АНАЛИЗ КАЧЕСТВА АВТОМОБИЛЬНЫХ КОМПОНЕНТОВ И
реклама

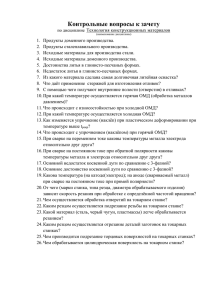
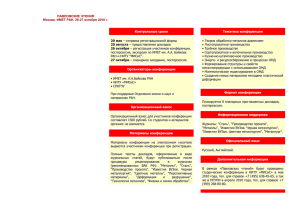
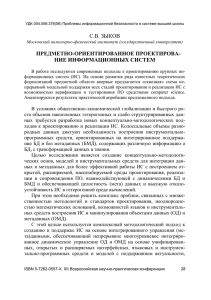
Механика деформируемого твердого тела и теория ОМД УДК 621.7 АНАЛИЗ КАЧЕСТВА АВТОМОБИЛЬНЫХ КОМПОНЕНТОВ И ИСПОЛЬЗУЕМЫХ В ПРОЦЕССЕ ИХ ПРОИЗВОДСТВА ОПЕРАЦИЙ ОМД ПУТЕМ ИЕРАРХИЧЕСКОЙ ДЕКОМПОЗИЦИИ КАЧЕСТВА И.А. Михайловский, Е.И. Гун Предложен принцип развёртывания функции качества, заключающийся в декомпозиции качества до уровня параметров используемых технологических операций, и отличающийся иерархическим принципом организации взаимосвязей показателей качества продукции, её характеристик и параметров используемых технологических процессов. Предложенный принцип исследования качества может быть также применён для операций ОМД с целью определения ключевых параметров деформирования, варьированием которых можно добиться наиболее эффективного управления процессом. Ключевые слова: декомпозиция качества, метод анализа иерархий, закатка, пластическое деформирование. С целью удовлетворения положений стандарта ИСО/ТУ 16949 «Особые требования по применению ИСО 9001:2008 в автомобильной промышленности и организациях, производящих соответствующие запасные части» на предприятиях автомобильной промышленности в настоящее время используются различные механизмы и методики управления качеством. Одним из самых результативных инструментов обеспечения и управления качеством продукции является метод развёртывания функции качества QFD (Quality Function Deployment). QFD-анализ нацелен на: - обеспечение требуемого уровня качества изделия за счет конвертации «голоса потребителя» в ключевые характеристики изделия и наиболее значимые технологические процессы его производства; - определение путей совершенствования качества изделия. QFD-анализ состоит из следующих этапов [1]: 1) сбор и структурирование требований потребителя (определение компонент «что»); 2) перевод требований в общие характеристики продукции (определение компонент «как»); 3) определение силы связи между компонентами «что» и «как»; 4) Установление рейтинга важности компонент. В итоге информация, полученная на перечисленных выше этапах, сводится в фигурную матрицу, называемую Домом Качества. 143 Известия ТулГУ. Технические науки. 2014. Вып. 10. Ч. 1 Для того чтобы голос потребителя был учтен в наибольшей степени, описанную процедуру реализуют при планировании всех начальных стадий жизненного цикла продукции 1. При проектировании продукта. В результате QFD-анализа на данном этапе идентифицируют наиболее критичные части и компоненты создаваемого продукта. 2. При проектировании процесса. В результате QFD-анализа на данном этапе идентифицируют критичные параметры каждой операций и осуществляют выбор методов их контроля. Причем входом QFD-анализа данного этапа является выход подобного анализа предыдущего этапа, т.е. в роли компонентов «что» QFD-анализа технологического процесса, являются компоненты «как» QFD-анализа продукта. 3. При проектировании производства. В результате QFD-анализа на данном этапе разрабатывают производственные инструкции и выбирают инструменты контроля качества технологических операций. Причем входом QFD-анализа каждого этапа является выход подобного анализа предыдущего этапа: в роли компонентов «что» QFD-анализа технологического процесса, являются компоненты «как» QFD-анализа продукта; в роли компонентов «что» QFD-анализа процесса производства являются компоненты «как» QFD-анализа технологического процесса. Одна из основных особенностей метода заключается в том, что число рассматриваемых входных компонентов на каждом этапе, выбранных из выходных компонентов предыдущего, должно обеспечивать управляемость вновь создаваемой матричной диаграммы по размеру [1]. Поэтому при отборе компонентов Дома Качества каждого следующего этапа выбирают наиболее критичные к пожеланиям потребителя компоненты, используя, например, принцип Парето [1]. Это повышает риск потери части критических характеристик продукции или технологических операций при развертывании функции качества от этапа к этапу. Данный недостаток особо опасен для автомобильных компонентов, например, рулевых наконечников в силу того, что потребительские свойства данных изделий формируются в результате большого комплекса технологических операций. При этом ключевые из них относятся к металлургическим, в частности, к операциям обработки металлов давлением (ОМД) [4, 5]. В связи со сказанным актуальной может считаться задача разработки методики анализа качества, способной при сохранении сильных сторон QFD-анализа (учет неоднозначной степени влияния компонентов друг на друга и различной значимости требований потребителя) устранить его недостаток – методика должна обрабатывать весь объем характеристик про144 Механика деформируемого твердого тела и теория ОМД дукции и используемых технологических операций, при этом уделяя особое внимание операциям ОМД. Для решения сформулированной задачи предложена методика развёртывания функции качества, заключающаяся в декомпозиции качества до уровня параметров используемых технологических операций, и отличающаяся иерархическим принципом организации взаимосвязей показателей качества продукции, её характеристик и параметров используемых технологических процессов, т.е. предлагается рассматривать в виде иерархии систему взаимосвязей между параметрами конструкции и используемых технологических операций с показателями качества. Интегральное качество декомпозируют на группы показателей качества, их, в свою очередь, – на конкретные показатели. Далее каждый показатель качества декомпозируют на обеспечивающие его параметры конструкции, а их – на формирующие технологические операции. Технологические операции могут быть при необходимости декомпозированы на конкретные параметры технологических операций. Рис. 1. Общий вид иерархической декомпозиции качества изделия В итоге иерархия декомпозиция качества выглядит следующим образом (рис. 1). 1. Фокусом иерархии является итоговое (интегральное) качество рассматриваемого изделия. 2. На первом уровне иерархии рассматривают группы показателей качества, сформированные по типу свойства изделия, которое они харак145 Известия ТулГУ. Технические науки. 2014. Вып. 10. Ч. 1 теризуют (примерами таких групп могут быть: функциональные показатели, показатели статической прочности, показатели усталостной прочности и т.п.). 3. На втором уровне иерархии рассматривают конкретные показатели качества продукции qi . 4. Далее располагают: - на третьем уровне: конструктивные параметры d j и технологические операции ok первой группы (к технологическим операциям первой группы относят те, на которых непосредственно формируются какие-либо показатели качества); - на четвертом уровне: технологические операции or второй группы (к технологическим операциям второй группы относят те, на которых формируются конструктивные параметры); - на пятом уровне (при необходимости): параметры технологических операций p k . 5. Взаимосвязи между элементами иерархии отражают наличие влияния соответствующих параметров p k , ok , or , d j и qi друг на друга. В случае развёртывания функции качества путем декомпозиции и представления полученной информации в виде иерархии для определения наиболее значимых конструктивных параметров и технологических операций удобно использовать метод анализа иерархий (МАИ) [2]. В работе [3] проведена адаптация данного метода для определения глобальных приоритетов сконструированной иерархии. В итоге рассматриваемые конструктивные параметры и технологические операции на основе рассчитанных значимостей могут быть проранжированы с точки зрения их влияния на итоговое качество. В силу простоты и наглядности МАИ развёртывание функции качества может быть реализовано без упрощений структуры качества, с учетом всего комплекса используемых технологических операций. Предлагаемый принцип развёртывания функции качества так же может быть использован при исследовании качества ключевых операций ОМД. Например, одной из ключевых операций в процессе производства рулевых наконечников автомобилей, во многом формирующей качество данных изделий, является закатка бурта корпуса с целью получения неразъемного соединения (рис. 2). Данный процесс является многопараметрическим, и зачастую при управлении им или его совершенствовании не представляется возможным однозначно определить ключевой параметр процесса, варьированием которого можно в наибольшей степени влиять на результативность процесса. Однако предлагаемый иерархический принцип развертывания функции качества и метод анализа полученной структуры позволяют определить 146 Механика деформируемого твердого тела и теория ОМД ключевой параметр процесса. Рис. 2. Схема процесса закатки шарового шарнира шасси: 1 – роликовая головка; 2 – обкатной ролик; 3 – корпус шарнира Рис. 3. Характеристики деформированного состояния Качество данной операции также может быть декомпозировано до уровня конкретных параметров деформирования (рис. 4). На первом уровне могут быть рассмотрены параметры качества соединения; на втором – характеристики деформированного состояния, рассмотренные в работах [6, 7]; на третьем – конкретные параметры деформирования. Применение модификации МАИ, изложенной в работе [3], для анализа полученной структуры позволяет определить ключевой параметр процесса ОМД, варьированием которого можно добиться наиболее эффективного управления процессом. 147 Известия ТулГУ. Технические науки. 2014. Вып. 10. Ч. 1 Рис. 4. Иерархическая декомпозиция качества операции закатки Таким образом, предлагаемый принцип иерархической декомпозиции и последующее использование метода анализа иерархий позволяет развертывать функцию качества изделия без упрощений структуры и исключения операций при сохранении простоты и наглядности метода. Кроме того, предлагаемый принцип может быть использован для анализа и управления качеством отдельных операций ОМД. Список литературы 1. Всеобщее управление качеством: учебник для вузов / О.П. Глудкин, [и др.] под ред. О.П. Глудкина. М.: Горячая лини. Телеком, 2001. 600с.: ил. 2. Саати Т. Принятие решений. Метод анализа иерархий. М.: Радио и связь, 1993. 320 с. 3. Михайловский И.А., Гун Е.И. Разработка методики оценки значимости параметров продукции и технологических операций её производства с точки зрения влияния на качество // Век качества. 2014. № 3. С. 32-37. 4. Разработка, моделирование и совершенствование процессов производства шаровых шарниров автомобилей / И.Г. Гун [и др.] // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2014. № 1 (45). С. 52-57. 5. Развитие процессов ОМД в производстве автокомпонентов / В.И. Куцепендик [и др.] // XIV International Scientific conference «New technologies and achievements in metallurgy, material engineering and production engineering: a collective monograph edited by Henryk Dyja, Anna Kawalek. Series: 148 Механика деформируемого твердого тела и теория ОМД monographs No 31. Czestochowa. 2013. P. 309-316. 6. Разработка, моделирование и исследование процессов ОМД при производстве шаровых шарниров автомобилей / И.Г. Гун [и др.] // Инновационные технологии обработки металлов давлением: сб. докл. междунар. науч.-техн. конф. НИТУ «МИСиС», 2011. С. 482-487. 7. Разработка, моделирование и совершенствование процессов ОМД при производстве шаровых шарниров автомобилей / И.Г. Гун [и др.] // Инновационные технологии в металлургии и машиностроении: cб. науч. трудов. Екатеринбург, 2013. С. 621-625. Михайловский Игорь Александрович, д-р техн. наук, проф., i-mikhailovsky@yandex.ru, Россия, Магнитогорск, Магнитогорский государственный университет им. Г.И. Носова, Гун Евгений Игоревич, асп., ypa_gun@mail.ru, Россия, Магнитогорск, Магнитогорский государственный университет им. Г.И. Носова QUALITY ANALYSIS OF AUTOPARTS AND METAL FORMING OPERATIONS OF THEIR PRODUCTION USING HIERARCHICAL DECOMPOSITION OF THE QUALITY I.A. Mikhailovskiy, E.I. Gun New method of quality function deployment is proposed. The method comprises decomposition of the quality down to the level of production operations parameters. A distinctive feature of proposed method is hierarchical principle of interrelation description between quality parameters, product’s characteristics and technological processes used. Proposed method of quality analysis can be used for metal forming operations in order to identify key parameters of deformation, varying of which can lead to the most effective control of the process. Key words: decomposition of the quality, Analytic Hierarchy Process, rolling, plastic deformation Mikhailovskiy Igor Anatolievich, doctor of technical sciences, professor, imikhailovsky@yandex.ru, Russia, Magnitogorsk, Magnitogorsk Nosov State Technical University Gun Evgeniy Igorevich, postgraduate, ypa_gun@mail.ru, Russia, Magnitogorsk, Magnitogorsk Nosov State Technical University 149