Интенсификация получения гнутых профилей сложного
реклама

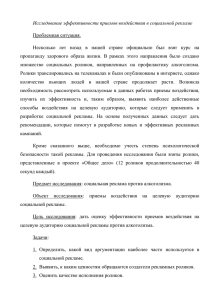
Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». Интенсификация получения гнутых профилей сложного сечения на станках ГПС д.т.н. проф. Филимонов В.И. УлГТУ Дементьев К.С., Лисин И.О УлГТУ В условиях развития рыночных отношений в России особенно остро стоит проблема развития промышленного производства, повышения его эффективности и улучшения качества продукции. В недавнем времени требование снижения массы отечественных летательных аппаратов до 10 -12 % и повышение их ресурса в 2 - 2,5 раза было весьма актуальной проблемой в связи с традиционным применением в качестве стрингеров планера прессованных профилей, подверженных интенсивной коррозии из-за фюзеляжного конденсата. В то же время в конструкциях самолетов компании «Боинг» применяли длинномерные гнутые плакированные профили, что повышало ресурс планера до 50 - 60 тыс. летных часов по сравнению с 15 — 25 тыс. при использовании прессованных профилей, хотя гнутые профили несколько уступают прессованным по несущей способности. Однако получение тонкостенных профилей с плакировкой прессованием невозможно. Изготовление профилей в штампах или кромкогибочных устройствах является малопроизводительным; применение этих технологий ограничено небольшой длиной изготавливаемых деталей и простыми конфигурациями поперечных сечений профилей. Традиционное профилирование в авиастроении применять нецелесообразно в связи с его ориентацией на серийный характер производства (из-за громоздкого оборудования, большого количества оснастки, больших временных потерь при переналадке), а также из-за больших радиусов гиба и утонения в зоне сгиба, что снижает служебные характеристики профилей. Известный к тому времени метод стесненного изгиба (СИ) (гибка с торцевым сжатием), предложенный Г.В. Проскуряковым и позволяющий получать сечение зоны сгиба близкое к сечению прессованного профиля, не был достаточно изучен в приложении к формообразованию в роликах: отсутствовали модели процессов формообразования, приемлемые технические решения, промышленное оборудование, нормативно-техническая документация. Восполнение этого пробела в технологии представляло собой актуальную научную и техническую проблему, решение которой позволяет повысить ресурс летательного аппарата, снизить его массу, трудоемкость изготовления с одновременным повышением качества и надежности. Настоящий «профильный бум» последнего десятилетия в условиях меняющейся конъюнктуры и постоянного совершенствования конструкций профильных деталей для строительной индустрии, выдвинули на первый план требование создания малопереходной технологии производства гнутых профилей и компактного оборудования для их производства. Технология и оборудование данного класса делают возможным их приобретение и использование небольшими производственными фирмами, не располагающими значительными инвестиционными ресурсами, для получения значительного экономического эффекта при мелко- и среднесерийном производстве по сравнению с экономическим эффектом от применения традиционного многопереходного профилирования заготовок. Частая смена модельного ряда автомобилей ВАЗ и УАЗ в последние годы также потребовала мобильной и сравнительно дешевой технологии производства профильных деталей для их производства. Аналогичные проблемы возникли и в других отраслях промышленности. Для решения этих проблем в «Ульяновском НИАТ» создан метод интенсивного деформирования (МИД), представляющий собой компромисс между традиционным Материалы международной научно-технической конференции ААИ «Автомобиле- и 156 тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». профилированием и стесненным изгибом. Его отличие от традиционного профилирования состоит в интенсификации схем формообразования (использовании меньшего числа переходов, закрытых калибров, более жестких режимов подгибки полок), специфическом задании радиусов гиба по переходам, в некоторых случаях приложении небольших по сравнению со стесненным изгибом торцевых сил к прямолинейным полкам при сравнительно невысокой скорости профилирования (от 4 до 20 м/мин). В отличие от стесненного изгиба, ориентированного на осадку волнообразной заготовки при избыточной ширине заготовки и создающего большие силы торцевого поджатия, метод интенсивного деформирования не предусматривает переформовки заготовки за счет приложения осаживающих сил к поверхности заготовки. Кроме того, отличаются области их применения: СИ применяется для изготовления профилей высотой до 30 - 40 мм и шириной до 60 - 80 мм, в то время как МИД используется при изготовлении многоэлементных профилей высотой до 100 мм и шириной до 500 мм. По сравнению с другими, давно известными и хорошо изученными, способами производства гнутых профилей, метод интенсивного деформирования обладает рядом преимуществ: · возможность изготовления профилей сложной геометрии поперечного сечения с покрытиями; · возможность изготовления широкой номенклатуры гнутых профилей на одном оборудовании; · высокая размерная точность по сечению профилей; · возможность использования быстропереналаживаемого, универсального оборудования, имеющего низкое энергопотребление, малые габариты и невысокую стоимость; · применение небольшого количества технологического оснащения, что позволяет сократить затраты на технологическую подготовку производства; · возможность совмещения профилирования с другими производственными процессами (правка, отрезка, пробивка отверстий). В таблице приведены основные отличительные технологические особенности традиционного профилирования и метода интенсивного деформирования для изготовления гнутых профилей в роликах профилегибочных станов. Характеристика методов формообразования профиля в роликах Традиционное Метод интенсивного Стесненный Показатель профилирование деформирования Изгиб 1. Толщина заготовки, мм 0,5…12,0 0,5…3,0 0,5…3,0 2. Скорость профилирования профилей сложного сечения, м/мин до 180 до 20 до 15 8..12 10…40 10…40 Открытый Закрытый Закрытый 5. Число переходов N (0,4…0,7)×N (0,4…0,6)×N 6. Приложение дополнительных сил – Аксиальная, торцевая Торцевая Не обязательно Обязательно Обязательно 3. Углы подгибки за переход, град. 4. Тип калибра 7. Правильное устройство Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 157 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». 8. Режим формовки радиуса сгиба 9. Отношение внутреннего радиуса гибки к толщине материала исходной заготовки Плавный по переходам На первых переходах На последних переходах rв/s0 > ( rв/s0)допуст. rв/s0 > 0,5 rв/s0 > 0 При профилировании методом интенсивного деформирования подгибка ведется на максимальные углы, при которых еще не происходит растяжение полки. Предельные углы подгибки зависят от толщины металла, его механических и прочностных свойств, от величины полки, а также может зависеть от сложности всего профиля (смещение оси профилирования), от режима деформирования (зажима полки), величины плавного перехода и др. Как правило, профилирование МИД производится в закрытых калибрах на станках типа ГПС. Всю оснастку на станке ГПС (рис. 1) можно подразделить на: 1 – предварительную оснастку; 2 – формующую оснастку; 3 – промежуточную оснастку; 4 – правильную оснастку. Рисунок 1 -Расположение оснастки на станке ГПС Предварительная оснастка предназначена для первоначальной подгибки заготовки и используется для лучшего захода заготовки в первый калибр. Применяют два типа предварительной оснастки. 1. Направляюще – профилирующие ролики с вертикальными осями. Процесс формоизменения осуществляется за счет направленной потери устойчивости при торцевом (поперечном) сжатии заготовки (рис. 2). Благодаря широкому диапазону регулировки межцентрового расстояния в нулевой клети станка и отсутствию верхнего формующего инструмента ролики являются широкоуниверсальными и могут быть использованы при формообразовании широкой номенклатуры профилей с различной шириной и толщиной заготовки. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 158 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». Рисунок 2 - Ролики предварительной подгибки вертикальные: 1 – заготовка, 2 – горизонтальные формующие ролики предварительной подгибки Ролики применяют для получения формы заготовки близкой к форме первого перехода, для уменьшения числа основных переходов при изготовлении сложных профилей. Как правило, предварительные ролики неприродные и формообразование происходит за счет волочения заготовки через калибры роликов. Формующая оснастка – основная оснастка, предназначенная для непосредственного формообразования профиля. Представляет собой комплекты формующих роликов, устанавливаемые на валы (верхний и нижний) рабочих клетей станка. Калибры формующих роликов соответствуют переходам профилирования. Особенность рабочих калибров является замкнутый по всему периметру рабочий контур (закрытый калибр) на всех переходах. Замыкание рабочего контура, обеспечивается специальными конструктивными элементами двух типов: буртами (рис. 3, а.), применяемые при горизонтальном расположении краевых элементов профиля, и уступами (рис. 3, б) – при их вертикальном расположении. Равномерность боковых (вертикальных) зазоров в калибре, исключение возможности относительного смещения роликов в осевом направлении обеспечиваются соединением верхнего и нижнего роликов торцевыми сопрягаемыми поверхностями посадкой «в замок» по H7/h7. Нижний ролик при этом, как правило, является охватывающим базовым, верхний охватываемым (рис. 3, а, б, г); исключение составляют ролики для профилей, крайние полки которых направлены вниз (рис. 3, в). Рисунок 3 - Соединение роликов: 1 – верхний ролик; 2 – нижний ролик; 3 – роликовый калибр; 4 – бурт; 5 – уступ Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 159 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». В отдельных случаях (при несимметричной форме профилей) соединение роликов в замок следует производить с помощью дополнительных элементов типа «паз-выступ» (рис. 3, г). Для обеспечения точности размеров по сечению профиля следует в калибре роликов выдерживать равномерность и постоянство зазоров, как в осевом, так и в радиальном направлениях. Для реализации данного условия при проектировании целесообразно предусмотреть базирование роликов друг по другу, как правило, верхнего по нижнему. Базировать ролики необходимо как в осевом направлении (соединение в «замок»), так и в радиальном направлении. Для этой цели в конструкциях роликов предусматривают базовые поверхности (рис. 4), фиксирующие заданную величину радиального зазора в калибре. В качестве баз рекомендуется использовать ступицы и бурты роликов. Простановка размеров по ширине ролика осуществляется от технологической базы Б или торца калибра. Диаметры формующих роликов на всех переходах следует выбирать конструктивно, исходя их межцентрового расстояния, диаметров рабочих валов и глубины формовки (глубины «вреза»). При этом для достижения достаточной прочности роликов необходимо обеспечить в местах минимальной толщины в радиальном направлении запас материала не менее 5-10 мм (рис. 5). Для станка ГПС при глубине формовки до 90 мм рекомендуется диаметры роликов выбирать в диапазоне от 200 до 250 мм. Бурты охватывающих роликов представляют собой выступы высотой 7,5…8 мм и шириной 18…22 мм со скруглением по радиусу 3 мм. Размеры верхнего охватывающего ролика рассчитываем исходя из размеров нижнего ролика и межосевого расстояния. Радиус скругления по ступице и бурту верхнего ролика 2 мм. Рисунок 4 - Базирование роликов: А, Б – базовые поверхности (направляющие базы); В, Г – установочные поверхности (опорные базы) Ширина левого (по направлению профилирования) бурта принимают 20 мм. Ширину правого бурта рассчитывают по ширине профиля и четного размера на ширину ролика. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 160 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». Рисунок 5 - Бурты и посадочные места роликов Для обеспечения постоянства оси профилирования до установочной базы станка предусматривают распорные втулки. Промежуточная оснастка предназначена для предварительного формоизменения заготовки (полуфабриката) перед заходом его ее в основной калибр. Промежуточную оснастку применяют для получения сложных профилей при малом числе формующих роликов, а также в качестве направляющих при изготовлении простых профилей. В качестве промежуточной оснастки применяют фильеры (рис. 6). При наличии на профиле углов более 900 в качестве промежуточной оснастки вводят вертикальные ролики поз.1 рис.7. Для удержания профиля изнутри вводят бронзовые фильеры поз. 2, 3. Калибр промежуточной оснастки может соответствовать калибру следующего основного калибра основного перехода или иметь средний характер (средние углы подгибки между основными переходами). Рисунок 6 - Промежуточная фильера: 1 – нижняя часть фильеры; 2 – верхняя часть фильеры; 3 – крепление частей фильеры. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 161 Секция 6 «МАШИНЫ И ТЕХНОЛОГИИ ЗАГОТОВИТЕЛЬНОГО ПРОИЗВОДСТВА», Подсекция «Машины и технологии обработки металлов давлением». Но применение дополнительной оснастки должно быть ограниченным, поскольку горизонтальные ролики не имеют привода, процесс прокатки заменяется волочением, распределение напряжений и деформаций которые присутствуют при прокатке заменяются другими, часто противоположными. Циклические повторения этих характеристик в частности приводит к гофрению полок за счет утонения материала. 1 4 2 1 3 Рисунок 7 - Пары промежуточные1 – ролики промежуточные; 2 – фильера верхняя; 3 – фильера нижняя; 4 – профиль Правильная оснастка предназначена для окончательной калибровки профиля, устранения пружинения, устранения дефектов профиля (прогиба, саблевидности, кручения), для получения заданного продольного радиуса. Оснастка состоит из правильных роликов (2…4) в зависимости от размеров и формы профиля (рис. 8). Рисунок 8 - Правильная оснастка: 1 – правильные ролики вертикальные; 2 – правильные ролики горизонтальные Применение гнутых профилей проката во всех отраслях обеспечивает уменьшение веса конструкции; сокращает или полностью исключает трудовые затраты на сварку, сборку; повышает технико-экономические и эксплуатационные показатели, улучшает вид машин и конструкций. Опыт их применения показывает, что расход металла снижается в среднем на 20-25%, трудоемкость изготовления до 30%. Материалы международной научно-технической конференции ААИ «Автомобиле- и тракторостроение в России: приоритеты развития и подготовка кадров», посвященной 145-летию МГТУ «МАМИ». 162