовой системы в другую [63]. Вид преобразования Ф2 зависит от определяемого параметра A j и представляет собой набор простых алгебраических вычислений, аналогичных
вычислениям, которые используются при определении геометрических параметров ТВС по результатам измерений в защитных камерах [2,12].
Блок-схемы алгоритмов измерения и вычисления геометрических параметров ТВС ВВЭР440 и ВВЭР-1000 приведены в Приложении 1.
3.1.2. Оптические методы измерения размеров и определения формоизменения ТВС
Особенностью измерения размеров ТВС с использованием телевизионных систем является многофакторный характер погрешности измерений (рисунок 3.2). На погрешность измерений
влияют с одной стороны технические характеристики телевизионной системы, в первую очередь, разрешение, а с другой стороны, такой «нечетко определенный» показатель как качество
изображения.
70
Рисунок 3.2 − Факторы, определяющие погрешность измерений
При измерении размеров с помощью телесистем появляется субъективный фактор, связанный с выделением оператором стенда контуров исследуемой ТВС на экране монитора.
Поэтому для исследования эффективности оптических методов измерения размеров ТВС
на стендах инспекции было использовано натурное моделирование процесса измерений, которое заключалось в следующем.
1. В соответствии с выбранной структурной схемой стенда (рисунок 3.1) была создана лабораторная установка, позволяющая максимально близко к реальности моделировать процесс
измерения размеров ТВС.
2. В качестве операторов лабораторной установки привлекались несколько сотрудников, занятых по роду своей деятельности неразрушающими исследованиями ТВС ВВЭР в защитных
камерах и знакомыми с «внешним видом» этих ТВС.
71
Основным элементом лабораторной
установки
является
двухкоординатный
стол (рисунок 3.3) с черно-белой телекамерой. Перемещение двухкоординатного стола осуществляется посредством шариковинтовой пары и двух шаговых двигателей
ШД-5.
Позиционирование телекамеры вдоль
осей X и Y производилось относительно
Рисунок 3.3 − Внешний вид двухкоординатного стола с телекамерой: 1-телекамера;
2-сельсин; 3-стол; 4-шаговые двигатели.
конечных выключателей по количеству
шагов двигателей, либо по показаниям
датчиков-сельсинов, соединенных с шари-
ко-винтовыми парами. Погрешность позиционирования телекамеры вдоль осей X и Y не превышало ±0,02 мм.
Напротив телекамеры установлен макет ТВС, выполненный из элементов конструкции ТВС
ВВЭР-1000 (ДР, головка ТВС, оболочки твэлов, заглушки) и фрагментов чехла ТВС ВВЭР-440.
Погрешность позиционирования макетов ТВС по углу не более ± 0,25°. В соответствии со структурной схемой стенда вблизи макета ТВС устанавливалась вертикальная линейка.
Моделирование прогиба сборки производилось смещением дистанционирующей решетки
на заданную величину, а моделирование угла скручивания - поворотом ее относительно вертикальной оси на фиксированный угол.
Использовалась черно-белая телекамера МТН-200, выполненная на базе твердотельных
приемников оптического изображения с зарядовой связью (ПЗС-матрицы). Размер матрицы 1/3
дюйма с числом эффективных элементов 753х582. Разрешающая способность телекамеры составила 550 телевизионных линий.
Изображение с телекамеры выводилось на монитор ВТ50В100. На монитор выводился
также электронный маркер в виде перекрестия в центре экрана. Для оцифровки изображения
использовалась плата MAG 512Р4 с разрешающей способностью 512х512 пикселов, яркостное
разрешение − 256 градаций серого. Обработка оцифрованного изображения и измерение размеров производились на ПЭВМ IBM PC с помощью пакета Adobe Photoshop 3.0 [64].
Регистрация координат телекамеры производилась прибором УЦИ Ф5290. На двухкоординатном столе располагалась также система светильников. Отработка методики проводилась
как в воздухе, так и под водой. Управление перемещением телекамеры и освещением макета
ТВС производилось с выносного пульта, что практически полностью моделирует работу оператора на стенде инспекции.
72
3.1.2.1. Анализ погрешности измерения координат точек поверхности ТВС методом «наведения»
Измерение координат ( X , Z ) точек поверхности ТВС производилось относительно вертикально расположенной вдоль ТВС линейки.
Измерение координаты X c ДР или грани чехла проводилось в абсолютной системе координат стенда, отсчет координаты X c производился относительно края линейки (рисунок 3.4, а).
а
1
б
2
в
3
г
Рисунок 3.4 − Видеоизображение линейки и фрагмента ТВС при измерении координат
X (а, б) и Z (в, г) дистанционирующей решетки:
1 − линейка; 2 − электронный маркер; 3 − ДР
Оператор наводил телекамеру на линейку таким образом, чтобы электронный маркер на
экране монитора совпал с ее краем. Это положение соответствовало началу отсчета координаты
X c . Затем, телекамера наводилась на край ДР, как показано на рисунке 3.4, б, и регистрировалась величина перемещения телекамеры, которая принималась за координату X c , исследуемой
ДР [62].
Измерение координат элементов ТВС (ДР, хвостовик, головка ТВС, нижние и верхние заглушки твэлов) вдоль оси Z проводились в абсолютной системе координат стенда. Оператор
наводил телекамеру на ТВС так, чтобы электронный маркер совпал с тем элементом ТВС, координата Z c которого измерялась (рисунок 3.4, в). Затем, изображение линейки с электронным
73
маркером увеличивалось, либо с помощью встроенного в телекамеру вариообъектива, либо с
помощью приближения телекамеры к линейке, после чего оператор визуально считывал координату (рисунок 3.4, г).
При наведении телекамеры на линейку и на элементы ТВС на погрешность измерений
оказывает влияние субъективное восприятие оператором изображения на экране монитора. Для
исследования этого фактора была проведена серия экспериментов с участием семи операторов,
производивших измерения независимо друг от друга. Использовался макет ТВС ВВЭР-1000,
удаленный от телекамеры на 115 мм, расстояние от края линейки до грани составляло 25 мм.
На рисунке 3.5, а, б представлены плотности распределения погрешности
(X и − X )
и
(Zи − Z ) , вносимой разными операторами при измерении координат ДР (рисунок 3.5, а, б), где
X и , Z и – результаты измерений, а X , Z – истинные значения, и плотности распределения
погрешности
и
(ΔZ и − ΔZ ) измерения разновысотности твэлов наружного ряда в ТВС, где ΔZи
ΔZ – измеренная и истинная разновысотность твэлов, диапазон разновысотности от 0 до
20 мм (рисунок 3.5, в).
Плотности распределения погрешности, вносимой разными операторами при измерении
координат элементов ТВС, близки к нормальному распределению. Случайная составляющая
погрешности у всех операторов приблизительно одинаковая и при доверительной вероятности
0,95 составляет ± 0,12 мм (рисунок 3.5, а); ± 0,2 мм (рисунок 3.5, б) и ± 0,3мм (рисунок 3.5, в).
Случайная составляющая погрешности измерений координат элементов ТВС, вносимая
оператором, может быть уменьшена путем многократных измерений и усреднения их
результата.
Одним из основных параметров телевизионной системы измерения размеров является
расстояние от телекамеры до ТВС, которое, с одной стороны, определяет качество получаемого
изображения, а с другой стороны, габариты стенда инспекции.
Плотность распределения
74
0,35
0,30
0,25
0,20
0,15
0,10
0,05
0,00
-0,4
-0,3
-0,2
-0,1
0
0,1
0,2
0,3
Xи - X, мм
Плотность распределения
а
0,35
0,30
0,25
0,20
0,15
0,10
0,05
0,00
-0,6
-0,4
-0,2
0
0,2
0,4
0,6
Zи-Z, мм
Плотность распределения
б
0,30
0,25
0,20
0,15
0,10
0,05
0,00
-0,6
-0,4
-0,2
0
0,2
0,4
0,6
ΔZи-ΔZ, мм
в
Рисунок 3.5 − Плотность распределения погрешности измерения координат ДР ( X , Z ) (а, б) и
разновысотности твэлов ΔZ (в) разными операторами
На рисунке 3.6 приведены результаты определения погрешности измерения линейных
размеров от расстояния между телекамерой и объектом измерения. В качестве объекта измерения использовались концевые меры. Расстояние между телекамерой и объектом измерения варьировалось от 80 до 240 мм и было выбрано как наиболее приемлемое с точки зрения минимизации габаритов стенда инспекции.
Относительная
погрешность
75
На рисунке 3.7 представлены резуль-
0.004
таты моделирования процесса измерения
0.002
величины прогиба ТВС для двух фиксиро-
0
ванных расстояний 110 и 150 мм от телека-
-0.002
меры до макета ТВС. Величина прогиба из-
-0.004
менялась от 0 до 20 мм. Экспериментальные
-0.006
50
100
150
200
250
точки на рисунке 3.7 получены усреднением
Расстояние от телекамеры до объекта, мм
массива из десяти измерений. Видно, что
Рисунок 3.6 − Зависимость погрешности измерений от расстояния между телекамерой и
объектом измерения
величина погрешности не зависит от величины прогиба ТВС и практически одинакова
для обоих расстояний от телекамеры до
ТВС. С доверительной вероятностью 0,95 погрешность для расстояния 110 мм составила
Погрешность, мм
± 0,12 мм, а для расстояния 150 мм − ± 0,14 мм.
0,3
0,2
0,1
0,0
-0,1
-0,2
-0,3
С учетом случайной составляющей
(рисунок 3.5, а) погрешность единичного измерения координаты ДР или грани чехла не
превышает ± 0,26 мм, а при трехкратном измерении погрешность не превышает величи0
5
10
15
20
Изгиб ТВС, мм
Погрешность, мм
а
ны ± 0,20 мм.
Определение угла скручивания ТВС с
использованием принятой структурной схе-
0,3
0,2
0,1
0,0
-0,1
-0,2
-0,3
мы стенда производилось следующим образом. Оператор наводил телекамеру на ребро
ДР или чехла, затем ТВС поворачивалась относительно вертикальной оси до тех пор, по0
5
10
15
20
Изгиб ТВС, мм
б
Рисунок 3.7 – Погрешность измерения величины прогиба ТВС при расстоянии до телекамеры 110 мм (а) и 150 мм (б)
ка оператор не убедится в том, что оптическая ось телекамеры проходит через грань
ДР или чехла. Результаты моделирования
показали, что погрешность определения таким
образом угла скручивания ТВС не превышает
± 0,3° [62].
При измерении высотных координат Z элементов ТВС, кроме субъективного фактора на
погрешность измерений влияет линейка, а именно:
− отклонение от номинальных значений шкалы линейки при нормальных условиях;
− отклонение от номинальных значений шкалы линейки при рабочих условиях, связанное с
76
тепловым расширением материала линейки.
Отклонение от номинальных значений шкалы линейки при нормальных условиях регламентирует ГОСТ 427-75 [65]. Допустимые отклонения общей длины шкалы и расстояния между
любым штрихом и началом или концом шкалы не превышают ± 0,2 мм. Отклонения от номинальных значений длин сантиметровых делений шкалы линейки не превышает ± 0,05 мм. Таким образом, абсолютная величина погрешности измерения координаты Z не превышает
± 0,4 мм. Погрешность определения длин твэлов и ТВС, расстояний между ДР не превышает
± 0,55 мм.
Отклонение от номинальных значений шкалы линейки в рабочих условиях связано с тепловым расширением материала линейки. Так как температура воды в бассейне выдержки может
изменяться, дополнительное отклонение
ΔZ расстояния между любым штрихом и началом
или концом линейки определяется выражением:
tZ
ΔZ = α Z ∫ dt ( z ) ,
(3.2)
t Zo
где
α − коэффициент линейного расширения материала линейки;
tZ 0 , tZ − температура линейки в точке начала отсчета и на уровне координаты Z , соответственно;
t ( z ) − функция изменения температуры вдоль линейки.
ΔZ были проведены расчеты для случая, когда температура вдоль
стальной линейки (коэффициент линейного расширения для стали α = 16,6⋅10-6 град-1 [66]) изДля оценки величины
меняется по линейному закону.
Расчеты показали, что при значительных перепадах температуры вдоль ТВС, тепловое
расширение линейки может вносить существенную дополнительную погрешность в результаты
измерений.
Так, при измерении расстояний между ДР дополнительная погрешность
ΔZ составляет
0,02 и 0,12 мм при перепаде температуры вдоль ТВС равном 5 и 30 °С, соответственно.
Таким образом, при измерении «высотных» координат ТВС и ее элементов относительно
вертикально расположенной линейки необходимо предварительно измерить температуру линейки вдоль координаты Z и, в соответствии с выражением (3.2), внести поправки в результаты измерений. При погрешности измерения температуры линейки ± 1 °С дополнительная погрешность составит: для расстояний между ДР − 0,004 мм, для длины твэлов и ТВС − 0,06 мм.
77
3.1.2.2. Измерение размеров ТВС с использованием методов цифровой обработки изображения
Использование методов цифровой обработки изображения позволяет на качественно новом уровне проводить измерение размеров ТВС с помощью телевизионных систем [67]. Процедура улучшения изображений сводится к выполнению комплекса операций с целью улучшения
визуального восприятия изображения, либо преобразования его в форму, более удобную для
визуального или машинного анализа. При измерении размеров и определении формоизменения
ТВС процедура улучшения изображения в конечном счете сводится к подчеркиванию границ
элементов сборки.
На рисунке 3.8, а в качестве примера представлено оцифрованное изображение линейки и
фрагмента ТВС, размер изображения 512х512 пикселов, пиксел – элемент разложения изображения.
координата, пиксел
а
б
координата, пиксел
в
г
координата, пиксел
д
е
Рисунок 3.8 − Стадии улучшения изображения фрагмента ТВС (грань ДР) и линейки:
а, в, д − изображение; б, г, е − функция яркости вдоль горизонтальной строки;
1 − правый край линейки; 2 − грань ДР
78
Функция яркости вдоль одной из горизонтальных строк для этого изображения показана
на рисунке 3.8, б. Резкие изменения (разрывы) яркости являются признаками, определяющими
очертания изображенных объектов. На оцифрованном изображении границы линейки и грани
ДР, между которыми измеряется расстояние, несколько размыты и перепады яркости (область 1
и 2, рисунок 3.8, б) имеют некоторый наклон.
Наличие наклона функции яркости в области правого края линейки и грани ДР приводит к
возникновению погрешности измерения расстояния между ними, связанной с неоднозначностью определения их границ оператором.
Для улучшения изображения производится последовательная коррекция яркости, контраста и тонового интервала изображения. Далее производится фильтрация изображения с помощью фильтров «резкость по краям» и «контурная резкость». В результате этих процедур получили улучшенное изображение, представленное на рисунке 3.8, в. Для более яркого подчеркивания границ линейки и грани ДР производится операция «оконтуривания» (рисунок 3.8, д).
Таким образом, использование процедуры улучшения изображений позволяет достичь более четкого изображения границ объектов, между которыми производится измерение размеров,
и уменьшить влияние субъективного восприятия изображения оператором на результат измерений.
Особенностью измерений координат элементов ТВС по оцифрованному изображению является:
− необходимость определения размера элемента разложения изображения (пиксела);
− дискретный характер процесса измерений.
Координаты X , Z элементов ТВС определяются из выражения:
⎧ X = qx N x
,
⎨
Z
q
N
=
⎩
z z
где:
qx , qz
(3.3)
− размер пиксела по осям X и Z , соответственно;
N x , N z − количество пикселов, которое укладывается на изображении измеряемых
объектов вдоль осей X и Z , соответственно.
Размер пиксела (q x , q z ) зависит от расстояния между телекамерой и ТВС, в связи с чем
для каждого нового изображения необходимо вносить соответствующие коррективы в (q x , q z ) .
Учитывая особенности измерения координат элементов ТВС на стенде инспекции, был предложен следующий способ определения размера пиксела (q x , q z ) .
Размер пиксела определялся непосредственно в процессе измерений с помощью набора
контрольных элементов с известными линейными размерами и попадающих в поле зрения те-
79
лекамеры при измерениях. Для выбранной структурной схемы стенда такими контрольными
элементами являются: линейка, заглушки твэлов, высота обода ДР.
При этом координаты X , Z вычисляются следующим образом:
xk
⎧
X
Nx
=
⎪
N
⎪
kx
⎨
⎪Z = z k N
z
⎪⎩
N kz
,
(3.4)
xk , z k − размер контрольного элемента по осям X и Z , соответственно;
где
N kx , N kz − количество пикселов, которое укладывается на изображении контрольного
элемента вдоль осей X и Z , соответственно.
Погрешность измерения размеров по оцифрованному видеоизображению определяется
рядом факторов. Во-первых, это погрешность, связанная с дискретным характером измерений.
В общем случае, границы A и B измеряемого объекта размером X i не совпадают с границами
пиксела C , D для левой границы объекта и E , F для правой границы (рисунок 3.9). Поэтому, в зависимости от того, какой из пикселов взять за начало и конец отсчета размера X i , погрешность
Δ может принимать несколько дискретных значений:
⎧Δ1 = CF − AB = 2q x − δ ;
⎪
⎨Δ2 = DE − AB = −δ ;
⎪Δ = CE − AB = q − δ ;
x
⎩ 3
, где
δ = AD + EB < 2q x .
(3.5)
Таким образом, максимальная
Xi
величина погрешности, связанная с
qx
}
C
D
• • • • •
•
A
nqx
E
дискретным характером измерений
F
B
x
составляет ± 2q x .
Вторым фактором, определяющим погрешность, является неопре-
Рисунок 3.9 − Дискретный характер измерения
размера X i .
деленность
размера
контрольного
элемента xk , что приводит к по-
грешности определения размера пиксела.
Исследование этого метода измерений координат элементов ТВС проводилось с помощью
математической модели и путем натурного моделирования на лабораторной установке.
В качестве исходных данных при математическом моделировании задавались:
− размер пиксела q x ;
80
− номинальный размер контрольного элемента xk , например, участок шкалы линейки;
− измеряемый размер X i ;
− функция распределения величины xk , в качестве которой использовалось нормальное рас-
пределение N ( x , xk ,σ k ) , описывающее возможные отклонения размера контрольного элемента от его номинального значения.
С помощью генератора случайных чисел определялся действительный размер контрольного элемента, положение его границ и границ измеряемого объекта по отношению к массиву
пикселов, формирующих оцифрованное изображение. Далее, подсчитывалось количество пикселов, уложившихся на изображениях контрольного элемента и измеряемого объекта, и по выражению (3.4) вычислялся размер X i . Так как результат измерения являлся случайной величиной, в модели для каждой измеряемой величины X i получали выборку случайных величин, из
анализа которой определяли погрешность.
Плотность
распределения
0,6
Адекватность модели была проверена экспериментально. На рисун-
0,4
ке 3.10 представлены плотности рас0,2
пределения погрешности измерения
0,0
координаты ДР
-0,06 -0,03 0,00
0,03
0,06
0,09
0,12
Xi-X, мм
а
Плотность
распределения
0,6
X i относительно
правого края линейки, полученные из
модели (рисунок 3.10, а) и экспериментально (рисунок 3.10, б).
В качестве контрольного эле-
0,4
мента использовалась шкала линейки.
0,2
Размер пиксела q x = 0,06 мм, размер
0,0
-0,06 -0,03
0
0,03
0,06
0,09
0,12
Xi-X, мм
б
Рисунок 3.10 − Плотность распределения погрешности
измерения координаты ДР X i : а − расчет по модели; б
− эксперимент
контрольного элемента xk = 10 мм,
σ k = 0,05 мм, измеряемый размер
X i = 10 мм.
Расчетная и экспериментальная
плотности распределения погрешно-
сти носят дискретный характер и достаточно хорошо совпадают друг с другом.
Процесс измерения координаты грани ДР или грани чехла был смоделирован на лабораторной установке и с помощью разработанной математической модели. Телекамера устанавливалась на расстоянии 150 мм от макета ТВС, диапазон расстояний от правой грани линейки до
81
грани ДР изменялся от 1 до 18 мм. Экспериментальные значения погрешности измерения координаты X i не превысили ± 0,25 мм и хорошо совпали с результатами математического моделирования (рисунок 3.11), что подтверждает адекватность модели реальному процессу измере-
Погрешность, мм
ний.
Учитывая
0,4
дискретный
характер
измерений координат элементов ТВС,
0,2
очевидно, что соотношение размеров
0
контрольного элемента xk и измеряе-
-0,2
мой координаты X i влияют на погреш-
-0,4
0
10
20
30
Координата Xi, мм
Рисунок 3.11 − Погрешность измерения координат
ДР X i : • − экспериментальные данные;
⎯ − результаты расчета.
ность ее измерения. С использованием
разработанной математической модели
были проведены исследования по выбору оптимального соотношения xk / X i .
Как уже отмечалось, при измерении координат элементов ТВС по оцифрованному изображению на экране видеомонитора должны одновременно присутствовать как изображение
контрольного элемента, так и изображение объекта измерений. Обычно увеличение телекамеры
подбирается таким образом, чтобы на изображениях контрольного элемента и объекта измере-
Погрешность, мм
ния укладывалось максимально возможное количество пикселов.
На рисунке 3.12 представлены результаты
1,6
1,2
моделирования
0,8
( X i = 10 мм). Размер контрольного элемента
0,4
варьировался от 1 до 80 мм. При xk / X i << 1
0
на изображении контрольного элемента уклады0
2
4
6
xk /Xi
Рисунок 3.12 − Зависимость погрешности
измерения X i от размера контрольного
элемента xk .
8
измерения
координаты
ДР
вается небольшое количество пикселов, что
приводит к большой погрешности определения
их размеров q x , и, в конечном счете, к большей
погрешности в измерении X i .
При xk / X i >> 1 ситуация противоположная. Размер пиксела q x определяется с большой
точностью, но так как на изображении измеряемого объекта укладывается в этом случае небольшое количество пикселов, то и погрешность при измерении X i растет. Оптимальное соотношение между xk и X i , как видно из рисунка 3.12, находится в пределах 1 ≤ xk / X i ≤ 4 .
Таким образом, при измерении координат элементов ТВС на стенде инспекции по оциф-
82
рованному изображению для определения размера пиксела рекомендуется выбирать такой контрольный элемент, размеры которого соизмеримы, или чуть больше измеряемого размера.
При измерении разновысотности твэлов наружного ряда
ТВС в качестве контрольного элемента используется один из
геометрических параметров верхней заглушки твэла, который
в процессе эксплуатации ТВС практически не изменяется, и в
то же время, размер которого известен. При лабораторном
моделировании процесса измерений разновысотности в качестве контрольного элемента использовалась цилиндрическая
Рисунок 3.13 − Схема измерения разновысотности
твэлов.
часть заглушки (рисунок 3.13), диаметр которой известен. Результаты измерений представлены в таблице 3.2, погрешность определения разновысотности твэлов периферийного
ряда не превысила 0,07 мм.
Для измерения зазора между твэлами наружного ряда в качестве контрольного элемента
использовалась оболочка твэла, диаметр которой принимался равным исходному диаметру до
эксплуатации 9,15 мм. Из результатов измерений (см. таблицу 3.3) видно, что погрешность измерения зазоров между твэлами не превысила 0,16 мм.
Таблица 3.2
Результаты измерения
разновысотности твэлов
№
1
2
3
4
5
6
7
Результат
измерения, мм
6,43
6,43
6,49
6,43
6,49
6,49
6,49
Погрешность,
мм
-0,07
-0,07
-0,01
-0,07
-0,01
-0,01
-0,01
Таблица 3.3
Результаты измерения зазора
между твэлами
№
1
2
3
4
Результат
измерения, мм
3,95
3,96
3,91
3,88
Погрешность,
мм
0,15
0,16
0,11
0,08
Следует отметить, что использование более совершенной аппаратуры, например, телекамеры и платы оцифровки изображения с разрешением 1000 х 1000 элементов позволит уменьшить погрешность измерения координат элементов ТВС приблизительно в два раза.
3.1.3. Ультразвуковые эхо-импульсные методы измерения размеров и определения формоизменения ТВС
Ультразвуковые эхо-импульсные методы измерения размеров нашли широкое применение
в промышленности, в частности, в толщинометрии [68]. В настоящее время проведен большой
объем теоретических и экспериментальных исследований этих методов.
83
При разработке эхо-импульсного метода для исследования ТВС в бассейнах выдержки
необходимо учитывать явления несвойственные для традиционной толщинометрии, которые
могут существенно повлиять на эффективность этих методов. Кроме того, специфика объекта
контроля и особенности его измерения требуют проведения расчетно-экспериментальных исследований в обоснование метода.
3.1.3.1. Основы ультразвукового эхо-импульсного метода измерения размеров
Определение геометрических характеристик и формоизменения ТВС и ее элементов в
данном случае основано на измерении расстояния от ультразвукового датчика до поверхности
ТВС и координатной привязке датчика к определенной точке на поверхности сборки. Такая координатная привязка возможна благодаря направленному излучению ультразвуковых волн к
объекту контроля и направленному приему отраженных волн. Эффективность метода измерений размеров определяется параметрами электроакустического тракта измерительного прибора
и акустического тракта метода.
Исследование электроакустического тракта дает возможность определить колебания пьезопластины датчика, имеющего электрические и акустические нагрузки и выбрать оптимальные
параметры основных электронных блоков измерительного устройства. В настоящее время вопросы, связанные с электроакустическим трактом, в основном решены и не требуют проведения каких-либо дополнительных исследований [69].
Акустическим трактом называют путь ультразвука от излучателя до объекта контроля и
до приемника [70]. Основная задача анализа акустического тракта − оценка степени ослабления
излученного (зондирующего) сигнала, пришедшего на приемник. При исследовании акустического тракта учитываются особенности отражения волн от объекта контроля и условия их распространения от излучателя до приемника.
Направленность излучения и приема волн датчиком характеризуется акустическим полем
излучения-приема.
При измерении размеров в основном используют датчики с плоскими пьезоэлементами
круглой формы, для которых структура поля достаточно хорошо изучена, как теоретически, так
и экспериментально [70].
84
Интенсивность
В приближении геометрической
акустики ультразвуковой пучок представляется
ρ/R
совокупность
лучей,
вдоль которых распространяется звуко-
-1
0
как
1
0.3 0.5
1.0
0.8
1.5
2
r/rб
а
вая энергия. На рисунке 3.14 схематично
представлено поле излучения−приема
дискового датчика. В акустическом поле
выделяется две зоны: ближняя, в кото-
+R
2Θ
-R
r / rб
б
Рисунок 3.14 − Поле излучения−приема дискового
преобразователя: а − общая картина поля; б − общая
схема поля
рой наблюдаются обусловленные интерференцией немонотонные изменения
амплитуды поля, и дальняя, где амплитуда монотонно убывает с расстоянием.
Если построить лучевую трубку, опира-
ющуюся на контур датчика радиусом R , то энергия излучения в пределах ближней зоны почти
не будет выходить за пределы этой трубки (рисунок 3.14, б). Эти энергетические соображения
лежат в основе схематического представления о ближнем поле, как о параллельном пучке
лучей [71].
Размер ближней зоны rб датчика с круглой пластиной радиусом R определяется из выражения [70]:
rб =
где
R2
λ
,
(3.6)
λ − длина волны.
В дальней зоне поле имеет вид лучей, выходящих из центра датчика и расходящихся под
углом 2Θ (см. рисунок 3.14, б), и описывается диаграммой направленности, которая характеризует изменение поля в зависимости от угла между направлением луча и акустической осью.
При измерении размеров ТВС ультразвуковой луч может отражаться от различных частей
ТВС, которые можно рассматривать как элементарные поверхности: плоскость (грань чехла
ТВС); полоса (грань дистанционирующей решетки) и цилиндр (оболочка твэла, ребро чехла или
дистанционирующей решетки).
Характер отражения ультразвуковых волн от этих элементарных поверхностей зависит от
многих факторов [71], и определяется, прежде всего, параметрами датчика, размерами отражающих поверхностей, взаиморасположением датчиков и отражающих поверхностей, и параметрами среды распространения ультразвуковых волн.
Влияние перечисленных факторов на погрешность измерений и определение способов ее
85
минимизации требует проведения экспериментальных исследований эхо-импульсного ультразвукового метода в соответствии с принятой структурной схемой стенда (рисунок 3.1) и в условиях максимально приближенных к реальным.
3.1.3.2. Источники погрешности измерения размеров ТВС ультразвуковым эхо-импульсным
методом
Погрешность измерения расстояния от датчика до поверхности ТВС определяется методической, систематической, инструментальной и случайной составляющими. Обобщенная
блок-схема системы для измерения размеров эхо-импульсным методом приведена на рисунке 3.15.
Приемно-передающее устройство,
состоящее из генератора импульсов, возбуждающих датчик, и усилителя, усиливающего эхо-импульсы, несущие информацию о расстоянии до объекта контроля, вырабатывает на одном из своих
выходов импульсы начала отсчета вреРисунок 3.15 − Блок-схема системы для измерения размеров: 1 − поверхность ТВС; 2 − ультразвуковой датчик; 3 − приемно-передаточное
устройство; 4, 5 − пороговые схемы; 6 − схема
преобразования временного интервала; 7 − схема регистрации
менного интервала, на другом − импульсы конца отсчета. Эти импульсы запускают пороговые схемы отсчета соответственно начала и конца временного интервала. Информация с выхода этих схем
поступает на схему преобразования временного интервала в электрический ток, напряжение
или в последовательность электрических импульсов, величины или число которых пропорциональны временному интервалу и измеряются схемой регистрации.
Инструментальная погрешность определяется качеством усилительного и измерительного
тракта измерительного прибора. На нее влияют такие характеристики, как частотная полоса
пропускания усилителя, линейность и стабильность измерителя временных интервалов и т.п.
Современное оборудование позволяет свести инструментальную погрешность до величины
0,05 % [69].
Методическая погрешность при исследовании ТВС в бассейне выдержки определяется
тремя основными факторами:
1. Погрешность, связанная с конечной длительностью переднего фронта эхо-импульса.
2. Нестабильность скорости звука в воде бассейна выдержки.
3. Неперпендикулярное падение ультразвуковых волн на поверхность ТВС.
Погрешность измерения временного интервала между зондирующим и принятым импуль-
86
сами
Δτ , связанная с конечной длительностью последнего пропорциональна периоду колеба-
ний T (рисунок 3.16) [69]:
Δτ = k T ,
(3.7)
где k − коэффициент пропорциональности.
Поэтому погрешность измерения является функцией амплитуды эхо-сигнала.
Амплитуда этого импульса подвержена большим изменениям в силу ряда причин: вследствие неперпендикулярности оси датчика и поверхности ТВС, искривления луча в неоднородной среде, рассеяния волн на неоднородностях из-за турбулентности в конвективном слое вблизи поверхности ТВС, возникающей из-за остаточного тепловыделения [72]. Изменение амплитуды происходит также из-за изменения расстояния между датчиком и объектом контроля.
U
U
Um
U1 U0
U0
t
kT
kT
а
б
Рисунок 3.16 − Влияние амплитуды импульса на погрешность измерения размеров:
нормальный режим измерений, k < 0,25, (а); измерение импульса малой амплитуды, k ≥ 1, (б)
При небольших изменениях амплитуды максимальная погрешность составит четверть периода эхо-сигнала (рисунок 3.16, а):
Δτ ≤ 0,25 T .
(3.8)
При значительных изменениях амплитуды возможен дискретный скачок показаний прибора из-за «потери волны», когда при неизменном уровне порога U 0 возможен переход момента срабатывания измерительной схемы с первого на второй период колебаний (рисунок 3.16, б).
При этом k1 ≥ 1 и погрешность составит:
Δτ = k1 T ≥ T
(3.9)
Из этого следует, что основными средствами уменьшения погрешности, связанной с конечной длительностью переднего фронта эхо-сигнала, могут быть:
1. Увеличение амплитуды принимаемого сигнала за счет увеличения амплитуды зонди-
рующего импульса.
87
2. Увеличения частоты заполнения ультразвуковых импульсов и как следствие − увеличе-
ние крутизны фронта эхо-сигнала.
3. Поддержание амплитуды импульса
U1 и U m (рисунок 3.16, а) во всем диапазоне из-
мерений постоянными.
Погрешность от нестабильности скорости звука.
Основной причиной изменения скорости звука в воде бассейна выдержки является изменение температуры вдоль траектории ультразвукового пучка. При перемещении датчика вдоль
ТВС в направлении оси Z температура медленно изменяется с глубиной погружения датчика.
Вдоль оси x в направлении от датчика к поверхности ТВС существует градиент температуры и, как следствие, градиент скорости звука. Это связано с естественной конвекцией вдоль
поверхности ТВС из-за ее остаточного тепловыделения. В нижней части ТВС образуется ламинарный пограничный слой, который затем в верхней части ТВС может переходить в турбулентный. Причем, в зависимости от остаточной тепловой мощности ТВС, температура вблизи различных сборок может сильно отличаться друг от друга.
Таким образом, изменение температуры в бассейне выдержки характеризуется локальными изменениями температуры у поверхности ТВС и «крупномасштабными» изменениями температуры воды в бассейне.
Для учета изменения скорости звука в воде используют два метода: метод термокомпенсации и метод автокоррекции [72]. Сущность первого метода заключается в измерении температуры воды около датчика и внесении поправки по известным зависимостям скорости звука от
температуры. Недостатком этого метода является то, что он не позволяет учитывать изменения
температуры вдоль трассы пучка.
Метод автокоррекции заключается в измерении неизвестного расстояния x в масштабе
некоторого заранее известного (эталонного) расстояния xэ . Эталонная трасса должна находиться при этом как можно ближе к трассе измерительного датчика (рисунок 3.17). Измеряемое
расстояние определяется как:
x = xэ
где
Т
,
Тэ
(3.10)
T , Tэ − время распространения волн в измерительном и эталонном канале соответ-
ственно.
88
а
б
Рисунок 3.17 − Варианты раздельного расположения измерительного и эталонного каналов (а)
и совмещённого расположения каналов (б): 1, 2 – датчики измерительного и эталонного канала;
3 – поверхность контролируемого объекта; 4 – отражатель эталонного канала
Исходя из этих двух условий для исследования ТВС, наиболее предпочтительным является вариант совместного расположения каналов (рисунок 3.17, б), когда отражатель эталонного
канала максимально близко расположен у поверхности ТВС. Поперечный размер отражателя
выбирается равным нескольким длинам волн. Расстояние от отражателя до поверхности ТВС
выбирается из условия временного разделения сигналов от отражателя и от поверхности ТВС и
определяется длительностью излученного импульса.
Для измерения размеров ТВС в условиях бассейна выдержки был выбран метод автокоррекции.
Погрешность от неперпендикулярного падения ультразвуковых волн на
поверхность ТВС.
При падении на поверхность ТВС пучок ультразвуковых лучей претерпевает зеркальное
отражение и падает на поверхность датчика, который, в свою очередь, вырабатывает электрический импульс, по переднему фронту которого определяется время распространения ультразвукового пучка.
Передний фронт импульса формируется той частью пучка, которая проходит наименьшее
расстояние от датчика ВК до объекта контроля и обратно (рисунок 3.18). При неперпендикулярном падении луча на поверхность тела ОО' первым придет луч, отразившийся от точки D .
Время его прихода равно:
τ=
где
BD + KD
,
C
C − скорость звука.
(3.11)
89
Координатная привязка датчика к ТВС осуществляется вдоль акустической оси датчика AF , поэтому измеренное расстояние x0' = ( BD + KD ) / 2 откладывается
вдоль оси датчика, и определяются координаты точки поверхности ТВС F' ( x0' , y 0 ) , которые не совпадают с действительными координатами точки F пересечения оси
датчика с поверхностью объекта контроля. Погрешность
определения координаты x0 точки F составляет
Рисунок 3.18 − Отражение пучка
при наклонном падении на поверхность ТВС
Δx0 = AF −
BD + KD
.
2
(3.12)
Величина этой погрешности определяется углом падения лучей на поверхность тела, поперечным размером пучка и расстоянием от датчика до поверхности.
Кроме того, из-за наклонного падения пучка на поверхность уменьшается амплитуда принятого сигнала, что, как было отмечено выше, приводит к уменьшению крутизны переднего
фронта принятого импульса и, как следствие, к увеличению погрешности. Как видно из рисунка 3.18, при определенных условиях отраженный от поверхности пучок может вообще не попасть на
датчик, что делает невозможным проведение измерений.
Таким образом, систематическая составляющая погрешности, в основном, определяется
погрешностью определения длины эталонного канала X э и учитывается при калибровке измерительной системы. Случайная составляющая погрешности уменьшается путем многократного
проведения измерений и их усреднения и не вносит заметный вклад в полную погрешность метода.
Поэтому, при измерении размеров ТВС в бассейнах выдержки наибольший вклад в погрешность вносит методическая составляющая погрешности. На рисунке 3.19 приведены, в
обобщенном виде основные факторы, влияющие на методическую погрешность, и способы ее
уменьшения.
Видно, что основными предметами изучения, при разработке метода и оптимизации его
параметров, является влияние особенностей отражения ультразвуковых волн от поверхности
ТВС и влияние остаточного тепловыделения ТВС на погрешность.
90
Рисунок 3.19 − Факторы, определяющие методическую погрешность измерений и способы ее
уменьшения
3.1.3.3. Результаты расчетно-экспериментальных исследований ультразвукового эхоимпульсного метода измерения размеров ТВС в условиях бассейнов выдержки
Для экспериментальных исследований метода была разработана и изготовлена измерительная система с автокоррекцией скорости звука, обобщенная блок-схема которой представлена на рисунке 3.20 [73, 74].
Рисунок 3.20 − Обобщённая блок-схема измерительной системы: 1 – ТВС; 2 – отражатели
эталонных каналов; 3 – ультразвуковые датчики; 4 – радиоканалы; 5 – частотомер;
6 – контроллер; 7 – ПЭВМ
Два ультразвуковых датчика расположены соосно по обе стороны от исследуемой ТВС.
Расстояние L между датчиками фиксировано и в процессе измерений не изменяется. На из-
91
вестных расстояниях от датчиков xэ1 и xэ2 расположены отражатели (реперы) эталонных каналов. Отражатели выполнены в виде тонких проволочек. Радиоканалы обеспечивают излучение и прием ультразвуковых волн. Частотомер работает в режиме измерения временных интервалов и измеряет значение задержки между зондирующим импульсом и эхо-импульсом от репера и объекта. Контроллер обеспечивает связь измерительных блоков с ПЭВМ, которая, в зависимости от программы, запускает первый или второй радиоканалы, регистрирует значение
задержки эхо-импульсов от репера и объекта, вычисляет скорость звука, расстояния от датчика
до объекта и осуществляет статистическую обработку полученных данных.
Датчики перемещаются вдоль осей X , Y с помощью двухкоординатного стола.
Для принятой схемы расположения датчиков и эталонных каналов поперечный размер
ТВС d определяется из выражения:
⎡
T ⎤
T
d = L − ⎢ xэ1 1 + xэ2 2 ⎥ ,
Tэ2 ⎥⎦
⎢⎣ Tэ1
где
(3.13)
T1 , T2 − время распространения волн от датчика до поверхности ТВС и обратно для
первого и второго датчика соответственно;
Tэ1 , Tэ2 − время распространения волн в эталонном канале для первого и второго датчика соответственно.
Угол скручивания ТВС определяется из данных, полученных при сканировании датчиками грани сборки вдоль оси Y :
⎛ 1 n xi +1 − xi
ϕ = arctg ⎜⎜ ∑
⎝ n i =1 y i + 1 − y i
где
⎞
⎟,
⎟
⎠
(3.14)
i = 1,2... n − количество шагов при сканировании грани ТВС.
( yi +1 − yi ) − шаг сканирования;
xi – расстояние от датчика до поверхности ТВС.
Исходя из поперечных размеров ТВС и удобства работы на стенде инспекции, расстояния
между датчиками варьировались в диапазоне от 180 до 300 мм для ТВС реактора ВВЭР-440 и в
диапазоне от 300 до 420 мм для ТВС реактора ВВЭР-1000. Диапазон измеряемых расстояний от
датчика до поверхности ТВС варьировался от 5 до 100 мм.
В качестве излучающих элементов в датчиках использовалась пьезокерамика ЦТС-19 в
форме диска с диаметром 8 и 15 мм. Дискообразная форма пьезоэлемента выбрана как наиболее
простая и удобная для изготовления датчиков и как наиболее распространенная в ультразвуковой технике.
Частота ультразвуковых колебаний пьезопластины была выбрана из стандартного ряда
92
частот, используемых в ультразвуковой дефектоскопии: 1,0; 1,25; 2,5; 5,0 и 10,0 МГц и равнялась 5,0 МГц.
Как было отмечено выше, чем больше частота колебаний, тем меньше погрешность, связанная с крутизной переднего фронта эхо-импульса. С этой точки зрения предпочтительно использовать частоту 10,0 МГц. Однако, предварительные испытания датчиков с такой частотой в
условиях, моделирующих реальные условия измерения ТВС (изменение расстояния от датчика
до ТВС, изменение температуры воды, естественная конвекция у поверхности ТВС, наклонное
падение волн на поверхность ТВС), показали, что за счет затухания волн в воде и из-за рассеяния их в конвективном слое у поверхности ТВС на частоте 10,0 МГц происходят значительные
изменения амплитуды принятых сигналов, что приводит к увеличению погрешности измерений. Поэтому, в качестве рабочей была выбрана частота колебаний пьезопластины датчика из
стандартного ряда частот, равная 5,0 МГц.
Как уже отмечалось выше, величина порога срабатывания схем отсчета начала и конца
временного интервала между зондирующим и принятым импульсом с одной стороны должна
быть как можно меньше, а с другой стороны должна гарантированно превышать уровень шумов
Погрешность, мм
во всем диапазоне измерений.
На рисунке 3.21 приведена эксперимен-
0,020
тально полученная зависимость погрешности от
0,015
амплитуды порога, отнесенной к амплитуде
сигнала U max , при перпендикулярном падении
0,010
волн на плоскость. При увеличении U 0 / U max
0,005
от 0,05 до 0,2 дополнительная погрешность увеличивается в пятнадцать раз, от 0,001 до
0,000
0
0,1
0,2
0,3
U0/Umax
Рисунок 3.21 − Зависимость дополнительной погрешности от значения амплитуды порога U 0 при перпендикулярном падении волн на плоскость
0,015 мм. Поэтому во всех экспериментах амплитуда порога составляла 0,25 В, что соответствует 0,08 U 0 / U max (см. рисунок 3.21).
На рисунке 3.22 приведены значения амплитуд сигналов, отраженных от грани чехла
ТВС при перпендикулярном и наклонном падении волн, в зависимости от расстояния между
датчиком и гранью чехла.
93
1,0
A/Amax
1
0,8
0,6
2
0,4
0,2
3
4
0,0
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
x/rб
Рисунок 3.22 − Зависимость амплитуды отражённого от плоскости сигнала от расстояния:
1 – перпендикулярное падение ультразвукового луча на плоскость; 2, 3, 4 – угол падения 0,5;
1,5; 3,0° соответственно
При перпендикулярном падении зависимость амплитуды от расстояния имеет классический вид. Начиная от x = 0 ,05rб и до x = 0 ,07rб , амплитуда практически не меняется, поэтому
эта область расстояний является наиболее благоприятной для измерений. Начиная с x = 0 ,07rб
и до x = rб , амплитуда возрастает до максимального значения и затем в дальней зоне датчика
x > rб монотонно убывает
При наклонном падении ультразвуковых волн на грань чехла наблюдается уменьшение
области с постоянной амплитудой, а сама амплитуда резко падает. Так, для углов падения 0,5° и
3,0° область постоянной амплитуды заканчивается при значении 0,6 rб и 0,25 rб соответственно; а амплитуда составила соответственно ∼ 0,4 A/Amax и ∼ 0,1 A/Amax против 0,65 A/Amax при
перпендикулярном падении.
На рисунке 3.23 приведены сводные значения погрешности измерений в зависимости от
расстояния, для случая перпендикулярного падения волн на плоскость, полученные при исследовании 12 датчиков. Максимальная погрешность не превышает ± 0,008 мм, а в диапазоне расстояний от 15 до 35 мм не превышает ± 0,004 мм. Некоторый рост погрешности с увеличением
расстояния объясняется неисключенной систематической погрешностью при определении реперного расстояния в эталонном канале.
Погрешность, мм
94
0,012
0,008
0,004
0
-0,004
-0,008
-0,012
0
10
20
30
40
50
Расстояние до грани чехла, мм
Рисунок 3.23 − Погрешность измерения расстояния от датчика до плоскости
при перпендикулярном падении ультразвуковых волн
При наклонном падении волн на плоскость погрешность измерений резко возрастает. На
рисунке 3.24, а, б приведены зависимости погрешности от угла падения для датчика диаметром
15 мм. Расстояние от датчика до плоскости составляло 60 мм (рисунок 3.24, а) и 30мм (рисунок 3.24, б).
При увеличении угла падения волн на плоскость погрешность растет, и при угле 4° составляет 0,6 мм. Разброс экспериментальных данных объясняется отклонением формы поля реальных датчиков от формы «идеального» поля для круглой пластины. При уменьшении диа-
0,8
Погрешность, мм
Погрешность, мм
метра пьезоэлемента погрешность измерений уменьшается.
0,6
0,4
0,2
0
0,8
0,6
0,4
0,2
0
0
1
2
3
4
Угол, град
0
1
2
3
4
Угол, град
а
б
Рисунок 3.24 − Зависимость погрешности (а, б) от угла падения волн на плоскость
для датчика диаметром 15 мм
На рисунке 3.25, а, б приведены значения погрешности для датчика с диаметром пьезоэлемента 8 мм для тех же расстояний (30 и 60 мм) между датчиком и плоскостью.
0,8
Погрешность, мм
Погрешность, мм
95
0,6
0,4
0,2
0
0,8
0,6
0,4
0,2
0
0
1
2
3
4
Угол, град
0
1
2
3
4
Угол, град
а
б
Рисунок 3.25 − Зависимость погрешности (а, б) от угла падения волн на плоскость для датчика
диаметром 8 мм
Погрешность в диапазоне углов падения волн на плоскость от 0 до 4° растет более медленно, чем для датчика диаметром 15 мм, и не превышает 0,4 мм.
Для определения угла скручивания ТВС ультразвуковой датчик перемещают вдоль оси Y
и измеряют расстояния до грани ТВС. Затем, полученные значения аппроксимируют прямой
линией (рисунок 3.26), угол наклона которой соответствует углу наклона грани сборки к плоскости (Z , Y ) . Погрешность определения угла скручивания ультразвуковым эхо-импульсным
Xизм , мм
методом не превышает 0,025° для диапазона углов от 0 до 2°.
24,0
5
23,5
4
23,0
3
22,5
2
22,0
1
21,5
21,0
0
5
10
15
20
25
30
35
40
45
Перемещение датчика вдоль оси Y, мм
Рисунок 3.26 − Результаты измерений расстояния от датчика до ТВС для определения угла её
скручивания: 0° (1); 0,5° (2); 1,0° (3); 1,5º (4); 2,0° (5)
Таким образом, при измерении расстояния до плоскости в случае наклонного падения
ультразвуковых волн на плоскость возникает методическая погрешность, которая во много раз
превышает основную составляющую погрешности при перпендикулярном падении волн. Причем, измеренное расстояние, при наклонном падении, превышает действительное расстояние
между датчиком и плоскостью. Поэтому, при определении размера «под ключ» по выражению
96
(3.13) также возникает методическая погрешность, в случае, когда грани сборки не перпендикулярны акустическим осям датчиков.
Методические составляющие погрешности для каждого датчика складываются, и определяемая величина размера «под ключ» получается заниженная относительно действительного
значения. На рисунке 3.27 приведена погрешность определения размера «под ключ» в зависимости от угла падения волн на грани ТВС. Методическая составляющая погрешности определения размера «под ключ» изменяется от 0 до 1,0 мм при изменении угла падения волн на плос-
Погрешность, мм
кость от 0 до 3,5°.
0,2
0,0
-0,2
-0,4
-0,6
-0,8
-1,0
0,0
0,5
1,0
1,5
2,0
2,5
3,0 3,5 4,0
Угол, град
Рисунок 3.27 − Зависимость погрешности определения размера «под ключ» от угла падения
волн на грани ТВС
Исследованный ультразвуковой эхо-импульсный метод измерения расстояний от датчика
до плоскости является полным аналогом метода измерений расстояний от датчика до чехловой
ТВС, так как размер датчика и поперечный размер его акустического поля намного меньше ширины грани чехла ТВС ВВЭР-440, которая составляет 80 мм.
Полученные результаты можно перенести и на случай измерений размеров ТВС ВВЭР1000, так как высота дистанционирующих решеток (20 мм), по которым производятся основные
измерения, также превышает и размер датчиков, и поперечный размер их акустического поля.
Из полученных результатов следует, что при перпендикулярном падении волн на грань
чехла или ДР основная погрешность метода мала (± 0,008 мм) и удовлетворяет всем требованиям по точности измерений размеров ТВС, сформулированным в разделе 3.1.1. Однако, при
неперпендикулярном падении волн на поверхность, например, из-за скручивания сборки, погрешность резко возрастает. Для уменьшения этой погрешности механическая часть стенда инспекции должна позволять производить вращение сборки с шагом не менее 0,25°.
97
Тогда последовательность измерений размеров ТВС должна быть следующей:
1. Ультразвуковые датчики перемещаются вдоль вертикальной оси
Z до нужной
отметки Z i .
2. Производится сканирование сборки путем дискретного перемещения датчиков вдоль оси Y .
3. Определяется угол скручивания
α i ТВС на отметке Z i .
4. Сборка поворачивается на угол
α i , так, чтобы акустическая ось датчика была перпен-
дикулярна грани ТВС на высотной отметке Z i .
5. Измеряются расстояния от датчиков до поверхности сборки.
6. Определяется размер «под ключ».
Таким образом, при повороте ТВС на угол скручивания
α i с погрешностью не выше
± 0,25°, погрешность определения размера «под ключ» не превысит ± 0,03 мм.
Влияние остаточного тепловыделения ТВС на результаты измерений размеров ультразвуковым эхо-импульсным методом.
Для оценки степени влияния естественной конвекции вдоль поверхности ТВС на результаты измерения ее размеров ультразвуковым эхо-импульсным методом были проведены расчетно-экспериментальные исследования.
Расчет производился в приближении плоской стенки с постоянным тепловым потоком через нее. Мощность остаточного тепловыделения ТВС рассчитывалась по формуле Унтермейера
и Уэллса [75]. Так, например, в результате оценок получено, что максимальный тепловой поток
через оболочки твэлов ТВС ВВЭР-1000 может достигать 5 кВт/м2.
Ламинарный режим естественной конвекции. Переход ламинарного режима в турбулентный
начинается в области [76]:
*
3⋅1012 < Grz Pr < 4⋅1013,
где
(3.15)
Pr – число Прандтля;
g β qz 4
*
– модифицированное число Грасгофа;
Grz =
2
λν
λ – коэффициент теплопроводности жидкости;
z – координата вдоль вертикальной оси;
β, ν
– коэффициенты объёмного теплового расширения и кинематической
вязкости жидкости;
q – плотность теплового потока.
Усредненные профили температуры определялись по выражению [77]:
98
2
⎛ x⎞
t ( x ) = t∞ + (tc − t∞ )⎜1 − ⎟ ,
⎝ δ⎠
где
(3.16)
t∞ – температура среды на большом расстоянии от ТВС;
tc – температура стенки;
δ – толщина пограничного слоя.
Толщину пограничного слоя и температуру подогрева
Δt = tc − t∞ определяли следую-
щим образом [78]:
1
( )
⎡ 0 ,8 + Pr ⎤ 5 *
⎢⎣ Pr 2 ⎥⎦ Grz
1
5
δ = (360)
1
(360)5
Δt =
2
( )
qz
Grz*
z
−
−
1
⎡ 0 ,8 +
5
1
5
;
(3.17)
1
Pr ⎤ 5
⎢⎣ Pr 2 ⎥⎦ .
(3.18)
Расчет погрешности измерения расстояния от датчика до плоскости зависит от взаиморасположения датчика и репера эталонного канала относительно пограничного слоя (рисунок 3.28).
В зависимости от толщины пограничного слоя возможны три варианта расположения датчика:
– репер и датчик находятся вне пограничного слоя;
– репер и датчик находятся внутри пограничного слоя;
– репер находится внутри, а датчик – вне пограничного слоя.
1
c, м/с
c(x)
t, C°
t(x)
2
3
q,
кВт/м2
0
xp
4
x1
5
x0
Х
Рисунок 3.28 − Схема расположения датчика с репером эталонного канала относительно
пограничного слоя: 1 – стенка; 2 – направление теплового потока; 3 – репер эталонного канала;
4 – направления распространения ультразвуковых волн; 5 – датчик;
c( x ) , t ( x ) – изменения скорости звука и температуры вдоль акустической оси датчика
соответственно
Известно, что скорость звука монотонно увеличивается с увеличением температуры воды
[72] до 74 °С, а затем, незначительно уменьшается. Поэтому в пограничном слое скорость звука
99
уменьшается при удалении от стенки (см. рисунок 3.28) и за пределами слоя имеет постоянное
значение c(t ∞ ) .
Результаты расчетов показали [73, 74], что толщина ламинарного слоя у поверхности ТВС
составляет несколько миллиметров в диапазоне q = 1÷10 кВт/м2, поэтому ламинарный режим
естественной конвекции не оказывает существенного влияния на результаты измерений размеров ультразвуковым эхо-импульсным методом.
Турбулентный режим естественной конвекции. Толщину пограничного слоя для тур-
булентного режима естественной конвекции определяли по выражению [76]:
δ = 2,16Nu z−1⋅12 z ,
(3.19)
а профили температур:
Δt =
δ , мм
где
1 ⎤
⎡
12 x
⎛ x ⎞15
> 1,6 ;
t = Δt ⎢1 − ⎜ ⎟ ⎥ + t∞ при
⎢ ⎝δ ⎠ ⎥
δ
⎢⎣
⎥⎦
(3.20)
1⎤
⎡
12 x
⎛ 3x ⎞ 7
≤ 1,6 ,
t = Δt ⎢1 − ⎜ ⎟ ⎥ + t∞ при
⎢ ⎝δ ⎠ ⎥
δ
⎢⎣
⎥⎦
(3.21)
qz
*
0 ,22
; Nu z =0 ,568 ( Grz Pr)
.
Nu z λ
Толщина пограничного слоя для турбулент-
50
ного режима конвекции значительно больше, чем
40
1
30
2
для ламинарного (рисунок 3.29), и поэтому погрешность измерений зависит от расположения
3
20
репера и датчика относительно слоя.
Время
10
распространения
ультразвуковых
волн равно:
0
0
2
4
z, м
T = τ 0 + τ1 + τ 2 ,
6
Рисунок 3.29 − Зависимость величины пограничного слоя от координаты z для величины теплового потока q : 3 кВт/м2 (1);
6 кВт/м2 (2); 10 кВт/м2 (3)
где
(3.22)
τ 0 , τ 1 , τ 2 – время распространения волн от
репера до стенки, от границы пограничного слоя
до репера и от датчика до границы пограничного
слоя соответственно.
100
x
1
x −x
dx
τ1 + τ 2 = 0 1 + ∫
.
c( t∞ ) x р c( t( x ))
(3.23)
Скорость звука, определённая по времени распространения волн в эталонном канале, равна:
c=
x0 − x р
.
τ1 + τ 2
(3.24)
*
Измеренное расстояние x0 равно
x*0
xр
=c∫
0
dx
+ ( x0 − x р ) .
c( t( x ))
(3.25)
Погрешность измерения расстояния от датчика до стенки увеличивается с увеличением
расстояния между стенкой и репером (рисунок 3.30) и достигает максимальной величины, когда
репер находится вне пограничного слоя
Так, величина погрешности при плотности теплового потока 3 кВт/м2 достигает величины
0,05 мм, что соответствует погрешности 0,1 мм при измерении размера «под ключ». Таким образом, турбулентный режим конвекции оказывает существенное влияние на погрешность изме-
Погрешность, мм
рения размеров ТВС
Методическая погрешность при этом за-
0,1
2
висит от следующих факторов:
0,08
− плотности теплового потока от ТВС;
0,06
1
− средней температуры воды в бассейне вы-
0,04
держки;
− высотной отметки, где производится изме-
0,02
рение;
0
0
0,3
0,6
0,9
1,2
хр/δ
Рисунок 3.30 − Зависимость погрешности от
положения репера эталонного канала относительно пограничного слоя: 1, 2 − q = 3;
10 кВт/м2 соответственно
− расстояния от ТВС до репера эталонного
канала;
− расстояния от ТВС до датчика.
Экспериментальные исследования влияния естественной конвекции на измерение
размеров ультразвуковым эхо-импульсным методом проводились в бассейне размером 5х3х10м
с использованием электрообогреваемого макета ТВС [73], в качестве которого использовали
цилиндрическую трубу диаметром 74 мм и высотой 1,7 м.
Блок датчиков состоял из двух встречно направленных и соосно расположенных на рас-
101
стоянии 233 мм друг от друга ультразвуковых датчиков. Репер был выполнен из проволочки
диаметром 1 мм, расположенной горизонтально и проходящей через акустическую ось датчиков. Расстояние между датчиком и репером – 47 мм.
Уровень воды над макетом ТВС составлял не менее 0,5 м, расстояние от нижнего торца
макета до дна бассейна – 0,7 м. Исследования проводились на трех высотных отметках: 0,295;
0,855 и 1,415 м от нижнего торца макета при значениях плотности теплового потока: 0; 1,25;
2,80; 5,00; 7,00 кВт/м2.
Флуктуация амплитуд отражённых сигналов по мере усиления конвекции, увеличения па*
раметра Grz Pr заметно увеличивается. На рисунке 3.31 показаны несколько гистограмм распределения амплитуд.
*
С увеличением Grz Pr ширина гистограмм увеличивается и происходит их «вытягивание» в область малых значений. Такая трансформация гистограмм объясняется тем, что с увеличением интенсивности конвекции увеличивается число вихрей, проходящих за единицу времени область, в которой распространяются ультразвуковые волны. Следовательно, увеличивается число актов рассеяния и отклонения ультразвукового луча, в результате чего уменьшается
амплитуда принятого сигнала.
1,0
0,8
0,6
0,4
0,2
0,0
а
3,75
4,25
1,0
0,8
0,6
0,4
0,2
0,0
4,75
в
3,75
4,25
4,75
1,0
0,8
0,6
0,4
0,2
0,0
б
3,75
4,25
1,0
0,8
0,6
0,4
0,2
0,0
4,75
г
3,75
4,25
4,75
Рисунок 3.31 − Гистограммы распределения амплитуды принятого сигнала:
Grz* Pr = 8⋅1011; 1,2⋅1014; 1,7⋅1014 (а, б, в соответственно);
Grz* Pr = 1,7⋅1014 (г – режим со струёй)
На рисунке 3.32 показаны зависимости среднеквадратического отклонения (СКО) амплитуды
σ ( A) от Grz* Pr .
102
σ ( A) / A
0,05
0,04
0,03
0,02
0,01
0
10
11
12
13
14
15
(
Grz*
16
)
lg
Pr
Рисунок 3.32 − Зависимость среднеквадратичного отклонения амплитуды
*
отражённого сигнала от Grz Pr : □ – режим со струёй
Видно, что с интенсификацией конвекции флуктуации амплитуды увеличиваются. В обла*
сти значений Grz Pr от 1013 до 1014 наблюдается резкое повышение флуктуаций (перелом зависимости), что объясняется переходом от ламинарного к турбулентному режиму конвекции.
*
При развитой турбулентной конвекции ( Grz Pr = 1015) СКО амплитуды принятого сигнала достигает 4 % от среднего значения.
Разброс значений измеренного диаметра макета ТВС или расстояния от датчика до макета
может возникать вследствие:
− флуктуаций температуры и, следовательно, скорости звука вдоль трассы распространения
ультразвуковых волн;
− искривления луча из-за преломления на крупных вихрях;
− флуктуации амплитуды;
− отражения волн от вихрей.
Гистограммы распределения измеренных расстояний от датчика до макета по мере увели*
*
чения Grz Pr становятся шире (рисунок 3.33) и при Grz Pr = 1015 случайная составляющая
погрешности равна ± 0,15 мм. В отсутствии конвекции случайная составляющая погрешности
не превышает ± 0,008 мм. Для уменьшения случайной погрешности проводили многократные
измерения ( N = 5⋅103) одного и того же расстояния и полученные значения усредняли.
0,2
а
0,15
Вероятность
Вероятность
103
0,1
0,05
0,2
0,1
0,05
0
0
-0,2
-0,1
0
0,1
Погрешность, мм
-0,2
0,2
Вероятность
Вероятность
б
0,15
в
0,15
0,1
0,2
г
0,15
0,1
0,05
0,05
0
0
-0,2
-0,1
0
0,1
Погрешность, мм
-0,1
0
0,1
Погрешность, мм
-0,2
-0,1
0
0,1
Погрешность, мм
Рисунок 3.33 − Распределение случайной составляющей погрешности измерения расстояния от
*
датчика до макета ТВС: Grz Pr = 0,2⋅1015; 0,9⋅1015; 1,3⋅1015 (а, б, в соответственно);
Grz* Pr = 1,3⋅1015 (г – режим со струёй)
Как было отмечено ранее, для метода с эталонным каналом, наибольшая погрешность
возникает для случая, когда репер находится вне пограничного слоя. Для этого случая были
проведены расчёты погрешности измерения диаметра макета ТВС по выражениям (3.16–3.18) и
(3.25). Результаты расчётов представлены в виде следующих зависимостей:
2
Δ = 56,336 ⋅ 10
−4
Δ = 190,2134 ⋅10
−4
( )
qx 2 ⎡ 0 ,8 + Pr ⎤ 5 *
Grz
λ ⎢⎣ Pr 2 ⎥⎦
qx 2
λ
(Gr
*
z
⋅ Pr
)
− 0.44
−
2
5
+ 4 ,267 ⋅10 − 6 ; Grz* Pr < 3 ⋅ 1012 (3.26)
+ 2 ,447 ⋅10− 6 ; Grz* Pr > 4 ⋅1013
(3.27)
Результаты анализа этих зависимостей показали, что погрешность линейно зависит от
произведения толщины пограничного слоя на температурный перепад в нём. На рисунке 3.34
показаны результаты расчёта и экспериментальные данные методической погрешности измерения диаметра макета от
(δ Δt ) .
Погрешность, мм
104
0,16
0,12
0,08
0,04
0
0
0,05
0,1 0,15
0,2
0,25
0,3 0,35 0,4 0,45
δΔt, °C⋅м
Рисунок 3.34 − Зависимость методической погрешности измерения поперечного размера
макета ТВС от произведения толщины пограничного слоя δ на перепад температуры Δt в
нём: • − экспериментальные данные для режимов с конвекцией;
□ − режим со струей воды; ⎯ − расчётные данные
Экспериментальные данные близко совпадают с расчётными. Погрешность изменяется от
0,04 до 0,12 мм при изменении
δ Δt от 0,15 до 0,44 м⋅°С. При этом, значения измеренного диа-
метра больше истинного диаметра макета ТВС.
Таким образом, естественная конвекция, вызванная остаточным тепловыделением ТВС,
оказывает существенное влияние на результаты измерений размеров ТВС ультразвуковым эхоимпульсным методом. Для уменьшения погрешности разработан метод [73], сущность которого
заключается в том, что вдоль линии распространения ультразвукового луча направляется струя
воды, которая «разрушает» конвективный слой и уменьшает температурный градиент.
В экспериментах струя воды подавалась со скоростью 2 м/с в цилиндрический диффузор
(диаметр 26 мм, длина 47 мм), в котором находился датчик
Из сопоставления рисунков 3.33, в и 3.33, г видно, что при использовании струи воды
случайная составляющая погрешности несколько уменьшается. Зато методическая погрешность
уменьшилась во много раз, так для турбулентных режимов она уменьшилась в 4÷24 раза (рисунок 3.34), не превышает 0,025 мм и не зависит от интенсивности конвекции в исследованном
*
диапазоне Grz Pr . Это указывает на то, что струя полностью разрушила конвективный слой
вдоль ультразвукового луча.
Скорость струи воды на выходе из диффузора должна быть достаточной, чтобы разрушить пограничный слой у поверхности исследуемой ТВС. Остаточное тепловыделение ТВС,
которые могут исследоваться на стенде инспекции, зависит от их времени выдержки после извлечения из реактора и может меняться от сборки к сборке в широких пределах. Для выбора
скорости струи воды разработан следующий способ. Ультразвуковые датчики первоначально
перемещают в верхнюю часть ТВС, где толщина пограничного слоя наибольшая. Измеряют
105
среднее время T ( 0 ) распространения волн до поверхности ТВС и обратно без использования
струи. Затем, в сторону поверхности ТВС направляется струя воды и измеряется среднее время
распространения волн T (V ) . По мере увеличения скорости струи v происходит, вследствие постепенного разрушения пограничного слоя, изменение относительного приращения времени
T (V ) − T (0 ) / T (0 ) . Скорость струи увеличивают до тех пор, пока это приращение времени не
прекратится. Полученная скорость струи (расход воды) фиксируется и в дальнейшем остается
одинаковой при исследовании этой конкретной ТВС.
Таким образом, результаты проведенных исследований позволяют сформулировать основные требования к системе с точки зрения минимизации погрешности измерений.
1. Поверхность ТВС должна находиться в ближней зоне акустического поля датчиков.
2. Эталонный канал системы должен быть совмещен с измерительным каналом, то есть отражатель эталонного канала (репер) должен располагаться на акустической оси датчика между
ним и ТВС.
3. Отражатель эталонного канала должен располагаться как можно ближе к ТВС.
4. Для разрушения конвективного слоя следует использовать струю воды, направленную вдоль
акустической оси датчика в сторону ТВС. Поперечный размер струи должен превышать поперечный размер пьезоэлемента датчика.
Основные метрологические параметры разработанных методов представлены в таблице 3.4, из
которых видно, что разработанные методы удовлетворяют требованиям по погрешности, предъявляемым к стендам инспекции и оборудованию защитных камер.
Таблица 3.4
Оценка погрешности определения геометрических параметров ТВС.
Погрешность
Параметр
Оптический метод
Допустимая
погрешность
наведение
цифровой
Ультразвуковой метод
Длина ТВС и твэлов
0,6 мм
-
-
0,5-1,0 мм
Прогиб ТВС
0,26 мм
0,25 мм
0,04 мм
1,0 мм
0,30°
-
0,025°
0,5-1,0°
-
-
0,08 мм
0,1-0,5 мм
Расстояния между ДР
0,6 мм
-
-
0,5-1,0 мм
Разновысотность твэлов
0,3 мм
0,1 мм
-
-
-
0,16 мм
-
0,1-0,3 мм
Угол скручивания ТВС
Поперечный размер ТВС
Зазор между твэлами
106
3.1.3.4. Определение формоизменения ПС СУЗ ТВС ВВЭР-1000 ультразвуковым эхоимпульсным методом
Для контроля пэлов в кластерной сборке ПС СУЗ ТВС ВВЭР-1000 был предложен ультразвуковой метод с использованием неподвижных датчиков, расположенных по окружности, охватывающей исследуемый пэл [79, 80].Это упрощает конструкцию устройства контроля, так как
отпадает необходимость в подвижных элементах. В ТВС ВВЭР-1000 восемнадцать пэлов объединены в кластерную сборку и перемещаются по направляющим каналам ТВС. Препятствием
для оперативного определения формоизменения поперечных сечений каждого пэла без разделки кластерной сборки является ограниченное пространство вокруг пэла, где можно было бы
разместить измерительное устройство. Для ТВС ВВЭР-1000 это пространство ограничено кольцом с внутренним диаметром 12–14 мм и внешним – не более 45 мм.
Для отработки метода в лабораторных условиях был разработан макет измерительного
устройства (рисунок 3.35). Измерительный узел представляет собой кольцо с внутренним и
внешним диаметром 23 и 45 мм соответственно. Внутрь кольца помещается макет пэла. По периметру кольца расположено 104 датчика прямоугольной формы размером 0,8х10 мм, выполненных из пьезокерамики ЦТС-19 с резонансной частотой 5 МГц.
i
3
4
3
2
1
5
6
7
8
n
n-1
2
1
Рисунок 3.35 − Блок-схема измерительного устройства: 1 – ультразвуковой датчик; 2 – пэл; 3 –
отражатель эталонного канала; 4 – датчик эталонного канала; 5 – коммутатор датчиков; 6 – измерительный блок; 7 – ПЭВМ;
8 – принтер
С помощью коммутирующего устройства датчики поочередно подключаются к измерительно-вычислительной системе, аналогичной разработанной для измерения размеров ТВС.
Датчики работают в эхо-импульсном режиме, по времени распространения волн от каждого
датчика до поверхности пэла определяется расстояние от каждого датчика до поверхности
пэла. Для коррекции скорости звука также используют метод эталонного канала. Исследования
107
акустического тракта метода проводили на цилиндрических калибрах и калибрах, имитирующих локальное истирание пэла.
Алгоритм восстановления формы поперечного сечения пэла заключается в следующем:
1. Измеряют расстояние xi от каждого датчика до поверхности объекта контроля и формируют
массив:
где
{xi ;ϕi }i =1,n ,
i = 1,2 ,... , n ,
(3.28)
ϕi – угловое положение i −го датчика.
2. Определяют координаты точек поверхности объекта контроля в системе координат измерительного устройства, начало координат совмещают с центром кольца датчиков и получают новый массив:
{r ;ϕ }
i
i i =1 ,n
,
(3.29)
где ri = Rk − xi ;
Rk – радиус кольца датчиков.
3. Полученную зависимость r = r (ϕ ) сглаживают с помощью разложения в ряды Фурье и получают массив:
{r
*
i
;ϕ i }i =1,n .
(3.30)
4. По массиву (3.30) восстанавливают форму поперечного сечения объекта контроля и сравнивают с исходной формой.
Таким образом, процесс определения формоизменения стержня СУЗ можно разделить на
четыре стадии: измерение расстояния от датчика до поверхности стержня, определение координат точек поверхности, восстановление формы поперечного сечения и определение отклонения
этой формы от исходной.
На каждой из этих стадий возникают погрешности, которые отличаются друг от друга как
по значению, так и по природе своего происхождения. Эти погрешности в совокупности и
определяют погрешность метода.
Основной причиной, определяющей методическую погрешность (так же как и при измерении размеров ТВС), является неперпендикулярное падение ультразвуковых волн на поверхность объекта контроля. Неперпендикулярное падение волн на поверхность объекта возникает
по двум причинам: либо объект смещён относительно центра координат измерительного узла,
либо он имеет неправильную форму.
A / Amax
108
Важнейшей характеристикой, определяю-
1,1
щей погрешность измерений, является диаграмма
1,0
рассеяния ультразвуковых волн на цилиндриче-
0,9
ской поверхности.
0,8
На рисунке 3.36 приведены диаграммы рас-
0,7
сеяния волн на цилиндре диаметром 8 мм для
0,6
двух значений расстояния x между датчиком и
0,5
поверхностью цилиндра. Датчик смещали отно-
0,4
сительно оси цилиндра в пределах ± 2,5 мм.
-3
-2
-1
0
1
2
3
Смещение, мм
Рисунок 3.36 − Диаграммы рассеяния ультразвукового луча на цилиндрической поверхности в зависимости от смещения датчика: x = 7,0 мм (♦); x = 12,0 мм (◊)
При изменении расстояния x от датчика до
цилиндра в пределах значений от 7 до 12 мм амплитуда принятых сигналов при перпендикулярном падении волн на поверхность практически не
меняется. Ширина диаграмм рассеяния на уровне
0,7 Amax составляет ∼ 3 мм, а на уровне 0,5 Amax ∼ 4 мм, что указывает на принципиальную возможность измерений при смещении центра объекта контроля относительно акустической оси
Погрешность, мм
датчика до величины 2 мм.
0,01
При перпендикулярном падении луча на
0,005
поверхность погрешность измерений расстояния не превышает ± 0,008 мм (рисунок 3.37).
0
-0,005
При смещении датчиков относительно
-0,01
оси оболочки пэла абсолютное значение по7
8
9
10
11
12
13
Расстояние, мм
Рисунок 3.37 − Зависимость погрешности
измерений от расстояния между датчиком и
цилиндром при перпендикулярном падении
волн на его поверхность
грешности измерения расстояния xi увеличивается. На рисунке 3.38 приведена зависимость
погрешности от смещения датчика. Расстояние
от датчика до поверхности оболочки пэла изменялось от 7 до 12 мм. Сплошной линией
проведена расчётная зависимость погрешности, полученная в приближении геометрической
акустики. Результаты экспериментов хорошо совпадают с расчётом.
При небольшом смещении датчика (до 0,25 мм) погрешность измерений не превышает
0,01 мм, однако при дальнейшем смещении погрешность резко увеличивается и достигает
0,14 мм при смещении 1,0 мм.
Погрешность, мм
109
Таким образом, анализируя полученные
0,05
результаты и физические предпосылки появ-
0
ления методической погрешности, можно
-0,05
дать следующие рекомендации для её уменьшения:
-0,1
1. Ультразвуковой луч в зоне возможного
нахождения поверхности объекта должен
-0,15
-0,2
-1,5
быть как можно тоньше, а поле вдоль акусти-1
-0,5
0
0,5
1
1,5 ческой оси датчика – равномерным.
Смещение, мм 2. Возможное
смещение поглощающего
Рисунок 3.38 − Зависимость погрешности от
смещения датчика: ⎯ – расчёт;
○ – эксперимент
стержня относительно центра кольца с датчиками должно быть сведено до минимума
и не превышать 0,25 мм.
Координаты точек поверхности определяют из выражения (3.29) с использованием поправочного массива
{Δx ,ϕ }, где Δx – поправка для i −го датчика. Поправочный массив испольi
i
i
зуют из-за того, что в силу технологических причин кольцо, на котором крепятся датчики, имеет отклонения от идеальной окружности. Поправочный массив получают в процессе калибровки измерительного узла. На рисунке 3.39 показан поправочный массив для кольца со 104 датчи-
Поправка, мм
ками. Максимальная поправка достигает 0,06 мм.
Исследование погрешности метода
0,08
проводили на цилиндрических калибрах
0,04
диаметром 6–9 мм и на калибрах с ими-
0
тацией износа (износ 0,07–0,2 мм). Ре-
-0,04
зультаты
0
100
200
300
400
Угол, град
Рисунок 3.39 − Поправочный массив
измерений
цилиндрических
калибров позволяют определить нижнюю границу погрешности метода, так
как эти калибры имеют «идеальную»
форму поперечного сечения – окружность.
На рисунке 3.40 приведён пример обработки экспериментальных данных, полученных при
измерении цилиндрического калибра. Символами в виде черных и белых квадратов на рисунке 6.35, а нанесены значения радиус-векторов ri от центра кольца до поверхности калибра до и
после поправки экспериментальных данных соответственно. Хорошо видна эффективность использования поправочного массива. Сплошной линией проведена сглаженная кривая. Синусоидальный характер сглаженной кривой (см. рисунок 3.40, а) указывает на смещение калибра относительно центра кольца.
110
3,2
ri , мм
R i , мм
3,1
3,1
3,0
3,0
2,9
2,9
2,8
0
100
200
300
400
ϕ , град
2,8
0
100
а
200
300
400
ψ , град
б
Рисунок 3.40 − Обработка экспериментальных данных для цилиндрического
калибра: ■ – эксперимент; □ – после поправки; ⎯ – сглаженная кривая
По сглаженным данным определяют центр сечения калибра и данные пересчитывают относительно этого центра (см. рисунок 3.40, б). Определяют средний радиус R , максимальный
Rmax и минимальный Rmin радиусы полученной фигуры.
На рисунке 3.41, 3.42 показаны
(R max − R min ), мм
0,020
0,016
значения
погрешности
среднего
радиуса
(Rmax − Rmin ),
0,012
0,008
определения
ΔR
и
разница
которая характеризует
искажение (эллипсность) восстановлен-
0,004
ной фигуры.
0,000
2,5
3,0
3,5
4,0
4,5
5,0
R, мм
Рисунок 3.41 − Разница между максимальным и
минимальным радиусом в восстановленной фигуре в зависимости от радиуса калибра
Δ R , мм
Измеряемые калибры располагались в центре кольца. Погрешность
определения среднего радиуса не превышает
0,012 мм,
а
величина
(Rmax − Rmin ) не превышает 0,02 мм.
0,015
При смещении калибра относи-
0,010
0,005
0,000
-0,005
-0,010
тельно центра кольца возникает методическая погрешность, которая приводит к
тому, что восстановленная фигура принимает форму эллипса вместо окружно2,5
3,0
3,5
4,0
4,5
5,0
R, мм
Рисунок 3.42 − Погрешность определения среднего
радиуса R различных калибров
сти, причём большая полуось его больше
радиуса калибра, а малая – практически
равна ему.
111
На рисунке 3.43 и 3.44 представлены погрешность определения среднего радиуса
ΔR и
величина ( Rmax − Rmin ) в зависимости от смещения калибра. При смещении калибра до 0,8 мм
Δ R не превышает 0,012 мм, а величина (Rmax − Rmin ) не превышает 0,05 мм
0,02
(R max - R min ), мм
Δ R , мм
0,05
0,04
0,03
0,01
0,02
0
0,01
-0,01
0
0
0,2
0,4
0,6
0,8
Смещение, мм
Рисунок 3.43 − Зависимость погрешности
определения среднего радиуса R от смещения калибра
0
0,2
0,4
0,6
0,8
Смещение, мм
Рисунок 3.44 − Разница между максимальным и минимальным радиусом в восстановленной фигуре в зависимости от смещения калибра
При сравнении рисунков 3.41, 3.42 с рисунками 3.43 и 3.44 видно, что от смещения калибра погрешность определения среднего радиуса практически не изменяется, в то время как разница ( Rmax − Rmin ) увеличилась в 2,5 раза.
Результаты измерений калибров с имитацией износа приведены в таблице 3.5.
Таблица 3.5
Результаты обработки экспериментальных данных
№ калибра
1
2
3
4
№ калибра
1
2
3
4
№ калибра
1
2
3
4
Средний радиус на неповреждённых участках, мм
Эксперимент
Калибр
Среднее значение
Погрешность
4,101
4,111
0,013
4,096
4,116
0,031
4,072
4,096
0,045
4,078
4,090
0,024
Максимальная величина износа, мм
Эксперимент
Калибр
Среднее значение
Погрешность
0,097
0,094
0,029
0,066
0,079
0,040
0,203
0,217
0,059
0,158
0,145
0,037
Величина износа, % к площади сечения кольца
Эксперимент
Калибр
Среднее значение
Погрешность
1,73
1,84
0,465
1,03
1,22
0,717
6,30
6,72
2,008
3,87
3,70
0,928
112
На рисунке 3.45, а, б показаны результаты измерений для двух калибров с максимальным
значением износа 0,203 и 0,097 мм соответственно. По значениям координат точек поверхности
калибра определяли неизношенную часть поверхности, для которой вычисляли координаты
центра окружности (исходная форма поперечного сечения ПС СУЗ). Этот центр соединяли с
аналогичным центром калибра и проводили сравнения.
4,15
4,10
4,05
4,00
3,95
3,90
3,85
Ri , мм
0
4,15
4,10
4,05
4,00
3,95
3,90
3,85
100
200
300
400
Ψ, град
Ri , мм
0
100
200
300
400
Ψ, град
а
б
Рисунок 3.45 − Зависимость радиуса от угла для калибров с имитацией износа:
⎯ − калибр; - − эксперимент
Определяли средний радиус калибра на неизношенных участках, максимальную величину
износа и уменьшение площади поперечного сечения оболочки. Максимальная погрешность
определения среднего радиуса на неповреждённом участке и максимальной величины износа
составили 0,045 и 0,06 мм соответственно. Погрешность определения площади сечения оболочки не превышает 2 %.
Количество ультразвуковых датчиков на измерительном кольце определяет дискретность
измерений и эффективность восстановления формы поперечного сечения ПС СУЗ. Исследование зависимости погрешности от количества датчиков проводили на калибре № 1 с имитацией
износа (см. таблицу 3.5).
На рисунке 3.46, а, б показаны зависимости погрешности определения среднего радиуса
неповреждённой поверхности калибра и максимального износа соответственно. Из результатов
исследований видно, что при изменении количества датчиков от 20 до 30 шт. погрешность резко уменьшается и, начиная с 50−60 датчиков, практически не изменяется.
Для других форм поперечного сечения оптимальное количество датчиков может быть
другим и требует дополнительных исследований.
погрешность, мм
погрешность, мм
113
0.20
0.15
0.10
0.05
0.00
0
50
100
0.06
0.05
0.04
0.03
0.02
0.01
150
0
50
100
150
количество датчиков, шт.
количество датчиков, шт.
а
б
Рисунок 3.46 − Зависимость погрешности определения среднего радиуса (а) и износа (б) ПС
СУЗ от количества датчиков
Таким образом, исследования метода на цилиндрических калибрах и калибрах с имитацией износа позволяют сделать следующие выводы:
• Разработанная методика позволяет эффективно восстанавливать форму поперечного сечения
ПС СУЗ и определять основные характеристики формы с погрешностями: среднего радиуса
± 0,05 мм; максимальной величины износа ± 0,06 мм; площади поперечного сечения оболочки
± 2 %.
• Определены требования к механической части установки: устройство центрирования иссле-
дуемого ПС СУЗ относительно измерительного кольца должно обеспечивать минимально возможное, не более 0,25 мм, смещение ПС СУЗ относительно центра кольца.
• Минимально необходимое количество датчиков на измерительном кольце зависит от формы
поперечного сечения исследуемого объекта и должно быть не менее 50–60 штук.
3.2. Ультразвуковые методы обнаружения негерметичных твэлов в ТВС
Для разработки метода обнаружения негерметичных твэлов в составе ТВС ВВЭР, в
первую очередь, необходимо изучить физику процессов, лежащих в основе метода, а именно,
исследовать акустический тракт. Под акустическим трактом понимается путь ультразвука от
излучателя до приемника через объект контроля − оболочку твэла [70]. По формулам акустического тракта определяются ослабления амплитуд сигналов на этом пути.
3.2.1. Распространение ультразвуковых волн в цилиндрических оболочках
В зависимости от способа возбуждения в цилиндрических оболочках могут распространяться продольные, поперечные, поверхностные, нормальные и другие типы ультразвуковых
волн. В тонкостенных оболочках, у которых толщина стенки меньше или сравнима с длиной
волны продольных и поперечных волн, распространяется комбинация волн с преобладанием
нормальных, или как их еще называют, волн Лэмба [81], которые представляют собой суперпозицию продольных и поперечных волн. По виду смещения частиц твердого тела нормальные
114
волны делятся на симметричные S и антисимметричные A , которые, в свою очередь, делятся
на моды:
S 0 , S1 , S 2 ...S n ...; A0 , A1 , A2 ...An ...
Исследование характера распространения нормальных волн вдоль тонкостенной цилиндрической оболочки [82] и распространения нормальных волн в тонкостенном цилиндрическом
слое [83] показали, что кривизна оболочки практически не влияет на скорость распространения
и другие характеристики нормальных волн. Поэтому, для понимания особенностей распространения волн в тонкостенной цилиндрической оболочке рассматривалась задача возбуждения и
распространения нормальных волн для плоского слоя (пластина), для которого уравнения, описывающие волновые процессы, наиболее просты.
3.2.1.1. Распространение нормальных волн в плоской пластине, погруженной в жидкость
Распространение нормальных волн в плоской пластине описывается дисперсионными
уравнениями,
из
которых
определяют
основные
параметры
волн:
фазовые
и групповые скорости и коэффициенты затухания из-за излучения в окружающую
среду[84].
В качестве аналога негерметичного твэла рассматривалась пластина, погруженная в воду
(с двух сторон от поверхностей – вода), а в качестве аналога герметичного твэла рассматривалась пластина, с одной стороны которой вода, с другой стороны – газ.
В «нулевом приближении» [81] полагают, что плотность материала пластины
больше плотности воды
ρ намного
ρ 0 (ρ0 / ρ = 0 ) . При этом допущении дисперсионные уравнения для
двух случаев граничных условий на поверхностях пластины совпадают между собой и принимают простой вид:
для симметричных волн:
(ξ
2
)
⎛ h⎞
⎛ h⎞
+ β 2 cth⎜ α ⎟ − 4ξ 2αβ cth⎜ β ⎟ = 0
⎝ 2⎠
⎝ 2⎠
(3.28)
для антисимметричных волн:
(ξ
где
2
)
⎛ h⎞
⎛ h⎞
+ β 2 th⎜α ⎟ − 4ξ 2αβ th⎜ β ⎟ = 0
⎝ 2⎠
⎝ 2⎠
(3.29)
α = ξ 2 − kl2 ; β = ξ 2 − kt2 ;
k l , kt – волновое число продольных и поперечных волн в материале пластины соответ-
ственно;
ξ – волновое число нормальной волны;
h – толщина пластины.
115
С использованием зависимостей (3.28) и (3.29) были выполнены расчеты фазовых и групповых скоростей для циркониевой пластины [84] и построены соответствующие дисперсионные кривые, в зависимости от произведения частоты ультразвуковых волн f на толщину пластины h (рисунок 3.47).
Результаты экспериментов, выполненных на необлученных оболочках твэлов ВВЭР и
циркониевых трубах, подтвердили правильность расчета фазовых и групповых скоростей.
Из дисперсионных кривых фазовых скоростей (рисунок 3.47, а) были определены условия
возбуждения тех или иных мод симметричных и антисимметричных волн. В пластине толщиной h на данной частоте f могут быть возбуждены только те нормальные волны, дисперсионные кривые которых пересекаются вертикальной линией, проведенной через соответствующую
точку fh на оси абсцисс графика (рисунок 3.47, а). Так, например, для fh = 103 МГц⋅м могут
быть возбуждены только две волны типа A0 и S 0 .
Cф, м/с
7000
6000
S0
5000
S1
A1
A2
S2
4000
3000
2000
A0
1000
0
0
1
2
3
а
Cгр, м/с
5000
S1
S0
4000
4
5
6
-3
f⋅h, х10 МГц⋅м
S2
A1
3000
A2
A0
2000
1000
0
0
1
2
3
4
5
6
-3
f⋅h, х10 МГц⋅м
б
Рисунок 3.47 − Дисперсионные кривые фазовой (а) и групповой (б) скорости нормальных волн
для циркониевой пластины:
– расчёт; ■ – эксперимент
116
Групповые скорости (рисунок 3.47, б) характеризуют скорость передачи энергии нормальными волнами и определяют время прихода сигнала на ультразвуковой датчик.
3.2.1.2. Затухание нормальных волн
При распространении нормальных волн в пластине, погруженной в жидкость, происходит
их затухание вследствие излучения энергии в окружающую среду в виде расходящихся от поверхности пластины продольных волн. «Нулевое приближение» дает вещественные корни дисперсионных уравнений и не позволяет определить коэффициенты затухания волн из-за излучения энергии в жидкость.
Для определения коэффициентов затухания необходимо использовать “первое“ приближение [85], положив
ρ 0 / ρ << 1 и представив волновое число в виде:
ξ1 = ξ + Δ ,
где
(3.30)
Δ << ξ ; Δ = δ + ik зат ; i = 1, 2, 3…
δ – поправка к фазовой скорости;
k зат – коэффициент затухания.
Подставив выражение (3.30) в уравнения (3.28) и (3.29) и отбросив члены порядка
Δ2 и
выше, уравнения разделяют на вещественные и мнимые части. При этом из вещественных частей уравнений определяют фазовую скорость, а из мнимых – коэффициенты затухания.
Результаты расчета коэффициентов затухания симметричных (k s ) и антисимметричных
волн k a для циркониевой пластины толщиной 0,65 мм (толщина оболочки твэлов ВВЭР) представлены на рисунке 3.48.
Для пластины, граничащей одной стороной с жидкостью, а другой стороной – с газом,
расчет коэффициентов затуханий волн намного сложнее, чем в первом случае, когда с двух сторон от пластины жидкость.
Однако, при
ρ 0 / ρ << 1 для большинства значений fh (кроме малых и больших значе-
ний fh ) можно принять, что коэффициенты затухания для такой пластины k ks и k ka из-за излучения энергии в жидкость в два раза меньше коэффициентов затухания k s и k a для пластины, погруженной в жидкость [86]:
k ks =
ks
k
; k ka = a .
2
2
(3.31)
117
-1
k s ,k a⋅h, м
Понимание физической сущности
800
волн позволило избежать ошибок в
расшифровке осциллограмм сигналов
при отработке методики, так как из-за
600
импульсного возбуждения волн и коS0
A0
400
нечного размера датчиков в оболочке
S1
200
A2
S2
практически
невозможно
возбудить
«чистую» волну определенной моды.
Как правило, возбуждаются несколько
A1
мод с преобладанием одной какой-либо
моды, и на экране регистрирующего
0
0
2
4
6
8
-3
f⋅h, ×10 МГц⋅м
Рисунок 3.48 − Дисперсионные кривые коэффициентов затухания вследствие излучения в воду
прибора наблюдается сразу несколько
импульсов.
3.2.2. Акустический тракт методов обнаружения негерметичных твэлов
Экспериментально показано, что при определённых условиях падения продольных волн
на боковую поверхность в оболочках твэлов ВВЭР возбуждаются и распространяются нормальные волны (волны Лэмба).
При установке датчика на верхнюю заглушку твэла также можно добиться возбуждения в
оболочке нормальных волн, которые распространяются по ней вдоль аксиальной оси. Экспериментальные значения фазовых и групповых скоростей нормальных волн, зарегистрированных в
циркониевых тонкостенных оболочках, приведены на рисунке 3.47 [87, 88]. Данные значения
хорошо совпадают с расчётными значениями, полученными для плоской пластины. Это даёт
основание использовать приближение «плоской пластины» для описания распространения нормальных волн в тонкостенных оболочках.
Условия возбуждения и распространения нормальных волн с боковой поверхности оболочки существенно отличаются от условий возбуждения волн со стороны верхней заглушки
твэла, поэтому анализ акустического тракта методов удобно проводить отдельно для методов с
тонкими щупами и для метода с датчиком на верхней заглушке.
3.2.2.1. Акустический тракт методов с возбуждением волн со стороны боковой
поверхности оболочки
Для оболочки с толщиной стенки h на частоте возбуждения продольных волн в датчике
f теоретически могут возбуждаться только те моды нормальных волн, кривые фазовой скоро-
118
сти которых пересекаются перпендикуляром, восстановленным из точки fh на оси абсцисс
графика (см. рисунок 3.47). Так, например, для значения fh = 10-3 МГц⋅м могут быть возбуждены только нулевые моды А0 и S 0 антисимметричной и симметричной волн соответственно.
Для значения fh = 2⋅10-3 МГц⋅м возможно еще возбуждение моды А1 и т.д.
Рассмотрим некоторые особенности возбуждения нормальных волн в оболочках твэлов.
Так как зазор между твэлами в ТВС ВВЭР составляет несколько миллиметров (для ТВС реактора ВВЭР-1000 – 3,65 мм), то для контроля используют плоские датчики прямоугольной формы;
длинная сторона датчика располагается вдоль твэла.
Из-за конечной ширины датчика и в зависимости от его положения относительно оболочки ультразвуковые волны падают на оболочку под различными углами. Для возбуждения какой-либо моды нормальной волны необходимо, чтобы угол падения продольных волн
ϕ на по-
верхность оболочки соответствовал условию
Cф =
где
C0
,
sin ϕ
(3.32)
Cф – фазовая скорость моды;
C0 – скорость звука в воде.
В реальных условиях контроля твэлов в ТВС нельзя обеспечить один конкретный угол па-
дения волн на оболочку, поэтому в оболочке одновременно могут возбуждаться и распространяться сразу несколько мод волн, имеющих разную групповую скорость и разную чувствительность к наличию воды под оболочкой твэла. Кроме того, нормальные волны будут огибать оболочку несколько раз. При распространении нормальных волн в оболочке они будут излучать
продольные волны в воду вокруг оболочки под углом
ϕ , соответствующим условию (3.32) для
конкретной моды волны. Эти продольные волны регистрируются приёмником.
Таким образом, картина распределения волн в оболочке и вокруг неё достаточно сложная,
что затрудняет расшифровку осциллограмм на выходе приёмного тракта аппаратуры и выделение полезного или полезных сигналов, по амплитуде которых можно судить о наличии воды
под оболочкой негерметичного твэла.
Для методов с двумя и одним щупом (рисунок 3.49 и 3.50) есть отличия, которые влияют
на процесс распознавания полезных сигналов.
119
а
б
Рисунок 3.49 − Схема контроля твэлов в ТВС с помощью двух щупов с датчиками (а) и траектории распространения волн в оболочке (б): 1 – направляющий канал; 2 – твэл; 3 – направление
перемещения щупов; 4 – щупы; 5, 6 – излучатель и приёмник ультразвуковых волн соответственно; 7 – направление распространения волн
а
б
Рисунок 3.50 − Схема контроля твэлов в ТВС с помощью одного щупа с датчиками (а) и траектории распространения волн в оболочке (б): 1 – направляющий канал; 2 – твэл;
3 – направление перемещения щупа; 4 – щуп; 5, 6 – приёмник и излучатель ультразвуковых
волн соответственно; 7 – направление распространения волн
При перемещении двух щупов относительно твэла (рисунок 3.49) угол падения волн с излучателя на оболочку плавно изменяется от 90 до 0 градусов (излучатель находится против середины оболочки, ось оболочки перпендикулярна плоскости датчика) и затем опять до 90 градусов. Таким образом, при перемещении щупов относительно твэла в оболочке будут возбуждаться и затем регистрироваться приемником все волны, моды которых возбуждаются в оболочке при заданных значениях fh .
Для метода с одним щупом (рисунок 3.50) ситуация иная. Расстояние b между осями излучателя и приёмника определяет единственное значение угла
ϕ 0 возбуждения–приёма моды
нормальной волны в оболочке с фазовой скоростью Cф
Сф =
где
2R
C0 ,
b
R – внешний радиус оболочки.
(3.33)
120
Таким образом, при перемещении одного щупа относительно твэла оптимальным является
такое его положение, когда излучатель и приёмник симметричны относительно продольной оси
твэла.
Для каждой моды нормальной волны можно определить расстояние, которое она проходит от точки её возбуждения в оболочке до точки, из которой она излучает продольную волну,
падающую перпендикулярно на приёмник ультразвуковых волн:
L" = (π − 2ϕ )Rср ;
L' = 2(π − ϕ )Rср ,
где
(3.34)
L' , L" – пройденный волной путь для одно- и двухщупового методов соответственно;
Rср – средний радиус оболочки твэла;
ϕ – угол падения продольной волны от излучателя на поверхность оболочки твэла, при
котором возбуждается какая-либо мода нормальных волн.
Амплитуду принятого сигнала для герметичного твэла можно описать следующими уравнениями:
[
]
,
'
AГ = M 1M 2 A3 exp[− 2(k1 + k 2 )Rср (π − ϕ )],
A"Г = M 1M 2 A3 exp − (k1 + k 2 )Rср (π − 2ϕ ) ;
где
(3.35)
A'Г , A"Г – амплитуды сигналов для герметичного твэла для одно- и двухщупового мето-
дов соответственно;
A3 – амплитуда зондирующего импульса;
M 1 , M 2 – коэффициенты, характеризующие эффективность преобразования электрических колебаний в механические в излучателе, и механических колебаний в электрические в
приёмнике ультразвуковых волн соответственно;
k1 – коэффициент затухания волн в материале оболочки;
k 2 – коэффициент затухания нормальных волн из-за излучения энергии во внешнюю
среду – в воду, окружающую контролируемый твэл.
Так как длина окружности оболочки твэла невелика – несколько десятков миллиметров,
то некоторые моды нормальных волн с небольшими коэффициентами затухания k1 и k 2 могут
несколько раз «обежать» вокруг оболочки, прежде чем полностью затухнуть. В этом случае на
экране осциллографа будет наблюдаться последовательность импульсов с амплитудами
A1 , A2 ,.. Ai ,.. An , где A1 – первый импульс, соответствующий волне, прошедшей от излучателя до приёмника, а A2 ,.. Ai ,.. An – импульсы от обегающих волн. Начиная с A2 , импульсы
121
расположены с периодом T = 2πRср / C гр , а их амплитуда уменьшается по экспоненциальному
закону.
С учётом обегающих волн выражения (3.35) представим в следующем виде:
[
] [
]
A'Г,i = M 1 M 2 A3 exp[− 2(k1 + k 2 )Rср (π − ϕ )]exp[− 2π (k1 + k 2 )Rср (i − 1)],
A"Г,i = M 1 M 2 A3 exp − (k1 + k 2 )Rср (π − 2ϕ ) exp − 2π (k1 + k 2 )Rср (i − 1) ;
где
(3.36)
i = 1, 2... n .
Для негерметичной оболочки амплитуды принятых сигналов равны:
[
] [
]
A'Н ,i = M 1 M 2 A3 exp[− 2(k1 + k3 )Rср (π − ϕ )]exp[− 2π (k1 + k3 )Rср (i − 1)],
A"Н,i = M 1 M 2 A3 exp − (k1 + k 3 )Rср (π − 2ϕ ) exp − 2π (k1 + k3 )Rср (i − 1) ;
где
(3.37)
k 3 – коэффициент затухания нормальных волн из-за излучения энергии во внешнюю и
внутреннюю среду (воду) оболочки.
Чувствительность методов можно характеризовать отношением амплитуды сигналов для
герметичного твэла AГ к амплитуде сигналов для негерметичного твэла. Из выражений (3.36) и
(3.37) получаем:
"
⎛ AГ,i ⎞
⎜
⎟ = exp ⎡⎢2(k 3 − k 2 )⎛⎜ π i − ϕ − π ⎞⎟ Rср ⎤⎥ ;
⎜A ⎟
2⎠ ⎦
⎝
⎣
⎝ Н,i ⎠
'
(3.38)
⎛ AГ,i ⎞
⎜
⎟
⎜ A ⎟ = exp − 2(k 3 − k 2 )(π i − ϕ )Rср .
⎝ Н,i ⎠
[
]
Время распространения волн от излучателя до приёмника складывается из времени распространения продольной волны в воде от излучателя до поверхности оболочки, времени распространения нормальных волн в оболочке и времени распространения продольной волны в
воде от оболочки до приёмника. Время распространения волн от излучателя до приёмника для
"
'
двухщупового ( Ti ) и однощупового ( Ti ) методов описывается следующими выражениями:
Ti" =
(L − d ) + 2 R ⎡ (1 − cos ϕ ) + (π − 2ϕ )⎤ + 2πRср (i − 1)
⎥
C гр
2C гр ⎥⎦
⎡ 2(1 − cos ϕ ) (π − ϕ )⎤ 2πRср (i − 1)
2a
+ 2 Rср ⎢
+
Ti' =
⎥+
C0
C гр
C0
2C гр ⎥⎦
⎢⎣
где
C0
ср
⎢
⎢⎣
C0
L – расстояние между щупами для двухщупового метода;
d – внешний диаметр оболочки;
,
(3.39)
122
a – расстояние от щупа до оболочки.
Зависимость времени распространения нормальных волн от fh , рассчитанная по выражениям (3.39) для оболочек твэлов ВВЭР, показана на рисунке 3.51.
6
T, х10 c
8
A1
A0
6
4
S1
S0
A2
2
0
0
1
2
3
4
5
6
-3
f⋅h, х10 МГц⋅м
а
6
T, х10 c
20
S0
16
12
A1
S1
A0
A2
8
4
0
0
1
2
3
4
5
6
-3
f⋅h, х10 МГц⋅м
б
Рисунок 3.51 − Время распространения волн от излучателя до приёмника для оболочки твэла
ВВЭР для двухщупового (а) и однощупового (б) методов:
— – расчёт; ■ – эксперимент
Расчёт выполнен для условий: i = 1, L = d , a = 0 . На этих же рисунках приведены экспериментальные значения времени распространения волн, сигналы от которых были зарегистрированы в экспериментах. Эксперименты проводили на необлучённых герметичных оболочках
твэлов ВВЭР из циркониевого сплава Zr + 1 %Nb.
Из рисунка 3.51 видно, что при заданном значении fh в оболочке твэлов ВВЭР могут
возбуждаться несколько мод нормальных волн. Время прихода сигнала на приёмник для этих
123
мод отличается на единицы микросекунд. Например, при f = 5 МГц в оболочке твэла ВВЭР
возбуждаются моды S 0 , S1 , A0 и A1 . Время прихода сигналов от этих мод находится в диапазоне от 3,5 до 6,0 мкс для двухщупового и от 8,0 до 14,0 мкс для однощупового методов. Учитывая, что если длительность импульса возбуждения излучателя ультразвуковых волн составляет обычно несколько микросекунд, тогда и длительность принятых импульсов также будет
составлять несколько микросекунд. Поэтому при контроле твэлов на экране осциллографа будет наблюдаться довольно сложная картина из нескольких сливающихся друг с другом импульсов. Среди этих импульсов необходимо выбрать наиболее информативный, по амплитуде которого будут судить о наличии воды под оболочкой негерметичного твэла.
Экспериментальные исследования акустического тракта методов для твэлов ВВЭР проводились на частоте f = 5 МГц [84, 89, 90]. Данная частота была выбрана исходя из толщины
пьезокерамики ЦТС-19 (равной 0,34 мм), которая определяет толщину датчиков (щупов). Форма пьезоэлементов в датчиках выбрана прямоугольной, высота пьезоэлемента 10 мм, а ширина
варьировалась от 0,65 до 1,9 мм.
На рисунке 3.52 приведена серия осциллограмм, полученных для необлучённой оболочки
твэла ВВЭР при использовании двухщупового метода. Негерметичность твэла моделировалась
слоем воды в зазоре между имитаторами топливных таблеток и оболочкой. При перемещении
двух щупов относительно оболочки вначале регистрируется импульс, соответствующий прямому прохождению волн от излучателя к приёмнику (оболочка твэла ещё не находится между
датчиками (см. рисунок 3.52, а)). Время прихода этого импульса относительно зондирующего
составляет 6,0 мкс.
Когда излучатель и приёмник перекрываются оболочкой, этот импульс пропадает, и появляются сигналы от волн, распространяющихся в оболочке. Как уже отмечалось ранее, из-за конечных размеров излучателя и из-за кривизны оболочки в ней трудно возбудить только одну
какую-либо моду нормальных волн; наряду с ней возбуждаются и распространяются другие
волны. Поэтому принятый сигнал имеет сложную форму. На рисунке 3.52, б, г, е, з приведены
характерные осциллограммы сигналов при продвижении датчиков к середине оболочки.
Наличие нескольких пиков на осциллограммах сигналов свидетельствует о распространении нескольких типов волн. Разная амплитуда сигналов объясняется различной эффективностью возбуждения и разным затуханием для данных волн.
124
а
б
в
г
д
е
ж
з
и
Рисунок 3.52 − Осциллограммы сигналов для герметичной (а, б, г, е, з) и негерметичной
(а, в, д, ж, и) оболочек твэлов: 1 – зондирующий импульс; 2 – полезный сигнал;
3 – сигнал при прямом прохождении волны от излучателя к приёмнику
При попадании воды под оболочку твэла происходит ослабление сигналов. Для различных
мод ослабление для оболочек твэлов ВВЭР составляет от 1,25 до 1,7 (см. рисунок 3.52).
На рисунке 3.53 приведены сигналы от «обегающих» оболочку волн. Эти сигналы следуют друг за другом с определённым периодом. Для оболочки твэла ВВЭР этот период составляет
11 мкс (см. рисунок 3.53, а). Для негерметичной оболочки эти сигналы полностью пропадают и
становятся меньше уровня шумов (см. рисунок 3.53, б). При этом коэффициент чувствительности метода по первому обегающему сигналу для оболочки твэлов ВВЭР резко увеличивается и
составляет не менее 5.
125
а
б
Рисунок 3.53 − Осциллограммы сигналов для герметичной (а) и негерметичной (б) оболочек
твэлов ВВЭР: 1– зондирующий импульс; 2 – полезный сигнал; 3 – сигнал от обегающих волн;
4 – ложные сигналы
В основе однощупового метода, как уже отмечалось, лежат те же физические принципы,
что и для двухщупового метода. Следовательно, должны возбуждаться и распределяться аналогичные двухщуповому методу моды нормальных волн. Оптимальными условиями возбуждения–приёма для этого метода является такое положение датчиков, когда излучатель и приёмник
располагаются симметрично относительно аксиальной оси оболочки (см. рисунок 3.50), а расстояние b между их серединами равно
b=
dС0
,
Сф
(3.40)
где d – диаметр оболочки.
При таком положении датчиков в оболочке оптимальным образом возбуждается мода с
фазовой скоростью Сф , а приёмник обладает максимальной чувствительностью по отношению
к этой волне. Для заданной частоты f можно экспериментально установить такое оптимальное
расстояние между излучателем и приёмником, когда на экране осциллографа появляются один
ярко выраженный сигнал и сигналы, соответствующие обегающим волнам. На рисунке 3.54
приведены зависимости амплитуды принятого сигнала для герметичных оболочек твэлов ВВЭР
от расстояния между излучателем и приёмником. Эти зависимости получены для разной ширины пьезоэлементов в датчиках – от 0,65 до 1,5 мм. Для оболочек твэлов ВВЭР амплитуда полезного сигнала достигает своего максимума при значениях b , равных 4,9–5,1 мм. При этом
период следования обегающих волн такой же, как и для двухщупового метода – 11 мкс.
126
A/Amax
1,1
1,0
0,9
0,8
0,7
- ширина керамики 1,5мм;
- ширина керамики 1,25мм;
- ширина керамики 0,65мм;
0,6
0,5
4
5
6
7
Расстояние, мм
Рисунок 3.54 − Зависимость амплитуды от расстояния между излучателем и приемником
На рисунке 3.55 приведены осциллограммы для герметичной и негерметичной оболочек
твэлов ВВЭР при оптимальном расстоянии между излучателем и приёмником, равном 5 мм.
а
б
Рисунок 3.55 − Осциллограммы сигналов для герметичной (а) и негерметичной (б) оболочек
твэлов ВВЭР при использовании однощупового метода: 1 – зондирующий импульс;
2 – полезный сигнал; 3 – сигналы от обегающих волн
Отношение амплитуды полезного сигнала для герметичной оболочки к амплитуде для негерметичной оболочки составляет ∼ 5. При этом для негерметичной оболочки сигналы от обегающих волн не наблюдаются, то есть эти волны полностью затухают. Таким образом, если
проводить контроль герметичности оболочки по импульсу от первой обегающей волны, то чувствительность метода увеличивается в несколько раз. Так, для оболочки твэла ВВЭР чувствительность метода увеличивается от 5 до 45 (см. рисунок 3.55).
Одним из параметров, который влияет на эффективность возбуждения нормальных волн в
оболочках твэлов, а также на коэффициенты затухания, является температура воды вокруг исследуемого твэла. Результаты расчётов для оболочек твэлов ВВЭР при частоте возбуждения излучателя f = 5 МГц показали, что при изменении температуры воды от 20 до 70 °С фазовая
127
скорость первых двух мод уменьшается не более чем на 5 % (рисунок 3.56).
Изменение фазовой скорости при изменении температуры воды приводит к изменению амплитуды полезного сигнала. Результаты экспериментальных исследований показали, что для оболочки твэла ВВЭР
при изменении температуры от 20 до 70 °С при фиксированном оптимальном для температуры 20 °С расстоянии между излучателем и приёмником (однощуповой
метод), амплитуда сигналов уменьшается на 20–50 % в
Рисунок 3.56 − Зависимость относительного изменения фазовой скорости нормальных волн от температуры ( f h = 3,25 МГц⋅мм)
зависимости от моды волны. Такое изменение амплитуды необходимо учитывать при разработке алгоритмов распознавания герметичных и негерметичных твэлов.
Еще одним фактором, который необходимо учитывать при создании методов контроля,
является появление «паразитных» или ложных сигналов на осциллограммах, что может привести к ошибочной идентификации герметичности твэла. Ложные сигналы возникают из-за многократных переотражений продольных волн в межтвэльном пространстве и регистрации их
приёмником (рисунок 3.57). Появление этих сигналов одинаково характерно как для герметичной, так и для негерметичной оболочек твэлов.
Для метода с двумя щупами переотражение волн возникает между щупами и двумя рядом
стоящими твэлами (см. рисунок 3.57, а). Продольная волна, падающая на оболочку, частично
проникает внутрь её, а частично отражается. В зависимости от положения датчиков отражённая
от оболочки волна может иметь самые разнообразные направления: в сторону следующего ряда
твэлов; в направлении соседней в ряду оболочки или в направлении щупа с излучателем. Поэтому вариантов вторичных и последующих отражений этих волн чрезвычайно много. Кроме
того, при распространении волн в оболочке они излучают энергию в окружающую среду в виде
продольных волн, которые также переотражаются от соседних оболочек твэлов.
Так как ширина ультразвукового пучка от излучателя сопоставима с зазором между твэлами, то в межтвэльном пространстве возникает сложная волновая картина. Часть переотражённых волн регистрируется приёмником, причём время прихода этих волн значительно отличается друг от друга из-за различия траекторий их движения. Поэтому на экране регистрирующего прибора возникает множество сигналов, которые сливаются друг с другом и, фактически,
представляют собой сплошной шум. При малейшем изменении положения датчиков вид этого
шума сильно изменяется.
128
Рисунок 3.57 − Схема возникновения (а, б) ложных сигналов: 1 – оболочка твэла;
2 – измерительные щупы; 3, 4 – приёмник и излучатель ультразвуковых волн
Характерной особенностью двухщупового метода (см. рисунок 3.57, а) является то, что
все ложные сигналы приходят после волны, которая по прямой проходит от излучателя к приёмнику, когда они не перекрыты оболочкой. Поэтому время прихода ложных сигналов для оболочек твэлов ВВЭР больше 6,0 мкс. Экспериментально установлено, что ложные сигналы для
оболочек твэлов ВВЭР при использовании двух щупов появляются во временной зоне от 6,0 до
30,0 мкс. В этой зоне находятся первый и второй импульсы от обегающих волн.
Для метода с одним измерительным щупом зона ложных сигналов начинается практически сразу за зондирующим импульсом, а протяжённость её больше, чем для двухщупового метода, за счёт переотражений сигналов от второго ряда твэлов (см. рисунок 3.57, б).
Когда излучатель и приёмник расположены симметрично относительно оболочки, на
экране осциллографа наблюдается такая же картина, как и для одиночной оболочки (см. рисунок 3.55), то есть наблюдаются полезный сигнал и сигналы от обегающих волн, а ложные сигналы отсутствуют. По мере перемещения щупа от этого положения амплитуда полезных импульсов уменьшается; появляются ложные сигналы. Так, при смещении датчиков на 2 мм от
середины оболочки твэла ВВЭР полезный сигнал полностью исчезает. Появляется набор ложных сигналов, заканчивающихся после 40 мкс временной развёртки осциллограммы. Таким образом, для однощупового метода в зону появления ложных сигналов попадают полезный импульс и первые два-три импульса от обегающих волн.
Появление ложных сигналов существенно усложняет процесс контроля и алгоритмы
129
идентификации твэлов при непрерывном перемещении щупов в межтвэльном пространстве
ТВС во время контроля. Для отстройки от ложных сигналов необходимо применять специальные меры, которые могут усложнять процесс контроля и уменьшать надёжность и эффективность щуповых методов.
3.2.2.2. Акустический тракт метода с возбуждением волн со стороны верхней заглушки твэла
Для вывода формул акустического тракта метода использовали идеализированные модели
герметичного и негерметичного твэлов (рисунок 3.58) [87, 88, 91]. Герметичный твэл представляет собой циркониевую цилиндрическую оболочку, внутри которой расположен топливный
сердечник. Между сердечником и оболочкой существует зазор, заполненный гелием. В случае
негерметичного твэла зазор между топливом и оболочкой заполнен водой, высота слоя воды от
нижнего торца топливного сердечника составляет величину Z 0 . В верхней части негерметичного твэла находится зона повышенного гидрирования оболочки с образованием вторичных
дефектов. Протяжённость этой зоны составляет величину Z 1 .
а
б
Рисунок 3.58 − Схема герметичного (а) и негерметичного твэлов (б):
1 − датчик; 2 − верхняя заглушка твэла; 3 − вода под оболочкой негерметичного твэла
Амплитуды принятых сигналов для герметичного АГ и негерметичного АН твэлов можно
записать следующим образом:
130
АГ = МА0 exp[− 2(k1 + k 2 )L] ,
(3.41)
АН = МА0 exp[− 2(k 2 + k 4 )Z − 2(k1 + k 2 )( L − Z1 − Z 0 ) − 2(k1 + k3 )Z 0 ] , (3.42)
А0 – амплитуда сигнала, излучаемого датчиком (акустический зондирующий импульс);
где
М – коэффициент, описывающий эффективность ввода энергии от датчика через верхнюю заглушку твэла в оболочку, возбуждения соответствующей моды нормальной волны в
оболочке, отражения волны от нижней заглушки твэла и регистрации волны, прошедшей через
верхнюю заглушку к датчику;
k1 , k4 – коэффициенты затухания волн в материале оболочки и в материале оболочки в
области повышенного гидрирования и образования вторичных дефектов соответственно;
k2 , k3 – коэффициенты затухания волн из-за излучения энергии во внешнюю среду (в воду бассейна выдержки) и из-за излучения энергии во внешнюю среду и внутрь оболочки негерметичного твэла.
Выражения (3.41) и (3.42) справедливы для любой моды нормальных волн, которая может
существовать в оболочке твэла ВВЭР-1000 при заданной ультразвуковой частоте f . Для каждой моды существуют свои коэффициенты М , k1 , k2 , k3 , k4 .
Чувствительность метода можно охарактеризовать отношением амплитуды сигнала для
герметичного твэла АГ к амплитуде сигнала для негерметичного твэла АН . Из выражений
(3.41) и (3.42) получаем
АГ
= exp[2(k 4 − k1 )Z1 + 2(k3 − k 2 )Z 0 ] .
АН
(3.43)
Таким образом, чувствительность метода определяется коэффициентами затухания
k1 ÷ k 4 , протяжённостью зон повышенного гидрирования Z1 и наличием воды с высотой слоя
Z 0 в негерметичном твэле. Оценку нижней границы чувствительности метода можно сделать в
предположении отсутствия вторичных дефектов в негерметичном твэле, Z 1 = 0 в выражении
(3.43):
⎛ АГ
⎜⎜
⎝ АН
⎞
⎟⎟ = exp[2(k3 − k 2 )Z 0 ] .
⎠ min
(3.44)
В выражении (3.44) учитывают влияние только воды под оболочкой негерметичного твэла.
Время прихода полезного сигнала равно
131
T=
2L
.
Cгр
(3.45)
С точки зрения надёжности обнаружения негерметичных твэлов к методу предъявляются
два основных требования:
1. Принятый сигнал для герметичных твэлов должен в несколько раз превышать уровень
шумов.
2. При заданном минимальном значении амплитуды сигнала для герметичного твэла чувствительность метода должна быть максимальной.
Другими словами, необходимо подобрать такие параметры метода, которые минимизировали бы недобраковку негерметичных твэлов при заданном уровне перебраковки герметичных
твэлов.
Экспериментальные исследования акустического тракта метода выполняли на макетах необлучённых твэлов и на облучённых твэлах ВВЭР. Эксперименты проводили для значений
0,16⋅10-3 ≤ f h ≤ 3,25⋅10-3 МГц⋅м. Этот диапазон соответствует частоте 0,25−5,0 МГц, которая
обычно используется в ультразвуковой дефектоскопии. Результаты предварительных экспериментов по возбуждению волн в циркониевой герметичной оболочке, не погружённой в воду,
показали, что на частотах 2,5 и 5,0 МГц полезный сигнал не регистрируется, что объясняется
затуханием волн в материале оболочки при распространении их на значительное расстояние,
для твэла реактора ВВЭР-1000 – почти 8 м. Поэтому все основные эксперименты по исследованию акустического тракта метода проводили на трёх частотах: 0,25; 0,65 и 1,25 МГц.
На рисунке 3.59 показана типичная ос-
1
циллограмма сигналов при возбуждении волн
2
в оболочке твэла ВВЭР [59]. После зондиру3
ющего импульса на осциллограмме наблюдается сигнал, соответствующий волне, прошедшей по оболочке сверху вниз и обратно.
Два других сигнала на рисунке 3.59 соответ-
Рисунок 3.59 − Типичная осциллограмма сигналов при возбуждении волн в оболочке твэла
ВВЭР со стороны верхней заглушки: 1 – зондирующий импульс; 2 – полезный сигнал;
3 – импульсы от переотражённых волн
ствуют волнам, прошедшим оболочку несколько раз (так называемые переотражённые
волны).
Для того чтобы определить тип волны,
которая возбуждается и распространяется в оболочке, использовали простой способ, который
позволяет определить фазовую скорость волны. С помощью второго датчика, который располагался около оболочки твэла и работал в режиме приёмника, определяли угол
α , под которым с
оболочки излучались в окружающую среду продольные волны. Далее по известному соотноше-
132
нию (3.32) определяли фазовую скорость волны в оболочке твэла. Датчик крепился около оболочки так, чтобы его акустическая ось проходила через аксиальную ось оболочки. Изменяя угол
между аксиальной осью оболочки и акустической осью датчика, определяли угол
α , при кото-
ром амплитуда принятого сигнала достигала максимума. При этом в оболочке твэла с помощью
датчика, расположенного на её торце, возбуждались волны. Максимальная амплитуда принятых
приёмником сигналов наблюдалась при следующих углах: для f = 0,25 МГц
α = 22°; для
f = 0,65 МГц α = 22°; для f = 1,25 МГц α = 24°.
Полученная для этих значений углов фазовая скорость и измеренная групповая скорость
хорошо совпадают (см. рисунок 3.47) с расчётом для нулевой моды S 0 симметричной волны
(первые три экспериментальные точки для f h < 1⋅10-3 МГц⋅м).
Коэффициент затухания в материале оболочки определялся по отношению амплитуд принятого сигнала для двух оболочек разной длины L1 и L2 , находящихся в воздухе:
k1 =
A
1
ln 1 ,
2(L2 − L1 ) A2
(3.46)
A1 , A2 – амплитуды принятых сигналов для оболочек длиной L1 и L2 соответственно.
где
Исследование ослабления сигнала из-за излучения энергии во внешнюю среду
(в воду) проводили для оболочек разной длины L . Чтобы исключить влияние затухания в материале оболочки, брали отношение амплитуды полезного сигнала для не погружённой в воду
оболочки A( 0 ) к амплитуде сигнала для погружённой в воду оболочки A( L ) (рисунок 3.60):
ln
1,5
A( 0 )
= 2 Lk 2 .
A( L )
(3.47)
ln(A0 /AГ)
ln(AГ/AН)
2,5
2,0
1,0
1,5
1,0
0,5
0,5
0,0
0,0
0
1
2
L, м
3
0
0,05
0,1
0,15
0,2
0,25
Z0, м
а
б
Рисунок 3.60 − Зависимость ослабления сигнала от длины оболочки L , погружённой в воду (а)
и от уровня воды Z 0 под оболочкой твэла (б):
f = 0,25 МГц (▲); f = 0,65 МГц (♦); f = 1,25 МГц (■), где f – частота колебаний
133
С увеличением частоты колебаний коэффициент затухания k2 резко увеличивается. Из
рисунка 3.60, а видно, что при частоте 1,25 МГц ультразвуковые волны в оболочке герметичного твэла ВВЭР-1000 полностью затухают из-за излучения в воду.
На рисунке 3.60, б приведены результаты исследований чувствительности метода для частоты 0,25 и 0,65 МГц. Негерметичность твэла моделировали подачей воды в зазор между топливом и оболочкой со стороны нижней части макета твэла с пошаговым изменением высоты
столба воды Z 0 . Линейный характер зависимостей на рисунке 3.60 подтверждает справедливость экспоненциальных зависимостей в выражениях (3.41–3.43).
Коэффициент затухания k3 , обусловленный излучением энергии в обе стороны от оболочки, определяется из зависимости
A( z ) = AГ exp[− 2(k3 − k 2 )z ],
где
(3.48)
A( z ) – амплитуда сигнала при уровне воды под оболочкой z ;
AГ – амплитуда сигнала для герметичной оболочки.
Значения коэффициентов затухания k1 , k2 и k3 для различных частот приведены в таб-
лице 3.6.
Таблица 3.6
Коэффициенты затухания ультразвуковых волн в оболочке твэла ВВЭР
Коэффициенты затухания k , 1/м
Частота
f , МГц
k1
0,25
0,65
1,25
0,12
0,15
0,35
k2
k3
0,028
0,120
3,700
6,52
18,1
–
Экспериментально было установлено, что ослабление сигнала для негерметичного твэла
происходит не только или не столько из-за излучения энергии волн в воду под оболочку, а из-за
излучения в топливный сердечник. В данном случае тонкий слой воды 0,1 мм в зазоре между
оболочкой и топливом, который во много раз меньше длины волны, играет роль «акустической» связки между двумя твёрдыми телами – оболочкой твэла и топливными таблетками. В
этом случае затухание волн в оболочке из-за излучения в топливо больше, чем из-за излучения
энергии просто в воду внутри оболочки негерметичного твэла. Экспериментально полученные
значения коэффициента k3 для системы «вода – оболочка – водяной зазор – топливные таблетки» в несколько раз превышают значения k3 для системы «вода – оболочка – вода».
Из полученных результатов видно, что чувствительность метода достаточно высокая. Так,
уменьшение амплитуды сигнала для негерметичного твэла по отношению к герметичному твэ-
134
лу в два раза происходит при наличии столба воды внутри негерметичного твэла высотой 30 и
20 мм для частот 0,25 и 0,65 МГц соответственно, что составляет ∼ 0,75 и 0,5 % от длины твэла.
Важной особенностью метода с возбуждением нормальных волн со стороны верхней заглушки твэла, влияющей на амплитуду полезного сигнала, является необходимость стабильного акустического контакта между датчиком и верхним торцом заглушки. При незначительном
смещении датчика относительно заглушки изменяются условия ввода волн в заглушку и далее в
Плотность распределения
оболочку, и, как следствие, изменяется амплитуда принятого сигнала.
0,35
На
0,30
рисунке 3.61
показана
плотность распределения амплитуды
0,25
сигнала при дистанционной уста-
0,20
новке датчика на одну и ту же за-
0,15
0,10
глушку макета твэла. Таким обра-
0,05
зом, при контроле реальных облу-
0,00
чённых твэлов следует ожидать, что
0,7
0,8
0,9
1,0
1,1
1,2
1,3
Рисунок 3.61 − Плотность распределения амплитуды
сигнала при дистанционной установке датчика на одну
и ту же заглушку макета твэла
амплитуда принятых сигналов от
различных герметичных твэлов будет носить случайный (стохастический) характер и описываться каким-
либо распределением.
3.2.3. Результаты апробации методов на облучённых твэлах ВВЭР
Апробацию ультразвуковых методов обнаружения негерметичных твэлов проводили на
облучённых твэлах реакторов ВВЭР-440, ВВЭР-1000. В первую очередь, изучалось влияние изменений характеристик твэлов, возникающих при облучении, на акустический тракт методов.
Испытания проводили как на отдельных твэлах, так и на ТВС, которые поступали на исследования в материаловедческую лабораторию НИИАР.
135
3.2.3.1. Апробация методов при возбуждении волн со стороны боковой поверхности оболочек
твэлов
Экспериментальные исследования на облучённых твэлах ВВЭР проводили для однощупового метода в бассейне выдержки исследовательского реактора
МИР на специальном стенде инспекции [79, 92, 93].
Устройство
нок 3.62)
для
контроля
располагалось
в
герметичности
(рису-
измерительном
блоке
стенда.
Стенд предназначался для проведения промежуточных неразрушающих исследований опытных твэРисунок 3.62 − Схема устройства для
контроля герметичности твэлов: 1 –
основание; 2 – центрирующее
устройство; 3 – корпус датчика; 4 –
оболочка твэла; 5 – пьезоэлементы
лов ВВЭР. Использование стенда позволяло существенно сократить суммарный цикл испытаний твэлов
в реакторе МИР, так как отпадала необходимость отправки твэлов на промежуточные неразрушающие исследования в горячие камеры и, следовательно, не
надо было проводить выдержку этих твэлов в течение нескольких месяцев в бассейне реактора
для их расхолаживания [94]. Использовали опытные твэлы ВВЭР длиной 450 и 1000 мм, которые облучались в петлевом канале реактора МИР. Твэлы были установлены в специальном облучательном устройстве, конструкция которого позволяла дистанционно извлекать их в бассейне выдержки и устанавливать в стенд для исследований [95].
С помощью центрирующего устройства датчик прижимали к оболочке твэла и проводили
контроль. Датчик состоит из двух пьезоэлементов, расположенных параллельно на расстоянии
5,1 мм друг от друга. Расстояние между продольными осями пьезоэлементов было выбрано по
результатам исследования акустического тракта метода с одним щупом (см. рисунок 3.54). Ширина пьезоэлементов – 1,5 мм, длина – 6 мм, резонансная частота – 5 МГц.
На рисунке 3.63 показаны гистограммы распределения амплитуды сигналов для герметичного и негерметичного необлучённых имитаторов твэла ВВЭР. Среднее значение амплитуды для негерметичного и герметичного имитаторов составило соответственно 22 и 38 дБ (относительно уровня шума).
Вероятность
136
0,6
0,4
0,2
0
13 15 17 19 21 23 25 27 30 33 35 37 39 41 43
Амплитуда, дБ
Рисунок 3.63 − Распределение амплитуды сигналов для герметичного (
) имитаторов
ного (
) и негерметич-
Отношение средней амплитуды для герметичного имитатора к средней амплитуде для негерметичного составило примерно 5,6. Это соответствует ранее полученным результатам исследований акустического тракта этого метода. Значительная ширина гистограмм и их форма
указывают на сильную зависимость амплитуды принятого сигнала от взаиморасположения датчика и оболочки. Гистограммы на рисунке 3.63 были получены многократным наведением и
фиксацией датчика на одних и тех же имитаторах твэлов.
В общей сложности на стенде инспекции в бассейне реактора МИР были исследованы 25
макетных твэлов ВВЭР, которые испытывали в реакторе в режимах со скачками мощности. Линейная нагрузка на твэлах изменялась от 125 до 440 Вт/см, диапазон выгораний твэлов составлял от 2 до 46 МВт⋅сут/кгU. Все твэлы в процессе испытаний в реакторе сохранили герметичность, поэтому апробация метода проходила только на герметичных твэлах.
В результате проведённых в бассейне выдержки и в горячих камерах неразрушающих исследований установлено, что на поверхности твэлов наблюдаются отложения бурого цвета. В
некоторых местах наблюдается отслоение оксидной плёнки от оболочки. В качестве примера на
рисунке 3.64 приведён внешний вид оболочки твэла с выгоранием 22 МВт⋅сут/кгU в районе газосборника (см. рисунок 3.64, а) и в районе расположения топливного сердечника (см. рисунок 3.64, б).
а
б
Рисунок 3.64 − Внешний вид оболочки твэла ВВЭР в районе газосборника (а) и в районе расположения топливного сердечника (б)
137
Результаты вихретоковой дефектоскопии свидетельствуют об отсутствии локальных дефектов в оболочках. Зафиксировано слабое уменьшение диаметра твэлов от нуля до 0,5 % относительно исходного значения. Результаты исследований поперечных шлифов центральной части твэлов, различающихся по уровню достигнутого выгорания топлива и параметрам переходных режимов, показали отсутствие каких-либо дефектов (трещин) в оболочках. Внутренняя поверхность оболочки покрыта оксидной плёнкой толщиной до 15 мкм. Коррозия наружной поверхности оболочки равномерна по периметру твэлов, изредка встречаются утолщения оксидной плёнки до 35 мкм.
Структура оболочек характеризуется наличием незначительного количества мелких гидридов. В оболочках твэлов с выгоранием 40–46 МВт⋅сут/кгU – гидриды более крупные, ориентация их преимущественно кольцевая.
Форма сигналов и время их распространения в оболочках герметичных облучённых твэлов
такие же, как и для необлучённых оболочек. После полезного сигнала наблюдаются периодические импульсы, соответствующие обегающим волнам. При выгорании до 27 МВт⋅сут/кгU замет-
А, дБ
ных изменений амплитуды A не наблюдается (рисунок 3.65).
50
45
40
35
30
25
Область негерметичных твэлов
20
15
0
10
20
30
40
50
Выгорание, МВт⋅сут/кгU
Рисунок 3.65 − Зависимость амплитуды сигналов для герметичных твэлов от выгорания
Амплитуда сигналов для разных твэлов находится в пределах от 37 до 45 дБ. При дальнейшем увеличении выгорания до 46 МВт⋅сут/кгU амплитуда уменьшается до 33 дБ, что можно
объяснить увеличением степени окисления оболочки и увеличением размеров и количества
гидридов в оболочках твэлов. Несмотря на некоторое уменьшение амплитуды сигналов для
герметичных твэлов запас по чувствительности остаётся достаточно большой (8 дБ). Верхняя
граница амплитуды для негерметичных твэлов была выбрана в 27 дБ в соответствии с результатами, полученными на необлучённых имитаторах (см. рисунок 3.63).
При перемещении датчика вдоль оболочки амплитуда сигналов для всех проинспектированных герметичных твэлов существенно не изменяется (рисунок 3.66, а, б) и находится в пре-
138
делах от 35 до 45 дБ. Сводная гистограмма амплитуды для всех твэлов приведена на
55
А, дБ
А, дБ
рисунке 3.67.
45
35
55
45
35
25
25
Область негерметичных твэлов
15
Область негерметичных твэлов
15
0
200
400
600
800
1000
0
50
100
Координата, мм
150
200
250
Координата, мм
Вероятность
а
б
Рисунок 3.66 − Распределение амплитуды сигналов вдоль оболочки твэлов ВВЭР
0,40
0,35
0,30
0,25
0,20
0,15
0,10
0,05
0,00
29
31
33
35
37
39
41
43
45
47
49
Амплитуда, дБ
Рисунок 3.67 − Распределение амплитуды сигналов для облучённых герметичных
твэлов ВВЭР
Сравнивая эти результаты с результатами, полученными на необлучённых оболочках
(см. рисунок 3.63), видно, что для облучённых твэлов разброс значений амплитуды сигналов
больше, чем для необлучённой оболочки твэлов; разница в ширине гистограмм составляет 6 дБ,
что объясняется изменениями, происходящими с оболочкой при облучении (внутренняя и
наружная коррозия, гидрирование, изменение диаметра).
Таким образом, результаты исследований на облучённых герметичных твэлах показали,
что эффективность возбуждения волн и характер их распространения в облучённых оболочках
в первом приближении незначительно (с точки зрения обнаружения негерметичных твэлов) отличается от возбуждения и распространения волн в необлучённых оболочках.
3.2.3.2. Апробация метода с возбуждением волн со стороны верхней заглушки твэлов
Отработку метода на полномасштабных твэлах проводили на 22 твэлах реактора ВВЭР1000 и на 20 твэлах реактора ВВЭР-440 [59, 96]. Твэлы ВВЭР-1000 были отобраны из трёх ТВС
139
со средним выгоранием от 13,6 до 46,2 МВт⋅сут/кгU, а твэлы ВВЭР-440 – из двух ТВС с выгоранием 32,8 и 48,2 МВт⋅сут/кгU соответственно. Имитация негерметичности твэлов достигалась
проколом оболочки. Инспекцию твэлов проводили в бассейне-хранилище под слоем воды.
Основным результатом этих исследований явился выбор оптимальной резонансной частоты
датчика для контроля твэлов ВВЭР, которая составила промежуточное значение 0,4 МГц между
частотами 0,25 и 0,65 МГц, исследованными ранее. На макетах твэлов была получена для этой
частоты зависимость чувствительности метода от количества воды под оболочкой (рисунок 3.68),
которая хорошо описывается выражением [91]:
AН
= exp[− 17 ,5 V ] ,
AГ
где
(3.49)
V – объём воды в зазоре между оболочкой и топливным сердечником, см3.
1,2
АН / АГ
1,0
0,8
0,6
0,4
0,2
0,0
0
0,1
0,2
0,3
3
V, см
Рисунок 3.68 − Зависимость амплитуды принятого сигнала от объёма воды в зазоре между оболочкой и топливным сердечником макета негерметичного твэла ВВЭР
По этой зависимости можно оценить порог чувствительности метода, который определяется количеством воды в зазоре между оболочкой и топливным сердечником негерметичного
твэла, приводящим к уменьшению амплитуды принятого сигнала в два раза по отношению к
амплитуде сигнала от герметичного твэла. Из уравнения (3.49) следует, что порог чувствительности метода для твэлов ВВЭР составляет объём воды примерно равный 0,04 см3.
Экспериментальные точки на рисунке 3.68 были получены следующим образом. В макет
твэла заливали воду фиксированного объёма V . Затем макет несколько раз встряхивали и переворачивали для того, чтобы вода в зазоре между топливным сердечником и оболочкой распределилась случайным образом. Эта схема моделирования негерметичного твэла отличается от
предыдущих схем, когда вода подавалась в зазор снизу твэла и образовывала непрерывный
столб воды, как это показано на рисунке 3.58, б.
Для каждого значения объёма воды эксперимент выполняли несколько раз, что отражено
140
на графике (см. рисунок 3.68) величиной разброса данных относительно усреднённых значений.
Таким образом, было экспериментально установлено, что чувствительность метода в первом приближении не зависит от места нахождения воды внутри негерметичного твэла, а зависит от её количества.
Инспекцию негерметичных ТВС ВВЭР в НИИАР проводили в бассейне-хранилище. Перед инспекцией с ТВС демонтировали головку для обеспечения доступа к верхним заглушкам всех твэлов в
ТВС. Был разработан специальный миниатюрный датчик (рисунок 3.69), который крепился на длинной штанге [59]. Оператор поочерёдно наводил штангу с датчиком на каждый твэл в ТВС и устанавливал датчик на верхнюю заглушку твэла.
В общей сложности было исследовано девять
4
негерметичных ТВС ВВЭР-440 и ВВЭР-1000 с выгоранием от 13,8 до 37,5 МВт⋅сут/кгU. Осциллограммы
сигналов для герметичных твэлов ВВЭР схожи с по-
4
лученными для необлучённых макетов твэлов (рисунок 3.70, а, б) [91]. Уверенно наблюдается «полез5
ный» сигнал, амплитуда которого во много раз превышает уровень шумов. Скорость возбуждённой и
распространяющейся в оболочке твэла волны совпадает с полученным ранее расчётным путём и в экспериментах на необлучённых оболочках значением ∼
5
4120 м/с.
3
На рисунке 3.70, в для примера приведена гистограмма распределения амплитуды сигналов для твэ-
6
2
1
лов одной из проинспектированных негерметичных
8
7
8
ТВС ВВЭР-1000 с выгоранием 18 МВт⋅сут/кгU. Амплитуда сигнала для негерметичного твэла показана
условно, так как сигнал отсутствовал, то есть был ниже уровня шума. Приведённая на рисунке 3.70, в ги-
Рисунок 3.69 − Ультразвуковой
датчик: 1 – пьезоэлемент; 2 – демпфер; 3 – корпус; 4 – кабель; 5 –
шарниры; 6 – электроконтакты; 7 –
протектор; 8 – упругий элемент
стограмма
распределения
амплитуды
сигналов
наглядно показывает высокую чувствительность метода.
Число твэлов
141
а
60
50
40
30
20
10
0
3
0
б
40 80 120 160 200 240 280 320
А,В
в
Рисунок 3.70 − Типичная осциллограмма сигналов для герметичного (а) и негерметичного (б) твэлов и гистограмма
распределения амплитуды сигналов для негерметичной
ТВС ВВЭР-1000 (в): 1 – сигнал возбуждения датчика;
2 – принятый «полезный» сигнал; 3 – негерметичный твэл
После завершения инспекции все твэлы из ТВС были извлечены и исследованы отдельно:
с проведением подробного осмотра и вихретоковой дефектоскопии оболочек твэлов. Результаты этих и последующих исследований показали, что все твэлы в проинспектированных ТВС
были правильно идентифицированы ультразвуковым методом.
Уже при визуальном осмотре негерметичных твэлов были обнаружены сквозные дефекты
оболочки. В таблице 3.7 приведены характеристики дефектов в некоторых негерметичных твэлах ВВЭР. На рисунке 3.71 показан внешний вид фрагментов оболочки твэла ВВЭР-440 с трещиной в оболочке, расположенной ниже одиннадцатой ДР и со сквозным debris-повреждением
серповидной формы в районе нижней заглушки.
Рисунок 3.71 − Повреждение оболочки твэла № 18 ТВС ВВЭР-440:
1 – трещина; 2 – сквозное debris-повреждение
142
Таблица 3.7
Характеристики дефектов в негерметичных твэлах ВВЭР
№
ТВС
№
твэла
13
ТВС № 380, ВВЭР-440
21
22
31
№ 022
№ 034
ТВС ВВЭР-1000
ТВС № 071,
ВВЭР-440
ТВС № 439,
ВВЭР-440
124
38
39
40
50
74
75
76
87
18
19
24
301
Характер сквозных дефектов
Сквозное повреждение оболочки на участке ∼ 60 мм, видны
топливные таблетки
Результаты контроля
Положение
сквозных деВихретоКГО Осмотр
фектов
ковый
Район нижней
заглушки
Сквозное повреждение оболочки на участке ∼ 45 мм, видны
топливные таблетки
Район нижней
заглушки
1. Сквозное повреждение оболочки на участке ∼ 30 мм, видны топливные таблетки.
2. Сквозное повреждение оболочки
1. Район нижней заглушки
2. ∼ 100 мм от
нижней заглушки
Микротрещина в области
debris-повреждения оболочки
Сквозное повреждение оболочки
Район нижней
заглушки
Сквозное повреждение оболочки вследствие фреттинг-износа
Район между
нижней решёткой и первой ДР
∼ 60 мм от
нижней заглушки
1. Трещина.
2. Сквозное debris-повреждение
серповидной формы
1. Ниже ДР
2. Район нижней заглушки
1. Трещина.
2. Сквозное debris-повреждение
серповидной формы
1. Ниже ДР
2. Район нижней заглушки
Отсутствие фрагмента твэла
Между нижней решёткой
и ДР
Отсутствие фрагмента твэла
Между нижней решёткой
и ДР
+
+
+
+
+
+
+
+
+
+
–
–
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
143
Из таблицы 3.7 видно, что в одном твэле (№ 31), который был идентифицирован ультразвуковым методом как негерметичный, ни при осмотре, ни при вихретоковой дефектоскопии
каких-либо дефектов оболочки обнаружено не было. Для оценки герметичности твэл прокололи. Было выполнено измерение давления газа под оболочкой и определён его состав. Эти измерения подтвердили факт негерметичности твэла. Далее оболочка твэла была погружена в воду и
продута изнутри сжатым аргоном; при этом в районе нижней заглушки наблюдалось истечение
мелких пузырей, что свидетельствовало о микротрещине в этом месте оболочки.
Пример этого твэла интересен тем, что он позволяет в какой-то мере ответить на важный
вопрос о надёжности ультразвуковых методов, связанный с вероятностью попадания воды
внутрь негерметичного твэла через микродефекты в оболочке (так называемый дефект типа
«газовой неплотности»). В рассматриваемом твэле вода проникла через микродефект под оболочку. Причём условия инспекции негерметичных твэлов в НИИАР существенно отличаются
от условий инспекции ТВС в бассейнах выдержки АЭС. На АЭС негерметичный твэл все время
находится под водой, вначале в активной зоне реактора, затем – в бассейне выдержки. При
остывании твэла после остановки реактора давление оставшегося газа под оболочкой будет падать, и вода начнёт засасываться через микродефект.
При транспортировке твэла из бассейна выдержки АЭС на исследование в материаловедческую лабораторию НИИАР часть времени ТВС находится в воздушной среде. Вода, находящаяся изначально под оболочкой негерметичного твэла, может испариться. Рассматриваемый
случай иллюстрирует простой факт, что достаточно небольшого избыточного внешнего давления при погружении твэла в воду, чтобы вода просочилась внутрь негерметичного твэла.
Апробация метода на облучённых твэлах ВВЭР позволила оценить степень влияния появления в верхней части негерметичных твэлов скоплений гидридов (так называемое вторичное
гидрирование оболочки) на чувствительность и надёжность правильной идентификации твэлов
ультразвуковым методом. На необлучённых макетах твэлов ВВЭР при исследовании акустического тракта вторичное гидрирование оболочки не моделировалось.
То, что зона вторичного гидрирования оказывает сильное влияние на чувствительность
метода, становится очевидным после рассмотрения результатов исследований негерметичных
твэлов. В качестве примера на рисунке 3.72, а приведены результаты вихретоковой дефектоскопии негерметичного твэла ВВЭР-1000 [97]. В нижней части вихретоковой диаграммы отчётливо наблюдается сигнал от сквозного дефекта оболочки (см. рисунок 3.72, б), а в верхней части диаграммы наблюдается зона протяжённостью около 100 мм, где регистрируются сигналы
от внутренних дефектов оболочки. Разрушающие исследования оболочки в этой зоне показали
наличие крупных скоплений гидридов (см. рисунок 3.72, в), которые пронизывают оболочку по
всему её сечению. Очевидно, что такое нарушение сплошности материала оболочки сильней-
144
шим образом будет влиять на распространение ультразвуковых волн.
Амплитуда, В
5
3
1
2
1
-1
-3
-5
0
500 1000 1500 2000 2500 3000 3500
Координата, мм
а
б
в
Рисунок 3.72 − Результаты вихретоковой дефектоскопии негерметичного твэла:
вихретокограмма (а): 1 – сигнал от debris-дефекта, 2 – сигналы от вторичных внутренних
дефектов; внешний вид debris-дефекта (б); микроструктура оболочки в местах расположения
вторичных дефектов (в)
Ультразвуковые волны могут полностью или частично рассеяться на этих скоплениях
гидридов. Причём этот эффект может быть сопоставим с затуханием волн от излучения энергии
в воду внутри негерметичного твэла. При контроле негерметичных твэлов разделить влияние
зон вторичного гидрирования оболочки, а также наличия и объёма воды внутри твэла на ослабление ультразвуковых волн не представляется возможным. Тем не менее, оценка влияния вторичного гидрирования на чувствительность метода была экспериментально получена.
В одной из ТВСА с выгоранием ∼ 37,5 МВт⋅сут/кгU при контроле ультразвуковым методом был обнаружен один герметичный твэл, в оболочке которого ультразвуковые волны полностью затухали и полезный сигнал на осциллограмме не наблюдался.
Материаловедческие исследования показали образование в оболочке этого твэла протяжённой зоны вторичного гидрирования. На вихретоковой диаграмме (рисунок 3.73) отчётливо
видны сигналы, которые указывают как на наличие большого количества внутренних дефектов
оболочки на координатах от 2000 до 3300 мм, так и на локальное увеличение диаметра оболочки. В этой части твэла (от 2000 до 3300 мм) на наружной поверхности оболочки отчётливо видны пятна и участки серо-белого цвета (рисунок 3.74), характерные для вторичного гидрирования.
Амплитуда сигнала, отн. ед.
145
2000
1600
1200
800
400
0
1000
2000
3000
4000
Координата, мм
Рисунок 3.73 − Вихретоковая дефектограмма оболочки твэла ВВЭР с повышенным содержанием гидридов циркония
Под ЦДР9
Между ЦДР9 и ЦДР10
Выше ЦДР12
Рисунок 3.74 − Внешний вид оболочки твэла с участками повышенного гидрирования
Металлографические исследования поперечных шлифов оболочки в зоне вторичного гидрирования показали наличие слоя с повышенной концентрацией гидридов, толщина слоя доходила до 80 % толщины оболочки (рисунок 3.75). Массовая доля водорода в этой зоне оболочки
в десятки раз превышала обычные значения для твэлов с аналогичным выгоранием. Причиной
вторичного гидрирования оболочки исследованного твэла явилось присутствие водородсодержащего соединения, скорее всего влаги, которая, по-видимому, осталась внутри твэла при его
изготовлении.
Таким образом, экспериментально доказано, что вторичное гидрирование оболочки твэла
приводит к существенному ослаблению амплитуды ультразвуковых волн. Тем самым доказана
справедливость выражения (3.42): вторичное гидрирование оболочки негерметичного твэла и
наличие под оболочкой воды определяют затухание ультразвуковых волн и значительно повышают надёжность обнаружения негерметичных твэлов.
146
Рисунок 3.75 − Микроструктура оболочки герметичного твэла с максимальной толщиной гидридного слоя и трещинами на внутренней поверхности
Из теории распространения ультразвуковых волн в тонкостенных оболочках следует, что
амплитуда принятых сигналов может уменьшаться не только из-за наличия воды под оболочкой
твэлов, но и по другим причинам, что может привести к неправильной идентификации твэлов:
отнесение герметичного твэла к негерметичным. Среди таких причин можно выделить четыре
наиболее вероятных.
Первая причина − изменение в результате эксплуатации в реакторе характеристик и параметров оболочки. К таким изменениям относятся:
− наводораживание материала оболочки с образованием гидридов циркония;
− окисление наружной и внутренней поверхности оболочки твэлов;
− деформация оболочки за счёт радиационной и термической ползучести и из-за взаимодей-
ствия с топливными таблетками;
− изменение механических характеристик материала оболочки твэлов.
Вторая причина − наличие в оболочке твэлов дефектов в виде поперечных или продольных трещин, а также истирание наружной поверхности при взаимодействии с ДР или с посторонними предметами. Такие дефекты являются препятствием на пути распространения волн и
приводят к уменьшению принятого сигнала. Кроме того, в зависимости от формы дефекта и его
ориентации ультразвуковые волны могут отражаться от дефекта и приниматься датчиком так
же, как и волны, отражённые от нижнего торца твэла. В этом случае на осциллограмме будет
наблюдаться дополнительный сигнал. На рисунке 3.76 приведены две осциллограммы сигналов: для бездефектной оболочки ВВЭР (см. рисунок 3.76, а) и для оболочки с искусственным
дефектом в виде кольцевой проточки (см. рисунок 3.76, б) на наружной поверхности оболочки.
147
а
б
Рисунок 3.76 − Осциллограммы сигналов для бездефектной оболочки твэла ВВЭР (а)
и с дефектом в виде кольцевой проточки (б): 1 – сигнал возбуждения датчика;
2, 3 – сигнал от нижнего торца оболочки и от дефекта соответственно
На рисунке 3.77 приведена зависимость ам-
A/Amax
1,2
плитуды принятого сигнала от волн, отражённых
1,0
от нижнего торца оболочки твэла ВВЭР в зависи-
0,8
мости от глубины кольцевой проточки. Искус-
0,6
ственный дефект находился на расстоянии 400 мм
0,4
от нижнего торца оболочки.
0,2
При глубине дефекта, составляющего ∼ 20 %
0,0
от толщины оболочки, амплитуда сигнала от волн,
0,0
0,2
0,4
0,6
0,8
1,0
δ/h
Рисунок 3.77− Зависимость амплитуды
сигнала, отражённого от нижнего торца
оболочки толщиной h от глубины кольцевой проточки δ
прошедших за дефект, отражённых от нижнего
торца оболочки, вторично прошедших дефект и
принятых датчиком, уменьшилась приблизительно
в два раза по сравнению с бездефектной оболочкой. При дальнейшем увеличении глубины дефек-
та примерно до 90 % от толщины оболочки амплитуда принятого сигнала монотонно уменьшается ещё примерно на 20 % (см. рисунок 3.77).
В действительности дефекты, подобные искусственному дефекту в виде кольцевой проточки, в оболочках твэлов ВВЭР не встречаются. Такой дефект был выбран как крайний случай
для оценки возможного уменьшения амплитуды принятого сигнала. При анализе результатов
исследований на рисунке 3.77 можно прогнозировать, что из-за дефектов в оболочках герметичных твэлов амплитуда принятого сигнала может уменьшиться в несколько раз.
Третья причина, приводящая к уменьшению амплитуды принятого сигнала, как уже было
отмечено ранее, связана с особенностями возбуждения и приёма ультразвуковых волн через
верхнюю заглушку твэла. При малейшем смещении датчика от оптимального положения на заглушке эффективность ввода волн ухудшается, и амплитуда принятого сигнала уменьшается.
148
Диапазон изменения амплитуды принятого сигнала от герметичных твэлов одной инспектируемой ТВС может достигать нескольких десятков процентов относительно среднего значения (см.
рисунок 3.70, в).
Четвертой причиной, которая может привести к уменьшению амплитуды принятого сигнала, является изменение для ультразвуковых волн граничных условий на внутренней поверхности оболочки твэла из-за плотного контакта топливных таблеток с оболочкой. Такой плотный
контакт наступает в твэлах ВВЭР, начиная с выгорания ∼ 45 МВт⋅сут/кгU. При апробации метода на ТВС ВВЭР-1000 с выгоранием выше 40 МВт⋅сут/кгU на отдельных герметичных твэлах
были получены отрицательные результаты – отсутствие полезного сигнала [98].
Были исследованы две ТВС ВВЭР-1000 с выгоранием 47,8 и 49,6 МВт⋅сут/кгU, отработавшие в реакторе 3 и 4 топливных цикла соответственно. Обнаружено, что в герметичных твэлах со средним выгоранием больше 46 МВт⋅сут/кгU полезный сигнал отсутствует (рису-
Амплитуда, В
нок 3.78).
60
40
20
0
Амплитуда, В
35
40
45
50
55
60
65
Среднее выгорание, МВт⋅сут/кгU
а
60
40
20
0
35
40
45
50
55
60
65
Максимальное выгорание, МВт⋅сут/кгU
б
Рисунок 3.78 − Зависимость амплитуды принятого сигнала от среднего (а)
и максимального (б) выгорания исследованных твэлов
На основе данных, полученных при апробации метода на ранее исследованных ТВС с выгоранием до 37,5 МВт⋅сут/кгU и упомянутых ранее двух ТВС, были получены эксперименталь-
149
ные зависимости вероятности правильной идентификации герметичных твэлов ВВЭР-1000 от
среднего и максимального выгорания топлива по твэлу (рисунок 3.79).
P 1,2
1,0
0,8
0,6
0,4
0,2
0,0
35
40
45
50
55
60
Выгорание, МВт⋅сут/кгU
Рисунок 3.79 − Зависимость вероятности правильной идентификации ( P ) герметичных твэлов
ВВЭР-1000 от среднего (◊) и максимального (♦) выгорания топлива по твэлу
Из рисунка 3.79 видно, что неправильная идентификация герметичных твэлов начинается
при среднем выгорании по твэлу ~ 40 МВт⋅сут/кгU и выше и при максимальном выгорании
~ 45 МВт⋅сут/кгU и выше. При среднем и максимальном выгорании по твэлу ~ 47 и
52 МВт⋅сут/кгU и выше соответственно все герметичные твэлы будут идентифицированы как
негерметичные. То есть, для всех твэлов в ТВС будет отсутствовать «полезный» сигнал (см. рисунок 3.70, а, б). При анализе вероятности правильной идентификации герметичных твэлов (рисунок 3.79), процессов деформации оболочки и взаимодействия оболочки с топливным сердечником можно увидеть чёткую их взаимосвязь друг с другом через выгорание топлива.
В настоящее время установлено [99], что в материале оболочек твэлов ВВЭР в процессе
эксплуатации происходят следующие основные процессы: радиационное упрочнение и снижение пластичности; радиационная и термическая ползучесть; радиационный рост; термомеханическое взаимодействие между топливом и оболочкой.
С начала эксплуатации под действием избыточного давления теплоносителя диаметр твэлов уменьшается (рисунок 3.80, а), из-за распухания топлива диаметр таблеток увеличивается
[100,101, 102]. Это приводит к исчезновению зазора между топливом и оболочкой твэлов. Исчезновение зазора топливо−оболочка наступает при максимальном выгорании в твэле
~50 МВт⋅сут/кг. Затем по мере увеличения выгорания распухающее топливо начинает оказывать давление на оболочку, что приводит к локальному изменению диаметра оболочки в местах
расположения стыков между таблетками, а также к увеличению в целом диаметра оболочки на
значительном участке твэла из-за растягивающих напряжений в материале оболочки (обратная
деформация оболочки).
150
σ , мкм
Δ d, мм
0
-0,02
80
60
-0,04
40
-0,06
20
-0,08
0
-0,1
10
20
30
40
10
50
60
70
80
Bмакс, Мвт⋅сут/кгU
20
30
а
40
50
60
70
80
Bмакс, Мвт⋅сут/кгU
б
8
70
6
I, имп. / с
d, мкм
Рисунок 3.80 − Зависимость изменения диаметра (а) и диаметрального зазора (б) от максимального выгорания твэлов
На рисунке 3.81 показаны профилограмма, распределение интен-
4
50
2
30
новский снимок участка твэла выго-
10
ранием топлива 48 МВт⋅сут/кг. По
-4
-10
местоположению стыков между таб-
-6
-30
0
-2
1660
1670
1680
1690
1700 1710 1720
Координата, мм
Рисунок 3.81 − Профилограмма, гамма-сканограмма
и рентгеновский снимок участка твэла с выгоранием
топлива 48 МВт⋅сут/кгU:
1 – таблетка; 2 – стык между таблетками
(⎯ – изменение диаметра (Δd);
⎯ – изменение интенсивности (ΔI))
сивности гамма-излучения и рентге-
летками видны фаски, на которых регистрируется
спад
интенсивности
гамма-излучения. Характер локального изменения диаметра оболочки относительно расположения топливных
таблеток виден из профилограммы.
Видно, что локальное увеличение
диаметра
(гребни)
располагаются
вблизи обеих фасок таблеток, а уменьшение диаметра оболочки наблюдается на стыках топливных таблеток и по их центру. Эти локальные изменения диаметра составляют несколько
микрометров и с увеличением выгорания возрастают.
На рисунке 3.80, а видно, что заметная обратная деформация оболочки твэла начинается
при достижении максимального выгорания 55−60 МВт⋅сут/кг. На рисунке 3.82 в качестве примера приведена профилограмма твэла с максимальным выгоранием топлива ~70 МВт⋅сут/кг. На
профилограмме отчетливо виден участок обратной деформации и многочисленные локальные
деформации оболочки. Обратную деформацию оболочки можно характеризовать: длиной участка
обратной деформации; средней и максимальной обратной деформацией; общей длиной участков с локальной деформацией; средней и максимальной локальной деформацией (средняя и
151
максимальная высота гребней).
Диаметр, мм
9,15
На
Участок обратной деформации
рисунке 3.83
приведены
обобщенные данные, характеризующие локальную деформацию оболоч-
9,10
ки. Из рисунка 3.83, а видно, что
гребни на оболочках твэлов начинают
9,05
появляться при максимальном выгорании больше ~40 МВт⋅сут/кг. С уве-
9,00
0
1000
2000
3000
4000
Координата, мм
Рисунок 3.82 − Изменение диаметра по длине твэла
при выгорании топлива ~ 70 МВт⋅сут/кгU)
личением выгорания длина участка
твэла,
где
наблюдаются
гребни,
увеличивается и достигает ~2800 мм
при
максимальном
выгорании
~52 МВт⋅сут/кг. При этом, также начиная с максимального выгорания ~40 МВт⋅сут/кг начинает
увеличиваться высота гребней (рисунок 7, б), достигающая ~0,05 мм при максимальном выгорании топлива ~70 МВт⋅сут/кг.
Аналогично, как и максимальная локальная деформация, изменяется максимальная обратная деформация оболочки твэла, которая при выгорании ~70 МВт⋅сут/кг достигает ~0,85% (рисунок 3.84).
В таблице 3.8 приведены значения максимального выгорания, при котором начинается
неправильная идентификация герметичных твэлов ультразвуковым методом и начинаются процессы, связанные с взаимодействием оболочки с топливным сердечником твэла. Из данных
таблицы отчётливо видно, что после начала образования локальной и обратной деформации
оболочки (40 МВт⋅сут/кгU) через небольшой промежуток выгорания (5 МВт⋅сут/кгU) начинается неправильная идентификация герметичных твэлов (пропадает «полезный» сигнал). С увеличением выгорания локальная и обратная деформация увеличивается (см. рисунок 3.83, 3.84), а
вероятность правильной идентификации герметичных твэлов уменьшается и при максимальном
выгорании ~ 52 МВт⋅сут/кгU становится равной нулю (см. рисунок 3.79), то есть для всех герметичных твэлов в ТВС отсутствует «полезный» сигнал.
Длина, мм
152
3500
3000
2500
2000
1500
1000
500
0
30
35 40 45 50 55 60 65 70 75
Максимальное выгорание, МВт⋅сут/кгU
Максимальная локальная
деформация, мм
а
0,06
0,05
0,04
0,03
0,02
0,01
0,00
30
35
40
45
50
55
60
65
70
75
Максимальное выгорание, МВт⋅сут/кгU
б
Максимальная обратная
деформация, %
Рисунок 3.83 − Зависимость длины участка с гребнями (а) и максимальной локальной
деформации (б) оболочек твэлов ВВЭР-1000 от максимального выгорания топлива
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
35
40
45
50
55
60
65
70
75
Максимальное выгорание, МВт⋅сут/кгU
Рисунок 3.84 − Зависимость максимальной обратной деформации оболочек твэлов
ВВЭР-1000 от максимального выгорания топлива
153
Таблица 3.8
«Эффекты» выгорания топлива
№
1
2
3
Вид «эффекта»
Неправильная идентификация
герметичных твэлов
Локальная деформация оболочки
(«гребни»)
Обратная деформация оболочки
Начало проявления эффекта
при максимальном выгорании, МВт⋅сут/кгU
45
40
40
Это объясняется тем, что из-за возникновения локальной деформации оболочки в виде
«гребней» происходит дополнительное рассеяние энергии ультразвуковых волн во внешнюю
среду. При прохождении волной «гребня», ширина которого намного меньше длины волны,
нарушается волноводный характер распространения волн в цилиндрической оболочке, что приводит к уменьшению амплитуды принятого «полезного» сигнала. При возникновении на оболочке большого количества «гребней» ультразвуковая волна в оболочке полностью затухает и
«полезный» сигнал отсутствует.
Дополнительное затухание ультразвуковых волн в оболочке твэла также происходит при
возникновении плотного контакта оболочки с топливными таблетками. Как показывают послереакторные исследования топлива ВВЭР, диаметральный зазор между топливом и оболочкой
исчезает, начиная с выгораний ∼ 45 МВт⋅сут/кгU (см. рисунок 3.80). При дальнейшем увеличении выгорания происходит диффузионное взаимодействие между топливом и оксидной плёнкой на внутренней поверхности оболочки. На рисунке 3.85 приведены фотографии фрагментов
поперечного шлифа твэла с выгоранием ∼ 40 и ∼ 70 МВт⋅сут/кгU.
Отчётливо видно, что граничные условия со стороны внутренней поверхности оболочки
существенно изменились. При небольших значениях выгорания эти граничные условия определялись параметрами системы «твёрдое тело (оболочка + тонкая оксидная плёнка) – газ (зазор
между оболочкой и топливом)», а для высокого выгорания граничные условия определяются
параметрами системы «твёрдое тело (сплошная оксидная плёнка) – твердое тело (топливная
таблетка)». При таких граничных условиях нормальная волна в оболочке полностью затухнет
из-за излучения энергии в таблетку топлива. Причём это излучение в случае с герметичным
топливом будет более интенсивным, чем в воду.
Таким образом, для твэлов ВВЭР-1000 с оболочками из сплава Э110 определены границы
(по выгоранию топлива) применимости ультразвукового метода обнаружения негерметичных
твэлов в составе ТВС. Использование данного метода эффективно при среднем и/или максимальном выгорании по твэлу до 40 и 45 МВт⋅сут/кгU соответственно. Основной причиной
ограничений применимости метода является взаимодействие оболочки твэлов с топливом при
повышенных значениях выгорания.
154
1
2
3
4
а
1
2
4
б
Рисунок 3.85 − Состояние границы между внутренней поверхностью оболочки
и внутритвэльным пространством для выгорания ∼ 40 МВт⋅сут/кгU (а) и ∼ 70 МВт⋅сут/кгU (б):
1 – оболочка; 2 – оксидная плёнка; 3 – газовый зазор;
4 – топливная таблетка
Вероятность правильной идентификации негерметичных твэлов в ТВС является важнейшей характеристикой метода, так как от ее величины зависит эффективность и надежность ремонта негерметичных ТВС [103]. При этом ремонт негерметичных ТВС может проводиться как
с целью возврата отремонтированных сборок в реактор, так и с целью последующего обращения с ними в качестве ОЯТ.
Исследование акустического тракта метода и результаты его апробации на облученных
твэлах ВВЭР-440 и ВВЭР-1000 позволили разработать способ [104] и оборудование для его реализации при контроле твэлов ВВЭР в составе ТВС без ее потвэльной разборки.
3.3. Метод импульсной вихретоковой дефектоскопии твэлов ВВЭР
Вихретоковая дефектоскопия оболочек облученных твэлов ВВЭР на протяжение многих
лет используется в послереакторных исследованиях для обнаружения и идентификации дефектов в оболочках твэлов [5,45]. При этом используются два основных метода – гармонический и
импульсный, названные по способу возбуждения вихревых токов в оболочке контролируемого
твэла. В НИИАР на протяжение более чем 20 лет используется двухчастотный гармонический
метод дефектоскопии в диапазоне частот от 10 Гц до 2 МГц. Главными недостатками этого метода являются низкая достоверность результатов идентификации типов дефектов в оболочках
155
твэлов.
Основными достоинствами импульсного метода вихретоковой дефектоскопии являются:
простота схемной реализации аппаратуры, большая информативность из-за широкого спектра
гармонических составляющих импульсного воздействия и более высокая чувствительность
[105].
Импульсный метод вихретоковой дефектоскопии твэлов ВВЭР и РБМК был разработан в
НИИАР [106, 107, 108]. Дальнейшее совершенствование этого метода производилось в следующих направлениях: повышение разрешающей способности в определении параметров дефектов и разработке критериев идентификации основных типов аномалий оболочек облученных
твэлов ВВЭР.
3.3.1. Физические основы метода импульсной вихретоковой дефектоскопии облученных твэлов
ВВЭР
В основе метода лежит импульсное возбуждение внешнего электромагнитного поля в широком частотном диапазоне, которое, в свою очередь, в материале оболочки твэла индуцирует
вихревые токи различной частоты. Возбуждающий импульс можно разложить в ряд Фурье на
гармонические составляющие. Поэтому импульсное возбуждение можно представить как одновременную генерацию множества гармонических сигналов с разными весовыми коэффициентами [5]. Отсюда вытекают следующие преимущества импульсного метода перед гармоническим: простая схемная реализация аппаратуры, повышенная информативность, более высокая
чувствительность к дефектам за счет повышения плотности вихревых токов.
В современных системах импульсной вихретоковой дефектоскопии в качестве датчиков
чаще всего используют катушки индуктивности [109]. В районе расположения дефекта измерительный элемент датчика (приемная катушка) реагирует на изменения магнитного поля так, что
в выходном сигнале появляются дополнительные переходные колебания, анализ которых позволяет судить о характере дефекта.
Чтобы выделить переходный процесс от дефекта на фоне суммарного сигнала датчика,
предварительно получают сбалансированный отклик от бездефектного участка оболочки твэла.
Существуют два способа балансировки: дифференциальное включение катушек датчика, когда
одна катушка неподвижно расположена на бездефектном участке оболочки, а вторая сканирует
оболочку твэла, и второй, когда сигнал от бездефектной оболочки заранее записывается в память дефектоскопа [5].
156
Типичный вид отклика от дефекта при сканировании твэла дифференциальным датчиком проходного типа представлен на рисунке 3.86. Оцифрованный через
равные промежутки времени
Δt сигнал раскладывается
с помощью дискретного преобразования Фурье на отдельные частотные составляющие и анализируется:
Рисунок 3.86 − Дискретизация вносимого ВТ-отклика от дефекта
F (n ) =
где:
1
N
N −1
∑ f (k Δt )exp[− j 2πnk / N ]
(3.50)
k =0
n − номер гармонической составляющей;
N − число точек стробирования сигнала;
f (k Δt ) − амплитуда, соответствующая моменту стробирования k Δt .
Совокупность коэффициентов F (n ) образует спектр анализируемого сигнала. Частоты
спектра находятся в диапазоне от основной частоты преобразования 1 / N Δt до частоты Найквиста 1 / 2Δt . При этом высокочастотная часть спектра несет информацию о состоянии поверхностных слоев оболочки, а низкочастотная – более глубоких [110].
Каждой точке оцифровки n (строб n ) с номером i соответствует определенный момент
времени ti = ni Δt (i = 1, N ) . Для оценки состояния оболочки (идентификации типа объекта)
могут вычисляться амплитудно-временные характеристики отклика (рисунок 3.86): амплитуда
и время достижения первого максимума, момент начала нарастания сигнала отклика, переход
через нулевую линию и др. [111].
Использование в качестве информативного параметра момента времени начала нарастания сигнала отклика имеет очевидный недостаток – низкое разрешение при идентификации
наружных и сквозных дефектов оболочки твэла. Для использования в качестве информативных
параметров амплитуды и времени достижения первого максимума требуется быстродействующий АЦП с большим динамическим диапазоном.
Амплитуда
157
1 2 3
t01< t02< t03
Указанных недостатков лишен третий
способ, в котором в качестве информативного параметра используют время перехода
сигнала отклика через нулевую точку [112].
0
Для определения глубины дефекта используется следующая закономерность – чем глубt01 t02 t03
Время
Рис. 3.87. Вносимые отклики
различных дефектов оболочки
же дефект, тем больше значение времени t 0
пересечения откликом нулевой линии по
напряжению. Приведенные на рисунке 3.87
графики 1, 2 и 3 соответствуют сигналам от
неглубокого дефекта, дефекта средней глубины и глубокого дефекта, соответственно.
При сканировании датчиком оболочки
твэла вдоль продольной оси x получают
набор графиков сигнала A(t , x ) , пересечения
которых в районе нулевой линии по напряжению формируют так называемую узловую
Рисунок 3.88 − Пересечение вихретоковых откликов в узловых точках А и Б при прохождении
ВТП через наружный дефект оболочки: положение первой (1) и второй (3) измерительной обмотки напротив дефекта; положение дефекта между
измерительными обмотками (2)
точку [105]. На рисунке 3.88 показано наличие таких узловых точек на стробах 75 и 209
при прохождении дифференциального датчика через участок с наружным дефектом в
оболочке твэла ВВЭР [5].
Временное положение узлов зависит от параметров дефекта. Найдя узловые режимы (номера стробов) для различных типов дефектов, можно проводить их идентификацию.
3.3.2. Повышение разрешающей способности и эффективности импульсного вихретокового
метода и результаты его использования в послереакторных исследованиях твэлов ВВЭР
Эффективность вихревой дефектоскопии во многом определяется способностью метода
идентифицировать дефекты оболочки по типам (внутренние, внешние, сквозные, несквозные,
гидридные образования и т.п.), а также способностью оценки их размеров. Поэтому актуальным
является повышение разрешающей способности метода контроля. В разработанном методе
[113] параметры дефекта оцениваются по положению первой точки нуля сигнала отклика относительно точки отсчета, смещенной по времени от начала импульса возбуждения на некоторую
постоянную величину t см .
158
На рисунке 3.89 приведены примеры определения положения нуля в традиционном и разработанном методах. При этом определяют напряжение сигнала отклика в точке t см :
U см = U (tсм )
(3.51)
Амплитуда
Амплитуда
и принимают его за нулевой уровень напряжения (см. рисунок 3.89, б).
Uсм
0
tсм. tZC
0
t0
Время
Время
а
б
Рисунок 3.89 − Определение положения нуля вносимого отклика по способу прототипа (а) и по
способу изобретения (б)
Смещение нулевого уровня напряжения позволяет повысить разрешающую способность
метода при разделении, например, дефектов оболочки по их глубине. На рисунке 3.90 приведены сигналы от двух дефектов оболочки с разной глубиной. Разделение дефектов между собой
на «неглубокий» и «глубокий» производится по разнице в значениях положения первого нуля
сигналов
Δt 0 :
Δt0 = t02 − t01 ,
(3.52)
где t 01 , t 02 - положение первого нуля сигнала отклика для первого и второго дефекта соответственно.
2
2
Амплитуда
Амплитуда
1
Uсм.1
0
ΔtZC
tсм. tZC1 tZC2
а
Время
1
0
Δt0
t01
t02
б
Время
Рисунок 3.90 − Вносимые отклики от неглубокого (1) и глубокого (2) дефектов оболочки, полученные способом прототипа (а) и разработанным методом (б)
Чем больше величина
Δt0 , тем выше разрешающая способность метода. Качественное
сравнение рисунков 3.90, а и 3.90, б между собой демонстрирует большую разрешающую спо-
159
собность разработанного метода в сравнении с ранее используемым.
Более высокая разрешающая способность разработанного метода подтверждается результатами дефектоскопии оболочки твэла ВВЭР с искусственными дефектами в виде кольцевой
риски глубиной 0,1 мм и наружным глухим (несквозным) отверстием глубиной 0,6 мм.
На рисунке 3.91, а, б приведены сигналы отклики от этих двух дефектов, полученные традиционным и разработанным способом, соответственно. Использование новых точек отсчета по
времени и по напряжению в разработанном способе позволило увеличить значение
Δt 0 с 8
200
Амплитуда, отн. ед.
Амплитуда, отн. ед.
стробов (рисунок 3.91, а) до 20 стробов (рисунок 3.91, б), т.е. в 2,5 раза.
2
100
0
-100
1
-200
100
2
0
-100
1
-200
-300
0
25
50
75
100 125 150 175 200 225 250
-25
Номер строба
0
25
50
75 100 125 150 175 200 225
Номер строба
а
б
Рисунок 3.91 − Вносимые отклики от неглубокого (1) и глубокого (2) дефектов, полученные
традиционным (а) и разработанным (б) способами
С помощью набора контрольных образцов оболочек твэлов ВВЭР с различными видами и
размерами искусственных дефектов были получены данные, позволяющие оценить как разрешающую способность метода, так и эффективность идентификации дефектов оболочки по их
типам, локальное уменьшение или увеличение диаметра, сквозные, наружные или внутренние,
электропроводящие магнитные и немагнитные включения, неэлектропроводящие магнитные
t 0 (прототип), строб
85
y1 = 0,1405x + 65,654
75
60
50
65
40
55
30
45
20
35
10
y2 = 0,3512x + 2,1345
25
t 0 (новый способ), строб
включения [114].
0
0
20
40
60
80
100
Глубина деф екта, %
Прототип
Новый способ
Рисунок 3.92 − Зависимость t 0 от глубины дефекта для прежнего и нового способов
На рисунке 3.92 приведены результаты
определения положения первого нуля t 0 сигнала отклика от искусственных наружных
дефектов оболочки твэлов ВВЭР различной
глубины для традиционного и вновь разработанного метода импульсной вихретоковой
дефектоскопии.
Из сравнения наклонов аппроксимирующих прямых видно, что разрешающая способность разработанного метода при определении размеров однотипных дефектов воз-
160
росла в 2,5 раза:
dy2 / dx
= 2 ,5
dy1 / dx
(3.53)
На рисунке 3.93 приведена диаграмма идентификации одиночных искусственных дефектов оболочек твэлов ВВЭР [114].
Амплитуда, отн. ед.
3,2
2
0,8
Локальные уменьшения диаметра
0,8
0,6
0,4
0,2
0
-0,2
-0,4
-0,6
-0,8
Локальные увеличения диаметра
3
2
Сквозные дефекты
1
Наружные дефекты
Внутренние дефекты
40
60
80
100 120
t0 , строб
140
160
180
Электропроводящие немагнитные
включения
Неэлектропроводящие магнитные
включения
Электропроводящие магнитные
включения
Рисунок − 3.93. Диаграмма идентификации одиночных дефектов твэлов ВВЭР
При сканировании оболочек с дефектами определялись следующие параметры сигналов:
положение первого нуля t0 , полярность и амплитуда сигнала. Из диаграммы видно, что импульсный метод вихретоковой дефектоскопии позволяет не только эффективно идентифицировать тип дефектов, но и оценивать их размеры.
Для оперативной вихретоковой дефектоскопии облученных твэлов ВВЭР в защитных
камерах
была
разработана
установка,
структурная
схема
которой
приведена
на
рисунке 3.94 [5, 114].
Основными элементами установки являются: вихретоковый импульсный дефектоскоп,
проходной дифференциальный датчик «самосравнения» трансформаторного типа и устройство
вертикального перемещения инспектируемого твэла относительно неподвижного датчика, программное обеспечение.
С помощью разработанной установки определяют два типа аномального состояния оболочек твэлов ВВЭР: локальные изменения диаметра и нарушение сплошности оболочки.
161
Операторское
помещение
РЗК
Т
В
Э
Л
Устройство
вертикального
перемещения
твэла (УВПТ)
Контроллер
УВПТ
ИВТД
ВТП
локальная
сеть
ПК
Набор
контрольных
образцов
БАЗА ДАННЫХ
ПО СОСТОЯНИЮ
ОБЛУЧЁННЫХ ТВС
Рисунок − 3.94. Структурная схема системы оперативной ВТ-дефектоскопии
твэлов в РЗК
Наиболее частой причиной локального изменения диаметра оболочки твэлов ВВЭР является взаимодействие оболочки с топливными таблетками [101, 102]. В результате такого взаимодействия в местах расположения стыков таблеток на оболочке образуются гребни или «гоф5
Амплитуда, В
Амплитуда, В
ры», сигналы от которых отчетливо видны на вихретоковых диаграммах (рисунок 3.95) [5].
2,5
0
2,5
0
-2,5
-2,5
-5
-5
0
500
1000
1500
2000
2500
Координата, мм
а
Амплитуда, В
5
0
500
1000
1500
2000
2500
Координата, мм
б
5
2,5
0
-2,5
-5
0
500
1000
1500
2000
2500
Координата, мм
Рисунок 3.95 − Вихретоковые диаграммы
твэлов реактора ВВЭР-440 с минимальными (а), средними (б) и максимальными
(в) гофрами на оболочке
в
С увеличением выгорания топлива величина локальной деформации (размер гребней)
увеличивается и соответственно увеличивается амплитуда вихретоковых сигналов (рису-
162
нок 3.96). Таким образом, вихретоковая дефектоскопия позволяет оперативно регистрировать в
твэлах стадию взаимодействия оболочки с топливными таблетками, позволяет отбирать твэлы с
максимальной локальной деформацией для дальнейших детальных исследований другими ме-
Амплитуда, В
тодами.
0,5
ВВЭР-440
0,4
ВВЭР-1000
0,3
0,2
0,1
Уровень
фона
0
20
30
40
50
60
70
Выгорание, МВт⋅сут/кгU
Рисунок 3.96 − Возрастание амплитуды вихретоковых сигналов от гофр
при увеличении выгорания топлива в твэлах ТВС ВВЭР-440 и ВВЭР-1000,
эксплуатировавшихся в штатных условиях
Кроме локального увеличения диаметра оболочки импульсная вихретоковая дефектоскопия позволяет регистрировать также и локальное уменьшение диаметра оболочки твэлов ВВЭР.
Такое уменьшение диаметра происходит, например, в местах разрыва в топливном сердечнике.
Наличие таких разрывов при избыточном давлении со стороны теплоносителя приводит к
окружной деформации и схлопыванию оболочек [115, 116]. Такая аномалия оболочки идентифицируется по результатам вихретоковой дефектоскопии как вмятина.
На рисунке 3.97 приведены результаты неразрушающих исследований твэла ВВЭР-1000 с
выгоранием ∼ 48 МВт⋅сут/кгU [5]. При извлечении одного из твэлов из каркаса ТВС во время
экспрессной вихретоковой дефектоскопии на оболочке твэла была зарегистрирована вмятина
(рисунок 3.97, а). Дальнейшее исследование этого твэла методами гамма-сканирования и профилометрии (рисунок 3.97, б), а также рентгенография показали, что данный дефект оболочки
представляет из себя кольцевую вмятину и вызван разрывом в топливном столбе.
Несмотря на эффективность вихретоковых методов контроля при обнаружении локальных
изменений диаметра оболочки твэлов, основным их предназначением является обнаружение и
идентификация несплошности материала оболочки, т.е. дефектов.
Наиболее часто встречаемые дефекты оболочек твэлов ВВЭР вызваны фреттингвзаимодействием с инородными предметами (debris-повреждения) или пуклевками дистанционирующих решеток, а также из-за повышенного локального окисления и наводораживания циркониевых сплавов [5, 13, 117, 118].
Амплитуда, В
163
0,5
0,3
0,1
-0,1
-0,3
-0,5
-0,7
2115
2125
2135
2145
2155
2165
2175
Координата, мм
350
9,06
280
9,04
210
9,02
140
9
70
8,98
2115
2125
2135
2145
2155
2165
Координата, мм
Интенсивность Cs-137,
имп/с
Диаметр, мм
а
9,08
0
2175
б
Рисунок 3.97 − Вихретоковая диаграмма и рентгеновский снимок (а), гамма-сканограмма и
профилограмма (б) участка твэла ВВЭР-1000 в районе смятия оболочки
Обнаружение дефектов оболочек твэлов важно с точки зрения определения причин их
возникновения, и как следствие, выяснения причин разгерметизации твэлов. При этом ключевой задачей вихретоковой дефектоскопии является выявление первичных дефектов оболочки
(приведших к разгерметизации твэла) на фоне вторичных дефектов, которые возникают из-за
гидрирования оболочки вследствие попадания воды внутрь негерметичного твэла.
При
исследовании
одной
из
негерметичных
ТВС
ВВЭР-1000
с
выгоранием
∼ 15 МВт⋅сут/кгU все твэлы были подвергнуты вихретоковой дефектоскопии. Типичная вихре-
токовая диаграмма для герметичных твэлов представлена на рисунке 3.98, а, где наблюдаются
сигналы от пружинного фиксатора и нижней заглушки. Один из твэлов этой сборки был отнесен к «подозрительным» на негерметичность, так как на вихретоковой диаграмме наблюдалось
множество сигналов, значительно превышающих по амплитуде уровень фона (рисунок 3.98, б)
[5,118].
164
Пружинный
фиксатор
Нижняя
заглушка
0
500
1000 1500 2000 2500 3000 3500 4000
Координата, мм
2
1,5
1
0,5
0
-0,5
-1
-1,5
-2
-2,5
Амплитуда,В
Амплитуда, В
2
1,5
1
0,5
0
-0,5
-1
-1,5
-2
-2,5
0
500
1000 1500 2000 2500 3000 3500 4000
Координата, мм
а
б
Рисунок 3.98 − Типичная (а) и аномальная (б) вихретоковые диаграммы твэлов ВВЭР-1000
Амплитудно-временной анализ сигналов показал наличие дефектов на внутренней поверхности оболочки, а на координатах 2400−2900 мм зарегистрирована суперпозиция дефектов
на внутренней поверхности оболочки и локального увеличения диаметра. На рисунке 3.99, а, б
представлены примеры сигналов-откликов на одиночный внутренний дефект оболочки и на су3,5
Х=420 мм
1,75
0
Амплитуда, В
Амплитуда, В
перпозицию внутреннего дефекта с увеличением диаметра оболочки.
5
Х=2600 мм
2,5
0
-2,5
-1,75
-5
-3,5
0
25
50
75
100 125
150 175 200 225
Номер строба
а
0
25
50
75
100
125
150
175 200 225
Номер строба
б
Рисунок 3.99 − Сигнал отклика на одиночный внутренний дефект оболочки (а) и на суперпозицию внутреннего дефекта и локального увеличения диаметра (б), X − координата.
При суперпозиции этих двух дефектов на сигнале-отклике появляется вторая точка перехода сигнала через нулевую линию амплитуды (рисунок 3.99, б). Это позволило определить
номера стробов, на которых реакция на внутренний дефект минимальна, а на увеличение диаметра – максимальна. Из рисунка 3.99, б видно, что это строб номер 24.
На рисунке 3.100, а приведены сигналы на стробе 24, из которых легко определить координаты локального увеличения диаметра оболочки. Эффективность метода при разделении суперпозиции дефектов продемонстрирована на рисунке 3.100, б, где приведены результаты профилометрии этого участка оболочки твэла, которые хорошо коррелируют с результатами дефектоскопии (рисунок 3.100, а).
0
Диаметр, мм
Амплитуда, В
165
-0,25
-0,5
9,26
9,21
9,16
-0,75
9,11
-1
9,06
-1,25
2000
9,01
2500
3000
3500
Координата, мм
2000
а
2500
3000
3500
Координата, мм
б
Рисунок 3.100 − Вихретоковая диаграмма на стробе 24 (а)
и профилограмма фрагмента твэла (б)
Первичный дефект в этом негерметичном твэле
был обнаружен в области нижней заглушки. Осмотр
твэла в этом районе (рисунок 3.101) подтвердил реРисунок 3.101 − Внешний вид участка
негерметичного твэла в районе сквозного debris-повреждения
зультаты вихретоковой дефектоскопии.
Эффективность
использования
экспрессной
вихретоковой дефектоскопии при потвэльной раз-
борке ТВС подтверждается правильностью идентификации не только сквозных дефектов в оболочке твэлов ВВЭР, но и обнаружением несквозных дефектов и дефектов, связанных с вторичным гидрированием оболочки. Обнаружение последних и определение их протяженности важно с точки зрения безопасного обращения с такими твэлами, так как значительное гидрирование оболочки твэла приводит к ее охрупчиванию, что может привести к разрушению твэла в
процессе транспортно-технологических операций с ним.
На рисунке 3.102 приведен пример обнаружения несквозного дефекта. По результатам
вихретоковой дефектоскопии был обнаружен сигнал высокой амплитуды (рисунок 3.102, а),
который после анализа был идентифицирован как сигнал, близкий по своим параметрам либо к
сквозному дефекту, либо к несквозному глубокому дефекту. Осмотр данного участка твэла
подтвердил наличие дефекта серповидной формы (рисунок 3.102, б), который был вызван, очевидно, взаимодействием оболочки с посторонним предметом, так называемый debris-дефект.
Результаты металлографии (рисунок 3.102, в) показали, что это несквозной, глубокий, практически на всю глубину оболочки, дефект [118].
166
Амплитуда, В
3
сигнал
от debris-дефекта
2
1
0
-1
-2
-3
0
500
1000 1500 2000 2500 3000 3500 4000
Координата, мм
а
б
в
Рисунок 3.102 − Вихретоковая диаграмма (а), снимок внешнего вида (б) и поперечного
шлифа (в) оболочки твэла ВВЭР-1000
Пример типичного первичного debris-дефекта в нижней части твэла и вторичных дефектов
в верхней части, вследствие гидрирования оболочки, приведен на рисунке 3.103. На вихретоковой диаграмме отчетливо видны две группы дефектов в нижней и верхней частях твэла. Осмотр
твэла в нижней части подтвердил наличие дефекта. В верхней части твэла, где наблюдается серия сигналов, характерная для внутренних дефектов, была сделана металлография, на которой
отчетливо наблюдаются скопления гидридов практически по всей толщине оболочки (рису-
Амплитуда, В
нок 3.104), которые образовались после попадания воды внутрь твэла через первичный дефект.
5
отклик от debrisповреждения
3
отклики от вторичных
внутренних дефектов
1
-1
-3
-5
0
500
1000
1500
2000
2500 3000 3500
Координата, мм
а
б
Рисунок 3.103 − Вихретоковая диаграмма (а) и снимок внешне- Рисунок 3.104 − Микроструктура оболочки негерметичного вида (б) твэла штатной ТВС реактора ВВЭР-1000
го твэла ВВЭР-1000 в районе
максимальных вихретоковых
сигналов
Таким образом, приведенные выше примеры показывают высокую эффективность разработанного метода импульсной вихретоковой дефектоскопии, как при обнаружении дефектов,
так и при идентификации их по типам.
3.4. Метод определения величины диаметрального зазора между топливным столбом и
оболочкой твэлов ВВЭР
Зазор между топливным сердечником и оболочкой твэлов определяет степень термомеханического взаимодействия топливных таблеток с оболочкой в процессе эксплуатации и суще-
167
ственно влияет на работоспособность твэлов ВВЭР [119].
Традиционно измерения зазора проводят металлографическим методом на поперечных
шлифах твэлов. Несомненным преимуществом этого метода является «прямое» измерение зазора с помощью оптических методов измерения размеров. К недостаткам этого метода можно
отнести низкую производительность, результатом чего является ограниченный объем информации о величинах зазора как вдоль твэла, так и у различных твэлов из исследуемой ТВС. Это, в
первую очередь, связано со сложностью приготовления большого массива шлифов. Обычно
при исследовании одной ТВС ВВЭР только для нескольких твэлов делают несколько шлифов
вдоль продольной оси. Так как это разрушающий метод, то возникают дополнительные отходы,
дополнительные выбросы ГПД. От этих недостатков свободен неразрушающий метод определения диаметрального зазора [120].
Для неразрушающего определения диаметрального зазора между оболочкой и топливным
столбом твэлов ВВЭР были разработаны установка и метод контроля [97, 121, 122]. Сущность
метода заключается в контролируемой упругой радиальной деформации оболочки, помещенной
между неподвижной опорой и штоком нагружающего устройства, до ее контакта с топливом.
Одновременно регистрируется зависимость деформации оболочки от усилия нагружения. Из
анализа этой зависимости определяется величина диаметрального зазора.
На рисунке 3.105 приведена схема установки.
1
4
5
8
2
7
6
P
P
“X”
“Y”
3
Рисунок 3.105 − Схема установки определения величины зазора: 1 – твэл; 2 – шток нагружения;
3 – датчик силы; 4 – датчик перемещения; 5 – сильфон; 6 – усилитель заряда; 7 – усилитель; 8 –
аналого-цифровой преобразователь
Для измерения деформации оболочки используется дифференциально-трансформаторный
датчик перемещения, механически связанный со штоком пневматической системы нагружения.
Неподвижной опорой для зажима твэла служит пьезоэлектрический датчик силы, обладающий
высокой механической прочностью и жесткостью [123,124]. Длина нагружаемого участка оболочки твэла составляет около 20 мм.
168
В результате исследования метрологических характеристик метода на калибрах, выполненных из оболочек твэлов ВВЭР-1000 (топливный сердечник имитировался металлическим
цилиндром), показано, сто суммарная погрешность единичного измерения не превышает
± 0,02 мм [121].
Металлический цилиндр, используемый в калибрах не в полной мере имитирует топливный столб облученных твэлов ВВЭР, что может привести к дополнительной методической погрешности при исследованиях облученных твэлов. Причинами появления дополнительной методической погрешности, помимо несоосности таблеток, могут являться (рисунок 3.106):
неравномерное распределение зазора топливо-оболочка как в пределах одного поперечного
сечения твэла, так и по высоте таблетки;
растрескивание топлива с образованием нескольких (обычно 5−7) фрагментов;
наличие микронеровностей на контактирующих в процессе нагружения поверхностях оболочки и топливной таблетки;
окисление внутренней и/или наружной поверхностей оболочки, изменение пористости топлива и т.п.
1
2
Рисунок 3.106 − Поперечный шлиф твэла ВВЭР и фрагменты изображения зазора между оболочкой (1) и топливным сердечником (2).
Перечисленные факторы приводят к тому, что вид диаграммы нагружения реального твэла значительно отличается от «идеальной» кривой и от диаграмм, полученных на калибрах.
На рисунке 3.107 приведена типичная диаграмма при нагружении («прямой ход», стрелки
вверх) и разгружении («обратный ход», стрелки вниз) твэла ВВЭР.
169
Вне зависимости от структуры топливного
сердечника, на «прямом ходе» кривой нагружения
(при ненулевом значении диаметрального зазора)
наблюдается линейный участок 0−1, соответствующий упругой деформации оболочки до касания
одной из ее сторон с топливом. Длина этого участка
зависит от положения топливного столба относительно оболочки и может значительно изменяться
при одном и том же значении диаметрального зазоРисунок 3.107 − Типичная зависимость
деформации оболочки твэла ВВЭР от
усилия нагружения
ра. Нелинейная зависимость деформации оболочки
от усилия нагружения на участке 1−2 объясняется
началом деформации материала стенки оболочки в
месте её контакта с топливом, центрированием топливного столба и возможным сдвигом фрагментов топливных таблеток. Выше этой переходной зоны (на участке 2−3) зависимость деформации от усилия нагружения вновь приближается к линейной и соответствует совместной деформации стенок оболочки и, находящейся в «плотном» контакте с ними, топливной таблетки.
Здесь не упоминается о собственной деформации установки, т.к. её зависимость от усилия
нагружения строго линейна, а абсолютное значение при усилии 1000 Н составляет не более
3−5 мкм.
Так как при нагружении смещение топливного сердечника и фрагментов таблеток является, по-видимому, неупругим, на «обратном ходе» кривой нагружения описанные выше линейные участки носят, как правило, более ярко выраженный характер (участки 3−4 и 5−0),
а ширина переходной зоны между ними (участок 4−5), по сравнению с «прямым ходом»,
уменьшается.
Наличие остаточной деформации топливного сердечника после цикла нагружения подтверждается тем, что при повторном измерении деформация «свободной» оболочки на «прямом
ходе» (участок 0−1) увеличивается, а на «обратном» (участок 5−0) – остается неизменной. Эффект «центрирования» топливного сердечника относительно оболочки проиллюстрирован на
рисунке 3.108, где представлены четыре диаграммы, полученные при циклическом нагружении
одного и того же участка оболочки с последовательным увеличением максимального усилия
нагружения. Из диаграмм видно, что в каждом последующем цикле величина деформации оболочки до первого контакта с топливом на «прямом ходе» увеличивается, что косвенно подтверждает смещение топливного столба.
Усилие нагружения
170
4
3
Таким образом, на диаграмме «усилиедеформация» можно выделить четыре характерные точки перегиба (точки 1, 2, 4, 5 на ри-
2
1
сунке 3.107), каждой из которых можно поставить в соответствие своё измеряемое значение диаметрального зазора. Как уже говоДеформация оболочки
Рисунок 3.108 − Вид диаграмм «деформациянагрузка» в зависимости от максимального
усилия, приложенного к оболочке.
рилось выше, значение зазора, определяемое
как величина деформации оболочки до первого контакта с топливом (участок 0−1 на рисунке 3.107) существенно зависит от положе-
ния топливного столба относительно оболочки твэла и может рассматриваться лишь как нижняя оценка истинного значения зазора. Субъективизм при проведении прямых, аппроксимирующих участки «плотного» контакта оболочки с топливом (участки 2−3 и 3−4 на рисунке 3.107),
особенно при значениях диаметрального зазора выше ∼ 60мкм, приводит к разбросу получаемых значений в 10−20 мкм. Наиболее корректно определяется значение зазора, соответствующее деформации «свободной» оболочки на «обратном ходе» кривой нагружения (участок 5−0
на рисунке 3.107). Как правило, этот участок наиболее ярко выражен и жесткость оболочки,
определяющая наклон прямой на этом участке, может меняться незначительно. Поэтому, в
дальнейшем, под «измеряемым значением диаметрального зазора» будет подразумеваться величина, определяемая как деформация оболочки на линейном участке 5−0 на «обратном ходе»
кривой нагружения.
Для понимания того, как соотносится зазор, определенный неразрушающим методом, с
зазорами, определенными по шлифам, рассмотрим участок твэла длиной (a − b ) , где Z = a ,
Z = b – координаты начала и конца участка оболочки, который подвергается деформации (рисунок 3.109) [97, 122].
Будем считать, что таблетки топлива не фрагментированы и неподвижны относительно
друг друга и оболочки, а зазоры между топливом и оболочкой справа и слева «выбираются»
независимо. Тогда, диаметральный зазор
δ ( ϕ )( a ,b ) , полученный с помощью неразрушающего
метода, должен определяется как сумма минимальных на участке (a − b ) радиальных зазоров
справа и слева от топливного столба:
δ ( ϕ )( a ,b ) = min{δ r ( z ,ϕ )}( a ,b ) + min{δ r ( z ,ϕ + π )}( a ,b ) ,
где
(3.54)
δ r ( z ,ϕ ); δ r ( z ,ϕ + π ) − радиальные зазоры в сечении с координатой z (a ≤ z ≤ b) в ори-
ентации ϕ (0 ≤ ϕ ≤ π ) .
171
Из выражения (3.54) следует, что для произвольной азимутальной координаты
ϕi изме-
ренный неразрушающим методом зазор δ (ϕ i )(a ,b ) не должен превышать величины зазора
δ (z ,ϕi ) , определенного для этой же координаты ϕi на любом поперечном шлифе, вырезанном
из участка (a ,b ) :
δ ( ϕi )( a ,b ) ≤ δ ( z ,ϕi ), 0 ≤ ϕi ≤ π , a ≤ z ≤ b.
ZZ
min δr (Z,ϕ + π) (a,b)
Z=b
min δ r ( Z, ϕ)
(3.55)
δr ( Zi , ϕ)
ϕ
( a ,b)
Zi
2
1
Z=a
а
δ r ( Zi , ϕ + π )
б
Рисунок 3.109 − Схематичное изображение продольного (а) и поперечного (б) сечения твэла:
1 − оболочка; 2 − топливные таблетки.
Таким образом, при принятых допущениях, неразрушающий метод дает интегральную характеристику диаметрального зазора на участке твэла длиной (a ,b ) , которая является заниженной (в связи с несоосным расположением таблеток) оценкой минимального значения зазора
в любом поперечном сечении этого участка с той же азимутальной координатой. В результате
центрирования таблеток топлива на «прямом ходе» штока нагружающего устройства измеряемое значение
δ (ϕi )(a ,b ) приближается к реальному значению минимального зазора, но нера-
венство (3.55), при этом, должно оставаться в силе.
Оценка погрешности «компрессионного» метода путем прямого сравнения результатов
измерения с результатами металлографического исследования одного или нескольких шлифов,
ввиду разного физического смысла определяемых этими методами величин, не является корректной. Увеличение количества шлифов с точной координатной привязкой их по z и
восстановления пространственного распределения радиальных зазоров δ r ( z ,ϕ ) и
ϕ для
δ r ( z ,ϕ + π )
на всем измеряемом участке и определение минимального и среднего значений диаметрального
зазора − технически трудновыполнимая и дорогостоящая задача. Кроме того, полученный в
итоге результат будет искажен предварительным воздействием на твэл при измерении зазора
172
неразрушающим способом.
Таким образом, возможно лишь качественное сопоставление результатов металлографии
и «компрессионного» метода.
С
этой
целью
были
изготовлены
пятнадцать
поперечных
шлифов
твэлов
ВВЭР-1000 с выгоранием от 20 до 50 МВт⋅сут/кгU – по одному для каждого участка оболочки,
на котором предварительно измерялся зазор неразрушающим методом. По шлифам определялись минимальный, средний и максимальный диаметральные зазоры (см. таблицу 3.9). Определение зазора неразрушающим методом проводилось в одной ориентации без привязки результатов измерения по азимутальной координате.
Таблица 3.9
Результаты измерения зазора неразрушающим и металлографическим методом.
№ шлифа
Выгорание,
МВт⋅сут/кгU
Диаметральный зазор, мкм
неразрушающий
металлография
метод
δ мин δ сред δ макс
δ изм
1
2
21.7
32.6
81
128
100
150
114
169
108
107
3
4
5
32.6
40.6
40.6
50
100
85
90
108
99
139
114
127
105
78
80
6
7
8
48.5
44.1
50.7
35
34
60
66
49
69
101
56
78
34
30
75
9
19
11
50.7
50.1
49.3
25
16
14
35
33
27
37
46
29
16
13
6
12
13
14
43.4
43.4
49.1
43
39
8
54
39
13
65
39
13
42
37
6
15
44.5
20
23
27
18
Из неравенства (3.55) следует, что значение
δ (ϕi )(a ,b ) , полученное неразрушающим ме-
тодом, не может превышать максимального значения зазора
δ (z )max , полученного методом
оптической металлографии, на любом из поперечных шлифов измеряемого участка твэла:
δ ( ϕi )( a ,b ) ≤ δ ( z )max , 0 ≤ ϕi ≤ π , a ≤ z ≤ b.
где:
(3.56)
173
δmax, мкм
δ ( z )max = max {δ1( z ,ϕ )}0≤ϕ ≤π
(3.57)
На рисунке 3.110 представлены результаты
200
сравнения максимальных (определенных по шлифам)
и измеренных значений диаметрального зазора. Из
150
рисунка следует, что для всех шлифов выполняется
неравенство (3.56), что говорит о корректности при100
нятой
модели
деформации
системы
топли-
во−оболочка твэла в процессе нагружения.
50
На рисунке 3.111, а, б представлены аналогичные данные для средних и минимальных значений
зазоров, измеренных по шлифам. Наибольший инте-
0
0
50
100
150
δизм, мкм
Рисунок 3.110 − Сравнение результатов
неразрушающего метода ( δ изм ) и максимальных значений зазоров, определенных по шлифам твэлов
рес вызывает сравнение результатов измерений с минимальными значениями зазора (рисунок 3.111, б).
Все точки графика явно разбиваются на две группы,
соответствующие
измеренным
значениям зазора
δ изм больше или меньше 50 мкм. Точки первой
группы ( δ изм < 50 мкм), несмотря на отсутствие привязки сравниваемых данных по азимутальной координате, лежат выше линии равных значений, то есть удовлетворяют неравенству
(3.55). Для точек второй группы ( δ изм > 50 мкм) превышение измеренных значений над минимальными по шлифам достигает 50 мкм, что можно объяснить или подвижностью фрагментов
топливных таблеток, или существенной неравномерностью распределения зазора по азимуту в
150
150
δ мин, мкм
δ сред, мкм
образцах второй группы.
100
100
.
50
50
0
0
0
50
100
150
δ изм, мкм
0
50
100
150
δ изм, мкм
а
б
Рисунок 3.111 − Сравнение результатов неразрушающего метода ( δ изм ) со средними ( δ сред )
и минимальными ( δ мин ) значениями зазоров, определенными по шлифам твэлов
174
Эффективность оценки зазора неразрушающим методом подтверждается зависимостью
изменения зазора, усредненного по длине твэла, от выгорания (рисунок 3.112). Эта зависимость
получена на массиве из 52 твэлов ВВЭР-1000 и согласуется с результатами металлографии по-
Зазор, мкм
перечных шлифов твэлов в том же диапазоне выгораний.
160
140
120
100
80
60
40
20
0
20
25
30
35
40
45
50
55
60
Выгорание, МВт⋅сут/кгU
Рисунок 3.112 − Зависимость диаметрального зазора топливо-оболочка твэла от выгорания:
• − усредненные по длине твэла значения зазора, определенные «компрессионным» методом;
Ж − средние значения диаметрального зазора, определенные металлографическим методом по
шлифам твэлов.
Таким образом, разработанный неразрушающий метод позволяет оперативно проводить
оценку минимальных значений диаметрального зазора между топливом и оболочкой на локальном (∼ 20 мм) участке твэла. В диапазоне диаметральных зазоров от 0 до ∼ 60 мкм расхождения
между измеренными значениями и минимальными значениями, полученными на поперечных
шлифах твэлов, составило не более 10 мкм. Результаты металлографии пятнадцати твэлов
ВВЭР-1000 с выгоранием от 20 до 50 МВт⋅сут/кгU не противоречат результатам неразрушающего контроля и подтверждают возможность его использования.
3.5. Метод определения изгибной жесткости ТВС ВВЭР-1000
Одним из ключевых параметров, знание которого необходимо для создания и верификации термомеханической модели ТВС, является изгибная жесткость, которая может быть оценена по величине прогиба ТВС при поперечных нагружениях. В НИИАР были разработаны методика и стенд для испытаний в защитной камере на изгибную жесткость облученных ТВС
ВВЭР-1000 [125, 126, 127].
Перед испытаниями на изгиб измеряют геометрические характеристики ТВС и определяют параметры, характеризующие форму ТВС. Одними из таких параметров, характеризующих
изгиб сборки, являются проекции вектора прогиба B на различных высотных отметках на оси
x1 , x2 и x3 , перпендикулярные парам граней 6→3, 4→1 и 2→5, соответственно, а также годограф вектора прогиба, типичный вид которых представлен на рисунке 3.113.
4_1
4
2_5
0
-4
6_3
-8
12
200
10
150
8
6
100
4
Модуль
0
1000
2000
3000
4000
Координата, мм
0
0
а
Проекция на ось У, мм
50
2
0
-12
1
5
3000
4000
Координата, мм
2
3
x1
6
-5
5
4
-10
x3
2000
б
0
-15
1000
x2
10
Bmax
Направление, град.
8
Модуль прогиба, мм
Проекции, мм
175
-10
-5
0
5
10
Проекция на ось Х, мм
Рисунок 3.113 − Результаты обработки геометрических параметров ТВС ВВЭР-1000:
проекции вектора прогиба ТВС ВВЭР-1000
на оси x1 , x2 и x3 , перпендикулярные парам граней (а); модуль и направление вектора прогиба ТВС (б); годограф вектора
прогиба ТВС (в)
в
После измерений геометрических характеристик ТВС устанавливают в специальный
стенд, который позволяет прикладывать нагрузку перпендикулярно граням ТВС и измерять при
этом ее прогиб. Нагрузка прикладывается к ДР ступенями по 10−15 кгс с разгрузкой после каждой ступени. При этом измеряется смещение ДР при нагрузке и после снятия нагрузки. При изгибе ТВС после снятия нагрузки наблюдается остаточный прогиб, который обусловлен «защемлением» твэлов и НК в ячейках ДР.
Усилие на грань может прикладываться на различных высотных отметках ТВС, то есть,
может прикладываться к различным ДР. После завершения испытаний по одной грани, ТВС в
стенде поворачивают на 180° и проводят испытания по противоположной грани.
Для определения формоизменения ТВС при поперечных нагружениях восстанавливаются
проекции траекторий оси ТВС по всем парам граней. На рисунке 3.114 представлено схематическое изображение проекции оси ТВС и введены следующие обозначения:
0 − начало координат совмещено с нижним торцом ТВС;
O1 , O3 − точки нижнего и верхнего узлов крепления;
r
r r
r
O2 − начало векторов Bисх , Bв , Bост , BF ;
176
1 − идеальная ось;
2 − проекция оси ТВС в ее исходном состоянии (до
нагружения) на плоскость, перпендикулярную одной
паре граней;
(Bисх )i
− проекция вектора прогиба ТВС на ось i
( i = 1, 2, 3), перпендикулярную паре граней для какой-либо высотной отметки (соответствует кривой 2);
5 − проекция оси ТВС в нагруженном состоянии;
(BF )i
− проекция вектора прогиба при нагрузке F
(соответствует кривой 5);
(Bост )i
− проекция вектора прогиба после полного
снятия нагрузки (соответствует кривой 4);
3 − проекция оси ТВС после ее вывешивания;
Рисунок 3.114 −. Схематическое изображение траекторий оси ОТВС
(Bв )i
− проекция вектора прогиба (соответствует кри-
вой 3).
Проекция вектора прогиба при нагрузке F определяется как:
(BF )i = (Bисх )i + (BЭ ,F )i ,
(
)
где BЭ , F i − величина прогиба, который был измерен в эксперименте при нагрузке F .
Величина ( Bост )i определяется из выражения:
(Bост )i = (Bисх )i + (BЭ ,ост )i ,
где
(BЭ ,ост )i
− величина остаточного прогиба, измеренного в эксперименте после снятия
нагрузки, а значение ( Bв )i из выражения:
(Bв )i = (Bисх )i + (BЭ ,в )i ,
(
)
где BЭ ,в i − величина остаточного прогиба после вывешивания ТВС.
При восстановлении траекторий оси ТВС экспериментально полученные точки сглаживаются рядами Фурье.
На рисунке 3.115 приведен пример восстановленных траекторий оси ТВС при нагрузке,
приложенной к ДР8 в направлении двух противоположных граней.
Координата, мм
177
5000
По величине прогиба на уровне ДР1 и
4500
ДР15 определяется угол между идеальной осью
4000
грань6
и реальной осью ТВС в точках ее фиксации при
грань3
нагрузке F . Для нижней точки фиксации он
3500
равен:
3000
2500
F
tg β н =
F
2000
где:
1500
l
,
(BF )i 1 − модуль проекции вектора про-
гиба в районе ДР1;
1000
l − расстояние от нижней точки фикса-
500
0
-1,5
(BF )i 1
ции ТВС до измерительной линейки, располо-1
-0,5
0
0,5
1
женной над ДР1.
1,5
Для верхней точки фиксации угол опреде-
Величина прогиба, отн.ед.
лялся из выражения:
Рисунок 3.115 − Траектории оси ТВС:
□ – траектория прогиба; ■ – траектория
остаточного прогиба; ◊ – исходный прогиб
ТВС
tg β е =
(BF )i 15
L
,
(BF )i 15 − модуль проекции вектора прогиба в районе ДР15 при максимальной нагрузке;
где:
L − расстояние от верхней точки фиксации ТВС до измерительной линейки, располо-
Прогиб, отн. ед.
женной под ДР15.
1,2
Для каждой высотной отметки, на ко-
1
торых проводятся измерения, строятся зависимости прогиба
0,8
(BЭ ,ост )i
(BЭ ,F )i
и остаточного
от приложенной силы
0,6
прогиба
0,4
(рисунок 3.116) и определяется коэффици-
0,2
ент K =
0
0
0,2
0,4
0,6
0,8
1
1,2
Сила, отн. ед.
Рисунок 3.116 − Зависимость величины прогиба
ТВС и остаточного прогиба от приложенной
силы: ■ – прогиб ТВС при нагрузке; □ – остаточный прогиб ТВС после снятия нагрузки
dF
[кгс/мм], который харакd (BЭ ,F )i
теризует изгибную жесткость сборки на
конкретной высотной отметке.
178
3.6. Метод измерения объема твэлов ультразвуковым эхо-импульсным методом
Измерение объёма твэлов, особенно твэлов сложной формы, удобно проводить на основании измерения объема вытесненной ими при погружении жидкости (метод Архимеда). Для этого была разработана простая установка, в которой используют ультразвуковой эхо-импульсный
метод измерения уровня жидкости [128].
Установка для измерения объёма состоит из двух вертикальных, заполненных жидкостью,
сообщающихся трубок (рисунок 3.117), в одну из которых опускают исследуемый твэл, а в другой определяют уровень жидкости с помощью ультразвукового датчика, расположенного в
нижнем её торце.
Рисунок 3.117 − Блок-схема установки измерения объёма твэла: 1 – твэл; 2 – столешница защитной камеры; 3 – измерительная трубка; 4 – репер эталонного канала; 5 – ультразвуковой
датчик; 6 – приемник; 7 – генератор радиоимпульсов; 8 – блок сопряжения;
9 – измеритель временных интервалов; 10 – микроконтроллер; 11 – ПЭВМ
Для устранения влияния изменения скорости звука на результаты измерений используют
метод «эталонного канала» [38]. На известном расстоянии от датчика располагают отражающий
ультразвуковые волны объект (репер), измеряя время распространения волны до которого,
определяют текущее значение скорости звука. Объём твэла V при этом вычисляют из выражения
179
⎡T
T ⎤
V = ФΔx = Ф ⎢ 2 − 1 ⎥ xP ,
⎢⎣TP2 TP1 ⎥⎦
где
(3.58)
Ф – калибровочная характеристика установки;
Δx – приращение уровня жидкости при опускании в неё твэла;
T2 , T1 , – время распространения волн от датчика до уровня жидкости и обратно
при измерении уровня с погружённым твэлом и без твэла соответственно.
TP , TP ,– время распространения волн от датчика до репера и обратно.
2
1
Основным показателем, характеризующим эффективность методики, является погрешность измерения. Различают основную и дополнительную погрешность. Первую определяют в
лабораторных условиях, когда все факторы, влияющие на погрешность, контролируются и
управляемы. Дополнительная погрешность возникает из-за различия в условиях эксплуатации
установки в лаборатории и в защитной камере, где не все эти факторы контролируются.
На основе анализа метрологических характеристик пяти различных установок (различие в
диаметре измерительных трубок от 10 до 36 мм) было установлено, что основной вклад (более
80 %) в основную погрешность вносит случайная составляющая, значение которой зависит от
изменения уровня жидкости. Зависимость СКО измеренного объёма
уровня жидкости
σ (V ) от приращения
Δ x (рисунок 3.118) можно записать в следующем виде:
1
σ (V )
= 2 ,24 ⋅ 10−5
+ 3,6 ⋅ 10− 4 .
V
Δx
(3.59)
Рисунок 3.118 − Зависимость СКО измеренного объёма от приращения уровня жидкости [128]
Было показано, что свободный член в выражении (3.59) определяется влиянием жидкости,
которая остаётся на стенках трубок после извлечения твэла и, тем самым, вносит погрешность в
последующее за этим измерение. Коэффициент при
Δ x определяется инструментальной по-
180
грешностью и погрешностью, связанной с формой поверхности жидкости.
Интервальная оценка погрешности (рисунок 3.119) при доверительной вероятности 0,9
определяется неравенством
1,47 ⋅10− 5
1
1
Δ
+ 8 ⋅10 − 6 < < 5,48 ⋅10− 5
+ 0 ,16 ⋅10− 2 ,
V
Δx
Δx
(3.60)
Δ – погрешность измерения объёма.
где
Рисунок 3.119 − Зависимость погрешности измерения от приращения уровня жидкости [128]
В качестве составляющих случайной погрешности в работе [128] рассматривались:
− погрешность измерения начального и конечного уровня жидкости (до и после погружения
твэла);
− погрешность, связанная с формой поверхности жидкости (мениск), от которой отражаются
ультразвуковые волны;
− погрешность, связанная с жидкостью, которая остаётся на стенках трубок и вносит погреш-
ность в последующее измерение.
Результаты аттестации методики показали, что случайная составляющая погрешности при
выполнении определённых требований к измерениям и установке не превышает 0,2 %.
Дополнительная погрешность метода измерений объёма твэлов обусловлена различием
между эксплуатацией установки в эталонных (лабораторных) и рабочих условиях. Основная
причина этих различий – колебания температуры окружающей среды и жидкости, которые вызывают изменения скорости звука; геометрических характеристик установки и объёма жидкости из-за теплового расширения. Наглядным примером этого служит рисунок 3.120, на котором
показана зависимость относительной погрешности измерения уровня жидкости от температуры. Использование коррекции скорости звука методом «эталонного канала» позволяет уменьшить погрешность в несколько раз, однако не исключает её полностью.
181
Степень влияния температуры окружающей среды на погрешность измерения объёма зависит от скорости изменения температуры относительно времени между измерением начального и конечного уровня жидкости при единичном измерении объёма твэла.
Исходя из этого, рассматривают низко- и высокочастотные колебания температуры.
Низкочастотные колебания температуры: температура окружающей среды и жидкости заметно изменяется за время, во много
раз превышающее время измерения объёма
одного твэла.
Высокочастотные колебания температуры: температура окружающей среды и/или
жидкости заметно изменяется в течение одного измерения объёма твэла, то есть между
Рисунок 3.120 − Зависимость относительной
погрешности измерения уровня жидкости от
температуры: с коррекцией звука (1) и без коррекции (2)
измерением начального и конечного уровня
жидкости.
Экспериментально показано, что низкочастотные колебания температуры практиче-
ски не влияют на метрологические характеристики метода, в то время как высокочастотные могут значительно увеличить дополнительную погрешность.
Основной причиной высокочастотных колебаний температуры жидкости и элементов
установки является остаточное тепловыделение измеряемого твэла. Вследствие остаточного
тепловыделения температура твэла перед измерением может значительно превышать температуру окружающей среды и рабочей жидкости в установке. Теплопередача от такого нагретого
твэла к рабочей жидкости и к элементам установки носит ярко выраженный нестационарный
характер.
Моделирование процесса измерения макетных твэлов с плотностью теплового потока до
2,0 кВт/м2 показало, что дополнительная погрешность может составлять от 0,1 до 0,25 %, что
сопоставимо со значением основной погрешности [128].
Достаточно высокие метрологические характеристики установки и метода измерения объёма твэлов позволяют использовать их для определения изменения площади поперечного сече-
182
ния твэла по его длине. Для этого твэл опускают в установку не полностью, как при измерении
объёма, а дискретно, с определённым шагом.
Пусть твэл опускают в установку на величину h , при этом происходит изменение уровня
жидкости в установке на величину
Δ Z . Следовательно, длина погружённой части твэла при
этом равна h + Δ Z . Объём вытесненной жидкости равен произведению площади сечения измерительных трубок на приращение уровня: S тр Δ Z .
Таким образом, средняя площадь поперечного сечения твэла на участке длиной h + Δ Z
равна
S тв =
S тр Δ Z
h + ΔZ
.
(3.61)
Определение распределения площади поперечного сечения твэла по его длине целесообразно использовать для исследования твэлов сложной формы, когда традиционные методы измерения поперечных размеров не позволяют судить о формоизменении таких твэлов.
3.7. Метод измерения усилий при извлечении твэлов из ТВС
Усилия извлечения твэлов из ТВС характеризуют степень их натяга в ячейках дистанционирующих решёток и косвенно свидетельствуют о
жёсткости ТВС в целом. Структурная схема установки измерения этого параметра представлена на
рисунке 3.121 [100].
Усилие извлечения твэлов из ТВС определяется с помощью датчика силы, выполненного на
базе тензорезистора. Датчик располагается между
захватом поднимаемого твэла и крюком мостового
крана защитной камеры. Электрический сигнал с
тензорезистора поступает на тензоусилитель, а затем на устройство управления и сбора данных. Калибровка датчика осуществляется с помощью
набора образцовых грузов. Абсолютная погрешРисунок 3.121 − Схема установки измерения усилия извлечения твэлов из пучка
ность измерения усилия извлечения твэлов в диапазоне от 10 до 103 Н не превышает ± 10 Н.
183
На рисунке 3.122 представлена типичная диаграмма усилий, возникающих при
извлечении твэла из ТВС ВВЭР-1000. По диаграмме «усилие – перемещение» определяют два
параметра:
− FА – максимальное усилие при прохождении хвостовика нижней заглушки твэла че-
рез нижнюю решётку (НР) сборки (усилие страгивания);
− FB – среднее усилие извлечения твэлов из пучка на участке «НР – ДР1».
Усилие FА характеризует закрепление твэла в НР, FB – суммарный натяг в узлах «твэл
– ячейка ДР».
Рисунок 3.122 − Диаграмма усилия при извлечении твэла из ТВС
Типовые результаты статистической обработки данных измерений по 312 твэлам ТВС
ВВЭР-1000 приведены на рисунке 3.123. и в таблице 3.10.
а
б
Рисунок 3.123 − Гистограммы распределения усилий FА (а) и FB (б)
Таблица 3.10
Статистические характеристики распределения усилий извлечения твэлов, кгс
184
Параметр
Минимум
Среднее
Максимум
СКО
FА
94,0
185,3
250,0
25,5
FB
1,0
5,7
13,0
1,9
Выводы по главе 3
1. Для модернизации традиционной схемы исследований ТВС и твэлов ВВЭР в соответствии с разработанной методологией материаловедческих исследований разработаны
следующие неразрушающие методы:
•
бесконтактные оптически и ультразвуковые методы измерения геометрических
параметров ТВС ВВЭР;
•
ультразвуковые методы обнаружения негерметичных твэлов в составе ТВС, основанные на регистрации воды под оболочкой негерметичных твэлов;
•
метод импульсной вихретоковой дефектоскопии оболочек твэлов;
•
метод определения величины диаметрального зазора между топливным столбом и оболочкой твэла;
•
метод определения изгибной жесткости ТВС ВВЭР-1000;
•
ультразвуковой эхо-импульсный метод измерения объема твэлов;
•
метод измерения усилия извлечения твэлов из ТВС.
2. Результаты выполненных расчетно-экспериментальных исследований физических принципов и основных характеристик методов, а также результаты апробации методов на облученных твэлах (обнаружение негерметичных твэлов, вихретоковая дефектоскопия,
определение диаметрального зазора, измерение усилий извлечения твэлов) показали
правильность научно-технических решений, принятых при их разработке.
3. Результаты использования разработанных методов в практике послереакторных исследований ТВС и твэлов ВВЭР подтвердили их высокую эффективность в части:
•
получения новой информации о ТВС и твэлах;
•
получение статистически значимых объемов данных при относительно небольших затратах времени;
•
оперативность получения информации.
185
4. СТЕНДЫ И УСТРОЙСТВА ДЛЯ ИСПЫТАНИЙ И ИССЛЕДОВАНИЙ ТВЭЛОВ
И ТВС В ЗАЩИТНЫХ КАМЕРАХ И БАССЕЙНАХ ВЫДЕРЖКИ
Разработанные методы и устройства внедрены в практику послереакторных исследований
ТВС и твэлов, как в защитных камерах, так и в бассейнах выдержки исследовательского реактора МИР и в бассейнах выдержки АЭС с ВВЭР-1000.
4.1. Стенд для исследований ТВС ВВЭР-1000 на изгибную жесткость
Для реализации метода определения изгибной жесткости ТВС ВВЭР-1000 разработан
внутрикамерный стенд (рисунок 4.1) [100]. Стенд состоит из трех основных частей − силонагружающей системы, узлов крепления ТВС и системы измерения прогиба сборки. Крепление
ТВС в стенде имитирует реакторные условия крепления сборки.
Рисунок 4.1 − Схема установки
измерения изгибной жёсткости
ТВС:
1 – головка ТВС; 2 – узел крепления головки ТВС; 3 – телекамера;
4 – измерительная линейка;5 – силонагружающее кольцо; 6 – ТВС;
7 – узел крепления хвостовика
ТВС; 8 – лебёдка; 9 – динамометр;
10 – тросы; 11 – горизонтальная
проходка; 12 – стена защитной
камеры; 13 – ролики; 14 – вертикальная стойка; 15 – стойка телекамеры; 16 – байонетный захват;
17 – трос подъёмного крана
Стенд позволяет осуществлять прогиб ТВС путем приложения нагрузки перпендикулярно
граням на уровне ДР8 и ДР12. Нагрузка передается через силонагружающее кольцо, которое
плотно надевается на ДР. Конструкция кольца исключает образование вращающих моментов в
горизонтальной плоскости.
К кольцу подсоединяется трос, который с помощью вертикально и горизонтально распо-
186
ложенных на подшипниках роликов выводится через горизонтальную проходку в операторское
помещение. В операторском помещении трос присоединен к динамометру, который, в свою
очередь, соединен с лебедкой.
Потери при передаче усилия от лебедки к силонагружающему кольцу были определены
путем тарировки системы. Погрешность определения нагрузки на кольце определяется погрешностью динамометра и погрешностью тарировки силонагружающей системы и не превышает
1,0 кгс при изменении нагрузки от 10 до 250 кгс.
Прогиб ТВС измеряется с использованием
7
4
5
6
разработанного для стендов инспекции (см. раздел
3.1.2) оптического метода с помощью измерительных линеек и видеокамеры, либо по изменению
1
2
3
расстояния между гранью и струной, натянутой
8
9
между головкой и хвостовиком сборки, либо
по смещению электронного маркера вдоль линеек
на
экране
видеоконтрольного
устройства
(рисунок 4.2).
Рисунок 4.2 − Упрощенная блок-схема
установки: 1 − силонагружающий элемент; 2 − измеритель нагрузки; 3 − система передачи поперечного усилия на ДР
ТВС; 4 − телекамера; 5 − телевизионная
установка; 6 − видеоконтрольное устройство; 7 − ТВС; 8 − измерительные линейки; 9 − вертикальный подъемник телекамеры
Измерительные линейки с помощью специальных фиксаторов крепятся над ДР и, при приложении нагрузки, смещаются вместе с гранью сборки относительно струны, либо электронного маркера, а величина смещения фиксируется оператором
с
экрана
видеоконтрольного
устройства
(ВКУ).
Расчетные и экспериментальные исследования показали, что величина методической погрешности определения прогиба ТВС не превышает 0,5 %. Инструментальная составляющая
погрешности определяется ценой деления на линейке и качеством изображения линейки и
струны (либо электронного маркера), которое, в свою очередь, зависит от разрешающей способности телекамеры и освещенности.
Зависимость инструментальной погрешности от величины прогиба была получена экспериментально (рисунок 4.3). С доверительной вероятностью 0,95 она не превышает ± 0,3 мм
и не зависит от величины прогиба. Таким образом, суммарная погрешность определяется
выражением:
[
]
Δ (ВЭ ,F )i = ± 0 ,3 + 0 ,005(ВЭ, F )i ⋅ 10 − 3 [м],
(
)
где BЭ ,F i измеряется в мм.
Погрешность, мм
187
Погрешность вычисления коэффи-
1
циента K определяется из выражения:
0,5
ΔK
ΔF Δ (BЭ ,F )i
= +
.
K
F (BЭ ,F )i
0
-0,5
При
-1
нагрузках 200−250 кгс
по-
25
грешность K не превышает 2−4 %. Ос-
Величина прогиба, мм
новной вклад в погрешность определения
Рисунок 4.3 − Зависимость инструментальной погрешности от величины прогиба ТВС
tgβ H вносит погрешность измерения
0
5
10
15
20
(BF )i 1 . При значениях (BF )i 1
от 2 до
5 мм относительная погрешность определения tgβ H не превышает 20 %. Погрешность определения tgβ B также не превышает 20 %.
С помощью разработанной методики и стенда впервые были получены экспериментальные данные по формоизменению при поперечном нагружении ТВС ВВЭР-1000 с 3-х и 4-х годичным сроком эксплуатации.
4.2. Стенды для механических испытаний чехлов ТВС ВВЭР-440
Стенды и методики для испытаний чехлов ТВС ВВЭР-440 на устойчивость были разработаны для обоснования перехода с чехловой трубы АРК ВВЭР-440 толщиной 2,0 мм на толщину
стенки 1,5 мм [127, 129]. В этих стендах в качестве измерительных систем использовались ультразвуковой эхо-импульсный метод измерения размеров ТВС, первоначально разработанный
для стендов инспекции, и ультразвуковой эхо-импульсный метод измерения объема твэлов, который был модифицирован для измерения объема чехловой трубы.
Для испытаний чехлов ТВС ВВЭР-440 на устойчивость при осевом сжатии был создан
стенд (рисунок 4.4), состоящий из системы нагружения и системы измерения.
Осевое сжатие чехла производится с помощью гидроцилиндра, развивающего усилие на
штоке 20000 кгс и расположенного в верхней части стенда. Вдоль чехла по направляющим перемещается измерительное кольцо с шестью ультразвуковыми датчиками (рисунок 4.5), которые используются для измерения размера «под ключ» по трем парам граней ТВС. Погрешность
определения размера «под ключ» не превышает ± 0,4 мм, а погрешность определения изменения размера «под ключ» − ± 0,015 мм. Испытания чехлов производились от нулевой нагрузки
до нагрузки, при которой чехол терял устойчивость.
188
а
б
Рисунок 4.4 − Внешний вид стенда: 1 – гидроцилиндр; 2, 6 – верхний и нижний фланцы соответственно; 3 – шпильки; 4 – чехол; 5 – измерительное кольцо; 7 – направляющая; 8 –
втулка; 9 – вилка
Рисунок 4.5 − Внешний вид измерительного кольца: 1 – кольцо; 2 – ультразвуковые датчики; 3 – датчик эталонного канала
Для испытаний чехлов на устойчивость при нагружении наружным давлением был разработан стенд, общая блок-схема которого представлена на рисунке 4.6.
Рисунок 4.6 − Стенд испытания чехла ТВС ВВЭР-440 наружным давлением:
1 – существующая система подачи дистиллята; 2 – гидропривод; 3 – блок измерительный; 4 –
редуктор газовый; 5 – баллон с газом ( P = 3 МПа); 6 – уровень дистиллята;
7 – пневмоаккумулятор; 8 – чехол; 9 – приёмный колодец
189
Стенд содержит систему нагружения и систему измерения геометрических параметров
чехлов. Система нагружения − комбинированная и состоит из газовой и гидравлической частей.
Комбинированная система нагружения выбрана с целью обеспечения постоянства давления в
гидравлической части при изменении геометрических параметров чехла. Испытываемый чехол
устанавливается на штангу внутри емкости. На штанге размещены 6 ультразвуковых датчиков
для измерения размера «под ключ» (рисунок 4.7).
а
б
Рисунок 4.7 − Фрагменты стенда для исследования чехлов на устойчивость при нагружении наружным давлением: штанга с датчиками (а) и исследуемый чехол (б): 1 – штанга;
2 – ультразвуковые датчики; 3, 6 – нижний и верхний фланцы; 4 – электрический разъем; 5 –
штуцер; 7 – чехол
Кроме определения размера «под ключ» стенд позволяет определять изменения объема
чехла в процессе нагружения, с погрешностью, не превышающей 1,0 см3. Метрологические характеристики стенда при определении размера «под ключ» соответствуют характеристикам
стенда, используемого для испытаний чехла при осевом нагружении. Испытания чехлов при
нагружении наружным давлением производились с шагом 0,5 кгс/см2 от нулевого давления до
давления, при котором чехол терял устойчивость. Начальная стадия потери устойчивости регистрировалась по уменьшению объема чехла во времени без увеличения наружного давления.
Для испытания чехлов при нагружении внутренним давлением был разработан стенд,
схема которого приведена на рисунке 4.8. В этом стенде использовалась та же самая система
нагружения, что и для испытаний наружным давлением.
Испытания чехлов при нагружении внутренним давлением производились с шагом
0,5 кгс/см2 от нулевого давления до 10 кгс/см2 для чехла с толщиной стенки 1,5 мм и до
16 кгс/см2 для чехла с толщиной стенки 2,0 мм и чехла АРК.
190
Рисунок 4.8 − Стенд для испытания чехла ВВЭР-440 внутренним давлением:
1 − существующая система подачи дистиллята; 2 − гидропривод; 3 − блок измерительный; 4 −
редуктор газовый; 5 − баллон с газом ( P = 3 МПа); 6 − уровень дистиллята;
7 − чехол
Для определения формоизменения на наружной поверхности чехла установлено измерительное кольцо с шестью дифференциально-трансформаторными датчиками (рисунок 4.9, 4.10).
Перемещение измерительного кольца относительно чехла – ручное, дистанционное. Внутренняя полость чехла соединена с пневмоаккумулятором, с помощью которого измеряется изменение внутреннего объема чехла во время испытаний. Погрешность определения размера «под
ключ» с помощью дифференциально-трансформаторных датчиков не превышает ± 0,02 мм.
Монтаж чехла на штангу, герметизация чехла, заливка дистиллята выполняется в защитной камере дистанционно.
Рисунок 4.9 − Внешний вид стенда: 1 − чехол; 2 − газовый баллон; 3 − пневмоаккумулятор; 4 −
манометры; 5 − измерительное кольцо с датчиками; 6 − съемная герметизирующая крышка.
191
Рисунок 4.10 − Измерительное кольцо с дифференциально-трансформаторными датчиками:
1 − датчики; 2 − кольцо; 3 − чехол.
4.3. Стенды инспекции твэлов ВВЭР в бассейне выдержки реактора МИР
4.3.1. Стенд инспекции первого поколения
Для оперативного получения информации о состоянии экспериментальных твэлов ВВЭР,
облучаемых в исследовательском петлевом реакторе МИР, был разработан комплекс оборудования, позволяющий проводить в бассейне выдержки неразрушающий контроль выгруженных
из реактора твэлов. Кроме того, комплекс использовался для отработки методик и технологий
инспекции отдельного твэла, извлеченного из ТВС и для апробации ультразвуковых датчиков
измерения размеров твэлов и обнаружения негерметичных твэлов.
Было разработано специальное петлевое облучательное устройство ТЦ-2МР [95], конструкция которого позволяет извлекать твэлы в условиях бассейна выдержки.
Инспекция твэлов в бассейне выдержки производится на стенде [92, 93, 130], который
представляет собой сборную конструкцию, состоящую из механизма перемещения твэла, цилиндрической направляющей, штанги с телевизионной камерой и штанги с измерительным
блоком (рисунок 4.11).
В конструкции стенда использован модульный принцип компоновки, предложенный в
концепции стендов инспекции.
Конструкция стенда позволяет оперативно проводить его монтаж и демонтаж. Стенд
устанавливается в бассейн выдержки только на время работы с твэлами. Все операции по перегрузке твэлов производятся оператором с площадки обслуживания и контролируются визуально
с помощью подводной телекамеры.
192
Измерительный блок отводится в сторону от направляющей и в него специальным инструментом устанавливается твэл так, чтобы его верхняя заглушка выходила из измерительного
блока. Затем блок с твэлом поворачивают на штанге и центрируют относительно захвата, который перемещается внутри цилиндрической направляющей.
Захват опускают до соприкосновения с верхней заглушкой твэла и закрывают. Сканирование твэла производится путем перемещения твэла вверх-вниз относительно измерительного
блока.
Измерительный блок выполнен в вертикальном исполнении – все датчики расположены
друг под другом на этажах блока (рисунок 4.12).
Рисунок 4.11 − Конструкция стенда:
1 – протяжный механизм; 2 – площадка обслуживания; 3 – направляющая; 4 – штанга с
измерительным блоком (6); 5 – штанга c телекамерой (7); 8 – твэл
Рисунок 4.12 − Компоновка измерительного
блока: 1 – твэл; 2 – вихретоковый датчик;
3 – измеритель диаметра; 4 – датчик КГО
На стенде реализованы следующие методики:
− визуальный осмотр с помощью черно-белой телекамеры;
− вихретоковый контроль датчиком проходного типа;
− измерение длины и диаметра твэла;
− контроль герметичности с помощью ультразвуковой системы.
На рисунке 4.13 представлен внешний вид стенда инспекции и измерительного блока.
193
Рисунок 4.13 − Стенд инспекции экспериментальных твэлов ВВЭР: 1 – протяжный механизм;
2 – площадка обслуживания; 3 – направляющая; 4 – штанга измерительного блока; 5 – штанга
телекамеры; 6 – измерительный блок; 7 – телекамера
За время эксплуатации стенда на нем было проинспектировано более 50 экспериментальных облученных твэлов ВВЭР. Результаты опытной эксплуатации подтвердили хорошую работоспособность стенда в целом и отдельных его узлов. Удачная компоновка стенда и измерительного блока позволяет свести к минимуму временные затраты на монтаж стенда в бассейне
выдержки и на проведение инспекции твэлов (см. таблицу 4.1).
Для сокращения времени на инспекцию твэла некоторые методики могут использоваться
одновременно. Так, например, измерение длины твэла можно проводить совместно с визуальным осмотром, а вихретоковая дефектоскопия может проводиться одновременно с измерением
диаметра твэла. Результаты опытной эксплуатации подтвердили эффективность модульной
компоновки стенда.
194
Таблица 4.1
Временные затраты и численность персонала при работе стенда.
Наименование операций
Монтаж стенда
Настройка аппаратуры
Визуальный осмотр
Вихретоковая дефектоскопия
Измерение поперечных размеров
Измерение длины
Ультразвуковой контроль герметичности
Извлечение твэла из стенда и установка в ТВС
Извлечение твэла из стенда и установка в ТВС
Демонтаж стенда
(*) – Если не требуется более детального исследования
Персонал,
человек
3
2-3
1-2
1
1
1
1
2
2
3
Время,
мин.
180-240
60-120
20-30(*)
20(*)
20(*)
10-20(*)
10(*)
15
10
60-120
4.3.2. Стенд инспекции второго поколения
Модульный принцип компоновки стендов, а также опыт создания и эксплуатации первого
стенда инспекции твэлов в бассейне выдержки реактора МИР, были использованы при создании второго стенда инспекции твэлов ВВЭР и PWR [131, 132, 133] в бассейне выдержки этого
реактора.
Стенд инспекции предназначен для выполнения промежуточных исследований в бассейне
выдержки реактора МИР.М1 состояния твэлов и конструктивных элементов экспериментальных ТВС (ЭТВС), облучаемых в петлевых установках реактора. С его помощью проводят визуальный осмотр испытуемых изделий, измерения толщины оксидной пленки на поверхности
оболочек и диаметра твэлов. Кроме того, имеется возможность определения основных геометрических параметров ЭТВС и твэлов. При этом ЭТВС унифицированы по элементному составу
и габаритным размерам. Поскольку схема расположения твэлов в ЭТВС может быть как одно-,
так и многорядной в зависимости от ее конкретной конструкции, а операции по разборке/сборке
ЭТВС в процессе исследований не предусмотрены, то измерения параметров выполняются
только для твэлов наружного ряда без извлечения их из пучка. Основными узлами стенда инспекции являются:
− каркас для размещения стенда инспекции в бассейне выдержки реактора;
− гнездо с приводом для закрепления и вращения ЭТВС;
− стол двухкоординатный для размещения модулей измерения диаметра или толщины ок-
сидной пленки и перемещения их относительно ЭТВС в горизонтальной плоскости;
− каретка с приводом для перемещения закреплённого на ней двухкоординатного стола
вдоль вертикальной оси ЭТВС.
195
Визуальный осмотр, измерение длины твэлов наружного ряда ЭТВС, а также контроль
положения измерительных датчиков относительно исследуемого твэла осуществляют с помощью двух цветных телекамер с комплектами светильников, размещённых для предотвращения
попадания внутрь воды в герметичных корпусах. Одна из телекамер при помощи отдельного
устройства вертикального позиционирования установлена на расстоянии ~ 1,4 м от ЭТВС, а
вторая − закреплена неподвижно на штанге под верхней плитой стенда инспекции ниже уровня
воды. Конструктивная схема и внешний вид стенда инспекции при размещении в бассейне выдержки реактора МИР.М1 показаны на рисунке 4.14. Основные технические характеристики
стенда инспекции представлены в таблице 4.2.
а
б
Рисунок 4.14 − Конструктивная схема (а) и внешний вид (б) стенда инспекции при размещении
в бассейне выдержки реактора МИР.М1: 1 – каркас; 2 – двухкоординатный стол;
3 – ЭТВС; 4 – гнездо с приводом; 5 – телекамеры; 6 – каретка с приводом
Таблица 4.2
Основные технические характеристики стенда инспекции
Параметр
Значение
Длина, м
0,75
Ширина, м
0,48
Высота, м
4,5
Вертикальное перемещение двухкоординатного стола, м
4,3
Продольное перемещение нижней каретки двухкоординатного стола, мм
70
Поперечное перемещение верхней каретки двухкоординатного стола, мм
50
196
Для определения диаметра твэлов наружного ряда ЭТВС используют модуль измерения
диаметра, в состав которого входят два датчика перемещения. Толщину оксидной пленки на поверхности оболочек твэлов наружного ряда определяют при помощи модуля измерения, изготовленного на базе специализированного измерителя толщины оксидной пленки в комплекте с
накладным вихретоковым датчиком.
Для измерения диаметра или толщины оксидной пленки твэлов на двухкоординатный
стол монтируется соответствующий измерительный модуль, который совместно с приводами
двухкоординатного стола обеспечивает наведение датчика на исследуемый твэл, а также его
подведение/отведение и автоматическое базирование относительно поверхности твэла. Перемещение двухкоординатного стола в горизонтальной плоскости, телекамеры по вертикали, а
также вращение ЭТВС осуществляют с помощью подводных шаговых двигателей. Угол поворота ЭТВС, различные координаты двухкоординатного стола определяются системой управления стенда инспекции и выводятся на экран монитора.
Если на поверхности твэлов и ЭТВС наблюдаются отложения, которые могут повлиять на
результаты измерений, то проводится ультразвуковая очистка твэлов и ЭТВС. В настоящее
время ультразвуковой метод удаления отложений с поверхности твэлов водоохлаждаемых
энергетических реакторов активно применяют на зарубежных и российских АЭС [134, 135, 136,
137]. Этот метод очистки был выбран из числа других на основании анализа различных способов удаления поверхностных отложений, используемых в мировой практике (в том числе, химического, механического и т.д.), с учетом условий работы в бассейне выдержки реактора
МИР.М1 и ограничений, накладываемых технологическими возможностями существующего
оборудования и конструктивными особенностями исследуемых ЭТВС. В процессе разработки
учитывались параметры бассейна выдержки, требования по эксплуатации и обслуживанию
оборудования, а также была реализована возможность очистки ЭТВС унифицированной конструкции.
В состав установки ультразвуковой очистки входят ультразвуковой модуль и пульт
управления. Ультразвуковой модуль включает пенал, съемный фильтр для сбора удаляемых отложений с целью последующих исследований их состава, каркас пьезопреобразователей и
крышку. Сбор и утилизацию удаленных отложений осуществляют организуя циркуляцию воды
в пенале установки с осаждением отложений на фильтре. Затем фильтр извлекается и передается в защитную камеру, где разбирается. Фильтрующий элемент вместе с осевшими на нем отложениями, при необходимости, передается на исследования их химического состава, а вместо
него устанавливается новый. Каркас пьезопреобразователей представляет собой сварную конструкцию, поперечное сечение которой имеет форму квадрата. На каждой стороне каркаса равномерно по высоте рабочей зоны очистки закреплены по три погружных пьезопреобразователя
(см. рисунок 4.15).
197
а
б
Рисунок 4.15 − Конструктивная схема (а) и внешний вид (б) установки ультразвуковой очистки:
1 – крышка; 2 – пенал; 3 – погружные пьезопреобразователи; 4 – ЭТВС; 5 – фильтр; 6 – пульт
управления; 7 – ультразвуковой модуль
От ультразвуковых генераторов на погружные пьезопреобразователи поступает синусоидальный электрический сигнал с заданной частотой, который преобразуется пьезоизлучателями
в механические колебания той же частоты. Высокочастотные колебания, передающиеся в воду
бассейна выдержки реактора МИР.М1, вызывают в ней акустические течения и кавитацию,
что способствует интенсификации процесса очистки поверхностей ЭТВС, включая твэлы.
Основные технические характеристики установки ультразвуковой очистки представлены
в таблице 4.3.
Таблица 4.3
Основные технические характеристики установки ультразвуковой очистки
Параметр
Значение
Количество ультразвуковых погружных преобразователей, шт.
12
Количество пьезоизлучателей в одном погружном преобразователе, шт.
6
Частота ультразвуковых колебаний в рабочем режиме, кГц
25 ± 5 %
Максимальная мощность установки, кВт
3
Измерение толщины оксидной пленки и диаметра оболочек твэлов
Перед началом исследований твэлов на стенде инспекции для калибровки систем измерения диаметра и толщины оксидной пленки (ТОП) выполняется серия измерений на цилиндрических образцах с известными значениями этих параметров. При этом используют специальные
устройства (см. рисунок 4.16). В качестве эталонов диаметра применяют ступенчатый калибр
198
или набор калибров в диапазоне значений ( Dном ± δ ) мм с определенным шагом, где Dном −
номинальный диаметр оболочки контролируемых твэлов и
δ – полуширина предполагаемого
интервала его отклонения от номинального значения. Образцы для калибровки толщиномера
представляют собой фрагменты необлученных оболочек твэлов, изготовленные из того же материала и с теми же номинальным диаметром и толщиной стенки, что и контролируемые твэлы.
Значения толщины оксидной пленки на наружной поверхности образцов определяются металлографическим методом. Калибровку толщиномера выполняют перед каждой серией измерений
однотипных твэлов, а также в случае изменения материала оболочки в процессе исследований
(например, если в одной ЭТВС имеются твэлы с оболочками из разных сплавов). Кроме того,
конструкцией стенда инспекции также предусмотрена возможность периодической проверки
систем измерения диаметра и толщины оксидной пленки. При необходимости в верхнюю плиту
стенда инспекции устанавливают требуемый эталон диаметра или толщины оксидной пленки.
1
2
3
4
Рисунок 4.16 − Устройства для калибровки и проверки систем измерения ТОП и диаметра оболочки твэлов: 1 – головка; 2 – эталоны диаметра; 3 – эталоны толщины оксидной пленки;
4 – хвостовик
Для подтверждения достоверности результатов измерений диаметра и толщины оксидной
пленки, полученных на стенде инспекции, выполняют их сопоставление с данными послереакторных исследований твэлов в защитной камере.
Погрешность вихретокового датчика составляет ± 1 мкм, максимальное измеряемое значение толщины оксидной пленки − 800 мкм. Основная погрешность измерения определяется
для каждого типа твэлов в процессе калибровки модуля измерения толщины оксидной пленки.
Погрешность определения диаметра оболочек твэлов составляет ± 15 мкм в диапазоне
9…10 мм.
На рисунке 4.17 представлены показания вихретокового датчика стенда инспекции при
измерении толщины оксидной пленки на аттестованных необлученных образцах оболочек из
сплава Э110 и данные металлографических исследований этих образцов. Границы диапазонов
значений толщины оксидной пленки, полученных с помощью металлографии, показаны пунктирными линиями (см. рисунок 4.17).
1.5
Показания датчика, мкм
Показания датчика, мкм
199
металлография
1.0
образец
0.5
стенд инспекции
0.0
0
20
40
60
Длина, мм
80
100
Показания датчика, мкм
а
15
стенд инспекции
10
металлография
5
образец
0
0
20
40
60
Длина, мм
80
в
100
6
стенд инспекции
4
металлография
2
образец
0
0
20
40
60
Длина, мм
80
100
б
Рисунок 4.17 − Показания вихретокового
датчика стенда инспекции при измерении
толщины оксидной пленки на аттестованных необлученных образцах оболочек
твэлов из сплава Э110:
а) образец в состоянии поставки с заводаизготовителя (толщина оксидной пленки
≤ 1 мкм);
б) образец с толщиной оксидной пленки,
равной 4…5 мкм;
в) образец с толщиной оксидной пленки,
равной 9…10 мкм
Дополнительными факторами, которые могут влиять на погрешность измерения толщины
оксидной пленки, являются:
− отличие температуры оболочек твэлов от температуры эталона, на котором выполнялась
калибровка толщиномера;
− отличие диаметра облученных твэлов от диаметра эталона, который используется при ка-
либровке толщиномера;
− наличие отложений на поверхности оболочек твэлов. Данный фактор может существенно
влиять на погрешность измерения вихретоковым методом [138]. В связи с этим, перед
измерениями толщины оксидной пленки целесообразно выполнять очистку поверхности
исследуемого объекта.
Возможное влияние температурного и геометрического факторов на погрешность измерения толщины оксидной пленки необходимо учитывать при обработке и анализе результатов исследований твэлов.
Измерение разновысотности твэлов
Для измерения разновысотности твэлов используется оцифрованное изображение верхних
заглушек твэлов, полученное с использованием телевизионной системы стенда инспекции (см.
рисунок 4.18). При выполнении измерений плоскость грани ЭТВС располагается перпендикулярно оптической оси телекамеры, а изображение заглушек твэлов занимает не менее 80% от
200
высоты экрана монитора. В таком случае измерение разновысотности твэлов может выполняться во время визуального осмотра ЭТВС.
Рисунок 4.18 − Схема измерения разновысотности твэлов
С помощью программного обеспечения видеопроцессора, входящего в состав телевизионной системы, измеряется разность высот твэлов в пикселях H . Для перевода измеренного значения из пикселей в миллиметры используется известное значение d диаметра заглушки твэла
в миллиметрах и измеренное значение d p этого же диаметра в пикселях (см. рисунок 4.18).
Разновысотность твэлов вычисляется по формуле:
Δhтв = H
d
.
dp
Если твэлы не закреплены в опорной решетке ЭТВС, их разновысотность
ется как алгебраическая сумма разностей высотного положения нижних
Δhтв вычисля-
Δhзагл.н. и верхних
Δhзагл.в. заглушек двух соседних твэлов ЭТВС:
Δhтв = Δhзагл.н. + Δhзагл.в. .
Определение высотных размеров ЭТВС и твэлов.
Все высотные размеры ЭТВС и твэлов определяют путем наведения телекамеры на соответствующие конструктивные элементы и фиксирования вертикальной координаты текущего
положения телекамеры. Необходимый размер вычисляют как разность высотных координат.
Измерение высоты ЭТВС по какой-либо грани и высоты твэлов по этой же грани выполняют за
один проход телекамеры от нижней до верхней (или наоборот) части ЭТВС. При этом наведение на верхнюю и нижнюю границу объекта осуществляют при неизменном увеличении телекамеры (zoom). Для уменьшения погрешности измерения высотных размеров наведение на
верхнюю и нижнюю границу объекта производят на минимально возможной скорости, без смены направления перемещения телекамеры и неподвижном положении ЭТВС в гнезде стенда
инспекции.
201
В таблице 4.4 приведены значения погрешности измерения основных геометрических параметров ЭТВС и твэлов с помощью телевизионной системы стенда инспекции.
Таблица 4.4
Значения погрешности измерения основных геометрических параметров
ЭТВС и твэлов
Высота ЭТВС, мм
Длина твэлов наружного ряда ЭТВС, мм
Номинальное
значение
≤ 1200
≤ 1200
Погрешность
измерения
± 0,5
± 1,0
Расстояние между дистанционирующими решетками, мм
Разновысотность твэлов наружного ряда ЭТВС, мм
≤ 1000
≤4
± 0,5
± 0,5
Измеряемый параметр
Некоторые результаты исследований твэлов, проведенных в бассейне выдержки реактора
МИР.М1
С использованием стенда инспекции и установки ультразвуковой очистки проведены
промежуточные исследования твэлов типа ВВЭР с оболочками из циркониевых сплавов, облучающихся в составе ЭТВС в петлевых установках реактора МИР.М1 при повышенных параметрах эксплуатации в режиме поверхностного кипения. На момент измерений среднее выгорание топлива по ЭТВС составило ~ 12 МВт·сут/кгU.
Первоначально на стенде инспекции был выполнен визуальный осмотр твэлов, по результатам которого принято решение об их ультразвуковой очистке. Внешний вид твэлов до и после
ультразвуковой очистки длительностью 5 минут показан на рисунке 4.19.
а
б
Рисунок 4.19 − Внешний вид опытных твэлов типа ВВЭР до (а) и после (б) ультразвуковой
очистки (длительность − 5 минут) в бассейне выдержки реактора МИР.М1
На рисунке 4.20, 4.21 приведены результаты измерений толщины оксидной пленки и диаметра одного из твэлов типа ВВЭР, полученные на стенде инспекции после ультразвуковой
очистки.
202
12
Толщина оксидной
10
8
6
4
2
0
0
200
низ твэла
400
600
800
Длина, мм
1000 1200
верх твэла
Диаметр, мм
Рисунок 4.20 − Толщина оксидной пленки на оболочке опытного твэла типа ВВЭР
(среднее выгорание ~ 12 МВт·сут/кгU)
9.15
9.13
9.11
9.09
9.07
9.05
0
200
низ твэла
400 600 800
Длина, мм
1000 1200
верх твэла
Рисунок 4.21 − Наружный диаметр оболочки опытного твэла типа ВВЭР
(среднее выгорание ~ 12 МВт·сут/кгU)
После завершения промежуточных исследований на стенде инспекции в бассейне выдержки реактора МИР.М1 испытания опытных твэлов типа ВВЭР в составе ЭТВС в петлевых
установках реактора были продолжены.
4.4. Оборудование и стенды инспекции и ремонта ТВС ВВЭР-1000
Опыт создания и эксплуатации контрольно-измерительных систем и экспериментальных
стендов инспекции [59,79,130], методические проработки и анализ современных тенденций развития бассейновой инспекции за рубежом позволили выработать общие рекомендации по компоновке и структуре стенда инспекции ТВС ВВЭР-1000 для Балаковской АЭС и проекта АЭС2006.
4.4.1. Общие
ВВЭР-1000
рекомендации
по
компоновке
и
структуре
стенда
инспекции
ТВС
Стенд инспекции состоит из трех основных систем: механическая часть стенда, измерительно-вычислительная система и система управления (рисунок 4.22).
203
Стенд инспекция ТВС
Механическая часть стенда
Измерительно-вычислительная
Система управления стендом
система стенда
МЕТОДИКИ
Рисунок 4.22 − Структурная схема составных частей стенда инспекции ТВС ВВЭР-1000
Основными элементами механической части стенда являются: несущая конструкция с
протяжным механизмом, позволяющая перемещать вдоль ТВС каретку, на которой расположен
двухкоординатный стол с датчиками; узлы фиксации ТВС в стенде. Компоновка стенда определяется рядом параметров, которые могут принимать два и более качественных значения
(см. таблицу 4.5). Для сокращения числа возможных вариантов и выбора наилучшего были рассмотрены плюсы и минусы каждого варианта.
Таблица 4.5
Параметры, определяющие конструкцию стенда инспекции
№ Параметры
1
2
3
Варианты исполнения
Предпочтительные варианты
Расположение стенда от- погружной вариант
носительно уровня воды в обслуживающая площадка над уровнем
бассейне выдержки
воды
—
Крепление стенда
на полу бассейна выдержки
—
подвешен вдоль стены
+
независимый
+
совместно с несущей конструкцией
стенда
+
Узел крепления ТВС
+
204
Предпочтительные варианты
№ Параметры
Варианты исполнения
4
сверху
—
сбоку
+
5
6
7
8
Способ загрузки ТВС в
стенд
Способ перемещения
зубчатая рейка
каретки стенда вверх-вниз трос
+
цепь
+
винт
+—
Способ перемещения
погружные электродвигатели
двухкоординатного стола выносные электродвигатели
Вид несущей металлокон- одна колонна
струкции стенда
две колонны
Способ вращения ТВС
—
+
—
+
+
треугольная рамная конструкция
—
четырехугольная рамная конструкция
—
сверху
—
снизу
+
Расположение стенда относительно уровня воды в бассейне выдержки. Основным
преимуществом погружного варианта является небольшая высота стенда инспекции, что позволяет упростить несущую конструкцию при сохранении необходимой жесткости. Так как каретка не выходит из воды, то на ней сразу располагают все датчики и исполнительные механизмы,
которые должны использоваться в течение всего цикла исследований ТВС. Это приводит к
сложной компоновке датчиков и к увеличению габаритов 2-х координатного стола и каретки.
Кроме того, погружной вариант предъявляет повышенные требования к надежности датчиков и
исполнительных механизмов, так как отказ приводит к необходимости извлечения всего стенда
Более предпочтительным является стенд, у которого каретка может подниматься из-под
воды. Основным преимуществом такой компоновки является возможность гибкой замены датчиков и исполнительных механизмов без извлечения всего стенда. Это дает возможность, при
наличии малогабаритной и легкой каретки, проводить исследования ТВС с использованием
многих методик путем последовательной замены датчиков на каретке. К недостаткам этой конструкции следует отнести увеличение высотных размеров стенда.
Крепление стенда. При опоре стенда на дно бассейна выдержки необходима повышенная
жесткость конструкции (например, рамная конструкция лабораторного стенда или экспериментального стенда инспекции ТВС ВВЭР-1000) и наличие на дне бассейна специально подготовленных мест для установки стенда. Такие стенды, как правило, устанавливают стационарно в
бассейне выдержки.
205
Для уменьшения габаритов и для обеспечения
быстрого и простого монтажа наилучшим вариантом являются подвесные конструкции. Стенд подвешивается вдоль стены бассейна, жесткое крепление осуществляется в верхней части стенда. Для
этого способа крепления характерна упрощенная
конструкция несущей части и меньшие габариты в
сравнении со стендами, опирающимися на пол бассейна выдержки. Примером такого стенда является
французский стенд PEMS (рисунок 4.23) [48].
Узлы крепления ТВС. Основными требова-
ниями, которые предъявляются к способам крепления ТВС, являются обеспечение неподвижности
сборки во время исследований и обеспечение паРисунок 4.23 − Внешний вид стенда
PEMS и исследуемой ТВС.
раллельности идеальной оси ТВС вертикальным
направляющим протяжного механизма. Узлы креп-
ления ТВС могут быть выполнены независимыми от конструкции стенда или быть жестко связанными со стендом. Последний вариант наиболее предпочтительный, так как наиболее полно
отвечает вышеприведенным требованиям, хотя несколько усложняет конструкцию стенда.
Способ загрузки ТВС в стенд. Загрузка ТВС в стенд может осуществляться двумя ос-
новными способами. Первый способ заключается в том, что загрузка сборки осуществляется
«сверху», т.е. ТВС поднимается выше узла фиксации головки сборки в стенде, наводится на посадочное место и, затем, опускается в стенд. Недостатком такого способа является то, что минимальная высота стенда должна в два раза превосходить длину ТВС, плюс защитный слой воды, когда сборка находится в верхнем положении, перед опусканием в стенд.
Второй способ состоит в том, что сборка подводится к стенду сбоку так, чтобы хвостовик
ТВС располагался чуть выше уровня гнезда фиксации хвостовика ТВС в стенде, хвостовик
наводится на гнездо, и сборка устанавливается в стенд.
При таком способе загрузки отпадает необходимость в большом столбе жидкости над
уровнем головки ТВС в стенде инспекции, что уменьшает высоту стенда.
Способ перемещения каретки стенда. Каретка стенда перемещается в направлении
вверх-вниз по вертикальным направляющим, которые обеспечивают строго вертикальное перемещение. Способ перемещения каретки определяет выбор способа измерения ее координаты
относительно вертикальной оси Z . Перемещение каретки может осуществляться с помощью
пары винт-гайка, цепной или тросовой системы, с помощью пары зубчатая рейка – шестерня.
206
Недостатком использования пары винт-гайка является большая трудоемкость изготовления длинного
винта, а также увеличение габаритов стенда и усложнение его конструкции.
Более простые - цепная или тросовая системы
перемещения каретки. Тросовая система привода каретки использовалась в лабораторном и экспериментальном стенде инспекции ТВС ВВЭР-1000. Опыт
эксплуатации тросовой системы показал, что при
уравновешивании каретки достигается необходимая
плавность хода. Тросовая система используется на
стенде PEMS, на рисунке 4.24 показана верхняя часть
стенда с барабаном и тросиком, соединенным с кареткой.
Использование пары зубчатая рейка – шестерня
Рисунок 4.24 − Внешний вид верхней
части стенда PEMS: 1 – барабан;
2 – трос; 3 – несущая металлоконструкция; 4 – направляющая; 5 – каретка; 6 – двухкоординатный стол;
7 – телекамера.
приводит с одной стороны к высокой трудоемкости
изготовления, а с другой стороны, к увеличению габаритов и массы каретки, так как привод по оси Z должен располагаться непосредственно на каретке.
Способ перемещения двухкоординатного сто-
ла. Опыт эксплуатации экспериментальных стендов ВВЭР и РБМК показал, что для перемеще-
ния двухкоординатного стола в горизонтальной плоскости наиболее удачным является использование погружных двигателей, расположенных на каретке. В этом случае увеличивается точность позиционирования стола относительно каретки, улучшается плавность хода, и уменьшаются габариты стенда инспекции.
Вид несущей металлоконструкции стенда. Выбор вида несущей металлоконструкции
стенда зависит от многих факторов. При упоре стенда на пол бассейна, как правило, используют рамные конструкции. В случае подвешивания стенда применяются более простые конструкции, с одной или двумя несущими колоннами.
Способ вращения ТВС. Вращение ТВС следует осуществлять отдельным двигателем.
Вращение может передаваться как через головку, так и через хвостовик ТВС. Исходя из конструкции ТВС ВВЭР-1000, предпочтительным является вращение гнезда, в которое устанавливается хвостовик сборки.
Анализ параметров, которые определяют конструкцию стенда, с точки зрения принятой
концепции, позволяет сформулировать основные требования, предъявляемые к компоновке
207
стенда инспекции ТВС ВВЭР-1000.
•
Стенд выполняется в транспортабельном варианте и устанавливается в бассейн выдержки в
период ППР. Металлоконструкция стенда подвешивается вдоль стены бассейна выдержки и
представляет из себя одну или две жестко соединенные между собой колонны с вертикальными направляющими, вдоль которых перемещается каретка. На каретке расположен двухкоординатный стол, перемещение которого осуществляется двумя погружными шаговыми
двигателями. На столе размещаются телекамера и измерительные датчики.
•
Перемещение каретки осуществляется с помощью тросовой системы. Крайнее верхнее положение каретки – выше зеркала воды в бассейне выдержки, что дает возможность оперативной замены датчиков и исполнительных механизмов без извлечения всего стенда.
•
Крепление ТВС осуществляется либо в самом стенде, либо рядом в дополнительных
устройствах, не связанных непосредственно с металлоконструкцией стенда. ТВС крепится
как со стороны головки, так и со стороны хвостовика. Загрузка ТВС в стенд осуществляется
путем подвода ТВС к стенду «сбоку».
•
Измерительно-вычислительная система стенда предназначена для проведения визуального
контроля, измерения геометрических параметров ТВС и для обнаружения негерметичных
твэлов в составе ТВС.
•
Осмотр ТВС осуществляется с помощью радиационностойкой телекамеры высокого разрешения. Измерение геометрических параметров ТВС осуществляется с помощью этой же телекамеры или дополнительно используется ультразвуковая эхо-импульсная методика измерения размеров.
•
Для обнаружения негерметичных твэлов на двухкоординатный стол устанавливается манипулятор с ультразвуковым датчиком. Контроль за вводом датчика в пространство между
верхними заглушками твэлов и головкой ТВС осуществляется оператором с телемониторов
системы управления.
Такая компоновка стенда позволяет в дальнейшем использовать дополнительные методи-
ки контроля ТВС и отдельных твэлов.
4.4.2. Компоновка и методическое обеспечение опытного образца стенда инспекции ТВС
ВВЭР-1000 для Балаковской АЭС
Общие рекомендации по компоновке и структуре стенда инспекции ТВС ВВЭР-1000, разработанные методы определения геометрических параметров ТВС и методы обнаружения негерметичных твэлов легли в основу технического проекта 320.19.00.00.000 опытного образца
стенда инспекции ТВС для Балаковской АЭС [62, 139, 140].
В соответствии с разработанной концепцией, на первом этапе стенд оснащен методиками
визуального осмотра, измерения геометрических параметров ТВС и обнаружения негерметич-
208
ных твэлов в составе ТВС. Стенд выполнен в транспортабельном варианте, место расположения
стенда – малый отсек бассейна выдержки блока ВВЭР-1000.
При разработке измерительно-вычислительной системы стенда за основу была взята
структурная схема штатного стенда (см. рисунок 3.1), основные элементы которой были отработаны в лабораторных условиях.
Стенд состоит из несущей металлоконструкции (рисунок 4.25), которая крепится на стене
бассейна выдержки. Установка ТВС из ячеек стеллажей в стенд осуществляется специальным
механизмом перегрузки, являющимся составной частью стенда.
Рисунок 4.25 – Схематичное изображение опытного образца стенда инспекции ТВС
ВВЭР-1000 Балаковской АЭС: 1 – несущая конструкция стенда; 2 – ТВС; 3 – механизм перегрузки; 4 – гнездо для ТВС; 5 – барабан; 6,7 – двухкоординатный стол с телекамерой и датчиками, верхнее и нижнее положение, соответственно; 8 – стеллаж
209
ТВС устанавливается в гнездо, а головка сборки фиксируется специальным механизмом.
Вдоль вертикальных направляющих перемещается каретка, на которой расположен двухкоординатный стол с телекамерой и измерительными датчиками.
Перемещение каретки осуществляется с помощью тросовой системы. Привод каретки
находится в верхней части стенда выше зеркала воды в бассейне выдержки. Двухкоординатный
стол предназначен для перемещения телекамеры и датчиков в горизонтальной плоскости. Перемещение стола осуществляется погружными шаговыми двигателями. Вращение ТВС производится шаговым двигателем, соединенным с гнездом под хвостовик ТВС.
Координаты стола и угол поворота ТВС определяются количеством шагов шаговых двигателей. Кроме того, для удобства контроля «вертикальной» координаты стенд оснащен вертикально расположенной линейкой, которая находится вблизи ТВС в поле зрения телекамеры.
Визуальный осмотр производится черно-белой радиационностойкой подводной телекамерой высокого разрешения. Для детального осмотра ТВС телекамера может перемещаться в горизонтальной плоскости, кроме того, она снабжена трансфокатором, что позволяет изменять
фокусное расстояние. Изображение записывается на видеомагнитофон, также производится
оцифровка видеоизображения с последующей обработкой и архивированием изображений в
персональном компьютере. Для оперативного измерения геометрических параметров ТВС используется эта же телевизионная система.
Для измерения размера «под ключ» и более точного определения прогиба и угла скручивания ТВС используется ультразвуковой эхо-импульсный метод. На двухкоординатном столе
размещена измерительная скоба с двумя датчиками (рисунок 4.26, 4.27), расположенными соосно друг другу и направленными на противоположные грани ТВС.
Рисунок 4.26 – Внешний вид измерительной скобы (2) с ультразвуковыми датчиками (1).
210
Рисунок 4.27 – Схема взаиморасположения измерительной скобы, телекамеры и ТВС (вид сверху): 1 − ТВС; 2 − телекамера; 3 − скоба; 4 − ультразвуковой датчик
Для обнаружения негерметичных твэлов в составе ТВС был разработан специальный манипулятор для ввода миниатюрного ультразвукового датчика в пространство между верхними
заглушками твэлов и головкой ТВС (рисунок 4.28). Наведение датчика на нужный твэл осуществляется оператором или автоматически, системой управления стенда. Для контроля за
наведением манипулятор оснащен двумя миниатюрными телекамерами.
Исходя из разработанной компоновки и методического обеспечения опытного образца
стенда инспекции ТВС ВВЭР-1000 была разработана структурная схема измерительновычислительной и управляющей систем стенда (см. Приложение 2).
211
Рисунок 4.28 – Манипулятор потвэльного КГО: 1 − отбойная плита головки ТВС;
2 − верхние заглушки твэлов; 3 − ультразвуковой датчик; 4 − телекамеры;
5 − шаговые двигатели.
4.4.3. Оборудование, стенды инспекции и ремонта ТВСА ВВЭР-1000
Для сопровождения внедрения нового топлива ТВСА на АЭС с ВВЭР-1000 в ОКБМ
(г. Н. Новгород) совместно с НИИАР были разработаны стенд инспекции и ремонта ТВСА для
Калининской АЭС [141, 142] и оборудование для дооснащения стенда инспекции и ремонта
фирмы Westinghouse на АЭС «Темелин» (Чехия) [74].
Стенд инспекции и ремонта ТВСА предназначен для решения следующих задач:
− инспекция ТВСА без ее разборки;
− ремонт негерметичных ТВСА;
− извлечение из ТВСА отдельных твэлов для последующих материаловедческих иссле-
дований.
Логическая последовательность операций при решении трех вышеперечисленных задач с
использованием стенда представлена на рисунке 4.29.
212
Осмотр ТВСА
Измерение геометрических
характеристик ТВСА
Испытания пружинного блока
головки ТВСА
Инспекция
закончена
НЕТ
Извлечение
твэлов из ТВСА
ДА
Демонтаж головки ТВСА
ТВСА
герметична
НЕТ
Поиск
негерметичных
твэлов
ДА
Извлечение твэлов из ТВСА
Вихретоковая
дефектоскопия твэлов
Установка твэлов в ЧВХ
НЕТ
Монтаж в ТВСА
вытеснителей?
ДА
Монтаж вытеснителей
Монтаж головки ТВСА
Завершение инспекции
и/или ремонта
Рисунок 4.29 – Логическая схема операций с ТВСА на стенде инспекции и ремонта
После установки ТВСА в стенд производится ее осмотр с помощью телевизионной системы. Затем измеряются геометрические характеристики ТВСА: длина ТВСА и твэлов внешнего
ряда; величина прогиба и угол скручивания ТВСА; расстояния между дистанционирующими
решетками и депланация их ободов; размер «под ключ» ТВСА; зазор между твэлами внешнего
ряда.
При испытаниях пружинного блока измеряется величина осадки подпружиненной головки, и измеряются усилия прижимных пружин в головке ТВСА. На этом заканчивается инспекция ТВСА как целой конструкции. Далее, в зависимости от целей инспекции, ТВСА либо извлекается из стенда, либо выполняется операция по демонтажу головки. Демонтаж головки
проводится с целью ремонта негерметичной сборки или для извлечения нескольких твэлов для
последующих подробных материаловедческих исследований.
Ремонт негерметичной ТВСА может преследовать две цели. Если негерметичная ТВСА не
213
достигла проектного выгорания и была выгружена из реактора, то в результате ремонта она,
если это экономически целесообразно, может быть возвращена в реактор и эксплуатироваться
до проектных выгораний.
Если ТВСА разгерметизировалась в последнем топливном цикле, то ее ремонт также может быть целесообразен с точки зрения дальнейшего обращения с отработавшим ядерным топливом (ОЯТ). В соответствии с принятой в России концепцией обращения с ОЯТ отработавшие
герметичные ТВС (ОТВС) ВВЭР-1000 после промежуточного хранения в бассейне выдержки
(БВ) АЭС отправляются на длительное хранение в ГХК г. Железногорск. Негерметичные ОТВС
хранятся в специальных гермопеналах в БВ АЭС. Технология длительного обращения с такими
ОТВС вне пределов АЭС в настоящее время не разработана. Таким образом, ремонт негерметичной ОТВС позволяет перевести ее в разряд герметичной и отправить с АЭС на длительное
хранение.
Для обнаружения негерметичных твэлов в ТВСА используют разработанный ультразвуковой метод контроля, который позволяет обнаруживать воду под оболочкой негерметичных
твэлов. После обнаружения негерметичных твэлов они извлекаются из каркаса ТВСА и помещаются в чехол временного хранения (ЧВХ) твэлов. Перед установкой твэлов в ЧВХ проводят
вихретоковую дефектоскопию оболочки для обнаружения в ней дефектов.
После извлечения из ТВСА негерметичных твэлов решается вопрос об установке на их
место специальных вытеснителей. Если после ремонта сборка отправляется на длительное хранение, установка на место извлеченных негерметичных твэлов вытеснителей не имеет смысла.
Вытеснители устанавливаются, если отремонтированная ТВСА возвращается в реактор. Ремонт
завершается операцией установки головки сборки на каркас ТВСА и соединением ее с направляющими каналами.
Кроме извлечения негерметичных твэлов из ТВСА могут извлекаться и герметичные твэлы с целью отправки их в научно-исследовательские центры для подробных материаловедческих исследований в защитных камерах. Герметичные твэлы в зависимости от программ исследований могут извлекаться как из герметичных, так и из негерметичных ТВСА.
По аналогии с ремонтом на место извлеченных герметичных твэлов могут устанавливаться вытеснители (см. рисунок 4.29). Извлеченные герметичные твэлы помещаются в ЧВХ и затем транспортируются на материаловедческие исследования.
В будущем стенд может дооснащаться другими методами исследований твэлов, извлеченных из ТВСА, таких, например, как: измерение толщины окисной пленки на наружной поверхности оболочки; измерение диаметрального зазора между оболочкой и топливным сердечником
твэла; измерение диаметра оболочки и др. Таким образом, с помощью стенда инспекции и ремонта возможно решение широкого спектра научно-технических задач по повышению безопас-
214
ности и эффективности эксплуатации топлива, по усовершенствованию существующих и по
созданию новых типов ТВС и твэлов.
В стенде реализован модульный принцип компоновки, что позволяет сравнительно легко
проводить монтаж-демонтаж стенда в бассейне выдержки, а также позволит в будущем дооснащать стенд дополнительным контрольно-измерительным оборудованием с целью расширения его функциональных возможностей.
Механическая часть стенда представляет собой секционную металлоконструкцию с грузовой фермой и состоит из двух частей, нижней и верхней, которые при монтаже стенда устанавливаются друг на друга (рисунок 4.30, а). Стенд монтируется в универсальном гнезде бассейна выдержки в период планово-предупредительного ремонта блока АЭС [141].
а
б
Рисунок 4.30 – Внешний вид (а) и схема (б) стенда инспекции и ремонта ТВСА:
1 – грузовая ферма; 2, 4, 6 – верхняя, средняя и нижняя секция, соответственно; 3, 5 – верхний и
нижний рабочий стол, соответственно; 7 – ТВСА; 8 – стапель; 9 – направляющая; 10 – чехол
временного хранения твэлов; 11 – универсальное гнездо.
215
Нижняя часть стенда состоит из стапеля, в который устанавливается инспектируемая
ТВСА, и нижней секции (рисунок 4.30, б). В стапеле также размещен чехол для временного
хранения извлеченных из ТВСА твэлов. Инспектируемая ТВСА устанавливается в стапель с
помощью перегрузочной машины, после чего на нижнюю часть стенда монтируется верхняя
часть с грузовой фермой.
Верхняя часть стенда включает в себя нижний и верхний рабочие столы, среднюю и верхнюю секции и грузовую ферму. После установки ТВСА в стапель и после завершения монтажа
верхней части стенда все дальнейшие транспортно-технологические операции на стенде выполняются с помощью крюковой подвески грузовой фермы.
Исполнительные механизмы стенда, с
помощью которых производятся манипуляции
с ТВСА (демонтаж-монтаж головки ТВСА,
поиск негерметичных твэлов, извлечение твэлов из пучка ТВСА и установка вытеснителей) выполнены в виде самостоятельных модулей, что обеспечивает простоту и надежность работы стенда. Демонтаж-монтаж головки ТВСА осуществляется с помощью специального кондуктора (рисунок 4.31, а), который предназначен для наведения ключа для
съема (установки) цанг (рисунок 4.31, б) на
узел крепления головки ТВСА.
Кондуктор устанавливается на головку
сборки и входит с ней в зацепление. Далее
ключ поочередно вводится в каждую из девяти направляющих труб, расположенных соосно с НК, и отсоединяет цанги головки от НК.
Затем производят переустановку кондуктора
так, чтобы отсоединить остальные девять
цанг, после чего головка вместе с кондуктоа
б
в
Рисунок 4.31 – Кондуктор для демонтажа
(монтажа) головки ТВСА (а), ключ для
съема (установки) цанг (б) и кондуктор для
извлечения твэлов из пучка и установки вытеснителей (в).
ром отводится от сборки в сторону, и тем самым обеспечивается доступ сверху к любому
из твэлов в пучке.
Для того, чтобы извлечь из пучка какойлибо твэл, используется второй исполнитель-
216
ный модуль, выполненный в виде кондуктора с 52-мя направляющими каналами, расположенными соосно с 52-мя твэлами в пучке (рисунок 4.31, в). Эти направляющие каналы расположены в кондукторе таким образом, что при пошаговом повороте кондуктора относительно вертикальной оси на 60° обеспечивается доступ ключа к любому твэлу в пучке.
Разработанные способы обнаружения негерметичных твэлов [104] и импульсной вихретоковой дефектоскопии [113] используются для контроля ТВСА и твэлов ВВЭР-1000 на стендах
инспекции и ремонта на Калининской АЭС и на АЭС «Темелин», Чехия [58, 74, 97, 143].
Обнаружение негерметичных твэлов в ТВСА ВВЭР-1000 осуществляется с помощью специально разработанного манипулятора КГО, содержащего 52 пьезоэлектрических датчика (рисунок 4.32) [144]. Манипулятор устанавливается на верхнюю часть ТВСА после демонтажа ее
головки. Переустанавливая манипулятор шесть раз с поворотом относительно вертикальной оси
на угол в 60°, производят контроль всех 312 твэлов сборки. Датчики в манипуляторе подпружинены в вертикальном направлении, что позволяет компенсировать разное по высоте положение твэлов.
а
б
Рисунок 4.32 – Схематическое изображение (а) и внешний вид нижней части (б) манипулятора
КГО: 1 – штанга; 2 – корпус; 3 – пружина; 4 – ультразвуковые датчики;
5 – направляющие штыри
На рисунке 4.33 показана структурная схема канала ультразвукового КГО. Для генерации
возбуждающих импульсов и регистрации выходного сигнала ПЭП используется ультразвуковой дефектоскоп (УЗД) УД2-12. Дефектоскоп работает в ждущем режиме. С приходом синхросигнала от платы контроллера 2, установленной в промышленном компьютере (ПК), запускается генератор импульсов 3, который вырабатывает колоколообразный радиоимпульс и возбуждает ПЭП. Выходной сигнал датчика поступает на усилитель 4 и далее оцифровывается с помощью 12-разрядного АЦП 1.
217
ПК
ККУ
1
Манипулятор
ПЭП1
5
2
УЗД
3
6
ПЭП52
4
Рисунок − 4.33. Структурная схема канала КГО
Крейт коммутации и управления (ККУ) предназначен для поочередного подключения
датчиков к дефектоскопу. В соответствие с программой измерений плата контроллера 2 формирует для блока управления 5 последовательность счетных импульсов, определяющих порядок
подключения датчиков. Блок управления 5 вырабатывает сигналы, которые управляют работой
реле в блоке коммутации 6 и задают последовательность соединения ПЭП с УЗД. Функционально блок управления состоит из схемы формирования счетных импульсов, схемы индикации
номера подключенного датчика, схемы формирования управляющих сигналов.
Программное обеспечение позволяет автоматически опрашивать все датчики, выявлять
твэлы, для которых амплитуда сигналов меньше заданной величины, отмечать их на картограмме ТВСА и протоколировать результаты контроля (рисунок 4.34).
а
б
в
Рисунок 4.34 – Главное окно программы анализа результатов КГО:
а – картограмма ТВСА; б – А-сканограмма твэла; в – результаты измерения амплитуды полезного отклика для массива исследованных твэлов
218
Твэл, выбранный по результатам КГО как негерметичный, извлекается из ТВС с помощью специального инструмента, устанавливается в пенал, а затем протягивается
через вихретоковый преобразователь (ВТП) (рисунок 4.35).
При этом производится дефектоскопия оболочки твэла.
Для обнаружения аномалий в оболочках на стенде инспекции и ремонта ТВСА применяется импульсный метод
вихретокового контроля [5]. Выбор импульсного метода возбуждения вихревых токов обусловлен такими его преимущеРисунок 4.35 – Взаимное распо- ствами перед гармоническим как простота схемной реализаложение вихретокового датчика
ции аппаратуры, бóльшая информативность за счёт одновреи твэла: 1 – корпус датчика;
2 – измерительный элемент;
менной генерации широкого спектра частот, более высокая
3 – пенал для твэла; 4 – твэл
чувствительность к дефектам при той же рассеиваемой мощности ВТП. Первичным преобразователем является датчик проходного типа с тремя катушками
индуктивности: двумя измерительными, включенными по дифференциальной схеме, и одной
возбуждающей. Измерительные обмотки регистрируют изменения электромагнитного поля
вихревых токов, наводимых в оболочке твэла возбуждающей обмоткой, на которую подается
импульс тока. Импульсный вихретоковый дефектоскоп спроектирован на основе ПК с установленными в нём платой 12-разрядного АЦП и платой формирователя возбуждающих импульсов.
Платы выполнены в конструктиве PCI и могут быть интегрированы в другую измерительную
систему, имеющую в своём составе ПК с подходящими характеристиками.
Рисунок 4.36 иллюстрирует взаимодействие отдельных узлов дефектоскопа [58]. Плата
формирователя импульсов (ФИ) обеспечивает питание возбуждающей обмотки ВТП импульсами тока. Сигнал ВТП, снимаемый с измерительных обмоток, усиливается и поступает через
фильтры нижних и верхних частот (ФНЧ и ФВЧ) на плату АЦП, где преобразуется в последовательность 12-разрядных кодов путём оцифровки через равные промежутки времени. АЦП работает в режиме аппаратного (независимо от центрального процессора ПК) набора массива
данных и запускается по переднему фронту импульса тактового генератора платы ФИ одновременно с генерацией импульса тока в возбуждающей обмотке ВТП. Для промежуточного хранения кодов используется память типа FIFO. Синхронизация работы платы ФИ и платы АЦП осуществляется с помощью импульсов, поступающих на тактовый генератор платы ФИ с узла
управления АЦП.
219
ПК
Плата ФИ
ИСТОЧНИК
ОПОРНОГО
НАПРЯЖЕНИЯ
БУФЕРНЫЙ
УСИЛИТЕЛЬ
ВТП
ТАКТОВЫЙ
ГЕНЕРАТОР
ФНЧ, ФВЧ
Плата АЦП
FIFO
АЦП
ПРЕДУСИЛИТЕЛЬ
УЗЕЛ УПРАВЛЕНИЯ
Рисунок − 4.36. Структурная схема канала вихретоковой
дефектоскопии
Анализ результатов контроля осуществляется путем сравнения параметров откликов от
искусственных дефектов контрольного образца и аномалий, обнаруженных при ВТсканировании исследуемого твэла. Для первичной оценки состояния твэла используется D-скан
(рисунок 4.37, а), позволяющий оперативно выявить участки оболочки с дефектами. Характеристики выявленной аномалии оцениваются с помощью А-сканограммы (рисунок 4.37, б), а
также огибающих, полученных для разных моментов стробирования выходного сигнала ВТП
(рисунок 4.37, в). Эти огибающие используются также для построения годографов дефектов и
представления результатов контроля в более традиционном виде, характерном для гармонического метода (рисунок 4.37, г). По параметрам годографа (форма, амплитуда, угол наклона)
оценивают состояние оболочки на аномальном участке.
220
а
б
1
в
2
1
3
2
1
3
3
2
г
Рисунок − 4.37. Главное окно программы с результатами ВТ-контроля фрагмента имитатора с наружным (1), сквозным (2) и внутренним (3) дефектами:
а – D-скан; б – А-сканограммы в окрестности сквозного дефекта; в – огибающие сигнала ВТП; г – годографы
Выводы по главе 4
1. Разработанные методы и устройства внедрены в практику послереакторных исследований ТВС и твэлов, как в защитных камерах, так и в бассейнах выдержки исследовательского реактора МИР и в бассейнах выдержки АЭС с ВВЭР-1000.
2. Концепция стендов инспекции использована при создании и разработке стендов
инспекции ТВС и твэлов ВВЭР-1000 и «АЭС-2006».
3. С использованием бесконтактных методов измерения размеров ТВС разработан
внутрикамерный стенд для исследования изгибной жесткости ТВС ВВЭР-1000 и
три стенда для испытаний чехлов ТВС ВВЭР-440 на устойчивость при трех видах
нагружений: осевое сжатие, наружное и внутреннее давление.
4. Разработаны два поколения стендов инспекции ТВС и твэлов типа ВВЭР и PWR,
для реактора МИР. Стенды предназначены для проведения в бассейне выдержки
промежуточных неразрушающих исследований экспериментальных твэлов и ТВС
во время ППР реактора.
5. Ультразвуковой метод обнаружения негерметичных твэлов и метод импульсной
вихретоковой дефектоскопии используются в стенде инспекции и ремонта ТВСА
(разработка ОКБМ) на Калининской АЭС. Ультразвуковой метод обнаружения негерметичных твэлов, реализованный в виде отдельного модуля, используется на
стенде инспекции и ремонта фирмы Westinghouse для инспекции и ремонта ТВСА
на АЭС «Темелин» (Чехия).
221
6. Опыт создания стендов инспекции для Балаковской и Калининской АЭС был использован при разработке стенда инспекции и ремонта ТВС проекта «АЭС-2006» и,
в частности, при разработке технического проекта системы управления и вычислительно-измерительной
(101А.398.000.00ТП).
системы
стенда
инспекции
и
ремонта
ТВС
222
5. МЕТОДЫ И СРЕДСТВА ЭКСПЕРИМЕНТАЛЬНОГО ОБОСНОВАНИЯ
БЕЗОПАСНОСТИ ТЕХНОЛОГИЙ ОБРАЩЕНИЯ С ОТРАБОТАВШИМ ЯДЕРНЫМ
ТОПЛИВОМ
В соответствии с разработанной методологией материаловедческих послереакторных исследований ТВС и твэлов ВВЭР для оперативного сопровождения внедрения нового топлива на
АЭС (глава 2) разработан методический подход для исследований поведения облученных твэлов и ТВС при длительном мокром и/или сухом хранении. Обоснование безопасных режимов
длительного хранения ОЯТ является многофакторной задачей, для решения которой необходимо выполнить большой объем расчетно-экспериментальных работ и ответить на следующие
шесть вопросов [57]:
− какое топливо мы собираемся хранить;
− способ хранения;
− подготовка топлива к хранению;
− как изменяются характеристики топлива при хранении;
− критерии безопасного хранения;
− максимально допустимый срок хранения.
Выбор безопасных режимов хранения и определение предельных сроков хранения ОЯТ
возможно только с использованием какой-либо модели поведения ОТВС и отдельных твэлов на
всех стадиях хранения. Для создания такой модели необходимо:
− оценить состояние ОТВС и твэлов после эксплуатации в реакторе и перед постановкой на
длительное хранение;
− определить основные механизмы изменения характеристик ОТВС и твэлов в процессе хра-
нения, влияющих на безопасность, и оценить скорость этих изменений.
5.1. Методология экспериментального обоснования длительного хранения ОТВС ВВЭР
После завершения эксплуатации ТВС в реакторе они выгружаются из активной зоны и
помещаются в приреакторный бассейн выдержки, где хранятся, обычно в течение 3-5 лет, времени, достаточном для снижения активности и остаточного тепловыделения до величин, при
которых ОТВС можно транспортировать на переработку или длительное хранение. После промежуточного хранения ОТВС на АЭС способы дальнейшего обращения с ними зависят от выбранных сценариев обращения с ОЯТ (рисунок 5.1).
223
Эксплуатация
ТВС в реакторе
Промежуточное мокрое
хранение в БВ АЭС
Переработка
ОТВС
Длительное
мокрое хранение
?
Отложенное
решение
Длительное
сухое хранение
Рисунок 5.1 – Сценарии обращения с ОЯТ ВВЭР
В России ОТВС ВВЭР-440 после хранения на АЭС отправляют на переработку на завод
РТ-1 в ПО «Маяк» [145].
В странах центральной и восточной Европы, где имеются АЭС с ВВЭР-440, ОТВС хранятся либо в водной среде в приреакторных бассейнах-хранилищах (АЭС «Козлодуй», Болгария; АЭС «Богунице», Словакия) [146], либо используются различные технологии длительного
сухого хранения (Чехия, Словакия, Германия, Венгрия) [146, 147, 148]. Основная часть ОТВС
ВВЭР-1000 в настоящее время хранится в водной среде: хранилище ОТВС на АЭС «Козлодуй»
(Болгария)
и
централизованное
хранилище
на
Горно-химическом
комбинате
(ГХК),
г.Железногорск [145]. В перспективе ОТВС ВВЭР-1000 из водного хранилища на ГХК предполагается перевести на длительное сухое хранение. Для этого на ГХК сооружается централизованное сухое хранилище камерного. На Запорожской АЭС (Украина) реализовано длительное
сухое хранение ОТВС ВВЭР-1000 в металлобетонных контейнерах [149].
Для обоснования мокрого хранения используются результаты материаловедческих исследований ТВС с различным выгоранием топлива и с различным сроком хранения в водной среде.
Результаты этих исследований используются для:
− определения механизмов деградации топлива;
− верификации моделей деградации и оценки допустимого срока хранения.
Для обоснования сухого хранения необходимо моделировать в специальных стендах
условия хранения и исследовать при этом изменение характеристик топлива.
Главным отличием сухого хранения от мокрого является среда (газ в случае сухого хранения) и температурный режим. При сухом хранении из-за остаточного тепловыделения температура ТВС и твэлов значительно выше их температуры при мокром хранении.
224
На рисунке 5.2 приведена схема экспериментального обоснования сухого хранения ОЯТ
ВВЭР.
Сценарий
хранения
Теплофизические
расчеты
Требования к
стенду
Верификация
модели
Режим
испытаний
Испытания
в стенде
Материаловедческие
исследования
Требования к
топливу
Модель
деградации
топлива
Требования к
исследованиям
Рисунок 5.2 – Схема экспериментального обоснования сухого хранения ОЯТ ВВЭР
Сценарные условия хранения определяют:
− требования к топливу, которое должно храниться (выгорание, герметичность, геометриче-
ская целостность, остаточное энерговыделение);
− режимы хранения (нормальный режим, переходные и аварийные режимы хранения, запро-
ектные аварии);
− критерии безопасности.
На основе сценарных условий и возможных механизмов изменения параметров топлива
при хранении разрабатывается модель деградации топлива, которая экспериментально проверяется и верифицируется с использованием результатов моделирования хранения топлива в специальных стендах.
Исходя из сценарных условий, выбранной модели деградации топлива и теплофизических
расчетов формулируются требования к стендам, к режимам испытаний, к топливу, которое надо
испытывать в стендах, и к объему исследований поведения топлива как во время, так и после
испытаний.
Исходя из такой логики, были разработаны и изготовлены электрообогреваемые стенды
для испытаний рефабрикованных (укороченных) и полномасштабных облученных твэлов
ВВЭР-1000 и ВВЭР-440 [56, 150, 151].
225
Испытания облученных твэлов ВВЭР-1000 проводились для обоснования безопасности
системы сухого хранения (СХОЯТ) ОТВС ВВЭР-1000 на Запорожской АЭС (Украина).
Основными составными элементами СХОЯТ являются:
− вентилируемый железобетонный контейнер (ВБК);
− многоместная герметичная корзина (МГК), предназначенная для упорядоченного размеще-
ния 24-х ОТВС ВВЭР-1000;
− перегрузочный контейнер (ПК), предназначенный для загрузки МГК в ВБК.
ВБК является опорной конструкцией и обеспечивает защиту от излучения, а также охлаждение МГК с ОТВС в течение всего срока хранения ОЯТ (рисунок 5.3). Контейнер устанавливается вертикально на площадку хранения. ВБК представляет собой металлический цилиндр
(облицовка) с бетонной оболочкой толщиной 686 мм.
Внутри контейнера размещается МГК. Оболочка корзины имеет цилиндрическое сечение
и выполнена из котловой углеродистой стали повышенной прочности толщиной 25,4 мм. Герметичность корзины достигается приваркой двух крышек: верхней и нижней. Для упорядоченного расположения ОТВС внутри корзины размещен блок шестигранных направляющих труб.
Рисунок 5.3 – Схематичное изображение вентилируемого бетонного контейнера
с герметичной корзиной внутри
Отвод тепла от корзины производится за счет естественной конвекции воздуха в кольцевом вентиляционном канале, образованном внешней поверхностью корзины и внутренней поверхностью контейнера. Для обеспечения необходимого расхода воздуха через этот вентиляционный канал в нижней части ВБК выполнены четыре входных воздуховода, а в верхней части –
четыре выходных воздуховода.
226
Технология загрузки ОТВС в контейнеры СХОЯТ состоит из нескольких этапов (рисунок 5.4).
д
а
б
в
г
е
ж
Рисунок 5.4 – Основные этапы технологии сухого хранения ОЯТ ВВЭР-1000.
Пустая корзина устанавливается в специальный перегрузочный контейнер (рисунок 5.4, а), который перемещается затем в бассейн выдержки (рисунок 5.4, б), где производится
загрузка ОТВС в корзину (рисунок 5.4, в). Далее, ПК вместе с корзиной транспортируется в зону дезактивации (рисунок 5.4, г). Производится удаление воды из корзины и приваривание
крышек к корзине. Здесь же осуществляется вакуумная сушка внутреннего объема корзины и
227
заполнение его гелием. После заполнения корзины гелием она перегружается в МБК (рисунок 5.4, д) и отправляется на площадку хранения (рисунок 5.4, е, 5.4, ж).
В соответствии с технологией при сухом хранении возможны несколько режимов, отличающихся как длительностью и условиями отвода тепла от ОТВС, так и вероятностью их реализации в течение всего срока хранения ОЯТ:
− переходный режим;
− штатный режим;
− аномальные события;
− аварийные проектные режимы;
− различные комбинации аномальных событий и проектных аварий.
Переходный режим хранения определяется длительностью вакуумной сушки и заполнения
корзины гелием. Вакуумная сушка производится для удаления из корзины остатков влаги. При
этом теплоотвод от ОТВС резко ухудшается и происходит их саморазогрев.
Штатный режим предполагает нормальные условия хранения ОЯТ в течение всего планового
срока (50 лет) хранения. Остаточное тепловыделение ОТВС по мере хранения уменьшается и,
следовательно, уменьшается температура твэлов.
Для штатного режима хранения характерны сезонные колебания погодных условий и,
следовательно, изменение температуры окружающего воздуха. В результате этого, в течение
всего срока хранения температура оболочек твэлов также колеблется в соответствии с погодными условиями.
Для теплофизического анализа режимов хранения в качестве средней расчетной температуры атмосферного воздуха была принята температура + 24 °С, что является консервативным
подходом, так как среднегодовая температура в районе размещения ЗАЭС намного ниже и составляет + 9,2 °С, а среднелетняя − + 27 °С.
Аномальные события подразумевают увеличение температуры внутри контейнера вызванное
следующими причинами.
− Изменение погодных условий в районе расположения контейнера, в частности, повышение
температуры атмосферного воздуха. В качестве максимально возможной принята температура + 52 °С в течение 14 часов. В проекте СХОЯТ частота повторений такого события − 1 раз
в год.
− Закупорка 50 % входных воздуховодов и ухудшение условий охлаждения контейнера. Дли-
тельность этого события 168 часов.
Проектные аварии связаны со 100% закупоркой входных воздуховодов и, соответственно,
ухудшением условий охлаждения контейнера. Длительность этого события 168 часов, частота
228
события – 1 раз за весь срок эксплуатации.
Аномальные и аварийные режимы хранения имеют вероятностный характер и могут возникнуть как в начале хранения ОЯТ, когда температура твэлов максимальна, так и в конце хранения, когда температура твэлов значительно ниже температуры в начале хранения. Следовательно, и влияние этих режимов на температуру твэлов зависит от времени, когда произошли
соответствующие события.
Кроме аномальных событий и проектных аварий рассматриваются их комбинации, то есть
одновременное протекание аномального события (повышение температуры атмосферного воздуха до + 52 °С) и проектной аварии (50 % или 100 % закупорка воздуховодов). Длительность
такой комбинации событий составляет 14 часов – наименьшая длительность одного из двух
комбинируемых событий.
Таким образом, в зависимости от режимов хранения изменение температуры оболочки
твэлов можно схематично представить следующим образом (рисунок 5.5).
а
б
Рисунок 5.5 – Схематичное изображение температурных режимов хранения:
I - вакуумная сушка; II - штатный режим хранения; III - аномальные события, проектные аварийные режимы и их комбинации.
На I стадии, во время вакуумной сушки, происходит монотонное увеличение температуры
твэла. После заполнения корзины гелием температура стабилизируется и, затем, в течение всего
срока хранения, при штатном режиме, монотонно уменьшается (участок II на рисунке 5.5, а).
В случае возникновения аномальных событий, проектных аварий и их комбинаций происходит разогрев твэлов в течение непродолжительного времени (пики III на рисунке 5.5, б), а затем температура уменьшается до температуры штатного режима хранения.
229
При разогреве твэла во время вакуумной сушки (участок I) скорость окружной деформации оболочки ε&θ постоянно увеличивается, а при штатном режиме постоянно уменьшается.
Максимально допустимая температура внутри контейнера устанавливается исходя из требований безопасности. Одним из основных таких требований является требование сохранения
герметичности оболочек твэлов в течение всего срока хранения (50 лет). Причинами, которые
могут привести к нарушению целостности оболочки твэлов из циркониевых сплавов при длительном сухом хранении в среде гелия, являются [152, 153]:
− термическая ползучесть материала оболочки под действием давления газов под оболочкой;
− замедленное гидридное растрескивание;
− коррозия внутренней поверхности оболочки.
Общепризнанным доминирующим механизмом, который может привести к разгерметизации оболочки твэлов, является термическая ползучесть материала оболочки [152, 153, 154]. Поэтому на первом этапе обоснования безопасности длительного сухого хранения использовались
результаты испытаний твэлов в переходных, аномальных и аварийных режимах, а также результаты расчетов с использованием феноменологической модели анизотропной термической
ползучести сплава Zr+1%Nb [155, 156, 157]. На основании выполненных исследований был
разработан предварительный сценарий поведения топлива ВВЭР-1000 при сухом хранении и
верифицирована модель термической ползучести сплава Zr+1%Nb.
Основные положения, которые легли в основу при разработке предварительного сценария
поведения ОЯТ ВВЭР-1000 при сухом хранении следующие.
1) Рассматривается поведение отдельного твэла ВВЭР-1000. Поведение отдельных твэлов
при сухом хранении в первую очередь определяет экологическую и радиационную безопасность хранения ОЯТ, так как оболочка твэла рассматривается как первый барьер на пути
распространения продуктов деления топлива.
2) В качестве основного критерия, который интегрально характеризует безопасность хранения,
является условие сохранения герметичности оболочки в течение всего срока хранения
ОЯТ. Производным от этого критерия является деформационный критерий, который предполагает, что твэл не разгерметизируется, если окружная деформация оболочки εθ за весь
срок хранения не превысит 2 %. Таким образом, в качестве основной причины, которая может привести к разгерметизиции твэла, рассматривается окружная деформация оболочки
εθ . Другие причины, такие как замедленное гидридное растрескивание, коррозия оболочки
и т.п., здесь не рассматриваются.
3) Многовариантность сценариев поведения твэлов при сухом хранении, которая определя-
ется многовариантностью сценариев хранения ОЯТ. Разнообразие сценариев хранения ОЯТ,
230
в свою очередь, определяется возможностью возникновения аномальных событий и проектных аварий, которые носят вероятностный характер.
4) Консервативный подход, который предполагает, что при разработке сценария поведения
твэла все оценки окружной деформации оболочки εθ делаются в зависимости от различных
факторов и степени их влияния на εθ в большую сторону (аналог «запаса прочности») относительно наиболее вероятно возможных значений.
Схематично, процедура оценки состояния твэлов при сухом хранении представлена на рисунке 5.6. Исходя из выбранного сценария хранения ОЯТ и остаточного тепловыделения ОТВС
перед их постановкой на хранение, определяется температурный режим хранения t = t (τ ) .
Сценарий хранения
ОЯТ
Температурный режим
хранения t=t(τ)
Исходное состояние
твэла перед хранением
Тепловыделение ОТВС
перед хранением
Модель поведения
твэла
Состояние твэла во
время хранения
Состояние твэла в
конце срока хранения
Рисунок 5.6 – Схема процесса оценки состояния твэла при сухом хранении
С помощью модели поведения твэла, при известном температурном режиме t = t (τ ) и исходном состоянии твэла перед хранением, определяется состояние твэла в любой момент хранения.
При разработке сценария рассматриваются твэлы ВВЭР-1000, техническое состояние которых является типичным для твэлов, эксплуатировавшихся в течение 3-х или 4-х топливных циклов, и затем хранившихся в течение не менее 5-ти лет в воде бассейна выдержки АЭС [13].
Модель поведения твэла, в конечном итоге, описывает изменение окружной деформации
оболочки εθ от трех переменных (температура, время и давление газа под оболочкой):
231
ε θ = ε θ [t( τ ); P(τ ,t( τ ));τ ]
(5.1)
Давление P газа под оболочкой, наряду с величиной диаметра и толщиной оболочки,
определяет тангенциальное напряжение в материале оболочки
σ θ = σ θ (τ ) и, соответственно,
скорость деформации ε&θ = ε&θ (τ ) . Давление P зависит от исходного давления гелия и газовых
продуктов деления (ГПД) под оболочкой на момент постановки твэлов на хранение, также зависит от температуры, от изменения свободного объема твэла в процессе хранения, происходящего вследствие деформации оболочки, а также зависит от возможного дополнительного выхода ГПД из топлива под оболочку в процессе хранения.
Из результатов теплофизических расчетов следует, что:
1. Наибольший разогрев оболочки твэла происходит в начальный период хранения, во время
вакуумной сушки и заполнения корзины с ОТВС гелием. Максимальная температура оболочки твэла в ТВС, находящейся в центре корзины, не превысит ∼ 440 °С.
2. Комбинация аномально высокой температуры атмосферного воздуха (аномальное событие)
и закупорки всех воздуховодов (проектная авария) приведет к повышению температуры
оболочки в начальный период хранения на ∼ 27 °С относительно штатного режима, то есть
максимальная температура оболочки твэла не превысит ∼ 380 °С.
3. Наиболее опасными, с точки зрения разгерметизации оболочки вследствие термической
ползучести, являются вакуумная сушка и первые 5−10 лет хранения ОЯТ, когда температура
оболочки твэлов уменьшается с ∼ 440 до 250 °С.
Логическую схему описания поведения твэлов при сухом хранении можно представить
следующим образом (рисунок 5.7).
Исходное состояние твэла перед началом сухого хранения характеризуется следующими
усредненными по твэлу параметрами: диаметр оболочки d , длина твэла L , толщина стенки
оболочки
δ и давление газа под оболочкой P . Числовые значения этих параметров определя-
ются из результатов оценки исходного технического состояния отработавших твэлов ВВЭР1000 с 3-х и 4-х годичной кампанией после 5-ти летнего хранения в воде.
Начальной стадией сухого хранения является процесс вакуумной сушки ОТВС, который
характеризуется длительностью процесса τ В .С . и температурой оболочки максимально горячего твэла t = t (τ ) , которая определена из теплофизического расчета. На базе экспериментальных
данных, полученных при испытаниях твэлов в переходных и аварийных режимах, определяются основные параметры твэла после этого режима сухого хранения. Эти параметры являются
начальными для штатного режима хранения ОЯТ в течение 50 лет.
232
Время τ=0,
начало хранения
d(0); L(0); δ(0); P(0)
Исходное состояние
твэла
Вакуумная сушка
t=t(τ); 0<τ≤τв.с.
Теплофизический
расчет
Режимы хранения
d(τ); L(τ); δ(τ);
P(τ); σθ(τ); εθ(τ)
Экспериментальные
данные
Аварийные
режимы:
t=t(τ);τв.с.<τ<50лет
Штатный режим
хранения:
t=t(τ);τв.с.<τ<50лет
d(τ); L(τ); δ(τ);
P(τ); σθ(τ); εθ(τ)
d(τ); L(τ); δ(τ);
P(τ); σθ(τ); εθ(τ)
Феноменологическая
модель ползучести
εθ(τ=50лет)
конец хранения
Рисунок 5.7 – Логическая схема описания поведения твэла: d , L , δ − диаметр, длина,
толщина стенки оболочки, соответственно; P – давление газа под оболочкой; τ – время;
t – температура; σ θ , εθ − тангенциальное напряжение и окружная деформация оболочки,
соответственно.
Из результатов теплофизического расчета определяется изменение температуры оболочки
наиболее горячего твэла в процессе хранения t = t (τ ) . Из сценария хранения ОЯТ ВВЭР-1000
определяются типы аварийных режимов, их количество в течение всего срока хранения и время
наступления этих событий. Из теплофизического расчета определяется изменение температуры
на оболочке наиболее горячего твэла при постулированных аварийных режимах.
Расчет деформации оболочки твэла при штатном режиме хранения, а также при аварийных режимах, проводится с использованием феноменологической модели термической ползучести оболочек из сплава Zr+1%Nb.
С помощью этой модели обсчитываются также эксперименты по испытаниям твэлов в переходных и аварийных режимах, и результаты расчетов сравниваются с полученными экспериментальными данными, с целью верификации модели термической ползучести.
При расчете деформации оболочки твэла в штатном и аварийных режимах хранения задаются каким-либо законом выхода ГПД из матрицы топлива под оболочку твэла в течение всего
233
срока хранения (50 лет).
На рисунке 5.8 приведена схема, на которой показано, как изменение того или иного параметра твэла во время сухого хранения влияет на окружную деформацию оболочки εθ , ускоряет или замедляет ее.
Термическая ползучесть оболочки приводит к увеличению свободного объема внутри твэла. Это, в свою очередь, приводит к уменьшению толщины оболочки и к уменьшению давления
газа под оболочкой.
Уменьшение толщины оболочки при прочих равных условиях приводит к увеличению
тангенциальных напряжений
σ θ в материале оболочки и к увеличению скорости деформации
оболочки εθ .
σθ =
где:
DP
,
2δ
(5.2)
D – средний диаметр оболочки;
P – давление газа под оболочкой;
δ – толщина оболочки.
При уменьшении давления газа под оболочкой происходит уменьшение
σ θ и, как след-
ствие, это приводит к уменьшению скорости ползучести и к замедлению деформации εθ . Увеличение диаметра оболочки вследствие термической ползучести приводит к увеличению
σθ и
к увеличению скорости ползучести.
Возможный выход ГПД из матрицы топлива под оболочку в процессе хранения приводит
к увеличению давления газа под оболочкой, а, следовательно, к увеличению
σ θ и к увеличе-
нию скорости деформации оболочки.
Следовательно, при сухом хранении твэлов существует несколько конкурирующих процессов, приводящих с одной стороны к увеличению скорости термической ползучести оболочки, а с другой стороны – к замедлению этой скорости. Кроме того, уменьшение температуры
топлива из-за уменьшения остаточного тепловыделения ОТВС во время хранения приводит к
замедлению скорости термической ползучести.
Таким образом, совокупное влияние рассмотренных выше физических процессов будет
определять поведение твэлов при сухом хранении, в частности, деформацию оболочки и вероятность ее разгерметизации.
234
СУХОЕ ХРАНЕНИЕ ОЯТ
Термическая ползучесть
оболочки
Выход ГПД
Увеличение диаметра
оболочки
Увеличение свободного
объема твэла
Увеличение давления
газа
Уменьшение давления
газа
Увеличение
σθ
Уменьшение
σθ
Уменьшение толщины
оболочки
-
Деформация
оболочки εθ
+
Рисунок 5.8 – Схема влияния изменений характеристик твэла при сухом хранении на деформацию оболочки εθ .
235
5.2. Стенды для моделирования сухого хранения
Для моделирования сухого хранения используются два типа электрообогреваемых
стендов – для рефабрикованных (укороченных) и для полномасштабных твэлов ВВЭР
[150, 151].
Внутрикамерный электрообогреваемый стенд (рисунок 5.9) позволяет проводить
термические испытания рефабрикованных твэлов ВВЭР в диапазоне температур
400−600 °С. В первую очередь, стенд предназначен для исследования скорости термической ползучести материала оболочек твэлов при переходных и аварийных режимах.
Стенд позволяет реализовать изотермический или ступенчатый температурный режим
эксперимента.
7
8
1
9
3
6
11
2
4
10
Рисунок 5.9 – Схема стенда для испытаний рефабрикованных твэлов: 1 − вольтметр В721; 2 − СПУ-стойка питания и управления нагревателем стенда; 3 − фильтр;
4 − УИМ 2-1еМ; 5 − баллон с гелием; 6 − ротаметр; 7 − датчик радиоактивности;
8 − термопара ХА; 9 − ампула; 10 − коаксиальная печь; 11 − твэлы.
Стенд представляет собой коаксиальную печь, нагреваемую переменным электрическим током до 300 А, при напряжении источника питания до 7 В. В печь вертикально устанавливается ампула с исследуемыми твэлами, в крышке которой расположен зонд с термопарой. Горячий спай термопары находится на расстоянии 200 мм от
дна ампулы, что соответствует максимуму температурного поля. Через этот же зонд в
ампулу под давлением 0,2 кгс/см2 подается гелий, который распространяется по объему
ампулы и выходит через штуцер в крышке. Далее, через фильтр гелий подается на дат-
236
чик контроля радиоактивного излучения. Расход гелия контролируется ротаметром.
Длина нагревательной части печи составляет 1060 мм. Одновременно в стенде могут
испытываться до пяти рефабрикованных твэлов ВВЭР длиной до 400 мм. Максимальная длина твэлов определяется исходя из температурного поля стенда.
На рисунке 5.10 представлено распределение температуры вдоль оси печи. Исходя из характера распределения температуры было выбрано оптимальное место расположения ампулы с твэлами для обеспечения равномерности температуры вдоль твэлов.
На рисунке 5.11 приведены распределения температуры вдоль оси ампулы при различ-
Температура, °С
ных режимах нагрева.
550
500
450
400
350
0
200
400
600
800
Координата, мм
Температура, °С
Рисунок 5.10 – Распределение температуры вдоль оси печи
650
600
550
500
450
400
350
300
250
0
100
200
300
400
500 600
Координата, мм
Рисунок 5.11 – Распределения температуры вдоль оси ампулы при различных
режимах нагрева
Неравномерность температурного поля в зоне нахождения твэлов (от 0 до 450 мм)
не превышает ± 4; 6; 9 °С при средних температурах 400, 500 и 600 °С, соответственно.
Радиальное распределение температуры от центра к краю по всей длине ампулы практически не изменяется – лежит в пределах погрешности измерений и составляет
1,0−1,5 °С.
237
Стенд для испытаний полномасштабных облученных твэлов ВВЭР (рисунок 5.12)
состоит из следующих основных подсистем: из трех независимых электрообогреваемых модулей, расположенных в защитной камере, системы подготовки газовой среды и
отбора проб газа из модулей, а также из системы управления и контроля за работой модулей.
Основным элементом стенда является электрообогреваемый модуль (рисунок 5.13). Температурный режим испытаний твэлов обеспечивается пятью нагревательными элементами, расположенными по высоте модуля. Управление нагревательными элементами производится независимо друг от друга, что позволяет моделировать
различные законы распределения температуры вдоль твэла.
Рисунок 5.12 – Структурная схема стенда
сухого хранения
Рисунок 5.13 – Электрообогреваемый
модуль
Испытываемые твэлы устанавливаются в герметичную ампулу, которая помещается в модуль. Одновременно в одном модуле может испытываться до шести полномасштабных твэлов ВВЭР-1000. Для контроля режима работы модуля и для контроля
температуры в ампуле с твэлами используются термопары, расположенные по высоте
вдоль оси ампулы и на каждом нагревательном элементе.
Возможности стенда:
−
Диапазон температур испытаний − 300-600 °С.
−
Дистанционная загрузка-выгрузка твэлов.
238
−
Одновременное испытание 18 полномасштабных облученных твэлов ВВЭР-1000
в трех независимых друг от друга модулях.
−
Одновременное моделирование нескольких режимов хранения ОЯТ как по температуре, так и по газовой среде.
−
Периодический отбор газовых проб из любого модуля;
−
Профилирование температурного поля по высоте твэла.
−
Термоциклирование – моделирование суточных или сезонных колебаний температуры окружающей среды.
На рисунке 5.14 приведен пример режимов испытаний с равномерным распреде-
лением температуры вдоль твэла. Неравномерность аксиального распределения температуры вдоль твэла не более ± 3 %, неравномерность радиального распределения тем-
Температура, °C
пературы в ампуле не более ± 2 °С.
650
600
550
500
450
400
350
300
Твэл ВВЭР-1000
250
0
500
1000
1500
2000
2500
3000
3500
4000
4500
Координата, мм
Рисунок 5.14 – Аксиальное распределение температуры вдоль твэла
5.3. Методики испытаний и исследований твэлов ВВЭР при обосновании безопасности сухого хранения ОЯТ
Перед испытаниями все твэлы аттестуют с помощью неразрушающих методов
контроля (см. Приложение 3). Для рефабрикованных твэлов при их изготовлении определяется свободный внутренний объем и задается внутреннее давление газа (Не), а при
неразрушающих исследованиях измеряется дополнительно объем твэла.
239
Испытания твэлов проводятся в несколько этапов с промежуточными неразрушающими исследованиями между двумя следующими друг за другом испытаниями (рисунок 5.15). В процессе испытаний из ампул, в которых расположены твэлы в стендах,
производят отбор газовых проб для анализа состава среды, в которой испытываются
твэлы.
T
ТИ τ
1,1
τ 2,1
τ 2,2
τ 3,1
τ 2,n
τ 1,2
τ 3,2
τ 1,n
τ 3,n
…….
ТН
начало
τ
конец
Рисунок 5.15 – Схематичное изображение режимов испытаний твэлов:
Т И и Т Н – температура испытаний и окружающей среды, соответственно
Каждый i -й этап испытаний характеризуется временем разогрева твэла τ1,i от
температуры окружающей среды до температуры испытаний Т И , временем
τ 2 ,i вы-
держки твэла при температуре испытания Т И и временем охлаждения твэла
τ 3,i от
Т И до температуры окружающей среды Т Н .
Для определения деформации оболочки твэла в результате испытаний измеряется
его длина и диаметр оболочки в 4-х азимутальных ориентациях после каждого n -го
этапа испытаний, и рассчитывается средний диаметр для всех j -тых сечений по высоте оболочки, где производились измерения:
D jn
где
1 4
= ∑ D jn ,
4 k =1
(5.3)
D jn − средний диаметр.
Относительная тангенциальная деформация на соответствующем этапе нагрева-
ния в j -ом сечении по высоте твэла определяется следующим образом:
240
ε ϕjn
где
(
⎡ Lср − π D j 0 − δ
jn
=⎢
π D j0 − δ
⎢
⎣
(
)
)⎤
⎥ ⋅ 100 (%) ,
⎥
⎦
(5.4)
D j 0 − усредненный по четырем ориентациям исходный диаметр твэла в j -ом
сечении (измеренный до начала нагреваний);
Lср jn − длина средней линии в поперечном сечении оболочки, которая рассчитывается по формуле:
Lср jn =
где
π D jn
2
+
(π D jn )2 − 4πS ,
1
2
(5.5)
S – площадь поперечного сечения стенки оболочки, определяемая расчетным
путем в предположении, что значение ее сохраняется в процессе газового нагружения:
[
]
S = π D j0 ⋅ δ − δ 2 .
(5.6)
На рисунке 5.16 в качестве примера приведены результаты расчета среднего диаметра оболочки рефабрикованного и полномасштабного твэлов ВВЭР после нескольких этапов испытаний.
Среднее значение тангенциальной деформации определяется для любого выбранного участка оболочки твэла путем усреднения соответствующих значений деформаций в j -тых сечениях.
После завершения всех запланированных этапов испытаний оболочку твэла прокалывают и определяют внутренний объем твэла и давление газа в нем, рассчитывают
тангенциальное, радиальное и аксиальное напряжения в материале оболочки в конце
испытаний. Для рефабрикованных твэлов напряжения в оболочке рассчитываются после каждого этапа испытаний благодаря тому, что измеряется объем твэла. Зная изменение объема твэла в каждом испытании и исходное давление газа под оболочкой до
испытаний, рассчитывают давление газа под оболочкой после каждого этапа испытаний и оценивают соответствующие напряжения в оболочке.
Материаловедческие исследования твэлов после испытаний завершаются разрушающими исследованиями по стандартной программе, принятой для исследований
твэлов ВВЭР после эксплуатации в реакторе.
Диаметр, мм
241
9.08
9.07
9.06
9.05
9.04
9.03
9.02
9.01
9.00
0
100
-исходные данные;
-нагрев 23,5 часа;
200
300
-нагрев 6 часов;
-нагрев 37 часов
400
500
Координата, мм
-нагрев 12 часов;
Диаметр, мм
а
9.14
9.12
9.10
9.08
9.06
9.04
9.02
9.00
0
500
1000
1500
-исходные данные;
-нагрев 32,8часа;
2000
2500
3000
3500
4000
Координата, мм
-нагрев 6 часов;
-нагрев 53,3 часа
б
Рисунок 5.16 – Распределение усредненного диаметра по длине рефабрикованного твэла (а) и полномасштабного твэла (б) до и после испытаний
Выводы по главе 5
Для реализации первого этапа модернизации традиционной схемы послереакторных исследований топлива ВВЭР разработаны методы и средства моделирования в защитных камерах условий длительного сухого хранения ОЯТ ВВЭР. В частности:
1. Предложен методический подход к экспериментальному обоснованию длитель-
242
ного сухого хранения ОТВС ВВЭР, который основан на экспериментальных исследованиях механизмов деградации облученного топлива и разработке модели
поведения топлива при длительном хранении с последующей ее верификацией
по результатам испытаний облученных твэлов в электрообогреваемых стендах.
2. Разработаны, изготовлены и смонтированы в защитных камерах два электрообогреваемых стенда для испытаний рефабрикованных и полномасштабных облученных твэлов ВВЭР. Стенды позволяют полностью моделировать все режимы
сухого хранения, включая: нормальный режим, переходные и аварийные режимы, аномальные события и запроектные аварии. С помощью стендов можно
также проводить исследования механизмов деградации твэлов при хранении.
3. Разработаны методики испытаний и исследований облученных твэлов для обоснования безопасности сухого хранения ОЯТ ВВЭР. Испытания твэлов проводятся в несколько этапов с промежуточными неразрушающими исследованиями
твэлов после каждого этапа и с материаловедческими разрушающими исследованиями в конце испытаний.
243
6. РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ ОБЛУЧЕННЫХ ТВС И ТВЭЛОВ ВВЭР
С ИСПОЛЬЗОВАНИЕМ МОДЕРНИЗИРОВАННОЙ СХЕМЫ
ПОСЛЕРЕАКТОРНЫХ ИССЛЕДОВАНИЙ ТОПЛИВА ВВЭР
6.1. Основные результаты послереакторных исследований ТВС и твэлов реакторов ВВЭР-1000
Разработанные новые методы и средства исследований ТВС и твэлов ВВЭР позволили модернизировать традиционную схему послереакторных исследований топлива
ВВЭР и вывести эти исследования на новый – качественно высокий уровень. Был выполнен большой объем исследований, результаты которых легли в обоснование новых
конструкций ТВС и твэлов ВВЭР-1000 и ВВЭР-440, получены первые результаты по
моделированию сухого контейнерного хранения ОТВС ВВЭР-1000, и разработан предварительный сценарий поведения топлива при хранении.
6.1.1. Основные
ВВЭР-1000
результаты
послереакторных
исследований
ТВС
реакторов
На рисунке 2.1 схематично представлена эволюция конструкции ТВС ВВЭР-1000.
В «базовой» конструкции ТВС ВВЭР-1000 использовали стальной каркас – центральная труба; НК и ДР были выполнены из нержавеющей стали [158]. Для уменьшения поглощения нейтронов конструкционными материалами ТВС стальной каркас был заменён на циркониевый (улучшенная ТВС). В УТВС циркониевые ДР крепят к центральной трубе. При увеличении длительности эксплуатации УТВС и соответственно выгорания топлива происходит уменьшение изгибной жёсткости сборки, что приводит к её
прогибу. В результате прогиба УТВС примерно до 20 мм и больше возникли определённые сложности в работе органов СУЗ. В связи с этим были разработаны две новые
конструкции ТВС с повышенной изгибной жёсткостью: ТВС-2 (ОКБ «Гидропресс») и
ТВСА (ОКБМ).
Технические решения по увеличению жёсткости каркаса ТВС ВВЭР-1000 схематично представлены на рисунке 6.1 [158].
В ТВСА жёсткость каркаса обеспечивается шестью уголками из сплава Э635, которые контактно-точечной сваркой соединены с ДР. Внизу уголки крепятся к хвостовику ТВСА. Центральная труба и направляющий канал свободно проходят через ДР и не
крепятся к ним.
В ТВС-2 повышение жёсткости каркаса сборки достигается другим образом: дистанционирующие решетки с помощью контактно-стыковой сварки крепятся ко всем
18 НК (см. рисунок 6.1, б).
244
а
б
Рисунок 6.1 – Развитие конструкции ТВС ВВЭР-1000 с жёстким каркасом: ТВСА (а) и
ТВС-2 (б): 1 – уголок; 2 – НК; 3 – ДР; 4 – контактно-точечная сварка; 5 – ячейка ДР
Дальнейшее усовершенствование конструкций ТВСА и ТВС-2 было направлено
на снижение металлоёмкости ТВС (уменьшение количества ДР с 15 до 13, 12 и 8) и на
увеличение загрузки UO2 в твэлы. Повышение загрузки топлива в твэлы производится
путём увеличения высоты топливного сердечника в твэлах с 3530 до 3680 мм, а в перспективе – до 3730 мм. При этом увеличивается и длина твэлов на 150 и 200 мм соответственно без увеличения высоты ТВС. Увеличение длины твэлов без изменения высоты ТВС стало возможным после уменьшения высоты головки и хвостовика ТВС.
Диаметр центрального отверстия в таблетке уменьшается с 2,4 до 1,2 мм или отверстие
отсутствует вообще. Диаметр таблетки увеличивается с 7,6 до 7,8 мм. Увеличение диаметра таблетки приводит к необходимости уменьшения толщины стенки оболочки на
245
0,1 мм без изменения внешнего диаметра оболочки. В некоторых конструкциях твэлов
обогащение топлива увеличивается примерно до 5 % по 235U.
Развитием конструкции ТВС-2 стала ТВС-2М, основной отличительной особенностью которой являются ураноёмкие твэлы. Высота топливного сердечника и длина
твэла увеличены на 150 мм относительно базовой конструкции в ТВС-2. ТВС-2М рассматривается как прототип ТВС для проекта АЭС-2006 с реактором ВВЭР-1200 [159].
Конструкция
ТВСА
имеет
намного
больше
модификаций,
чем
ТВС-2
(см. рисунок 2.1). Как только был получен первый положительный опыт эксплуатации
ТВСА и измерена её изгибная жёсткость после эксплуатации, в два раза превышающая
изгибную жёсткость УТВС, широкие уголки в каркасе были заменены на более узкие.
Дальнейшее развитие конструкции ТВСА шло по двум направлениям:
1) увеличение загрузки топлива в твэлы (ТВСА-5М);
2) уменьшение металлоёмкости ТВС (ТВСА-АЛЬФА) с одновременным увеличением загрузки топлива в твэлы [160, 161]. Новые конструкции ТВС-2М и модификации
ТВСА обеспечивают возможность реализовать топливные циклы длительностью 18 месяцев между перегрузками топлива (в настоящее время длительность между перегрузками составляет примерно 12 месяцев) с одновременным повышением мощности реакторной установки до 104 % N ном . Перспективный топливный цикл 3х1,5 года позволит повысить коэффициент использования установленной мощности (КИУМ) реакторной установки и тем самым увеличить выработку электроэнергии на АЭС.
Одним из основных показателей, отвечающих за безопасность эксплуатации ТВС,
является её геометрическая стабильность как конструкции в течение всего срока эксплуатации. Геометрическая стабильность конструкции ТВС характеризуется следующими основными параметрами: величина и форма прогиба ТВС, угол скручивания,
размер «под ключ», положение и состояние ДР.
На рисунке 6.2, а, б приведены обобщенные данные по величине прогиба и изгибной жесткости ТВС ВВЭР-1000 различных конструкций в зависимости от выгорания.
Изгибная жесткость ТВС «базовой» конструкции со стальным каркасом не определялась, так как в то время не было соответствующей методики и оборудования
[162, 163, 164].
Видно (рисунок 6.2, а), что начиная с выгорания ∼37 МВт⋅сут/кгU прогиб ТВС со
стальным каркасом резко увеличивается и при выгораниях 42-50 МВт⋅сут/кгU достигает величины ∼20 мм. Прогиб УТВС с выгоранием также значительно растет и при выгораниях ∼40 МВт⋅сут/кгU составляет 14-17 мм, при этом форма прогиба УТВС - зигзагообразная (рисунок 6.3). Эти два фактора, прогиб и его форма, могут явиться главны-
246
ми причинами увеличения времени падения пэлов в НК при срабатывании АЗ, или да-
Прогиб ТВС, мм
же их застревания.
25
20
15
10
5
0
0
10
20
30
40
50
60
70
Среднее выгорание, МВт⋅сут/кгU
Жесткость, кгс/мм
а
9
8
7
6
5
4
3
2
0
10
20
30
40
50
60
70
Среднее выгорание, МВт⋅сут/кгU
б
Рисунок 6.2 – Изменение прогиба (а) и изменение изгибной жесткости (б) ТВС
ВВЭР-1000 в зависимости от выгорания топлива для следующих типов ТВС: ◊ –
ТВС; • – ТВСА-У; ■ – ТВС-2, ТВС-2М; ▲ – УТВС; ▲ – ТВСА, узкий уголок;
• – ТВСА, широкий уголок; □ – ТВС-2, каркас; ○ – ТВСА, широкий уголок, каркас;
Δ - ТВСА, узкий уголок, каркас
Внедрение ТВСА с широким уголком позволило увеличить изгибную жесткость
сборки в два раза и кардинально уменьшить величину прогиба, которая не превышает
∼7 мм. При этом форма прогиба ТВС – дугообразная. Таким образом, была полностью
решена проблема застревания ПС СУЗ в ТВС. Уменьшение величины прогиба в ТВСА
позволило также значительно увеличить скорость выгрузки сборок из активной зоны, и,
тем самым, сократить время перегрузки топлива.
Прогиб
247
Переход в ТВСА с широкого
1
уголка на узкий, естественно, не-
2
сколько уменьшил изгибную жест-
0
кость. Однако это заметно не повлияло на величину прогиба, которая при
выгораниях до 63 МВт⋅сут/кгU не
Координата
Рисунок 6.3 – Схематичное изображение
оси ТВС при зигзагообразном (1)
и дугообразном (2) прогибе
величина
прогиба
несколько
выше,
и
превышает 8 мм. Изгибная жесткость
ТВС-2 приблизительно такая же, как
и у ТВСА с узким уголком, однако
составляет
8-11 мм
при
выгорании
58 МВт⋅сут/кгU. Эта разница может быть объяснена разными усилиями поджатия ТВС
в активной зоне, так как они эксплуатируются на разных АЭС, ТВСА – на Калининской
АЭС, на ТВС-2 – на Балаковской АЭС.
Исследования изгибной жесткости каркасов ТВСА и ТВС-2 после извлечения из
них всех твэлов показали (рисунок 6.2, б), что изгибная жесткость ТВС этих конструкций при эксплуатации во многом определяется жесткостью каркаса, величина которой
до выгораний ∼ 54 МВт⋅сут/кгU не изменяется. Уменьшение изгибной жесткости ТВСА
и ТВС-2 от выгорания объясняется уменьшением поджатия твэлов в ячейках ДР, что
было зафиксировано при анализе результатов измерения усилий извлечения твэлов из
каркаса ТВС.
При извлечении твэлов из каркаса ТВС измеряются два вида усилия – усилие
страгивания твэлов и усилие извлечения из каркаса ТВС. Усилие страгивания твэлов
определяется главным образом усилием извлечения твэла из опорной плиты ТВС и зависит от способа крепления (вид нижней заглушки и хвостовика твэла). Усилие извлечения твэлов определяется при начале протягивания вверх твэла через все ДР в ТВС,
после извлечения из опорной плиты, и характеризует усилие поджатия твэлов в ячейках
ДР. На рисунке 6.4 приведены обобщенные данные по усилиям извлечения твэлов из
каркасов ТВСА и ТВС-2 в зависимости от выгорания.
Видно, что с момента начала эксплуатации поджатие твэлов в ячейках ДР уменьшается (уменьшается усилие извлечения твэлов из каркаса ТВС) вплоть до выгораний
∼40-50 МВт⋅сут/кгU. Это объясняется, в первую очередь, уменьшением диаметра обо-
лочки твэлов под действием внешнего давления теплоносителя. Последующее увеличение усилия извлечения твэлов в ТВСА (см. рисунок 6.4), может объясняться небольшим прогибом ТВС, депланацией ДР и увеличением диаметра оболочки твэлов вследствие распухания топливных таблеток.
Усилие извлечения, кгс
248
35
30
25
20
15
10
5
0
- 8 ДР
0
10
- 12 ДР
- 15 ДР
20
30
40
50
60
70
Среднее выгорание, МВт⋅ сут/кгU
Рисунок 6.4 – Усилие извлечения твэлов из каркаса ТВС ВВЭР-1000
Угол скручивания исследованных ТВСА и ТВС-2 небольшой и не превышает
∼2 градуса. Размер «под ключ» у всех ТВС ВВЭР-1000 незначительно увеличивается с
выгоранием (рисунок 6.5) и не превышает верхнюю границу допуска размера «под
Размер "под ключ", мм
ключ» более чем на 1 мм.
237
236
235
234
233
232
231
0
20
40
60
Выгорание, МВт⋅сут/кгU
Рисунок 6.5 – Зависимость размера «под ключ» от выгорания для разных типов ТВС
ВВЭР-1000: ♦ – ТВС; ○ – УТВС; ■ – ТВСА, широкий уголок (размер по уголкам); □–
ТВСА, широкий уголок (размер по ДР); ▲ – ТВСА, узкий уголок (размер по уголкам);
Δ – ТВСА, узкий уголок (размер по ДР); • – ТВС-2; - - - – верхняя граница допуска
размера «под ключ»
Из-за радиационного роста и термической ползучести происходит деформация
центральной трубы, НК и уголков (для ТВСА) при эксплуатации сборок. В результате
этих процессов в ТВСА возможно деформирование ДР, приводящее к прогибу горизонтальной плоскости ДР, так называемая депланация ДР. Удлинение центральной трубы
и уголков в ТВСА в зависимости от выгорания более чем в два раза превышает удлинение НК (рисунок 6.6). Разница в удлинениях объясняется тем, что на НК через головку
ТВС действует вертикальная сила, направленная вниз (усилие поджатия ТВС), в то
время как центральная труба и уголки могут «свободно» удлиняться вверх. Это приводит к тому, что первая ДР прогибается вверх, а остальные ДР – вниз, как показано на
249
Удлинение, мм
рисунке 6.7. Использование втулок на НК призвано уменьшить деформацию ДР.
6
НК
ЦТ
уголки
5
4
3
2
1
0
0
10
20
30
40
50
60
Выгорание, МВт⋅сут/кгU
Рисунок 6.6 – Изменение длины элементов каркаса ОТВС в зависимости от выгорания
Рисунок 6.7 – Схема депланации ДР:
1 - ЦТ; 2 - втулка; 3 - НК; 4 - твэл;
5 - ДР 2…15; 6 - уголок; 7 - ДР 1;
8 - нижняя решетка
На рисунке 6.8, а показан пример деформирования горизонтальной плоскости ДР
в ТВСА и в ТВС-2, на рисунке 6.8, б показана зависимость максимальной величины
1
0
-1
-2
-3
-4
-5
-6
- ТВСА
- ТВС-2
0
50
100
150
200
250
Координата, мм
Максимальное отклонение
от плоскости, мм
Отклонение от
плоскости, мм
деформации от номера ДР.
1
0
-1
-2
-3
-4
-5
- ТВСА
- ТВС-2
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Номер ДР
а
б
Рисунок 6.8 – Депланация дистанционирующих решёток ТВС-2 и ТВСА (а)
и зависимость максимального значения депланации от номера ДР (б)
Из рисунков видно, что величина депланации ДР в ТВСА монотонно увеличивается от нижних ДР до верхних и достигает ∼4 мм в верхней ДР. В ТВС-2 депланация
отсутствует.
Таким образом, в результате исследований ТВСА и ТВС-2 экспериментально доказано, вплоть до выгораний ∼63 МВт⋅сут/кгU, что конструкции этих типов ТВС обладают высокой геометрической стабильностью при эксплуатации. Также экспериментально подтверждена правильность и эффективность технических решений, принятых
при разработке этих ТВС.
6.1.2. Основные результаты послереакторных исследований твэлов ВВЭР-1000
250
Обычно при материаловедческих исследованиях твэлов реакторов ВВЭР оценивают:
− изменение геометрических параметров (длины, диаметра, зазора «топливо-
оболочка», длины топливного сердечника);
− состояние сварных соединений;
− коррозию и гидрирование оболочки;
− наличие дефектов оболочки;
− выход ГПД из матрицы топлива под оболочку;
− распределение продуктов деления по длине и радиусу твэла;
− структуру и плотность топлива;
− структуру и механические свойства материала оболочки.
Изменение геометрических параметров твэлов определяется несколькими процессами, такими как ползучесть и радиационный рост материала оболочки, распухание
топлива и термомеханическое взаимодействие топливных таблеток с оболочкой твэла.
В результате ползучести оболочки под действием давления теплоносителя и радиационного роста происходит уменьшение диаметра оболочки (рисунок 3.80, а) и увели-
Удлинение, %
чение длины твэлов (рисунок 6.9) [165, 166].
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
20
30
40
50
60
70
80
Максимальное выгорание, МВт⋅сут/кгU
Рисунок 6.9 – Изменение длины оболочек твэлов ВВЭР-1000 в зависимости
от выгорания топлива
Скорость протекания этих процессов для различных участков твэла (для низа топливного сердечника, средней части, участка газосборника) не одинакова и определяется
температурой оболочки и плотностью потока нейтронов на различных высотных отметках
твэла.
В практике материаловедческих исследований облученных твэлов изменение
диаметра оболочки, зазора «топливо-оболочка» и распухание топлива – обычно рассматриваются для средней части твэла, где эти процессы протекают быстрее, чем на
251
концах.
Зависимость распухания топлива реактора ВВЭР-1000 от выгорания, соответствующая середине твэла по высоте, приведена на рисунок 6.10 [165]. Средняя ско-
Изменение объема UO 2 , %
рость распухания составляет ∼ 0,6 % на каждые 10 МВт⋅сут/кгU выгорания.
5
4
3
2
1
0
0
10
20
30
40
50
60
70
80
Выгорание, МВт⋅сут/кгU
Зазор "топливооболочка", мкм
Рисунок 6.10 – Зависимость распухания топлива реактора ВВЭР-1000 от выгорания
250
Исчезновение зазора «топ-
200
ливо-оболочка» наступает при
150
максимальном выгорании в твэ-
100
ле
~ 50 МВт⋅сут/кгU
(рису-
нок 6.11) [165, 167]. Затем по
50
0
мере
0
10 20 30 40 50 60 70 80
Максимальное выгорание, МВт⋅ сут/кгU
Рисунок 6.11 – Зависимость зазора «топливооболочка» от выгорания
увеличения
выгорания
распухающее топливо начинает
оказывать давление на оболочку. Это приводит к локальному
изменению диаметра оболочки в местах расположения стыков между таблетками, а
также к увеличению в целом диаметра оболочки на значительном участке твэла из-за
растягивающих напряжений в материале оболочки (обратная деформация оболочки).
Выход газовых продуктов деления из матрицы топлива под оболочку твэлов зависит от выгорания топлива и линейной мощности твэлов при эксплуатации. На рисунке 6.12, а, б приведена зависимость выхода ГПД и давления газа под оболочкой твэлов
ВВЭР-1000 от выгорания [57, 165].
Выход ГПД с выгоранием топлива увеличивается и составляет ∼ 6 % от газа, образовавшегося в результате деления топлива, при максимальном выгорании
∼ 70 МВт⋅сут/кгU (см. рисунок 6.12, а). Это приводит к увеличению давления газа под
252
оболочкой твэла ВВЭР-1000 от 2,0 МПа (до облучения) примерно до 3,0 МПа
Выход ГПД, %
(см. рисунок 6.12, б).
7
6
5
4
3
2
1
0
10
20
30
40
50
60
70
80
Среднее выгорание, МВт⋅сут/кгU
Давление, МПа
а
4
3
2
1
0
10
20
30
40
50
60
70
Среднее выгорание, МВт⋅сут/кгU
б
Рисунок 6.12 – Зависимость выхода ГПД (а) и давления газа под оболочкой твэлов
ВВЭР-1000 (б) от выгорания
Несмотря на то, что выход ГПД с ростом выгорания увеличивается, давление газа
под оболочкой твэла, начиная с выгорания ∼ 30 МВт⋅сут/кгU, практически не изменяется и находится в диапазоне от 2 до 3 МПа. Это происходит, вероятно, за счет увеличения внутреннего свободного объема твэла из-за увеличения длины твэла и, следовательно, увеличения длины и объема газосборника твэла. Данный факт является важным
для обоснования длительного сухого хранения ОЯТ ВВЭР-1000, где в качестве основного механизма деградации топлива рассматривается термическая ползучесть оболочки
под действием давления газа внутри твэла.
При эксплуатации твэлов ВВЭР в реакторе происходит окисление наружной и
внутренней поверхности оболочек. Оболочки твэлов ВВЭР покрыты равномерной оксидной
плёнкой
(ZrO2),
(рисунок 6.13, а) [101].
которая
хорошо
сцеплена
с
металлом
оболочки
Толщина, мкм
253
20
15
20 мкм
10
1
5
2
0
0
500
1000
1500
2000
2500
3000
3500
4000
Координата, мм
Толщина, мкм
а
20
- вихретоковый метод
- металлография
16
12
8
4
0
30
40
50
60
70
80
Выгорание, МВт⋅сут/кгU
б
Рисунок 6.13 – Характерные распределения оксидной плёнки по длине твэлов (а) для
выгораний 70 (1), 45 МВт⋅сут/кгU (2) и зависимость максимальной толщины оксидной
плёнки на оболочках твэлов от выгорания (б) для твэлов ВВЭР-1000
Толщина плёнки увеличивается от 2–7 мкм в нижней части до 4–10 мкм в верхней
части твэла. С увеличением продолжительности эксплуатации и выгорания толщина
оксидной плёнки на внешней поверхности оболочки незначительно увеличивается
(см. рисунок 6.13, б) и при высоком выгорании топлива (∼70,0 МВт⋅сут/кгU) не превышает 15 мкм, что свидетельствует о хорошей коррозионной стойкости циркониевого
сплава Э110 к воздействию водного теплоносителя.
На внутренней поверхности оболочки при выгорании до 40–60 МВт⋅сут/кгU
обычно образуется несплошная оксидная плёнка (рисунок 6.14, а). При более высоком
выгорании после установления плотного контакта оболочки с топливом плёнка становится сплошной по всему внутреннему периметру оболочки, а её толщина составляет
12–15 мкм (см. рисунок 6.14, б) [101].
254
Наводораживание
(гидрирова-
ние) оболочек твэлов из сплава Э110
незначительное; массовая доля водорода, в основном, составляет примерно (5–6) 10–3% и не превышает 8⋅10–
а
3
%. Гидриды циркония имеют форму,
близкую к шаровой и/или пластинчатой, с размером ∼ 80 мкм и тангенциальной
ориентацией
относительно
оболочки (рисунок 6.15) [101].
б
Рисунок 6.14 – Оксидная плёнка на внутренней поверхности оболочек твэлов при выгорании: ∼ 40 МВт⋅сут/кгU (а);
∼ 70 МВт⋅сут/кгU (б)
Механические свойства циркониевых сплавов претерпевают изменения
в начальном периоде облучения (эксплуатации), а после набора флюенса
∼ 1020 см–2 они практически не изменя-
ются [168]. На рисунке 6.16 приведены,
в зависимости от выгорания, значения
предела прочности и общего относительного удлинения оболочек твэлов
ВВЭР-1000 при температуре испытаний
380 °С. Минимальное значение предела
прочности [101] составило ∼ 230 МПа,
общее относительное удлинение было
500
400
300
200
100
0
0
10
20
30
40
50
60
70
80
Максимальное выгорание, МВт⋅сут/кгU
не менее 12 %.
Общее относительное
удлинение, %
Предел прочности,
МПа
Рисунок 6.15 – Гидрирование оболочек твэлов (выгорание ∼ 70,0 МВт⋅сут/кгU)
50,0
40,0
30,0
20,0
10,0
0,0
0
10
20
30
40
50
60
70
80
Максимальное выгорание, МВт⋅сут/кгU
а
б
Рисунок 6.16 – Зависимость предела прочности (а) и общего относительного удлинения
(б) оболочек твэлов от выгорания топлива: ⎯ - исходные значения
255
6.1.3. Причины разгерметизации и состояние негерметичных твэлов ВВЭР-1000
Надежность твэлов ВВЭР-1000 постоянно увеличивается, что обуславливает
уменьшение уровня разгерметизации твэлов, и в настоящее время приближается к
∼10-6 год-1. Причины разгерметизации твэлов принято объединять в следующие группы:
конструктивные, технологические и эксплуатационные. На основании многолетних исследований в мировой практике были установлены следующие причины разгерметизации твэлов: технологические дефекты ТВС и их компонентов; влага в топливе или другие водородосодержащие примеси в твэле; превышение проектного выгорания и/или
мощности, нерегламентированные переходные режимы; гидродинамическое несовершенство конструкции внутрикорпусных устройств реактора или ТВС; нарушение водно-химического режима, загрязнение теплоносителя; засорение теплоносителя посторонними твердыми частицами; отложения продуктов коррозии и повреждения при
транспортно-технологических операциях.
Основные механизмы, приводящие к разгерметизации твэлов, известны и хорошо
изучены [102, 117, 169]: гидрирование оболочки из-за наличия влаги в твэлах; коррозия
оболочки; фреттинг-коррозия оболочки под ДР; фреттинг-коррозия оболочки посторонним предметом, находящимся в теплоносителе; взаимодействие топлива с оболочкой и схлопывание (деформация) оболочки.
Результаты исследований в НИИАР десяти негерметичных ТВС ВВЭР-1000 показали, что в настоящее время основной причиной разгерметизации является debrisповреждение оболочки [170]. Разгерметизация из-за взаимодействия оболочки с посторонними предметами, как правило, происходит в нижней части твэла. Посторонний
предмет (стружка, проволока и т.п.) застревает в межтвэльном пространстве ТВС и под
действием потока теплоносителя начинает соударяться с оболочкой твэла. В конечном
итоге оболочка в этом месте истирается и образуется сквозной дефект.
Первый сквозной дефект, который образуется в оболочке, называют первичным
дефектом. Пример такого дефекта приведён на рисунке 6.17, а. Поперечный разрез твэла в месте нахождения сквозного дефекта показан на рисунке 6.17, б.
Через первичный дефект в зазор между топливом и оболочкой поступает вода
теплоносителя первого контура реактора и происходит локальное окисление топлива и
внутренней поверхности оболочки (рисунок 6.18). В результате этих реакций образуется водород, замещающий пар в зазоре «топливо-оболочка» по мере удаления вверх от
первичного дефекта [171, 172].
256
а
б
Рисунок 6.17 – Пример сквозного
дефекта в оболочке твэла ВВЭР1000 (а) и поперечный разрез твэла в области дефекта (б): 1 – оболочка твэла; 2 – сквозной дефект в
оболочке твэла; 3 – таблетка топлива UO2
Образовавшийся водород может
проникать в оболочку с образованием
скоплений гидридов циркония. Развитие
этого процесса приводит к охрупчиванию оболочки с возможным образованием вторичных дефектов в виде трещин, гидридных пятен на поверхности
оболочки (рисунок 6.19).
Гидриды также образуются на
участках оболочки, находящихся под
воздействием растягивающих напряжений, например, по местоположению
витков пружины в газосборнике (рису-
Рисунок 6.18 – Схема образования вторичных дефектов в оболочке негерметичного
твэла: 1 – топливные таблетки; 2 – вода в зазоре «топливо-оболочка»; 3 – оболочка; 4 –
первичный дефект; 5 – оксидная плёнка на
внутренней поверхности оболочки; 6 – скопление гидридов циркония с образованием
вторичных дефектов в оболочке; 7 – локальное окисление топлива
эксплуатации.
нок 6.19, в).
Деградация оболочки из-за вторичного гидрирования может приводить
к частичному разрушению твэла во время эксплуатации или при проведении
ТТО с негерметичной сборкой после
На рисунке 6.20 представлена диаграмма расположения первичных сквозных дефектов и вторичных дефектов по высоте исследованных негерметичных твэлов
ВВЭР-1000. На этой же диаграмме отмечены случаи разрушения твэлов. Видно, что debris и фреттинг-дефекты расположены в нижней части негерметичных твэлов, тогда как
вторичные – в верхней части, на значительном расстоянии от первичных дефектов
(∼2500 – 3000 мм). Причем, вторичные дефекты часто вплотную примыкают к верхним
сварным соединениям оболочки с заглушкой твэла. Не установлено явных зависимо-
257
стей расстояния между первичными и вторичными дефектами оболочки ни от линейной мощности, при которой эксплуатировались негерметичные твэлы, ни от времени их
эксплуатации в негерметичном состоянии.
а
б
в
Рисунок 6.19 – Вторичные повреждения: трещина (1) на оболочке (а),
гидридное пятно (б), следы от пружины в газосборнике (в)
Координата от низа твэла, мм
4000
3500
3000
2500
2000
1500
1000
500
0
0
1
2
3
4
5 6 7 8 9 10 11
Условный номер ТВС
Рисунок 6.20 – Расположение дефектов по высоте твэла:
▲ – debris-дефект; ♦ – фреттинг-износ; Δ – трещина; ○ – разрушение;
• – разрушение (при извлечении); • – разрушение (при манипуляциях)
В негерметичных твэлах ТВС5 и ТВС8 обнаружены только участки повышенного
гидрирования и трещины; другие дефекты в оболочках и сварных соединениях не обнаружены. Поэтому в этих твэлах невозможно разделить дефекты на первичные и вторичные.
Анализ случаев разрушения негерметичных твэлов, отмеченных на диаграмме,
позволяет сделать несколько предварительных (малая статистика) выводов.
− Степень охрупчивания оболочки исследованных негерметичных твэлов в верхней
части различна и приводит к разрушению твэлов на разных стадиях обращения с
258
ними. Из 8 разрушенных твэлов два твэла в ТВС2 и ТВС4 были разрушены, скорее
всего, при транспортных операциях с ТВС. Два твэла разрушились при извлечении
из каркаса ТВС. Остальные разрушились при манипуляциях с ними в горячих камерах уже после извлечения из каркаса.
− Степень охрупчивания оболочки негерметичного твэла влияет на возможность про-
ведения ремонта конкретной негерметичной ТВС, так как при извлечении негерметичного твэла из ТВС во время ремонта вероятность разрушения твэла должна быть
сведена до минимума.
− В настоящее время отсутствуют надежные критерии оценки степени охрупчивания
оболочки и вероятности разрушения негерметичного твэла при ремонте, в процессе
его извлечения из ТВС. Одним из таких критериев может быть критерий Локе
[172, 173], который устанавливает границу между «сильным» и «малым» вторичным
повреждением оболочки в зависимости от времени эксплуатации негерметичного
t, сут
твэла и его линейной мощности.
700
В работе [117] сделана пер-
600
вая попытка построить такую за-
500
висимость для твэлов ВВЭР (рисунок 6.21). Эта зависимость тре-
400
бует уточнения, так как она по-
300
лучена на основе небольшой вы-
200
борки негерметичных твэлов и
100
при значительной неопределённости в определении линейной
0
130
150
170
190
210
230
250
Ql, Вт/см
Рисунок 6.21 – Зависимость времени развития вторичных повреждений оболочек t от линейной мощности Ql негерметичных твэлов ВВЭР:
● – вторичное повреждение;
ο – вторичное повреждение не наблюдалось;
------- – условная граница вторичного повреждения
мощности этих твэлов.
Разгерметизация
твэлов
приводит к выходу продуктов
деления топлива в теплоноситель
первого контура и влияет на радиационную безопасность экс-
плуатации АЭС. Поэтому исследования выхода продуктов деления топлива из негерметичных твэлов актуальны как с точки зрения прогноза радиационной обстановки на
АЭС, так и с точки зрения выработки рекомендаций по снижению выхода радиоактивности за пределы барьеров безопасности АЭС. Такие эксперименты, как правило, проводятся на исследовательских реакторах с твэлами с искусственными сквозными дефектами в оболочке [174].
259
Послереакторные материаловедческие исследования герметичных и негерметичных твэлов могут дать информацию для оценки выхода радиоактивных продуктов деления топлива из твэла при его разгерметизации и последующей эксплуатации.
Присутствие пара под оболочкой негерметичного твэла приводит к уменьшению
коэффициента теплопередачи в зазоре между топливом и оболочкой, что, в свою очередь, приводит к увеличению температуры в центральных областях таблетки. Увеличение температуры выше порогового значения рекристаллизации приводит к образованию в центральных областях таблетки зоны с увеличенными равноосными и неравноосными зернами (зона рекристаллизации) [175, 176]. Пористость топлива в негерметичных твэлах в несколько раз выше, чем в герметичных. Так, пористость в нерекристаллизованной и рекристаллизованной зонах таблетки негерметичного твэла составила
9 и 18 % соответственно, в то время как для герметичного твэла с таким же выгоранием
эта величина составляла ∼ 2 %.
В результате повышения температуры и коэффициента диффузии в диоксиде урана активируются процессы выхода газообразных и летучих продуктов деления из зерен
на их границы. Образование связанных между собой пор по границам зерен приводит к
выходу продуктов деления из топлива. Процесс рекристаллизации топлива еще более
активирует выход газообразных и летучих продуктов деления. В работе [175] экспериментально показана прямая взаимосвязь процесса рекристаллизации топлива и выхода
цезия из топлива, и получена оценка порогового значения линейной мощности твэла,
35
30
25
20
15
10
5
0
Выход Cs, %
Площадь, мм
2
когда эти процессы начинают заметно интенсифицироваться (рисунок 6.22).
0
50
100
90
80
70
60
50
40
30
20
10
0
100
150
200
250
Линейная мощность, Вт/см
0
50
100
150
200
250
Линейная мощность, Вт/см
а
б
Рисунок 6.22 – Зависимость площади рекристаллизации топливной таблетки (а) и выхода цезия (б) из негерметичного твэла от линейной мощности
Исследование поперечных шлифов нескольких негерметичных твэлов позволило
определить площадь рекристаллизации топливных таблеток от линейной мощности
этих твэлов на момент их разгерметизации (рисунок 6.22, а). С помощью эмиссонной
гамма-томографии были получены распределения
137
Cs по сечению этих топливных
260
таблеток. Показано, что значительная часть цезия выходит из зоны рекристаллизации
топлива. Получена оценка порогового значения линейной мощности твэла в момент
разгерметизации ∼ 150 Вт/см, при которой начинается интенсивный выход цезия из
топлива (рисунок 6.22, б).
В этой же работе [175]показано, что более 80 % цезия, вышедшего из таблетки
под оболочку негерметичного твэла, впоследствии выходит за пределы оболочки в теплоноситель.
6.1.4. Структура высоковыгоревшего топлива ВВЭР
Одной из основных особенностей высоковыгоревшего топлива ВВЭР (выгорание
от 50 МВт⋅сут/кгU и выше) является формирование во внешней части таблетки, примыкающей к оболочке твэла, так называемого rim-слоя с повышенной пористостью и с
повышенным содержанием плутония [177]. На рисунке 6.23 в качестве примера приведены макро (рисунок 6.23, а) и микро (рисунок 6.23, б) структура топлива твэла с выгоранием 70 МВт⋅сут/кгU.
а
б
Рисунок 6.23 – Макро (а) и микро (б) структура топлива твэла с выгоранием
70 МВт⋅сут/кгU
Отчетливо наблюдается rim-слой с повышенной пористостью, толщина этого слоя
составляет ∼ 150 мкм. Пористость топлива в rim-слое в первом приближении линейно
возрастает с ростом выгорания в диапазоне от 40 до 70 МВт⋅сут/кгU. На рисунке 6.24
приведены значения пористости в rim-слое для твэлов, эксплуатировавшихся в ТВС в
течение 4, 5 и 6 топливных циклов, в зависимости от среднего значения выгорания по
261
сечению топливной таблетки. Максимальное значение пористости составило ∼ 18 %. Из
рисунка видно, что в первом приближении пористость в rim-слое зависит в первую
очередь от выгорания, а не от времени эксплуатации.
Пористость в rim-слое, %
20
15
10
- 4 ТЦ
5
- 5 ТЦ
- 6 ТЦ
0
35
40
45
50
55
60
65
70
75
Выгорание, МВт×сут/кгU
Рисунок 6.24 – Зависимость пористости в rim-слое от среднего выгорания
по сечению таблетки
На рисунке 6.25 приведено распределение пористости по радиусу таблеток твэлов
с длительностью эксплуатации от 4 до 6 топливных циклов. Из рисунка 6.25 видно, что
основное увеличение пористости в rim-слое происходит на периферии таблетки. Сред-
Пористость, %
ний размер пор составляет 0,85 – 1,25 мкм и не зависит от выгорания [177].
20
- 4 ТЦ
- 5 ТЦ
15
- 6 ТЦ
10
5
0
0
500
1000
1500
2000
2500
3000
3500
Расстояние от края топливной таблетки, мкм
Рисунок 6.25 – Распределение пористости по радиусу таблетки твэлов с длительностью
эксплуатации от 4 до 6 топливных циклов
На рисунке 6.26 приведены распределения U, Pu и Xe по радиусу таблетки топлива. Видно, что в rim-слое, особенно на периферии таблетки, массовая доля Pu резко
возрастает (рисунок 6.26, б), в то время как доля U уменьшается (рисунок 6.26, а). На
рисунке 6.26, в представлены распределения Xe, полученные экспериментально и расчетным путем. Уменьшение экспериментальных значений Xe на периферии таблетки
указывает на то, что Xe вышел из матрицы топлива и находится в порах rim-слоя.
Массовая доля, %
Массовая доля, %
262
90
80
70
60
50
40
2,5
2,0
1,5
1,0
30
20
0,5
10
0
0,0
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
U
Радиус, отн.ед.
Массовая доля, %
а
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Pu
Радиус, отн.ед.
б
1,60
1,40
1,20
1,00
0,80
0,60
0,40
0,20
0,00
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Xe
Xe расчетный
Радиус, отн.ед.
Рисунок 6.26 – Распределение U (а), Pu (б)
и Xe (в) по радиусу таблетки топлива
в
6.2. Результаты расчетно-экспериментальных исследований в обоснование
уменьшения толщины стенки чехловой трубы АРК ВВЭР-440 с 2,0 до 1,5мм
6.2.1. Результаты расчетно-экспериментальных исследований чехлов ТВС ВВЭР-440
при осевом сжатии
Для оптимизации толщины стенки чехла ТВС ВВЭР-440 были проведены испытания на устойчивость необлученных чехлов из сплава Zr−2,5% Nb с толщиной стенки
1,5 и 2,0 мм, а также чехла отработавшей 5 лет ТВС АРК №228 с толщиной стенки
2,0 мм [129].
При осевом нагружении чехла с толщиной стенки 1,5 мм ( δ = 1,5 мм) силой до
10000 кгс размер «под ключ» линейно увеличивается с нагрузкой. Было зафиксировано,
что начиная с нагрузки 11000 кгс форма чехла меняется. При нагрузке 11000 кгс происходит качественное изменение формы граней от плоской к волнообразной поверхности.
На рисунке 6.27 виден волнообразный характер граней, который формирует соответствующие световые полосы на их поверхности. Характер расположения световых полос
указывает на то, что формоизменение (волнообразование) произошло по всей ширине
граней и по всей длине чехла.
263
Рисунок 6.27 – Вид чехла при осевой нагрузке 12000 кгс
По результатам измерений была установлена длина волны вдоль чехла
L = 165 ± 1 мм и количество гребней – 15 штук. Форма чехла может быть описана следующим образом.
В продольном сечении посередине граней их профиль представляет собой волну с
периодом ∼ 165 мм. Каждому "гребню" на грани соответствует впадина на противоположной грани (рисунок 6.28, а).
а
б
Рисунок 6.28 – Форма чехла в продольном (а) и поперечном (б) сечениях
В поперечных сечениях максимумов волны (сечение А-А, на рисунке 6.28, б)
профиль верхней грани выпуклый, а в поперечных сечениях минимумов (сечение Б-Б)
вогнутый. Для нижней грани последовательность обратная. В сечениях максимумов и
минимумов волны последовательность чередования по периметру: выпуклая грань, вогнутая, выпуклая и т.д. На рисунке 6.29 дано схематическое представление расположения волн вдоль оси Z и по периметру чехла
ϕ.
264
ϕ
грань 6
грань 1
грань 2
L
Z
Рисунок 6.29 – Расположение волн на чехле
- выпуклость;
δ = 1,5 мм:
- вогнутость.
Средние значения удвоенной амплитуды 2 amax ≈ 2,5 мм, а максимальный прогиб
грани b = 1,0 ± 0,1 мм при нагрузке 12000 кгс. После снятия нагрузки остаточная деформация отсутствовала, чехол принял свою первоначальную форму.
Полученные результаты для чехла
δ = 2,0 мм свидетельствуют о том, что при
осевом нагружении до 20000 кгс происходит линейное увеличение размера "под ключ"
до 0,075 мм и наблюдается прогиб чехла до 0,85 мм.
При увеличении нагрузки до 21000 кгс в районе верхнего торца чехла, где расположены пуклевки, начинается волнообразование на поверхности граней. При нагрузке
22000 кгс образуется три полуволны, амплитуда которых уменьшается при удалении от
верхнего торца чехла. Длина волны L , как и для чехла с
δ = 1,5 мм равна 165 ± 1 мм.
Последовательность чередования волн по периметру такая же, как и для чехла с
δ = 1,5 мм.
При дальнейшем увеличении нагрузки до 22500 кгс происходит увеличение амплитуды волн и начинается процесс пластической деформации чехла.
При осевом нагружении чехла ТВС АРК №228 силой до 20000 кгс прогиб не обнаружен, размер «под ключ», как и для необлученных чехлов, линейно увеличивается с
нагрузкой и при нагрузке 20000 кгс составляет 0,12 мм.
При увеличении нагрузки от 20000 до 22000 кгс зафиксировано начало волнообразования на поверхностях граней чехла. Наиболее сильное волнообразование при
265
нагрузке 25000 кгс зафиксировано в верхней части чехла, где глубина впадин достигает
2,0−2,5 мм. В средней части чехла волнообразование практически отсутствует и, затем,
проявляется в нижней части чехла.
На основе полученных экспериментальных
данных
была
разработана и верифицирована
расчетная модель для определения поведения чехлов при осевом
сжатии. Расчеты проводились с
помощью
программы
ANSYS
версии 5.53. На рисунке 6.30 показана
первая
устойчивости
Рисунок 6.30 – Форма потери устойчивости чехла
(изометрия)
форма
чехла
потери
ТВС
с
пуклевками.
Как следует из расчетов,
форма потери устойчивости состоит из продольных волн, которые находятся в противофазе на смежных границах. Расстояние между соседними гребнями составляет
162−163 мм.
Результаты расчетов первых критических осевых сил чехлов представлены в таблице 6.1.
Таблица 6.1
Тип чехла
δ = 1,5 мм
ТВС ВВЭР-440 (с пуклевками), δ = 2,0 мм
ТВС АРК №228, δ = 2,0 мм
ТВС ВВЭР-440 (с пуклевками),
Критическая сила, кгс
8410…11190
18330…24570
18240…24440
Из таблицы видно, что наличие пуклевок слабо (0,5 %) влияет на устойчивость
чехла, причем приводит к увеличению первой критической силы по сравнению с чехлом без пуклевок. Существенное влияние на устойчивость оказывает толщина стенки
чехла. Расчеты показывают, что первая осевая критическая сила пропорциональна толщине стенки в третьей степени. Такой результат совпадает с теоретическими представлениями, что подтверждает представительность принятой модели.
Расчеты, проведенные при фактической толщине стенки, дают величину первой
критической силы 10600 и 22550 кгс для чехлов ТВС ВВЭР-440 с
δ = 1,5 и 2,0 мм, со-
ответственно, которая близко совпадает с экспериментальными результатами.
266
6.2.2. Результаты расчетно-экспериментальных исследований чехлов при нагружении
наружным давлением
Наиболее чувствительным параметром, характеризующим деформацию чехла, является изменение его объема. На рисунке 6.31, а представлено изменение объема чехла
δ = 1,5 мм в зависимости от давления. До давления 2,5 кгс/см2 происходило уменьшение объема чехла, с давления 2,9 кгс/см2 начинается быстрое, не стабилизирующееся во
времени, уменьшение объема чехла, что указывает на начало процесса потери устойчивости [129].
ΔV, см
3
0
-200
-400
-600
-800
-1000
ΔV, см
3
0
1
3
3
4
0
-200
-400
-600
-800
-1000
-1200
0
ΔV, см
2
а
1
2
б
3
4
5
6
7
0
-200
-400
-600
-800
-1000
-1200
-1400
0
2
4
6
8
2
Р, кгс/см
в
Рисунок 6.31 – Изменение объема чехла δ=1.5мм (а), δ=2.0мм (б) и чехла ТВС АРК (в)
Для чехла с
δ = 2,0 мм начало процесса потери устойчивости начинается при
давлении 6,25 кгс/см2 (рисунок 6.31, б).
Для облученного чехла ТВС АРК область давления, при котором начинается процесс потери устойчивости (6,5 – 6,75 кгс/см2), находится несколько выше, чем для необлученного чехла (рисунок 6.31, в).
267
Из результатов измерений размера «под ключ» следует, что происходит частичное «сплющивание» чехлов относительно одной из диагоналей. Максимальное уменьшение размера «под ключ» приходится на середину чехла.
Расчеты напряженно-деформированного состояния и устойчивости чехлов проводились с помощью программы ANSYS. Критические значения давления и соответствующие им формы потери устойчивости при нагружении чехлов наружным давлением рассчитывались по 3-х мерной модели в упругой области (рисунок 6.32), упругопластические расчеты проводились с помощью 2-х мерной модели (рисунок 6.33). Результаты расчетов критической величины наружного давления, а также соответствующие им экспериментальные данные приведены в таблице 6.2.
Рисунок 6.32 – 3-х мерная расчетная модель чехла
Рисунок 6.33 – 2-х мерная расчетная модель чехла
Таблица 6.2
Результаты расчетов критического наружного давления
и экспериментальные данные, кгс/см2
Необлученный
ЧЕХОЛ
ТВС ВВЭР-440
δ = 1,5 мм δ = 2,0 мм
Расчет
Облученный
ТВС
ВВЭР-440
δ = 1,5 мм
δ = 2,0 мм
ТВС АРК
Идеал,
3,25
5,64
3,68
6,93
Факт,
2,63
5,31
3,36
6,75
2,9
6,25
-
6,75
Эксперимент
Из таблицы 6.2 видно, что экспериментальные значения критического давления
чехлов находятся в пределах расчетного диапазона, причем разброс за счет механических свойств составляет 10 % для необлученных чехлов, а для облученных – не превышает 3 %.
На рисунке 6.34 приведена зависимость прогиба грани чехла облученной ТВС
АРК от величины наружного давления.
268
давление, кгс/см2
Рисунок 6.34 – Зависимость прогиба грани чехла ТВС АРК от давления
Из рисунка 6.34 видно, что резкое нарастание прогиба грани происходит в диапазоне давлений 6,25 … 6,75 кгс/см2, что соответствует экспериментальным данным.
Проведенные расчеты для идеальной геометрии чехлов показывают, что приближение формы чехла к идеальной увеличивает критическую величину наружного давления на 10 … 20 %.
С учетом фактических механических свойств и геометрии разработанная модель
дает близкое совпадение с результатами испытаний. Так для необлученных чехлов ТВС
ВВЭР-440 ( δ = 1,5 и 2,0 мм) средние расчетные значения критического наружного
давления составляют 3,05 и 6,31, при экспериментальных – 2,90 и 6,25 кгс/см2. Для облученного чехла ТВС АРК расчетная и экспериментальная величины критического
наружного давления практически совпадают и составляют 6,75 кгс/см2.
6.2.3. Результаты расчетно-экспериментальных исследований чехлов при нагружении
внутренним давлением
При увеличении давления внутри чехлов размер «под ключ» по всем трем парам
граней и его среднее значение увеличиваются практически линейно (рисунок 6.35)
[129].
Для определения предельного давления, соответствующего упругому перемещению
стенок чехла Pупр , построены графики зависимости остаточного увеличения размера
«под ключ»
ΔDP →0 от давления (рисунок 6.36). Остаточное увеличение:
269
ΔDP → 0 = DP → 0 − D0
(6.1)
DP →0 – размер "под ключ" чехла после сброса давления P до нулевого значе-
где
ния;
6
5
4
ΔD, мм
ΔD, мм
D0 – исходный размер «под ключ».
среднее
3
2
1
0
2
4
6
4
среднее
3
2
y = 0.541x
Rxy = 0.9989
0
5
y = 0.2508x
Rxy = 0.9991
1
0
0
8
10
2
Р, кгс/см
2
4
6
ΔD, мм
а
8
10
12 14 16
2
Р, кгс/см
б
4
3
среднее
2
y = 0.2252x
Rxy = 0.9968
1
0
0
2
4
6
8
10 12 14 16
2
Р, кгс/см
Рисунок 6.35 – Изменение размера "под
ключ" чехла δ = 1,5 мм (а), δ = 2,0 мм
(б) и чехла ТВС АРК (в) в зависимости от
давления
2.0
1.5
ΔD0, мм
ΔD0, мм
в
среднее
1.0
Рупр
0.5
0.0
0
2
4
6
8
10
2
Р, кгс/см
ΔD0, мм
а
0.1
0.08
0.06
0.04
0.02
0
-0.02
2
4
среднее
0.6
0.4
0.2
0.0
Рупр
0
2
4
6
8 10 12 14 16
2
Р, кгс/см
б
Рупр
среднее
0
1.2
1.0
0.8
6
в
8 10 12 14 16
2
Р, кгс/см
Рисунок 6.36 – Зависимость остаточного
увеличения размера «под ключ» чехла
δ = 1,5 мм (а), δ = 2,0 мм (б) и чехла
ТВС АРК (в) от давления
270
Также был определен предел упругого перемещения стенок чехла
ΔD упр (рису-
нок 6.37), то есть предельное увеличение размера «под ключ» при увеличении внутреннего давления без остаточной неупругой деформации (без увеличения размера «под
2
ΔD0, мм
ΔD0, мм
ключ» при сбросе давления до нуля).
среднее
1.5
1
Δ Dупр
0.5
0
0
2
4
ΔDP, мм
1.2
1
0.8
0.6
0.4
0.2
0
среднее
Δ Dупр
0
6
1
2
ΔD0, мм
а
0.1
0.08
0.06
0.04
0.02
0
-0.02
б
4
5
ΔDP, мм
Δ Dупр
среднее
0
3
1
2
3
4
ΔDP, мм
Рисунок 6.37 – Зависимости остаточного
увеличения размера «под ключ» чехла
δ = 1,5 мм (а), δ = 2,0 мм (б) и чехла
ТВС АРК (в) от общего увеличения
в
В таблице 6.3 сведены результаты испытаний трех чехлов.
Таблица 6.3
Результаты испытаний чехлов
Параметр
Pупр , кгс/см2
ΔD упр , мм
δ = 1,5 мм
Чехол δ = 2,0 мм
4,5
2,4
8,25
2,2
Чехол ТВС АРК
15,5
3,4
Чехол
Как и в случае с нагружением чехла наружным давлением, расчеты проводились с
помощью программы ANSYS версии 5.5.3, для варианта нагружения чехлов РК и ТВС
внутренним давлением.
Результаты расчетов величин внутреннего давления, при которых появляются
первые пластические деформации и соответствующие им увеличения размера «под
ключ», с учетом разброса механических свойств чехлов, а также соответствующие им
экспериментальные данные, приведены в таблице 6.4.
271
Таблица 6.4
Необлученный
РК
ТВС
ЧЕХОЛ
Расчет
Эксперимент
Давление,
кгс/см2
Увеличение
размера, мм
Давление,
кгс/см2
Увеличение
размера, мм
Облученный
РК
ТВС
3,7 … 5,8
5,7 … 8,9
7,8 … 9,2
12,3 … 13,9
2,07 … 2,93
1,28 … 1,90
3,64 … 4,09
2,51 … 2,70
4,5
8,25
-
15,5
2,4
2,2
-
3,4
Из таблицы 6.4 видно, что расчетные данные хорошо согласуются с результатами
экспериментов, В частности, облучение существенно повышает как величину внутреннего давления, при котором появляются пластические деформации чехла, так и соответствующее увеличение размера «под ключ», т.е. запас упругих перемещений.
На рисунке 6.38−6.39 приведены расчетные зависимости изменения размера «под
ключ» и пластической деформации чехлов РК и ТВС от внутреннего давления.
Сопоставление расчетных данных с результатами испытаний показывает, что расчетные зависимости хорошо согласуются с экспериментальными (например, рисунок 6.38 и рисунок 6.35, а, рисунок 6.36, а). Наилучшее согласование расчетных и экспериментальных данных имеет место для необлученного чехла ТВС ( δ = 1,5 мм). Экспериментальные данные для облученного чехла ТВС АРК лежат на 10−20 % выше, чем
расчетные.
6
5.4
4.8
4.2
3.6
1
3
2.4
1.8
1.2
2
0.6
0
0
0.8
1.6
2.4
3.2
4
4.8
5.6
6.4
7.2
8
8.8
9.6
10.4
Давление, кгс/см2
Рисунок 6.38 – Зависимости изменения размера "под ключ" (1) и пластической
деформации (2) необлученного чехла ТВС ( δ = 1,5 мм) от внутреннего давления
272
3
2.7
2.4
2.1
1.8
1
1.5
1.2
0.9
0.6
2
0.3
0
0
1.2
2.4
3.6
4.8
6
7.2
8.4
9.6
10.8
12
13.2 14.4
15.6
2
давление, кгс/см
Рисунок 6.39 – Зависимости изменения размера «под ключ» (1) и пластической
деформации (2) облученного чехла ТВС от внутреннего давления
Анализ результатов расчетов показывает, что полученные результаты прямо пропорциональны пределу текучести материала и определяются появлением пластических
деформаций в районе радиусов скругления в углах чехла.
С учетом фактических механических свойств и геометрии, разработанная модель
дает наиболее близкое совпадение результатов расчетов и испытаний для необлученного чехла ТВС ( δ = 1,5 мм). Так, средние расчетные значения внутреннего давления,
при котором появляются пластические деформации чехла, и соответствующего увеличения размера «под ключ» составляют 4,6 кгс/см2 и 2,46 мм при экспериментальных –
4,5 кгс/см2 и 2,4 мм, соответственно.
Таким образом, близкое соответствие расчетных и экспериментальных результатов по всем сравниваемым параметрам для трех видов нагружений облученного и необлученных чехлов подтверждает возможность использования разработанной расчетной модели для обоснования прочности чехлов ТВС ВВЭР-440 в рабочих условиях.
6.3. Результаты испытаний и исследований твэлов ВВЭР в обоснование безопасности длительного сухого хранения
6.3.1. Результаты расчетно-экспериментальных исследований твэлов ВВЭР-440 в
обоснование длительного сухого контейнерного хранения
Для термических испытаний были отобраны и аттестованы два твэла ВВЭР-440 с
оболочками из сплава Zr−1 % Nb, которые отработали в составе ТВС пять топливных
циклов на 3-ем блоке Кольской АЭС до среднего выгорания ∼46 МВт⋅сут/кгU. В тече-
273
ние 2,5 лет твэлы в составе ТВС хранились в бассейне выдержки, а затем, после разборки ТВС в ГНЦ РФ НИИАР, хранились в воздушной среде при температуре не более
80 °С еще в течение 7 лет [151].
В результате семи лет хранения в воздушной среде основные параметры твэлов,
такие как диаметр оболочки, толщина окисного слоя, распределение долгоживущих
продуктов деления в топливе – не изменились.
По результатам разрушающих исследований «эквивалентных» твэлов, стоящих
рядом с отобранным твэлами в ТВС, были сделаны оценки давления и состава газа под
оболочкой твэлов и сделаны оценки механических свойств материала оболочек твэлов.
Отобранные для испытаний твэлы по своим основным параметрам являются типичными твэлами ВВЭР-440, отработавшими до выгорания 40−50 МВт⋅сут/кгU и являются представительными для исследований поведения ОЯТ ВВЭР-440 в условиях сухого хранения.
По условиям эксперимента твэлы испытывались при двух температурах 350 и
390 °С. Температура 350 °С является постулированной максимально допустимой температурой оболочки твэла при штатном режиме хранения. Температура 390 °С является
промежуточной между температурой при штатном режиме хранения и максимально
допустимой температурой при переходных и аварийных режимах хранения.
По условиям эксперимента продолжительность термических испытаний твэлов
ограничивалась 2 месяцами при каждой температуре, что составляет 1/300 часть проектного срока хранения ОЯТ. Поэтому, в силу малого срока испытаний одним из основных процессов, который мог бы привести к каким-либо заметным изменениям параметров твэлов, рассматривался процесс деформации оболочки твэлов из-за термической ползучести.
Расчетные оценки величины деформации оболочек твэлов были сделаны с использованием феноменологической модели анизотропной термической ползучести
оболочечных труб из сплава Zr−1 % Nb.
Следует отметить, что экспериментальных данных по термической ползучести
облученных оболочек из сплава Zr−1 % Nb в диапазоне температур и окружных напряжений
σ θ , характерных для сухого хранения ОЯТ ВВЭР-440 практически нет. Основ-
ные исследования по ползучести проводились либо при высоких температурах
(500-800 °С), либо при больших значениях окружных напряжений
σ θ > 50 МПа. Ха-
рактерные окружные напряжения для твэлов ВВЭР-440 при температуре 350 °С лежат в
пределах 10−20 МПа.
274
На рисунке 6.40 приведены результаты расчета зависимости величины эквивалентной деформации оболочек твэлов от длительности хранения при температурах 350
и 390 °С, для давления газа под оболочкой 1,4 МПа (20 °С). Через 50 лет сухого хранения при температуре 350 °С окружная деформация оболочки твэла εθ < ε экв составит
∼ 0,5 %, что удовлетворяет критерию безопасности хранения. Этот расчет можно рас-
сматривать как консервативную оценку, так как по мере увеличения срока хранения
температура оболочек твэлов будет уменьшаться.
Рисунок 6.40 – Расчетная зависимость эквивалентной деформации оболочек твэлов от
длительности сухого хранения.
Расчетная оценка величины деформации оболочки твэлов в результате термических испытаний показала, что после первого этапа испытаний при температуре 350 °С,
диаметр оболочки твэлов увеличится приблизительно на 0,5 мкм, а после второго этапа
испытаний при температуре 390 °С диаметр увеличится на 1,8 мкм.
Результаты измерения диаметров оболочек твэлов показали, что после термических испытаний в течение 2-х месяцев при температуре 350 °С и затем в течение 2-х
месяцев при температуре 390 °С диаметры твэлов №№ 64 и 78 практически не изменились. После окончания двух этапов испытаний среднее значение (усреднение проводилось по всей длине твэла) увеличения диаметра твэлов ( Δ d ) №№ 64 и 78 составило
∼ 1,0 и 2,6 мкм, соответственно, при дисперсии σ (Δd i ) равной 2,5−3,0 мкм.
Таким образом, полученные экспериментальные результаты по изменению диаметра оболочки твэлов не противоречат сделанным расчетным оценкам. Однако столь
малые деформации оболочки не позволяют корректно произвести оценку величины
скорости термической ползучести материала оболочки твэлов. Для такой оценки необходимо большее время испытаний, чем было в эксперименте.
Остальные параметры твэлов, которые исследовались при аттестации твэлов, та-
275
кие как: внешний вид поверхности оболочки, толщина окисной пленки на внешней поверхности оболочки, распределение продуктов деления топлива – в результате термических испытаний не изменились.
Для корректной оценки скорости термической ползучести материала оболочек
твэлов ВВЭР-440 в режимах сухого хранения было бы целесообразно продолжить испытания этих твэлов в течение времени, при котором величина увеличения диаметра
оболочки составит 5−10 мкм. На рисунке 6.41 представлен расчет деформации оболочки твэла ВВЭР-440, давление газа под оболочкой 1,4 МПа (20 °С), для нескольких сценариев продолжения испытаний твэлов.
Рисунок 6.41 – Результаты расчета эквивалентной деформации оболочек твэлов для
различных сценариев продолжения термических испытаний твэлов.
Точкой A на рисунке 6.41 отмечен момент окончания эксперимента. При продолжении термических испытаний твэлов при температуре 390 °С в течение 4-х или 5ти месяцев (точки B и C ) расчетная оценка величины эквивалентной деформации
оболочки составляет 0,06 и 0,07 %, соответственно, или в пересчете на увеличение
диаметра ∼ 4 и 5 мкм, соответственно. Такие величины деформации оболочки уже позволяют оценить скорость ползучести при 390 °С.
Для оценки поведения твэлов в аварийных и переходных режимах при температуре 450 °С испытания этих же твэлов можно продолжить в течение одного (точки F и
276
D ) или двух (точки E и K ) месяцев.
Расчетная оценка величины эквивалентной деформации оболочки составляет
приблизительно 0,15−0,16 и 0,24−0,25 % после одного и двух месяцев испытаний, соответственно, или приблизительно 10 и 18 мкм в пересчете на увеличение диаметра оболочки.
6.3.2. Основные результаты испытаний твэлов ВВЭР-1000 в переходных и аварийных
режимах сухого хранения
Для обоснования максимально допустимой температуры оболочек твэлов при переходных и аварийных режимах хранения были проведены испытания рефабрикованных и полномасштабных твэлов ВВЭР-1000 в температурном диапазоне от 450 до
550 °С в среде гелия [56, 178, 179, 180, 181].
Рефабрикованные твэлы изготавливались из твэлов ВВЭР-1000, эксплуатировавшихся в реакторе в течение 3-х и 4-х топливных циклов. Выгорание твэлов находилось
в диапазоне от 39 до 49 МВт⋅сут/кгU, давление гелия под оболочкой рефабрикованных
твэлов составляло от 2,5 до 6,0 МПа.
Для испытаний полномасштабных твэлов были отобраны твэлы с выгоранием от
42 до 49 МВт⋅сут/кгU, эксплуатировавшиеся в реакторе в течение 3-х и 4-х топливных
циклов и затем хранившиеся в бассейне выдержки АЭС в течение 2−6 лет.
Одним их главных критериев, обеспечивающих безопасность сухого хранения
ОЯТ, является условие сохранения герметичности оболочки твэла на протяжении всего
срока хранения. Основной причиной, которая может привести к разгерметизации твэла,
является термическая ползучесть материала оболочки [152, 182]. Поэтому, при выборе
безопасных режимов хранения накладывают ограничения на максимально допустимую
величину окружной деформации оболочки εθ [153].
Кинетика окружной деформации оболочки εθ зависит, при прочих равных условиях, от температуры и тангенциального напряжения
σ θ в материале оболочки. При
испытаниях поддерживалась одинаковая температура вдоль всей оболочки твэла. Тангенциальное же напряжение σ θ в процессе испытаний изменялось.
Тангенциальное напряжение определяется диаметром оболочки d , толщиной
стенки
δ и давлением газа под оболочкой P :
σθ =
(d − δ ) ⋅ P
2δ
(6.2)
277
С увеличением, из-за термической ползучести, окружной деформации εθ происходит изменение напряжения
σ θ вследствие нескольких конкурирующих друг с дру-
гом процессов [154]. С одной стороны, увеличение εθ приводит к увеличению свободного объема твэла и, соответственно, к уменьшению давления газа P , что ведет к
уменьшению
σ θ . С другой стороны, увеличение εθ ведет к увеличению диаметра обо-
лочки d и уменьшению толщины стенки δ и, соответственно, к увеличению
σθ .
При испытаниях твэлов был обнаружен еще один фактор, влияющий на увеличение
σ θ . Таким фактором является выход газовых продуктов деления из топлива под
оболочку в процессе испытаний твэлов, что приводит к увеличению давления P и,
следовательно, к увеличению величины σ θ .
Ввиду того, что кинетика выхода газовых продуктов деления под оболочку твэлов
в процессе испытаний не контролировалась, а выход газа определялся после завершения испытаний твэлов, изменение тангенциального напряжения
σ θ для рефабрикован-
ных и полномасштабных твэлов оценивалось следующим образом.
У рефабрикованных твэлов до испытаний и после завершения испытаний известны давление газа под оболочкой и свободный объем твэла, а также известен выход газа
из топлива в процессе испытаний. Поэтому изменение давления P и напряжения
σθ в
процессе испытаний описывалось областью возможных значений (рисунок 6.42), где
верхняя граница области возможных значений P и
σ θ рассчитывались исходя из до-
пущения, что весь выход газовых продуктов деления из топлива под оболочку происходит в момент нагрева твэла в начале испытаний, а нижняя граница – из предположения, что выход газа происходит на последнем этапе испытаний твэла (рисунок 6.42).
Для полномасштабных твэлов, в отличие от рефабрикованных, давление газа P и
свободный объем известны только на момент окончания испытаний после прокола
оболочки и измерения этих параметров, и неизвестно точное количество газовых продуктов деления, вышедших под оболочку в процессе испытаний. Поэтому для полномасштабных твэлов для оценки P и
σ θ использовалась только верхняя граница обла-
сти их возможных значений.
Характерной особенностью кинетики εθ является ее быстрый рост в начале испытаний с постепенным замедлением и выходом на временную зависимость, близкую к
линейной. На рисунке 6.43 представлены некоторые обобщенные данные по кинетике
окружной деформации оболочек твэлов при температуре испытаний 450, 500 и 550 °С.
278
Значения σ θ даны на начальный момент испытаний твэлов.
16.0
Р, МПа
15.5
15.0
14.5
14.0
13.5
13.0
0
10
20
30
время испытаний, час
40
а
100
95
90
85
80
0
10
20
30
время испытаний, час
40
средняя окружная деформация, %
б
Рисунок 6.42 – Области возможных значений давления газа под оболочкой P (а)
и тангенциального напряжения σ θ (б) для рефабрикованного твэла при температуре
испытаний 450 °С.
0.8
0.7
0.6
σθ=95-100МПа
0.5
0.4
σθ=46-49МПа
0.3
0.2
0.1
σθ=38-39МПа
0.0
0
10
20
30
40
50
60
а
Рисунок 6.43 – Кинетика окружной деформации оболочек рефабрикованных (•) и полномасштабных (Ο) твэлов при температурах испытаний 450 (а), 500 (б) и 550°С (в)
средняя окружная деформация, %
279
1.8
1.6
1.4
1.2
σθ=100-106МПа
1.0
0.8
σθ=50-55МПа
0.6
0.4
0.2
σθ=42-44МПа
0.0
0
10
20
30
40
максимальная окружная
деформация, %
б
3.5
σθ=107-114МПа
3.0
σθ=70-80МПа
2.5
2.0
σθ=50-70МПа
1.5
σθ=55МПа
1.0
σθ=47МПа
0.5
0.0
0
2
4
6
8
10
12
время испытаний, час.
в
Рисунок 6.43 – Окончание
С ростом напряжения
σ θ происходит увеличение окружной деформации оболоч-
ки εθ , максимальная деформация εθ = 2,6 % была получена у рефабрикованного твэла, испытанного в течение 2,5 часов при температуре 550 °С и при
σ θ = 107÷114 МПа
(рисунок 6.43, в).
На рисунке 6.44 представлены зависимости окружной деформации εθ от напряжения
σ θ для трех времен испытаний – 5; 10 и 20 часов. В первом приближении для
температур 450 и 500 °С зависимость εθ от
ратуры 550 °С – степенной (рисунок 6.44, а).
σ θ носит линейный характер, а для темпе-
εθ, %
280
2.5
550°С
2
1.5
1
500°С
0.5
450°С
0
0
20
40
60
80
100
120
σθ, МПа
εθ, %
а
1.5
550°С
500°С
1
0.5
450°С
0
0
20
40
60
80
100
120
σθ, МПа
б
Рисунок 6.44 – Зависимость окружной деформации оболочки рефабрикованных (•)
и полномасштабных (Ο) твэлов от тангенциального напряжения
при времени испытаний 5 (а), 10 (б), 20 (в) часов
281
εθ, %
2
1.5
500°С
1
0.5
450°С
0
0
20
40
60
80
100
120
σθ, МПа
в
Рисунок 6.44 – Окончание
Анализ количества и состава газа под оболочкой твэлов проводился после завершения испытаний. Было установлено, что в результате испытаний твэлов при температурах 450-550 °С происходит выход Xe и Kr из топлива под оболочку. В полномасштабных твэлах перед началом испытаний под оболочкой уже находилось некоторое
точно неизвестное количество газа, поэтому результаты анализа газа после испытаний
этих твэлов дают лишь качественную картину выхода газа, в то время как анализ газа в
рефабрикованных твэлах позволяет количественно оценить выход газа под оболочку.
На рисунке 6.45 приведены значения выхода газа в полномасштабных (в реакторе
и при испытаниях) и рефабрикованных (только при испытаниях) твэлах в зависимости
от выгорания и температуры испытаний. Для оценки выхода газа в результате испытаний у полномасштабных твэлов на рисунке 6.45 приведена верхняя граница выхода газа
при штатной эксплуатации твэлов в реакторе.
Выход газа, %
282
18
450°С
500°С
550°С
450°С
500°С
550°С
16
14
12
10
8
6
4
2
0
35
40
45
50
55
Выгорание, МВт*сут/кгU
Рисунок 6.45 – Зависимость выхода газовых продуктов деления под оболочку рефабрикованных ( ,
, ) и полномасштабных ( ,
, ) твэлов от выгорания при
различных температурах испытаний:
− верхняя граница выхода газа при
штатной эксплуатации твэлов ВВЭР-1000 в реакторе
Максимальный выход газа ∼16 % зарегистрирован у рефабрикованного твэла при
температуре испытаний 550 °С. Из рисунка 6.45 видно, что выход газа увеличивается с
ростом выгорания и ростом температуры испытаний.
Одним из возможных механизмов выхода газа при термических испытаниях может быть зернограничное растрескивание топлива [183] при нагреве твэлов.
Выход газа под оболочку твэла во время термических испытаний является важным фактором, определяющим скорость деформации оболочки при сухом хранении и
требует дальнейших исследований.
В результате испытаний при температурах 450-550 °С и тангенциальных напряжениях 37−110 МПа все полномасштабные и рефабрикованные твэлы сохранили герметичность. Максимальная деформация εθ одного твэла составила 2,6 %, еще одного –
2,5 % и у двух твэлов – 1,5 %, что указывает на высокую деформационную способность
оболочек твэлов ВВЭР.
На рисунке 6.46 приведена параметрическая зависимость Ларсона-Миллера, которая связывает тангенциальное напряжение в оболочке
σ θ с температурой испытаний
T и временем до разрушения оболочки τ . Эта зависимость была получена для оболочек твэлов ВВЭР из сплава Zr + 1 % Nb, облученных до выгораний 40−47 МВт⋅сут/кгU
и испытанных в температурном диапазоне 500−570 °С [184] и характеризует длительную прочность оболочек.
lgσθ
283
2.4
параметрическая зависимость
Ларсона-Миллера
2.2
2
450°
500°
1.8
1.6
1.4
15000
550°
15500
16000
16500
17000
17500
18000
P = T(20 + lgτ)
Рисунок 6.46 – Параметрическая зависимость длительной прочности Ларсона-Миллера
для оболочек твэлов ВВЭР и параметрические характеристики рефабрикованных
( ) и полномасштабных твэлов ( ), испытанных при температурах 450-550 °С
Область, лежащая ниже параметрической зависимости, соответствует параметрам
испытаний, при которых твэлы сохраняют герметичность. Видно, что твэл, который
испытывался при температуре 550 °С, и максимальная деформация оболочки εθ у которого составила 2,6 %, близок к пределу деформационной способности оболочки. У
остальных твэлов, особенно у твэлов, которые испытывались при температуре 450 °С,
имеется значительный запас по длительной прочности оболочки.
6.3.3. Предварительный сценарий поведения топлива ВВЭР-1000 при сухом хранении
При разработке предварительного сценария использовались результаты испытаний твэлов ВВЭР-1000 в переходных и аварийных режимах, результаты верификации
феноменологической модели термической ползучести сплава Zr + 1% Nb. В качестве
факторов, влияющих на деградацию топлива при хранении, рассматривались термическая ползучесть оболочки твэла и выход газовых продуктов деления из топливных таблеток под оболочку твэла.
Для расчетов окружной деформации оболочек твэлов был сделан ряд допущений,
в совокупности приводящих к консервативной оценке εθ . Предварительный сценарий
разрабатывался на срок хранения до 50 лет.
284
Прогноз окружной деформации оболочек твэлов ВВЭР-1000 был выполнен для
наиболее нагруженного твэла (максимальное значение
σ θ ) со средним выгоранием,
равным 48,4 МВт⋅сут/кгU. Расчет окружной деформации оболочки твэла выполнен с
учетом следующих исходных данных.
− Окружная деформация оболочки твэла после вакуумной сушки составила в среднем
∼0,15 %. Эта величина
εθ взята из результатов испытаний твэла при температуре
450 °С в течение 53 часов.
− Давление газов под оболочкой твэла при температуре 20 °С равно 2,7 МПа, что на
0,2 МПа выше измеренного значения после термических испытаний твэла при температуре 450 °С. Увеличение давления на 0,2 МПа сделано с учетом погрешности
измерения давления газа после прокола оболочки твэла, что увеличивает консерватизм расчетов.
На рисунке 6.47 приведены результаты расчетов изменения величины тангенциальных напряжений
σ θ в материале оболочки твэла в процессе 50-ти летнего сухого
хранения в предположении отсутствия выхода ГПД из матрицы топлива под оболочку
σθ, МПа
и при линейном выходе ГПД в продолжение всего срока хранения.
100
2
75
50
25
1
0
0
5
10
15
20
25
30
35
40
45
50
t, год
Рисунок 6.47 – Изменения тангенциального напряжения в оболочках при хранении твэлов без выхода (1) и при постепенном (2) линейном выходе ГПД
При отсутствии выхода ГПД величина
σ θ за 50 лет незначительно уменьшается
из-за «расхолаживания» ОЯТ и к концу хранения составит ∼25 МПа. При линейном
выходе ГПД, несмотря на уменьшение температуры твэлов,
σ θ растет, и к концу хра-
нения составит ∼95 МПа.
На рисунке 6.48 приведены результаты расчетов окружной деформации εθ обо-
285
лочки твэла для двух сценариев выхода ГПД из топливной матрицы под оболочку. Из
расчетов видно, что изменение окружной деформации оболочек твэлов εθ происходит
в основном во время вакуумной сушки ОЯТ, и в первые пять лет хранения, когда температура твэлов снижается от 350 до 275 °С.
εθ, %
0.25
2
0.2
1
0.15
0.1
0.05
0
0
10
20
30
40
50
время, год
Рисунок 6.48 – Зависимость окружной деформации ползучести оболочки εθ от времени сухого хранения с учетом отжига радиационного упрочнения: 1 – выход ГПД из
топлива при хранении отсутствует; 2- линейный выход ГПД при хранении ОЯТ
Из рисунка 6.48 видно, что даже при таком консервативном допущении, как линейная зависимость выхода газовых продуктов деления под оболочку твэла во время
хранения, окружная деформация оболочки не превысит ∼0,2 %, что в 10 раз меньше допустимого значения.
6.3.4. Результаты моделирования нормального режима сухого хранения топлива
ВВЭР-1000
Моделирование нормального режима сухого хранения проводилось с использованием 10 герметичных и 3 негерметичных твэлов. Испытания этих твэлов выполнялись в
течение четырех лет при температуре 380 ºС в инертной среде (гелий). В результате испытаний все герметичные твэлы сохранили герметичность.
На рисунке 6.49, а, б в качестве примера приведены зависимости окружной деформации оболочек от времени испытаний для твэлов после 3-х и 4-х топливных циклов эксплуатации в реакторе, и достигших, соответственно, среднего выгорания ∼43,2 и
48,2 МВт⋅сут/кгU.
На полученных зависимостях отчетливо видна стадия неустановившейся ползучести в начале испытаний с последующим постепенным уменьшением скорости ползучести. Сравнивая два твэла друг с другом видно, что чем больше выгорание, тем больше
величина окружной деформации оболочки.
тв.№85, ТВС 0325
0.4
θ,
ε, %
0.5
%
286
0.3
0.5
тв.№157, ТВС 0328
0.4
0.3
0.2
0.2
0.1
0.1
0
0
5000
10000 15000 20000 25000 30000 35000
0
0
5000
10000 15000 20000 25000 30000 35000
Время, час
Время, час
а
б
Рисунок 6.49 – Зависимость средней окружной деформации оболочки твэлов от времени испытаний: а, б − твэл после 4-х и после 3-х топливных циклов, соответственно
В процессе испытаний диаметр оболочек негерметичных твэлов практически не
меняется (рисунок 6.50), так как отсутствует избыточное давление газа под оболочкой.
Основной целью испытаний негерметичных твэлов в инертной среде, как уже отмечалось выше, являлась оценка выхода продуктов деления топлива из-под оболочки
негерметичного твэла в окружающую среду.
На рисунке 6.51 приведе-
ε
0.3
0.2
тв.№37, ТВС Е0325
0.1
0
-0.1
-0.2
-0.3
ны результаты испытаний твэла
со
средним
выгоранием
∼47.2 МВт⋅сут/кгU. Перед испытаниями твэл был проколот и
был выполнен анализ состава
0
5000 10000 15000 20000 25000 30000
Время, час
Рисунок 6.50 – Зависимость средней окружной деформации оболочки твэла после 4-х топливных циклов от времени испытаний
газа, находящегося под оболочкой. Выход газовых продуктов
деления из матрицы топлива
под оболочку за время эксплуа-
тации твэла в реакторе составил ∼1 %. В результате испытаний был зарегистрирован
выход газовых продуктов деления равный ∼2 %. Причем, практически весь выход газов
произошел в начале испытаний при разогреве твэла в стенде до температуры 450 °С
(см. рисунок 6.51). Затем твэл выдерживался при этой температуре в течение ∼ 15 часов, потом охлаждался до ∼ 380 °С и испытывался при данной температуре в течение
∼ 2200 часов.
500
450
400
350
300
250
200
150
100
50
0
5
4
3
2
газовыделение, %
температура, °С
287
1
0
1
10
100
1000
0
10000
время, час
Рисунок 6.51 – Кинетика выхода газовых продуктов деления из топлива при нагреве и
изотермической выдержке твэла в электрообогреваемом стенде: ⎯ − кинетика нагрева;
♦ − выход ГПД, экспериментальные данные
После выхода газовых продуктов деления на начальной стадии испытаний, дальнейший выход газов из топлива зарегистрирован не был. Такой характер выхода газовых продуктов деления из топлива может объясняться особенностью испытаний твэлов
в электрообогреваемом стенде.
Нагрев твэла в электрообогреваемом стенде происходит со стороны оболочки, в
то время как при эксплуатации твэла в реакторе и при сухом хранении разогрев твэла
происходит со стороны топлива. Изменение направления градиента температуры в твэле при термических испытаниях приводит к возникновению напряжений в топливной
таблетке и к ее дополнительному растрескиванию. Это, в свою очередь, приводит к выходу газа, находящегося на границах зерен, по которым проходит растрескивание.
Результаты испытаний при температуре 380 °С в течение трех лет негерметичных
твэлов в инертной среде показали такой же характер выхода газовых продуктов деления из топлива, как и на рисунке 6.51 – относительно большой выход в начале испытаний и практически отсутствие выхода в течение последующих трех лет.
В качестве запроектной аварии рассматривается разгерметизация контейнера и
попадание внутрь атмосферного воздуха.
Герметичные твэлы испытывались в воздушной среде в течение года. Все твэлы
сохранили герметичность. После испытаний на поверхности твэлов наблюдается
сплошная окисная пленка светло-серого оттенка. Максимальное увеличение толщины
окисной пленки составило ∼7 мкм. Величина окружной деформации оболочек твэлов в
пределах погрешности измерений совпадает с величиной окружной деформации герметичных твэлов, испытанных в течение года в инертной среде.
288
При испытаниях негерметичных твэлов в воздушной среде происходит интенсивное окисление топлива с образованием порошкообразной фракции U3O8. При этом значительно увеличивается объем топлива, что приводит к деформации оболочки твэла.
Анализ состава газовой среды в ампуле с негерметичными твэлами показал, что весь
О2, содержащийся в воздухе, расходован на окисление топлива. На рисунке 6.52, а, б, в
в качестве примера приведены, соответственно, внешний вид, рентгенограмма и изменение диаметра участка негерметичного твэла с выгоранием ∼47,1 МВт⋅сут/кгU после
∼5400 часов испытаний в воздухе при температуре 380 °С.
а
диаметр, мм
б
10.5
10.0
9.5
9.0
3475
3500
3525
3550
3575
координата, мм
в
Рисунок 6.52 – Внешний вид (а), рентгенограмма (б) и изменение диаметра (в) участка
негерметичного твэла после испытаний в воздушной среде.
На рисунке 6.52 отчетливо виден локальный характер окисления топлива и деформации оболочки в верхней части топливного столба. Такой характер окисления
топлива объясняется тем, что искусственный дефект в оболочке твэла был сделан в
районе газосборника. Поэтому интенсивное окисление топлива проходило на границе
топливного столба и газосборника. Кроме того, окислительный процесс, по-видимому,
завершился достаточно быстро, так как был израсходован весь кислород, находящийся
в составе воздуха в герметичной ампуле с твэлами. Если бы был постоянный приток
воздуха в ампулу, то процесс окисления, по-видимому, продолжался бы. Это могло
привести к еще большей деформации оболочки и к окислению более протяженного
участка топливного сердечника.
289
Из рисунка 6.52, в видно, что локальная деформация оболочки твэла на участке
длиной ∼50 мм составила ∼1,33 мм, или ∼14,6 %, однако оболочка не разрушилась. При
дальнейшем окислении топлива велика вероятность разрушения оболочки и просыпи
топливной композиции, поэтому дальнейшие испытания были прекращены.
Полученные экспериментальные данные о деформации оболочек облученных
твэлов ВВЭР-1000 при температурах 380 и 450 °С в инертной среде будут использованы для верификации модели поведения ОЯТ ВВЭР-1000 при сухом хранении.
Максимальная температура оболочек твэлов и, следовательно, максимальная скорость ползучести материала оболочки возникает на подготовительной стадии хранения
во время вакуумной сушки контейнера с ОТВС. Поэтому, длительность этого процесса
должна быть по возможности минимизирована.
Исследования процессов выхода продуктов деления из топлива под оболочку твэлов при хранении должны быть продолжены на большей временной базе (3−4 года).
Хотя первые полученные экспериментальные результаты показывают, что при температурах хранения от 350 °С и ниже (с учетом уменьшения остаточного энерговыделения ОТВС) газовыделение из топлива либо незначительно, либо отсутствует.
Гипотетическая запроектная авария с разгерметизацией контейнера, в случае ее
обнаружения и ликвидации в течение года не приведет к разгерметизации твэлов. При
наличии в контейнере негерметичных твэлов и при его разгерметизации возможно,
вследствие окисления топлива, разрушение оболочки негерметичных твэлов с просыпью топлива в объем контейнера. При окислении из топлива происходит интенсивный
выход газовых продуктов деления в окружающую среду. Несмотря на то, что вероятность реализации этих двух событий – разгерметизации твэла и контейнера мала, для
оценки их последствий необходимо продолжить испытания негерметичных твэлов в
воздушной среде для более широкого температурного диапазона (от ∼400 °С и ниже),
для различных размеров дефектов и для разного их расположения по длине твэла.
Выводы по главе 6
1. Разработанные методы и средства исследований ТВС и твэлов ВВЭР позволили
модернизировать традиционную схему послереакторных исследований в части:
− увеличения доли неразрушающих исследований;
− увеличения объема и скорости получения информации о состоянии топлива
после эксплуатации;
− получения качественно новых данных о поведении топлива при эксплуатации и длительном хранении.
290
2. Полученные данные об изменении при эксплуатации геометрических и механических характеристик ТВС ВВЭР-1000 позволили разработать и оперативно внедрить
новое поколение ТВС – ТВСА и ТВС-2 с улучшенными эксплуатационными характеристиками.
3. Результаты механических испытаний чехлов ТВС ВВЭР-440 позволили верифицировать расчетные модели формоизменения чехла при осевом сжатии, а также при
нагружениях внутренним и наружным давлением, и в результате позволили обосновать уменьшение толщины стенки чехла АРК ВВЭР-440 с 2,0 до 1,5 мм, что повысило эффективность использования новой конструкции АРК.
4. В результате исследований негерметичных ТВС и твэлов установлена основная
причина разгерметизации топлива ВВЭР – дебриз-повреждение оболочки твэла.
Это позволило конструкторам ТВС разработать технические решения, внедрение
которых уменьшило вероятность разгерметизации топлива ВВЭР.
5. Результаты испытаний твэлов ВВЭР-440 и ВВЭР-1000 в условиях, моделирующих
различные режимы сухого хранения, позволили разработать модель поведения
топлива, и в первом приближении обосновать по критерию неразгерметизации твэлов безопасность сухого хранения ОТВС ВВЭР-440 и ВВЭР-1000 с выгоранием по
твэлам до 50 МВт⋅сут/кгU в течение 50 лет.
291
ВЫВОДЫ
1. Разработаны методология и модернизированная схема материаловедческих послереакторных исследований ТВС и твэлов ВВЭР, реализация которых позволяет повысить информативность, скорость и экономичность исследований при экспериментальном сопровождении внедрения нового топлива на АЭС.
2. Разработаны и научно обоснованы: метод определение изгибной жесткости ТВС
ВВЭР-1000; оптические и ультразвуковой методы измерения размеров ТВС; методы обнаружения негерметичных твэлов, определения формоизменения ПС СУЗ
ВВЭР-1000, определения зазора между топливом и оболочкой твэла, импульсной
вихретоковой дефектоскопии оболочек твэлов, измерения объема твэлов, измерения усилий извлечения твэлов из каркаса ТВС; методы определения формоизменения чехловой трубы ТВС ВВЭР-440 при испытаниях на устойчивость.
3. В соответствии с предложенной концепцией создания и развития стендов инспекции разработаны структурная схема и рекомендации по компоновке и методическому обеспечению штатного стенда инспекции, которые легли в основу технических проектов стендов инспекции для Балаковской АЭС и проекта «АЭС-2006».
Разработаны и внедрены два поколения стендов на реакторе МИР. Положения
концепции и разработанные методы КГО и вихретоковой дефектоскопии использованы при создании стенда на Калининской АЭС и при модернизации стенда Westinghouse на АЭС «Темелин» (Чехия).
4. Разработаны внутрикамерные стенды для испытаний ТВС ВВЭР-1000 на изгибную
жесткость и испытаний чехлов ТВС ВВЭР-440 на устойчивость.
5. Для обоснования безопасности технологий длительного сухого хранения ОЯТ
ВВЭР разработан методологический подход, схема и стенды для исследований поведения твэлов в различных режимах сухого хранения.
Разработка и практическая реализация научно обоснованных технических
решений, методов и средств исследования ТВС и твэлов ВВЭР в защитных камерах и бассейнах выдержки АЭС позволили решить научно-техническую проблему
модернизации схемы послереакторных исследований для повышения их эффективности (информативность, оперативность и экономичность) при экспериментальном сопровождении внедрения нового топлива на АЭС.
292
СПИСОК СОКРАЩЕНИЙ И УСЛОВНЫХ ОБОЗНАЧЕНИЙ
АЭС
ТВС
PWR
BWR
ВВЭР
РБМК
МИР
с
Т
М
Р
t
λ
f
Pr
–
–
–
–
–
–
–
–
–
–
–
–
–
атомная электростанция
тепловыделяющая сборка
водяной реактор под давлением
водяной реактор кипящий
водо-водяной энергетический реактор
реактор большой мощности канальный
материаловедческий исследовательский реактор
скорость звука
время распространения ультразвуковых волн
множество
плотность вероятности
температура
длина волны
Grz*
– частота ультразвуковых колебаний
– число Прандтля
– модифицированное число Грасгофа
λ
– коэффициент теплопроводности жидкости
β
– коэффициент объемного теплового расширения жидкости
ν
q
– коэффициент кинематической вязкости жидкости
δ
Nuz
σ
Si
Ai
ρ
ξ
Kl, Kt
h
k
→
B
КГО
X,Y,Z
v
S,A
ОТВС
– плотность теплового потока
– толщина пограничного слоя
– число Нуссельта
– среднеквадратическое отклонение
– i-тая мода симметричных нормальных волн
– i-тая мода антисимметричных нормальных волн
– плотность
– волновое число нормальной волны
–
–
–
–
волновые числа продольных и поперечных волн
толщина оболочки твэла
коэффициент затухания волн
вектор прогиба ТВС
–
–
–
–
–
контроль герметичности оболочек твэлов
декартовы координаты
скорость
симметричные и антисимметричные нормальные волны
отработавшая ТВС
293
ОЯТ
ДР
НК
ПССУЗ
БВ
ПМ
ИР
ГК
ПЭЛ
ГПД
ЦТ
ТЦ
ЭТВС
твэл
ППР
УТВС
ТВСА
КИУМ
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
отработавшее ядерное топливо
дистанционирующая решетка ТВС
направляющий канал ТВС
поглощающий стержень системы управления и защиты
бассейн выдержки
перегрузочная машина
исследовательский реактор
горячая (защитная) камера
поглощающий элемент
газовые продукты деления топлива
центральная труба ТВС
топливный цикл
экспериментальная ТВС
тепловыделяющий элемент
планово-предупредительный ремонт
улучшенная ТВС
альтернативная ТВС
коэффициент использования мощности
294
СПИСОК ЛИТЕРАТУРЫ
1. Смирнов В.П. Разработка и совершенствование методов и средств исследований ТВС
и твэлов для лицензирования топлива ЯЭУ: Диссертация в виде научного доклада на
соискание ученой степени доктора технических наук: 05.14.03.- Н. Новгород. – 1996. –
46 с.
2. Иванов В.Б., Басова Б.Г., Дворецкий В.Г., Ходырев Ю.П. Автоматизация дистанционных материаловедческих исследований в горячих лабораториях. – М.: Энергоатомиздат, 1986. – 152 с.
3. Канашов Б.А., Смирнов А.В., Смирнов В.П. Система сбора, обработки и представления результатов исследования тепловыделяющих сборок и твэлов водо-водяных энергетических реакторов: препринт: НИИАР-8(835). – Димитровград, 1992.−18с.
4. Смирнов В.П., Смирнов А.В., Дубровин К.П. и др. Методическое обеспечение исследований отработавших тепловыделяющих сборок водо-водяных реакторов // Сборник
докладов Третьей межотраслевой конференции по реакторному материаловедению,
Димитровград, 27–30 октября 1992 г. – Димитровград: НИИАР, 1994. – Т. 1. – С. 109–
134.
5. Павлов С.В., Сухих А.В., Сагалов С.С. Вихретоковые методы в реакторном материаловедении. – Димитровград: ОАО «ГНЦ НИИАР», 2010. – 216 с.
6. Павлов С.В., Сухих А.В., Сагалов С.С. Гамма-спектрометрия в реакторном материаловедении. – Димитровград: ОАО «ГНЦ НИИАР», 2012. – 314с.
7. RIAR Hot Cells. Material Testing Complex. Methodical Possibilities. IAEA Technical
Meeting on Hot Cell Post-Irradiation Examination Techniques and Poolside Inspection of
Water Reactor Fuel Assemblies, 27–30 November 2006, Buenos Aires, Argentina. – IAEA,
2006.
8. Burukin A., Markov D., Mayorshina G. Results of Examinations of Fission Gas Release
and Fuel Structure of the WWER Fuel Rods with a Burnup of 50 MWd/kgU and Higher after
Their Operation under Normal Conditions and Testing in the MIR Reactor. – Proceedings of
the 7-th International Conference on WWER Fuel Performance, Modelling and Experimental
Support, 17–21 September 2007, Albena Congress Center, Bulgaria. – P. 280.
9. Горячев А.В., Махин В.М., Шулимов В.Н. и др. Основные результаты испытаний на
реакторе МИР-М1 фрагментов ТВС ВВЭР в режиме аварий с потерей теплоносителя //
Сборник докладов VI Российской конференции по реакторному материаловедению,
Димитровград, 11–15 сентября 2000 г. – Димитровград: ГНЦ РФ НИИАР, 2001. Т. 2. –
С. 251–264.
295
10. Кунгурцев И.А., Чесанов В.В., Кузьмин И.В. и др. Некоторые закономерности высокотемпературного окисления и наводораживания оболочек отработавших твэлов
ВВЭР // Сборник докладов VI Российской конференции по реакторному материаловедению, Димитровград, 11–15 сентября 2000 г. – Димитровград: ГНЦ РФ НИИАР, 2001.
Т. 2. – С. 285–302.
11.Государственный научный центр Российской Федерации Научно-исследовательский
институт атомных реакторов. Димитровград, 2002. – 44 с.
12. Дворецкий В.Г., Иванов В.Б., Глушак Н.С. и др. Методики измерения геометрических размеров и формы чехла ТВС: препринт: НИИАР-3(806). − Димитровград, 1991.
13. Звир Е.А., Ионов В.Б., Павлов С.В. и др. Послереакторное состояние твэлов и ТВС
ВВЭР. Атлас. М., 2013. – 227 с.
14. Examination Of Fuel Assembly For Water Cooled Power Reactor. Specialists Meeting,
Tokyo, Japan 9-13 November 1981. IAEA, Vienna, 1982.
15. Underwater Inspection, Repair And Reconstitution Of Water Reactor Fuel. Proceedings of
a technical committee meeting. Paris, 3-6 November 1987, IAEA, Vienna 1988. Rep. IWGF
PT/29, IAEA, Vienna, 1988.
16. Poolside Inspection, Repair and Reconstitution of LWR Fuel Elements. IAEA Technical
Committee Meeting. Lyon, France, October 21-24, 1991, IAEA, Vienna 1993,
TECDOC-692.
17. Poolside Inspection, Repair and Reconstitution of LWR Fuel Elements. IAEA Technical
Committee Meeting. Bad Zurzach, Switzerland, October 7-10, 1997, IAEA, Vienna 1998,
TECDOC-1050.
18. Onsite Non-Destructive Examination Techniques For Irradiated Water - Cooled Power
Reactor Fuel: A Guidebook. IAEA, TECDOC-245, Vienna, 1981.
19. Guidebook on Non-Destructive Examination of Water Reactor Fuel. Technical Reports
series N322. IAEA, Vienna, 1991.
20. Павлов С.В. Стенды инспекции, ремонта и реконструкции ТВС: Обзор. Димитровград: НИИАР, 1996. – 46 с.
21. Knaab H., Fuchs H.-P. Control assembly behaviour, inspection techniques and remedies
against wear at pressurised water reactor. Kerntechnik 54(1989) No 2, P.114.
22. Knaab H. et al. New Pool-site Inspection and Repair Techniques Based on Computer
Support. Ibid [16]. – P. 26-38.
23. Trumpff B. PWR Rod Cluster Control Assemblies (RCCAs) Poolside Inspection. Ibid
[16]. – P. 38-44.
296
24. Gaio P., Esid W. Westinghouse Technology for RCCA Inspection. Ibid [16]. – P.45-53.
25. Dechelotte J. RCCAs in French 900MWe Nuclear Plants: Experience and Strategy. Ibid
[16]. – P.75-79.
26. Bordy M. et al. On-line sipping system. Ibid [16]. – P.15-18.
27. Bournay P. et al. EDF experience on failed fuel management. Ibid [15], IAEA-TC-625/31.
28. Baro G., Sharpenberg R. et al. Ortung detecter Brennstobe in bestralten Brennelementen //
Jahrestagung Kerntechnik: Berichtsband, Berlin, 1980. – P.827-830.
29. Scharpenberg R., u.a. Erfarungen mit einem Brennstab – Schaden – Nachweissystem
(BSN) im Kernkraftwerksbereich. − IV internationale Konferenz über Zerstörungfreie
Prüfung in der Kerntechnik. Lindau, 25-27.5.81, Berichtsband, 1981. – P.441-446.
30. Bäro G., u.a. Inspection und Reparatur von Brennelementen // Atomwirt. – Atomtechn.,
1983. – Bd. 28. – №3. – P.150-153.
31. Boschiero M. et al. On site fuel examination equipment in EDF PWR. − Underwater Inspection, Repair And Reconstitution Of Water Reactor Fuel. − Proceedings of a technical
committee meeting. Paris, 3-6 November 1987, IAEA, Vienna, 1988 − Rep. IWGF PT/29,
IAEA. − TC-625/16.
32. Walton L.A. et al. Locating leaking fuel rods in light water reactors // Mod. Power Sist.
ISSN 0250-7840 MPSYD. Sep. 1985. – V.5(8). – P.41-43.
33. Snyder B.J. Experience with the Brown Boveri Fuel rod detector system (FFRDS). − Underwater Inspection, Repair And Reconstitution Of Water Reactor Fuel. − Proceedings of a
technical committee meeting. Paris, 3-6 November 1987, IAEA, Vienna, 1988 − Rep. IWGF
PT/29, IAEA. − TC-625/15.
34. Snow C.T. Underwatr nuclear fuel inspection and reconstitution at Virginia power. − Underwater Inspection, Repair And Reconstitution Of Water Reactor Fuel. − Proceedings of a
technical committee meeting. Paris, 3-6 November 1987, IAEA, Vienna, 1988 − Rep. IWGF
PT/29, IAEA. − TC-625/35.
35. Bailey W.J. et al. An evaluation of onsite inspection techniques for LWR fuel systems in
the United States. − Examination Of Fuel Assembly For Water Cooled Power Reactor. − Specialists Meeting, Tokyo, Japan 9-13 November 1981. IAEA, Vienna, 1982. – P.17-29.
36. Kim H.K., Sohn D.S., Sun J.M. Experience of poolside examination for verifying the performance of fuel in the republic of Korea. − Poolside Inspection, Repair and Reconstitution of
LWR Fuel Elements. − IAEA Technical Committee Meeting. Lyon, France, October 21-24,
1991. − IAEA, Vienna 1993. − TECDOC-692. – P.19-25.
297
37. Matsuoka T. Fuel Assembly Configuration image analyzer. − Poolside Inspection, Repair
and Reconstitution of LWR Fuel Elements. − IAEA Technical Committee Meeting. Bad Zurzach, Switzerland, October 7-10, 1997. − IAEA, Vienna 1998. − TECDOC-1050. – P. 29-34.
38. Горбатов А.А., Рудашевский Г.Е. Акустические методы измерения расстояний и
управления. − М.: «Энергоиздат», 1981. – 208 с.
39. Yuanhuan, Nie Yong. Distortion Measurement for Fuel Assemblies with Ultrasonic Technique. Post-Irradiation Examination and In-Pile Measurement Techniques for Water Reactor
Fuels. − Vienna: IAEA, 2009. IAEA-TECDOC-CD-1635.
40. Manzel R. et al. The Dimensional Behaviour of LWR Fuel, Post-Irradiation Examination
and Experience. Post irradiation examination and experience // Proceedings of a specialists’meeting, Tokyo, 26-30 November, 1984. Vienna: IAEA, 1985, Rep. IWGFPT/22.
– P. 174-186.
41. Manzel R. et al. Experience and further development with pool-site inspection and reconstitution of LWR-fuel. Light Water Reactor Fuel Performance (Proc. ANS Topical Mtg. Williamsburg, VA, April 1988), American Nuclerr Society, Hinsdale, IL, 1988.
42. Solomon Y., Roesmer T. Measurement of the fuel element crud deposits in PWR. Nucl.
Technol., 1976. – V.29. – P.166-172.
43. Serna J.J., Quecedo M., Fernandez J.R. SICOM: On-site inspection systems. Advanced
post-irradiation examination techniques for water reactor fuel. Proceedings of a Technical
Committee meeting held in Dimitrovgrad, Russian Federation, 14-18 May 2001. IAEA, Vienna, 2002. IAEA-TECDOC-1277. – P.33-40.
44. Nagai M. NED Hot labaratory and its special PIE techniques. Examination Of Fuel Assembly For Water Cooled Power Reactor. Specialists Meeting, Tokyo, Japan 9-13 November
1981. IAEA, Vienna, 1982. – P.272-284.
45. Приборы для неразрушающего контроля материалов и изделий: Справочник. В 2-х
кн. Кн.2 / под ред. В.В. Клюева М.: Машиностроение, 1976. – 326 с.
46. Fish, R.L., Davis, R.B., Pasupathi, V., Klingensmith, R.W., Spent Fuel Characterization
for the Commercial Waste and Spent Fuel Packaging Program, Rep. HEDL-TC-1384, Rev. 1,
Hanford Engineering Development Lab., Richland, WA (March 1980).
47. Tanzawa T. On site under water examination techniques for BWR fuel assemblies. Proceedings of a technical committee meeting. − Underwater Inspection, Repair And Reconstitution Of Water Reactor Fuel. − Proceedings of a technical committee meeting. Paris, 3-6 November 1987, IAEA, Vienna, 1988 − Rep. IWGF PT/29, IAEA. − TC-625/13.
298
48. Breemer N.C., Hubers C. Pool side fuel inspection methods. − Examination Of Fuel Assembly For Water Cooled Power Reactor. − Specialists Meeting, Tokyo, Japan 9-13 November 1981. − IAEA, Vienna, 1982. – P. 285-291.
49. Александров К.А., Прокуданов Д.Л., Павлов С.В. и др. Стенд инспекции ТВС в бассейне выдержки АЭС // Атомная энергия. – 1992. – Т.72. – Вып.1. – С.22-25.
50. Aleksandrov K.A., Prokudanov D.L., Pavlov S.V. et al. Development of methods and
equipment for underwater inspector and repair of water reactor fuel assemblies in the Soviet
Union: Underwater inspection repair and reconstitution of water reactor fuel. − Proceedings of
a technical committee meeting organized by the IAEA and held in Paris, 3-6 November 1987.
− IAEA, Vienna, 1988. – P.55-64. − Rep. I WGFPT/29.
51. Прокуданов Д.Л., Александров К.А., Троицкий С.В., Павлов С.В. Стенд для испытания оборудования и отработки методик инспекции твэлов и тепловыделяющих сборок в условиях бассейнов выдержки АЭС // Вопросы Атомной Науки и Техники: Сер.
Атомное материаловедение. – 1988. – Вып. 5(30). Методика и техника испытаний и исследований в реакторном материаловедении. – С.24-29.
52. Gundtoft H.E., Nielsen T., Agerup C.C. Experience with a new ultrasonic inspection system for non-destructive examination of canning tubes // Nucl. Fuel Qual. Assur. Vienna,
1976. – P. 265-278.
53 .Pashkevichius G., Krivov I., Krivoshein G. Equipment for repair of RBMK-1500 fuel assemblies of Ignalina NPP. − Technical Meeting, on Poolside Inspection and Repair of Water
Reactor Fuel. Rez, Czech Republic, 10-13 June 2003, IAEA. − Vienna, 2003. − TI-TM25642. – P.128-135.
54. Krivoshein G., Krivov I. The repair of irradiated fuel assemblies of RBMK-1500. Advanced post-irradiation examination techniques for water reactor fuel. − IAEA, Vienna, 2002.
− TECDOC-1277. – P.159-172.
55. Павлов С.В. Методология материаловедческих исследований ТВС и ТВЭЛов ВВЭР
для оперативного сопровождения внедрения нового топлива на АЭС // Известия вузов.
Ядерная энергетика. – 2014. – № 3. – С. 25-34.
56. Pavlov S.V., Smirnov V.P., Mytarev A.V. et al. Methods for WWER-1000 fuel testing
under dry storage conditions. IAEA-CN-102/77P, p.541-551. Storage of Spent Fuel from
Power Reactors. International Conference held in Vienna, 2-6 June 2003. IAEA-CSP-20/CD
ISBN92-0-109603-8.
57. Павлов С.В., Крицкий В.Г., Ильин П.А. и др. Материаловедческие проблемы длительного мокрого и сухого хранения ОЯТ ВВЭР и РБМК // Сборник докладов IX Рос-
299
сийской конференции по реакторному материаловедению, Димитровград, 14–18 сентября 2009 г. – Димитровград: ОАО «ГНЦ НИИАР», 2009. - С. 455–477.
58. Павлов С.В., Сагалов С.С., Амосов С.В. Система неразрушающего контроля облучённых твэлов для стенда инспекции тепловыделяющих сборок ВВЭР // Известия вузов. Ядерная энергетика. – 2010. – №. 3. – С. 5−11.
59. Павлов С.В. Разработка методов и средств исследования ТВС и твэлов ВВЭР в бассейнах выдержки ядерных реакторов: Автореферат диссертации на соискание ученой
степени кандидата технических наук. − Н.Новгород, 2006.
60. Материалы работ межведомственной комиссии по выяснению причин застревания
ОР СУЗ на энергоблоках с ВВЭР-1000. Т.1-8. − М.: Концерн «Росэнергоатом», 1996.
61. Гапшис А.А., Каспарайтис А.Ю., Модестов М.Б. и др. Координатные измерительные машины и их применение − М.: «Машиностроение», 1988. − 328 с.
62. Павлов С.В. Стенд инспекции ТВС ВВЭР-1000 // Труды научно-технической конференции концерна «Росэнергоатом» «Итоги выполнения программы НИОКР и плана
мероприятий по обеспечению ядерной, радиационной, технической и пожарной безопасности АЭС в 1999 г. и задачи на 2000 г.». − 16-17 марта 2000, ЭНИЦ ВНИИАЭС,
Электрогорск. − М.: ВНИИАЭС, 2000. – С.153-159.
63. Корн Г., Корн Т. Справочник по математике для научных работников и инженеров.
− М.: «Наука», 1970. – 720 с.
64. Прэтт У. Цифровая обработка изображений. − М.: «Мир», 1982. – 781 с.
65. ГОСТ 427-75. Линейки измерительные металлические. Основные параметры и размеры. Технические требования. − М.: «Издательство стандартов», 1977.
66. Чиркин В.С. Теплофизические свойства материалов. − М.: «Физ.-мат.», 1959. – 295с.
67. Павлов С.В., Заруднев Н.Е., Александров К.А., Мытарев А.В. и др. Автоматизированная система отработки телевизионного изображения для инспекции облученных
твэлов и тепловыделяющих сборок: Тезисы докладов на Всесоюзный семинар «Методика и техника реакторных и послереакторных экспериментов в радиационном материаловедении», Димитровград, 9-11июня, 1987.
68. Алешин М.П., Белый В.Е., Вопилкин А.Х. и др. Методы акустического контроля
металлов. − М.: «Машиностроение», 1989. − 456 с.
69. Королев М.В. Эхо-импульсные толщиномеры. − М.: «Машиностроение», 1980. −
111с.
300
70. Ермолов И.Н. Теория и практика ультразвукового контроля. − М.: «Машиностроение», 1981. − 240с.
71. Выборнов Б.И. Ультразвуковая дефектоскопия. − М.: «Металлургия», 1985. − 256с.
72. Бражников Н.И. Ультразвуковые методы. − М.: «Энергия», 1965. − 43с.
73. Павлов С.В., Шалагинова Т.М., Михайлов С.В., Прокуданов Д.Л. Исследование
влияния естественной конвекции на результаты измерения геометрических характеристик твэлов и тепловыделяющих сборок ультразвуковыми методами в условиях бассейнов выдержки: препринт: НИИАР-8(811): − Димитровград, 1991, 28с.
74. Павлов С.В. Неразрушающие ультразвуковые методы исследований облученного
топлива ядерных реакторов. – Димитровград: ОАО «ГНЦ НИИАР», 2013. – 256с.
75. Владимиров В.И. Практические задачи по эксплуатации ядерных реакторов. − М.:
«Энергоатомиздат», 1976. – 304 с.
76. Влит Г.С., Лайю С.К. Экспериментальное исследование турбулентных пограничных
слоев в условиях естественной конвекции // Теплопередача. – 1969. – №4. – С.73-96.
77. Лыков А.В. Тепломассообмен: Справочник. − М.: «Энергоатомиздат», 1978. – 480 с.
78. Джалурия Й. Естественная конвекция: Тепло- и массообмен. − М.: Мир,1983.– 400с.
79. Pavlov S.V., Smirnov V. Experience of development of the methods and equipment and
the prospects for creation of WWER spend fuel examination stands. Poolside inspection, repair and reconstitution of LWR fuel elements. − Proceedings of a Technical Committee meeting held in Bad Zurzach, Switzerland, 7−10 October 1997. − VIENNA: IAEA, 1998. − IAEATECDOC-1050.
80. Павлов С.В., Шалагинова Т.М., Михайлов С.В., Воробей И.М. Методика определения формоизменения поглощающих стержней системы управления и защиты реактора
ВВЭР-1000: Обзор основных исследовательских работ, выполненных в 1995 г. − Димитровград: ГНЦ РФ НИИАР, 1996. – С. 121−123.
81. Викторов И.А. Физические основы применения ультразвуковых волн Рэлея и Лэмба
в технике. − М.: «Наука», 1966. – 169 с.
82. Михайлов Р.Н. К вопросу о распространении и затухании нормальных волн в замкнутой цилиндрической оболочке // Вибрации и шумы. − М.: «Наука», 1969. – С.3543.
83. Викторов И.А., Зубова О.М. Нормальные волны в твердом цилиндрическом слое //
Акустический журнал. – 1963. – Т.IX. – Вып.1. – С.19-22.
301
84. Павлов С.В., Воробей И.М., Шалагинова Т.М. Исследование акустического тракта
ультразвуковых методов обнаружения негерметичных твэлов в составе ТВС: препринт:
НИИАР-1(856). − Димитровград, 1997. – 22с.
85. Меркулов Л.Г. Затухание нормальных волн в пластинах, находящихся в жидкости //
Акустический журнал. – 1964. – Т.Х. – Вып.2. – С.206-212.
86. Ильюха П.Т. и др. Фазовые скорости и затухание нормальных волн в пластине, лежащей на жидком полупространстве // Математические методы в механике. – Кишинев,
«Штиинца», 1976. – Вып.40. – С.20-30.
87. Павлов С.В. Ультразвуковой метод обнаружения негерметичных тепловыделяющих
элементов ядерных реакторов // Журнал РАН «Дефектоскопия».–2011.– № 5.– С.23−38.
88. Pavlov S.V. An Ultrasonic Method for the Detection of Leaking Fuel Elements in Nuclear
Reactors // Russian Journal of Nondestructive Testing, 2011. – V. 47. – No 5. – P. 311−322.
89. Александров К.А., Павлов С.В., Иванов В.Б. Ультразвуковой метод обнаружения
разгерметизированных твэлов в составе тепловыделяющей сборки // Вопросы атомной
науки и техники: Сер. Атомное материаловедение. – 1988. – Вып. 5(30). Методика и
техника испытаний и исследований в реакторном материаловедении. – С. 30−33.
90. Павлов С.В., Александров К.А. Метод построения оптимальной системы идентификации негерметичных твэлов: препринт: НИИАР-2(765).− М.: ЦНИИатоминформ, 1989,
23с.
91. Павлов С.В. Метод обнаружения негерметичных твэлов в ТВС ВВЭР и РБМК и результаты его апробации // Атомная энергия. – 2009. – Т. 106. – Вып. 2. – С. 84−88.
92. Павлов С.В. Местников А.В. Инспекция твэлов в бассейне выдержки исследовательского реактора // Атомная энергия. – 1992. – Т. 72. – Вып. 1. – С.18−22.
93. Pavlov S.V., Dvoretzkij V.G., Mestnikov V. et al. Poolside inspection of fuel rods from
experiments in research reactors. Poolside inspection, repair and reconstitution of LWR fuel
elements. − Proceedings of a Technical Committee Meeting held in Lyon, France, 21−23 October 1991. − Vienna: IAEA, 1993. – P. 68−72. − IAEA-TECDOC-692.
94. Павлов С.В., Шерин В.А., Смирнов П.С., Местников А.В. Оценка сравнительной
эффективности инспекции твэлов в бассейне выдержки исследовательского реактора:
препринт: НИИАР-5(808). – Димитровград, 1991. – 20с.
95. Грачёв А.Ф., Александров К.А., Павлов С.В. и др. Петлевое облучательное устройство для оперативной инспекции твэлов // Вопросы атомной науки и техники: Сер. Материаловедение и новые материалы. – 1989. – Вып. 3(34). – С. 27−30.
302
96. Павлов С.В., Ильин П.А., Михайлов С.В., Шалагинова Т.М. Результаты апробации
ультразвукового метода обнаружения негерметичных твэлов в ТВС реактора ВВЭР //
Сборник трудов ОАО «ГНЦ НИИАР». – 2004. – Вып. 4. – С. 29-34.
97. Pavlov S., Amosov S., Sagalov S., Kostyuchenko A. Express Diagnostics of WWER Fuel
Rods at Nuclear Power Plants. − Proceedings of the 8-th International Conference on WWER
Fuel Performance, Modelling and Experimental Support, 26 September–4 October 2009, Helena Resort, Bulgaria. – P. 158−166.
98. Павлов С.В. Влияние выгорания топлива на эффективность ультразвукового метода
обнаружения негерметичных твэлов в ТВС ВВЭР-1000 // Атомная энергия. – 2011. –
Т. 110. - Вып. 4. – С. 203−207.
99. Решетников Ф.Г., Бибилашвили Ю.К., Головнин И.С. и др. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов.– М.:
Энергоатомиздат, 1995. – 320 с.
100. Павлов С.В. Основные результаты послереакторных исследований ТВС реакторов
ВВЭР-1000 // Сборник докладов X Российской конференции по реакторному материаловедению, Димитровград 27-31 мая 2013г.-г.–Димитровград: НИИАР, 2013.–С.75-106.
101. Новосёлов А.Е., Павлов С.В., Поленок В.С. и др. Состояние оболочек твэлов ВВЭР
после шести лет эксплуатации // Физика и химия обработки материалов. – 2009. – № 2.
– С. 24–32.
102. Markov D.V., Polenok V.S., Zhitelev V.A. et al. State and parameters of VVER fuel
rods with a burnup achieving 73 MW⋅day/kgU. – 2008 Water Reactor Fuel Performance
Meeting, October 19–23, 2008, Seoul, Korea. www.wrfpm2008.org, Paper 8003.
103. Павлов С.В. Влияние надежности идентификации герметичных и негерметичных
твэлов на результаты ремонта тепловыделяющих сборок // Вопросы Атомной Науки и
Техники: Сер. Материаловедение и новые материалы. – 1993. – Вып. 3(50). Методика и
техника испытаний и исследований в реакторном материаловедении. – С.7-11.
104. Пат. 2262757 РФ G21 с17/06, 17/07. Способ обнаружения негерметичных тепловыделяющих элементов / Павлов С.В., Смирнов В.П., Смирнов А.В., Петров И.В., Аксенов П.М., Самойлов О.Б. – 2005. – Бюллетень № 29.
105. Вайделих Л. Импульсные вихретоковые токи. Методы неразрушающих испытаний
/ под ред. Р. Шарпа. – М.: Мир, 1972. – С. 394-427.
106. А.с. 1033948 СССР, МПК5G01 N27/90. Электромагнитный импульсный дефектоскоп / А.Г.Лещинский // Бюллетень открытий, изобретений и товарных знаков. – 1983.
– №29. – С.166.
303
107. Канашов Б.А., Иванов В.Б., Лещинский А.Г. и др. Автомат для дистанционных измерений геометрических параметров и дефектоскопии оболочек облученных твэлов //
Вопросы атомной науки и техники: Сер. Атомное материаловедение. – 1988. – Вып.
6(31). – С. 20-24.
108. Иванов В.Б., Лещинский А.Г., Сухих А.В. Импульсная вихретоковая дефектоскопия с отстройкой от фоновых факторов // Вопросы атомной науки и техники: Сер. Реакторное материаловедение. – 1987. – Вып. 3(33). – С. 41-52.
109. Giguere S., Lepine B.A., Dubois J.M.S. Pulsed Eddy Current (PEC) Characterization of
Material Loss in Multi-Layer Structures // Canadian Aeronautics and Space Journal, 2000. –
V. 46. – No. 4. – P. 204–208.
110. Kiwa T., Kawata T., Yamada H., Tsukada K. Fourier-transformed eddy current technique to visualize cross-sections of conductive materials // NDT&E International. – 2007. –
V. 40. – P. 363–367.
111. Tian G. Y., Sophian A. Defect classification using a new feature for pulsed eddy current
sensors // Ibid. – 2005. – V. 38. – Р. 77–82.
112. Moulder J.C., Moines W.D., Shaligram S.K. et. al. Pulsed eddy current inspection and
the calibration and display of inspection results. US Patent N6037768, 2000.
113. Пат. 2429468 РФ, МПК8 G01N27/90. Способ импульсной вихретоковой дефектоскопии / С.С.Сагалов, А.В.Сухих, С.В.Павлов // Бюллетень №26. – 2011.
114. Сагалов С.С. Разработка средств и методов оперативной вихретоковой дефектоскопии облученных твэлов ВВЭР с оболочками из сплава Zr-1%Nb: автореферат диссертации на соискание ученой степени кандидата технических наук. – Димитровград,
2011 г., 22с.
115. Strasser A., Sunderland D. A review of recent LWR fuel failures. – Proc. IAEA TCM
“Fuel failure in normal operation of water reactors: experience, mechanisms and management”, Dimitrovgrad, Russia, 26–29 May 1992. – IAEA TECDOC-709. – Vienna: IAEA,
1993. – P. 17–25.
116. Yang R., Cheng B., Deshon J.et al. Fuel R & D to Improve Fuel Reliability // Journal of
Nuclear Science and Technology, 2006. – V. 43. – No. 9. – P. 951–959.
117. Марков Д.В., Перепёлкин С.О., Поленок В.С. и др. Причины разгерметизации и
послереакторное состояние негерметичных твэлов ВВЭР и РБМК // Атомная энергия. –
2005. – Т. 99. – Вып. 5. – С. 376–380.
304
118. Сухих А.В., Сагалов С.С., Павлов С.В. и др. Использование импульсного метода
вихретокового контроля для дефектоскопии облученных твэлов ВВЭР // Атомная энергия. – 2009. – Т. 107. – Вып. 2. – С.115–118.
119. Тутнов А.А., Ульянов А.И. Термомеханика твэлов энергетических реакторов //
Атомная энергия. – 1987. – Т. 62. – Вып.5. – С. 326-333.
120. Manzel R., Knaab H. Performance evaluation of LWR fuel. Specialists Meeting on Examination of Fuel Assembly For Water Cooled Power Reactors. Tokyo, Japan 9-13 November 1981, Austria: IAEA, 1982. – P. 152-159.
121. Амосов С.В., Павлов С.В. Установка неразрушающего измерения зазора между
топливом и оболочкой твэла // Вопросы атомной науки и техники: Сер. Материаловедение и новые материалы. – 1991. – Вып. 6(40). – С. 17–18.
122. Амосов С.В., Павлов С.В. Особенности определения зазора между топливом и
оболочкой твэла неразрушающим методом // Сборник трудов НИИАРа. – 2000. –
Вып. 4. – С. 24–34.
123. А.с. 1144488 СССР, МПК G 01L1/16 .Способ измерения механического напряжения пьезоэлемента / Д.Л. Прокуданов, С.В. Павлов, К.А. Александров, Ю.Г. Загуменнов
// Бюллетень открытий, изобретений и товарных знаков. – 1985. – № 32.
124. Трофимов А.И. Пьезоэлектрические преобразователи статистических нагрузок.М.: Машиностроение, 1979. – 22 с.
125. Поленок В.С., Павлов С.В., Смирнов В.П. и др. Исследования по проблеме, связанной с изгибом ТВС ВВЭР-1000 при эксплуатации // Сборник докладов Пятой межотраслевой конференции по реакторному материаловедению, Димитровград, 8–12 сентября 1997 г. – Димитровград: ГНЦ РФ НИИАР, 1998. – Т. 1. – Ч.1. – С. 47–58.
126. Павлов С.В., Поленок В.С., Смирнов В.П. Методика определения прогибов ТВС
126.
ВВЭР-1000 при поперечных нагружениях // Сборник трудов НИИАРа. – 1998. – Вып. 3.
– С. 85–93.
127. Смирнов В.П., Дворецкий В.Г., Поленок В.С., Павлов С.В. Комплекс методик исследования характеристик жесткости конструкций облученных ТВС в защитных камерах // Сборник рефератов семинара КНТС РМ «Методическое обеспечение реакторного
материаловедения», Димитровград, 30-31 марта 1999г. – Димитровград: ГНЦ РФ
НИИАР, 1999. – С. 46.
128. Павлов С.В., Звир Е.А. Анализ погрешности методики измерения объёма твэлов //
Вопросы атомной науки и техники: Сер. Материаловедение и новые материалы. – 1993.
305
– Вып. 3(50). Методика и техника испытаний и исследований в реакторном материаловедении. − С. 11−19.
129. Поленок В.С., Павлов С.В., Ещеркин А.В. и др. Расчетно-экспериментальные исследования в обоснование использования чехловой трубы с толщиной стенки 1.5мм для
АРК ВВЭР-440 // Сборник докладов VI Российской конференции по реакторному материаловедению, Димитровград, 11–15 сентября 2000 г. – Димитровград: ГНЦ РФ
НИИАР, 2001. – Т. 2. – С. 3–20.
130. Павлов С.В., Местников А.В. Инспекция твэлов в бассейне выдержки исследовательского реактора // Тезисы докладов на Всесоюзном научно-техническом совещании
«Техническая диагностика и эксплуатационный контроль на АЭС: состояние и перспективы развития». Калининская АЭС, декабрь 1990 г. − М., 1990. – С.79-80.
131. Бурукин А.В., Долгов А.И., Павлов С.В и др. Ввод в опытную эксплуатацию стенда промежуточной инспекции твэлов в бассейне выдержки реактора МИР: Отчет об основных исследовательских работах, выполненных в 2011г. – Димитровград, 2012. –
С.87-88.
132. Бурукин А.В., Долгов А.И., Павлов С.В. и др. Комплекс оборудования для проведения промежуточных исследований твэлов в бассейне выдержки реактора МИР.М1. //
Сборник докладов X российской конференции по реакторному материаловедению, Димитровград, 27–31 мая 2013 г. – Димитровград: НИИАР, 2013. – С. 817–826.
133. Burukin A.V., Dolgov A.I., Pavlov S.V. et al. Equipment for Interim examinations of
Fuel Rods in the Reactor Storage Pool. – 10th International Conference on WWER Fuel Performance, Modeling and Experimental Support. 7-14 September 2013, Sandanski, Bulgaria.
134. Pressurized Water Reactor Fuel Cleaning Using Advanced Ultrasonics, EPRI, Palo Alto,
CA, and AmerenUE, Fulton, MO: 2000. 1001052.
135. Sánchez A., Doncel N., Rubio G., Gago J.L., Deshon J. Spanish Experience of Fuel Performance under Zinc Injection Conditions in High Duty Plants / 2008 Water Reactor Fuel
Performance Meeting, 19-23 October 2008, Seoul, Korea, paper No. 8065.
136. Alvarez P., Marta H., Arguelles D. Ultrasonic Fuel Cleaning System / Transactions of
International Meeting on LWR Fuel Performance / Top Fuel 2006, 22-26 October 2006, Salamanca, Spain. – P. 106-110.
137. J.-Y. Park, Y.-B. Kwon, J.-S. Choi, J.Y. Park, J.C. Shin. KNFC Fuel Service Technology
Development // 18th International Conference on Structural Mechanics in Reactor Technology (SMiRT 18), 7-12 August 2005, Beijing, China, SMiRT18-O03-2.
306
138. Приборы для неразрушающего контроля материалов и изделий. Кн. 1, 2. / под ред.
В.В. Клюева. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 488 с.
139. Стенд инспекции ТВС ВВЭР-1000. − Технический проект №320.19.00.00.000. −
ФГУП ОКБ «Гидропресс», 1999.
140.
Измерительно-управляющая
система стенда инспекции
кассет
реакторов
ВВЭР-1000. − Технический проект №19В.404.000.00. − ФГУП «ГНЦ РФ НИИАР»,
1999.
141. Molchanov V. , Sharikov A. , Samoilov O. et al. Poolside Inspection of VVER-1000
AFA at Kalinin NPP Experience and Development IAEA Technical Meeting on Poolside Inspection and Repair of Water Reactor Fuel. June 10-13, 2003, Rez, Czech Republic. TI-TM25642, IAEA, Vienna, Austria, 2003. – P.151-161.
142. Pavlov S.V., Smirnov V.P. et al. Repair of the WWER-1000 Fuel Assemblies: Technical
Aspects and Experimental Results. − Technical Meeting, on Poolside Inspection and Repair
of Water Reactor Fuel. Rez, Czech Republic, 10-13 June 2003. − IAEA, Vienna, 2003. − TITM-25642. – P.140-150.
143. Павлов С.В., Амосов С.В., Михайлов С.В., Сагалов С.С., Костюченко А.Н. Создание измерительных систем контроля герметичности оболочек твэлов и вихретоковой
дефектоскопии для стендов инспекции и ремонта ТВС ВВЭР-1000 // Сборник трудов
НИИАРа. – 2010. – Вып. 3. – С. 3–7.
144. Патент на полезную модель 139831 РФ, МПК G21C17/07. Манипулятор контроля
герметичности оболочек тепловыделяющих элементов / Амосов С.В., Гончаров Д.А.,
Михайлов С.В., Павлов С.В., Смирнов В.П., Хихля Ю.Б. // 2014. – Бюллетень № 12.
145. Korotkevich V.M., Kudryavtsev E.G. Some aspects of Russian nuclear fuel cycle development. IAEA-CN-102/80. Storage of Spent Fuel from Power Reactors. International Conference held in Vienna, 2-6 June 2003. – P. 99-103.
146. Vaclav J. Power reactor spent fuel storage in Slovakia. IAEA-CN-102/44. Storage of
Spent Fuel from Power Reactors. International Conference held in Vienna, 2-6 June 2003. –
P. 61-63.
147. J.Coufal, K.Brzobohaty. Spent fuel storage facilities in the Czech Republic. IAEA-CN102/9. Storage of Spent Fuel from Power Reactors. International Conference held in Vienna,
2-6 June 2003. P. 22-24
148. Takats F., Buday G. Spent fuel dry storage in Hungary. Storage of Spent Fuel from Power Reactors. International Conference held in Vienna, 2-6 June 2003. – IAEA-CN-102/23. –
P. 25-29.
307
149. Steinberg N., Afanasyev A.A. National policy in the area of spent fuel management in
Ukraine: Current status and trends (prospective). IAEA-CN-102/49. Storage of Spent Fuel
from Power Reactors. International Conference held in Vienna, 2-6 June 2003. – P. 70-77.
150. Павлов С.В., Мытарев А.В. Методическое обеспечение испытаний твэлов в условиях, моделирующих «сухое» хранение отработавшего ядерного топлива: Отчет об основных исследовательских работах, выполненных в 2002 г. ФГУП ГНЦ РФ НИИАР. –
Димитровград, 2003. – С. 137-138. ISBNS-94831-026-4.
151. Pavlov S., Smirnov V., Dyck P. WWER-440 Fuel Rod Experiments Under Simulated
Dry Storage Conditions. − IAEA-TECDOC-CD-1385, July 2004.
152. Peehs M. et al. LWR Spent Fuel Behavior. J. Nucl. Mater., 1986. – V. 137. – No.3.
153. Bibilashvili Yu.K., Kadarmetov I.M., Medvedev A.V., Socolov F.F. Permissible temperatures of WWER spent fuel under dry storage conditions. Second International Seminar on
WWER Fuel Performance, Modeling and Experimental Support: Sandanski, Bulgaria, 21-25
April 1997.
154. Harry Spilker, Martin Peehs et al. Spent LWR fuel dry storage in large transport and
storage casks after extended burnup. J. Nucl. Mater., 1997. – V.250. – P. 63-74.
155. Рогозянов А.Я., Кобылянский Г.П. Внереакторная ползучесть сплава Zr-1%Nb в
изделиях для атомной энергетики // Сборник докладов пятой межотраслевой конференции по реакторному материаловедению, Димитровград, 8–12 сентября 1997 г. – Димитровград: НИИАР, 1998. – Т. 2. – Ч. 1. – С. 164-195.
156. Рогозянов А.Я., Кобылянский Г.П., Новоселов А.Е., Нуждов А.А., Медведев А.В.,
Кадарметов И.А. Радиационно-термическая ползучесть оболочечных труб из сплавов
циркония // Сборник докладов шестой российской конференции по реакторному материаловедению, Димитровград, 11–15 сентября 2000г. – Димитровград: НИИАР, 2001. –
Т. 2. – Ч. 2. – С.111-127.
157. Рогозянов А.Я. Закономерности и модели многокомпонентной термической и радиационно-термической ползучести оболочечных труб из циркониевых сплавов: Диссертация на соискание ученой степени доктора технических наук. – Москва, 2001.
158. Enin A., Bezborodov Y., Pluzhnikov D. Improvement of WWER-1000 FA Design and
Manufacturing Techniques: The Basic Results of Operation WWER-1000 FA Made by JSC
NCCP. – Proceedings of the 8-th International Conference on WWER Fuel Performance,
Modelling and Experimental Support, 26 September–4 October 2009, Helena Resort, Bulgaria. – Р. 201–209.
308
159. Vasilchenko I., Dragunov Yu., Ryzhov S. et al. Choosing the Governing Solutions for
FA of AES-2006. – Proceedings of the 7-th International Conference on WWER Fuel Performance, Modelling and Experimental Support, 17–21 September 2007, Albena Congress
Center, Bulgaria. – Р. 205.
160. Molchanov V., Starikov A., Samoilov O. et al. Results of TVSA Fuel Assembly Development and 10-Year Operation in WWER-1000 Reactor Cores: Development Trends. – Proceedings of the 8-th International Conference on WWER Fuel Performance, Modelling and
Experimental Support, 26 September–4 October 2009, Helena Resort, Bulgaria. – Р. 191–200.
161. Molchanov V., Starikov A., Samoilov O. et al. Results of WWER-1000 TVSA Operation
and Tendencies for Design Development. – Proceedings of the 7-th International Conference
on WWER Fuel Performance, Modelling and Experimental Support, 17–21 September 2007,
Albena Congress Center, Bulgaria. – P. 218.
162. Марков Д.В., Павлов С.В., Новоселов А.Е. Топливо ВВЭР и РБМК нового поколения: результаты послереакторных исследований, обоснование надежности и работоспособности // Сборник докладов IX Российской конференции по реакторному материаловедению, Димитровград, 14–18 сентября 2009 г. – Димитровград: ОАО «ГНЦ НИИАР».
– 2009. – С. 24–46.
163. Markov D.V., Pavlov S.V., Novoselov A.Ye. et al. New Generation VVER and RBMK
Fuel: Results of Post-irradiation Examinations, Justification of Operational Reliability. – Proceedings of 2010 LWR Fuel Performance/TopFuel/WRFPM Orlando, Florida, USA, September 26–29, 2010. Paper 006. – P. 504–512.
164. Pavlov S.V. Key Results of WWER-1000 Fuel Assemblies Post-Irradiation Examinations. – 10th International Conference on WWER Fuel Performance, Modeling and Experimental Support. 7-14 September 2013, Sandanski, Bulgaria.
165. Markov D.V., Polenok V.S., Zhitelev V.A. et al. State and parameters of VVER fuel
rods with a burnup achieving 73 MW⋅day/kgU. – 2008 Water Reactor Fuel Performance
Meeting, October 19–23, 2008, Seoul, Korea. www.wrfpm2008.org, Paper 8003.
166. Жителев В.А., Канашов Б.А., Павлов С.В. и др. Изменение геометрических параметров твэлов водо-водяных энергетических реакторов при эксплуатации до выгорания
50МВт⋅сут/кгU: препринт: НИИАР-4(859). – Димитровград, 1997. − 19 с.
167. Amosov S.V., Pavlov S.V. Specific features of the determination of the pellet-cladding
gap of the fuel rods by nondestructive method. Advanced post-irradiation examination techniques for water reactor fuel. – Proc. of a Technical Committee meeting held Dimitrovgrad,
Russian Federation, 14–18 May, 2001. – IAEA-TECDOC-1277, 2002. – P. 73–79.
309
168. Кобылянский Г.П., Новосёлов А.В. Радиационная стойкость циркония и сплавов
на его основе: справочные материалы по реакторному материаловедению / под ред.
В.А. Цыканова. – Димитровград: ГНЦ РФ НИИАР, 1996.
169. Markov D., Smirnov V., Smirnov A. et al. Integration of post-irradiation examination
results of failed WWER fuel rods. – Proc. of the Fifth International Conference WWER Fuel
Performance, Modelling and Experimental Support, 29 September–3 October 2003, Albena,
Bulgaria. – P. 273–278.
170. Марков Д.В., Сухих А.В., Перепёлкин С.О. и др. Повреждение оболочек твэлов
ВВЭР и РБМК при нормальных условиях эксплуатации // Сборник докладов Седьмой
российской конференции по реакторному материаловедению, Димитровград, 8–12 сентября 2003 г.–Димитровград: ФГУП «ГНЦ РФ НИИАР», 2004. – Т. 2. – Ч. 1. С. 145–155.
171. Locke D. The behaviour of defective reactor fuel // Nucl. Engng Design. – 1972. – № 2.
– P. 318–330.
172. Locke D. Mechanism of deterioration of defected LWR fuel. – In: The Behaviour of Zirconium Alloy Clad Ceramic Fuel in Water Cooled Reactors IWGFPT-6. – Vienna: IAEA,
1980. – P. 101–112.
173. Davies J. Secondary damage in LWR fuel following PCI defection-characteristics and
mechanisms. – In: The Behaviour of Zirconium Alloy Clad Ceramic Fuel in Water Cooled
Reactors IWGFPT-6. – Vienna: IAEA, 1980. – P. 135–147.
174. Троянов В.М., Павлов С.В. Стратегия поиска. Задачи ОАО «ГНЦ НИИАР» в области научно-технического обоснования ядерного топлива для атомных электростанций //
Росэнергоатом. – 2011. – №4. – С.58-61.
175. Марков Д.В., Поленок В.С., Перепелкин С.О. и др. Состояние топлива и выход цезия из негерметичных твэлов ВВЭР // Сборник трудов. – Димитровград: ФГУП «ГНЦ
РФ НИИАР», 2006. – Вып.2. – С. 38-46.
176. Перепелкин С.О., Марков Д.В., Поленок В.С. и др. Результаты послереакторных
исследований негерметичных твэлов ВВЭР // Сборник трудов. – Димитровград: ФГУП
«ГНЦ РФ НИИАР», 2007. – Вып.4. – С.12-21.
177. Поленок В.С, Марков Д.В., Жителев В.А. и др. Состояние и параметры твэлов
ВВЭР с выгоранием топлива до 75 МВт⋅сут/кгU // Сборник трудов. – Димитровград:
ФГУП «ГНЦ РФ НИИАР», 2007. – Вып.4. – С.3-11.
178. Павлов С.В., Смирнов В.П., Мытарев А.В., Шалагинова Т.М. Испытания твэлов
ВВЭР для обоснования безопасности «сухого» хранения облученного ядерного топли-
310
ва: Отчет об основных исследовательских работах, выполненных в 2002г., Димитровград, 2003. – С.137-138.
179. Павлов С.В., Смирнов В.П., Шалагинова Т.М., Ильин П.А. и др. Результаты исследований твэлов ВВЭР-1000 после термических испытаний в условиях, моделирующих
различные режимы сухого хранения ОЯТ // Тезисы докладов на Шестой международной научно-технической конференции МНТК-2008 «Безопасность, эффективность и
экономика атомной энергетики», Москва, 21-23 мая, 2008. – С. 264-265.
180. Pavlov S., Smirnov V., Shalaginova T. et al. Results of Investigation of the WWER-1000
Fuel Rods after Thermal Testing under Conditions Simulating Different Modes of Spent Nuclear Fuel Dry Storage. Proceedings of the 7-th International Conference on WWER Fuel Performance Modeling and Experimental Support. 17-21 Septembre 2007, Albena Congress
Center, Bulgaria. – P.472-478.
181. Pavlov S.V., Smirnov V.P., Shalaginova Т.М. et al. Results of Investigation of the
VVER-1000 Fuel Rods After Thermal Testing Under Conditions Simulating Different Modes
of Spent Nuclear Fuel Dry Storage. «2008 Water Reactor Fuel Performance Meeting»
(WRFPM2008), 19−22 October 2008, Seoul.
182. M.Mayuzumi and N.Yoshiki. A method for evaluating maximum allowable temperature
of spent fuel during dry storage condition: Safety, Engineering and environmental Aspects
(Proc. Int. Sem. Vienna, 1990), VIENNA, IAEA-SR-171/21.
183. Бибилашвили Ю.К., Власов Ф.Ю., Евдокимов И.А. и др. Моделирование физических процессов в твэлах при резком возрастании энерговыделения / Сборник докладов
шестой российской конференции по реакторному материаловедению, 11-15 сентября
2000 г. – Т.2. – Ч.1. – Димитровград. – 2001. – С. 265.
184. Кобылянский Г.П. и др. Длительная прочность оболочек из сплава Э110 в области
температур 673-843 К. // Вопросы Атомной Науки и Техники: Сер. Физика радиационных повреждений и радиационное материаловедение. Украина, ХФТИ. – 2001. – №2. –
С. 91-95.
311
ПРИЛОЖЕНИЕ 1
БЛОК-СХЕМА АЛГОРИТМОВ ИЗМЕРЕНИЯ И ВЫЧИСЛЕНИЯ ГЕОМЕТРИЧЕСКИХ
ПАРАМЕТРОВ ТВС ВВЭР-440 И ВВЭР-1000
НА СТЕНДЕ ИНСПЕКЦИИ
Процесс измерений размеров и определения изменения формы чехловой ТВС ВВЭР-440
представлен в виде блок-схемы на рисунке 1.
Рисунок 1 − Блок-схема измерения размеров и определения изменения формы
чехла ТВС ВВЭР-440
Двухкоординатный стол с измерительными датчиками опускается в нижнее положение.
Производится проверка и настройка датчиков и измерительной системы стенда.
Перед измерением координат точек поверхности чехла определяется шаг сканирования по
312
оси Z. Телекамера наводится на хвостовик ТВС и регистрируется координата Zc. Затем датчики
устанавливаются на уровне нижнего торца чехла и измеряются координаты XCi, YCi двух
противоположных граней.
Далее с заданным заранее шагом по оси Z производятся измерения XCi, YCi до верхнего
торца чехла. Поворачивая ТВС на 120° производят измерения оставшихся двух пар граней.
Размер «под ключ» определяется как:
Д i , j → j +3 = X Ci , j − X Ci , j + 3 ,
где Д i , j → j +3 -
(1)
размер «под ключ» в сечении i для пары граней j, j+3, j=1,2,3.
X Ci , j , X Ci , j + 3 -
координаты двух противоположных граней j и j+3 в СКА.
Длина ТВС L определяется как:
L = ZC1 − ZC 2 ,
где Z C1 , Z C 2 -
(2)
координаты головки и хвостовика ТВС, соответственно.
Угол скручивания ТВС может быть определен двумя способами. Если контроль
проводится только с помощью телекамеры, угол скручивания определяется как угол, на
который необходимо повернуть сборку в стенде, чтобы грань ТВС совпала с оптической осью
камеры. Для более точного определения угла используются два ультразвуковых датчика,
которые сканируют две противоположные грани ТВС.
Угол скручивания
ϕ i определяется как:
ϕ i = arctg
(
)(
где X Ci ,1 ; YCi ,1 ; X Ci ,n ; YCi , n
X Ci ,1 − X Ci ,n
YCi ,1 − YCi ,n
,
(3)
) - координаты точек поверхности чехла в i-том сечении.
Для определения прогиба ТВС переходят в систему координат сборки СКС:
X 0i , j = X Ci , j − X C0 , j ,
где X C0, j
-
(4)
координата j-той грани на уровне нижнего торца чехла.
r
По значениям X 0i , j восстанавливаются проекции вектора прогиба В на различных
высотных отметках i на оси X1, X2, X3, перпендикулярные парам граней 6→3, 4→1, 2→5,
соответственно (рисунок 2, а).
313
4_1
4
0
2_5
-4
6_3
-8
-12
0
1000
2000
3000
4000
Координата, мм
а
10
8
150
6
100
4
Модуль
50
2
0
0
1000
2000
0
4000
3000
Координата, мм
б
10
x2
1
2
5
x1
0
3
6
-5
4
5
-10
-10 x3
-5
0
5
10
Проекция на ось Х, мм
в
Рисунок 2 − Проекции (а), модуль и направление (б),
годограф вектора прогиба ТВС ВВЭР (в)
Направление, град.
200
Проекция на ось У, мм
Модуль прогиба, мм
Проекции, мм
8
314
r
Вектор В в i-том сечении определяется как векторная сумма:
r
r
r
где ВiX 1 ; ВiX 2 ; ВiX 3
r
r
r
r
Вi = ВiX1 + ВiX 2 + ВiX 3 ,
(5)
r
- проекции вектора Вi на оси X1, X2, X3. Определяется модуль вектора
прогиба, его направление и годограф, типичный вид которых представлен на рисунке 2, б, в.
Измерение размеров и определение изменения формы ТВС ВВЭР-1000 и ВВЭР-440 (после
снятия чехла) несколько отличается от измерения размеров чехла (рисунок 3).
Размер «под ключ», изгиб и угол скручивания ТВС вычисляют применяя те же формулы,
что и для чехловой сборки, только в качестве координат точек поверхности ТВС используют
координаты граней дистанционирующих решеток. Кроме того, измеряются расстояния между
решетками, длина и разновысотность твэлов двух внешних рядов и расстояние между твэлами
периферийного ряда.
315
Рисунок 3 − Блок-схема измерения размеров и определения изменения формы ТВС ВВЭР-1000
316
ПРИЛОЖЕНИЕ 2
ИЗМЕРИТЕЛЬНО-УПРАВЛЯЮЩАЯ СИСТЕМА СТЕНДА ИНСПЕКЦИИ КАССЕТ РЕАКТОРОВ ВВЭР-1000
ТЕХНИЧЕСКИЙ ПРОЕКТ 19В.404.000.00
ВВЕДЕНИЕ
Технический проект 19В.404.000.00 «Измерительно-управляющая система стенда инспекции кассет реакторов ВВЭР-1000» является составной частью технического проекта
320.19.00.00.000 «Стенд инспекции кассет реакторов ВВЭР-1000».
Измерительно-управляющая система стенда (далее система) предназначена для:
-
проведения визуального осмотра ТВС;
-
определения геометрических параметров ТВС;
-
обнаружения негерметичных твэлов в составе ТВС;
-
дистанционного управления исполнительными механизмами стенда.
1. СТРУКТУРНАЯ СХЕМА СИСТЕМЫ
Структурно система состоит из шести относительно независимых подсистем (рисунок 1).
1) Подсистема управления двигателями постоянного тока ДБМ, обеспечивающая перемеще-
ние опорной кран-балки, захвата и каретки стенда.
2) Подсистема управления шаговыми двигателями ДШР-65 и ДШР-130, обеспечивающая
вращение ТВС, фиксацию головки ТВС в стенде, перемещение двухкоординатного стола и
перемещение с помощью манипулятора датчика потвэльного КГО.
3) Подсистема для проведения потвэльного КГО.
4) Подсистема измерения размеров ТВС ультразвуковым эхо-импульсным методом.
5) Телевизионная подсистема для осмотра и измерения размеров ТВС.
6) Телевизионная подсистема для контроля за перемещением датчика при проведении потвэ-
льного КГО.
Управление подсистемами, их взаимосвязь и первичная обработка информации осуществляется посредством двух персональных компьютеров.
Основные элементы, составляющие систему, представлены на рисунке 2 и в таблице 1.
317
ультразвуковая система
измерения
размеров
TV система
для осмотра и
измерений
система
потвэльного
КГО
TV система
для КГО
Измерительноуправляющая
система стенда
двигатели
постоянного
тока
опорная
кран-балка
шаговые
двигатели
каретка
по Z
захват
вращение
ТВС
2-х координатный
стол
фиксация
головки
ТВС
манипулятор
КГО
Рисунок 1 − Структура измерительно-управляющей системы
стенда инспекции
318
Рисунок 2 − Структурная схема измерительно-управляющей системы стенда инспекции
319
Рисунок 2 − Окончание
320
Таблица 1
Состав системы
№
Наименование
Количество,
шт.
3
1
Двигатель постоянного тока ДБМ
2
Электромагнитный тормоз
6
3
Датчик положения ротора ДБМ
3
4
Шаговый двигатель ДШР-65
5
5
Шаговый двигатель ДШР-130
1
6
Крейт блока управления ДШР
2
7
Крейт ручного управления ДШР
1
8
Ультразвуковой датчик КГО
1
9
Ультразвуковой датчик для измерения размеров ТВС
2
10
Дефектоскоп УД2-12
1
11
Блок ультразвуковых каналов
2
12
Частотомер
1
13
Телекамера
3
14
Телемонитор
3
15
Видеомагнитофон
1
16
Персональный компьютер
2
17
Конечные выключатели
18
18
Датчики начального положения
5
321
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОДСИСТЕМ УПРАВЛЕНИЯ
Управление исполнительными механизмами стенда может осуществляться в автоматическом режиме с персонального компьютера или с передних панелей блоков ручного управления
с возможностью задания направления, величины перемещения, конечной координаты движения
и произвольных значений скоростей в установленных диапазонах.
Основные функции подсистем управления и их технические характеристики представлены в таблице 2.
Таблица 2
Основные функции подсистем управления
№
Наименование операции
1
Перемещение опорной кран-балки, мм
2
Плавная регулировка скорости перемещения опорной кран-
Параметр
1925
от 0 до 0,03
балки, м/с
3
Высота подъема захвата, мм
4
Плавная регулировка скорости перемещения захвата, м/с
5
Контроль усилия на приводе захвата, Н
6
Плавная регулировка скорости перемещения каретки по
5135
от 0 до 0,03
от 6000 до 9810
от 0 до 0,3
оси Z , м/с
7
8
Перемещение 2-х координатного стола
по оси Y , мм
425
по оси X , мм
400
Плавная регулировка скорости перемещения 2-х коорди-
от 0 до 0,01
натного стола по оси X и Y , м/с
9
Вращение ТВС с шагом, град.
10
Плавная регулировка скорости вращения ТВС, об/мин
11
Фиксация головки ТВС
не более 0,1
от 0 до 2,0
да−нет
322
3. МЕТОДИЧЕСКОЕ ОБЕСПЕЧЕНИЕ СТЕНДА
3.1. Визуальный осмотр ТВС
Визуальный осмотр поверхности ТВС осуществляется с помощью черно-белой радиационностойкой телекамеры R980CMC. Телекамера установлена на двухкоординатном столе и
может перемещаться в направлении вверх-вниз вдоль ТВС и в горизонтальной плоскости.
Телевизионная система позволяет:
-
записывать изображение на видеомагнитофон;
-
оцифровывать и запоминать изображение, размер кадра 1280х1024 пиксела;
-
проводить цифровую обработку изображения.
Основные параметры телекамеры представлены в таблице 3.
Таблица 3.
Основные параметры телекамеры R980CMC
№
Параметр
Значение
1
Разрешение по горизонтали в центре, TV линий
600
2
Чувствительность, Лк
1
3
Освещенность сцены, Лк
20
4
Диапазон АРУ, дБ
5
Отношение сигнал/шум, дБ
6
Геометрические искажения, %
7
Вариообъектив – фокусное расстояние, мм
8
Глубина погружения в воду, м
до 20
9
Температура воды, °С
до 55
10
Мощность дозы гамма-излучения, кГр/час
1
11
Интегральная поглощенная доза гамма-излучения, МГр
1
12
Длина кабеля, м
от –6 до 20
>43
2
от 12 до 72, f/1,8
до 200
3.2. Измерение геометрических параметров ТВС
Измерение геометрических параметров ТВС осуществляется бесконтактными методами с
использованием телевизионной системы, а для более точных измерений используется ультразвуковой эхо-импульсный метод измерений.
Погрешность определения основных геометрических параметров ТВС не превышает значений, указанных в таблице 4.
323
Таблица 4
Погрешность определения геометрических параметров ТВС
Определяемый параметр
Погрешность
измерения
длина ТВС
± 0,6 мм
длина твэла периферийного ряда
± 0,6 мм
изгиб ТВС
± 0,3 мм
угол скручивания ТВС
± 0,3 град
поперечный размер ТВС
± 0,1 мм
расстояние между ДР
± 0,6 мм
зазор между твэлами периферийного ряда
± 0,16 мм
разновысотность твэлов периферийного ряда
± 0,1 мм
Определение геометрических параметров ТВС на стенде инспекции основано на поочередном измерении координат определенного числа точек поверхности ТВС и последующих
расчетах линейных и угловых размеров, отклонений размеров, формы и расположения в соответствующих системах координат.
Используются две основные системы координат (рисунок 3).
1. Абсолютная система координат стенда (СКА), образованная вертикальными направляющими или вертикально расположенными линейками и направляющими двухкоординатного стола.
2. Система координат ТВС (СКС), которая формируется путем измерения положения в
СКА выбранных базовых поверхностей ТВС. В качестве базовых поверхностей ТВС
берутся нижняя решетка, хвостовик и обечайка головки ТВС.
324
Рисунок 3 − Структурная схема стенда инспекции: 1 − ТВС; 2 − линейка; 3 − ультразвуковые
датчики; 4 − гнездо под хвостовик ТВС; 5 − основание стенда; 6 − телекамера;
7 − направляющая; 8 − двухкоординатный стол
Измерения координат элементов ТВС (ДР, хвостовик и головка ТВС, нижние и верхние
заглушки твэлов) вдоль вертикальной оси Z проводятся в абсолютной системе координат
стенда. Координата Z C определяется либо по показаниям датчика положения, входящего в систему управления перемещением по оси Z , либо по вертикально расположенной линейке (рисунок 4).
Оператор наводит телекамеру на ТВС так, чтобы электронный маркер на экране монитора
совпал с тем элементом ТВС, координаты которого необходимо измерить (рисунок 4, а). Затем
это положение телекамеры фиксируется либо с помощью датчика положения, либо по шкале
линейки.
325
а
б
Рисунок 4 − Видеоизображения линейки и фрагмента ТВС при измерении координаты ДР вдоль
оси Z : 1 − линейка; 2 − электронный маркер; 3 − ДР
Для измерения разновысотности твэлов периферийного ряда используется оцифрованное
изображение верхних заглушек твэлов. Для определения масштабного коэффициента (размера
пиксела) в качестве калибра используется известный диаметр d заглушки твэла (рисунок 5).
Рисунок 5 − Схема измерения разновысотности твэлов
Измерение координаты X C дистанционирующей решетки проводится в абсолютной системе координат стенда относительно вертикально расположенной линейки (рисунок 6).
Координата X C (расстояние между краем линейки и гранью ДР) может определяться
двумя способами. Первый способ – по оцифрованному изображению фрагмента линейки и ДР.
Масштабный коэффициент определяется по шкале линейки. Второй способ основан на регистрации перемещения двухкоординатного стола от положения телекамеры относительно ТВС,
когда электронный маркер на экране монитора совпадает с краем линейки (рисунок 6, а) до положения телекамеры, когда маркер совпадает с гранью ДР (рисунок 6, б). Наведение телекамеры на линейку и ДР осуществляется оператором.
326
а
б
Рисунок 6 − Видеоизображения линейки и фрагмента ТВС при измерении координат ДР:
1 − линейка; 2 − электронный маркер; 3 − ДР
Угол скручивания ТВС определяется по углу, на который необходимо повернуть сборку
так, чтобы ось телекамеры совпала с плоскостью грани ДР. Момент совпадения оси телекамеры
с плоскостью грани ДР определяется оператором визуально по изображению ТВС.
Зазор между твэлами периферийного ряда определяется по оцифрованному изображению.
Масштабный коэффициент определяется по диаметру оболочки твэла.
Для оценки эффективности определения геометрических параметров ТВС с использованием телевизионной системы было выполнено модеоирование в лабораторных условиях процесса измерений. Основные результаты приведены в таблице 5.
Таблица 5
Результаты моделирования процесса определения геометрических параметров ТВС
№
1
Параметр
Случайная составляющая погрешности определения коор-
Величина
± 0,2 мм
динаты Z , вносимая оператором, по изображению линейки
и электронного маркера
2
Погрешность определения координаты ДР по оси X :
-
по оцифрованному изображению
± 0,25 мм
-
методом наведения маркера на край линейки и
± 0,26 мм
грань ДР
± 0.3 °
3
Погрешность определения угла скручивания ТВС
4
Погрешность определения разновысотности твэлов
± 0,10 мм
5
Погрешность определения зазора между твэлами
± 0,16 мм
327
Для более точного определения величины прогиба, размера «под ключ» и угла скручивания ТВС используется ультразвуковой эхо-импульсный метод измерений. На двухкоординатный стол устанавливается измерительная скоба (рисунок 7) с двумя ультразвуковыми датчиками, расположенными по обе стороны относительно исследуемой ТВС.
Рисунок 7 − Измерительная скоба с телекамерой: 1 − ТВС; 2 − телекамера; 3 − скоба;
4 − ультразвуковые датчики
328
С помощью телевизионной системы датчики наводятся на ДР и производится измерение
расстояния от каждого датчика до соответствующей грани ДР. Расстояние между датчиком и
ДР определяется по времени распространения ультразвуковых волн от датчика до грани ДР и
обратно. Зная базовое расстояние между датчиками и измеренные расстояния между датчиками
и гранями ДР определяют размер «под ключ».
Для определения угла скручивания ТВС регистрируют изменение расстояния между датчиком и гранью ДР при перемещении (сканирование) его вдоль этой грани.
Результаты испытаний метода в лабораторных условиях показали, что его использование
в стенде инспекции позволит определять:
-
размер «под ключ» с погрешностью ± 0,05 мм;
-
величину прогиба ТВС с погрешностью ± 0,025 мм;
-
угол скручивания ТВС с погрешностью ± 0,025 °.
3.3. Обнаружение негерметичных твэлов в составе ТВС
Обнаружение негерметичных твэлов в составе ТВС производится по регистрации наличия
воды под оболочкой негерметичного твэла. Для регистрации воды под оболочкой используется
ультразвуковой метод, сущность которого заключается в следующем. В пространство между
верхними заглушками твэлов и отбойной плитой головки ТВС вводится миниатюрный ультразвуковой датчик (рисунок 8), который надевается на заглушку твэла.
В оболочке твэла возбуждаются ультразвуковые волны, которые распространяются по
оболочке до нижней заглушки твэла, отражаются от нее и регистрируются этим же датчиком.
При распространении ультразвуковой волны по оболочке твэла происходит рассеяние ее энергии в окружающую среду (воду). При распространении по оболочке герметичного твэла рассеяние энергии происходит со стороны внешней поверхности оболочки в воду бассейна выдержки. для негерметичного твэла добавляется еще рассеяние энергии со стороны внутренней поверхности оболочки в находящуюся внутри нее воду, что приводит к дополнительному, в сравнении с герметичным твэлом, ослаблению принятого сигнала. таким образом, ослабление амплитуды принятого сигнала свидетельствует о негерметичности твэла.
Наведение датчика на заглушку твэла производится с помощью специального манипулятора. Контроль за наведением датчика осуществляется оператором с помощью двух телекамер,
расположенных по обе стороны от манипулятора.
329
Рисунок 8 − Принцип обнаружения негерметичных твэлов в составе ТВС: 1 − ТВС; 2 − ультразвуковой датчик; 3 − отбойная плита головки ТВС; 4 − шток датчика; 5, 6, 7 − приводы манипулятора; 8 − манипулятор
Система управления позволяет осуществлять наведение датчика на каждую заглушку твэла в ручном, полуавтоматическом и автоматическом режимах.
Конструкция манипулятора приведена на рисунке 9. Два шаговых двигателя осуществляют поворот датчика на штанге и его вертикальное перемещение на или от заглушки твэла.
Перемещение манипулятора в горизонтальной плоскости осуществляется двухкоординатным
столом, на котором он расположен.
330
Рисунок 9 − Манипулятор потвэльного КГО: 1 − отбойная плита головки ТВС; 2 − верхние заглушки твэлов; 3 − ультразвуковой датчик; 4 − телекамеры; 5 − шаговые двигатели
Для предотвращения возможной поломки датчика или элементов ТВС манипулятор снабжен конечными выключателями.
Отработка метода производилась на макетах твэлов ВВЭР и на облученных твэлах ВВЭР1000 и ВВЭР-440. Оценка порога чувствительности метода по минимально регистрируемому
количеству воды под оболочкой составляет не менее 0,04 см3.
На рисунке 10 приведены осциллограммы сигналов для герметичного и негерметичного
твэла ВВЭР-440 и гистограмма сигналов для всех твэлов в ТВС. Из осциллограмм видно, что у
негерметичного твэла сигнал, соответствующий амплитуде принятой волны отсутствует, что
указывает на сильное затухание сигнала.
331
Частота
а
б
80
70
60
50
40
30
20
10
0
0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 7 7.5 8 8.5 9
Амплитуда, В
в
Рисунок 10 − Осциллограммы герметичного (а), негерметичного (б) твэлов ВВЭР-440 и гистограмма сигналов для всех твэлов в ТВС (в):
1 − зондирующий импульс; 2 − принятый импульс;
,
− негерметичные и герметичные твэлы, соответственно
Амплитуда сигналов для герметичных твэлов изменяется в пределах от 4 до 9 В, а амплитуда сигналов для негерметичных меньше уровня шумов, равного 0,5 В. Таким образом, коэффициент чувствительности метода (отношение амплитуды сигналов для герметичных твэлов к
амплитуде сигналов для негерметичных твэлов) составил не менее 8. В исследованной ТВС
ВВЭР-440 было зарегистрировано пять негерметичных твэлов. Результаты контроля были подтверждены после разборки ТВС и исследования всех твэлов другими методами.
332
4. НАДЕЖНОСТЬ СИСТЕМЫ И ОБЕСПЕЧЕНИЕ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ
СТЕНДА
Структурно система построена так, что в любой конкретный момент времени работы
стенда задействованными являются только часть элементов системы, которые используются
для выполнения одного из четырех возможных вида работ:
-
загрузка-выгрузка ТВС в стенд;
-
осмотр ТВС и определение геометрических параметров с помощью телесистемы;
-
определение геометрических параметров ультразвуковым эхо-импульсным методом;
-
потвэльное КГО.
Надежность системы обеспечивается:
-
надежностью каждого элемента системы в отдельности. Наработка на отказ каждого
элемента в несколько раз больше, чем время его работы до очередного технического
освидетельствования, которое проводится раз в год;
-
контролем и диагностикой за работой всех элементов системы. Отказ любого элемента
системы, задействованного в данный момент времени, фиксируется и сообщается
оператору;
-
ремонтопригодностью. Все элементы системы расположены таким образом, что в случае отказа они могут быть оперативно отремонтированы или заменены без демонтажа
стенда из бассейна выдержки. Исключение составляет шаговый двигатель и конечные
выключатели с датчиком начального положения, задействованные на вращение ТВС, и
конечный выключатель с датчиком положения в нижнем крайнем положении каретки.
Из основных элементов системы в наиболее жестких условиях (вода бассейна выдержки,
гамма-поля) находятся телекамера, ультразвуковые датчики и шаговые двигатели. Надежность
этих элементов во многом определяет надежность всей системы в целом.
Надежность телекамеры обеспечивается выбором специализированной, радиационностойкой и герметичной модели, предназначенной для эксплуатации на АЭС.
Надежность ультразвуковых датчиков подтверждается опытом их использования в условиях защитных камер и бассейнов выдержки.
Шаговые двигатели в подводном исполнении разработаны впервые в России и в настоящее время опытная партия из 4-х двигателей испытывается в ГНЦ РФ НИИАР.
С точки зрения безопасности система отвечает двум основным требованиям.
1. Минимизация вероятности повреждения исследуемой ТВС.
2. Возврат системы в исходное состояние после отказа одного, двух и более элементов
системы.
333
Безопасная эксплуатация стенда обеспечивается:
1. Структурной избыточностью, заключающейся в многоуровневом дублировании основных
функций системы:
-
все концевые выключатели дублируются датчиками начального положения;
-
выполняемые операции по перемещению каретки, двухкоординатного стола, измерительной скобы, датчика потвэльного КГО, опорной кран-балки и захвата дополнительно контролируются телевизионной системой;
-
дополнительно предусмотрен блок ручного управления шаговыми двигателями;
-
все приводы стенда имеют дублирующую систему перемещения, позволяющую вывести все подвижные части стенда в исходное состояние.
2. Использованием бесконтактных методов измерения размеров ТВС.
3. Защитой от неправильных действий оператора.
4. Защитой от несанкционированного доступа к данным и управлению системы.
5. Отображением текущих координат подвижных частей стенда и состояния конечных выключателей с датчиками начального положения на экране монитора системы.
6. Аппаратным и программным запретом на одновременную работу двух и более двигателей.
7. Автоматическим остановом двигателей и управляющих программ при обесточивании системы, с сохранением всех данных о текущем состоянии системы.
334
5. ПРОИЗВОДИТЕЛЬНОСТЬ СТЕНДА ИНСПЕКЦИИ
Вся вторичная аппаратура системы находится на берегу бассейна выдержки в двух пылевлагозащищенных шкафах, обеспечивающих степень защиты IP55 согласно МЭК 529. Для
управления стендом и для проведения инспекции достаточно двух операторов. Время выполнения операций на стенде инспекции приведено в таблице 6.
Таблица 6
Производительность стенда инспекции
№
Вид работы
Время, минуты
1
Установка ТВС в стенд
10-15
2
Осмотр ТВС
40-60
3
Определение геометрических параметров ТВС
45-140
4
Потвэльное КГО
150-250
335
ЗАКЛЮЧЕНИЕ
Разработанная в рамках технического проекта измерительно-управляющая система стенда
инспекции кассет реакторов ВВЭР-1000 удовлетворяет всем требованиям технического
задания.
В процессе разработки рабочего проекта, изготовления и испытания опытно-штатных образцов в систему могут быть внесены изменения, отличные от заложенных в техническом
проекте.
336
ПРИЛОЖЕНИЕ 3
Таблица 1
Перечень методик и их основные характеристики для исследования твэлов ВВЭР-440 до и после испытаний в условиях,
моделирующих сухое хранение
№п/п
Наименование операций
1
1.1
Визуальный осмотр твэлов
Фотографирование (1:1)
1.2
Описание
2
2.1
Контроль герметичности
Регистрация Kr85
3
Измерение геометрических
параметров твэлов
Измерение диаметра
3.1
Технические характеристики
Перископическая просмотровая оптическая система с
увеличениями 1х÷5х. Фотографирование на роликовую
фотопленку фотоаппаратом Olympyc OM-2.
Регистрационный номер методики
в реестре ГНЦ НИИАР
Методика «Визуально-оптический
осмотр отработавших ТВС и их
элементов в защитных камерах",
реестровый №20.
Протокол наблюдаемых особенностей в рабочем журнале
оператора с указанием осевой координаты на твэле сфотографированного участка. Идентификация наблюдаемого
состояния в соответствии с методическим атласом дефектов
Метод основан на регистрации Kr85 в районе газосборника.
Регистрация производится гамма-спектрометрическим методом.
«Методика определения герметичности твэлов типа ВВЭР путем
измерения Kr85в газовой полости
гамма-спектрометрическим
способом», реестровый №19.
Измерения диаметра твэлов выполняются на профилометрах,
оснащенных контактными датчиками (щупами) типа «Магнитной
линейки» DG810 фирмы SONY (Япония). Каретка с двумя
встречно направленными щупами перемещается дискретными
шагами по заданной длине по образующей вдоль оси твэла,
показания каждого датчика регистрируются ЭВМ. Измерения
проводятся с заданным числом ориентаций (от 2 до 16).
Вычисляется текущее значение среднего диаметра, овальность.
Погрешность измерения не превышает ± 10 мкм.
Методика «Измерение наружного
диаметра оболочек облученных
твэлов цилиндрического
профиля», реестровый №21-1
(М-17031 ОИТ)
337
№п/п
Наименование операций
3.2.
Измерение длины
4
4.1
Вихретоковая дефектоскопия
Обнаружение дефектов оболочки
Технические характеристики
Измерение длины твэла производится с помощью измерительного устройства, определяющего положение свободного
конца твэла относительно другого конца с «0» точкой отсчета.
Устройство калибруется с помощью эталона длины. Измерения
положения свободного конца твэла относительно базовой
отметки эталона длины выполняются либо бесконтактно
(с помощью оптического катетометра), либо контактными
датчиками с погрешностью ± 0,3 мм.
Регистрационный номер методики
в реестре
ГНЦ РФ НИИАР
Методика выполнения измерений
длины твэлов, рег.№74-96,
реестровый №57.
Метод вихретоковой дефектоскопии с использованием реестровый №26-1.
гармонического возбуждения проходных катушек, включаемых в
дифференциальном или абсолютном вариантах. Одновременно
используются две частоты возбуждения с регистрацией
действительной и мнимой составляющей сигнала отклика. Кроме
аксиального положения дефекта (аномалии в оболочке) можно
получить качественную и количественную оценки его типа
(наружный, внутренний, сквозной) путем сравнения со
стандартом с известными искусственными дефектами.
Метод вихретоковой дефектоскопии с импульсным возбуждением проходных катушек, включенных дифференциально.
Имеет несколько большую чувствительность к размерам дефекта
(<5 % от толщины стенки оболочки твэла) на фоне шумовых
сигналов. Качественная оценка типа дефекта (аномалии):
внутренний, наружный или сквозной.
Методика вихретоковой
дефектоскопии оболочек
облученных твэлов ВВЭР,
реестровый №26-7,
(М-17010 ОИТ)
338
№п/п
Наименование операций
4.2
Измерение толщины окисной
пленки
5
Гамма-сканирование
Технические характеристики
Используется вихретоковая толщинометрия наружной неэлектропроводной пленки ZrO2 на оболочке твэла на высокочастотной
системе FISCHERSCOPE MMS-D09A с датчиком ET3.3-D09A.
Методика калибруется с помощью окисленных образцов стандартной оболочечной трубки из сплава Zr + 1 % Nb с известными
значениями толщины или полимерными пленками на неокисленной стандартной оболочке. Погрешность измерений ± 4 мкм.
Осевое гамма-сканирование твэлов в режиме спектрометрии
гамма-линий продуктов деления осуществляется на штатной
установке в защитной камере путем перемещения твэла дискретными шагами относительно неподвижного щелевого коллиматора с регулируемой шириной щели, формирующего пучок
гамма-излучения на германиевый детектор. Регистрируется
относительная гамма-активность отдельных изотопов – продуктов деления. При использовании дополнительных измерений в
той же геометрии стандартного твэла с предварительно аттестованными значениями абсолютных концентраций продуктов
деления, относительные распределения могут быть переведены в
абсолютные. Таким образом, возможен контроль выхода Kr85 в
пленум твэла с погрешностью подобных измерений не превышающей 10 ÷ 20 %.
Регистрационный номер методики
в реестре
ГНЦ РФ НИИАР
реестровый №565
реестровый №22
339
№п/п
6
Наименование операций
Технические характеристики
Регистрационный номер методики
в реестре
ГНЦ РФ НИИАР
Определение характеристик
эквивалентного – рядом
стоящего в ТВС твэла
6.1
Определение давления газа и
свободного объема в твэле
6.2
Механические свойства
материала оболочки твэла:
предел прочности и предел
текучести
Метод прокола оболочки твэла применяется на последней стадии
исследования состояния твэла или исследований соседних
твэлов-свидетелей. Оболочка твэла прожигается лазерным лучом
и измеряется давление газа, вышедшего в герметичную емкость
калиброванного объема. Объем вышедшего газа рассчитывается
по известному объему калиброванной емкости и измеренному
давлению газа. Свободный объем пустот в твэле определяется
путем напуска известного количества гелия в проколотый и
предварительно отвакуумированный твэл. Погрешность
определения объема газа составляет 2,7 см3 в диапазоне
30−150 см3 и 6,8 см3 в диапазоне 150−1150 см3.
Часть газа отбирается для определения его состава
масс-спектрометрическим методом
Методика «Определение давления
газа в облученных твэлах на
установке лазерного прокола»,
реестровый №17
Механические свойства материала оболочек определяются по
результатам механических испытаний на кольцевых образцах.
Погрешность определения: σ 0,2 − ± 3−7 %; σ В − ± 4−9 %;
Методика выполнения измерений
при растяжении кольцевых
образцов тонкостенных труб из
циркониевых сплавов.
СТП 086-373-99
δР
− ± 2−12 %;
δ0
− ± 5−14 %.
Методика масс-спектрометрического анализа состава газов в
твэлах, реестровый №54