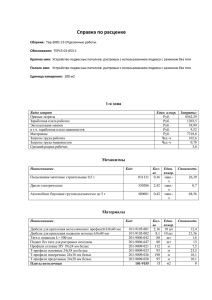
Гудков Иван Николаевич РАЗРАБОТКА ТЕХНОЛОГИИ
реклама

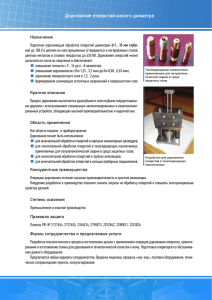
На правах рукописи УДК 621.981.1 Гудков Иван Николаевич РАЗРАБОТКА ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПЕРФОРИРОВАННЫХ ПРОФИЛЕЙ МЕТОДОМ ИНТЕНСИВНОГО ДЕФОРМИРОВАНИЯ Специальность: 05.03.05 – Технологии и машины обработки давлением АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук Нижний Новгород – 2009 Работа выполнена в Ульяновском государственном техническом университете Научный руководитель: доктор технических наук, профессор Филимонов Вячеслав Иванович Официальные оппоненты: Заслуженный деятель науки РФ, доктор технических наук, профессор Михаленко Федор Павлович кандидат технических наук Климычев Сергей Борисович Ведущая организация: Ульяновский научно-технологический центр – филиал ФГУП «ВИАМ» Защита состоится «28» декабря 2009 г. в 14 00 часов на заседании диссертационного совета Д 212.165.09 в Нижегородском государственном техническом университете по адресу: 603600, г. Нижний Новгород, ГСП-41, ул. Минина, д. 24, ауд. 1258. Телефон для справок: (831) 436-83-46, 436-23-91 Ваш отзыв на автореферат в двух экземплярах, заверенных печатью, просим направлять по вышеуказанному адресу. С диссертацией можно ознакомиться в библиотеке Нижегородского государственного технического университета. Автореферат разослан «25» ноября 2009 г. Ученый секретарь диссертационного совета, кандидат технических наук, доцент Б.В. Устинов 2 ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность проблемы. Бурное развитие строительства в России требует применения новых высокоэкономичных заготовок. Одним из видов таких заготовок являются длинномерные гнутые перфорированные профили. Штамповка при их изготовлении имеет ограниченные возможности в отношении длины и сложности сечения профилей. Технология производства данных профилей в роликах может иметь различные варианты сочетаний процессов перфорации и профилирования: • Перфорация ленты в штампе – профилирование в роликах. • Перфорация ленты в роликах – профилирование. • Профилирование ленты – перфорация в штампах (роликах). Третий из указанных процессов имеет существенное ограничение: перфорирование сформованного профиля возможно лишь на открытых участках (преимущественно на донной части профиля или на горизонтальных полках). Преимуществом первого процесса является высокая точность размеров пробиваемых отверстий и их расположения, если перфорация осуществляется на прессе с шаговой подачей заготовки (вне линии профилирования). Однако в этом случае требуется дополнительная линия перфорации. Во втором процессе перфорация может осуществляться в первых клетях профилировочного станка. Этот вариант технологии является предпочтительным, хотя возможно и встраивание перфорирующего пресса в линию профилирования. Эти два варианта технологии служили объектом исследований в диссертации. Предметом изучения являлись профили преимущественно типовой номенклатуры с отверстиями круговой или прямоугольной формы со скруглением в угловых зонах, изготавливаемые из тонколистовых заготовок из низкоуглеродистых сталей. При этом применяли метод интенсивного деформирования (МИД), характеризуемый применением закрытых калибров, подсадкой полок и другими отличиями по сравнению с традиционным профилированием (ТП) и стесненным изгибом (СИ). МИД обеспечивает высокую эффективность в условиях мелкосерийного производства в связи с использованием малогабаритного оборудования, меньшего количества технологического оснащения. Однако широкому внедрению данного метода для производства перфорированных профилей препятствует отсутствие классификаторов факторов, влияющих на деформацию отверстий, надежных математических моделей процесса формообразования, рекомендаций по повышению качества профилей, методики проектирования технологии, технических решений по перфорации заготовки в роликах небольшого диаметра и т.д. Работа нацелена на выработку технических и технологических решений, устраняющих указанные недостатки, чем обосновывается актуальность темы. Работа выполнена в Ульяновском государственном техническом университете в соответствии с тематическим планом кафедры «Материаловедения и ОМД» и по договору Д10-195/20-УП от 20.10.2006 г. «Интенсификация формообразования заготовок» с ООО НИЦ «МИТОМ» (г. Ульяновск) при содействии ОАО «Ульяновский НИАТ» и ООО «НПО «ИДМ» (г. Ульяновск). 3 Цель и задачи исследования. Целью настоящей работы является разработка на основе комплексных теоретических и экспериментальных исследований научно обоснованной методики проектирования технологического процесса изготовления гнутых тонкостенных перфорированных профилей методом интенсивного деформирования, позволяющей повысить качество перфорированных профилей, уменьшить трудоемкость и затраты на освоение технологии на 12 – 15 %. Для достижения поставленной цели ставятся следующие основные задачи: − разработать и исследовать классификатор факторов, влияющих на деформацию отверстий в перфорированной заготовке; − разработать математические модели, устанавливающие напряжения в прилегающей к отверстиям зоне при нагружении по кромке, и прогнозирующей ослабление разрушающей нагрузки при предельной нагрузке; − разработать математическую модель подсадки заготовки с учетом упрочнения в зоне изгиба и дрейфа нейтрального слоя деформаций при торцевом поджатии; − модифицировать методику расчета числа переходов; – разработать математическую модель локального продавливания отверстия по торцу заготовки; − провести необходимые для создания технологии экспериментальные исследования и конечноэлементное моделирование в среде ANYSIS процесса формообразования перфорированных профилей; − создать методику разработки технологии изготовления МИД перфорированных профилей; – разработать конструкцию перфорирующей роликовой пары для автоматических линий профилирования – внедрить разработки в производство. Научная новизна работы заключается в: 1) разработанном и исследованном классификаторе факторов, влияющих на деформацию отверстий в перфорированной заготовке; 2) математической модели, устанавливающей напряжения в прилегающей к отверстиям зоне при нагружении по кромке, и прогнозирующей ослабление разрушающей нагрузки при ее предельном значении; 3) математической модели подсадки заготовки с учетом упрочнения в зоне изгиба и дрейфа нейтрального слоя деформаций при торцевом поджатии; 4) впервые решенной методом баланса работ задаче локального продавливания отверстия по торцу заготовки; 5) экспериментальных зависимостях, полученных в полнофакторном эксперименте и в результате конечноэлементного моделирования в среде ANYSIS; 6) созданной методике разработки технологии изготовления МИД перфорированных профилей; 7) техническом решении патента на полезную модель роликовой пары для перфорации. Методы исследования, использовавшиеся в работе: 1. Методы теории обработки металлов давлением; 2. Метод натурного эксперимента; 3. Геометрические методы измерения линейных и угловых величин; 4. Конечноэлементный анализ (средствами ANSYS); 5. Методы статистического анализа и полнофакторного эксперимента с использованием прикладных программ MathCAD2001 и EXCEL 2003. 4 Достоверность результатов обеспечивается совпадением теоретических и экспериментальных данных соискателя и данных других авторов, в основном, в пределах 10 – 15 %, результатами внедрения, а также применением современных средств вычислительной техники и апробированных прикладных программ. Практическая ценность. Создан эффективный алгоритм (методика) проектирования технологии изготовления гнутых перфорированных профилей, использующий разработанные модели и критерии формообразования. Методика используются разработчиками технологии в ОАО «Ульяновский НИАТ» (имеется акт внедрения), а также может применяться на промышленных предприятиях РФ, где имеется профилегибочное оборудование, в организациях, занимающихся разработкой технологии и оборудования в области профилирования. В ООО «НПО «ИДМ» (г. Ульяновск) внедрено техническое решение патента на полезную модель, созданного автором, которое используется в двух автоматических линиях производства перфорированных профилей. Расчетный годовой экономический эффект составляет 420 тыс. руб. Апробация работы. Результаты работы прошли апробацию на: 1. XXXVI научно-технической конференции УлГТУ «Вузовская наука в современных условиях», Ульяновск, 2002 г. 2. XXXVII научно-технической конференции УлГТУ «Вузовская наука в современных условиях», Ульяновск, 2003 г. 3. Всероссийской научно-технической конференции «Современные проблемы машиностроения и транспорта», Ульяновск, 2003 г. 4. XXXVIII научно-технической конференции УлГТУ «Вузовская наука в современных условиях», Ульяновск, 2004 г. 5. Научно-техническом форуме с международным участием «Высокие технологии 2004». – Ижевск, 2004 г. 6. Международной научно-технической конференции «Актуальные вопросы промышленности и прикладных наук» (ЗНТК2004), Ульяновск, 2004 г. 7. ХХХIХ научно-технической конференции УлГТУ «Вузовская наука в современных условиях», Ульяновск, 2005 г. 8. 49-й Международной научно-технической конференции МАМИ «Приоритеты развития отечественного автотракторостроения и подготовки инженерных и научных кадров», Москва, 2005 г. 9. Всероссийской научной конференции «Наука и технологии», г. Миасс, 2008 г. В полном объеме диссертационной работы результаты докладывались на кафедре «Материаловедение и ОМД» Ульяновского государственного технического университета. Публикации. Основные результаты диссертации опубликованы в 14 печатных работах, в том числе 1 патенте на полезную модель, а также двух статьях в рецензируемых журналах, рекомендованных ВАК. Структура и объем работы. Диссертационная работа состоит из введения, четырех разделов, заключения: основных результатов и выводов, списка литературы из 146 наименований, приложения и включает 145 страниц машинописного текста, 96 рисунков, 8 таблиц. 5 − − − − − − − − − Основные научные положения, выносимые на защиту: классификатор факторов, влияющих на деформацию отверстий в перфорированной заготовке; математическая модель, устанавливающая напряжения в прилегающей к отверстиям зоне при нагружении по кромке, и прогнозирующая ослабление разрушающей нагрузки при ее предельном значении; математическая модель подсадки заготовки с учетом упрочнения в зоне изгиба и дрейфа нейтрального слоя деформаций при торцевом поджатии; математическая модель локального продавливания отверстия по торцу заготовки; экспериментальные зависимости, полученных в полнофакторном эксперименте и в результате конечноэлементного моделирования в среде ANYSIS; модифицированная методика расчета числа переходов; методика разработки технологии изготовления МИД перфорированных профилей; технические решения по конструкции роликовой пары для перфорации; результаты внедрения методики разработки технологии и роликовой пары для перфорации. СОДЕРЖАНИЕ РАБОТЫ Во введении определены объект и предмет исследования, обоснована актуальность темы, а также дана краткая характеристика работы по разделам. В первой главе выполнен литературный обзор работ, посвященных проблемам изготовления гнутых перфорированных профилей различными способами, рассмотрены вопросы применения перфорированных профилей в различных отраслях, проведен техникоэкономический анализ различных способов изготовлеа) ния профилей. Исследованы технологические и теоретические работы, посвященные процессам профилирования, с выделением круга задач, подлежащих решению в рамках данной работы. Анализ литературных источников показывает, что применение перфорированных профилей позволяет снизить расход металла на 18 – 20%, ускорить сборку и монтаж конструкций, устранить сварочные работы при б) монтаже, уменьшить трудоемкость монтажных работ. Наибольшее применение они нашли в следующих от- Рис. 1. Конструкция межэраслях: строительство (рис.1), автомобильная промыш- тажного перекрытия (а), ленность, складское хозяйство, электротехническая несущий настил перекрытия (б) промышленность. Из тех же источников выявлены общие требования к гнутым перфорированным профилям. Рассмотренные способы перфорации листовых профильных деталей выявили, что широкое распространение получили два основных способа: а) штампов6 кой, б) профилированием. Однако, ввиду ограничений в отношении длины профилей и их сечений при штамповке, наиболее рациональным, в мелкосерийном производстве является профилирование, позволяющее сочетать в одной линии перфорацию и формовку профиля. Это позволяет минимизировать издержки производства и снизить время изготовления продукции. Изучены различные виды валковых перфорирующих устройств (рис. 2), отличающихся техническими решениями, однако имеющими одну особенность – значительные габаритные размеры, в то время как для МИД требуется компактная перфорирующая роликовая пара, подлежащая разработке. Выполненный анализ схем формообразования в роликах перфорированных профилей уголкового, швеллерного и С-образного типа показал, что имеется большое количество патентов, относящихся к традиционному профилированию, однако отсутствуют работы по формовке перфорированных профилей МИД. Некоторые технические решения из изученных работ приняты во внимание при разработке математических моделей и технологии. В частности, оказалось необходимым провести классификацию Рис.2. Валковая пара факторов, влияющих на деформацию отверстий, раздля перфорации в роликах работать математические модели подсадки при высвобождении угловой зоны, рассмотреть вопросы НДС полки в областях, примыкающих к отверстиям, установить минимальное расстояние отверстий до кромки, а также исследовать схемы формообразования (преимущественно углы подгибки и число переходов) МИД профилей типовой номенклатуры. Установлено, что наиболее часто встречающимися отверстиями являются круговые и прямоугольные с сопряжением сторон в угловых зонах, а наиболее часто применяемыми материалами – низкоуглеродистые стали, что отчасти и определило предмет исследования. Проведена классификация профилировочного оборудования и вариантов совмещенных процессов перфорации и формообразования. Установлено, что наиболее подходящими для реализации МИД являются станки семейства ГПС, а наиболее приемлемым вариантом технологии – перфорация в составе линии профилирования (в штампе или роликах) с последующим формообразованием профиля. Анализ теоретических работ, относящихся к деформации отверстий в пластинах, подверженных внешней нагрузке, позволил выявить, что наибольшая концентрация напряжений наблюдается на границах отверстий, а разрушающая нагрузка по различным критериям может отличаться на 30% и более от реальной. В рассмотренных работах решения относятся, в основном, к упругой области. Работ, относящихся к профилированию перфорированной ленты, не выявлено. Проведенный обзор позволил определить цель работы и ее задачи. 7 Во второй главе разработан и выполнен анализ классификатора факторов деформирования отверстий (рис.4), который позволил определить для исследования виды отверстий и их расположение на элементах профиля. Факторы деформирования Факторы предельного отверстий в профилях формоизменения 1. 1 Ж есткий режим 1. Режимы профилиров ания 1. 2 Мягкий режим 2. Толщина исходной заготов ки 4. 1.1 Типов ая (кру глая, ов альная, кв адратная, прямоу гольная) 4.1 Форма отв ерстий 3. Ш ирина подгибаемых полок 4. 1.2 Специальная 4.2. 1 П о отношению к толщине заготов ки 4. П араметры отв ерстий 4.2 Размеры отв ерстий 4.2.2 По отношению к размеру элемента на котором расположен 4.3. 1 П родольное расположение 4. 3.2 Поперечное расположение 4.3.4 Переферийная часть 4. 3. 5 Срединная часть 4. 3 Топология отв ерстий 4. 3. 3 Углов ое расположение 5. Материал заготов ки 4. 3.6 Д онная часть 4. 3.7.1 Узкие 4. 3.7 П еремычки между отв ерстиями 4.3. 7.2 Ш ирокие Рис. 3. Классификатор факторов деформирования отверстий в перфорированных заготовках при профилировании В качестве объекта выбраны отверстия круговой и прямоугольной формы с сопряжением сторон, причем последние на исследуемых профилях располагали под разными углами. Анализ деформации отверстий в постановочных экспериментах показал, что деформация напрямую зависит от режимов подгибки полок и толщины заготовки, с увеличением ширины полки профиля деформация отверстий уменьшается. Для установления влияния нагружения подгибаемой полки по торцу в межклетьевой проводке и в роликах разработаны математические модели согласно видам нагружения на рис. 4. Для равномерного нагружения в упругой области полученное решение в терминах осессиметричной функции Эри (модель сжатия кольца со свободным внутренним контуром а) б) по наружному контуру напряжением σ0/2) и неосесимметРис. 4. Схемы нагружения полки при формовке: а –в роликах; б – в межклетьевой проводке ричной функции Эри для задачи сжатия кольца с напряжениями 8 на внешней границе представляется после их суммирования в виде: Φ(r, θ) = σ0 4 (r 2 − R 2 ) 2 2 2 cos 2 θ − r − 2 R ln r , r2 (1) где r, θ – текущие координаты; R – внутренний радиус кольца. Взяв соответствующие частные производные от функции (1), получаем значения соответствующих напряжений: R 2 σ0 R 2 R2 R4 R4 − 1 − 1 − 4 + 3 cos 2 σ = − 1 + + 1 + 3 cos 2 θ ; θ 2 ; θθ 2 4 2 4 2 r r r r r 2 4 σ R R (2) σ rθ = 0 1 + 2 2 − 3 4 sin 2θ . 2 r r σ rr = σ0 2 Из формул (2), в частности, следует, что при r = R (контур отверстия): σ θθ = σ 0 (2 cos 2θ − 1) , откуда видно, что для определенных направлений осей напряжение σ θθ может троекратно превышать значение напряжения, приложенного к торцевой поверхности заготовки. Анализ модели показывает, что аналогичная картина распределения напряжений справедлива и для овальной или продолговатой формы отверстий при их различном расположении (продольно или поперечно). Для относительно узкого отверстия, расположенного поперечно по отношению оси профилирования, нагружение сосредоточенной силой кромки заготовки на уровне отверстия (см. рис. 4,а) приводит к значению коэффициента концентрации напряжений К: K= T π ⋅l ⋅F , S0 ⋅ b 2 где Т – сосредоточенная сила, Н; l – характерный параметр отверстия, м; F – функция, принимающая значения 0,2 до 1,2 в зависимости от геометрических характеристик. Это означает, что в местах концентрации напряжений материал легче подвержен переходу в пластическое состояние и последующему разрушению. В работе приводятся графическое представление и анализ полученных решений. В пластической области решение уравнений равновесия с условием пластичности и соответствующими граничными условиями дает решение, используемое для оценки разрушающей нагрузки. В случае сплошной заготовки значение разрушающего напряжения может быть принято равным σp, однако наличие отверстия снижает это значение до величины Pp = χσ p , где χ – коэффициент ослабления (0 ≤ χ ≤ 1) . Нижнюю χн и верхнюю χB границы коэффициента ослабления разрушающего напряжения в полке шириной b определяли из анализа разрывов скоростей, введя коэффициент ζ = 2R : χ B = 2 − 4ζ + 3ζ 2 − ζ , χ н = b 1 (1 − ζ )2 , представ2ζ ленные на рис. 5. При достаточно высоком уровне сжимающих напряжений и диаметре отверстия, соизмеримом с шириной полки, в зонах, примыкающих к точкам пересечения координатных осей с контуром отверстия, образуется «пластические шарниры». В этих зонах при торцевом сжатии могут наблюдаться нарушения сплошности материала или локальное «продавливание» роликом. 9 С целью верификации данных математических моделей проводили моделирование формовки уголкового профиля 30х30х2 мм со сжатием, приближенная к схеме интенсивного деформирования. Решение проведено средствами модуля LSDYNA из пакета ANSYS. На рис. 6 представлены результаты моделирования и соответствующие им образцы, отвечающие различным этапам деформирования. В данной задаче движение проχ(ζ) филя в продольном направлении обеспечивается распределенными силами в трех зонах: две зоны по торцам полок и зона изгиба. Так как в исходной поχ (ζ) становке задачи девиации элементов профиля в поперечном направлении χ (ζ) исключены, то в полках возникают значительные касательные напряжения. Они приводят к деформациям ζ сдвига и искажению отверстий: изначально круговая форма отверстия пеРис. 5. Верхняя (ku) и нижняя (kl) реходит в эллиптическую, причем границы «коэффициента ослабления» большая ось эллипса располагается под углом 54° по отношению к оси профилирования, хотя в этой модельной задаче они несколько завышены. в в а б Рис. 6. Изменение формы отверстий профиля при формовке: а – по результатам моделирования со шкалой деформаций по фон Мизесу; б – на опытных образцах, соответствующих различным этапам деформирования Использование подсадки (торцевого поджатия) в закрытом калибре при МИД позволяет решать ряд технологических вопросов: получение малых радиусов гиба, снижение пружинения, предотвращение кромковой волнистости, а при высвобождении угловой зоны – сохранение покрытия на уровне угловых зон и, в целом, интенсифицировать процесс формообразования. При моделировании влияния подсадки решали задачу формовки угловой зоны в условиях высвобождения (рис. 7) инженерным методом с учетом деформационного упрочнения материала заготовки и дрейфа нейтрального слоя деформаций при подсадке, полученного 10 А.В. Филимоновым. Решение по радиальным напряжениям представляется в виде: r σ ρc = D ⋅ ln + F ⋅ ( ρ − r ) (зона сжатия). (3) ρ ρ σ ρp = D ⋅ ln + F ⋅ ( R − ρ ) (зона растяжения). (4) R Тангенциальные значения напряжений, соответстРис. 7. Расчетные параметры вующие радиальным напряжениям, получали из угловой зоны условий пластичности. Обозначения в формулах (3) и (4) отвечают параметрам рис. 7 и следующим обозначениям величин D и F: D = σT + 2 3 ⋅ П , F= П , S (m) ≈ S0 ⋅ (0,15 ⋅ m + 1) , 3 (2 ⋅ ρ 0 + S ( m) ⋅ m) 4 ⋅ где σТ – предел текучести; П – модуль упрочнения; ρ0 – нейтральный радиус при обычной гибке; S0 – исходная толщина заготовки; m – относительная величина подсадки полки. В качестве иллюстрации модели на рис. 8 представлено распределение напряжений в зоне растяжения. Рис. 8. Зависимость напряжений зоны растяжения от относительного радиуса ρ и показателя упрочнения П Рис. 9. Зависимость зоны растяжения от относительного радиуса ρ и величины относительного торцевого поджатия «m» 11 Отсюда видно, что происходит разгрузка наружного волокна зоны изгиба, по отношению к гибке в отсутствие подсадки. В этом отношении еще более иллюстративны деформации (рис. 10), показывающие влияние торцевого поджатия. Рис. 10. Распределение окружных деформаций в зоне изгиба в зависимости от величины торцевого поджатия «m» Текущий относительный радиус Следовательно, исходя из критерия предельной деформации наружного волокна, ограничивающей минимально допустимый радиус при свободном изгибе, можно найти минимальный относительный радиус изгиба при торцевом поджатии, решив численно соответствующее трансцендентное уравнение в среде MathCAD (рис. 11, где пунктирной линией указана процедура определения искомого радиуса). Уменьшение предельно допустимого радиуса при торцевом поджатии m = 0,4 может достигать (30…50)%, а при m = 0,2 уменьшение предельно допустимого радиуса составляет (20…25)% при относительном радиусе изгиба более двух. При малых значениях относительного радиуса первоначально наблюдается уменьшение радиуса изгиба, а при дальнейшем увеличении m наступает складкообразование по внутреннему контуру с последующим разрушением. Рис. 11. Диаграмма определения минимального относительного радиуса при торцевом поджатии m для материалов, у которых при свободном изгибе (изгиб моментом) предельно допустимый радиус равен r (при α = 90°) 12 Используя методику определения пружинения на основе теоремы А.А. Ильюшина о разгрузке, однако с учетом торцевого поджатия, получена расчетная формула для определения пружинения: ∆α = 3 ⋅ σ T ⋅ [1 − 4 ⋅ m ⋅ (1 − cos(α / 2)) ⋅ ρ c ] ⋅ ρc ⋅ α . E (5) где ∆α – угол пружинения; α – угол подгибки; ρс – относительный радиус кривизны срединной поверхности; Е – модуль Юнга. Анализ формулы (5) показывает, что приложение торцевого поджатия может уменьшать пружинение в 2 – 2,5 раза, а при больших значениях m – приводить к отрицательным значениям, что подтверждено экспериментально. Для выбора станка и разработки технологии производства многоэлементных перфорированных профилей исследована модель и модифицирована методика расчета числа переходов N для профилей типовой номенклатуры: L 2 ⋅ b ⋅ (1 - cosα ) R N = F⋅ M ⋅ ⋅ C L ⋅ n r ⋅ s M в 1 2 ⋅Ψ , где F – функция формы; LM – межклетьевое расстояние профилегибочного станка, мм; b – ширина подгибаемой полки, мм; α – суммарный угол подгибки боковых полок, град; С – ширина дна профиля, мм; R – средний радиус гиба, соответствующий 95% уровню охвата зоны сгиба пластическими деформациями, мм; rв – внутренний радиус зоны сгиба, мм; s – толщина заготовки, мм; n - число зон сгиба профиля; Ψ – фактор соотношения номинального и принимаемого для проектирования диаметра формующего ролика. Автором разработан подход, позволяющий применять указанную модель и для более сложных конфигураций профилей. Суть его сводится к следующему. 1) Введение фактора увеличения диаметра формующего ролика (для обеспечения натяга кромки). 2) Сведение криволинейных элементов к гладким путем их «спрямления» (их ширина развертки отождествляется с шириной гладкой виртуальной полки). 3) Число зон изгиба, приходящихся на криволинейный элемент (при его наличии), берется равным единице. 4) При наличии элементов двойной толщины (ЭДТ) на подгибаемой полке при расчете числа переходов в качестве ширины подгибаемой полки следует брать развертку полки с учетом ЭДТ. 5. Для ширины дна вводятся диапазоны соизмеримости с межклетьевым расстоянием, т.е. ширину дна следует округлять до соответствующего реперного значения так, чтобы сохранялась асимптотическая корректность модели. Например, при весьма узком дне число переходов становится несоразмерно большим. При этом мерой соизмеримости можно брать ширину подгибаемой полки. Решен важный для оценки технологичности вопрос о продавливании заготовки в области отверстия, расположенного близко к кромке подгибаемой полки с применением метода баланса работ на основе разрешающего уравнения: P ⋅ ∆h = ∫ σ i ⋅ ε i ⋅ dV , (V ) 13 где Р – полная сила на формующем ролике; ∆h – глубина продавливания кромки; σi, εi – интенсивность напряжений и деформаций соответственно; V – объем заготовки, по которому ведется интегрирование. Задачей ставилось определить: на каком минимальном расстоянии от кромки должно быть расположено заданного размера отверстие при заданной величине подсадки, чтобы не происходило продавливание заготовки. На рис. 12 представлена расчетная схема для решения данной задачи. Определив величины в последней формуле, с учетом замены знака равенства на знак нестрогого, после несложных преобразований получили: C ≥ R ⋅ς ⋅ m , (6) Рис. 12. Расчетная схема для определегде m – величина подсадки; ζ – коэффици- ния параметров продавливания заготовки ент уменьшения размера отверстия. при подсадке полки Обычно топология и размер отверстия задаются чертежом на профиль (т.е. заданы C и R). Тогда для предотвращения продавливания необходимо вычислить допустимую величину подсадки по соотношению (6) и реализовать ее в технологии путем задания ширины заготовки или настройкой межклетьевой проводки, если подсадка осуществляется в межклетьевом пространстве профилировочного станка. В третьей главе выявлен механизм и установлены закономерности развития деформаций отверстий при изготовлении перфорированных профилей МИД, исследованы схемы и режимы их формообразования для верификации теоретических моделей и создания методики разработки технологии. Экспериментальные исследования проводили с использованием линии профилирования (рис. 13) на девяти типоразмерах профилей уголковой формы, кроме того, были исследованы профили швеллерной и особо сложной формы для получения всесторонней оценки проводимых опытов. В натурных экспериментах использовали метод Бокса-Уилсона. Исследования проводили на комплектах роликов с различными видами замыкания калибров для выявления особенностей формообразования уголковых профилей с отверстиями. Первоначально изготавливали профиль за четыре перехода (первые три – открытые, последний – закрытый с вертикальным замыканием) при жестких режимах формовки. Отклонения по размерам диаметра превышали допустимые значения в 2 – 3 раза, а большая ось располагалась под углом около 30° по отношению к продольной оси. Кроме того, присутствовала продольная кривизна в пределах 4 – 6 мм на 1 м. Поэтому был сделан переход к более щадящей схеме с режимом подгибки 10° – 20° – 30° – 40° – 45°, которая была подвергнута более тщательному исследованию. Формуемую заготовку извлекали из калибров, разрезали по местам осевых плоскостей калибров (рис.14,а), сканировали плоские участки полок и переносили в AutoCAD-2002 для проведения замеров с использованием 14 «эластичных шаблонов») (рис.14, б). Затем производили необходимые расчеты и полиномиальную аппроксимацию экспериментально-расчетных данных в среде EXCEL-2000Pro для получения зависимостей: e1 = −1.535 ⋅ 10−3 ⋅ N 2T + 0.014 ⋅ N T − 0.0074 , e 2 = −2.56 ⋅10−3 ⋅ N T2 − 0.016 ⋅ N T + 0.0077 , где е1, е2 – главные деформации отверстий; NT – текущий номер перехода. Приведенные на рис. 15 и 16 зависимости для одного из профилей показывают, 1 2 что наиболее значительные всплески де3 формаций проявляются вблизи осевой плоскости роликов из-за влияния замы4 кающих буртов нижних роликов. Этой же 5 причиной обусловлен поворот большей оси эллипса (рис. 17). Деформации отверстий 6 7 а 8 β б Рис. 13. Линия профилирования: 1 – перфоратор; 2 – направляющее устройство; 3 – отсчитывающее устройство; 4 – формующий ролик верхний; 5 – серьга замыкающая; 6 – пульт управления; 7 – правильное устройство; 8 – летучий штамп отрезной D б.э. D м .э. Dм Рис. 14. Изучение размеров отверстий: а – образцы для исследований; б – определение главных направлений деформаций замыканием Dб 80,00 Угол наклона отверстия, град. 0 ,0 35 Степень деформации 0,03 0 ,0 25 0,02 0 ,0 15 0,01 0 ,0 05 70,00 60,00 50,00 40,00 30,00 20,00 10,00 0,00 01 0 1 12 23 34 45 12 2 3 3 4 4 5 Номер перехода 5 Но м е р пе ре хода Рис. 16. Поворот большой оси эллипсов относительно кромки Рис. 15. Деформаций полки по переходам 15 5 уменьшаются к последнему переходу, однако их размеры выходят за допустимые пределы. Заметим, что профиль той же геометрии сечения, полученный по данной технологии из сплошной заготовки, не имел дефектов. Для снижения деформаций полки путем устранения влияния буртов роликов была использована схема замыкания роликов с коническими участками, протяженность которых не превышала величину одностороннего сужения-стеснения профиля. В этом случае устранялась тангенциальная составляющая силы, влиявшая в предыдущей схеме на вид деформированного состояния и изгиб профиля, в то время как режимы подгибки полок оставались теми же. Изготовленная контрольная партия профилей (около 500 погонных метров) не имела отклонений от требований чертежа. Полученные в эксперименте данные хорошо согласуются с теоретическими расчетами: отклонения не превышали 12%. Для установления зависимости деформаций отверстий от ширины полки, толщины заготовки и числа переходов был проведен полнофакторный эксперимент, в котором варьировались величины: ширина полки b = 25, 35, 50 мм, толщина заготовки S = 1,2; 1,6; 2,0 мм, число переходов N, разным значениям которого соответствовали мягкий, средний и жесткий режимы профилированиясо следующими углами соответственно: 10° – 15° – 20° – 30° – 40° – 45°; 10° – 20° – 30° – 40° – 45°; 10° – 20° – 40° – 45°. Пробивку отверстий в заготовках осуществляли на пневматическом прессе. Подготовленные заготовки, требуемой ширины и толщины, в количестве 27 штук формовали последовательно, пропуская через шесть, пять и четыре клети профилегибочного станка ГПС-300М6. По результатам экспериментов производили расчет логарифмических деформаций и обработку данных с помощью опции "Регрессия" из "Пакета анализа" прикладной программы Microsoft Excel 2003 для установления регрессионной модели. Функции обработки массивов данных, в том числе оценка по критериям значимости, в указанной программе являются встроенными. Модель получена в виде: E = 0.130 + 0.045 ⋅ S − 0.021⋅ N − 0.001⋅ b . Модель была протестирована на результатах частных случаев экспериментального исследования швеллерных профилей и теоретических моделях. Отклонения укладываются в предел 14%. Для изучения предельных возможностей формообразования МИД проведено численное моделирование процесса формовки швеллерного про- Рис. 17. Распределение напряжений в заготовке филя (рис. 17) с отверстиями различна последнем этапе деформирования ного диаметра с помощью пакета ANSYS. Полученные результаты отклоняются от экспериментальных данных не более, чем на 17%. Для разработки технологии изготовления многоэлементного перфорированного профиля (рис. 18) исследовали различные режимы формовки (рис. 19,а), приводящие к деформации отверстий (рис. 20,а) и утонению заготовки в донной 16 части. И только мягкая схема формовки с осадкой (рис. 19,б – модернизированный режим) позволила получить удовлетворительное качество отверстия (рис. 20,б). Рис. 18. Многоэлементный перфорированный профиль а) б) Рис. 19. Режимы формовки профиля: а) один из режимов формовки; б) модернизированный режим В четвертом разделе рассмотрены основные этапы проектирования технологического процесса формообразования перфорированных профилей а методом интенсивного деформирования, вопросы технологичности, выбора расположения профиля по отношению к осям основных валков, расчета заготовки, расположения оси профилирования, разработки технологических схем, определения углов подгибки, обеспечения б размерной точности профиля, скоростного режима, проектирования оснастки, выбора материала инструмента. Указанные этапы базируются на результатах проведен- Рис. 20. Прямоугольное ных теоретических и экспериментальных исследований отверстие 28х9 мм после и представлены на рис. 21 в виде методики (алгоритма) формовки по жесткому разработки технологии изготовления перфорированных режиму (а) и мягкому профилей, используемой для практического проектиро- режиму (б) вания и пригодной для автоматизации технологии МИД. Внедрение. Патент на перфорирующее устройство внедрен в ООО «НПО «ИДМ» (г. Ульяновск) в виде технических решений по перфорирующим роликам (рис. 22) в составе двух автоматических линий (акт внедрения). Методика разработки технологии и процессы формообразования перфорированных профилей внедрены в ОАО «Ульяновский НИАТ» в составе автоматических линий, поставленных заказчикам технологии и оборудования (на четыре предприятия РФ). Сданные под «ключ» заказчикам оборудование и технологические процессы используются на предприятиях, указанных в акте технического внедрения. Расчетный годовой экономический эффект от выполненных автором разработок составляет 420,0 тыс. руб. При этом повышено качество изготавливаемых перфорированных профилей, уменьшены трудоемкость и затраты на освоение технологии на 12 – 15 %. 17 Начало Ввод исходных данных: тип профиля, основные размеры, материал 1 Анализ технологичности да нет Профиль технологичен? Выбор расположения профиля по отношению к осям основных валков Изменение конструкции профиля? Расчет калибров Учет необходимости применения способов предотвращения деформации отверстий Определение углов пружинения Выбор способа формовки и системы калибровки Выбор основной оси профиля Расчет количества технологических переходов Определение критического угла подгибки αкрит. Объявление параметров оборудования Определение пружинения линейных размеров DL Расчет ширины исходной заготовки Взаг. Есть место способа предотвращения деформации отверстий? Определение углов подгибки по переходам αi N=N+1 Расчет протяженности зоны плавного перехода Li Выбор способа: 1. Применение специального валкового устройства для пробивки отверстий в процессе профилирования. Анализ экономической целесообразност и увеличения N 2. Выбор типа замыкающих калибров для торцевого поджатия. нет αкрит.≥αi да да Li≤Lm N≥NБ нет нет Увеличение N целесообразно? нет Создание нового оборудования целесообразно? Анализ экономической целесообразности создания нового оборудования Выбор оборудования Учет необходимости применения способов предотвращения деформации отверстий Проектирование технологического оснащения Выбор режимов настройки оборудования Определение межклетьевого расстояния станка L M=max(Li) нет Параметры соответствуют? да Расчет энергосиловых параметров Конец Разработка ТЗ на новое оборудование Учет необходимости применения способов предотвращения деформации отверстий 1 Рис. 21. Алгоритм разработки технологического процесса производства перфорированных профилей Рис. 22. Перфорирующие устройства по патенту на полезную модель автора 18 ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ На основе комплексных теоретических и экспериментальных исследований разработана научно-обоснованная методика проектирования технологии изготовления гнутых перфорированных профилей методом интенсивного деформирования. Результаты работы можно резюмировать в следующем: 1. МИД является предпочтительным методом производства широко используемых в строительстве перфорированных длинномерных профилей, применение которых на 15 % выгоднее, чем применение цельных профилей 2. Разработанный и исследованный классификатор факторов деформации отверстий позволил установить основные влияющие факторы: число переходов, параметры сечения профиля, углы подгибки, схемы формообразования. 3. Разработанные математические модели деформирования полок профиля при нагружении по кромке позволили установить, что напряжения у контура отверстия могут в три раза превосходить напряжение на кромке, а ослабление разрушающей нагрузки из-за отверстий может снижаться на 25 – 30 %. 4. Математическая модель подсадки заготовки с учетом упрочнения в зоне изгиба и дрейфа НСД позволила установить, что торцевое сжатие разгружает наружный контур зоны изгиба по деформациям и получать радиусы гиба на 30…50% меньше, чем предельные радиусы при обычной гибке. Пружинение при этом может уменьшаться в 2 – 2,5 раза. 5. Модифицированная методика расчета числа переходов дает возможность расширить сферу приложения полуэмпирической модели, в частности, для профилей с криволинейными элементами и элементами двойной толщины. 6. Разработанная впервые на основе метода баланса работ модель локального продавливания отверстия по торцу заготовки позволяет проводить анализ технологичности перфорированных профилей при использовании МИД. 7. Проведенные экспериментальные исследования и конечноэлементное моделирование процессов формообразования перфорированных профилей позволили построить необходимые регрессионные зависимости, устанавливающие взаимосвязь определяющих параметров процесса, подтвердить с точностью до 12 – 17 % аналитические модели и сделать возможным внедрение результатов исследования. 8. Созданная на основе результатов проведенных исследований методика (алгоритм) разработки технологии изготовления МИД перфорированных профилей позволяет повысить качество перфорированных профилей, уменьшить трудоемкость и затраты на освоение технологии на 12 – 15 %. 9. Технические решения по перфорирующей роликовой паре, а также методика разработки технологии внедрены на ряде промышленных предприятий РФ с расчетным годовым экономическим эффектом 420 тыс. руб. Основное содержание работы отражено в публикациях, Рекомендованных ВАК: 1. Гудков И.Н. Особенности изготовления в роликах перфорированных уголковых профилей / Филимонов В.И., Гудков И.Н., Марковцев В.А., Филимонов С.В. // Производство проката. – 2004. – №12. – С. 29 – 34. 19 2. Гудков И.Н. Моделирование интенсивного деформирования перфорированных заготовок при профилировании / Гудков И.Н., Левщанов В.В., Филимонов В.И. // Производство проката. – 2006. – №4. – С. 30-35. 3. Патент 2004135480/22 Роликовая пара для перфорации заготовок в процессе их профилирования / Гудков И.Н., Филимонов В.И. – опубл. 12.01.2005 г. Других изданиях: 4. Гудков И.Н. Способы упрочнения инструмента для разделительных операций // Тезисы докладов XXXVII научно-технической конференции «Вузовская наука в современных условиях». – Ульяновск: УлГТУ, 2003. – c. 26. 5. Гудков И.Н. Классификация факторов предельных возможностей формообразования перфорированных заготовок / Гудков И.Н., Филимонов В.И. // Современные проблемы машиностроения и транспорта: Материалы Всероссийской научно-технической конференции (8 – 10 октября 2003 г.) – Ульяновск: УлГТУ. – 2003. – с. 79-81. 6. Гудков И.Н. Исследование возможности повышения стойкости рабочих частей штампов / Мурасов А.Ш., Гудков И.Н. // Тез. докладов XXXVI научно- технической конференции УлГТУ «Вузовская наука в современных условиях». – Ульяновск, 2002. – 38-39 с. 7. Гудков И.Н. Исследование формообразования перфорированных профилей // Тезисы докладов XXXVIII научно-технической конференции УлГТУ «Вузовская наука в современных условиях». – Ульяновск, 2004. – 84 с. 8. Гудков И.Н. Совершенствование технологии производства перфорированных гнутых профилей // Высокие технологии 2004: Сб. тр. науч.-техн. форума с международным участием: В 4 ч. – Ч. 4 – Ижевск: Изд-во ИжГТУ, 2004. – 60 – 64 с. 9. Гудков И.Н. Применение валковых устройств при производстве гнутых профилей с перфорацией // Материалы 49-й Международной научно-технической конференции ААИ «Приоритеты развития отечественного автотракторостроения и подготовки инженерных и научных кадров», Часть 1, Москва, МАМИ, 2005 г., С. 32-34. 10. Гудков И.Н. Использование системы LS-DYNA при моделировании технологического процесса производства гнутых профилей с отверстиями // Тезисы докладов ХХХIХ научнотехнической конференции УлГТУ «Вузовская наука в современных условиях». – Ульяновск, 2005. – С.32. 11. Гудков И.Н. Исследование влияния режима профилирования на качество пробитых отверстий в гнутых профилях // Вестник Курганского государственного университета. – Серия «Технические науки». – Вып.2. – Курган: Изд-во Курганского государственного университета, 2005. – С.127-128. 12. Гудков И.Н. Способы изготовления перфорированных гнутых профилей // Актуальные вопросы промышленности и прикладных наук (ЗНТК-2004): Сборник статей Международной научно-технической конференции (1 октября – 20 декабря 2004 г.) – Ульяновск: УлГТУ, 2004. – С.25-27. 13. Гудков И.Н. Производство профилей сложной С-образной формы с отверстиями в донной части // Современные проблемы проектирования, производства и эксплуатации радиотехнических систем: Сборник научных трудов. Пятый выпуск - Ульяновск. 2006. - с.171-174. 14. Гудков И.Н. Исследование процесса валковой перфорации / Гудков И.Н., Филимонов В.И. // Наука и технологии Секция 1 Неоднородные материалы и конструкции. Краткие сообщения XXVIII Российской школы (24-26 июня 2008 года, г.Миасс). Екатеринбург. 2008. - С.75-78. ℵ Подписано в печать __________. Формат 60х84 1/16. Бумага офсетная. Печать офсетная. Уч.- изд. л. _______. Тираж 100 экз. Заказ ______. Ульяновский государственный технический университет. Типография УлГТУ. 432027, Ульяновск, ул. Сев. Венец, 32. 20