Рудый В.В., Гришкевич Н.П., Карпович П.А. СТРАТЕГИЯ
реклама

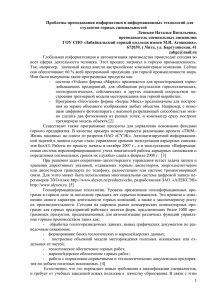
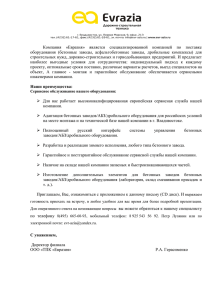
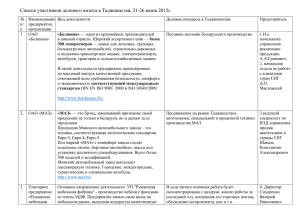
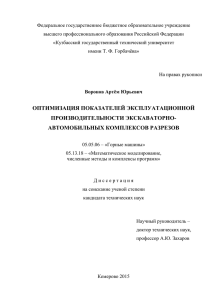
— 65 УДК 658.5:629.33 В. В. РУДЫЙ, Н. П. ГРИШКЕВИЧ, П. А. КАРПОВИЧ (ОАО «БЕЛАЗ» — управляющая компания холдинга «БЕЛАЗ-ХОЛДИНГ») СТРАТЕГИЯ ТЕХНИКОТЕХНОЛОГИЧЕСКОГО ПЕРЕВООРУЖЕНИЯ ПРОИЗВОДСТВА В ОАО «БЕЛАЗ»: РЕАЛИЗАЦИЯ И ПЕРСПЕКТИВЫ РАЗВИТИЯ В. В. РУДЫЙ, первый зам. главного инженера — главный технолог Н. П. ГРИШКЕВИЧ, зам. главного инженера по подготовке производства Дано описание реализованных и новых инвестиционных проектов поэтапного (с 1977 г.) технико-технологического перевооружения, модернизации и расширения производства большегрузных карьерных самосвалов, запасных частей и других изделий в стратегии развития и повышения конкурентоспособности продукции в ОАО «БЕЛАЗ». Ключевые слова: карьерные самосвалы, типоразмеры, техника и технология изготовления, инструментальное производство, компьютеризация, увеличение мощностей. Созданные к середине 1970-х годов производственные мощности ОАО «БЕЛАЗ» позволяли выпускать до 4000 самосвалов в год при высоком уровне унификации деталей и узлов для относительно узкой номенклатуры серийно выпускаемых карьерных самосвалов с гидромеханической передачей (ГМП) грузоподъемностью до 40 т и мелкосерийного производства самосвалов с электромеханической трансмиссией (ЭМТ) грузоподъемностью 75 т. В то время производительность труда достигалась за счет применения специальных (агрегатных) станков, автоматов и полуавтоматов в процессах механической обработки и разнообразной штамповочной оснастки в прессово-заготовительном производстве. Это была типичная «жесткая» технология серийного и крупносерийного производства, которая сдерживала развитие серийного выпуска карьерных самосвалов с ЭМТ. В связи с этим в 1977–1980 гг. с участием ряда японских станкостроительных фирм (Toshiba, Okuma, Makino, Toyota) был реализован инвестиционный проект создания гибкой технологии в производстве карьерных самосвалов особо большой грузоподъемности на основе оборудования с числовым © Рудый В. В., Гришкевич Н. П., Карпович П. А., 2013 4 ISSN 0017-2278 , 2013, № 1 программным управлением (ЧПУ). В рамках проекта с объемом финансирования более 40 млн долл. США были закуплены более 100 ед. оборудования с ЧПУ и технология обработки основных деталей карьерных самосвалов с ЭМТ с современным П. А. КАРПОВИЧ, режущим и вспомогательным инведущий инженерструментом. Оборудование было технолог УГТ смонтировано в цехе программных станков (ЦПС), который стал основным в технологии серийного производства карьерных самосвалов особо большой грузоподъемности. С целью эффективной эксплуатации оборудования с ЧПУ в этот же период на предприятии с участием шведской фирмы Sandvik Coromant было организовано производство державок резцов, резцовых вставок и вспомогательного инструмента, что позволило оперативно оснащать и осваивать производство новых изделий. С распадом СССР в начале 1990-х годов спрос на продукцию ОАО «БЕЛАЗ» резко упал как в связи с общей стагнацией экономики на пространстве СНГ (в том числе в горнорудной промышленности и у производителей комплектующих агрегатов, узлов и других изделий для самосвалов БЕЛАЗ), так и с возрастающей «экспансией» известных на мировом рынке производителей дорогостоящих, но высокотехнологичных и надежных карьерных самосвалов различных типоразмеров и модификаций, которые приобретали путем кредитования или бартера. В условиях рыночной экономики дальнейшее применение «жестких» технологий в производстве карьерных самосвалов не позволило обеспечить их конкурентоспособность. Стала очевидной необходимость коренного модернизационного технико-технологического перевооружения производства в ОАО «БЕЛАЗ». В 1997–2002 гг. был разработан и реализован масштабный инвестиционный проект (95 млн долл. США) реконструкции и модернизации производства карьерных самосвалов и другой продукции в ОАО «БЕЛАЗ» (рис. 1), целью которого было обеспечение конкурентоспособного уровня качества и динамичного обновления продукции; освоения производства новой продукции в кратчайшие сроки и ее надежного сервисного обслуживания; сокращения времени реализации заказов за счет опережающего решения инженерных, производственных и управленческих задач. Кредитное инвестирование проекта осуществлял Чешский экспортный банк (ЧЭБ); генеральный — 65 изводственных мощностей завода с сокращением выпуска карьерных самосвалов с ГМП грузоподъемностью 30–45 т и интенсивным развитием производства самосвалов грузоподъемностью 130 т и более, организован серийный выпуск нового изделия в типоразмерном ряде продукции — карьерных самосвалов грузоподъемностью 55–60 т, пользующихся повышенным спросом на рынке, существенно сокращены сроки освоения новых изделий. Наибольшее развитие в этот период получило Рис. 1. Структура инвестиций в реконструкцию и модернизацию механообрабатывающее производство, где было основного производственного комплекса в ОАО «БЕЛАЗ» в внедрено более 140 станков с ЧПУ. На начало 2003 г. период 1997–2002 гг.: более 40 % объема механообработки на предприя1 — многооперационные станки; 2 — оборудование с ЧПУ для тии выполняли на оборудовании с ЧПУ, парк которого выполнения токарных и карусельных работ; 3 — зубообрабатыдостиг 420 ед. вающее оборудование с ЧПУ; 4 — шлифовальное оборудование; В тот же период в заготовительном производ5 — оборудование для производства гидроцилиндров; 6 — оборустве созданы производственные мощности на базе дование для сварочного производства и подготовки поверхностей оборудования по раскрою и переработке листа разсварных конструкций; 7 — термическое оборудование; 8 — расмером до 2500u9000 мм из самых разнообразных крой листового проката; 9 — оборудование для гибки; 10 — проматериалов — конструкционных и легированных стаизводство ободьев; 11 — инструментальное производство; лей, в том числе нержавеющих; цветных металлов; 12 — контрольно-измерительная техника; 13 — оборудование пластмасс толщиной от 1 до 100 мм и более. В содля компьютеризации производства (САПР, АСУП, АСУ) став этого оборудования входят газо- и плазморезательные, лазерные и водоструйные установки с ЧПУ поставщик оборудования и технологий реконструкции производства фирм Германии и Италии; координатпроизводства — чешская фирма ALTA. но-просечные прессы (Финляндия) и кромкогибы (ИтаКонцепция проекта включала следующие основные лия) с ЧПУ. принципы и ожидаемые результаты его реализации: Для сварки наиболее ответственных узлов рам и платx новые технологии и оборудование должны иметь форм самосвалов применяют робототехнические комвысокий уровень автоматизации и производительности, плексы (22 ед.) фирмы Cloos (Германия), в том числе три из быть при этом максимально гибкими для возможного пених предназначены для сварки конструкций особо больших рехода от производства одних конструкций и изделий к габаритов и представляют собой установки портального другим; типа с размером рабочей зоны 9u16 м, на которых возможx вычислительная техника и программные продукты на автоматическая кантовка изделий массой до 25 т. должны быть совместимы между собой и предусматриТермогальваническое производство было оснащено вать возможность создания в перспективе интегрированвысокомеханизированным и автоматизированным оборуных автоматизированных систем как в производстве, так дованием. Цементацию с последующей закалкой, высои в управлении; ким и низким отпуском проводят в защитной атмосфере x высокий уровень унификации основных узлов обона линии камерных печей фирмы IPSEN (Германия). В рудования и систем (например, всем потенциальным по2001 г. все печи этой линии прошли модернизацию с пеставщикам оборудования предъявлены единые требовареходом на компьютерное управление процессом химиния по комплектации с использованием систем ЧПУ и ко-термической обработки. На базе оборудования у фирпривода производства фирмы Siemens, измерительных мы Plateg (Германия) освоен новый для БЕЛАЗа процесс систем — фирмы Handenhain, бесконтактных датчиков — плазменного азотирования, а у фирмы IVA (Германия) прифирмы Balluf, гидроаппаратуры — фирмы Rexroth); x закупка оборудования на альтернативной основе — по каждой позиции завод имел по два-три и более предложения, при этом учитывали не только технические характеристики и цены, но и его комплектацию, а также возможность получения оперативной сервисной помощи и других услуг. В результате реализации проекта 1997–2002 гг. производственные мощности приобрели структурный вид, характерный для них и в настоящее вреПечь для термообработки деталей и пульт управления в термическом цехе мя, осуществлена трансформация про- , 2013, № 1 5 — 65 обретено оборудование для вакуумной термообработки сложного инструмента из быстрорежущих и инструментальных сталей (нагрев в вакууме и охлаждение в среде азота, что практически исключает деформацию инструмента). Повышению размерной стабильности шлицевых отверстий шестерен, изготавливаемых из новых высокопрочных сталей, способствует изотермический отжиг заготовок на установке у фирмы Automation Servise (Италия). Большое внимание в проекте 1997–2002 гг. было уделено развитию вспомогательных производств и служб. Завод практически полностью обеспечивает свои нужды технологической оснасткой — стендами, приспособлениями, штампами, пресс-формами и инструментом, за исключением сложнорежущего (протяжки, червячные фрезы, долбяки), неперетачиваемых твердосплавных пластинок и абразивного инструмента. Значительно расширились возможности инструментального производства благодаря закупкам более 20 единиц нового оборудования, среди которых: координатнорасточные станки (Чехия); электроэрозионное оборудование (Швейцария, США); обрабатывающие центры (ОЦ) для 5-координатной обработки (Германия) и производства пресс-форм (Чехия); универсально-шлифовальное, плоскошлифовальное и резьбошлифовальное оборудование (Германия). Завод располагает современным измерительным оборудованием для контроля качества изготавливаемых деталей и готовых изделий, проверки состояния технологического оборудования. Для контроля параметров сложнопространственных деталей и зубчатых колес приобретены и освоены три координатно-измерительные машины с ЧПУ фирмы Brown & Sharpe DEA (Италия) и одна машина российского производства. С их помощью возможен обмер деталей с максимальными габаритами 3000u1200u1000 мм. Постоянный контроль состояния технологического оборудования с ЧПУ и при необходимости корректировку измерительной системы станков обеспечивают закупленные у фирмы Renishow (Великобритания) три диагностические системы QC-10 и лазерная интерферометрическая система ML-10. Развитие информационных технологий позволило конструкторской службе предприятия полностью перейти на разработку технической документации с помощью графических станций и персональных компьютеров (САПР). Использование CAE-системы ANSYS позволило в процессе проектирования осуществлять прочностной расчет конструкции, оперативно выявлять и устранять возможные ошибки, сократить сроки выдачи рабочей документации и доводки новых 6 ISSN 0017-2278 , 2013, № 1 Сварочный комплекс в сварочном цехе Обрабатывающий центр в цехе программных станков Зубошлифовальный станок в цехе гидротрансмиссий — 65 В 2011 г. начата и в настоящее время успешно продолжается реализация инвестиционного проекта «Создание мощностей для увеличения объемов производства и реализации карьерных самосвалов грузоподъемностью 90–450 т (2011–2014 гг.)». Общий объем инвестиций по данному проекту составит 644,6 млн долл. США, в том числе в технологическое оборудование — 548,6 млн. Рис. 2. Динамика роста мощностей по производству самосвалов и запасных частей Проектом предусмотрено в ОАО «БЕЛАЗ» по проекту развития на 2011–2014 гг. инвестирование (млн долл. США) 1 — 2010 г.; 2 — 2014 г. следующих основных объектов: x модернизация производизделий. Модернизация информационной системы с ввества в блоке цехов № 1 и № 2 головного предприятия — дением электронного документооборота обеспечила воз180,6; можность доступа технологов к конструкторской докуменx строительство цеха площадью 23,5 тыс. м2 для производства карьерных самосвалов грузоподъемностью тации на стадии ее разработки, оперативного внесения 320–450 т — 50,9; замечаний и предложений по технологичности разрабаx строительство корпуса площадью 28 тыс. м2 мехатываемой конструкции, что способствует сокращению нообработки деталей самосвалов грузоподъемностью сроков и объемов подготовки производства. 90–240 т — 200,5; Важным этапом в развитии ОАО «БЕЛАЗ» стало вклюx строительство корпуса площадью 3,8 тыс. м2 обкатчение в 2003 г. в его состав Могилевского автомобильного ки самосвалов грузоподъемностью 90–450 т — 8,6; завода (МоАЗ), что позволило не только существенно расx организация производства деталей для самосвалов ширить номенклатуру выпускаемой продукции за счет грузоподъемностью 130–360 т в ОАО «Кузлитмаш» — 8; производства дорожно-строительной техники и машин x организация кольцераскатного производства в ОАО для подземных горных работ, но и получить в составе объ«Кузлитмаш» — 32; единения собственное литейное производство мощноx организация производства крупногабаритного листью 35 тыс. т стального литья в год. Сразу после включетья для самосвалов грузоподъемностью 130–450 т в стания МоАЗ в состав объединения были развернуты работы лелитейном цехе (СЛЦ) ОАО «БЕЛАЗ» — 24; по реконструкции литейного производства. В течение x организация производства систем тягового элек2005–2007 гг. на эти цели были направлены инвестиции в тропривода для самосвалов грузоподъемностью 130– объеме почти 15 млн евро, в том числе 12,9 млн на закуп240 т на предприятиях Беларуси — 140. ку машин и оборудования. В результате реконструкции в Реализация третьего этапа (2011–2014 гг.) реконПО «БЕЛАЗ» создано, по сути, новое литейное предприяструкции, модернизации и расширения технико-технолотие, выпускающее фасонные отливки из углеродистых и гической базы производства в ОАО «БЕЛАЗ» позволит долегированных сталей и отличающееся более низкими вести в 2014 г. мощность предприятия по выпуску карьерудельными энергозатратами и высокими экологическими ных самосвалов особо высокой грузоподъемности (90– показателями за счет создания и освоения инновацион450 т) до 870 ед. в год, а запасных частей к ним — на сумму ных технологий. до 250 млн долл. США (рис. 2). В денежном выражении это В конце 2007 г. разработан проект очередного этапа эквивалентно производству 1000 ед. самосвалов в год. реконструкции производства в ОАО «БЕЛАЗ» с его реалиЗа счет внедрения современного высокопроизводизацией в 2008–2010 гг. Основной целью проекта было созтельного оборудования и инструмента, повышения уровня дание и развитие мощностей по производству востребоавтоматизации основных технологических процессов и ванных рынком карьерных самосвалов грузоподъемносокращения сроков разработки и освоения новых видов стью 90 и 220 т. Общий объем инвестиций по проекту сопродукции производительность труда на одного произставил 93,4 млн долл. США, в том числе в оборудование водственного работника предприятия возрастет в 2,1 раза для производства карьерной техники — 74,6 млн долл. к уровню 2010 г.; существенно повысится качество продукУспешная реализация проекта позволила не только созции, надежность, конкурентоспособность и востребовандать новые мощности по производству самосвалов, но и ность на мировом рынке самосвалов марки «БЕЛАЗ». ГЖ обновить активную часть основных фондов предприятия, Рудый Виктор Викторович, улучшить структуру станочного парка (в том числе за счет e-mail: rvw@belaz.minsk.by увеличения доли оборудования с ЧПУ), обеспечить дальГришкевич Николай Петрович, нейшее развитие конструкторско-исследовательской и e-mail: N.Grishkevich@belaz.minsk.by лабораторной базы, а также инструментальной, ремонтКарпович Петр Алексеевич, ной и других вспомогательных служб и цехов в соответe-mail: P.A.Karpovich@belaz.minsk.by ствии с потребностями предприятия. , 2013, № 1 7