Sulzer Chemtech
реклама

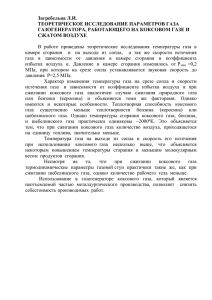
Sulzer Chemtech Sulzer Chemtech – движение вперед Очистка коксового газа с выделением ароматических углеводородов 1 Переработка коксового газа Sulzer Chemtech Подача угля Коксовая батарея Кокс Дутьевой газ Охлаждение газа Обработка конденсата Смолы Электрофильтр Газодувка П Абсорбер H2S Отпарка H2S Абсорбер NH3 Отпарка NH3 Обработка сточных вод Сточные воды Разложение аммиака Установка Клауса Абсорбер БТК Компрессор Отпарка БТК Очищенный коксовый газ Сера На производство бензола Насадка Меллапак Тарелки 2 Очистка коксового газа с использованием поташа Sulzer Chemtech Типичный исходный коксовый газ Температура Плотность Состав газа CO2 CO H2 CH4 CnHm N2 O2 Смола Бензол (БТК) Нафталин NH3 H2S °C кг/Нм3 1000 - 1300 0.4 – 0.5 % об. % об. % об. % об. % об. % об. % об. г/Нм3 г/Нм3 г/Нм3 г/Нм3 г/Нм3 1.6 4.7 61.2 26.9 3.3 2.2 0.1 100 30 0.5 7.0 8.0 3 Переработка коксового газа Sulzer Chemtech Основные колонны для переработки коксового газа Скрубберы - Скруббер H2S - Скруббер аммиака - Комбинированный скруббер - Скруббер БТК - Осушка коксового газа (поглотитель ТЭГ) Отпарные колонны - отпарка аммиака - отпарка H2S - отпарка БТК - рекуперация ТЭГ 4 Переработка коксового газа Sulzer Chemtech Первичное охлаждение / отделение смол Загрязн. газ Очищенный газ Электро фильтр Промывная жидкость и смолы Горячая вода Холодная вода Захоложенная вода Эмульсия смол Сборник промывной жидкости 5 Переработка коксового газа Sulzer Chemtech Удаление H2S и NH3 Поглотитель Газ, очищ. от NH3 H2S free gas Абсорбер NH3 Абсорбер H2S Пары NH3 Р-р NaOH Кислый газ Загрязн. газ Отпарка свободного Регенератор аммиака Отпарка связанного аммиака Пар Пар Конденсат 6 Переработка коксового газа Sulzer Chemtech 7 Переработка коксового газа Sulzer Chemtech Пример успешно осуществленной реконструкции абсорбера БТК Параметры процесса Давление Расход газа Температура газа на входе Конц. БТК на входе Конц. БТК на выходе Расход поглотителя Поглотитель 1.05 бар абс. 65’000 кг/ч 26 °C 40 г/Нм3 <2 г/Нм3 99’180 kg/h Solvay 2 B II Параметры колонны Диаметр 3’100 Общая высота насадки 14.2 Насадка Перепад давления по насадке 12 мм м Mellapak мбар 8 Переработка коксового газа Sulzer Chemtech Насадка из металлической сетки – традиционое массообменное внутреннее устройство для абсорберов коксового газа Типичная удельная поверхность около 30 – 60 м2/м3 Типичный удельный вес около 265 кг/м3 Деревянные распорки Следовательно, такая насадка является очень тяжелой и неэффективной 9 Переработка коксового газа Sulzer Chemtech Сравнение Mellapak с “насадкой из металлической сетки” Насадка из металл. сетки Mellapak Удельная поверхность (м²/м³) 30 64 - 750 Удельный вес (кг/м³) 265 65 - 248 ЧТТ/м 1 1.8 - 13 Производительность для M252.Y G=21’450 кг/час Rho= 0.37 кг/м³ L=60’000 кг/час Rho=1’000 кг/м³ ID=3.1 м 2.7 м 2.0 м 30% захл. 0.7 мбар/м 40% захл. 0.7 мбар/м 73% захл. 2.7 мбар/м 10 Жидкость Переработка коксового газа Sulzer Chemtech Решение Sulzer Регулярная насадка Распред. Кольца Газ Тарелки 11 Переработка коксового газа Sulzer Chemtech Mellapak и Mellagrid современные, высокопроизводительные и эффективные насадки для работы в условиях наличия загрязнений Успешно устанавливаются в абсорберах H2S, NH3 и БТК 12 Переработка коксового газа Sulzer Chemtech Переливная планка Клапана и отверстия Входная планка Застойная зона Зоны высокого риска забивки Выход жидкости из переливного кармана 13 Переработка коксового газа Sulzer Chemtech Тарелки Sulzer в специальном исполнении, предназначенном для работы в условиях загрязнений, успешно используются для отпарки и ректификации H2S, NH3, БТК и нафталина на установках переработки коксового газа комбинация клапанов MVG и Неподвижные клапана MVG and SVG обеспечивают: направляющих клапанов • превосходную механическую прочность вследствие увеличенной жесткости полотна тарелки • Отсутствие подвижных деталей • Увеличенную продолжительность срока службы • Замечательную сопротивляемость загрязнениям 14 Переработка коксового газа • Очень прочные Sulzer Chemtech Неподвижные клапана V-Grid в условиях загрязнений • Отсутствие забивок 15 Переработка коксового газа Sulzer Chemtech Аргументы в пользу использования современных массообменных устройств Увеличение производительности Повышение эффективности Возрастание сопротивляемости загрязнениям Уменьшение перепада давления Снижение капитальных и производственных затрат 16 Переработка коксового газа Sulzer Chemtech Успешно работающие колонны на установках переработки коксового газа Насадка Поглощение H2S 3 Отпарка H2S 4 Дистилляцмя NH3 Абсорбция БТК 4 2 3 Отпарка БТК Осушка коксового газа Тарелки 1 2 17