28-29 SVERL
реклама

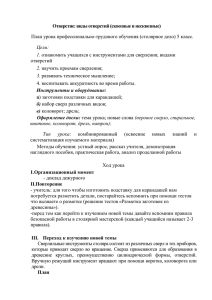
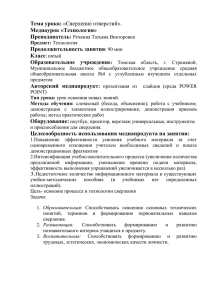
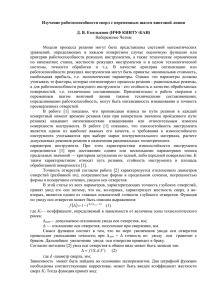
ТЕХНОЛОГИЯ И ИНСТРУМЕНТ Несколько слов о глубоком сверлении Этой небольшой заметкой мы хотели бы начать разговор о глубоком сверлении. Операция глубокого сверления является одной из наиболее сложных с точки зрения людей, не сталкивающихся с ней повседневно, и у некоторых вызывает даже некоторый страх. Мы попробуем показать, что при правильном подборе инструмента, оборудования и условий обработки глубокое сверление не так сложно, как кажется. Преимущества этого вида обработки о общепринятой терминологии «глу- лить конструкцию сверл KSEM фирмы бокими» считаются отверстия глуби- Kennametal Hertel, позволяющую в диапа- проявляются в высокой точности, оптиной больше 10хD, где D — диаметр зоне 16–32 мм сверлить на 10 диаметров, мальной прямолинейности и хорошем каотверстия. Упоминание о глубоком сверле- как сверлом из цельного твердого сплава. честве поверхности. Лидерами по произнии традиционно ассоциируется с необхо- Ну, а для больших диаметров (до 300 мм) водству таких сверл на европейском рындимостью использования специализиро- применяются системы со сменными мно- ке являются фирмы Botek, Guehering, ванного инструмента сверл для глубокого гогранными пластинами и пилотными Tiefbohrtechnik, Sandvik. Основные технические и конструктивные ососверления (однолезвийных пуГлубокое сверление на обрабатывающих центрах бенности продукции каждой из шечных или эжекторных). Тем 1-ая технологическая операция — обработка пилотного отверстия фирм подробно изложены в их не менее это не совсем так. ПопЗаготовка каталогах. В этой статье будут робуем коротко, не вдаваясь в изложены наиболее общие асособенности конструкции, покапекты применения таких сверл. зать, какие еще инструменты Циркуляция СОЖ Большинство применяемых могут быть использованы для 2-ая технологическая операция — глубокое сверление сегодня сверл глубокого сверобработки глубоких отверстий. ления конструктивно относится В производственной программе к двум группам: фирм, производящих совре• для диаметров от 1 до 40 мм менный быстрорежущий инНасос высокого однолезвийные сверла (сверструмент (Fette, Guehring, Titex давления ла одностороннего резания) с Plus) присутствуют сверла сверФильтр твердосплавной коронкой, хдлинной серии с крутым углом припаянной к стеблю сверла с подъема спирали стружечной хвостовиком; канавки. Как правило, эти свер• для диаметров от 14 до 250 ла выпускаются в диапазоне димм — эжекторные сверла, аметров до 12 мм с цилиндриГлубокое сверление на станках для глубокого сверления состоящие из головки с тверческим хвостовиком с возможУнифицированный Держатель кондукторной шпиндельный узел досплавными пластинами и ной глубиной сверления до Заготовка втулки двух труб, выполняющих фун25–30 диаметров. Сверла больЗажим Кондукторная Циркуляция СОЖ заготовки втулка кции стебля, подвода СОЖ и шего диаметра выпускаются с Механизм отвода стружки. коническим хвостовиком, для подачи Вот две основные предпоглубин до 10–12 диаметров. Для сылки использования любых удаления стружки подобные Насос сверл для глубокого сверления: сверла используются в циклах высокого давления 1. Система подачи СОЖ станка глубокого сверления с выводом Фильтр должна обеспечивать давление сверла из отверстия. и расход СОЖ, достаточные для Кроме быстрорежущих сверл удаления стружки из отверстия в последнее время появились без вывода самого сверла; концельные твердосплавные сверструкция шпинделя станка долла, позволяющие вести ображна обеспечивать внутренний ботку на глубину до 12 диаметподвод СОЖ через инструмент. ров. Обычно это сверла с прямыми стружечными канавками и канала- сверлами (например, HTS от Kennametal Необходимые для нормальной работы ми внутреннего подвода СОЖ. Диапазон Hertel). Глубина сверления такими сверла- сверл величины расхода и давления СОЖ диаметров (как и для всех цельных твер- ми ограничена только технологическими приводятся в соответствующих таблицах и досплавных сверл) ограничен рамками условиями обработки. Есть еще и другие графиках. Одновременно требуется высо3–20 мм. Такие сверла можно увидеть в варианты обработки глубоких отверстий, кая степень очистки СОЖ от примесей и программе фирм Fette, Biax, HAM. Еще од- но ,тем не менее, основным технологичес- стружки, поскольку внутренние каналы ним альтернативным вариантом являются ким приемом остается сверление с по- подвода СОЖ в сверлах имеют достаточно малый диаметр. В качестве СОЖ на специсверла с пластинами. Здесь можно выде- мощью сверл глубокого сверления. П 28 «СТРУЖКА» № 01 май 2002 г. Нормальные условия Оптимальные условия Получаемый допуск в материале Медь, никель, цинк и их сплавы Сплавы алюминия (по доле содер. в них кремния) Получаемое качество поверхности Сверление Рассверливание Улучшенная сталь Чугун Протягивание Азотируемая смесь Хонингование Нержавеющая сталь Конструкционная сталь Глубокое сверление Цементируемая сталь Прямолинейность (мм) ориентир. значение ТЕХНОЛОГИЯ И ИНСТРУМЕНТ Микронеровность Ra в m Основной допуск Качество поверхности Объем Q, л/мин. Давление р, бар. Масло для глубокого сверления Эмульсия Диаметр инструмента, мм Глубина сверления, мм Класс шероховатости N Диаметр инструмента, мм Прямолинейность отверстия Отклонение оси отверстия (мм) ориентир. значение Основной допуск IT Неподвижная заготовка — вращающийся инструмент Движущаяся в противоположном направлении заготовка — вращающийся инструмент Глубина сверления, мм Величины для расхода СОЖ Величины для давления СОЖ Центрирование отверстия ализированных станках для глубокого сверления используется масло для операций глубокого сверления, на универсальных станках — различные виды эмульсий. 2. Конструкция станка и наладка должны обеспечивать направление и центрирование сверла, достаточное для обеспечения прямолинейности его перемещения. Указанные особенности операции глубокого сверления привели к созданию специального типа оборудования станков для глубокого сверления. Такие станки обеспечивают подвод СОЖ под большим давлением и с большим расходом через инструмент, а также оснащены системой направляющих втулок и люнетов для направления сверла. Схема сверления на таком станке приведена на рисунке. Появление на рынке обрабатывающих центров с эффективными системами подвода СОЖ через шпиндель и инструмент позволили реализовать сверление глубоких отверстий непосредственно в цикле полной обработки детали. Роль кондукторных втулок выполняет пилотное отверстие. Схема такой обработки показана на рисунке, а технология выглядит так: • изготовление пилотного отверстия на глубину, как правило, около 1,5 диаметров с максимально возможной точностью. В основном пилотное сверление осуществляют цельным твердосплавным сверлом; • подвод инструмента в пилотное отверстие без вращения шпинделя, включение вращения шпинделя и подачи СОЖ; • непрерывное сверление с одновременным удалением (вымыванием) стружки; • после достижения заданной глубины отключение подачи СОЖ; • ускоренный вывод сверла из отверстия при неподвижном шпинделе. Несколько графиков, приведенных в этой статье, призваны показать каких параметров мы можем добиться от сверл глубокого сверления. Разумеется, при соответствующем состоянии оборудования и, главное, при соблюдении всех технологических параметров обработки. Показанные графики описывают сверла одностороннего резания. При обработке такими сверлами потребитель вправе рассчитывать на получение допуска IT7-IT9. Достаточно высокая точность достигается за счет того, что силы резания перераспределяются на боковые поверхности твердосплавной головки (в отличие от спиральных сверл, где нагрузка передается на ленточки). Боковые поверхности под воздействием этой силы полируют внутреннюю стенку отверстия, что позволяет получить очень хорошие результаты шероховатости. На конечную шероховатость оказывает влияние и качество СОЖ, выполняющей функции полироли. Хорошие результаты показывают такие сверла и по таким параметрам, как прямоли- нейность отверстий и отклонение от оси. На прямолинейность могут оказать негативное влияние включения или изменения структуры материала (отбел, раковина и т. д.). С точки зрения отклонения от оси опять положительную роль играет перераспределение сил резания (разноперость спиральных сверл вызывает дисбаланс сил и, как следствие, увод сверла от оси отверстия). При выборе конкретного типа сверла обязательно необходимо проверить достаточность для данного типа и диаметра давления и расхода СОЖ, обеспечиваемого станком. Примеры таких графиков (для сверл одностороннего резания) приведены ниже. Конечно же, каждая фирма-производитель дает уточненные данные, исходя из конструктивных особенностей своей продукции. При заказе сверл также обязательно надо правильно указать тип хвостовика для крепления инструмента. Ведущие фирмы выпускают продукцию как со специальными хвостовиками для сверл глубокого сверления, так и с хвостовиками по DIN1835, DIN6535 и по другим стандартам. Длительной эксплуатации и хорошим результатам работы, естественно, способствует правильная переточка сверл глубокого сверления. Некоторые фирмы предлагают свои приспособления или небольшие станочки уже адаптированные именно для переточки таких сверл. Александр Локтев № 01 май 2002 г. «СТРУЖКА» 29