Маховер В.Л.
реклама

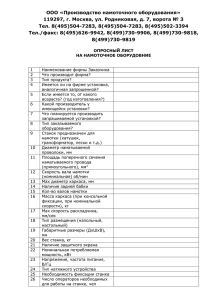
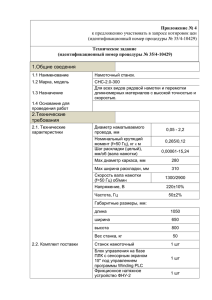
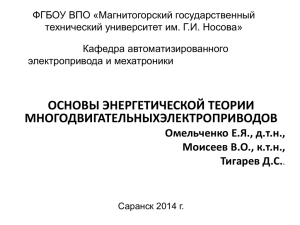
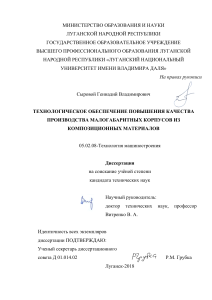
УДК 677.024 ИЗМЕНЕНИЕ ФОРМЫ ПОВЕРХНОСТИ НАМОТКИ НАВОЯ ПО МЕРЕ ЕГО СРАБАТЫВАНИЯ В. Л. МАХОВЕР, Р. В. БЫКАДОРОВ (Ивановская государственная текстильная академия) Данный вопрос рассматривался ранее в [1, С.40...44]. Устраним имеющиеся там ошибки и погрешности. Рис. 1 Примем за начало отсчета высоты H(L) (рис.1) неровностей профиля намотки навоя вдоль трассы изменения L образующую цилиндра радиусом R-mm. Для этого на профилограмме, полученной с помощью тензометрической установки [1, с.41], через точки, соответствующие Rmin, в которых Н=0, проводили прямую, параллельную оси абсцисс. Значения H(L) замеряли через равные промежутки на горизонтальной оси. Функцию R(L)= Rmin + H(L) принимаем за случайную, а профиль намотки вдоль трассы измерения - за реализацию нормального стационарного процесса. Это означает, что при любом фиксированном значении L распределение случайной величины R(L) является нормальным и для любой длины L трассы измерения распределение случайной величины R(L) не зависит от L. Тогда математическое ожидание MR не зависит от параметра L и поэтому изображается прямой линией, параллельной оси L. Для рассматриваемого процесса принимаем за MR средний радиус R= Rmin + Н намотки. Обработка экспериментальных данных, полученных в условиях Ивановского меланжевого комбината, показала, что случайные отклонения профиля намотки подчиняются закону нормального распределения вероятностей с плотностью где H и SH - среднее значение и среднеквадратическое отклонение высоты неровностей намотки. Экспериментально установлено, что за время срабатывания навоя наблюдается смещение центра H и изменение параметра SH мгновенного распределения (1) профиля намотки. Согласно [2] смещение центра H группирования происходит потому, что наряду с суммой большого числа независимых случайных слагаемых Yi, подчиняющихся нормальному распределению, на величину Н действует сумма C R неслучайных величин, число и значения которых изменяются в зависимости от радиуса R намотки. Изменение среднеквадратического отклонения SH мгновенного распределения по мере срабатывания навоя объясняется дополнительным влиянием независимых случайных величин Yj(R) с параметрами рассеивания, изменяющимися в зависимости от радиуса намотки, в то время как их средние значения равны нулю. Таким образом, для фиксированного радиуса намотки навоя выражение для величины Н запишется в виде [2]: где индекс R подчеркивает зависимость соответствующих величин от радиуса намотки пряжи на навое. Наличие слагаемых в выражении (2) обусловлено нестабильной работой формирующих органов шлихтовальной машины, отклонениями нитей по толщине и другими случайными причинами. В соответствии с (2) предельный закон распределения величины Н для данного радиуса R намотки навоя имеет вид № 2 (248) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1999 2 где (a 0 C R ) и R - параметры Гауссова распределения для суммы слагаемых (R ) Yi , Yj и С R . Проверка соответствия эмпирического закона распределения (1) теоретическому закону (3) с помощью критерия Пирсона (2) показала их адекватность для разных радиусов намотки, так как максимальное расчетное значение Хр2 оказалось меньше табличного р2 (Рд=0,95; К=6)=12,59< р2=8,70 [3]. Из сравнения выражений (1) и (3) получаем где SH = SH ( R ), H = H H (R ) - функции, характеризующие изменение параметров мгновенного распределения (1) от радиуса намотки R . XK R K R 0 , (7) R K 290 мм - максимальный радиус намотки пряжи на навое. С учетом замены (6) мгновенное распределение (1) величины Н будет где функции H (X ) и SH(Х) определяются выражениями (5). Графики, рассчитанные по формуле (8) для различных фиксированных значений Х (а следовательно, и радиуса намотки R), представлены на рис. 3, где центры мгновенных распределений обозначены через а(Х)= H (X ) . Рис.2 На рис. 2 изображены линейные графики этих функций, рассчитанные по экспериментальным данным с применением метода наименьших квадратов. С максимальной относительной погрешностью 6...7% аналитические выражения для них имеют вид где R0=75 MM - радиус ствола ткацкого навоя. Так как усредненный вдоль образующей радиус намотки навоя R 0 R R K , то 0 X XK, где Рис.3 Закон распределения значений Н для всего заданного промежутка 0 Х ХK имеет вид [3]: № 2 (248) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1999 Этот интеграл, где функция fH(Х)= fX(H) определена формулой (8), в элементарных функциях не берется, поэтому его вычисление проводим численным методом. Для этого сначала по формуле (8) при различных значениях величины Н, как параметра, рассчитывались функции fH(X) подынтегрального выражения (9). Рис.4 Результаты расчетов приведены в табл.1, а построенные по ним графики изображены на рис.4. Таблица 1 Н, мм 0 0,5 1,0 1,5 2,0 2.5 3,0 3,5 4,0 4,5 0 0,0054 0,0283 0,1020 0,2514 0,4242 0,4900 0,3873 0,2096 0,0776 0,0196 X, мм 100 0,0040 0,0313 0,1411 0,3714 0,5710 0,5128 0,2690 0,0824 0,0147 0,0015 50 0,0048 0,0298 0,1188 0,3031 0,4940 0,5143 0,3421 0.1454 0,0395 0,0068 После вычисления интеграла (9) методом трапеций для каждой из зависимостей (рис.4) получаем значения функции (Н). Например, с применением табл.1 при Н=0,5 мм имеем: 150 0,0032 0,0330 0,1716 0,4625 0.6465 0,4686 0,1762 0,0343 0,0034 0,0002 215 0,0022 0,0352 0,2312 0,6286 0,7063 0,3281 0,0630 0,0050 0,0002 0,0000 +0,5(0,0313+0,0330)50+ +0,5(0,0330+0,0352 )65]/215=0,0316мм-1. Результаты других расчетов приведены в табл.2. (H=0,5MM)=[0,5(0,0283+0,0298)50+ +0,5(0,0298+0,0313)50+ Н, мм <fc, мм-1 Н, мм , мм-1 0 0,0038 2,5 0,4707 0,5 0,0316 3,0 0,2438 По результатам табл.2 на рис.3 построен график суммарного закона распределения (Н). С относительной погрешностью менее 0,3% площадь под кривой данного закона рас- 1,0 0,1531 3,5 0,0873 1,5 0,4048 4,0 0,0226 Таблица 2 2,0 0,5767 4,5 5,0 0,0042 0,0000 пределения так же, как и для других, изображенных там (мгновенных) распределений fХ(H), равна единице. Математическое ожидание суммарного распределения, рассчитанное методом трапе- № 2 (248) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1999 ций по результатам табл.2, 5 M H H H dH 2,13 мм. Это значение но получены дисперсия, среднеквадратическое отклонение, центральные моменты третьего и четвертого порядка: 0 символом а(Н) отмечено на рис.3. Аналогич- Асимметрия и эксцесс суммарного распределения высоты неровностей профиля намотки соответственно равны Проведенная математическая обработка результатов эксперимента по изложенной методике легко может быть реализована на ЭВМ с любой заранее заданной точностью и для паковок, подобных навою, например, для сновального вала. Данная методика может быть использована для текущего контроля и регулирования качества намотки. ВЫВОДЫ 1. Экспериментально выявлено, что поверхность намотки навоя при его срабатывании вследствие постоянно действующих и случайных факторов имеет сложный закон распределения вероятностей. 2. Определены линейные зависимости функций, характеризующих изменение параметров мгновенного распределения суммарных отклонений профиля намотки навоя в зависимости от диаметра намотки. 3. Найдены математическое ожидание, дисперсия, среднеквадратическое отклонение, асимметрия и эксцесс суммарного распределения высоты неровностей профиля намотки навоя по мере его срабатывания. ЛИТЕРАТУРА 1. Быкадоров Р.В. Регулирование качества ткани на ткацких станках. - М.: Легкая и пищевая промышленность, 1984. С. 137. 2. Бурдун Г.Д. и др. Регулирование качества продукции средствами активного контроля.- М.: Изд-во стандартов,1973. С.476. 3. Венпщель Е.С. Теория вероятностей. - М.: Наука,1969. С.576. Рекомендована кафедрой ткачества. Поступила 27.12.98. ________________ № 2 (248) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1999