Схемы автоматизации складских операций Производство
реклама

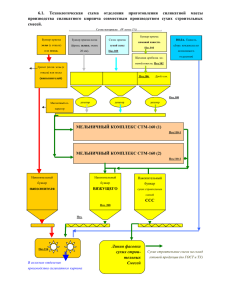
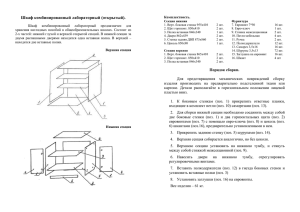
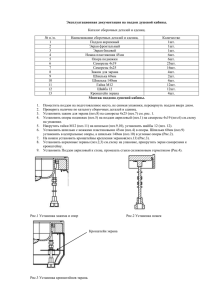
Схемы автоматизации складских операций 1) 2) 3) Производство сборного железобетона осуществляется тремя методами: стендовым, агрегатно-поточным, конвейерным. Лучше автоматизировать конвейерный метод производства. Склады, на которые доставляют компоненты бетонной смеси (песок, цемент, щебень) подразделяют на: склады заполнителей и склады цемента. Склады заполнителей состоят из приемных устройств с разгрузочными механизмами. Щебень обычно завозят по железной дороге, песок автомобильным транспортом. Цемент доставляют по железной дороге и разгружают с помощью сжатого воздуха. На рис. 5.5. изображена функциональная схема автоматизации складов арматуры. Система автоматизации складов арматуры включает следующие контуры: 1. Управление краном первого пролета. 2. Управление краном второго пролета. 3. Управление тележкой для ввоза арматуры в формовочный цех. Система автоматизации работает следующим образом. Первый контур: сигнал от конечных выключателей (поз1-1, 1-2), установленных в пролете крана №1 поступает на кнопочную станцию (поз.1-3, тип ПМОВ-45), которая через магнитные пускатели (поз.1-4, 1-5, тип ПБР) включает или отключает двигатель (поз.1-7) крана I пролета. В схеме предусмотрен дистанционный указатель положения (поз.1-6, тип ДУП-М), а также световая и звуковая аварийно-предупредительная сигнализация (включение показывается на принципиально-электрической схеме), предупреждающая о работе крана и запрещающая перемещение людей в первом пролете. Контур два: сигнал от конечных выключателей (поз.2-1, 2-2, 2-3) поступает на кнопочную станцию (поз.2-4, тип ПМОВ-45), которая через магнитные пускатели (поз.2-6, 2-5, тип ПБР) управляет двигателем тележки (поз.2-8). В схеме предусмотрен дистанционный указатель положения (поз.2-7, тип ДУП-М). Работа контура три аналогична работе первого контура. Кнопочная станция ПМОВ-45 Магнитный пускатель ПБР Дистанционный указатель положения ДУП-М