ИЗНАШИВАНИЕ ОБРЕЗИНЕННЫХ ВАЛОВ КОЖЕВЕННЫХ
реклама

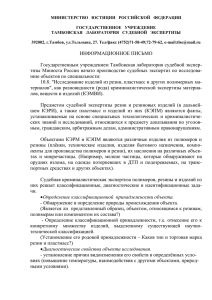
стр. 62 из 233 УДК 542.07 DOI: 10.12737/4852 ИЗНАШИВАНИЕ ОБРЕЗИНЕННЫХ ВАЛОВ КОЖЕВЕННЫХ МАШИН Дарда Игорь Владимирович, доктор технических наук, профессор, Рашкин Владимир Валерьевич, соискатель кафедры сервиса Габуния Георгий Резович, студент, byttech1@yandex.ru ФГБОУ ВПО «Российский государственный университет туризма и сервиса», Москва, Российская Федерация При обработке крупных шкур прижимные обрезиненные валы кожевенных машин должны обеспечивать достаточно равномерного давления по всей длине вала, так как колебание толщины шкуры может достигать 8 мм и более. На распределение давления дополнительно влияет продольный изгиб прижимного и ножевого валов, поэтому при ширине рабочего прохода более 2 м требуется учитывать дополнительные факторы, влияющие на износ рабочей поверхности валов. Приведены результаты экспериментальных исследований обрезиненных валов при работе в производственных условиях, когда в резине ярко выражены релаксационные процессы: равновесные наблюдаются в основном при установившемся процессе, а кинетические – при условии действия релаксационных процессов. Кривая релаксации напряжений для резин состоит из двух участков: нелинейного, соответствующего релаксации молекулярных цепей, и линейного, соответствующего деструкционным процессам узлов и цепей пространственной сетки. При росте температуры растет скорость релаксации и быстрее достигается равновесное состояние, однако при достижении определенных значений температуры ускоряются нежелательные химические процессы. Поэтому равновесного состояния желательно добиваться при температурах, не превышающих 70 °С. Ключевые слова: вал, деформация, износ, кожевенные машины, напряжение, слой резины, разрушение Особенностью обрезиненных прижимных валов кожевенных машин является их работа в кислой и щелочной средах при температуре около 60 оС. Конструктивно такой вал представляет собой толстостенную трубу, покрытую не менее чем двумя слоями стр. 63 из 233 резины. Внутренний слой толщиной до 7 мм выполняется из относительно жесткой резины с большим содержанием серы, что увеличивает прочность ее соединения с металлической основой -поверхностью трубы, а наружный, толщиной 20–25 мм, состоит из достаточно мягкой резины. Этим обеспечивается снижение перепада давлений на полуфабрикат при колебании его толщины на разных топографических участках и в разных образцах полуфабриката. Однако слишком мягкая подложка для получения заданного технологического давления требует большей деформации резины, что может привести к быстрому износу покрытия. При обработке крупных шкур прижимные обрезиненные валы такой конструкции уже не обеспечивают достаточно равномерного давления по всей длине вала, потому что колебание толщины шкуры может достигать 8 мм и более. Кроме того, на распределение давления дополнительно влияет продольный изгиб прижимного и ножевого валов, который для широкопроходных машин может достигать нескольких мм [1]. Поэтому при ширине рабочего прохода кожевенной машины более 2200 мм технологический прижим обрезиненного вала осуществляют пневмо- или гидроцилиндрами. От состояния поверхности обрезиненных прижимных валов во многом зависит усилие захвата обрабатываемого материала и, соответственно, качество его обработки, поэтому представляется целесообразным рассмотреть вопрос повышения их износостойкости. От постоянства зазора между обрезиненным прижимным и ножевым валами зависит равномерность толщины по площади обрабатываемого полуфабриката [1; 2]. Для наполненных резин зависимость напряжение б, деформация ε, в основном нелинейна. Зона линейной характеристики зависит от многих факторов, таких как ингредиенты формируемой смеси, технологические режимы ее получения и т. д. Однако в инженерных расчетах чаще пользуются законам Гука при соблюдении линейности зависимости «б – ε», поскольку пропорциональность между истинными значениями в однокомпонентной резине без наполнителя соблюдается до 200–300% ее деформации. При этом в резине ярко выражены релаксационные процессы: равновесные наблюдаются в основном при установившемся процессе, а кинетические – при условии действия релаксационных процессов. Кривая релаксации напряжений для резин состоит из двух участков: нелинейного, соответствующего релаксации молекулярных цепей, и линейного, соответствующего деструкционным процессам узлов и цепей пространственной сетки. При росте температуры растет скорость релаксации и быстрее достигается равновесное состояние, стр. 64 из 233 однако при достижении определенных значений температуры ускоряются нежелательные химические процессы. Поэтому равновесного состояния желательно добиваться при температурах, не превышающих 70 °С. Упругие свойства резины, помимо модуля упругости, характеризует коэффициент Пуассона µ. Его значение не является постоянным, как это бывает в случае с другими материалами, а зависит от геометрических параметров образца, его объёма. Значения коэффициента Пуассона колеблются от 0,465 до 0,485 [3]. Для практических расчетов используют µ=0,5. Упругорелаксационные свойства резины характеризуют жесткостью, ползучестью, релаксацией напряжения и остаточной деформацией. Прочностные свойства резин зависят от многих факторов и характеризуются деформацией при растяжении, относительным удлинением при разрыве, относительным остаточным удлинением, сопротивлением раздиру, условным напряжением при заданном удлинении и др. Определение твердости резины расширяет объем информации о ней, особенно о состоянии ее поверхностного слоя, что весьма важно для изучения процессов трения и износа. Измерение твердости резин осуществляется по А. Шору с помощью твердомера ТМ-2. К динамическим характеристикам резин относятся амплитуда напряжений (деформаций) цикла, среднее напряжение (деформация) цикла, частота циклов и их период, динамический модуль упругости при растяжении (сжатии), коэффициент жесткости, тангенс угла механических потерь, эластичность по отскоку и др. Важнейшими эксплуатационными параметрами, характеризующими резину как конструкционный материал являются: износостойкость, морозостойкость, сопротивление термическому старению, стойкость к климатическому старению, агрессивным средам, к абразиву, стойкость к средам кислотного происхождения, биостойкость и др. Под действием температуры, озона, ультрафиолетового облучения, радиации в зоне контакта могут появиться необратимые остаточные деформации, вязкотекучесть, процессы структурирования и деструкции, причем последние сопровождаются потерей эластичности, растрескиванием, то есть старением резины. Механизм трения наполненных резин и эластомеров в общем случае значительно отличается от механизма трения твердых тел. Существует ряд теорий и предположений реализации этого механизма с учетом молекулярных, физико-химических, механических и других процессов. Наиболее полно разработанной и аргументированной является молекулярно-кинетическая теория трения, согласно которой трение имеет двойственную природу: адгезионную и деформационную составляющие. стр. 65 из 233 Деформационной часть процесса трения (при взаимодействии обрезиненного вала через обрабатываемую шкуру с ножевым валом) существенно сказывается на состоянии приповерхностных слоев резины и, особенно на взаимодействии каучуковой матрицы с наполнителем. Шероховатость поверхности контртела существенно влияет на состояние приповерхностного слоя резины при трении. В первом случае резина деформируется, при этом частицы поверхностной наполнителя переходной в приповерхностном зоной вокруг частиц слое, обладающие наполнителя, некоторой воспринимают растягивающие и сжимающие усилия. Во втором случае при малой скорости скольжения появляется волна перед микровыступом, то есть происходит сжатие приповерхностного слоя, а за выступом – растяжение. При этом под действием напряжений возрастает модуль резины, что приводит к меньшему заглублению выступа в тело резины и длины дуги охвата микровыступа. Таким образом, в начальный момент времени идет рост гистерезисной силы трения, а затем с увеличением модуля упругости сила трения падает. При увеличении скорости скольжения – это третий случай – рассматриваемый эффект должен проявляться значительнее. Однако с ростом скорости скольжения возрастает температура как в зоне трения, так и с течением времени в приповерхностном слое и в теле резины, что естественным образом скажется и на процессе трения. Таким образом трактовать природу силы трения можно в зависимости от комплекса факторов, то есть от влияния внешней нагрузки (сила трения может снижаться с увеличением нагрузки и ростом шероховатости контртела). Практически при определенной температуре рост скорости скольжения приводит к изменению силы трения по кривой с двумя максимумами. Первый объясняется адгезионным механизмом взаимодействия, второй – гистерезисным (в области высоких скоростей). Если температура повышается, то эти максимумы смещаются в сторону больших скоростей. Исходя из современных представлений о трении эластомеров, можно сделать вывод: трение резин имеет вязкоупругую основу и определяется изложенными выше процессами [5]. Тем не менее, значительный интерес представляет связь внешнего трения с процессом разрушения в приповерхностной зоне резины, связанными с неоднородностью и ориентационными эффектами. Основными видами изнашивания для различных типов резин с учетом влияния контртела и условий эксплуатации могут быть: абразивное, скатыванием и усталостное. Абразивный износ – результат действия твердых частиц абразива, имеющих острые режущие кромки, на резины, имеющие более низкую прочность, высокую эластичность и стр. 66 из 233 т. д. Поверхность изношенных резинотехнических изделий имеет характерные борозды в направлении движения. Интенсивность абразивного износа высока, что характеризует его как катастрофический вид изнашивания. Изнашивание посредством скатывания характерно только для полимеров, находящихся в высокоэластичном состоянии [5]. Для резин этот вид изнашивания реализуется, в основном, когда контртело является очень гладким (стекло, металл с высокой чистотой поверхности, например, полированный и др.), поверхность резиновой детали не является абсолютно гладкой, а сама резина обладает малым сопротивлением раздиру. При этом большое влияние на образование скаток оказывает повышенная или высокая температура в зоне трения, наличие которой может привести также к осмолению поверхности при интенсивном образовании скаток. Абразивный износ, износ посредством скатывания относятся к катастрофическим видам изнашивания, для предотвращения которых необходимо облегчать режимы трения или смазывать поверхности трения. С целью исследования процесса изнашивания резин по гладким стальным поверхностям исследован температурный режим трения, который играет немаловажную роль и является одним из критериев оценки начального этапа процесса трения и последующего за ним процесса. Образование продуктов износа (скаток) приводит к изменению температурного баланса в зоне трения и в приповерхностном слое резиновой детали. Схема экспериментальной установки приведена на рис.1. Резиновый образец 1, закрепленный в обойме 2 на плече рычага 3 с грузом 4, скользит по контртелу 5 (стальной диск с высокой чистотой обработки). В резину на расстоянии 0,2–0,4 мм внедрена термопара 6, концы которой ведут к регистрирующему прибору 7. Рис. 1. Схема экспериментальной установки: стр. 67 из 233 1 – испытуемый образец; 2 – обойма; 3 – рычаг; 4 – груз; 5 – контртело; 6 – термопара; 7 – измерительный прибор График изменения температуры t от времени изнашивания Т (рис. 2) включает 5 участков. Участок: А-Б, характеризует начальный период приработки резины и контртела, Б-В и С-Д – участки установившегося температурного режима, В-С и Д-Е – участки нарушения температурного режима в зоне трения. Рис. 2. График зависимости t = ϕ(T) Выявлен факт периодического колебания температур при скоростях скольжения, превышающих 0,5 м/с, что логически объясняется следующим: образовавшиеся в процессе трения продукты износа (скатки) создают промежуточный слой, на некоторое время нарушающий непосредственный контакт трущихся элементов пары. Происходит падение температуры (В-С) и некоторое время температурный режим является установившимся (С-Д). После выноса частиц процесс разрушения возобновляется с образованием скаток (Д-Е). Перепад температур более значителен и наступает быстрее при более высоких скоростях скольжения, что видно из рис. 3. стр. 68 из 233 Рис. 3.3. График зависимости t = ϕ(T) при разных скоростях скольжения и P = 0,4 МПа: 1 – V = 0,5 м/с; 2 – V = 0,84 м/с; 3 – V = 1,3 м/с; 4 – V = 2,1 м/с; При скорости скольжения 0,84 м/с наблюдалось изменение температуры на 5–8 °С; при 1,3 м/с – на 15–20 оС; при 2,1 м/с – на 30–35 °С, поскольку большей скорости скольжения соответствует более интенсивный разогрев материала, что приводит к образованию продуктов износа в количестве, превышающем аналогичный показатель при меньших скоростях. Образующиеся скатки создают как бы промежуточный слой между металлом и резиной и меняют температурный режим, вследствие выноса скаток из зоны трения и снижения температуропроводности между резиной и металлом. Эти условия существенно влияют на качество обработки полуфабриката [6]. Наиболее распространен для пар трения резина – металл усталостный вид изнашивания, когда в приповерхностном слое резиновой детали действуют значительные контактные напряжения, возникающие вследствие воздействия микрошероховатостей на резину. Переход от микроразрушений к макротрещинам идет по действию замедленного стриммер-эффекта. Литература 1. Афанасьев В.В., Иванов В.А. Методика управления качеством обработки натуральных кож с применением нейросетевых технологий. М.: МГУДТ, 2004. 11 с. 2. Иванов В.А., Токарев М.В., Павлович А.Г. Применение регрессионного анализа для оценки качества механической обработки кожи // Автоматизация и комплексная механизация производств процессов легкой промышленности. Сб. науч. трудов. М.: ЦНИИТЭИЛЕГПРОМ, 1988. с.153 3. Иванов В.А., Рашкин В.В. Тенденции и перспективы развития оборудования кожевенных производств // Электротехнические и информационные комплексы и системы. Т. 8. 2012. № 1. С. 47—52. 4. сервиса Иванов В.А., Шагунов Д.В., Байкин С.Д. Модернизация оборудования как способ расширения его технологических возможностей // Электротехнические и информационные комплексы и системы. Т. 8. 2012. № 2. С. 2—8. 5. 1977. 216 с. Потураев В.Н. Дырда В.И. Резиновые изделия машин. М.: Машиностроение, стр. 69 из 233 6. Рашкин В.В., Иванов В.А. Тенденции и перспективы развития оборудования кожевенных производств // Электротехнические и информационные комплексы и системы. Т. 8. 2012. № 1. С. 40—46. LEATHER MACHINE RUBBERIZED SHAFT WEAR Darda Igor’ Vladimirovich, Doctor of Engineering, Professor, Rashkin Vladimir Valer’evich, external candidate at the Department of Service Gabuniia Georgii Rezovich, undergraduate student, byttech1@yandex.ru Russian State University of Tourism and Service, Moscow, Russian Federation When processing large skins, pinch rubberized rollers of leather machines must provide a sufficiently uniform pressure along the entire length of the shaft, as the thickness of the skins can vary up to 8 mm and more. The distribution of additional pressure is also affected by the buckling of the pinch and knife shafts, thus, with the aisle width greater than 2 m, additional factors affecting the wear of the roller surface must be considered. The article presents the results of experimental research into the wear of rubberized rollers as employed under factory conditions. Keywords: shaft , deformation, wear , leather machinery, power, strain, rubber layer, destruction References 1. Afanas’ev, V.V. and Ivanov, V.A. Metodika upravleniia kachestvom obrabotki natural’nykh kozh s primeneniem neirosetevykh tekhnologii [Neural network technologies as applied to genuine leather processing: Quality control methodology]. Moscow: MGUDT Publ., 2004. 11 p. 2. Ivanov, V.A., Tokarev, M.V., and Pavlovich, A.G. Primenenie regressionnogo analiza dlia otsenki kachestva mekhanicheskoi obrabotki kozhi [Using regressional analysis for quality assessment of mechanical processing of leather]. Avtomatizatsiia i kompleksnaia mekhanizatsiia protsessov legkoi promyshlennosti [Automatization and complex mechanization of textile industry processes]. Moscow: TsNIITEILEGPROM, 1988. p.153. 3. Ivanov, V.A., and Rashkin, V.V. Tendentsii i perspektivy razvitiia oborudovaniia kozhevennykh proizvodstv [Leather-working equipment: development trends and prospects]. стр. 70 из 233 “lektrotekhnicheskie i informatsionnye kompleksy i sistemy [Electrotechnical and information complexes and systems]. Vol. 8. 2012. № 1. pp. 47—52. 4. Ivanov, V.A., Shagunov, D.V., and Baikin, S.D. Modernizatsiia oborudovaniia servisa kak sposob rashreniia ego tekhnicheskikh vozmozhnostei [Equipment updating as a way to extending its technical potential]. Elektrotekhnicheskie i informatsionnye kompleksy i sistemy [Electrotechnical and information complexes and systems]. Volume 8, 2012. № 2. pp. 2–8. 5. Poturaev, V.N., and Dyrda, V.I. Rezinovye izdelia mashin [Rubbers in machinery]. Moscow: Mashinostroenie Publ., 1977. 216 p. 6. Rashkin, V.V., and Ivanov, V.A. Tendentsii i perspektivy razvitiia oborudovaniia kozhevennykh proizvodstv [Leather-working equipment: development trends and prospects]. “lektrotekhnicheskie i informatsionnye kompleksy i sistemy [Electrotechnical and information complexes and systems]. Vol. 8. 2012. № 1. pp. 40—46.