процессы абразивной обработки, абразивные инструменты и
реклама

Министерство образования и науки Российской Федерации
Волгоградский государственный архитектурно-строительный
университет
УДК 621.92 061.62
ББК 34.637
П 84
Волжский институт строительства и технологий (филиал)
Волгоградского государственного архитектурно-строительного
университета
ПРОЦЕССЫ АБРАЗИВНОЙ ОБРАБОТКИ,
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
И МАТЕРИАЛЫ
Шлифабразив-2011
П 84
Процессы абразивной обработки, абразивные инструменты и материалы. Шлифабразив-2011 : сборник статей Международной научно-технической конференции /
М-во образования и науки Росс. Федерации, Волгогр.
гос. архит.-строит. ун-т, ВИСТех (филиал) ВолгГАСУ ;
под общ. ред. В.М. Шумячера. – Волгоград : ВолгГАСУ,
2012. – 138, [1] с.
ISBN 978-5-98276-523-9
Сборник статей
Международной научно-технической конференции
Под общей редакцией В. М. Шумячера
Сборник посвящен проблемам производства и эксплуатации абразивного инструмента, разработки и применения
СОТС, автоматизации и контроля качества технологических
процессов. В него вошли работы, отражающие перспективные
направления инструментальной и обрабатывающей промышленности.
Статьи публикуются в авторской редакции.
УДК 621.92 061.62
ББК 34.637
ISBN 978-5-98276-523-9
Волгоград
ВолгГАСУ
2012
Федеральное государственное бюджетное
образовательное учреждение
высшего профессионального образования
«Волгоградский государственный
архитектурно-строительный университет»,
2012
Волжский институт строительства
и технологий (филиал) ВолгГАСУ, 2012
2
ШЛИФАБРАЗИВ – 2011
ШЛИФАБРАЗИВ – 2011
Организационный комитет конференции:
Международная
научно-техническая конференция
Афанасьева М. Р. – Глава администрации городского округа – г. Волжский
Волгоградской области (г. Волжский, Россия)
Шумячер В. М. – д.т.н., профессор, директор ВИСТех (филиал) ВолгГАСУ (г. Волжский, Россия)
Волжский
Ростов-на-Дону
Волгоград
Одесса
Саратов
Таганрог
Бабичев А. П. – д.т.н., профессор (ДГТУ, г. Ростов-на-Дону, Россия)
Бржозовский Б. М. – д.т.н., профессор (СГТУ, г. Саратов, Россия)
Калашников С. Ю. – д.т.н., профессор, ректор ВолгГАСУ (г. Волгоград,
Россия)
Королев А. В. – д.т.н., профессор (СГТУ, г. Саратов, Россия)
Организаторы:
Надеева И. В. – к.ф.-м.н., доцент, зам. директора по научной работе
(ВИСТех, г. Волжский, Россия)
Министерство образования и науки Российской Федерации
Администрация городского округа – г. Волжский
Международный научно-технический комитет абразивных технологий
в России
Полянчиков Ю. Н. – д.т.н., профессор (ВГТУ, г. Волгоград, Россия)
Пушкарев О. И. – д.т.н., професор (ВИСТех, г. Волжский, Россия)
Тамаркин М. А. – д.т.н., профессор (ДГТУ, г. Ростов-на-Дону, Россия)
Худобин Л. В. – д.т.н., профессор (УлГТУ, г. Ульяновск, Россия)
Волгоградский государственный архитектурно-строительный
Багайсков Ю. С. – д.т.н., профессор (ВИСТех, г. Волжский, Россия)
университет
Волжский институт строительства и технологий (филиал) ВолгГАСУ
Донской государственный технический университет
ОАО «Роствертол»
3
4
теории зависимости содержания связки от зернистости. Такую зависимость можно объяснить невысокой прочностью сцепления зерен карбида
кремния спекающейся связкой.
Секция 1 МАТЕРИАЛЫ И ИНСТРУМЕНТЫ
1.1 АНАЛИЗ ПРОИЗВОДСТВЕННЫХ СОСТАВОВ АБРАЗИВНЫХ
МАСС ПО СОДЕРЖАНИЮ КЕРАМИЧЕСКИХ СВЯЗУЮЩИХ
Багайсков Ю. С.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Керамические связки для изготовления абразивных изделий подразделяются на плавящиеся, спекающиеся и реакционно-способные. Плавящиеся связки имеют 12 – 20 % жидкой фазы, после охлаждения превращаются в стекло и применяются для инструментов из электрокорунда.
Спекающиеся связки почти не расплавляются. Реакционно-способные
связки имеют минимум жидкой фазы и, также как и спекающиеся, применяются для изделий из карбида кремния.
Вид и содержание керамической связки существенно влияют на
свойства изделия. Принято, что если следует получить инструмент с малой зернистостью абразива и высокой степенью твердости, то связку следует применять в больших количествах и, соответственно, наоборот.
На примере производственных составов абразивных масс ОАО
«Волжский абразивный завод» проанализированы зависимости содержания промышленных связок марок К-5 (плавящаяся), К-33 (спекающаяся) и
К-10 (реакционно-способная) от твердости при различных зернистостях
абразивных материалов как электрокорунда, так и карбида кремния.
Из исследования зависимости массового содержания связки К5 от
твердости для изделий из электрокорунда марок 24А и 91А выявлено, что
при увеличении твердости с М3 до СТ2 содержание связки возрастает
примерно в 2 – 2,2 раза (рисунок 1). При этом, в основном, чем меньше
зернистость абразива, тем больше требуется связки, что, в принципе, соответствует известной теории.
Примерно такие же зависимости получаются и при использовании
реакционно-способной связки К-10, но для карбида кремния.
Только при этом массовое содержание связки в 1,5 – 2 раза выше,
чем для связки К5 при сходных зернистостях абразива, с увеличением
твердости с М3 до СТ2 возрастает в 1,7 – 1,8 раза.
Из зависимостей для спекающейся связки К-33 видно, что с увеличением зернистости массовое содержание связки также увеличивается
(рисунок 2). Так, для зернистости 40 требуется большее содержание связки, а меньше всего для зернистости 16. Это не соответствует принятой
5
Рисунок 1 – Зависимость содержания связки К5 от степени твердости
при различной зернистости абразива
Рисунок 2 – Зависимость содержания связки К33 от степени твердости
при различной зернистости абразива
6
Это связано с низкими уровнями адгезионной способности и механической прочности самой связки. При малой зернистости абразива прочность композита уже в достаточной мере обеспечивается получившейся
мелкофракционной структурой. Поэтому с повышением зернистости следует применять больше связки для удержания зерен абразива путем заклинивания.
Массовое содержание спекающейся связки следует брать в 2–2,5
раза выше, чем для плавящейся связки. При этом с увеличением твердости
от М3 до СТ2 содержание связки возрастает всего в 1,3–1,6 раза.
Представляет интерес зависимость изменения массового содержания керамических связок различных видов при изменении зернистости для
определенной заданной твердости (рисунок 3). Так, для связок К5 (плавящаяся) и К10 (реакционно-способная) с изменением зернистости увеличивается содержание связки именно по мере повышения твердости, а для
спекающейся связки К33 – наоборот. Особенно большой прирост содержания связки К33 наблюдается при малых твердостях (М3).
6
∆ B, масс %
5
К-33
4
К-10
3
К-5
К-10
2
К-33
1
К-5
0
М3
С1
СТ2
Твердость
Рисунок 3 – Зависимость изменения содержания связок К5, К10
и К33 при изменении зернистости абразива от степени твердости
Таким образом, анализ показал, что количественное содержание
керамической связки зависит, прежде всего, от вида и зернистости абразивного материала, заданной степени твердости, в меньшей мере от других параметров характеристики инструмента. Наиболее характерно различие в закономерностях составления рецептур между плавящейся и спекающейся связками. В конечном итоге это определяет эксплуатационные
возможности и особенности назначения абразивных инструментов.
7
1.2 ВЫБОР АБРАЗИВНЫХ ЗЕРЕН В ИНСТРУМЕНТ
ДЛЯ ОБДИРОЧНОГО ШЛИФОВАНИЯ ПО ИХ ФИЗИКОМЕХАНИЧЕСКИМ ПОКАЗАТЕЛЯМ
Еремеев П. Д., Шумячер В. М.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Эксплуатационные показатели абразивного инструмента при обдирочном шлифовании, в первую очередь, определяются соотношением
прочности зерна и режимами шлифования. Степень и форма влияния режима шлифования на прочность зерна зависит от его реальной структуры.
Проблема создания абразивного инструмента с заданными физикомеханическими характеристиками состоит в том, что значения теоретической (расчетной) прочности зерна на порядок выше прочности реально
выпускаемых абразивных материалов. Это связано с дефектностью структуры абразивного зерна, получаемого по современным технологиям [1].
На основании вышеизложенного представляется целесообразным контролировать физико-механические характеристики абразивного зерна на стадии его производства. Таким образом, разработка методики оценки физико-механических свойств абразивного зерна для создания шлифовального
круга, обеспечивающего требуемые производительность и качество обработки, является актуальной задачей.
Процесс обдирочного шлифования предъявляет особые требования
к абразивным зернам в шлифовальном круге. Это обусловлено специфическими условиями взаимодействия абразивного зерна и обрабатываемого
металла при обдирке. Учитывая, что абразивное зерно в обдирочном круге
имеет размеры от 0,7 мм и более, разрушение одного – двух зерен в зоне
контакта круга и детали способствует резкому понижению производительности.
Увеличение крупности абразивных зерен (от 0,7 мм и более) способствует понижению их механической прочности на сжатие, а именно
сжимающие нагрузки являются основными при обдирке. В связи с изложенным необходимо на стадии производства абразивного зерна (дроблении) вести отбор зерен со стабильными механическими свойствами, в частности, имеющих минимальный разброс по предельному напряжению
сжатия.
Нами была предпринята попытка выбора и обоснования методики
определения предельного напряжения на сжатие абразивного зерна, обеспечивающей воспроизводимость, метрологическую и статистическую надежность результатов.
На основании проведенного нами обзора литературных источников
можно говорить о том, что наиболее распространенными методами определения прочностных характеристик абразивных материалов на сегодняшний день являются:
8
1) метод определения разрушаемости (хрупкости) абразивных зерен;
2) метод определения прочности единичного зерна абразивного материала;
3) метод микроиндентирования абразивного материала.
Метод определения разрушаемости (хрупкости) абразивных зерен
основан на измельчении шлифматериала на приборе ПХЗ конструкции
ВолжскВНИИАШ, работающем по принципу лабораторной шаровой
мельницы [2].
Метод определения прочности единичного зерна абразивного материала используется для определения статической прочности единичных
зерен на раздавливание посредством прибора ППЗР конструкции ВолжскВНИИАШ, работающего по принципу валковой дробилки [3].
Метод микроиндентирования абразивного материала дает возможность определения микромеханических характеристик абразивных
материалов на приборе ПМТ. Индентором служит алмазная пирамида
Виккерса, вдавливаемая в поверхность испытуемой пробы зерен абразива.
При этом для оценки механических свойств используются характеристики: микротвердость, микрохрупкость и микропрочность [4].
Проанализировав каждую из методик, мы выяснили, что результаты
оценки прочностных характеристик абразивных материалов по различным
методикам неоднозначны. Отсюда можно сделать вывод, что единой методики выбора абразивных зерен в инструмент на сегодняшний день не
существует.
Нами предлагается методика испытания прочности абразивных зерен на сжатие, учитывающая дефектную структуру поликристаллов и реальные рабочие условия абразивного инструмента.
По нашему мнению, выборку абразивных зерен в круг для обдирочного шлифования наиболее целесообразно проводить методом испытания прочности абразивного зерна на раздавливание в приборе ППЗР
конструкции ВолжскВНИИАШ, представляющем собой валковую дробилку, так как условия испытания абразивного зерна на прочность в данном случае соответствуют реальному процессу шлифования и позволяют
оценить статистически надежным методом среднее значение напряжения
разрушения.
При помощи доступных средств программирования современной
метрологической и компьютерной техники возможно полностью автоматизировать процесс получения и анализа результатов физикомеханических свойств абразивных зерен. Такая методика дает возможность делать выборку равнопрочного абразивного зерна в промышленных
масштабах, что наиболее актуально для обдирочного шлифования.
При определенном развитии данного метода представляется возможным создать устройство для отделения групп абразивных зерен для
конкретного процесса обработки, например, исходя из предельно допустимых усилий прижима круга.
9
Таким образом, показана принципиальная возможность выбора абразивных зерен в инструмент для обдирочного шлифования при помощи
метода определения прочности единичного абразивного зерна на раздавливание с использованием возможностей современных средств программирования, метрологической и компьютерной техники.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Гаршин, А. П. Абразивы и материалы конструкционного назначения на
основе карбида кремния : учеб. пособие / А. П. Гаршин, В. М. Шумячер, О. И.
Пушкарев // ВолгГАСУ ; ВИСТех (филиал) ВолгГАСУ. – Волгоград : ВолгГАСУ,
2008. – 189 с.
2 О возможности применения прибора ПХЗ-1 для определения динамической прочности абразивных материалов / В. А. Рыбаков [и др.] // Абразивы. – 1975.
– № 1. – С. 8 – 10.
3 Прибор для автоматического контроля прочности единичных зерен электрокорунда и карбида кремния / В. Ф. Бердиков [и др.] // Абразивы. – 1982. – № 9.
– С. 13 – 17.
4 Изучение физико-механических свойств абразивных материалов микромеханическими методами / В. Ф. Бердиков [и др.] // Абразивы. – 1968. – № 21. – С.
32 – 40.
1.3 ИССЛЕДОВАНИЕ ВЛИЯНИЯ ОБЪЕМНОГО СОДЕРЖАНИЯ
ПОРООБРАЗУЮЩЕГО НАПОЛНИТЕЛЯ БМК 5 (ЗЕРНИСТОСТЬ
№ 40) НА ШЛИФОВАЛЬНЫЕ ХАРАКТЕРИСТИКИ АБРАЗИВНОГО
ИНСТРУМЕНТА 24А25
Дуличенко И. В., Орлова Т. Н.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
В ВИСТех были произведены исследования по влиянию объемного
содержания порообразующего наполнителя на шлифовальные характеристики абразивного инструмента.
В качестве отправной точки исследования были выбраны опытные
образцы абразивного инструмента 24А25 следующего диапазона твердостей: СМ1, СМ2 и С1. При изготовлении указанных образцов в качестве
порообразующего наполнителя использовался сополимер БМК 5
(ТУ 2216-488-00208947-2007) в форме бисера зернистостью № 40 различного объемного содержания – 5 и 15 %. Критерием выбора такого порообразующего наполнителя послужили его распространенность на рынке и
относительно невысокая стоимость.
Целью исследования являлось выявление следующих шлифовальных характеристик: съема металла Q, см3/мин, износа инструмента q,
см3/мин, стойкости инструмента Т, мин.
10
Исследования проводились на универсальном плоскошлифовальном станке 3Г71М.
В качестве обрабатываемых материалов были выбраны сталь 45,
сталь ШХ15 и алюминиевый сплав АД1. Критерием выбора материалов
послужили их всеобщая распространенность в промышленности и относительная дешевизна.
Высокопористые круги испытывались в сравнении с обычными
кругами. Сравнение шлифовальных характеристик высокопористого абразивного инструмента с 5 %-ным содержанием наполнителя № 40 с обычным приведено в таблице 1.
Таблица 1 – Шлифовальные характеристики
Сталь 45
Абразивный
инструмент
Сталь ШХ15
Алюминиевый сплав АД1
Показатели процесса
Q,
q,
см3/мин см3/мин
Т,
Q,
q,
Т,
мин см3/мин см3/мин
Т,
Q,
q,
мин
см3/мин
см3/мин
мин
24А25СМ2К
0,61
0,15
5,2
0,9
0,15
5,4
–
–
–
24А25СМ1К
0,9
0,1
3,5
0,9
0,1
4
–
–
–
1,95
0,03
9
–
–
–
–
–
–
–
–
–
1,7
0,04
10
–
–
–
24А25С1К
наполнитель
БМК 5-5%
24А25СМ2К
наполнитель
БМК 5-5%
Результаты испытаний показывают значительное преимущество
высокопористых кругов по сравнению с обычными. Однако в процессе
исследования пришлось отказаться от обработки алюминиевого сплава
АД1, так как инструмент быстро засаливался.
Показатели работы высокопористого абразивного инструмента с
наполнителем № 40 в зависимости от шлифования различных сталей
представлены на рисунках 1 и 2.
При обработке сталей 45 и ШХ15 лучшим оказался инструмент с
5 % объемным содержанием наполнителя по всем приведенным параметрам. С увеличением твердости круга показатели процесса улучшаются на
стали 45. Для стали ШХ15 лучшим оказался инструмент твердостью СМ1
и СМ2, дальнейшее увеличение твердости ведет к снижению показателей
процесса.
11
Рисунок 1 – Влияние содержания наполнителя БМК 5
на шлифовальные характеристики 24А25 при обработке стали 45
Рисунок 2 – Влияние содержания наполнителя БМК 5
на шлифовальные характеристики 24А25 при обработке стали ШХ15
12
1.4 ШЛАКИ АЛЮМОТЕРМИЧЕСКОГО ПРОИЗВОДСТВА НИОБИЯ
КАК НОВЫЙ АБРАЗИВНЫЙ МАТЕРИАЛ В ПРОИЗВОДСТВЕ
АБРАЗИВНЫХ ИНСТРУМЕНТОВ
Химический состав в вес. %
Fe2O3
95,5
Дуличенко И. В., Орлова Т. Н., Шумячер В. М.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Абразивная обработка является неотъемлемым этапом механической обработки деталей при создании машин и механизмов с высокими
технико-экономическими показателями.
Актуальной проблемой в машиностроении и металлургии, особенно
в абразивном производстве, является использование вторичного сырья,
отходов производства и отработанной продукции. При абразивной обработке после эксплуатации шлифовального круга большие объемы абразивного инструмента уходят в отходы производства.
Абразивная отрасль начинает «испытывать голод» на абразивные материалы, что в настоящее время сводится к повышению цен на них и, следовательно, к повышению себестоимости абразивов. Потребность промышленности в абразивных материалах (в т. ч. из-за приостановки Челябинского
абразивного завода, который является основным поставщиком электрокорунда) привела к тому, что абразивщики вынуждены встать на путь интенсивной технологии. Это приведет к снижению ресурсоемкости производства. Нами были проведены поисковые работы по разработке новых абразивных материалов из отходов смежных производств.
Совместно со специалистами ВКГТУ им. Д. Серикбаева было изучено
производство ниобия, которое проходит по алюминотермической схеме: из
смеси оксида ниобия Nb2O5 и алюминия Al при температуре 2500 – 3000 °С
образуется шлак в количестве 40 – 45 % от восстановленного металла. В его
объеме присутствует 3 – 12 % металла в виде отдельных корольков размером
до 25 – 30 мм и межкристаллитных прослоек. Часть металлического ниобия
извлекается из шлака путем отмывки в воде на промывочных агрегатах в
процессе гравитационного выделения шихтовых включений.
Перед наукой ставится задача по созданию технологии получения
абразивных материалов, используя вторичное сырье, в частности, твердые
отходы алюминотермических процессов металлургии – редких и редкоземельных элементов.
Был изучен химический состав шлака в сравнении с химическим
составом корундовых материалов.
Таблица 1 – Химический состав шлака АТП, % масс.
Al2O3
Fe2O3
FeO
CaO
MgO
Cr2O3
Na2O
SiO2
Ta2O5
Nb2O5
92,4
< 0,350
0,98
1,85
0,33
0,39
0,57
1,8
0,005
1,1
13
Таблица 2 – Химический состав электрокорунда нормального
Fe2O3
0,95
SiO2
0,92
TiO2
1,70
CaO
0,66
MgO
0,28
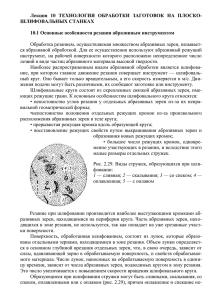
Одним из основных свойств абразивных материалов является абразивная способность. Абразивная способность шлака определялась по
ГОСТ 28924-91 на приборе «Шлиф» (разработка ВолжскВНИИАШ) с испытуемым образцом из стекла марки К8. Прибор представляет собой малогабаритную машину трения и предназначен для исследования износостойкости шлифматериалов при малых скоростях и давлениях на образцах, а также определения абразивной и режущей способности шлиф- и
микропорошков. Принцип работы прибора заключается в механическом
истирании по заданной программе (удельная нагрузка, скорость, продолжительность процесса, наличие или отсутствие абразива, смазки в зоне
контакта пары трения) испытуемого материала относительно контрольного тела, которое закрепляется на планшайбе, связанной с валом двигателя
через планетарную систему передач, благодаря чему она совершает вращательное движение вокруг своей оси, проходящей через ее центр. Относительной износостойкости может осуществляться как по линейному закону, так и износу образцов по массе.
Вращение от двигателя 1 через эластичную муфту 2 передается на
червячный редуктор 3 (рисунок 1).
На оси червячного колеса 4 закреплено водило 6, в котором на подшипниках установлена планшайба 10 с шестерней 11, движущейся при
вращении по опорному (неподвижному) колесу 5. Абразивный материал 7,
истираемый в процессе испытаний и контрольное тело 9, установлены в
обойме 8, способной вращаться вокруг неподвижной вертикальной оси с
помощью сменных грузов. Из сравнения со справочными данными следует,
что шлак по абразивной способности близок к шлифпорошкам электроплавленного корунда. Результаты измерений приведены в таблицах 3 и 4.
При изготовлении абразивного инструмента из корундовых материалов наиболее широкое применение получила керамическая связка, обладающая рядом преимуществ перед другими связками. В результате
сложных физико-химических преобразований, происходящих во время
термической обработки абразивного инструмента, керамическая связка,
представляющая собой сначала смесь сыпучих материалов, полностью
или частично расплавляется и вступает в реакцию с электрокорундовым
зерном. Эти процессы сопровождаются усадкой брикета, газовыделением,
изменением прочности и других свойств.
Усадка изделий из шлака алюминотермического восстановления ниобия отслеживалась на дилатометре, собранном на базе высокотемпературной
печи СВК 5163 с нагревательными элементами из хромита лантана. В качестве регистрирующего устройства использовался фотоаппарат «Зенит ТТL» с
14
телеобъективом «Гранит-11». Фокусное расстояние телеобъектива 80 –
200 мм. Данные по динамике спекания шлака с керамической связкой К5 и с
глазурью лазуревой приведены в таблице 4.
Таблица 4 – Динамика спекания шлака с различными связками
Шлак ИХМЗ + К5
Температура,
°
С
Высота
таблетки,
мм
Ширина
таблетки,
мм
11,5
11,5
11,5
11,2
10,8
10,2
9,3
9,9
10,1
10,0
10,0
9,7
9,2
8,5
0
600
800
900
1000
1060
1100
1 – двигатель; 2 – эластичная муфта; 3 – червячный редуктор;
4 – ось червячного колеса; 5 – опорное (неподвижное) колесо;
6 – водило; 7 – абразивный материал; 8 – обойма; 9 – контрольное тело;
10 – планшайба; 11 – шестерня
Рисунок 1 – Кинематическая схема прибора «Шлиф»
Таблица 3 – Абразивная способность порошков по стеклу
Шлак среднего
размера
фракции, мкм
1
2
3
4
5
0,58 – 0,60
0,50
0,40
0,14
15
0,15
монокорунд
нормальный
0,45
белый
Электрокорунд
черный
Карбид
кремния
зеленый
Карбид бора
Кубический
нитрид бора
п/п измерения
Абразивный материал (зерно № 16)
0,15
30,9
0,12
0,16
0,13
0,14
0,15
29,3
0,12
0,13
0,18
0,17
0,16
Усадка
(высота /
ширина),
%
0/0
0/2
0/1
2,6 / 1
6,1 / 2
11,3 / 7,1
19,1 / 14,1
Шлак ИХМЗ + глазурь
Усадка
Высота
Ширина
(высота /
таблеттаблетки,
ширина),
ки, мм
мм
%
6,0
8,1
0/0
4,2
8,1
30 / 0
4,1
7,4
31,7 / 8,6
4,2
6,6
30 / 12,3
4,0
7,4
33,3 / 8,6
3,3
8,1
45 / 0
3,5
8,7
41,7 / 7,4
Анализируя данные таблицы 3 и 4, можно сделать вывод: абразивная способность шлаков алюмотермического производства ниобия соответствует абразивной способности элекрокорундовых материалов.
В рамках данной исследовательской работы впервые была выявлена
возможность использования шлаков для производства абразивных кругов
на бакелитовом связующем (композита на полимерной матрице). Были
изготовлены две партии кругов: первая – из электрокорундовых материалов; вторая – из шлаков АТЦ. Были определены эксплуатационные свойства абразивных кругов: режущая способность и механическая прочность.
Условия испытаний. Оборудование – станок разрезной модели
8Г240, оснащенный гидравлическим зажимом заготовки и регулируемой
подачей в пределах 50 – 2000 мм/мин. Мощность приводного двигателя –
17 КВт. Разрезаемая заготовка – пруток из стали Ø 30 мм; сталь 45, ГОСТ
1050. Режим резанья – скорость круга – 80 м/с; подача – 800 мм/мин.
Показатель надежности (коэффициент шлифования Кш) рассчитывали по формуле:
Кш
Sm n
4
,
(1)
D D
2
2
n
k
11,6
где Sm – площадь поперечного сечения заготовки, см2; n – количество резов; Dn – диаметр круга до отрезки, см; Dk – диаметр круга после отрезки, см.
0,11
0,12
0,11
0,12
0,12
Диаметр изношенного круга – в соответствии с ГОСТ 21963 – 82
п. 46 (0,75 от начального).
Испытание кругов на механическую прочность осуществляется в соответствии с ГОСТ 12.3.028 на станке производства Италии PV 22. Механическая прочность кругов с упрочняющими элементами должна обеспечивать их
работу с рабочей скоростью 80 м/с. Испытание кругов проводилось с коэффициентом 1,65 (таблица 5).
16
Таблица 5 – Результаты сравнительных испытаний отрезных кругов
Характеристика круга
Круг отрезной, армированный стеклосеткой,
ГОСТ 21963-02, тип 41 230х2,5х22 БУ
Круг отрезной, армированный стеклосеткой,
ГОСТ 21963-02, тип 41 230х3х22 14А БУ
(экспериментальный)
Круг отрезной, армированный стеклосеткой,
ГОСТ 21963-02, тип 41 230х2,5х22 54С БУ
Круг отрезной, армированный стеклосеткой,
ГОСТ 21963, тип 41 115х1,6х22 БУ
Круг отрезной, армированный стеклосеткой,
тип 41 230х6х22 БУ
Круги
из электрокорунда
Круги
из шлаков
АТП
1,44
1,45
1,65
1,64
1,36
1,5
12,2
1,36
1,5
12,5
Вывод: Замена электрокорундового материала марки 14А на шлаки
АТП в рецептуре отрезных кругов позволяет получать паритетные значения эксплуатационных показателей и дает возможность использования
дешевых шлаков для производства кругов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Фрагин, И. Е. Новое в хонинговании / И. Е. Фрагин. – М. : Машиностроение, 1980. – 96 с.
2 Резников, А. Н. Абразивная и алмазная обработка материалов : справочник / А. Н. Резников. – М. : Машиностроение, 1977. – 391 с.
1.5 МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССА
ВИБРАЦИОННОЙ СЕПАРАЦИИ АБРАЗИВНОГО ЗЕРНА
ПО РАЗМЕРУ ЧАСТИЦ
В тоже время теория вибросепарации, отражающая не только качественно, но и количественно реальный процесс разделения по крупности
частиц на промышленных вибросепараторах до сих пор не нашла должного развития.
Одним из таких вопросов является вопрос классификации сыпучих
материалов в режиме с непрерывным подбрасыванием на вибрирующих
поверхностях с постоянным и переменным углом вибрации при реальной
производительности [1], соответствующей требованиям промышленной
классификации (рисунок 1). Решение данного вопроса позволит проводить
классификацию частиц различной крупности в оптимальных режимах и,
соответственно, повысить эффективность процесса разделения, а также
увеличить выход готового продукта, соответствующего ГОСТ 3674-80.
x
x
11
q =0,5
10
9
8
7
6
5
4
3
2
z
1
0
-1
-2 0 1 2 3 4 5 6 7 8 9 10 11 12 13
-3
q =0,4
-4
-5
-6
-7
-8
-9
-10
q =0,3
-11
11
расчетная траектория
10
9
эксперимент
8
7
q=0,5
6
5
4
траектория движения
3
в монослое
2
z
1
0
-1 0 1 2 3 4 5 6 7 8 9 10 11 12 13
-2
-3
q=0,4
-4
-5
-6
-7
q=0,3
-8
-9
-10
-11
а
б
а – постоянный угол вибрации; б – переменный угол вибрации
Рисунок 1 – Траектории движения частиц по вибрирующей поверхности
Байдакова Н. В., Назаренко В. А.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
В настоящее время достигнуты заметные успехи в разработке аппаратуры и технологии бесситовой виброклассификации сухих мелкодисперсных сыпучих моносмесей, в том числе абразивных шлифпорошков и
шлифзерна. Также достаточно полно разработана теория классификации
сыпучих материалов при режимах с непрерывным подбрасыванием с постоянным и переменным углом вибрации и производительностях, при которых движение частиц по деке осуществляется в монослое.
17
Д. А. Плиссе [2] выделяет два типа классификаторов. Процесс разделения по крупности частиц на двух указанных конструкциях классификации протекает практически одинаково.
На основе решения задачи о движении слоя частиц материала по
вибрирующей шероховатой поверхности в режиме непрерывного подбрасывания нами рассмотрена теория классификаторов второго типа с плоской декой при постоянном и переменном углах вибрации вдоль рабочей
поверхности.
Частицы предполагаются относительно тяжелыми, так что влиянием воздуха на их перемещение можно пренебречь.
Проведенные эксперименты по определению траекторий частиц
при производительности оборудования, соответствующей требованиям
18
промышленной классификации, когда частицы значительную часть пути
движутся стесненно, показали их значительное отличие от траекторий,
полученных при использовании q0i = const – движение частиц в монослое
(рисунок 1), где q0i – параметр вибросепарации.
При повышении производительности по исходному питанию частица значительную часть пути по деке движется в стесненном состоянии,
что приводит к увеличению классического параметра вибросепарации q0i
для изолированной частицы. При этом параметр вибросепарации qр i, назовем его реальным, является не постоянной величиной, а переменной вдоль
траектории перемещения частиц по поверхности деки.
В зонах А, Б и В (рисунок 2) qрi оказывается по величине большим,
чем параметр вибросепарации q0i , определенный классическим способом,
постепенно уменьшаясь от зоны А к зоне Г. И в зоне Г реальный параметр
вибросепарации оказывается равным q0i.
x
зона А
ны наборы значений реального параметра вибросепарации и новые траектории на примере исходных значений, представленные на рисунке 1.
Полученная универсальная математическая модель для расчета траекторий перемещения условных частиц по поверхности вибродеки в реальных условиях многослойного движения позволила решать вопросы
повышения производительности вибросепараторов при классификации
абразивных материалов по размеру частиц, а также прогнозировать результаты процесса виброклассификации.
Используя полученные уравнения, описывающие траектории движения частиц по поверхности деки находим для каждой фракции координату схода, в котором траектория движения частиц пересекает периметр
деки. В этом сходе находится максимум кривой распределения для данной фракции.
Изучено распределение частиц сепарируемого по крупности материала по периметру вибродеки в зависимости от ее параметров.
На основе объединения теоретических основ вибросепарации и эффектов, возникающих на деке при многослойном режиме движения частиц полидисперсной смеси, разработана Математическая модель суммарного распределения фракций по периметру деки [3]:
j
P (z) P
i
0i
2
e ( Z1 ; Z 2 ) ,
(1)
i 1
x0;z0
А
Б
В
Г
z
зона Б
зона В
зона Г
Приемные ячейки (сходы)
Рисунок 2 – Зоны изменения условного параметра виросепарации
вдоль траектории перемещения частиц по поверхности деки
Нами предложена новая методика определения набора значений реального параметра вибросепарации. После математической обработки результатов экспериментов были получены новые зависимости. Сравнение
экспериментальных и расчетных значений для реального параметра вибросепарации показали хорошую корреляцию. Имея дифференциальное
уравнение «осредненной» траектории движения частицы по вибрирующей
поверхности сепаратора при движении с переменным углом вибрации и с
постоянным углом вибрации, с учетом полученных зависимостей получе19
где P0i – весовое количество фракции подаваемое на деку; j = 5 или
6 в зависимости от вида (П; Н; Д) номера зернистости; Z1; Z2 – из формул,
описывающих зависимость суммарного распределения одной фракции по
периметру деки.
Полученная математическая модель реального процесса классификации по размеру на виброкласификаторе типа ВДК для многофракционной смеси по периметру деки с учетом корректировки коэффициентов
показывает хорошую корреляцию с реальной картиной классификации,
представленной в известных работах (рисунок 3), а также позволяет прогнозировать результаты процесса виброклассификации, и с наименьшими
затратами времени разрабатывать технологические процессы классификации сухих смесей с необходимой производительностью и качеством готовых продуктов в соответствии с ГОСТ 3647 – 80.
На базе математической модели разработана автоматизированная
система, которая дает возможность обоснованно прогнозировать и определять номера сходов для получения номеров зернистости требуемого
зернового состава и управлять этим процессом в зависимости от зернового
состава исходного материала, позволяя избежать длительного и дорогостоящего экспериментального определения необходимых номеров ячеек
(сходов).
20
расчетная кривая
315
630
70
Содержание фракций,%
данных режимах), г/мин; Qа – расход абразивного инструмента (величина, равная отношению массы израсходованного рабочего слоя шлифовального круга к длительности обработки Т ), г/мин.
эксперимент
80
250
400
60
500
50
200
40
30
20
10
0
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
Прием ные ячейки (развертка перим етра деки)
Рисунок 3 – Результаты экспериментальных и аналитических
исследований кривых суммарного распределения
для многофракционной смеси
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Назаренко, В. А. Исследование и разработка систем автоматизации вибрационных классификаторов : дисс. … канд. технич. наук/ В. А Назаренко. – Л.,
1978.
2 Плис, Д. А. Классификация шлифзерна и шлифпорошков на вибрирующей поверхности / Д. А. Плис // Труды ВНИИАШ – М. : Машиностроение, 1966 .–
№ 3. – С. 6 – 9.
3 Байдакова, Н. В. Повышение эффективности шлифования путем применения инструмента из классифицированного по размеру и по форме абразивного
зерна: дисс. … канд. технич. наук / Н. В. Байдакова. – Саратов, 2006.
Среднеарифметическое отклонение профиля шероховатости Rа определяется по ГОСТ 2789-73.
Перед началом проведения контроля необходимо из представленных шлифовальных кругов произвести выборку (не менее n = 5 кругов от
партии). С целью уменьшения риска потребителя и заказчика рекомендуется отбор кругов производить равномерно со всех частей партии. В случае, если представленный на контроль инструмент состоит из нескольких
партий, изготовленных по различным технологическим маршрутам, целесообразно выбирать круги из всех партий равномерно. Для повышения
достоверности результатов желательно каждый из отобранных кругов испытывать по выбранной методике с повторением опытов от 3 до 6.
Для проведения оценки точности результатов испытаний шлифовальных кругов рекомендуем использовать правила и методы расчета статистических характеристик по выборочным данным, представленных в
ГОСТ Р 50779.21-2004. В расчете принимаем нормальный закон распределения значений коэффициента шлифования Кш и параметра шероховатости Rа шлифованной поверхности для совокупности кругов, так как величина зависит от ряда случайных факторов, и по параметрам характеристики круга, и по его геометрическим параметрам. Считаем, что дисперсия
контролируемых параметров неизвестна.
Эксплуатационные показатели К ш и Rа i-го шлифовального круга
принимаются равными среднеарифметическому их значению, полученному из серии j-х повторенных испытаний
1.6 ОЦЕНКА КАЧЕСТВА ШЛИФОВАЛЬНЫХ КРУГОВ
ПО ЭКСПЛУАТАЦИОННЫМ ПОКАЗАТЕЛЯМ
m
K шi
Торшин Д. Д., Чмак О. В.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Количественными показателями качества шлифовальных кругов
являются коэффициент шлифования К ш и шероховатость Rа обработанной поверхности.
Коэффициент шлифования определяют по формуле
Q
Kш m ,
(1)
Qa
m
R
K шij
j 1
aij
;
Rai
j 1
,
m
m
где m = 3, 4, 5, 6 в зависимости от количества опытов на круг.
По результатам испытаний выборки из n кругов определяется
среднее значение показателей К ш и Ra
n
K
i 1
n
шi
Rai
; Ra i 1
при n 5.
(3)
n
n
Оценивается стандартное (среднее квадратичное) отклонение проверенной партии кругов
Кш
где Qm – режущая способность (величина, равная отношению массы
снятого обрабатываемого материала к длительности обработки Т при за21
(2)
22
n
K
шi
Кш
i 1
n
R
2
ai
2
i 1
.
(4)
n 1
n 1
Проверяемая партия считается удовлетворительной по эксплуатационным качествам, если
S K iш
; S Ra
Ra
К ш lS К ш К ш ,
(5)
Ra lSRa Ra ,
(6)
где К ш и Ra – допустимые стандартные (нормативные) уровни
качества абразивных кругов.
Статистический критерий приемлемости l определяют по формуле
t (v )
l 1
,
(7)
n
где t1 (v ) – значение квантиля распределения Стьюдента
с v n 1 степенями свободы.
Расчет рекомендуем проводить при доверительной вероятности
0,995. В случае невыполнения условий (5) и (6) делается выборка из кругов, проводятся повторные испытания и устанавливаются показатели К ш ,
вание абразивных материалов крупных зернистостей. Известно, что от
физико-механических свойств абразивного зерна зависят эксплуатационные показатели инструмента.
При разработке рецептуры круга, выбирая связующее и наполнители, необходимо учитывать физические свойства абразивного материала
для гарантированного удержания зерна выбранной связкой.
Для оперативного определения механической прочности абразивных материалов крупной зернистости была разработана методика.
Методика по определению механической прочности. Метод применим к абразивному зерну крупностью № 80 и выше, и заключается в раздавливании навески основной фракции зерна в определенных условиях с последующим ситовым анализом. Механическая прочность абразивных материалов характеризуется количеством зерен основной фракции, сохранивших исходный размер после приложения давления в 250 кг/см2. За показатель механической прочности зерна принимают процентное отношение веса
остатка основной фракции на сите после раздавливания и последующего
рассева к весу основной фракции исходной навески испытуемой пробы.
Аппаратура для испытания. Стальная пресс-форма состоит из трех
частей: опорного диска 1, кольца 2 и пуансона 3 (рисунок 1). Чистота рабочей поверхности опорного диска и нижнего конца пуансона должна соответствовать 7-му классу.
Ra , S Kш , S Ra , которые определяются результатам двух выборок N 2 n .
В случае неудовлетворительного качества кругов по результатам повторных испытаний партии кругов бракуются окончательно.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 ГОСТ Р 50779.21-2004 Статистические методы. Правила определения и
методы расчета статистических характеристик по выборочным данным. Ч. 1. Нормальное распределение.
2 Пушкарев, О. И. Прибор и методика технологического контроля качества
прочностных характеристик шлифовальных материалов / О. И. Пушкарев, В. М.
Шумячер // Вестник Саратовского государственного технического университета. –
2005. – № 2. – С. 26 – 31.
1.7 МЕТОДИКА ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ
Дуличенко И. В., Кудрявцева Н. Н., Орлова Т. Н.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Большая доля абразивного инструмента на бакелитовой связке
применяется на обдирочных операциях, которые предполагают использо23
Рисунок 1 – Стальная пресс-форма
24
Техническая характеристика гидравлического ручного пресса:
большого малого
Диаметр поршня, см
5,8
1,0
Площадь поперечного сечения поршня, см2
26,4
0,785
Максимальное давление, кг/см2
3960
–
Количество машинного масла, л
–
0,5
Большой поршень с плитой движется в цилиндре. Поршень плотно
подогнан к цилиндру. В его верхней части имеется кожаная прокладка
(манжет) между стенками цилиндра и поршнем. Для нагнетания масла в
пресс служит малый цилиндр с поршнем. Поршень насоса приводится в
движение вручную рукояткой. Пресс снабжен манометром, черта на шкале которого соответствует удельному давлению на площадь пуансона
пресс-формы (250 кг/см2).
Соответствующее удельное давление на большой поршень рассчитывают по формуле
PS ,
(1)
P1
S1
где Р – удельное давление на площадь пуансона, равное 250 кг/см2;
Р1 – удельное давление на большой поршень, кг/см2; S – площадь пуансона
диаметром d, см2; S1 – площадь большого поршня пресса диаметром D, см2.
на и собранную пресс-форму осторожно, без встряхивания, переносят и
устанавливают в центре плиты пресса. После установки пресс-формы насосом вручную подают масло в большой цилиндр, выдвигая поршень до
соприкосновения пуансона с верхней плитой пресса. Затем давление медленно повышают, наблюдая за движением стрелки манометра, и когда она
дойдет до черты на шкале, соответствующей удельному давлению в прессформе 250 кг/см2, прекращают подачу масла, открывают сливной кран и
снимают давление.
Шлифматериал из пресс-форм переносят на набор сит, затем жесткой волосяной кисточкой счищают на сито частицы абразивного материала, приставшие к стенкам пресс-формы, к внутренней поверхности кольца
пуансона и рабочей поверхности опорного диска. Закрывают набор сит
крышкой и в течение 10 мин рассевают материал на сотрясательной машине.
По окончании рассева снимают с нижнего сита остаток, счищая его
волосяной кисточкой, и взвешивают с точностью до 0,01 г. Так же испытывают и вторую навеску.
Вычисление результатов. Механическую прочность шлифзерна на
раздавливание вычисляют отдельно для каждой навески по формуле
P
g
100 10 g ,
10
(2)
Сотрясательная машина для механического рассева с числом оборотов 280 и числом ударов 140 в минуту. Набор сит (МА-Т4-01-56) с контрольными сетками, поддон и крышка. Лабораторно-технические весы с
точностью взвешивания 0,01 г. Воронка металлическая с диаметром отверстия 10 мм.
Подготовка пробы для испытания. От пробы, отобранной согласно Правилам отбора проб для испытания дробленых абразивных материалов, берут навеску воздушно-сухого шлифзерна весом 50 г и тщательно перемешивают. Из комплекта контрольных сит отбирают два сита для получения основной фракции зерна испытуемого номера: верхнее
с сеткой, через которую основная фракция испытуемого шлифзерна проходит, и нижнее с сеткой, на которой основная фракция задерживается.
Например, для шлифзерна № 40 верхнее сито должно иметь сетку № 05,
а нижнее № 04.
Сита устанавливают на поддон и на верхнее сито высыпают подготовленную навеску. Затем для получения необходимой общей высоты набора сит над верхним ситом помещают еще три любых сита со стандартным размером обечаек. Сверху сита закрывают крышкой. Пробу рассевают в течение 10 мин на сотрясательной машине. После рассева ссыпают с
нижнего сита основную фракцию на лист плотной бумаги, перемешивают
и берут из нее две навески по 10 г.
Испытание. На опорный диск пресс-формы устанавливают кольцо
и через воронку засыпают навеску (10 г) высеянной основной фракции
испытуемого материала. Затем вдвигают в кольцо пуансон до уровня зер-
где Р – механическая прочность испытуемой пробы на раздавливание, %; g – остаток основной фракции на сите после раздавливания и рассева, г; 10 – исходная навеска основной фракции испытуемого материала, %.
25
26
Значение механической прочности шлифзерна определяется как
среднее арифметическое результатов двух параллельных определений.
Отклонения результатов определения, полученных в разных лабораториях, или параллельных определений в одной лаборатории не должны превышать 3 % от среднеарифметического.
1.8 ОЦЕНКА ЭФФЕКТИВНОСТИ ПРОМЫШЛЕННОГО
ПРИМЕНЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ
ИЗ ХРОМОТИТАНИСТЫХ ЭЛЕКТРОКОРУНДОВ
Башкирцева И. В., Пушкарев И. О., Торшин Д. Д.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Необходимость повышения эффективности при обработке сталей и
сплавов в ведущих отраслях машиностроения потребовала создания легированных хромотитанистых электрокорундовых материалов с повышенными прочностными свойствами и обладающих высокими режущими
свойствами. Круги из вышеназванных материалов можно успешно приме-
нять при внутреннем шлифовании, заточке режущего инструмента и при
профильном шлифовании, включая шлице-, зубо- и резьбошлифование [1].
В результате проведенного исследования определены режущая способность, расход круга, коэффициент шлифования абразивного инструмента из хромотитанистых электрокорундов марок 91А и 93А при плоском шлифовании сталей 45, ШХ 15, Р6М5, ММЛ2, а также другие сопутствующие показатели шлифования – стойкость круга, эффективная мощность шлифования, шероховатость поверхности, составляющие силы резания, в сравнении с кругами из нелегированных электрокорундовых материалов – электрокорунда марки 24А, монокорунда марки 44А и электрокорунда нормального марки 14А.
Установлено, что износостойкость единичного зерна хромотитанистого электрокорунда 91А при микрорезании сталей 45, Р6М5. ММЛ2 в
1,2 – 1,4 раза выше по сравнению с износостойкостью зерна электрокорунда белого 24А. Износостойкость зерна хромотитанистого электрокорунда 93А в 1,2 раза выше этого же показателя электрокорунда 14А при
микрорезании сталей 45 и ММЛ2.
Шлифовальные круги из хромотитанистого электрокорунда 91А
при обработке сталей 45, ШХ 15, ММЛ2 обеспечивают высокую режущую
способность, наибольший коэффициент шлифования в 1,15 – 1,45 раз выше по сравнению с кругами из белого электрокорунда 24А и при значительном периоде стойкости на всех режимах резания устойчиво сохраняют высокие показатели процесса шлифования.
При шлифовании стали Р6М5 круги из хромотитанистого электрокорунда 91А уступают по режущей способности и коэффициенту шлифования
кругам из монокорунда (~ на 15 – 20 %). По периоду стойкости круги из
этих видов абразивного материала находятся на одном уровне, превышая
период стойкости кругов из белого электрокорунда в 1,3 – 2,0 раза.
Шлифовальные круги из хромотитанистого электрокорунда 93А при
обработке всех исследуемых марок сталей превышают по режущей способности, коэффициенту шлифования и периоду стойкости инструмент из нормального электрокорунда 14А. При обработке сталей 45, ШХ15, ММЛ2
коэффициент шлифования кругов из 93А в 1,25 – 1,75 раз выше коэффициента шлифования кругов из 14А. На некоторых режимах резания при обработке всех сталей коэффициент шлифования кругов из 93А выше коэффициента шлифования кругов из белого электрокорунда 24А, а при обработке
стали ШХ15 коэффициент шлифования кругов из 93А находится в близких
значениях с коэффициентом шлифования кругов из 44А и 91А.
Стойкость кругов из хромотитанистого электрокорунда 93А при
шлифовании стали ШХ15 в 1,5 – 2,5 раза, а при шлифовании стали Р6М5
1,5 – 6 раз выше стойкости кругов из нормального электрокорунда 14А.
Высокие режущие свойства инструмента из хромотитанистого
электрокорунда 93А создают возможности более широкого его применения в металлообрабатывающей промышленности, включая ответственные
операции шлифования высококачественных сталей.
На основе проведенных исследований разработаны рекомендации
по рациональному использованию абразивных материалов из хромотитанистых электрокорундов в машиностроении (таблица 1).
27
28
Таблица 1 – Рекомендации по промышленному применению шлифовальных кругов из хромотитанистого электрокорунда
Обрабатываемые
стали
Машиностроительные углеродистые
качественные,
легированные
Шарико- и роликоподшипниковые
хромистые
Примерный перечень
обрабатываемых
деталей
Корпуса, крышки, валы, оси, шпиндели,
втулки, шлицевые валы, шестерни, ходовые
винты, штоки, оправки,
коленчатые валы,
поршневые пальцы,
кольца, диски, шайбы,
гайки
Наружные кольца шарико- и роликоподшипников
Высокомарганцовистые маломагнитные
Детали типа валов корпуса, крышки
Быстрорежущие
инструментальные
Сверла, развертки, зенкеры, метчики, ножи к
фрезам, пластины к
резцам, протяжки
Вид
шлифования
Операция
шлифования
Плоское периферией и торцем
круга, бесцентровое и круглое
на проход и
врезное
Чистовая,
получистовая
Плоское периферией и торцем
круга, бесцентровое и круглое
наружное
Плоское периферией круга,
круглое наружное
Плоское периферией круга
круглонаружное
врезное
Чистовая,
получистовая
Чистовая,
получистовая
Чистовая,
получистовая
В связи с тем, что изготовление шлифовальных кругов из хромотитанистых электрокорундов до настоящего времени производится по существующей технологии производства инструмента из белого и нормального электрокорунда, преимущества шлифовальных кругов из сложнолегированных электрокорундов вскрыты, на наш взгляд, не полностью. Можно
предположить, что разработка технологических рецептур изготовления
инструмента применительно к хромотитанистым электрокорундам явится
дополнительным резервом в повышении показателей процесса шлифования инструментом из новых абразивных материалов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Шумячер, В. М. Работоспособность абразивных зерен электрокорундов
при микрорезании материалов / В. М. Шумячер, Е. С. Данилова, И. О. Пушкарев //
Станки и инструменты. – 2011. – № 6. – С. 18 – 20.
1.9 ПОЛУЧЕНИЕ НОМЕРНОГО ШЛИФЗЕРНА КАРБИДА
КРЕМНИЯ ЗЕЛЕНОГО С ВЫСОКИМ СОДЕРЖАНИЕМ ОСНОВНОЙ
ФРАКЦИИ В КОРОННОМ БАРАБАННОМ КЛАССИФИКАТОРЕ
Петухов И. М.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
В работе [1] за одну операцию из фракции карбида кремния зеленого (К3) крупностью 630…160 мкм, полученной после предварительного
рассева на грохоте исходного материала производства ОАО «Волжский
абразивный завод» доказана возможность получения номерного шлифзерна зернистостей 40П, 32Н, 25Н, отвечающего требованиям ГОСТ 3647-80
(СТСЭВ 5386-85).
Проведению экспериментальных исследований предшествовала
подготовительная работа по обоснованию и выбору конструктивных и
технологических параметров коронного барабанного классификатора [2].
Далее практический интерес к проблеме получения узких фракций по
крупности побудил автора провести дополнительное исследование выяснения
предельных возможностей электрического поля коронного разряда в коронном барабанном классификаторе. С этой целью повторной классификации в
коронном барабанном классификаторе подвергалось номерное шлифзерно К3
зернистостей 40П и 25П с содержанием основной фракции более 55 %. Опыты проводились при условиях, изложенных в работе [1]. Верхний коронирующий электрод, расположенный на уровне горизонтальной оси барабана,
устанавливался от вертикальной оси его на расстоянии для шлифзерна К3
зернистостью 40П – 210 мм, зернистостью 25П – 260 мм. Удельная производительность составляла для шлифзерна К3 зернистостей 40П и 25П соответственно 80 и 60 кг/ч на 1 пог. м барабана.
Результаты распределения в коронном барабанном классификаторе
шлифзерна К3 зернистостью 40П приведены в таблице 1, а зернистостью
25П – в таблице 2 [3].
Анализ полученных результатов классификации позволяет сделать
следующие выводы.
1 При повторной классификации даже номерного шлифзерна К3 на
примере зернистостей 40П и 25П в коронном барабанном классификаторе
сохраняется высокая разделяющая способность электрического поля коронного разряда, что позволяет получать узкие фракции по крупности.
2 Повторная классификация номерного шлифзерна К3 зернистостей
40П и 25П с содержанием основной фракции в них около 60 % позволяет
получать шлифзерно тех же номеров зернистостей с высоким содержанием основной фракции до 80 %.
3 Удельная производительность составляет до 100 кг/ч на 1 пог.м.
барабана.
29
4 Секции 1–9 (таблица 1). Полученная фракция (выход 31,8 %) соответствует тому же номеру шлифзерна зернистостью 40П с высоким содержанием основной фракции 81,6 % (в исходном – 63,9 %).
5 Секции 1–10 (таблица 1). Полученная фракция (выход 57,8 %) соответствует тому же номеру шлифзерна зернистостью 40П с высоким содержанием основной фракции 77,5 % (в исходном – 63,9 %).
6 Секции 11–20 (таблица 1). Оставшаяся фракция (выход 42,2 %)
соответствует тому же номеру шлифзерна зернистостью 40Н с содержанием основной фракции 45,1 % (45 % по ГОСТ 3647-80, СТСЭВ 5386-85).
7 Секции 1–12 (таблица 2). Полученная фракция (выход 34,9 %) соответствует исходному номеру шлифзерна зернистостью 25П с высоким
содержанием основной фракции 84,2 % (в исходном – 59,2 %).
8 Секции 1–14 (таблица 2). Получена фракция (выход 52,2 %), соответствующая исходному номеру шлифзерна зернистостью 25П с высоким
содержанием основной фракции 80,1 % (в исходном – 59,2 %).
9 Секции 15–20 (таблица 2). Оставшаяся фракция (выход 47,8 %) по
содержанию основной фракции соответствует рядовому номерному
шлифзерну номером ниже 20Д (43,4 % вместо41 %) , но является закрупненной (36,5 % вместо 20 %).
Анализ полученных результатов классификации позволяет сделать
следующие выводы.
1 При повторной классификации даже номерного шлифзерна К3 на
примере зернистостей 40П и 25П в коронном барабанном классификаторе
сохраняется высокая разделяющая способность электрического поля коронного разряда, что позволяет получать узкие фракции по крупности.
2 Повторная классификация номерного шлифзерна К3 зернистостей
40П и 25П с содержанием основной фракции в них около 60 % позволяет
получать шлифзерно тех же номеров зернистостей с высоким содержанием основной фракции до 80 %.
3 Удельная производительность составляет до 100 кг/ч на 1 пог. м.
барабана.
4 Секции 1–9 (таблица 1). Полученная фракция (выход 31,8 %) соответствует тому же номеру шлифзерна зернистостью 40П с высоким содержанием основной фракции 81,6 % (в исходном – 63,9 %).
5 Секции 1–10 (таблица 1). Полученная фракция (выход 57,8 %) соответствует тому же номеру шлифзерна зернистостью 40П с высоким содержанием основной фракции 77,5 % (в исходном – 63,9 %).
6 Секции 11–20 (таблица 1). Оставшаяся фракция (выход 42,2 %)
соответствует тому же номеру шлифзерна зернистостью 40Н с содержанием основной фракции 45,1 % (45 % по ГОСТ 3647-80, СТСЭВ 5386-85).
7 Секции 1–12 (таблица 2). Полученная фракция (выход 34,9 %) соответствует исходному номеру шлифзерна зернистостью 25П с высоким
содержанием основной фракции 84,2 % (в исходном – 59,2 %).
30
8 Секции 1–14 (таблица 2). Получена фракция (выход 52,2 %), соответствующая исходному номеру шлифзерна зернистостью 25П с высоким
содержанием основной фракции 80,1 % (в исходном – 59,2 %).
9 Секции 15–20 (таблица 2). Оставшаяся фракция (выход 47,8 %) по
содержанию основной фракции соответствует рядовому номерному
шлифзерну номером ниже 20Д (43,4 % вместо 41 %) , но является закрупненной (36,5 % вместо 20 %).
Таблица 1 – Распределение шлифзерна КЗ зернистостью 40П в коронном барабанном классификаторе
Номера секций
приемника
Выход
фракций,
%
1–8
9
1–9
10
1–10
11–20
1–20
14,4
17,4
31,8
26,0
57,8
42,2
100,0
Зерновой состав в %
размеры отверстий сит, мкм
+630
+500
+400
+315
+250
проходит
через сито
-250
0
0
0
0
0
0
0
7,5
3,3
5,2
1,8
3,7
0,7
2,4
81,4
81,9
81,6
72,5
77,5
45,1
63,9
11,0
14,6
13,0
25,2
18,5
48,1
31,0
0,1
0,2
0,2
0,5
0,3
5,6
2,5
0
0
0
0
0
0,5
0,2
задерживается на сите
исходный материал зернистостью 40П
Таблица 2 – Распределение шлифзерна КЗ зернистостью 25П в коронном барабанном классификаторе
Зерновой состав в %
размеры отверстий сит, мкм
Номера секций
приемника
Выход
фракций,
%
+400
+315
+250
+200
+160
проходит
через сито
-160
1–9
10
11
12
1–12
13
6,5
9,2
9,9
9,3
34,9
7,9
0
0
0
0
0
0
15,8
5,7
3,4
2,0
5,9
1,5
79,7
87,8
86,2
81,8
84,2
75,0
3,2
5,4
8,8
13,2
8,0
19,0
1,1
1,0
1,5
2,8
1,7
4,2
0,2
0,1
0,1
0,2
0,2
0,3
1–13
14
1–14
15–20
1–20
42,8
9,4
52,2
47,8
100,0
0
0
0
0
0
5,1
0,8
4,3
0,4
2,4
82,5
69,1
80,1
36,5
59,2
10,1
23,1
12,4
43,4
27,2
2,1
6,7
3,0
18,4
10,4
0,2
0,3
0,2
1,3
0,8
задерживается на сите
исходный материал зернистостью 25П
31
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Петухов, И. М. Исследование получения номерного шлифзерна карбида
кремния зеленого в электрическом поле коронного барабанного классификатора /
И. М. Петухов // Процессы абразивной обработки, абразивные инструменты и материалы : Сб. статей Межд. науч.-тех. Конференции Шлифабразив–2009. – Волгоград, Волжский : ВИСТех (филиал) ВолгГАСУ, 2009. – С. 40 – 42.
2 Петухов, И. М. Выбор конструктивных и технологических параметров
коронного барабанного классификатора / И. М. Петухов // Процессы абразивной
обработки, абразивные инструменты и материалы : Сб. статей Межд. науч.-тех.
конференции Шлифабразив–2009. – Волгоград, Волжский : ВИСТех (филиал)
ВолгГАСУ, 2009. – С. 37 – 39.
3 Петухов, И. М. Отчет по теме 12 – 67, разд. 4. Исследование классификации абразивного зерна в электрическом поле с помощью разделительных барабанов (поисковая) / И. М. Петухов. – Волжский : Волжск-ВНИИАШ, 1969. – 31 с.
1.10 РАЗРАБОТКА КОЛИЧЕСТВЕННОЙ МЕРЫ ОЦЕНКИ
ФОРМЫ ЧАСТИЦ ШЛИФОВАЛЬНЫХ МАТЕРИАЛОВ
Назаренко В. А. , Субботина Т. П.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Большинство исследователей в области абразивного производства
считают, что одним из важнейших факторов, влияющих на качественные
показатели изделий из абразивного материала, является, наряду с размером частиц, также и их геометрическая форма.
Существующие пути повышения эксплуатационных параметров
шлифовального инструмента до настоящего времени в полной мере не
охватывают вопросы влияния формы и геометрии шлифовальных зерен,
используемых для изготовления этих инструментов, несмотря на то, что
от геометрических характеристик абразивных зерен могут зависеть конечные результаты применения тех или иных изделий.
Для наиболее оптимального использования резервов повышения
эксплуатационных характеристик шлифинструмента, зависящих, в определенной мере, как от размера, так и от формы зерен, необходима отработанная и обоснованная (в т.ч. для целей разработки промышленного оборудования получения партий шлифматериалов с заданной формой) методика количественной оценки формы зерен. Анализ исследований по теме
«форма зерна» позволяет сделать вывод о том, что наиболее приемлемой
методикой является вычисление коэффициента формы в 3-х-координатной
системе. Это дает возможность:
определить геометрические размеры по 3-м координатам;
вычислить реальный объем зерна;
определить особенности рельефа поверхности зерна;
предложить количественную меру классификации всего многооб32
разия форм отдельных зерен с помощью определенного числового ряда.
Последнее особенно важно, т.к. позволяет перейти от грубой качественной оценки форм зерен (изометричные, неизометричные, пластинчатые и игольчатые) к более точной и адекватной к сфере применения количественной оценке «формы» отдельного зерна.
Только имея такую оценку формы зерна, возникает реальная возможность приступить к разработке теории вибросепарации сыпучих сухих
материалов по форме зерен.
В шлифматериалах, полученных традиционным путем, содержатся
частицы разной формы – близкие к шарообразной, кубической форме
(обычно их называют изометричными), по форме напоминающие параллелепипед, утолщенные и утонченные пластинки, игольчатые. Последние
часто называют неизометричными. То есть форма частиц в исходном материале плавно и последовательно меняется от сферической до пластинчатой и игольчатой. Деление всех частиц на два класса – изометричные и
неизометричные – является достаточно грубым даже с качественной стороны и не может быть оценено количественно и применяться при разработке технологического оборудования и технологических процессов для
разделения частиц по их форме, как, например, рассев зерна по номерам
зернистости, где определяющим фактором является количественная мера
– размер частиц. Это легко увязывается с ситовым способом получения
шлифматериала.
Известны работы многих авторов по разработке методики количественной оценки формы частиц. В качестве такой оценки был принят коэффициент формы, который мог определяться по одной из следующих формул
l
,
h
где l – длина проекции частицы; h – ширина проекции.
Кф
Кф
Dоп
Sо.о
или К ф
,
Dвп
S в.о
(1)
(2)
где Dоп (So.o) – диаметр (площадь) окружности, описанной вокруг проекции частицы; Dвп (Sв.o) – диаметр (площадь) окружности, вписанной
в проекцию частицы.
Авторами получены весьма полезные результаты, позволяющие
оценивать количественную составляющую геометрической формы частицы, но учитывающие лишь одну проекцию частицы.
Перспективным методом разделения частиц одновременно по размеру и по форме является вибросепарация сыпучих материалов на наклонной вибрирующей поверхности.
Известно, что при классификации на бесситовом виброклассификаторе шлифматериала по номерам зернистости наблюдается повышенное
содержание изометричных зерен в готовом продукте. Для изучения при33
чин этого эффекта было предположено, что наряду с достаточно хорошо
изученным процессом разделения зерен по размеру идет и процесс классификации зерен по форме.
Был проведен следующий эксперимент, для чего отобрали частицы,
имеющие приблизительно одинаковую проекцию на плоскость, на которой они лежали. Тогда, в соответствии с вышеприведенными формулами,
коэффициент формы у них примерно одинаков. Но частицы имели различную высоту.
Одна проба содержала частицы вида I, а другая – частицы вида II.
При подаче на вибрирующую плоскость частиц указанных проб при
одинаковых параметрах настройки вибросепаратора наблюдалась следующая картина. Траектории частиц пробы II оказались выше траекторий
частиц пробы I.
I
I
I
h2
II
h1
I
а
а – вид сверху; б – вид сбоку
б
Рисунок 1 – Примеры проекций частиц, отобранных для эксперимента
проба вида II
исходное
проба вида I
Рисунок 2 – Траектории частиц по поверхности деки
При этом было замечено, что чем больше разница между h1 и h2
(рисунок 1), тем дальше расходятся траектории частиц на вибрирующей
плоскости.
Этот замеченный эффект позволяет сделать следующие выводы:
– коэффициент формы частиц, определяемый только по одной проекции по формулам (1) или (2) при уточнении теории вибросепарации по
размеру частиц будет малоэффективен, т.к. зерна различной толщины при
одном и том же коэффициенте формы, вычисленном по одной проекции,
занимают на поверхности деки не строго определенную траекторию, а
некоторую зону. Частицы с наименьшей толщиной оказываются на самой
высокой траектории зоны, а частицы, имеющие наибольшую толщину,
располагаются ниже частиц, занимающих средние траектории;
34
– при анализе теории вибросепарации частиц по форме зерен такое
определение формы частицы не позволит получить уравнения траекторий
частиц на вибрирующей наклонной поверхности, описывающие с достаточной точностью реальный процесс. Это затруднит разработку промышленного технологического процесса, получения (выделения из общей массы) абразивных материалов с заданными геометрическими характеристиками;
– необходимо разработать новую математическую модель (коэффициент формы), учитывающую вышеописанный эффект.
Мы предлагаем коэффициент формы, учитывающий особенности
поведения частиц на виброплоскости и позволяющий объяснить результаты проведенного эксперимента.
Для разработки количественной меры оценки формы частиц сыпучих материалов и, в частности, абразивных зерен, введем коэффициент Ф.
d вп2
(3)
,
S 4
где S – площадь проекции зерна; dвп – средний диаметр вписанных
окружностей.
Ф
Таким образом, Ф = 1 для абсолютно круглой (сферической) частицы. Такие частицы в изолированном режиме на виброплоскости при любых параметрах настройки всегда скатываются вниз. Для зерна в форме
куба с ребром единичной длины Ф = /4 0,785. Игольчатые формы зерен
будут иметь Ф0. Такие частицы движутся вверх.
Учитывая особенности поведения частиц на виброплоскости, нужно
вычислять коэффициент формы абразивных зерен в объеме, т.е., используя три проекции. Для более оптимального определения геометрических
параметров зерен сначала вычисляются коэффициенты Ф1, Ф2 и Ф3 для
каждой из проекций. Затем вычисляется итоговое значение – так называемый «технологический» коэффициент формы Ф
Ф = (n1 Ф1+ n2 Ф2 + n3 Ф3) / 3,
(4)
где n1, n2, n3 – определяются из следующих условий минимальности Ф1 ,
Ф2 или Ф3:
если min = Ф1, то n2 = Ф1 / Ф2 , n3 = Ф1 / Ф3 , n1 = 3 – n2 – n3,
если min = Ф2, то n1 = Ф2 / Ф1 , n3 = Ф2 / Ф3 , n2 = 3 – n1 – n3,
если min = Ф3, то n1 = Ф3 / Ф1 , n2 = Ф3 / Ф2 , n3 = 3 – n1 – n2.
Чем сильнее различаются коэффициенты Ф1 , Ф2 , Ф3, тем ближе
будет «технологический» коэффициент формы Ф к меньшему из них.
Наглядно представить физический смысл приведенной модели
можно с помощью следующих диаграммы, где для нахождения коэффициента Ф была взята «идеальная» геометрическая фигура – параллелепипед,
стороны которого составляют отрезки единичной длины, а третий размер
изменяется от близкого к нулю в сторону увеличения.
35
Актуальной задачей оставалось практическая оценка значения данного коэффициента. Для ее решения и создания основ САПР процесса
виброклассификации абразивных материалов бесситовым способом на
виброклассификаторах типа ВДК разработана компьютерная программа
для вычисления коэффициента формы шлифзерна.
Эта программа, используя информацию о трех проекциях зерна, на
первом этапе определяет «похожесть» зерна на соответствующую «идеальную» геометрическую фигуру (многогранник или тело вращения) и
устанавливает принадлежность частицы к той или иной форме. На 2-м
этапе рассчитывается коэффициент формы зерен с использованием изображений 3-х проекций зерна, размер отдельных зерен, процентное содержание фракции. Это позволит перейти от грубой качественной оценки
форм зерен (изометричные, неизометричные, пластинчатые и игольчатые)
к количественной оценке «формы» отдельного зерна, которая является
более точной и адекватной к различным сферам применения этого показателя и рассчитать количественные характеристики зерен различных геометрических форм с целью уточнения теории вибросепарации, прогнозирования траектории частицы на виброплоскости и, как следствие, для
осуществления классификации частиц одновременно и по размеру, и по
форме.
0,9
Ф
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
b
0,0
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
2,2
2,4
2,6
2,8
3
3,2
Рисунок 3 – Модификация «технологического» коэффициента формы Ф
частицы в форме параллелепипеда в зависимости от изменения размера
одной из сторон
Активизация физико-химического влияния СОТС на показатели
шлифования. Процессы трения и изнашивания при шлифовании развиваются в тонком поверхностном слое, который отличается высокой дефектностью кристаллического строения, высокой химической активностью с
внешней средой, формированием поверхностных пленок, высокой концентрацией напряжений, повышенной контактной температурой и интенсивностью диффузионных процессов. Все перечисленные особенности в тонком
поверхностном слое приводят к изменению химического и фазового состава
материала, то есть приводят к формированию вторичных структур (нередко
в виде оксидов и твердых растворов на их основе), отличающихся высокой
прочностью, теплостойкостью, низкой теплопроводностью.
36
При подборе СОТС для шлифования изделий из сталей электрокорундовыми кругами необходимо знать физические особенности взаимодействия абразива с обрабатываемым материалом, влияющих на величину
и механизм его износа. Данный показатель определяется взаимодействием
механического, физико-химического и термического процессов: явления
пластификации и охрупчивания, деформации и разрушения, нагрева,
окисления и химического взаимодействия в поверхностном слое.
Установлено, что в начальный период взаимодействия абразивного
зерна с обрабатываемыми и смазочными материалами, газами в контактной зоне при трении формируется тонкопленочная фаза (вторичная структура) толщиной (2…10)∙10-3 мкм, которая по составу, строению и свойствам отличаются от исходных материалов пар трения [1].
Формирование вторичных структур – термодинамически неизбежный
акт пассивации активированных трением поверхностных слоев твердых тел.
Структурные изменения поверхностного слоя металла являются результатом температурных явлений, протекающих в зоне резания и распространяемых вглубь обрабатываемой поверхности. При этом характер и
глубина структурных изменений определяются величиной температуры и
интенсивностью охлаждения детали за счет применения активных СОЖ
на начальных стадиях их разработки и использования твердых смазок в
процессе импрегнирования инструмента, что в совокупности определяет
свойства смазочно-охлаждающей технологической среды.
Широкое распространение получила пропитка абразивного инструмента расплавом технической серы, так как сера обладает ярко выраженными антифрикционными свойствами и способствует образованию при
шлифовании пленки в виде химических соединений с железом, которые
препятствуют адгезионному «схватыванию» рабочей части круга с обрабатываемой поверхностью металла. Но процесс пропитки расплавом серы
сопряжен с рядом трудностей из-за низкой смачиваемости серой абразивного инструмента на керамической связке. Расплав серы имеет высокую
вязкость, из-за чего процесс пропитки производят в вакууме или под давлением, регулирование концентрации серы в пропитанном круге не представляется возможным, уменьшается реальная возможность применения
кругов, пропитанных технической серой, при скоростном шлифовании
металла из-за наличия дисбаланса шлифкругов.
Присадка каптакса к сере в количестве 0,1–1 % значительно улучшает пропиточные свойства серы с точки зрения ее проникающей способности
равномерного распределения серы в теле круга и уменьшения ее количества
в круге, обеспечивая адсорбцию серы на всех свободных поверхностях
связки и абразивных зерен, оставляя круг пористым. При этом дисбаланс
кругов, пропитанных серой с каптаксом, сводится до минимума.
Проведенные испытания пропитанных серой и серой с каптаксом
шлифовальных кругов на операциях шлифования деталей подшипников с
применением водной СОЖ (раствора нитрита натрия и триэтаноламина в
0,7 %-ной концентрации каждого) указывают на высокое качество обрабо37
танной поверхности (таблица 1).
Таблица 1 – Показатели испытаний
Пропиточный состав
Без пропитки
Сера
Сера – 99 %,
Каптакс – 1 %
Качество поверхности
шероховатость Ra, мкм
характер прижогов
0,8–1,0
сильный
0,63–0,80
штриховой
0,50–0,63
отдельные штрихи
Это связано с тем, что шлифовальный круг на керамическом связующем является гидрофильным композитом, взаимодействие которого с
водными СОЖ вследствие миграции молекул Н2О в устье микротрещин
мостиков связки приводит к понижению его поверхностной энергии. Наличие специфических компонентов водных СОЖ (нитритов) создает условия для поверхностного растворения этой жидкостью керамической связки. Введение в структуру керамической связки круга компонента, обладающего высокой проникающей способностью, одновременно формирует
на поверхности керамики слой с гидрофобными свойствами. Пропитка
абразивного инструмента расплавом серы способствует минимизации
температуры в зоне обработки за счет процесса абляции, что исключает
появление прижога на металле и повышение стойкости режущего инструмента [2]. Существует много точек зрения на причину высокой эффективности импрегнирования серой как средство, исключающее прижогообразование. На основе проведенных нами анализа и расчетов наиболее реалистичен следующий механизм действия. В условиях высоких градиентов
температур (106 ºС/с) создаются условия для сублимации (возгонки) серы.
Сам переход из твердого в газообразное состояние приводит к ускорению
на 3 порядка отвода тепла из точек стружкообразования. Поэтому сера как
импрегнатор в момент пропитки круга блокирует его поровое пространство, что предотвращает проникновение жидкости в тело круга. С другой
стороны, находясь на поверхности зерен, в мостиках связки сера транспортируется в точки максимального тепловыделения, минимизируя, а часто сводя на нет прижогообразование.
Высокие местные температуры и давления способствуют химическому взаимодействию активной серы с металлом. Образующаяся малопрочная пленка сернистого железа легко соскабливается абразивным зерном. Обнаженная металлическая поверхность, обладающая повышенной
реакционностью, вновь вступает во взаимодействие с компонентами СОЖ
и серой. Непрерывно протекает процесс разрушения и регенерации сульфидных пленок, покрывающих образованные за счет распада молекул воды под действием возникающего электрического тока на контактных поверхностях оксидные пленки металла.
Таким образом, при шлифовании в зоне контакта обрабатываемой
металлической заготовки и абразивного зерна возникает процесс взаимо38
действия деформации, трения и разрушения, на соотношение величин которых влияют физико-механические и химические свойства контактирующих материалов. Осуществляя подбор компонентов смазочноохлаждающей технологической среды, возможно повысить эффективность шлифования, снижая экономические затраты на разработку составов, контролируя при этом экологическую сторону процесса обработки,
связанную с утилизацией отработанных СОЖ.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Зубарев, Ю. М. Теория и практика повышения эффективности шлифования материалов : учебное пособие / Ю. М. Зубарев, А. В. Приемышев. – СПб. :
Лань, 2010. – 304 с.
2 Эльянов, В. Д. Прижоги при шлифовании : обзор / В. Д. Эльянов, В. Н.
Куликов. – М., 1974. – 64 с.
1.11 ПОВЫШЕНИЕ РЕЖУЩИХ СВОЙСТВ АБРАЗИВНОГО
ИНСТРУМЕНТА ДЛЯ ШЛИФОВАНИЯ ЖЕЛЕЗНОДОРОЖНЫХ
РЕЛЬСОВ
Орлова Т. Н., Дуличенко И. В.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Орлов И. Ю.
Соискатель ВолгГАСУ, г. Волжский, Россия
Шлифование труднообрабатываемых материалов (например, марганцовистых сталей) обычным абразивным инструментом в настоящее время
является малоэффективным способом обработки. Качество обработанной
поверхности очень часто ниже технических требований, которые, как правило, к таким материалам очень высоки, велик брак вследствие прижогов.
Применение обычных путей улучшения процесса шлифования
(подбор режимов и кругов оптимальной характеристики, повышение однородности зернового состава, специальных смазочно-охлаждающих
жидкостей) часто не дает необходимого эффекта.
Представляет практический интерес изменение технологической среды
путем введения в круг специальных наполнителей, что способствует улучшению процесса резания и повышению режущих свойств абразивных кругов.
Поскольку шлифование с физико-механической точки зрения является процессом деформирования и разрушения твердого тела и режущие
свойства абразивного круга – понятия неразделимые (так как это две стороны одного процесса – разрушения абразивного круга), то улучшение
39
шлифуемости обрабатываемых материалов в процессе резания будем понимать как повышение режущих свойств абразивного инструмента.
Как известно, при разрушении твердых тел решающую роль играют
пластические деформации, всегда предшествующие разрушению – дислокационная природа пластической деформации вызывает зарождение и
развитие трещин разрушения в твердых телах. Для шлифуемых металлов
это означает последовательный процесс протекания пластической деформации: исчерпание пластичности, максимальное упрочнение металла, переход в критическое состояние и разрушение металла, т. е. отделение определенного микрообъема. С этих позиций становится понятной плохая
шлифуемость сплавов, которые обладают большой вязкостью, т. е. способностью поглощать энергию, не разрушаясь. Следовательно, для удаления некоторого объема металла необходимо приложить сравнительно
большую по величине энергию, которая в момент разрушения практически мгновенно переходит в тепло.
С практической точки зрения существенными являются две особенности процесса шлифования:
– ничтожная доля приложенной энергии (~ 0,001 %) идет на полезную работу – снятие стружки, большая часть расходуется на упругое и
пластическое деформирование срезаемой стружки и поверхностного слоя
шлифуемой детали, т. е. тратится бесполезно;
– практически мгновенный переход в тепло всей накопленной в поверхностном слое энергии в момент разрушения металла приводит к резкому возрастанию температур в зоне разрушения, близких к температурам
плавления.
Но длительность нагрева и зона высоких температур очень мала,
поэтому плавления (в обычном смысле) не происходит, расплавленную
фазу металла трудно обнаружить. Однако весьма вероятно, что характеристики растворимости и диффузии в этой зоне близки к аналогичным характеристикам жидкой фазы. Это вызывает высокую химическую активность металла. Недаром окисление ювенильных поверхностей обрабатываемого металла проходит практически мгновенно на глубину 10–20 А
[2, 3]. При этом может происходить процесс растворения абразива в шлифуемом металле, химическое взаимодействие между абразивом и металлом, а также явления диффузии и растворения [1].
Часто эти процессы проявляются в виде засаливания абразивного
круга, т. е. налипания шлифуемого металла на его рабочую поверхность.
Засаливание круга при шлифовании нержавеющих, жаропрочных сплавов
– одно из наиболее часто встречающихся препятствий для повышения
стойкости круга. Поэтому одной из первоочередных задач для улучшения
показателей шлифования является, с одной стороны, снижение температуры, с другой – уменьшение бесполезных затрат энергии путем использования неизбежных в силу специфики механики явлений процесса.
Под режущими свойствами понимается потенциальная способность круга совершать определенную работу, что зависит от его техноло40
гических параметров, определяемых его внутренними свойствами. Обрабатываемость металлов шлифованием характеризует внешние условия
реализации режущих способностей круга.
Основным в теории физико-химической механики материалов является положение об облегчении деформирования тел в присутствии наполнителя, содержащего окислы вещества, ускоряющие процессы деформации вследствие электрокапиллярных эффектов, а также охрупчивания
металла при внедрении в его решетку окислов железа.
Влияние окислительных процессов в зоне контакта на ход шлифования чрезвычайно велико. Известно сильное влияние кислорода на процессы стружкообразования и величину энергии при шлифовании металлов. Введение железа и окислов железа в зону резания, вероятно, будет
способствовать интенсификации окислительных процессов, созданию
окисных пленок, предотвращающих засаливание инструмента.
Большую роль в окислительных процессах играют электрические
явления, возникающие при контакте абразивов-диэлектриков или полупроводников с металлами-проводниками. Особенно большую роль может
играть электрическое заряжение поверхностей при контакте алмаза с металлами, а из других абразивов – карбида кремния с металлом. Возникающие при этом электрические заряды и токи могут изменять характер
пластического течения материалов и влиять на показатели процесса.
Управление этими процессами составит еще один резерв повышения режущих свойств абразивного инструмента.
Следует напомнить, что часто (особенно за рубежом) для улучшения обрабатываемости металла в его состав на металлургической стадии
производства вводят различные присадки (свинец, серу, фосфор и т. д.).
Они распределяются во всем объеме металла.
Однако во многих случаях введение таких присадок в металл нежелательно, так как приводит к изменению эксплуатационных характеристик материала. Но при шлифовании можно добиться аналогичного
эффекта и другими путями, в частности введением подобных присадок в
состав связки круга, в пропитывающую среду и т. д., что улучшает шлифуемость, локализует их действие в очень узкой зоне деформации и разрушения металла [4].
При проведении исследовательских работ по повышению эффективности операции шлифования железнодорожных рельсов создана эффективная технология производства рельсошлифовальных кругов для обработки железнодорожных рельсов. Для исследования были проверены
различные материалы (регенерированный материал – окись железа, железный порошок, фторборат калия, хлористый натрий сернокислый аммоний, негашеная известь).
По результатам экспериментов были составлены рецептуры и изготовлены рельсошлифовальные круги, которые были испытаны на Приволжской железной дороге (протокол эксплуатационных испытаний, ст. Саратов
от 25 октября 2003 г.). Средний период стойкости и коэффициент шлифования соответствовали данным показателям импортного аналога.
41
42
Таблица 1 – Эксплуатационные показатели опытных и импортных
кругов
Эксплуатационные показатели
Средний период стойкости, ч
Коэффициент шлифования (средний износ
круга на 1 км шлифовального прохода)
Испытательная скорость, м/с
Круг ОАО
«ВАЗ»
7,0
Импортный
круг
7,0
9,2
9,5
75
75
Выводы:
– применение основных закономерностей физико-химической механики к анализу процессов, связанных с введением наполнителей, дает
возможность глубже понять ход процессов и отыскивать новые эффективные пути повышения стойкости кругов путем изменения воздействия технологической среды;
– специфика механики шлифования создает в зоне резания все термодинамические условия, необходимые для протекания самых разнообразных физических и химических процессов: химических взаимодействий
активных элементов, диффузии, каталитического разложения химических
соединений, комплексообразований и т. д.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Коэс, Л. Химизм процесса шлифования / Л. Коэс. – Industrial and Engineering Chemistry, 1955. – т. 47. – № 12.
2 Shaw, М. С. Out water I. Surface Temperatures in Grinding / М. С. Shaw . –
Traus. ASME, 1952. – Vol. 74. – № 1.
3 Моэн, К. Шлифование абразивными дисками / К. Моэн // Конструирование и технология машиностроения. – 1961. – № 4.
4 О методах исследования шлифованных поверхностей / В. И. Островский
[и др.] //Абразивы и алмазы. – 1967.
1.12 ФИЗИКО-ХИМИЧЕСКИЕ ИССЛЕДОВАНИЯ КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ, В ТОМ ЧИСЛЕ НА ПОЛИМЕРНОЙ МАТРИЦЕ
Трофимова Т. В., Надеева И. В.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Свойства полимерных композиционных материалов исследуются
различными физико-химическими методами.
Существует метод, позволяющий определить структуру органических соединений без их разрушения, которым является инфракрасный спек-
тральный анализ. Критерием оценки изменений структуры бакелитовой
связки в абразивном инструменте является изменение оптической плотности основных полос поглощения в инфракрасном спектре связки при различных заданных условиях отверждения. Установлено, что инфракрасные
спектры поглощения выявляют изменения структуры бакелитовой связки в
процессе отверждения, обуславливающие механические свойства абразивных инструментов.
Точное представление о количественных изменениях упругопластических свойств абразивных инструментов в процессе их термической
обработки является необходимым и важным условием для разработки рационального режима термообработки. Количественные значения модуля
упругости представляют большой интерес для оценки эксплуатационных
свойств готового инструмента.
Известным является ультразвуковой метод, позволяющий производить контроль кругов на бакелитовой связке, основанный на свойстве
ультразвуковых волн, отражаться от границ раздела различных сред.
Применение диэлектрических методов позволяет осуществлять
контроль таких характеристик инструмента, как твердость, структура,
степень полимеризации связки и ряда других.
В связи с тем, что в нашей работе использовался набор нескольких
абразивных материалов (электрокорунд и карбид кремния) проводились
физико-химические исследования инструмента на бакелитовой связке
комбинированного состава.
Результаты исследования посвящены вопросам износостойкости
зерен абразивных материалов. В ВИСТех разработаны методики исследования физико-химических процессов, возникающих при взаимодействии
абразивов с обрабатываемым материалом при обработке. В частности, при
исследовании шаржированных поверхностей, обработанных кругами из
карбида кремния и электрокорунда, применена методика микрорентгеноспектрального анализа.
При анализе результатов исследования процессов шаржирования
поверхностей, обработанных кругами из зеленого и черного карбида
кремния, видно, что плоскости распределения частиц равны 1025 мм-2 и
1830 мм-2, при максимуме распределения частиц по размерам соответственно 0,4 мкм и 0,5 мкм. Это подтверждает общеизвестный факт повышенной хрупкости черного карбида кремния за счет образования большого количества синтаксиальных областей при кристаллизации на примесных центрах.
При сравнении аналогичных данных для нормального и хромистого
электрокорундов видно, что значения плотностей соответственно равны
1050 мм-2 и 192 мм-2, при максимуме по крупности 1,0 мкм и 0,2 мкм.
Различия в определяемых параметрах исследования шаржирования
указывают на разную величину сил адгезионного взаимодействия электрокорундовых и карбидокремниевых материалов.
Сущность метода шаржирования заключается в том, что шлифованная поверхность рассматривается как система с произвольным распределением точечных объектов. При облучении материала потоком ускоренных электронов высокой энергией облучаемый участок является источником характеристического рентгеновского излучения, мощность которого при одинаковых условиях анализа зависит от концентрации элемента в облучаемом объеме. Если же концентрация постоянна и размеры
объекта меньше диаметра зонда, то мощность потока характеристического
излучения пропорциональна площади поверхности облучаемого объекта,
которая определяется размером частиц.
Износ карбидокремниевых и электрокорундовых материалов оценивался по рельефам зерна абразива в процессе микрорезания. Вид износа
рассматривался с применением электроннорастрового устройства – микроанализатора «МАР – 2».
В результате проведенных исследований установлено, что зерна
карбида кремния обладают повышенной хрупкостью, скалываются частицами очень малого размера до 0,4 мкм, а электрокорунд разрушается, в
основном, выровом частиц до 1,0 мкм.
Все это указывает на то, что применение в абразивном инструменте
смеси абразивных материалов карбида кремния и электрокорунда будет
способствовать, с одной стороны, самозатачиванию инструмента, а с другой – стабильности абразивной обработки.
43
44
1.13 ОЦЕНКА УРОВНЯ КАЧЕСТВА ОТЕЧЕСТВЕННЫХ АБРАЗИВНЫХ
МАТЕРИАЛОВ В СРАВНЕНИИ С ЗАРУБЕЖНЫМИ АНАЛОГАМИ
ПО ФИЗИКО-МЕХАНИЧЕСКИМ ХАРАКТЕРИСТИКАМ
Пушкарев О. И., Никуйко Л. А., Галичкина Л. В.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Проведены комплексные исследования уровня качества серийно
выпускаемых отечественных абразивных материалов в сравнении с зарубежными аналогами, а также работа по пересмотру действующих и разработке новых стандартов на шлифматериалы. Исследования проводились с
помощью разработанных методов и средств испытаний [1–3].
Отечественные материалы были представлены образцами товарных партий следующих видов: электрокорунд белый, электрокорунд
нормальный производства Челябинского абразивного завода; карбид
кремния зеленый, карбид кремния черный – Волжского абразивного завода; электрокорунд белый – Бокситогорского глиноземного завода; карбид бора, карбид кремния зеленый, электрокорунд нормальный – Запорожского абразивного комбината, электрокорунд белый – Ихвинского
глиноземного завода.
Абразивные шлифматериалы, выпускаемые зарубежными фирмами,
имеют такие виды, как, например: электрокорунд, имеющий средние
свойства между нормальным и белым электрокорундом; специальный тип
или сорт электрокорунда; смеси белого и нормального электрокорундов;
электрокорунд легированный; полукристаллический титановый, то есть
разновидности электрокорундов и их сортность регламентируется более
широким ассортиментом, чем в нашей отечественной практике. Оценка
технического уровня качества шлифматериалов отечественного производства представлена путем сопоставления с соответствующими аналогами
зарубежного производства. Зарубежные материалы представлены шлифзерном фирм США, Франции, ФРГ, Италии, Японии, Норвегии. Обобщенные данные результатов исследования приведены в таблице 1.
1
Зеленый
карбид
кремния
Черный
карбид
кремния
Нормальный
электрокорунд
Белый
электрокорунд
Изготовитель
шлифматериала
Шлифовальный
материал
Таблица 1 – Физико-механические характеристики
шлифовальных материалов
Разрушаемость
шлифзерен, %
2
3
зернистости
125
4
Россия
Зарубежного производства
Россия
Зарубежного производства
Россия
Зарубежного производства
Россия
Зарубежного производства
42–45
70–76
зернистости
25
Прочность
единичных
зерен зернистости 40 на
раздавливание, х 10-2 Н
5
2750–3100
Механические свойства
материала абразивных зерен
(при Р = 1 Н)
микромикромикротверпрочхрупдость,
ность,
кость
ГПа
ГПа
6
7
8
31,0
5,6–6,7
2,2–2,5
37–39
63–70
2700–3250
35,0
5,1–7,1
2,3–3,1
45–52
66–70
2800–3100
31,0
5,0
2,75
–
62–65
–
35,0
5,1
3,1
49–53
46–53
2500–2550
22,0
5,3
1,95
45–52
49–54
2300–2750
46–51
47–52
2400–2500
23,0
3,6
2,7
54–59
56–65
2350–2450
23,5
3,8
2,65
22,0–23,5 3,0–5,0
2,1–3,1
Продолжение таблицы 1
1
Титанистый
электрокорунд
Хромистый
электрокорунд
Хромотитанистый
электрокорунд
Монокорунд
2
3
4
5
6
7
8
Россия
Зарубежного производства
Россия
Зарубежного производства
44–46
–
2400–2600
23,0
3,6
2,7
34–54
21–50
2500–2950
45–47
–
2500–2700
24,0
3,6
2,8
–
45–46
2300–2500
23,5
3,2
3,0
Россия
43–45
–
2800–3000
24,5
3,1
3,25
Россия
44–46
–
2900–3000
24,0
2,8
3,4
23,5–27,5 3,0–5,6
2,2–3,1
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Пушкарев, О. И. Методы и средства контроля физико-механических характеристик абразивных материалов : монография / О. И. Пушкарев, В. М. Шумячер. – Волгоград : ВолгГАСУ, 2004. – 144 с.
2 Пушкарев, О. И. Определение прочности абразивных зерен шлифовальных материалов / О. И. Пушкарев, В. М. Шумячер, С. В. Скопинцев // Огнеупоры
и техническая керамика. – 2006. – № 8. – С. 42 – 43.
3 Пушкарев, О. И. Контроль качества шлифовальных материалов по прочностным характеристикам их зерен / О. И. Пушкарев, В. А. Назаренко, А. В. Гончарова // Станки и инструменты. – 2009. – № 4. С. 26 – 29.
1.14 ТЕХНОЛОГИЧЕСКИЕ ПРИНЦИПЫ ПЕРЕРАБОТКИ
ТЕХНОГЕННЫХ ОТХОДОВ С ЦЕЛЬЮ ПОЛУЧЕНИЯ
АБРАЗИВНЫХ МАТЕРИАЛОВ
Шумячер В. М., Орлова Т. Н., Славин А. В.
45
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Процессы абразивной обработки применяются при производстве
высокоточных деталей подшипников, двигателей. Обработка высокоточных деталей невозможна без применения микропорошков абразива, галтовочных тел, абразивной шкурки. На этом основании объем и номенклату46
ра абразивного инструмента, потребляемого обрабатывающей промышленностью, является индикатором ее состояния.
В этой связи остро стоит вопрос об увеличении производства абразивных материалов: электрокорундов и карбида кремния. Следует отметить, что рост стоимости электроэнергии с одновременным повышением
цен на сырьевые материалы: обогащенный песок (SiO2), технический углерод, бокситы, резко снижает рентабельность производств абразивных
материалов. Реальный путь решения данной проблемы заключается в использовании техногенных отходов предприятий горно-металлургического
комплекса республики Казахстан.
Первые предварительные исследования, выполненные нами, позволяют с уверенностью подтвердить принципиальную возможность получения абразивных материалов из шлаков горно-металлургических предприятий. В основе технологии производства абразивных корундовых материалов из шлаков возможна следующая последовательность технологических операций:
– увеличение шлаков из зон утилизации;
– обогащение шлаков с целью отделения вредных примесей;
– дробление;
– вибропрессование по зернистости материала.
Каждая из этих операций достаточно проработана, обеспечена набором
оборудования. Полученные по данной технологии (в лабораторных условиях)
электрокорундовые зернистые материалы прошли комплекс испытаний в лабораториях Волжского института строительства и технологий (филиала) Волгоградского государственного архитектурно-строительного университета и
показали хорошие эксплуатационные показатели: режущая способность, износостойкость.
Технико-экономические расчеты указывают на существенные возможности снижения себестоимости абразивных материалов по сравнению с аналогами различных зарубежных производителей.
Неоспоримым является факт, что глубокая переработка отходов горно-металлургических предприятий позволяет увеличить их рентабельность
с одновременным решением экологических проблем вредных производств.
Использование вторичных ресурсов представляется полезным и при
производстве низкотемпературных связок для абразивного инструмента на
керамическом связующем. Лабораторные исследования подтвердили возможность создания связок с температурой спекания в пределе до 900 оС
против применяемых с температурой спекания до 1350 оС.
1.15 ЭФФЕКТИВНОЕ ПРИМЕНЕНИЕ ОТХОДОВ АБРАЗИВНОГО
ПРОИЗВОДСТВА ПРИ ИЗГОТОВЛЕНИИ ШЛИФОВАЛЬНЫХ КРУГОВ
47
48
Пушкарев О. И., Данилова Е. С., Суханова Т. Г.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Технологические отходы производства шлифовального инструмента
на керамических связках на абразивных заводах составляют около 20 %, в том
числе по видам – обточка, брак сырца и обожженных кругов, бой и лом корундовых камней, бой огнеупорных плит – в соотношении 4 : 3 : 2 : 1.
Действующие в настоящее время на абразивных заводах участки по
переработке некоторых технологических отходов имеют значительное число
стандартного оборудования, загрузка которого не превышает 2000 кг/ч, увеличивая тем самым трудовые и эксплуатационные затраты производства.
В связи с этим задача по повышению эффективности процессов регенерации материалов из отходов абразивной керамики с целью снижения
средств и труда на их переработку, экономии ценного сырья в отрасли
является весьма актуальной [1].
Применяемая на заводах технология переработки отходов обеспечивает извлечение электрокорундовых материалов на 70 % и остаточное
содержание керамической связки в регенерированных материалах зернистости 50 – 16 в количестве 4–8 %. В то же время, без знания технологических свойств серийных регенерированных материалов нельзя быть уверенным в правильности выбора способа разрушения, который, как известно, формирует технологические свойства материала.
Для исследования пробы (2 – 2,5 кг) серийных корундовых материалов
марок 14А, 24А, 92А зернистости 40 отбирались на ОАО «Волжский абразивный завод» на участке приготовления керамических масс; марка 54С – на
рассеве дробильно-рассевного участка цеха производства карбида кремния.
Проведенный эксперимент показал: свойства материалов, полученных
из разных отходов, имеют существенное отличие от серийных; в процессе
изготовления инструментов и последующей термической обработки изделия
средний размер зерна уменьшается тем значительней, чем больше в круге
содержится связки; минимальные потери корунда со связкой могут составлять 9,8 %; придать вторичным материалам технологические свойства серийных шлифовальных материалов не представляется возможным [2 – 3].
В связи с этим, исследована возможность удаления поверхностных
примесей посредством разрушения свободным ударом. В соответствии с
теорией дробления в роторных дробилках эффективность процесса зависит от скорости удара частиц, свойств исходного материала, дробимости.
Критерием оптимизации является степень дробления, выражаемая как
отношение средневзвешенных диаметров исходного материала и продукта
его дробления. Исследования выполнены на экспериментальной ударноотражательной дробилке.
Установлены оптимальные параметры измельчения черепка: удельный объем измельчающей среды 6 %, коэффициент заполнения барабана
0,54, удельная производительность по готовому продукту 0,4 т/м3∙ч.
На базе результатов исследования процессов гравитационного
дробления отходов абразивного производства, измельчения и освобождения от примесей продуктов переработки свободным ударом, воздушной
сепарации материалов разработан технологический процесс переработки
отходов абразивного производства, включающий гравитационное дробление негабаритов на копре, крупное, среднее, мелкое дробление в барабанной дробилке и обеспылевание, измельчение и овализацию, предварительный рассев, магнитную сепарацию, окончательный рассев.
Проведенные эксперименты показали, что полученные из отходов абразивного производства шлифовальные материалы могут быть эффективно использованы для изготовления шлифовальных кругов на керамической связке.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Ваксер, Д. Б. Пути повышения производительности абразивного инструмента при шлифовании / Д. Б. Ваксер. – М. – Л. : Машиностроение, 1984. – 147 с.
2 Пушкарев, О. И. Методы и средства контроля физико-механических характеристик абразивных материалов : монография / О. И. Пушкарев, В. М. Шумячер. – Волгоград : ВолгГАСУ, 2004. – 144 с.
3 Шумячер, В. М. Работоспособность абразивных зерен электрокорундов
при микрорезании материалов / В. М. Шумячер, Е. С. Данилова, О. И. Пушкарев
// Станки и инструменты. –2011. – № 6. – С. 18 – 20.
1.16 МОНИТОРНИГ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
АБРАЗИВНЫХ МАТЕРИАЛОВ, ПОЛУЧЕННЫХ ПУТЕМ
ПЕРЕРАБОТКИ ТЕХНОГЕННЫХ ОТХОДОВ
МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА
Шумячер В. М., Пушкарев О. И., Славин А. В.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
При абразивной обработке главным участником процесса является
твердая частица – шлифовальное зерно, имеющее очень сложные и разнообразные форму, размеры (от миллиметров до долей микрометров), специфический комплекс свойств (высокие твердость, хрупкость, химическую
стойкость и др.), и подвергающееся в процессе производства и эксплуатации различным видам механических и физико-технических воздействий.
Это зерно является продуктом двух основных технологических
процессов: плавки и дробления, предопределяющих на конечном этапе у
потребителей шлифматериалов и изготавливаемых на их основе инструментов качество абразивной обработки. В общем виде задачи, стоящие
49
перед плавкой: – получение материала нужной прочности, а перед дроблением, – получение зерна нужного размера, формы и физикомеханических характеристик, в зависимости от условий шлифования.
Исследованиям физико-механических свойств шлифматериалов,
изысканию достаточно чувствительных критериев оценки и попыткам
установить однозначные корреляционные связи этих показателей, которые
позволяли бы надежно прогнозировать эксплуатационные характеристики
абразивов по результатам их механических испытаний, посвящено большое число опубликованных работ российских и зарубежных исследователей, однако их результаты не только недостаточно полно отвечают на поставленные вопросы, но и часто противоречивы. Это объясняется недостаточной, применительно к абразивным материалам, чувствительностью и
надежностью существующего лабораторного оборудования, методик испытаний и критериев оценки. Поэтому в настоящее время нет достаточно
корректной системы мониторинга физико-механических характеристик
шлифматериалов и об их связи с технологией производства и эксплуатационными характеристиками в процессах абразивной обработки. Проведение такого исследования является актуальной задачей.
На основе комплексного исследования связи эксплуатационных и физико-механических характеристик шлифматериалов обоснованы технологические условия их рационального сочетания, разработана система мониторинга качества шлифматериалов на стадии производства, созданы методы и
технологические основы получения перспективных композиционных материалов, позволяющие повысить эффективность абразивной обработки.
Разработаны модели контактного взаимодействия абразивного зерна с обрабатываемым материалом при шлифовании с учетом поверхностной и конструкционной прочности зерна, контролируемым по предложенным методикам.
Получены экспериментальные зависимости упругопластического деформирования, хрупкого разрушения силовых и энергетических условий зарождения и роста трещин в поверхностных слоях зерен абразива и установлены корреляционные связи их макро- и микропрочностных характеристик с
износостойкостью при микрорезании, шлифовании и природой абразива.
Разработана и внедрена комплексная технологическая система мониторинга качества шлифовальных материалов, обеспечивающая требуемый
уровень их физико-механических характеристик при постановке задачи исследований, проведении экспериментов и промышленном производстве.
50
1.17 ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНЫХ
КРУГОВ ИЗ КАРБИДА КРЕМНИЯ ПРИ ОБРАБОТКЕ ТИТАНОВЫХ
СПЛАВОВ ПУТЕМ ПРИМЕНЕНИЯ ХИМИЧЕСКИ АКТИВНЫХ
НАПОЛНИТЕЛЕЙ
Пушкарев О. И., Суханова Т. Г.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
При абразивной обработке металлов представляет интерес правильный выбор наиболее эффективных смазочно-охлаждающих технологических средств (СОТС), обеспечивающих уменьшение сил шлифования, а
также улучшение качества обработанной поверхности для повышения
надежности и долговечности машин [1]. Обычно применяют жидкие водные и масляные СОТС, газообразные, твердые и пластичные среды используются сравнительно редко.
При обработке шлифованием титановых сплавов кругами из карбида
кремния на бакелитовой связке представляется наиболее эффективным применение химически активных сред, пассивирующих поверхности контакта.
Таблица 1 – Сравнительные данные об интенсивности
взаимодействия шлифовальных кругов с титановым сплавом
Обрабатываемый
материал
ВТ-14
ВТ-14
Наименование химически
активной
среды
Фторит
калия
Криолит
Значения
интенсивности излучения
по SiK4,
Jотн
Среднеквадратичное
отклонение
значений
(дисперсия)
S
Доверительный
интервал
±ΔJ
Концентрация
кремния,
%
0,046
0,0429
0,011
0,0305
0,071
0,0738
0,0189
0,035
взаимодействия контактируемых тел. В частности, в результате применения в качестве наполнителей в шлифкруги поваренной соли были достигнуты положительные результаты при шлифовании титановых сплавов
всухую. Однако из-за гигроскопичности этих соединений транспортировка и хранение этих кругов крайне затруднены. Поэтому в данной работе, в
развитие ранее выполненных исследований, взамен хлоридов металлов
применены фториды, отвечающие в большей степени требованиям эксплуатации, транспортировки и хранения инструмента.
Указанные шлифкруги были апробированы и внедрены на операциях шлифования лопаток из титановых сплавов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Никифоров, И. Н. Влияние различных водосмешиваемых смазочноохлаждающих технических средств на процесс абразивной обработки
/ И. Н. Никифоров, В. Ю. Шолом, А. М. Казаков // Технология машиностроения. –
2006. – № 7. – С. 22 – 25.
2 Диффузионные явления при износе абразива по титану / Н. И. Богомолов
[и др.] // Межвузовский сборник науч. тр. МГА. Вып. 1. Вопросы повышения
надежности, долговечности и восстановления авиационной техники. – Киев : Издво Киевского института инженеров гражданской авиации, 1975. – С. 12 – 15.
1.18 ФИЗИКО-МЕХАНИЧЕСКИЕ И АБРАЗИВНЫЕ СВОЙСТВА
КОМПОЗИТОВ НА ОСНОВЕ БОРИДОВ ХРОМА И ИХ ПРИМЕНЕНИЕ
В КАЧЕСТВЕ РЕЖУЩЕГО ИНСТРУМЕНТА
Надеева И.В.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Из таблицы 1 видно, что применение в шлифкругах в качестве наполнителей фторидов металлов, обладающих химической активностью к титану, способствует уменьшению взаимодействия, оцениваемого интенсивностью насыщения шлифованной поверхности химическими элементами абразивов на
14,6 %. За счет уменьшения взаимодействия достигнуто увеличение стойкости
кругов с этим наполнителем в 1,5 раза, по сравнению с серийными кругами.
Эти шлифкруги работают в режиме самозатачивания без вибраций,
меньше нагревают деталь и обеспечивают бесприжоговое шлифование, при
этом получается более стабильное качество поверхности, о чем свидетельствуют меньшие значения дисперсий выборок, по сравнению с выборками, полученными при шлифовании кругами с криолитовым наполнителем [2].
Известны и другие химические соединения, которые могут быть
эффективными твердыми смазками в процессе высокотемпературного
Наиболее важной характеристикой боридов, определяющей их практическое использование, является высокая твердость, связанная с направленным характером и энергетической прочностью межатомных связей.
Упругие и прочностные характеристики боридов переходных металлов довольно высоки, особенно для диборидов металлов IV группы, а
также для диборида хрома.
Наиболее приемлемыми для исследования физико-механических
свойств тугоплавких соединений, в особенности в микрообъемах тонких
поверхностных слоев, непосредственно подвергающихся изнашиванию
при работе в качестве абразива, являются микромеханические испытания
методами микроидентирования, в частности, методы определения микротвердости и микрохрупкости, широко применяемые в исследовательской
практике. Эти методы позволяют характеризовать физико-механические
свойства материала и могут быть использованы при прогнозировании износостойкости и абразивной способности.
51
52
Микромеханические свойства определялись нами вдавливанием
алмазной пирамиды Виккерса с использованием автоматического нагружения. Применение метода микроидентирования с автоматическим нагружением позволило получить результаты с регламентированной степенью достоверности, также при определении свойств материалов учитывалась упругая составляющая системы «образец – прибор».
Анализ результатов исследования микромеханических свойств спеченных порошковых материалов на основе диборида хрома СrВ2 дает возможность сделать следующие выводы:
– существует вполне определенная зависимость между микротвердостью, хрупкой микропрочностью, микрохрупкостью материалов систем
CrB2–Si и CrB2–CrSi2;
– оптимумом микромеханических свойств обладают твердые растворы на основе диборида хрома.
Сравнение показателей микромеханических характеристик материалов систем CrB2–Si и CrB2–CrSi2 показывает, что материалы CrB2–Si
обладают более высокими значениями микротвердости и микрохрупкости,
тогда как у материалов CrB2–CrSi2 повышены показатели хрупкой микропрочности. Таким образом, введение чистого кремния в диборид хрома
придает твердому раствору хрупкие свойства в сочетании с увеличением
его твердости, а дисилицид хрома упрочняет диборид хрома.
Полученные сведения о микромеханических свойствах материалов системы Сr–В–Si, а также установленные закономерности в их поведении в зависимости от состава, дают основание рекомендовать их в качестве основы при
разработке абразивных и высокоизносостойких наплавочных композиций.
Одним из показателей, характеризующих абразивные свойства, является режущая способность материала.
Сущность метода определения режущей способности порошковых
материалов состоит в истирании образца (стеклянного диска) о стеклянный притир с помощью водной суспензии испытуемого микрошлифпорошка при установленном режиме испытаний.
В настоящей работе проведены испытания микрошлифпорошка из
материалов композиции CrB2–Si и CrB2–CrSi2 зернистостью 40 мкм.
В качестве материала – аналога использован микрошлифпорошок
белого электрокорунда 24А зернистостью М40, режущая способность которого составляет 0,027 г/мин.
Испытания проведены на приборе «Шлиф-2» при истирании диска
и стекла К8. Условия испытаний: частота вращения диска – 57 об/мин;
время обработки – 1 мин; подача дистиллированной воды на 1 г шлифматериала – 8 – 15 капель.
Результаты испытаний представлены на рисунке 1, доверительный
интервал измерений ± 0,0001.
53
Рисунок 1 – Режущая способность композиционных порошковых
материалов системы Cr-B-Si
Анализируя полученные данные, приходим к выводу о существовании вполне четкой закономерности изменения показателя режущей способности от состава материала.
Для материалов системы CrB2–CrSi2 наблюдается резкое повышение показателя режущей способности в сравнении с чистым диборидом
хрома в области существования твердого раствора (СrSi2 – 3 мол.%). Далее, режущая способность практически не меняется и независима от содержания силицида хрома в материале в области его содержания от
3 мол.% до 20 мол.%. Уменьшение показателя режущей способности материала с содержанием 30 и 40 мол.% СrSi2 может быть объяснено присутствием избыточно вводимого силицида хрома для образования твердого раствора и оказывающего разупрочняющее действие на зерна диборида
хрома (что подтверждается результатами микромеханических исследований). Высокий показатель режущей способности материала эквимолярного состава (50CrB2 + 50CrSi2) (0,0209 г/мин) говорит в пользу эффективной
работы композиции CrB2–CrSi2 в условиях свободного абразивного изнашивания.
Материалы системы CrB2–Si несколько отличаются по показателю
режущей способности. Если в области существования твердого раствора
кремния в дибориде хрома (1 мол.% Si) наблюдается некоторое скачкообразное увеличение режущей способности по сравнению с чистым СrВ2, то
в дальнейшем с повышением содержания кремния в материале (от 3 до
50 мол.%) наблюдается монотонное возрастание режущей способности.
Таким образом, существует вполне определенная зависимость
между показателем режущей способности и составом материал систем
CrB2 –Si и CrB2 –CrSi2. Наибольшими значениями показателя режущей
54
способности обладают материалы на основе диборида хрома с содержанием от 3 до 20 мол.% CrSi2 и с 50 мол.% как СrВ2, так и Si .
Полученные сведения о режущей способности материалов на основе диборида хрома системы Cr–B–Si, а также установленные закономерности в их поведении в зависимости от состава дают основание рекомендовать их в качестве основы при разработке абразивных композиционных материалов.
Действительно, по результатам проведенных исследований компактные материалы систем CrB2–Si и CrB2–CrSi2 имеют двухфазную
структуру (начиная с содержания 5 и 10 мол.%), состоящую из зерен твердого раствора на основе диборида хрома, имеющих повышенную твердость и прочность, и зерен либо силицида хрома с пониженными механическими характеристиками, либо кремния с повышенной хрупкостью.
Такая структура должна приводить к интенсивному процессу самозатачивания абразивного зерна при шлифовании, за счет второй компоненты (Si или CrSi2), при одновременном повышении стойкости абразивного зерна, за счет повышенной твердости и прочности основной его
составляющей (CrB2).
В итоге это должно привести к улучшению эксплуатационных характеристик инструмента из композиционного материала на основе диборида хрома на операциях чистового и получистового шлифования
(повышению режущей способности и стойкости инструмента, улучшению качества обработанной поверхности).
В работах [1 – 3] приведены результаты исследований относительной износостойкости при алмазно-абразивном изнашивании на приборе «Шлиф» широкого круга высокотвердых материалов, обладающих
абразивными свойствами: шлифовальных материалов, минералов, различных твердых тугоплавких соединений (карбиды, бориды, нитриды,
их композиты). Установлена тесная корреляционная связь относительной износостойкости ε с микропрочностью σ и описывается степенной
функцией: ε =2,76хσ 1,1. Нами проведена оценка относительной износостойкости материалов систем CrB2 –Si и CrB2–CrSi2.
Оптимальные условия испытания: продолжительность – 5 мин,
удельная нагрузка 0,01 MПа, концентрация алмазных частиц – 2 карата
АСМ28/20 на 100 мл трансформаторного масла, количество суспензии на
притире перед каждым испытанием 5 – 7 капель. Оценка относительной
износостойкости осуществляется по линейному (или весовому) износу испытуемых образцов в сравнении с эталонным образцом из кварцевого песка.
Зависимость относительной износостойкости при алмазноабразивном изнашивании на машине трения от микропрочности различных материалов представлена на рисунке 2.
55
1 – кремний; 2 – кварц; 3 – W2B5; 4 – СrВ2+10мол.%Si; 5 – WB; 6 – SiC;
7 – электрокорунд 24А; 8 – СrВ2+10 мол. % СrSi2; 9 – WC
Рисунок 2 – Зависимость относительной износостойкости
от микропрочности
Проведенная оценка относительной износостойкости материалов
композиций СrВ2–Si и CrB2–CrSi2 позволяет сделать вывод о том, что по
данному параметру абразивных свойств составы СrВ2+10 мол.% Si,
СrВ2+10 мол.% СrSi2 находятся в пределах традиционных абразивных материалов: карбида кремния и электрокорунда.
На основании комплекса физико-химических и механических исследований материалов систем CrB2–Si и CrB2–CrSi2 показана возможность создания новых композиционных материалов. В частности, использование материалов на основе диборида хрома в качестве основы при разработке абразивного инструмента и высокоизносостойких композиций.
Проведено опробование порошков систем CrB2–Si в качестве компонентов сверхтвердых композиционных материалов (СКМ) на основе нитрида
бора. Спекание порошков CrB2–Si (-0,63 мкм) с нитридом бора производилось
в условиях высоких (до 8,0 ГПа) давлений и температур (1600 – 2300 °С).
Полученные СКМ использовались для изготовления режущего инструмента с геометрией заточки ( = 45°, = 20°, α = 80, γ = 0–5°, r = 0,6 мм),
который испытывался при обработке сталей ХВГ HRC56-60 и 45ХМНФА
HRC50-55. Испытания проводились на станках 16Б16А и 14611.
Режимы точения: V = 60–80 м/мин, S = 0,04 мм/об, t = 0,2...0,3 мм.
Для сравнения проводились испытания (в тех же условиях) резцов
из эльбора–Р типа ИС 005.00.00М-03 производства МПО по выпуску алмазного инструмента.
Сопоставление полученных результатов (таблица 1) показывает, что
износостойкость новых материалов системы CrB2–Si–BN несколько уступает
износостойкости эльбора–Р, что, очевидно, может быть объяснено малой
дисперсностью (-0,63 мкм) используемого порошка системы CrB2–Si.
56
Таблица 1 – Стойкость режущего инструмента
Хонингование – процесс высокоточной размерной обработки, выполняемой с помощью хонинговальных головок различных конструкций,
которым сообщается вращательное и возвратно-поступательное движение
при одновременной радиальной подаче хонинговальных брусков. При хонинговании происходит процесс суммарного микрорезания металла с участием большого количества абразивных зерен, находящихся в постоянном
контакте с обрабатываемой поверхностью, при этом осуществляется
большая подача смазочно-охлаждающей жидкости в зону резания [1, 2].
Хонингование применяется, в основном, как окончательная операция обработки высокоточных отверстий в деталях и является более эффективной технологической операцией, чем притирка, внутренне шлифование и полирование абразивными пастами и суспензиями. Хонингованием обрабатывают сквозные и глухие цилиндрические отверстия с гладкой
или прерывистой поверхностью (шпоночные пазы, кольцевые канавки),
соосные отверстия.
Процессу хонингования свойственны следующие специфические
особенности [2]:
– большая поверхность контакта абразивного инструмента с обрабатываемой поверхностью;
– незначительная величина удельного давления абразивных брусков
и малые скорости резания;
– большое количество одновременно работающих зерен;
– образование незначительного количества тепла;
– обилие смазочно-охлаждающей жидкости специального состава;
– особые условия стружкообразования и удаление шлама из зоны резания.
Как правило, хонингованием обрабатывают отверстия после операций шлифования, растачивания, развертывания, протягивания, внутреннего шлифования.
На операциях хонингования широко используются как естественные (природный алмаз, корунд, наждак и кварц), так и искусственные абразивные материалы (синтетический алмаз, электрокорунд, карбид кремния, кубический нитрид бор).
Режущие свойства абразивных брусков зависят от материала абразивных зерен, состава связки, зернистости, твердости, структуры. Абразивный инструмент должен быть не только достаточно прочным, но и износостойким.
При хонинговании используют, в основном, бруски изготовленные
методом прессования.
Структура абразивного инструмента определяется объемным соотношением 3-х составляющих: абразива, связки и пор. Известно, что с увеличением объемного содержания пор режущая способность абразивного
инструмента возрастает. При обработке таким инструментом, имеющим
более развитую рабочую поверхность, улучшаются условия внедрения
режущих зерен в обрабатываемый материал, размещение и удаление снимаемой стружки, улучшается процесс проникновения СОЖ через поры в
подбрусковое пространство и, как следствие, снижается теплонапряженность процесса резания, повышается качество обработки.
Абразивный инструмент должен обладать максимальной режущей
способностью для обеспечения наибольшей производительности, иметь
высокую механическую прочность и износостойкость, обеспечивать высокое качество обработанной поверхности.
Абразивный брусок на керамической связке имеет пористую структуру. В единице объема бруска содержится 50–55 % абразивных зерен,
12–15 % связки, 30–35 % занимают поры. Поры служат не только для размещения стружки, но и облегчают внедрение зерен в металл и процесс
стружкообразования.
Отличительной особенностью абразивного инструмента с гранулированной структурой является, то что он сформирован из абразивных гранул округлой формы в узкодисперсном разменном диапазоне, что при
формовании и спекании дает возможность получить инструмент с равномерным распределением и прочным соединением гранул между собой, так
как точечные контакты гранул развиваются в контактные поверхности,
форма гранул из округлой приближается к многогранной, поры уменьшаясь принимают идентичную сферическую форму.
Абразивная гранула состоит из зерна, связки и пор более малого
размера чем поры между гранулами (рисунки 1, 2), таким образом, в инст-
57
58
Состав СКМ, масс.%
ХВГ
24
20
15
эльбор–Р
CrB2–Si–15 BN–85
CrB2–Si–40 BN–60
Стойкость, мин
45ХМНФА
31
28
22
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Определение относительной износостойкости абразивных материалов //
Абразивы.– 1978. – № 10. – С. 11–13.
2 Сравнительная оценка некоторых физико-механических свойств шлифовальных материалов // Абразивы. – 1981. – № 8. – С. 11–15.
3 Прибор «Шлиф» для испытаний материалов на износ. Экспрессинформация. Режущий инструмент // Абразивы. – 1984. – № 3. – С. 12 – 15.
1.19 СУЩНОСТЬ ПРОЦЕССА ХОНИНГОВАНИЯ И ПРИМЕНЕНИЕ
ГРАНУЛИРОВАННОГО АБРАЗИВНОГО ИНСТРУМЕНТА
Гузев В. В., Шумячер В. М.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
рументе имеются макропоры и микропоры, наличие которых оказывает
существенное влияние на протекание процесса микрорезания, стружкообразование и самозатачивание абразивных зерен.
Рисунок 1 – Вид гранул
Рисунок 2 – Вид гранул
после подпрессовки
Нами предлагается ввести операцию гранулирования смеси на этапе формования в технологическом процессе производства абразивного
инструмента.
В лаборатории специальных инструментов и изделий Волжского
института строительства и технологий были изготовлены хонинговальные
абразивные бруски по технологии гранулирования смеси (рисунок 3).
Интенсивность съема металла растет по мере продолжительности
хонингования, но в большей степени в первые 30 с. обработки, так как
бруски врезаются и снимают острые вершины шероховатой поверхности,
в этот период обработки происходит самозатачивание брусков и повышенный съем металла, затем процесс обработки стабилизируется и происходит затухание.
Геометрические параметры при обработке в значительной степени
зависят от величины перебега хонбрусков.
На рисунке 4 видно, что при перебеге, равном 1/3 lбр, отклонение от
цилиндричности гладкого отверстия составляет 5–6 мкм, у прерывистых
отверстий при том же перебеге отклонение увеличилось до 8–9 мкм за
счет более интенсивного съема металла на краевых участках у торцов отверстия, что приводит к образованию корсетообразной формы отверстия.
С уменьшением перебега до величины 1/4 lбр, корсетность, при обработке прерывистых отверстий, исчезает, отклонение от цилиндричности
4–6 мкм, в то же время гладкое отверстие стремится к бочкообразной
форме, его отклонение от цилиндричности составляет 6–7 мкм.
При использовании абразивного хонинговального бруска, изготовленного по гранулированной технологии, отклонение от цилиндричности составляет 3–5 мкм.
Шероховатость поверхности при хонинговании отверстий с различным коэффициентом прерывистости Кпр практически остается неизменной.
Рисунок 3 – Опытный абразивный гранулированный инструмент
Проведены испытания опытных хонинговальных абразивных брусков для деталей гидроаппаратуры с прерывистыми отверстиями при диаметрах отверстий 15 – 25 мм, длинах 50 ÷ 220 мм.
В результате исследований получены зависимости съема металла,
шероховатости и отклонение от цилиндричности.
59
1 – перебег 1/3 lбр (классический алмазный хонбрусок); 2 – перебег 1/4 lбр
(классический алмазный хонбрусок); 3 – опытный абразивный хонбрусок
Рисунок 4 – Зависимость точности обработки от коэффициента
прерывистости и перебега хонбрусков
60
Таким образом, эффективность хонингования деталей гидроаппаратуры: производительность, точность и шероховатость обработанной поверхности может быть повышена не только за счет подобранных режимов обработки, величины перебегов, но и характеристик хонинговальных брусков.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Секция 2 ПРОЦЕССЫ АБРАЗИВНОЙ ОБРАБОТКИ
1 Бабичев, А. П. Хонингование / А. П. Бабичев. – М. : Машиностроение,
1965.
2 Шумячер, В. М. Физико-химические процеcсы при финишной абразивной
обработке : монография / В. М. Шумячер. – Волгоград : ВолгГАСА, 2003. – 144 с.
2.1 К ВОПРОСУ РАЗРАБОТКИ ИНТЕГРИРОВАННОГО
СУММИРУЮЩЕГО ВОЛНОВОДНОГО УСТРОЙСТВА
ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ
Бабичев А. П., Гончаров Б. А., Коваль Н. С., Коваленко Е. С.
Донской государственный технический университет,
г. Ростов-на-Дону, Россия
Рассмотрены вопросы, связанные с возможностью использования
ударно-волновых явлений с целью создания прогрессивных технологических процессов. Разработаны конструкции интегрированного суммирующего волноводного устройства для виброударной обработки.
Ключевые слова: виброударная обработка, волноводное устройство,
механические волны.
Введение. Интерес к ударно-волновым явлениям в металлах и процессах металлообработки обусловлен их широким применением в физике
деформационных процессов и все большим проникновением импульсных
методов обработки в технологические процессы. Многочисленные работы
посвящены проблемам создания прогрессивных технологических процессов на основе использования импульсного деформационного воздействия.
Проблема деформации и разрушения материалов упругими импульсами
привлекает все большее внимание технологов и конструкторов. В процессах ударного воздействия, в контакте инструмента с обрабатываемой поверхностью (материалом, средой) возникают усилия, в сотни раз превышающие усилия, исходящие от источника ударного импульса. Это достигается благодаря преобразованию постоянного потока подводимой энергии, в дискретную последовательность ударных импульсов, длящихся
весьма непродолжительное время – порядка 10-3 – 10-4 с [1,4].
В работе рассмотрена возможность создания волноводного тракта
приема-передачи ударных волн от нескольких источников с учетом суммирования их энергии и передачи на обрабатываемую поверхность или
объект обработки (объект виброволнового воздействия) по суммирующему стержневому волноводу.
Разработка многоканального волноводного устройства. В качестве
основы для создания предлагаемого устройства использован опыт разработки конструкции интегрированного многоканального волноводного
61
62
устройства антенных радиотехнических систем, описание которого приведено ниже. Рассмотрение и решение упомянутой задачи осуществлялось
также с учетом волновых процессов, сопровождающих виброударную обработку (виброударное воздействие). Известно, что вибрационное воздействие на тела и среды различных характеристик сопровождается волновыми явлениями, роль которых при решении технологических задач весьма ощутима [2]. Известно также, что волновым процессам независимо от
природы и свойств порождающих их волн присущ ряд закономерностей:
отражение и преломление на границе раздела, рефракция при распространении в плавнонеоднородной среде, рассеяние и дифракция на разных
неоднородностях среды или на неровностях ее границы, интерференция
волн от разных источников [3].
Волны механического происхождения (ударные волны) обладают
обычными кинематическими характеристиками: смещением, скоростью,
ускорением.
На рисунке 1 представлена конструкция интегрированного волноводного устройства, состоящего из трех двойных Т-мостов и предназначенного для суммирования мощности нескольких входящих в него волноводов. Конструктивно такие узлы разделяют на одноэлементные (узел состоит из одной сложной детали) и многоэлементные.
На рисунке 2 представлена схема конструкции волноводного устройства для интегрированной передачи ударных волн из трех источников
(три входа и один выход).
Рассматриваются два варианта устройства: 1 – сварная конструкция; 2 – цельная (без стыков) конструкция. Первый из них предусматривает центральный стержень (волновод) 1 и два присоединенных к нему боковых приемников ударных импульсов, в виде приваренных коротких
«отростков» (стержней) 2 и 3.
б
а
а – сварная конструкция; б – цельная конструкция
Рисунок 2 – Схема многоканального волновода конструкции
Рисунок 1 – Конструкция интегрированного волноводного
устройства из трех двойных Т – мостов
Важной характеристикой рассматриваемых устройств является
обеспечение уменьшения суммарных погрешностей конечной сборки,
снижение массогабаритных показателей и трудоемкости. При реализации
волноводного тракта, для обеспечения заданных параметров необходимо
по возможности исключить наличие различных стыков и резких перепадов рабочих поверхностей волноводных соединений, что способствует
минимизации потери мощности и точности сигнала. Представленная на
рисунке 1 конструкция интегрированного устройства состоит из трех
двойных Т-мостов, имеющего четыре входа и один выход.
63
Сравнительные испытания. Сравнительные испытания вариантов
конструкции волноводов 2 и 3 предназначены для установления влияния
стыков (сварных соединений) на потери энергии прохождения ударных
волн.
Испытания предусматривают получение результатов прохождения
ударных волн по схемам:
1) ударное нагружение по прямому (цельному) волноводу 1;
2) ударное нагружение по боковому (приваренному) волноводу 2;
3) то же по волноводу 3;
4) одновременное нагружение по каналам 1 и 2 одновременно;
5) то же по схеме 1, 3 и 2, 3.
Нагружение (сообщение ударных импульсов) осуществляется невмоударником КМП-5 (энергия удара 5 Дж) (рисунок 3).
Контроль результатов производится по величине диаметра пластического отпечатка (dо). В процессе испытаний (эксперимента) фиксируется (контролируется) контакт рабочей части волновода с обрабатываемой
поверхностью (по величине пластического отпечатка) и последующий
затем результат нагружения силовой импульсной системы (также по диаметру пластического отпечатка).
64
Таблица 1 – Изменение диаметра пластического отпечатка dо в зависимости от канала нагружения и продолжительности воздействия
Канал нагружения
Центральный
Верхний
Центральный и верхний одновременно
Нижний и верхний одновременно
1 – образец; 2, 3 – тиски; 4 – многоканальный волновод
Рисунок 3 – Схема проведения эксперимента
Результаты испытаний представлены на рисунке 4 и в таблице 1. Их
анализ показывает, что наибольшее значение диаметра пластического отпечатка dо отмечается при прохождении ударных волн по центральному
(цельному) волноводу 1. При передаче ударных импульсов по схеме центрального и приваренных волноводов 1 (верх) и 1–3 (низ), как и следовало
ожидать, отмечается уменьшение dо, что связано с потерей энергии ударных импульсов на границе сварочного шва. Еще более низкие результаты
получены при одновременной передаче ударных волн по приваренным
волноводам 2–3 (таблица 1). Дальнейшие исследования предусматривают
варьирование параметров нагружений (энергия удара и частоты импульсов) с целью определения условий суммирования энергии волн, исходящих из разных источников.
Продолжительность воздействия, с
30
60
90
120
1,41
1,405
1,425
1,65
1,317
1,348
1,378
1,48
1,373
1,192
1,312
0,866
0,806
0,68
0,763
0,572
Вывод: Совершенствование процессов и инструментов ударного
воздействия, в которых реализованы силовые импульсные системы, предполагает повышение их производительности, улучшение эксплуатационных характеристик инструмента, снижение энергозатрат на осуществление технологического процесса, а также обеспечение требуемых эргономических и экологических характеристик (в том числе снижение шума и
вибрации).
При прочих равных условиях повышение производительности инструмента может быть достигнуто как увеличением передаваемой мощности, так и повышением эффективности передачи энергии на деформирование или разрушение обрабатываемой поверхности. Реализация этих направлений связана с необходимостью поиска средств и способов формирования в системе волн деформаций с рациональными параметрами, которые позволили бы, с одной стороны, передавать по волноводу как можно
большую энергию с минимальными потерями, с другой – обеспечивать
эффективную передачу энергии деформации в материал обрабатываемой
поверхности для решения соответствующей технологической задачи.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Александров, Е. В. Прикладная теория и расчеты ударных систем / Е. В.
Александров, В. Б. Смоленский. – М. : Наука, 1969. – 200 с.
2 Ахмадеев, Н. Х. Динамическое разрушение в волнах разгрузки / Н. Х.
Ахмедеев, Р. Н. Нигматулин. – ДАН СССР. – 1982. – Т. 266. – № 5. – С. 1131–1134.
3 Баскаков, В. А. Пластическое деформирование среды при взаимодействии сдвиговых ударных волн / В. А. Баскаков. – ПМТФ. – 1982. – № 3. – С. 127–
133.
4 Палатник, Л. С. О механизме образования вторичных структур при импульсной нагруженности / Л. С. Палаткин. – ДАН СССР. – 1970. – Т. 191. – № 3. –
С. 568–571.
Рисунок 4 – Зависимость влияния канала нагружения и продолжительности
виброударного воздействия на формирование диаметра пластического
отпечатка dо
65
66
2.2 ПРОБЛЕМЫ ВЫСОКОСКОРОСТНОГО ШЛИФОВАНИЯ
ОТВЕТСТВЕННЫХ ИЗДЕЛИЙ АБРАЗИВНЫМИ КРУГАМИ
ВЫСОКОЙ ТВЕРДОСТИ
Лыков А. В., Багайсков Ю. С.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Шлифование ответственных деталей требует от инструмента повышенных рабочих характеристик, помимо этого дополнительные требования предъявляются и к самому оборудованию. Для абразивных кругов,
предназначенных для обработки ответственных деталей, в качестве связки, в основном, используется керамика, так как керамическая связка обеспечивает необходимую твердость, кромкостойкость.
К кругам для высокоскоростного шлифования предъявляются более
жесткие требования в отношении погрешности формы, размеров и неуравновешенности, равномерности твердости, они должны изготавливаться по классу АА. Высокоскоростное шлифование со скоростью больше 80 м/с представляется наиболее перспективным видом абразивной обработки. Внедрение в производство требует разработки целого комплекса
проблемных вопросов, решение которых позволит шире использовать
высокоскоростное шлифование.
Условно комплекс проблемных вопросов можно разбить на два
ключевых аспекта, это:
1) разработка и упрочнение абразивного инструмента;
2) разработка и совершенствование новых видов станков и оборудования для высокоскоростного шлифования.
Основной задачей является разработка специального абразивного
инструмента для скоростного шлифования с низкой зернистостью, высокой кромкостойкостью, высокой твердостью (ЧТ), классом точности АА,
неуравновешенностью первого класса.
Для решения этой задачи рассмотрим следующие вопросы: материал и марка абразивного зерна, зерновой состав, выбор структуры, упрочнение круга.
В таблице 1 представлено применение различных абразивных материалов для шлифования заготовок из металлов и неметаллов.
Выбор размера зерна зависит от вида обработки и определяется в
основном следующими факторами: количество снимаемого при обработке
материала, требуемый класс шероховатости. Чем меньше размер зерна,
тем выше его режущая способность, однако меньше съем материала с обрабатываемой детали в единицу времени. В таблице 2 приведены данные о
зависимости шероховатости обрабатываемой поверхности от зернистости
абразивного материала.
67
Таблица 1 – Применение абразивных материалов для шлифования
Обрабатываемый материал
Наименование
Марка
Стали конструкционные, легированные
хромом и никелем
Стали инструментальные
(за исключением быстрорежущих)
Магнитные стали и сплавы
Стали коррозионностойкие, жаропрочные, жаростойкие
Жаропрочные сплавы на железоникелевой и никелевой основе
45,40ХНВА, 20ХНЗА,
18ХНВА, 30ХГСНА
Высокопрочные и жаропрочные чугуны:
а) незакаленные;
б) закаленные
Чугуны без отбеленной корки, мягкие
бронзы
Чугуны с отбеленной коркой, твердые
бронзы
Титановые сплавы
Твердые сплавы
Керамика, стекло, ситаллы, композиционные материалы
Марка
абразивного материала
14А; 25А
ХВГ, 4ХВ2, ШХ15, У8
Э, ЭА, ЭАА, ХВП, ЕХ
2Х13,Х14, Х17Н5М3,
ОХ27Ю5А, 1Х14Н16Б
ХН77ТЮР, Х20Н80ТЗ,
ХН67ВМТЮ,
ХН35ВТК
64С
25А
а) ВЧ45-0, ВЧ50-2;
б) ЖЧХ-1,5, ЖЧС-5,5
а)14А
б) 54С;
64С
СЧ12, КЧ30-6, АСЧ-1
14А
Бр0ц8-1, БрОНС11-4-3,
БрОНЦ55-2-5,
БрОС8-12
ВТЛ, ВТ3-1, ВТ5, ВТ15
ВК6, ВК8, Т15К6,
Т30К4
54С; 64С
64С
–
Таблица 2 – Зависимость шероховатости поверхности от зернистости абразивного материала
Шероховатость Ra, мкм
1,25 – 0,5
0,4 – 0,2
0,16 – 0,12
0,1 – 0,08
Зернистость
40 – 25
20 – 12
10 – 6
М28 – М14
При повышении номера структуры уменьшается масса круга и, несмотря на увеличение количества связки в круге, пористость увеличивается на 5 – 6 %. Стойкость и удельная производительность высокоструктурных кругов по сравнению с обычными шлифовальными кругами повышается в 1,5 – 2 раза. Поэтому интересным представляется вопрос получения
высокоструктурных кругов большой твердости.
При работе шлифовального круга на него действуют центростремительные силы, силы закрепления фланцами на шпинделе станка, силы резания и силы, возникающие от неуравновешенности масс. Для абразивных
68
кругов на керамической связке зависимость между напряжением и деформацией линейна вплоть до их разрушения. Максимальное тангенциальное
напряжение значительно больше максимальных радиальных, поэтому разрушение круга начинается с отверстия. В настоящее время существуют
следующие конструкции, направленные на упрочнение кругов:
– с упрочняющей центральной частью;
– с упрочняющими дисками;
– с уменьшенным диаметром отверстия;
– без центрального посадочного отверстия;
– сегментные круги.
В целях совершенствования таких конструкций можно предложить
рассмотреть возможность применения на опытных образцах кругов для
высокоскоростного шлифования с большой твердостью в качестве упрочняющего материала термостойкой керамической сетки и исследовать возможность ее предварительного напряжения.
Таким образом, при создании инструмента для высокоскоростного
шлифования необходимо обратить внимание на вопросы получения высокоструктурных кругов большой твердости, совершенствовать и искать
новые конструкции для упрочнения абразивных кругов.
2.3 ОСНОВНЫЕ ВОПРОСЫ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ
ХОНИНГОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ
Плужников С. П., Багайсков Ю. С.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Хонинговальный брусок состоит из зерен абразивного материала и
связки; характеризуется видом и зернистостью, номером структуры, степенью твердости, видом связки.
Большая часть брусков выпускается на керамической связке, которая считается более рациональной и универсальной в обеспечении характеристик. В ряде случаев, бруски на бакелитовой связке при большей
стойкости могут дать повышение производительности на 20 – 60 %.
В качестве абразивного материала для изготовления брусков чаще
всего используются электрокорунд белый или карбид кремния зеленый.
Обычно применяют хонинговальные бруски зернистостью от № 12 и
мельче. Однако для съема больших припусков зернистость брусков может
быть № 20 – 25 и более.
Воздействие зернистости брусков на шероховатость поверхности
детали показано в таблице 1. Видно, что с уменьшением размера зерен в
два раза шероховатость поверхности улучшается на один класс.
Таблица 1 – Шероховатость поверхности стальных деталей при хонинговании брусками различной зернистости на керамической связке
Зернистость
брусков
Класс
шероховатости
16
12
10
8
6
5–6
5 – 7a
6б – 7б
6в – 7в
7а – 8а
Высота
неровностей Rz,
мкм
20,0 – 8,0
20,0 – 6,3
8,0 – 5,0
8,0 – 4,0
6,3 – 3,2
Зернистость брусков
Класс
шероховатости
4
М40
М28
М20
М14
7в – 8в
8а – 9а
8б – 9в
9а – 10б
9в – 10в
Высота
микронеровностей
Rz, мкм
4,0 – 2,0
3,2 – 1,6
2,5 – 1,0
1,6 – 0,63
1,0 – 0,5
Процесс хонингования является отделочной обработкой в основном
внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне).
Путем выбора оптимальных характеристик брусков и регулирования параметров обработки (скорости, давления) можно управлять процессом обработки, осуществляя непрекращающееся резание металла в течение достаточно длительного времени, необходимого для исправления погрешностей формы заготовки, удаления исходной шероховатости и дефектного слоя.
Основные требования к оптимизации процесса:
1) трудоемкость и производительность изготовления (себестоимость);
2) качество изготовления брусков (равномерность распространения
навески в пресс-форме);
3) производительность обработки (съем металла);
4) обеспечение требуемой шероховатости;
5) износ материала бруска.
Требования к трудоемкости и производительности зависят от множества операций, которые, в свою очередь, определяются требованиями к
качеству изготовления. Так, чтобы добиться высокой равномерности твердости за счет хорошего распределения массы в пресс-формах может понадобиться вырезать заготовки брусков из заготовок больших размеров,
прежде всего, круглой формы, вводить механическую обработку всех боковых поверхностей или разработать рациональный метод укладки массы
в прямоугольные пресс-формы.
Степень твердости бруска показывает прочность закрепления абразивных зерен в связке. При выборе твердости брусков ориентируются на
середину диапазона твердостей для соответствующей зернистости бруска,
материала детали и величины снимаемого припуска.
Выбранная твердость брусков корректируется исходя из следующих соображений:
1 Чем грубее исходная поверхность детали и чем интенсивнее съем
металла, тем тверже должны быть бруски.
2 Чем меньше отношение длины отверстия к диаметру, тем тверже
берут бруски. В момент выхода концов брусков за край отверстия их дав-
69
70
ление возрастает на 40 – 100 % за счет уменьшения площади касания бруска с поверхностью металла, и при обратном ходе край отверстия выкрашивает наиболее выступающие абразивные зерна.
3 Чем меньше ширина брусков, тем более твердые бруски можно
применять.
4 Чем выше твердость материала, тем мягче должны быть бруски.
Номер структуры характеризует объем абразивных зерен в массе. Серийные хонинговальные бруски изготавливают главным образом со средними
структурами 5–8, плотность структуры возрастает с увеличением размеров
абразивных зерен. Бруски на керамической связке имеют в структуре 50–55 %
абразивных зерен, около 15 % связки и 30–35 % пор по объему.
Износ брусков (стойкость) зависит от соотношения их твердости и
сил резания. Стойкость абразивных брусков считается нормальной, если
они работают до полного износа от 3 до 7 ч. При работе брусков меньше
3 ч большой процент времени уходит на их смену и наладку станка. Если
стойкость брусков больше 7 ч, то выгоднее повысить производительность
процесса, что приведет к снижению из стойкости.
Дополнительные возможности по совершенствованию характеристик брусков можно реализовать пропиткой жидким бакелитом, расплавом серы, раствором серы.
Пропитка позволяет за счет частичного заполнения пор брусков изменить номер структуры и степень твердости. При хонинговании это может привести к повышению производительности съема металла, снижению износа брусков, уменьшению налипания металла.
Таким образом, для обеспечения высоких требований к хонингованию, повышению эффективности процесса, необходима разработка рационального метода укладки абразивных масс в прямоугольные прессформы, выбор оптимальной схемы механической обработки плоскостей,
рецептурных характеристик брусков, составов и технологии пропитки.
2.4 ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОЦЕССОВ
ШЛИФОВАНИЯ НЕРЖАВЕЮЩЕЙ СТАЛИ
Башкирцева И. В., Кулик О. Г., Торшин Д. Д.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Ответственные детали энергетического и химического машиностроения, работающие в условиях высоких температур и агрессивных
сред, изготавливаются из высоколегированных сталей и сплавов. Шлифование таких сплавов, отличающихся высокой прочностью и твердостью,
связано со значительными трудностями. Наряду с быстрым затуплением
абразивных зерен и необходимостью в связи с этим производить частую
правку кругов трудности шлифования усугубляются значительным тепло71
выделением в процессе обработки с достаточно высокой производительностью резания, что влечет за собой нежелательные структурные изменения в поверхностном слое шлифуемых деталей.
Большие остаточные напряжения, вызванные нагревом, ведут к образованию трещин, приводящих в ряде случаев к аварийному выходу из
строя ответственных деталей.
Снижением тепловыделения в процессе шлифования при работе с
меньшей производительностью резания оказывается экономически не выгодным из-за чрезмерно высокой штучной себестоимости шлифования.
При этом вопрос эффективной абразивной обработки нержавеющих
сталей в связи с многообразием рекомендаций выбора абразивного материала,
характеристики шлифовальных кругов и СОЖ требует дальнейшего изучения.
В связи с вышеизложенным проведены комплексные исследования
эксплуатационных характеристик различных шлифматериалов при абразивной обработке образцов нержавеющей стали марки 1Х1ВН9Т.
Изучен процесс шлифования образцов уплотненным, под действием
центробежных сил, слоем абразивных зерен, образующимся во вращающемся барабане [1].
За показатель режущей способности шлифовального материала и
эффективности СОЖ принимается съем металла (износ образца) в единицу времени, выраженный в граммах при рабочей скорости уплотненного
слоя – 50 м/с; 35 м/с; 16 м/с.
Испытываемый материал – шлифзерно из различных видов электрокорунда (24А; 44А; 91А) и карбида кремния (54С и 63С) с размером
зерен основных фракций 100; 160; 250 и 400 мкм.
Шлифуемые образцы диаметром 6,5 0,1 мм, длиной 50 – 60 мм.
Смазочно-охлаждающие жидкости:
а) нитрид натрия – 0,2%; триэтаноламин – 0,8 %, вода – остальное;
б) укринол–14 (масло);
в) ИХП45Э – 10 %-ной концентрации;
г) Аквол–10 – 3 %-ной концентрации;
д) эмульсол ЭГТ2 – 4 %, сода кальцинированная – 0,3 %, вода – остальное.
Результаты исследований представлены в таблицах 1 – 3.
Таблица 1 – Зависимость режущей способности уплотненного слоя
абразива от зернистости шлифовального материала (скорость – 35 м/с; СОЖ –
нитрит натрия – 0,2 %, триэтаноломан – 0,8 %, вода – остальное)
Шлифовальный
материал
24 А
44 А
91 А
54 С
63 С
Режущая способность, г/с
Размер зерен основной фракции шлифовального материала, мкм
100
5,910-7
6,910-7
–
5,610-7
5,610-7
160
5,510-7
8,510-7
–
5,110-7
4,410-7
72
250
7,110-7
8,010-7
6,610-7
5,310-7
6,510-7
400
11,310-7
11,310-7
–
7,910-7
8,710-7
Таблица 2 – Зависимость режущей способности шлифовального материала от скорости уплотненного слоя (СОЖ – нитрит натрия – 0,2 %,
триэтаноломан – 0,8 %, вода – остальное)
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Режущая способность, г/с
Скорость шлифования, м/с
16
35
50
2,910-7
7,110-7
8,710-7
4,010-7
8,010-7
9,110-7
-7
-7
3,910
6,010
9,010-7
-7
-7
3,610
5,310
6,710-7
-7
-7
3,710
6,710
8,010-7
Шлифовальный материал с размером зерен основной фракции
250 мкм
24 А
44 А
91 А
54 С
63 С
1 Пушкарев, О. И. Методы и средства контроля физико-механических характеристик обрабатываемых материалов : монография / О. И. Пушкарев, В. М,
Шумячер. – Волгоград : ВолгГАСУ, 2004. – 144 с.
2. 5 ВЛИЯНИЕ РЕЖИМОВ УЛЬТРАЗВУКОВОЙ АБРАЗИВНОЙ
ОБРАБОТКИ ТВЕРДЫХ ХРУПКИХ МАТЕРИАЛОВ
НА ДЕФЕКТНОСТЬ ИХ ПОВЕРХНОСТИ
Таблица 3 – Влияние СОЖ на режущую способность шлифовального материала
СОЖ
Режущая способность, г/с
44 А
91 А
54 С
24 А
шлифовальных материалах. Различие водных СОЖ существенного влияния на обработку не оказывает.
63 С
Бржозовский Б. М., Бекренев Н. В., Петровский А. П.
Саратовский государственный технический университет, г. Саратов, Россия
Из таблицы 1 видно, что с увеличением номера зернистости режущая способность шлифовального материала возрастает. Наибольшей режущей способностью обладают зерна монокорунда всех зернистостей.
Результаты исследований показали, что увеличение скорости уплотненного слоя абразива позволило повысить режущую способность
шлифовального материала. Нужно отметить, что увеличение скорости с
16 м/с до 35 м/с позволило увеличить режущую способность зерен электрокорунда в 1,5–2,5 раза, а зерен карбида кремния в 1,5–1,8 раза.
Дальнейшее увеличение скорости до 50 м/с позволяет повысить режущую способность зерен электрокорунда в 1,1–1,5 раза, а зерен карбида
кремния в 1,2 раза.
Наиболее ярко выражено увеличение режущей способности зерен
электрокорунда белого при скорости 35 м/с в 2,4 раза. Из проделанной
работы можно сделать вывод, что оптимальной скоростью для обработки
нержавеющей стали является скорость 35 м/с.
Смазочно-охлаждающие жидкости испытывались при скорости уплотненного слоя 35 м/с. Шлифовальный материал размером зерен основной фракции 250 мкм. Из таблицы 3 видно, что наибольшая режущая способность получена при работе с масляной СОЖ на всех исследованных
Требование долговечности является в настоящее время одним из
определяющих технический уровень технологических, транспортных и
энергетических машин. В конечном итоге на характеристики долговечности влияют износ и исходное качество поверхности детали. Последнее
определяется не только уровнем шероховатости и внутренних напряжений, но и дефектностью: наличием макро- и микротрещин, неоднородностей фазового состава и структуры и др. С конца ХХ века в конструкциях
изделий точной механики, технологического оборудования, а также автомобильных и авиационных двигателей находят широкое применение высокотвердые и относительно хрупкие материалы (композиты, керамика,
ситаллы) или покрытия из них. Применение в данных материалах для
формообразования сложных криволинейных поверхностей ультразвуковой размерной обработки, а также комбинированных процессов ультразвукового шлифования и доводки [1 – 3] уже не отвечает современным
требованиям, поскольку сущностью данных процессов является высокочастотное ударное воздействие инструмента по абразивным зернам, вызывающее охрупчивание поверхности и формирование развитой сетки микро
и макротрещин, отрицательно влияющей на эксплуатационные характеристики изделий и их долговечность.
Целью данной работы явилось выявление условий повышения качества поверхности труднообрабатываемых твердых и хрупких материалов при их ультразвуковой абразивной обработке за счет уменьшения
протяженности трещиноватого слоя и сколов. Нами было сделано предположение, что решить данную задачу можно при использовании малоамплитудного ультразвука, амплитудно-частотная характеристика (АЧХ)
которого выбирается исходя из особенностей и размерных параметров
элементов структуры обрабатываемого материала.
Воздействие абразивного зерна в процессе обработки моделировали
коническим индентором с углом при вершине 90º. Амплитуду колебаний
73
74
Нитрид натрия – 0,2 %
Триэтаноламин – 0,8 %
Укринол – 14
ИХП 45Э – 10%-ной
конццентрации
Аквол – 10
3%-ной концентрации
Эмульсол ЭГТ2
5%-ной концентрации
-7
7,110
-7
-7
8,010
-7
-7
6,010
-7
-7
5,310
-7
-7
6,710
15,010
15,410
13,010
14,110
14,410-7
8,810-7
10,210-7
8,210-7
4,810-7
8,410-7
8,810-7
10,410-7
7,610-7
5,410-7
7,610-7
6,110-7
10,410-7
7,010-7
5,310-7
6,910-7
индентора регулировали в диапазоне от 2 до 8 мкм, статическое усилие индентирования регулировали от 2 до 15 Н, время воздействия от 5 до 15 с.
Обрабатывали образцы из кварцевого стекла КУ-1, ситалла, корундовой керамики КП-1, и покрытия карбид вольфрама WC, полученный
методом детанационного напыления. Оценивали размеры отпечатка, сколов и трещин, относительную величину сколов, а также внешний вид сколов. Эксперименты выполняли на специально разработанной установке со
сменными пьезокерамическими преобразователями на 22, 44 и 66 кГц
(расчетная частота) и генераторами УГТ-901 и Г3-33, обеспечивающими
возможность тонкой настройки частоты питающего напряжения на резонанс данного преобразователя. Амплитуду колебаний измеряли индуктивным датчиком перемещений с электронным блоком усиления модели 214.
Поверхность образцов изучали при помощи цифрового микротвердомера
HVS-1000, компьютерного анализатора изображений микроструктур
АГПМ-6М и сканирующего мультимикроскопа СММ-2000.
Некоторые результаты экспериментов представлены на рисунке 1 и
в таблице 1.
а
б
в
г
а, в – А = 8 мкм, f = 20,5 кГц; б, г – А = 2 мкм, f = 42,8 кГц
Рисунок 1 – Влияние параметров ультразвука на характер
индентирования кварцевого стекла КУ-1 (а, б) и керамики КП-1
(в, г) (Р = 15 Н, t = 5 c)
75
Таблица 1 – Влияние параметров ультразвуковой обработки на характер разрушения поверхности различных хрупких материалов
Обрабатываемый
материал
КУ-1 (аморфный)
Ситалл (аморфнокристаллический)
Покрытие WC
(кристаллический сплавленный)
Керамика КП-1
(кристаллический спеченный)
Средний размер
сколов h
Размер отпечатка D
Относительная величина сколов
Δh=h/D
D 166,56 A0, 538t 0,122 p 0 , 306
h 30,96 A0,973t 0,345
h 0,188 A0, 295t 0,1 р 0,167
D 164,3 A0,386t 0,144 p 0 ,234
h 36,3 A0 , 461t 0 , 281 p 0 ,146
h 0,229 A0, 092t 0,391 р 0,13
D 346,5 A0,554 t 0,143 p 0,026
h 71,25 A0 ,792 t 0 , 238 p 0, 281
h 0,205 A0 ,236 t 0,094 р 0,191
D 123,1A 0,897 t 0, 252 p 0,158
h 65 A1,13t 0, 213 p 0, 25
h 0,53 A 0, 245 t 0, 04 р 0,1
Анализ данных материалов позволяет сделать следующие выводы.
Структура материала влияет на форму и величину сколов: для аморфных
характерны округлые протяженные сколы с концентрическими трещинами, для кристаллических – относительно меньшие с резко граненой формой, вызванной удалением отдельных кристаллов и их фрагментов. С
увеличением амплитуды ультразвуковых колебаний наблюдается значительное увеличение сколов, как по абсолютной, так и по относительной
величине для всех исследованных материалов.
Для аморфных материалов характерно более интенсивное увеличение относительных сколов с ростом амплитуды, чем для кристаллических.
Установлено, что с ростом частоты ультразвука при сохранении интенсивности подвода энергии за счет снижения амплитуды колебаний наблюдается значительное уменьшение размеров сколов при сохранении
интенсивности разрушения, выраженной сходными размерами отпечатков
(рисунок 1, а – б; в – г). Этот факт можно считать важным для ультразвуковой абразивной обработки хрупких материалов с пониженной дефектностью поверхности, поскольку в отличие от чистовых режимов обработки сохраняется высокая производительность. Уменьшение величины сколов и трещин можно объяснить уменьшением динамической силы и упругих деформаций по причине снижения амплитуды, а сохранение производительности обеспечивается ускорением формирования трещиноватой
зоны предразрушения из-за увеличения числа циклов воздействия на материал в единицу времени при высоких частотах. При этом, если для
аморфных материалов снижение амплитуды может быть произвольным,
то для кристаллических величина амплитуды должна выбираться с учетом
размеров кристаллов и составлять (0,8 – 1,0)Δ. Оптимальной может считаться частота колебаний 40 – 50 кГц, т.к. при дальнейшем увеличении
последней снижение величины сколов замедляется, а КПД ультразвуковых колебательных систем, как известно [1], снижается.
76
Выполненные исследования могут явиться основой для разработки
эффективных технологий и оборудования для ультразвуковой абразивной
обработки перспективных конструкционных материалов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Марков, А. И. Ультразвуковая обработка материалов / А. И. Марков. – М. :
Машиностроение, 1980. – 237 с.
2 Киселев, Е. С. Использование ультразвука при обработке заготовок шлифованием и алмазным выглаживанием / Е. С. Киселев, В. Н. Ковальногов, З. В.
Степчева // Упрочняющие технологии и покрытия. – 2007. – № 8. – С. 43–53.
3 Бржозовский, Б. М. Ультразвуковые технологические процессы и оборудование в машино- и приборостроении : учебное пособие / Б. М. Бржозовский,
Н. В. Бекренев. – Саратов : Сарат. гос. техн. ун-т, 2009. – 348 с.
2.6 ШЛИФОВАНИЕ ВЯЗКИХ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ
МЕТАЛЛИЧЕСКИМ КРУГОМ С ВОЗОБНОВЛЯЕМОЙ В ПРОЦЕССЕ
ОБРАБОТКИ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ
Бржозовский Б. М., Бекренев Н. В., Петровский А. П.
Саратовский государственный технический университет, г. Саратов, Россия
Применение в современных изделиях двигателестроения, топливной и пневмоаппаратуры нержавеющих и жаропрочных сталей, а также
сплавов на основе алюминия, титана и никеля, обладающих повышенной
прочностью и пластичностью, низкой теплопроводностью, высокой адгезионной способностью, значительно усложняет чистовую механическую
обработку деталей. При шлифовании этих материалов наблюдается засаливание абразивного инструмента, что требует частых его правок и является причиной повышенного износа и, как следствие, снижения производительности и точности процесса.
При участии одного из авторов в НИТИ (г. Саратов) разработан
способ электроискрового нанесения режущих микронеровностей на рабочую поверхность металлического шлифовального круга в процессе шлифования [1, 2], что исключает засаливание инструмента. Нами проведены
исследования микрорезания [3] и шлифования таким инструментом, показавшие его преимущества перед абразивными шлифовальными кругами
при обработке вязких материалов.
Нами исследовались следующие параметры шлифования инструментом с металлическими микронеровностями: производительность; износ инструмента; шероховатость обработанной поверхности; твердость
обработанной поверхности. В процессе исследований изменяли: скорость
резания Vр от 1 до 60 м/с; высоту режущих неровностей h от 0,01 до
0,6 мм; глубину резания t от 0,002 до 0,3 мм. Резание проводилось с одновременным восстановлением режущих свойств инструмента путем формирования микронеровностей электроискровым нанесением частиц дроби
77
белого чугуна. При исследовании износостойкости обработанной поверхности был выбран диаметр исследуемых образцов d = 8 мм, Р = 30 Н,
Vр = 30 м/мин (n = 1000 об/мин), смазка – керосин. За эталон был выбран
образец, шлифованный абразивным кругом. Об износостойкости судили
по соотношению наибольшей ширины ленточки износа β на испытуемом и
эталонном образцах. В ходе экспериментов установлено следующее.
По точности, исследуемый метод на грубых режимах (h > 0,1 мм)
уступает абразивному шлифованию (точность до 0,02 мм), приблизительно соответствует ему на промежуточных операциях, а на чистовых режимах приближается по этому показателю к доводке. При равных скоростях
резания до экстремальной точки, съем материала крупными неровностями
в 2 – 3 раза больше, чем мелкими. Во всех случаях зависимость производительности от пути резания носит плавно спадающий характер, при этом
наибольшая величина съема наблюдается при шлифовании сплава Д16Т, а
наименьшая – нержавеющей стали 12Х18Н10Т. В дальнейшем определялось влияние глубины резания на силы резания при скорости Vр = 28 м/с и
h = 0,30 мм. Установлено резкое увеличение Ру и Рz при величине t = (0,5–0,6) h,
что объясняется тем, что при таких глубинах резания резко возрастает
площадь контактирования обрабатываемого материала с инструментом, то
есть существует частичный контакт поверхности инструмента между неровностями с обрабатываемым материалом. Во всех случаях Ру ~ 2Рz.
При оценке качества обработки установлено следующее. Исследуемый способ обеспечивает аналогичную шероховатость, как и при абразивном шлифовании (рисунок 1), однако производительность нового способа
может быть выше до 2-х раз, так как одним инструментом без замены или
переноса детали со станка на станок производится черновая и чистовая обработка. Время перехода с одного режима на другой для обработки сталей
около 0,5 минуты, а цветных сплавов до 1,5 минут. Исследована зависимость микротвердости обработанной поверхности от высоты микронеровностей на инструменте. При увеличении времени работы инструмента без
возобновления микронеровностей их высота снижается, а микротвердость
детали возрастает. Это связано с постепенным округлением вершин режущих неровностей, появлением эффекта выглаживания и наклепа. Следовательно, работа металлическим кругом в режиме затупления со смазкой пригодна для отделочной обработки вязких материалов. Интерес представляет
влияние нового метода на износостойкость обработанных деталей. Величина пятна износа образца, обработанного инструментом с неровностями, в
2,5 раза меньше, чем шлифованного абразивным кругом (рисунок 2).
Образцы, обработанные металлическими неровностями, по данным
испытаний на машине трения имеют большую износостойкость в среднем
в 1,8 – 2,5 раза, по сравнению с обработанными шлифованием абразивным
инструментом. Таким образом, разработанный нами способ финишной
обработки позволяет за счет регулирования степени наклепа при обработке направленно изменять износостойкость поверхности, что имеет важное
значение при изготовлении деталей, работающих на истирание. Повы78
шенную износостойкость можно объяснить также отсутствием шаржированных частиц абразива в обработанной поверхности.
стями [4] обеспечивает уменьшение нагрева деталей в 1,3–1,8 раза по
сравнению с обычным шлифованием, точность обработки до 7 квалитета,
шероховатость до Rа = 0,016 мкм.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Способ образования режущей поверхности инструмента / А. А. Горбунов
[и др.] // Авторское свидетельство СССР № 841193. – 1981.
2 Электроразрядное формирование абразивоподобного покрытия металлического шлифовального инструмента / Н. В. Бекренев [и др.] // Технология металлов. – № 2. – 2009. – С. 46–49.
3 Бекренев, Н. В. Исследование особенностей шлифования труднообрабатываемых материалов инструментом с режущими микронеровностями путем ультразвукового микрорезания / Н. В. Бекренев, А. П. Петровский, В. М. Фирсов //
Вестник СГТУ. – № 3 (48). – 2010. – С. 33–37.
4 Способ механической обработки деталей резанием / Б. М. Бржозовский
[и др.] // Патент РФ № 2404884 от 27.11.2010.
Рисунок 1 – Зависимость шероховатости поверхности Ra от высоты
агломератов h и обрабатываемого материала
2.7 УПРАВЛЕНИЕ ДИНАМИКОЙ РЕЗАНИЯ ПРИ АБРАЗИВНОЙ
ОБРАБОТКЕ ПУТЕМ КОРРЕКЦИИ ДИНАМИЧЕСКИХ
ХАРАКТЕРИСТИК ФОРМООБРАЗУЮЩЕЙ СИСТЕМЫ СТАНКА
Бржозовский Б. М., Янкин И. Н.
Саратовский государственный технический университет, г. Саратов, Россия
Хайров Д. А.
«Концерн Гранит-Электрон», г. Саратов, Россия
Рисунок 2 – Зависимость величины пятна износа F от метода
обработки и обрабатываемого материала
Применение металлического инструмента позволяет вести обработку с сообщением ему ультразвуковых колебаний малой амплитуды без их
затухания и повышенного износа инструмента, что имеет место при наложении ультразвука на абразивный инструмент. Способ ультразвукового
шлифования металлическим инструментом с режущими микронеровно79
Абразивная обработка отличается высокой долей энергии, затрачиваемой на процесс трения между фрагментами инструмента и обрабатываемой поверхностью, что приводит к образованию фрикционных автоколебаний. Они являются реакцией динамической системы на возмущающий характер процесса резания, а их уровень и траекторные характеристики определяются динамической податливостью системы «инструмент – деталь».
При равномерной динамической податливости в системе резания автоколебания обладают стохастическими свойствами. При наличии «слабых»
элементов в динамической системе, связанных с особенностями схемы резания, автоколебания могут проявляться в виде собственных форм колебаний
динамической системы станка. К такой разновидности абразивной обработки
можно отнести внутреннее шлифование, в котором динамическая податливость абразивного круга на оправке может многократно превышать податливости других элементов. В таких консольных схемах резания устойчивость
динамической системы станка может существенно снижаться и возникает
высокая склонность к образованию детерминированной вибрации.
80
В колебательном процессе, сопровождающем резание, можно выделить как полезные формы колебаний, оказывающие благоприятное воздействие, например, на скорость съема материала, так и нежелательные
формы колебаний, ухудшающие качество обрабатываемой поверхности.
Поскольку колебания в системе «инструмент – деталь» протекают в соответствии с ее динамическими свойствами, то представляется возможным
управлять их уровнем и частотным составом путем целенаправленной
коррекции динамических характеристик подсистем инструмента или детали. Для этого целесообразно использовать корректирующие звенья, с помощью которых можно изменять упругие свойства подсистем.
Рассмотрим модель динамики резания при внутреннем шлифовании
с использованием корректирующего звена, изображенную на рисунке 1.
Предполагается, что возмущение со стороны процесса резания преобразуется в доминирующую форму колебаний «слабого» звена динамической
системы в виде изгиба оправки с кругом, что справедливо для условий
консольной схемы обработки. Здесь обозначено: X 1 , 2 , 3 – обобщенные координаты; pn , p и c n , c – соответственно жесткости и коэффициенты демпфирования контактной области; I к , I у – моменты инерции
ротора шлифовальной головки и упругого звена динамической настройки,
p2// , c2// – жесткость и коэффициент демпфирования привода шлифоваль ,
ной головки; p – жесткость упругого элемента звена коррекции; cR
y
к
2
px1 – обобщенные силы; Rк , Rш – половины диаметров соответственно
шлифовального круга и шкива шлифовальной головки.
В представленной модели инструмент находится под влиянием воз и px , где коэффициенты c и p отражают характер
мущающих сил cRk
2
1
взаимодействия фрагментов круга с обрабатываемым материалом. Их величина зависит от многих факторов, основными из которых являются: характеристики и глубина внедрения поверхностного слоя круга в деталь, характеристики обрабатываемого материала, режим обработки. Поскольку указанные факторы имеют пульсирующий характер, то и движения в динамической системе шлифования следует ожидать в виде переходного процесса
между ее различными состояниями на собственных частотах инструмента.
Возмущенные движения в динамической системе шлифования всегда стремятся к некоторому балансному состоянию, которое соответствует
минимуму энергии системы и определенному соотношению между инерционными, диссипативными, упругими и возмущающими колебательными силами. Для динамической системы шлифования такие балансные состояния математически описываются следующей системой уравнений
1 x2 0 ;
m x c x ( p p ) x c R
1 1
1 1
1
у
э
1
к
2
1 1
2
// 2
c /
I к
2
э 2 2 ( p Rк p у )2 p у 3 p э Rк x1 1 2 2 0 ;
(1)
// 2
c
I у
3
эу 3 ( p у p 2 Rш ) 2 p у 2 0 .
Тогда переходной процесс в системе (1) на частотах собственных
форм колебаний инструмента подчиняется следующим соотношениям
между амплитудами и фазами колебаний
1
A1 j
1 j A1 j 1 j A2 j 1 01 A12j cos aj ;
2 j
1 j
1
2j 1 A1 j 1 j A2 j 1 3 01 A12j sin aj ;
2 j A1 j
1
A 2 j
2 j A2 j 2 A1 j 1 02 A22 j sin aj 52 A5 j sin bj ;
2 j
2 j
1
2j 22 A2 j 2 A1 j 1 3 02 A22 j cos aj 25 A5 j cos bj ;
2 j A2 j
1
A 5 j
5 j A5 j 25 A2 j sin bj ;
2 j
5 j
Рисунок 1 – Модель динамики шлифования при использовании
звена коррекции характеристик крутильной системы
81
1
2j 52 A5 j 25 A2 j cos bj ,
2 j A5 j
82
(2)
где aj 1 j 2 j ; bj 5 j 2 j – фазы автоколебаний; i – коэффициенты диссипации; 0i i / 4 – коэффициенты нелинейностей; i
– коэффициенты возбуждающих сил; j – частоты автоколебаний.
На рисунке 2 показан график зависимости соотношения амплитуд
автоколебаний в переходном процессе на частоте изгиба оправки с кругом
от жесткости упругого элемента звена коррекции, рассчитанный на основе
выражений (2). Здесь амплитуда крутильных колебаний инструмента приведена к оси X2.
Рисунок 2 – Влияние жесткости упругого элемента звена коррекции
на соотношение амплитуд автоколебаний
Как видно, соотношение амплитуд находится под влиянием величины крутильной жесткости звена коррекции. Отсюда следует, что путем
введения звеньев коррекции в упругую систему инструмента представляется возможным эффективно управлять траекторными характеристиками
возбуждаемых при обработке фрикционных автоколебаний и осуществлять синтез оптимальных динамических условий резания.
2.8 ПРОБЛЕМЫ ИДЕНТИФИКАЦИИ КАЧЕСТВА
ФОРМООБРАЗОВАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Бровкова М. Б., Свиридов С. В.
Саратовский государственный технический университет, г. Саратов, Россия
При формировании информационной системы оценки качества возникают трудности использования фундаментальных результатов в области
математического моделирования процессов формообразования, табличных и других данных. Это связано с тем, что во всем управляемом диапа83
зоне трудно найти однозначное соответствие, получаемым оценкам и состоянию оборудования, выраженное математическими моделями, таблицами или другими (в том числе и нечисловыми) способами. Проблемой
является различная размерность, метрика и область определения рассматриваемых объектов оценки качества. Сжатие информации в обычной
трактовке для получения однотипной размерности и структурирования
информационных моделей связи, критериев (показателей) качества технологических процессов и объектов практически осуществимо лишь экспериментально для ограниченных диапазонов и рабочих режимов функционирования. Другой проблемой является ограниченная информационнотехническая база прямых и косвенных измерений из-за отсутствия технических средств для ее получения в реальном времени. В связи с этим актуальным является адаптивное оценивание, для которого имеется возможность преодолеть указанные выше трудности.
С другой стороны, имеются теоретически и практически трудности
отображения рабочих динамических процессов технологических систем на
показатели качества, в том числе и готовых деталей, в свою очередь, является сложной задачей, одно из решений которой может применение методов
искусственного интеллекта. Это, в первую очередь, связано с тем, что практически все серийное технологическое оборудование обеспечено только
локальными обратными связями, что обусловливает низкую «управляемость» и «наблюдаемость» по выходным координатам (критериям).
Главная обратная связь на практике реализуется лишь в редких случаях, в связи с этим возникает дополнительная неопределенность, раскрыть
которую возможно лишь на основе информации при мониторинге качества
технологического процесса, поскольку она остается практически единственной информационной базой не только для получения состоятельных
оценок, но и для автоматизированной подналадки оборудования в процессе
его эксплуатации с изменяющимися воздействиями и параметрами.
С позиций теории множеств, для целей мониторинга должны быть
введены множества состояний оборудования Y и готовых деталей Z, которые определенным образом соотносятся с первичными показателями качества X, заданными чертежом детали, и соответствуют друг другу в пространстве возможных состояний. Рассматриваемые множества имеют разную физическую природу и являются непересекающимися. Характеристики
множеств X, Y, Z являются нечеткими и могут определяться в пространстве
состояний как совокупность упорядоченных пар, составленных из элементов X, Y, Z, универсальных множеств X, Y, Z и соответствующих степеней
принадлежности μа(x), μb(y), μc(z). Соответствующие нечеткие множества
определяются как
A = {x, μа(x)}, B = {y, μb(y)}, C = {z, μc(z)} .
(1)
На рисунке 1 приведена графическая интерпретация рассматриваемой проблемы. В общем случае обеспечение требуемого соответствия между представленными множествами возможно двумя путями: оператором
за счет интуитивных и априорно накопленных знаний (как поступают на
84
производстве в настоящее время), и автоматизированной системой с искусственным интеллектом. Обращение к системе, обеспеченной искусственным интеллектом, связано с «нечеткостью» рассматриваемых объектов. При этом нечеткость образов, представлений и понятий человека вводятся в формальные модели различными способами, которые можно классифицировать следующим образом: по виду представления нечеткой
субъективной оценки какой-либо величины (нечеткого множества); по
виду области значений функции принадлежности; по виду области определения функции принадлежности; по виду соответствия между областью
определения и областью значений (однозначное, многозначное); по признаку однородности или неоднородности области значений функции принадлежности. Мониторинг можно производить по этим характеристикам
множеств Y и Z, сопоставляя (отображая) его результаты со свойствами
множества X, и применяя при этом принципы адаптивного оценивания, в
том числе и с использованием методов искусственного интеллекта.
Анализ особенностей проблемы показал, что существует необходимость применения специальных адаптивных оценок состояния системы в
связи с наличием существенных возмущений, структурных и параметрических изменений объекта. Эти оценки должны быть доступны для использования в реальном времени и содержать информацию как о состоянии станка или станочного комплекса, так и о последействии возмущений.
Основой для оценок могут быть спектральные характеристики процесса
резания, обработанные специальным образом, или интегральные оценки,
полученные по временным моделям, например, обобщенная работа при
резании. За счет комплексного учета факторов состояния объекта и возмущений, отображенных в применяемых косвенных характеристиках,
можно формировать оценки управляемых процессов с достоверностью,
большей, чем прямые измерения параметров качества деталей. Оценки
интегративно зависят от изменения параметров самого объекта и множества различных возмущений на верхнем уровне иерархических наблюдений. Все это определяет целесообразность первичных интерактивных оценок рассматриваемого класса технологических систем, как во временной,
так и в частотной области. Состояния и обеспечение возможности интерпретации более тонких процессов в частотной области (например, диагностирования). При этом обобщенные (интегративные) оценки, полученные,
например, на основе вычисления функции Грина, содержат более полную
информацию о влиянии всех управляющих и возмущающих воздействиях
на результирующий процесс механообработки, и учитывают приведенные
выше особенности технологических объектов.
Работа выполняется при поддержке гранта Президента Российской
Федерации для поддержки молодых российских ученых – докторов наук
МД-7455.2010.8.
2.9 ВЛИЯНИЕ НАПРЯЖЕННОСТИ ПРОЦЕССА ШЛИФОВАНИЯ
НА КАЧЕСТВО ПОВЕРХНОСТИ ФЕРРИТОВ
Бурлаченко О. В., Пушкарев О. И., Киселева М. Н.
Рисунок 1 – Отображение областей состояния оборудования Y,
готовых деталей Z и заданных показателей качества X
Формирование динамического мониторинга осуществляется с учетом состояния всех координат и их влияния через объект друг на друга. В
этом случае целесообразно принять, как было уже отмечено, интегративные критерии из специально созданного для этой цели функционального
пространства (множества). Далее рассмотрим доступные методы и их математическую основу для формирования моделей и критериев оценки областей состояния для мониторинга.
85
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Электрофизические параметры ферритов, используемых в электронных приборах, в значительной степени предопределяются эффективностью
процессов их алмазно-абразивной обработки. Анализ экспериментов по шлифованию деталей КУБ-1 и КУБ-3 кругами с конической заходной частью позволил сделать вывод, что дефекты на образцах в этом случае возникают тогда, когда нормальная составляющая силы шлифования достигает величины в
125 Н, а тангенциальная – 30 Н [1].
Сравнение этих величин с аналогичными величинами в случае круга с цилиндрической режущей частью приводит к выводу, что дефекты на
86
образцах при шлифовании их кругом с конической заходной частью возникают при силах, в два раза превышающих силы, при которых разрушаются образцы, шлифуемые обычными кругами.
Следовательно, определение только лишь величин сил шлифования
еще недостаточно раскрывает динамику процесса шлифования хрупких
материалов с конической заходной частью.
В значительной степени этот вопрос помогает осветить сравнение
удельных нагрузок, создаваемых нормальной составляющей силы шлифования при обработке образцов кругами с различной геометрией режущей
поверхности. Удельная нагрузка на образец, создаваемая нормальной составляющей силы шлифования. будет равна
Qy
Py
Fy
(1)
,
где Qy – удельная нагрузка, МПа; Ру – нормальная составляющая
силы шлифования; Fу – проекция площади пятна контакта круга с деталью
на горизонтальную плотность, т.е. на плоскость FХОZ , мм2.
Величина Fу для круга с цилиндрической режущей поверхностью
определяется по формуле
2
R t
Fy R S 1
,
R
(2)
где R – радиус круга, мм; S – поперечная подача, мм; t – глубина
шлифования, мм.
Для круга с конической заходной частью формула для нахождения
Fу имеет более сложный вид
x1
Fy
0
R x tg
R1 1 1
R1
2
dx
x2
1
cos
x1
2
R1 tg x x1
x2
x1
R1 x tg
1
dx
R
tg
x
x
1
1
(3)
2
1
R1 x tg
R 1 tg x x1 1
dx ,
cos
R 1 tg x x1
где R1 – радиус круга, определяемый по его цилиндрической части, мм;
α – угол заправки конуса.
Подсчет удельных нагрузок, создаваемых нормальной составляющией силы шлифования на границе бездефектной зоны обработки, показывает, что в том случае, когда шлифование ведется обычным кругом, эта
величина почти в два раза больше, чем в том случае, когда шлифование
производилось кругом с конической заходной частью (таблица 1).
87
Таблица 1 – Влияние форм режущей поверхности круга на силы и
удельные нагрузки при шлифовании
Форма
режущей
поверхности
Цилиндрическая
Коническая
Режим
шлифования
Sпрод = 14 м/мин,
Sпоп = 1,5 м/ход,
t = 0,4 мм
Sпрод = 14 м/мин,
Sпоп = 1,0 м/ход,
t = 0,8 мм
Составляющие силы
шлифования,
Н
Площадь
проекции
пятна
контакта,
мм2
Удельная
нагрузка,
МПа
Ру = 60 Н,
Рz = 16 Н
11
5,45
Ру = 1,25 Н,
Рz = 60 Н
45,2
2,8
Очевидно, этим, в какой-то степени, и объясняется, что круг с конической заходной частью позволяет вести шлифование хрупких материалов (в том числе и ферритов) с большими глубинами резания. Тем не менее, несмотря на такое малое значение удельных нагрузок, возникающих
при шлифовании кругом с конусом, все же наступает момент, когда образцы разрушаются. Очевидно, в этом случае следует учесть и рост силы,
которая при шлифовании кругами с конической заходной частью достигает величины (в момент появления дефектов) в 30 Н.
Возможно, что в начале, когда сила Рz < 30 Н, на дефектность образцов, главным образом, влияет рост силы Pу (точнее рост удельной нагрузки, создаваемой этой силой). Этим, вероятно, и объясняется появление дефектов на образцах при шлифовании их обычным кругом, когда
сила Pу достигает величины в 60 Н, а удельная нагрузка Qу = 5,45 МПа.
Напомним, что при этом Pz = 15 Н.
В случае же, когда шлифование ведется кругом с конической заходной частью, дефекты на образцах появляются тогда, когда сила Hz достигает величины в 30 Н, хотя при этом Qу = 2,8 МПа.
То есть, начиная со значения силы Pz = 30 Н, именно она, возможно,
становится ответственной за появление дефектов на образцах.
Но это, кстати, косвенно указывает на характер разрушения образцов при шлифовании.
При шлифовании образцов обычным кругом на режимах, соответствующих критическим и выше, разрушение образцов носит характер раздавливания их (сеть мелких трещин, значительное количество мелких соколиков и т.д.).
При шлифовании же кругом с конической заходной частью на критических режимах, разрушение образцов больше напоминает их разрыв на
сравнительно крупные части, без образования мелкой сетки трещин.
88
2.10 К ВОПРОСУ МОДЕЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА
Как показывает нам анализ параметров, составляющих условия однозначности, это не приводит к новым критериям. Поэтому отношения
между масштабами параметров определяются следующим образом
Крюков С. А.
k pуд k r k k l k ; k pуд k r k k l ; k k k F ; k p k pуд k r 2 .
2
Процесс пропитки абразивного инструмента импрегнаторами можно исследовать на физических моделях, параметры которых определяются
законами движения жидкости через капиллярные отверстия, находящиеся
в матрице инструмента. Эффективность пропитки определяется скоростью
проникновения жидкости в поры материала на требуемую глубину или
коэффициентом проницаемости
K Q /( F
dp уд
dl
(1)
),
где Q – объемная скорость проникновения жидкости в капилляры;
F – площадь пропитки; – вязкость жидкости; p уд – давление жидкости
на поверхность; l – длина отверстия капилляра.
Объемная скорость проникновения жидкости в капилляры, расположенные на площади dF
(2)
d Q dF ,
где – скорость движения жидкости.
Сила сопротивления при движении вязкой жидкости по капиллярам
определяется известной зависимостью
(3)
P 2 r l ,
где r – условный радиус капилляра; d / dr.
Критерии подобия, определяющие процесс пропитки при моделировании, можно представить в следующем виде
Q
P
P
;
.
;
;
2
F
r l r Pуд r
(4)
Сокращая количество критериев, содержащих определяемые величины, получим новую систему критериев
Pуд r 2
l
;
Pуд r
При этом связь между масштабами соответствующих параметров
имеет вид
k k kl k k k F k pуд .
(7)
Q
При условии, что при моделировании параметры импрегнатора и
матрицы абразивного инструмента остаются такими же, как у натурального образца, т.к. имеют место следующие соотношения
k 1; k r 1; k l 1; k pуд 1; k F 1.
89
(8)
Следовательно, k 1 и k 1 , а скорость пропитки остается равной скорости, которая имеет место в натуре: м н . Коэффициент проницаемости, определяющий эффективность пропитки в этом случае, упрощается и имеет вид
(9)
k kk k F ,
Q
откуда масштаб коэффициента
kk k / k F .
(10)
Q
Следует отметить, что линейные размеры образцов, подвергаемых
пропитки, хотя и не связаны непосредственно с масштабами параметров, определяющих свойства жидкости и режим пропитки, но минимально допустимые размеры имеют ограничения, определяемые необходимым числом пор и
пустот, приходящихся на единицу площади или объема. При этом толщина
образца не должна быть меньше длины микротрещин и макропустот. Для
испытания на практике можно рекомендовать использовать образцы инструмента размером 10х15х100 мм. Результаты экспериментальных исследований
по пропитке различных по размерам образцов инструментов показали, что
рекомендуемый размер образца соответствует всем требованиям теории подобия и обеспечивает сравнимые результаты испытаний.
Таким образом, при соблюдении рассмотренных выше положений
процесс пропитки абразивных инструментов импрегнаторами можно исследовать на физических моделях, приближенных к реальным условиям и
режимам пропитки.
Q
P
;
;
.
l
F Pуд r 2
(6)
Q
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
(5)
90
2.11 ФИЗИКО-ХИМИЧЕСКИЕ ПРОЦЕССЫ В КОНТАКТЕ
«КРУГ – ЗАГОТОВКА» ПРИ ШЛИФОВАНИИ С СОЖ
Шумячер В. М., Носова И. В.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Рациональное применение смазочно-охлаждающих жидкостей (СОЖ),
которые коренным образом изменяют характер протекания контактных взаимодействий при шлифовании, оказывают, как показывает практика, позитивное влияние на работоспособность шлифовальных кругов, формирование
качества поверхностных слоев материала шлифованных деталей. В зоне контакта «круг – заготовка» создаются весьма благоприятные условия для протекания химических реакций между средой и обрабатываемым металлом в результате непрерывного образования химически чистых (ювенильных) металлических поверхностей с предельно искаженной решеткой и большой химической активностью, усиливающейся вследствие высоких температур и давлений, имеющих место при шлифовании [1].
Возникновение дефектов обуславливается нарушением электронной плотности. Это приводит к появлению сильно возбужденных участков
в окрестностях дефектов, на которых создаются условия для преодоления
потенциального барьера и эмиссии электронов как показателя термодинамической нестабильности металлической поверхности, следствием чего
является возникновение индуцированного положительного заряда (активного центра) на поверхности твердого тела. Однако химически-активная
среда интенсифицирует процесс разрушения твердых тел при условии
равенства энергии взаимодействия активных компонентов среды и их свободной поверхностной энергии, что и определяет стремление системы
перейти в состояние термодинамической устойчивости.
Экзоэлектронная эмиссия стимулируется самопроизвольным окислением, протекающим при высокой температуре и обилии парогазовой
смеси. Наличие электропроводных СОЖ вызывает электрохимические
анодные окислительные процессы по всей обрабатываемой поверхности.
В свою очередь, воздействие потока энергии на СОЖ обуславливает ионизацию ее атомов (молекул).
В результате взаимодействия абразивных зерен и обрабатываемой
поверхности происходит активация приповерхностного слоя металла, что
вызывает рост его энтальпии и энтропии и смещение констант равновесия
химических реакций, протекающих на вновь образуемых поверхностях [2].
Практика показывает, что применение масляных СОЖ оказывает
неблагоприятное влияние на экологические показатели производства. Исходя из этого, целесообразней использовать водные СОЖ. В связи с этим
представляет интерес изучить физико-химические свойства водных СОЖ
и на основании этого осуществить подбор их компонентов с точки зрения
химической активности по отношению к обрабатываемому материалу и
91
импрегнатору инструмента, который способен изменить свойства СОЖ и
повлиять на ее активность в контакте «металл – абразивное зерно».
Исследовалось влияние СОЖ на характер контакта круга с обрабатываемым материалом. Для выявления особенностей физико-химических
явлений в контакте «абразивное зерно – металл» и их дальнейшего развития при использовании в процессе шлифования СОЖ использован прибор
«РСЗ-2», моделирующий условия работы абразивных зерен в шлифовальном круге без учета влияния связки при обработке образца из стали 65Г.
В процессе исследований получены следующие результаты в зависимости от природы шлифматериала:
Al2O3 – сталь 65Г
(диэлектрик – проводник)
u = – 0,5 В
i = – 25∙10-9 А
R = 2∙ 10 7 Ом
Fe
–
SiC – сталь 65Г
(полупроводник – проводник)
u = + 0,1 В
i = 20∙10-9 А
R = 5∙ 10 6 Ом
Al2O3
+
Fe
+
SiC
–
Анализ значений подтверждает возникновение электрических полей
на границе полупроводник – проводник. Поверхность полупроводника оказывается хорошим резервуаром для отрицательных зарядов. В случае системы диэлектрик – проводник следует обратить внимание на то, что внутpи
диэлектpиков нет «свободных заpядов», но имеются «связанные заpяды»
(связанные с атомами и молекулами). Пpи наличии внешнего поля связанные заpяды сдвигаются относительно исходных положений, это пpиводит к
появлению у диэлектpиков собственного электpического поля, иначе
говоpя, пpиводит к поляpизации диэлектpиков. В данном случае это реализуется за счет непрерывно протекающего в процессе трения обнажения
ювенильных поверхностей, образования локальных очагов энергии высокой
плотности, эмитирования поверхностями электронов. Поверхность диэлектрика оказывается хорошим резервуаром для положительных зарядов.
На основании этого можно предположить, что вода как основа водных СОЖ подвергается электролизу по реакции
2Н 2 О эл.ток,
t 2H 2 O 2 .
(1)
Выделяющийся молекулярный кислород способствует образованию
оксидов металлов, понижающих адгезию пары «абразив – металл».
Наряду с этим молекулы воды взаимодействуют с электронами, эмитированными с поверхности металла, согласно следующим уравнениям
е Н 2 О Н 2О* е
Н ОН Н2О
ОН ОН Н 2 О 2 ,
(2)
92
где е – электрон, эмитируемый ювенильной поверхностью стружки;
Н2О* – возбужденные молекулы воды; Н∙, ОН∙ – радикалы; Н2О2 – перекись водорода.
Развитость поверхности обрабатываемого материала интенсифицирует процесс разложения молекул пероксида водорода при соприкосновении с ней и приводит к образованию атомарного кислорода по реакции
Н2О2 Н2О О .
(3)
2.12 КОНТАКТНЫЕ ВЗАИМОДЕЙСТВИЯ АБРАЗИВНЫХ ЗЕРЕН
С ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ ПРИ ШЛИФОВАНИИ
МЕТАЛЛОВ
Шумячер В. М., Кадильников А. В.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Осуществляемое в результате этого окисление как процесс отражает стремление поверхности перейти в пассивное состояние с образованием
защитной экранирующей пленки. Кроме формируемых оксидных пленок в
процессе шлифования можно создавать искусственно пленки других химических соединений, исходя из состава применяемых СОЖ и импрегнатора инструмента, способного вступать в реакцию с металлом и компонентами СОЖ с образованием продуктов реакции, выступающих в качестве пленок, предотвращающих металлический контакт, уменьшающих трение, препятствующих дальнейшему локальному повышению температуры.
Таким образом, процесс обработки шлифованием можно рассматривать как непрерывное изменение энергии атомных и молекулярных взаимодействий в трехфазной граничной системе «металл – смазка – абразивное зерно». При этом протекает целый комплекс взаимосвязанных физикохимических явлений: тепловых, сорбционных, электрических [3]. В связи с
этим одним из путей управления процессом шлифования и изнашивания инструмента является направленное изменение свойств смазочно-охлаждающей
технологической среды путем подбора компонентов СОЖ и импрегнатора.
Это возможно только при условии детального изучения физико-химических
реакций с точки зрения механизма их протекания и энергии.
Процесс шлифования характеризуется разрушением обрабатываемой
поверхности и рабочего профиля инструмента, который протекает в виде износа, микроскалывания, вырыва абразивных зерен из связки. Преобладание
одного из приведенных видов износа регламентируется характером физикохимических явлений в контакте «абразивное зерно – металл». Взаимодействие абразивного зерна и обрабатываемого материала при шлифовании имеет
характер пластического удара [1]. По данным [2] в момент врезания абразивного зерна в металл в нем возникают зоны текучести. Источником действующих при шлифовании сил являются волновые ударные импульсы [2]. В работе [2] было показано, что поверхность абразивного зерна испытывает давление, превышающее временное сопротивление обрабатываемого материала.
Удельная мощность взаимодействия абразивного зерна и обрабатываемого
металла при шлифовании может быть определена из зависимости
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
После преобразований (1) получим зависимость для расчета удельной энергии шлифования
1 Шумячер, В. М. Физико-химические процессы при финишной абразивной
обработке: монография / В. М. Шумячер. – Волгоград : ВолгГАСУ, 2004. – 161 с.
2 Шумячер, В. М. Механо-химические процессы взаимодействия абразивного инструмента и заготовки при шлифовании металла / В. М. Шумячер, А. В.
Славин // Технология машиностроения. – 2008. – № 1. – С. 29 – 32.
3 Постников, С. Н. Электрические явления при трении и резании / С. Н.
Постников. – Горький : Волго-Вятское кн. изд-во, 1975. – 280 с.
(1)
N уд К PV V sin ,
где K PV – коэффициент, учитывающий рост давления в контакте
«зерно – металл»; В – временное сопротивление разрушению обрабатываемого металла; – средний угол наклона контакта абразивного зерна
к поверхности детали.
(2)
E уд K PV B .
Из (2) следует, что удельная энергия шлифования снижается при
уменьшении временного сопротивления разрушению обрабатываемого
металла и коэффициента K PV .
Из (1) и (2) видно, что между K PV и V существует обратная пропорциональная зависимость.
Для экспериментальной проверки наших теоретических положений
шлифовали сталь 65Г (В = 980 Н/мм2) кругом 24А25СМ1К со скоростями
20 и 100 м/с на специальном стенде, обеспечивающем скорость вращения
круга от 15 до 150 м/с.
В результате расчетов установлено, что при скорости шлифования
20 м/с K PV = 20, мощность шлифования N = 235,2 кВт, а удельная энергия
93
94
шлифования Е = 19,6 Дж/мм3. При увеличении скорости шлифования до
100 м/с, K PV = 4; N = 121,5 кВт, Е = 3,92 Дж/мм3.
Ранее авторами [3] исследовалась режущая способность абразивным зерном 24А25 на приборе РС3-2 при шлифовании образца из 65Г.
Сущность метода заключалась в обработке образца уплотненным центробежными силами слое абразивных зерен, т.е. полностью исключалось
влияние связи, структуры инструмента.
Установлено, что удельная энергия шлифования для скорости
20 м/с равна 73,9 Дж/мм3, что ~ 3,73 больше, чем при работе шлифовальным кругом. При испытаниях на РСЗ-2 контакта абразивных зерен с образцом характеризуется непрерывностью и стабильностью.
При шлифовании взаимодействие абразивного зерна состоит из
трех последовательных стадий: ударного врезания, перемещения, выхода
из контакта. Время взаимодействия зерна и металла ~ 10-5 с, что соответствует реализации условий, при которых происходит реакция взрыва [1].
Согласно модели стружкоотделения [1] удаление фрагмента обрабатываемого металла регламентируется соотношением h/ (h – глубина внедрения
абразивного зерна; – радиус закругления зерна) и V/J (скорость взаимодействия пары «зерно – металл»). Большая часть взаимодействия абразивного зерна и обрабатываемого металла затрачивается на пластическое деформирование обрабатываемого материала, что приводит к его разогреву
и соответственно изменению физико-механических свойств.
Сопоставив данные расчетов, выполненных по результатам наших
экспериментов при шлифовании стали 65Г с данными [3], можно отметить, что повышение скорости взаимодействия пары «зерно – металл»
приводит к снижению удельной энергии диспергирования обрабатываемого материала. Объяснением этому, на наш взгляд, служит эффект роста
плотности энергии в микрообъеме перед зерном, что вызывает изменение
(повышение пластичности) физико-химических свойств обрабатываемого
металла. Проявление этого эффекта в уменьшении соотношения h/, при
котором отделяется микростружка с ростом скорости шлифования.
Проведенные исследования показывают, что процесс стружкоотделения регламентируется интенсивностью взаимодействия пары «зерно –
металл» и является результатом накопления энергии перед абразивом,
приводящим к развитию в деформируемом объеме зон текучести, имеющим существенно измененные физико-механические характеристики обрабатываемого металла.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Шумячер, В. М. Модель взаимодействия абразивного зерна и обрабатываемого материала при шлифовании. Схема стружкообразования / В. М. Шумячер,
А. В. Кадильников // Технология машиностроения. – 2007. – № 4. С. 18 – 22.
2 Пушкарев, О. И. Методы и средства контроля физико-механических характеристик абразивных материалов : монография / О. И. Пушкарев, В. М. Шумячер ; ВолгГАСУ. – Волгоград, 2004. – 144 с.
95
2.13 ВЛИЯНИЕ ЗЕРНИСТОСТИ И ФОРМЫ АБРАЗИВНОГО ЗЕРНА
НА ЭФФЕКТИВНОСТЬ ШЛИФОВАНИЯ
Байдакова Н. В., Крюков С. А.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
В машиностроительной промышленности шлифование в большинстве случаев является конечной операцией, которая должна обеспечить
необходимое качество поверхности, точность размеров и геометрической
формы, что оказывает большое влияние на долговечность работы узлов и
машины в целом. Поэтому вопросы достижения необходимого качества
поверхности и точности обработки изделия имеют большой практический
и теоретический интерес.
Анализируя эффективность применения шлифовальных кругов, мы
пришли к выводу, что, несмотря на широкое распространение, они лишь
частично используют свой потенциал. Одной из основных причин такого
положения является неупорядоченность формы абразивных зерен в теле
шлифкругов. Произвольная форма зерен формирует произвольную и неблагоприятную геометрию их режущих микроклиньев. Как следствие,
часть зерен не участвует в совокупном процессе микрорезания вообще,
либо принимает слабое участие (рисунок 1). Неупорядоченная форма зерен формирует также дефекты структуры шлифовальных кругов и, в результате, снижают их физико-механические и режущие свойства.
Эффективность процесса шлифования в целом зависит от эффективности резания каждым единичным зерном: чем лучше работает каждое
отдельное зерно, тем выше интегральный показатель – работоспособность
инструмента в целом. Однако для того, чтобы любое зерно работало с
полной отдачей, необходимо чтобы оно обладало благоприятной, для данного случая резания, геометрией. В свою очередь, геометрия зерна определяется двумя главными факторами – формой и расположением в теле
инструмента. Между тем, анализ показывает, что эти факторы, в практике
изготовления отрезных кругов, как правило, остаются бесконтрольными и
незадействованными. Решение проблемы по упорядочению формы зерен
открывает перспективу более полного использования их потенциальных
возможностей и повышения, на этой основе, эксплуатационных показателей инструментов в целом и эффективность процесса шлифования.
От формы зерна зависят как сила его сцепления со связкой, так и
абразивная способность и механическая прочность. Повысить режущие
свойства и износостойкость круга можно за счет классификации по форме,
применяя определенную форму на разных операциях.
В соответствии с требованиями ГОСТ 3647-80, 28818-90 зерно подразделяется после рассева с учетом размеров сторон ячеек сит. При рассеве в соответствии с ГОСТ имеет место большой (от 25 до 28%) разброс
размеров зерен одной зернистости.
96
метру вписанной окружности:
К Ф d ОП / d ВП .
(1)
Изометричная форма зерна при этом соответствует КФ 1,0 1,4 ,
промежуточная КФ 1,4 2,2 и пластинчатая – КФ 2, 2 3,0
Следует также отметить, что все изометричные частицы, удовлетворяющие условию КФ 1,0 1,4 , по форме относительно близки друг к
другу и имеют объемную фигуру. Неизометричная часть материала представляет набор многообразных форм частиц: пластин, имеющих заметную
толщину, тонких пластин, игольчатых и т.д. Очевидно, что механическая
прочность частиц указанных форм и их режущая способность в инструменте будут значительно отличаться друг от друга.
Результаты анализа по этому параметру нормального (13А и NK),
белого (ЕК), хромотитанистого (92А) электрокорундов производства Юргинского абразивного завода и Германии (таблица 1) убедительно подтверждают факт значительного различия по форме зерен одного номера
зернистости.
Таблица 1 – Распределение зерен электрокорундов по форме
Рисунок 1 – Схема резания и расположения абразивных зерен,
пор и связки в абразивном инструменте при шлифовании
Форма частиц, образующихся при измельчении абразивного материала, помимо свойств материала зависит от типа измельчающего устройства и технологии измельчения [1]. Исследования различных способов
помола абразивных частиц показали, что изменение характера воздействия на измельчаемый материал (удар, истирание, скалывание и др.) существенно сказывается на форме частиц.
Например, в электрокорунде белом среднезернистые фракции (от
200 до 800 мкм) содержат 50 – 65% изометричных частиц, а мелкозернистые (от 50 до 160 мкм) 25 – 45%. Подобная картина наблюдается и для
других видов абразивных материалов. Следует также отметить, что механическая прочность частиц различных форм и их режущая способность в
инструменте будут значительно отличаться друг от друга.
Серийно изготовленный шлифовальный круг включает хаотично
расположенные в его связке абразивные зерна изометричной, промежуточной, пластинчатой форм конфигурации.
Количественная
оценка
формы
зерна,
предусмотренная
ГОСТ 9206–70 и используемая многими авторами, производится определением общепринятого параметра – «коэффициента формы» зерна. Наиболее объективными способами его определения являются следующие:
Г. М. Гаврилов [2], рассматривая зерно как элипсоид вращения, под коэффициентом формы понимает соотношение его меньшей и большей осей;
А. Н. Коротков [3] предлагает определять коэффициенты формы как отношение диаметра описанной окружности вокруг проекции зерна к диа97
Марка
1,0 1,4
13 А 80
13 А 40
92 А 40
NK (80)
EK (80)
NK (40)
EK (40)
14
8
3
0
1
4
5
Коэффициент формы зерна, КФ
1,4 1,8
1,8 2,2
2,2 2,6
Количество зерен в %
49
31
5
56
23
5
44
41
7
25
31
25
30
37
22
12
21
31
18
19
17
2,6 3,0
1
8
5
19
10
32
41
Для всех электрокорундов характерно распределение по форме,
описываемое кривой Гаусса. Основная масса зерен соответствует диапазону КФ 1,4 2,6 .
Специфической особенностью абразивных зерен, как микрорежущего элемента, является случайный, вероятностный характер их геометрических угловых параметров. Причина этого кроется в неупорядоченном,
случайном пространственном положении зерен в абразивном инструменте. Поэтому для получения объективной информации требуется получить
максимально возможные массивы данных по геометрическим параметрам
режущих кромок, используя свободное шлифовальное зерно.
Результаты таких объемных измерений, проведенных по специальным методикам, приведены в работе [3]. Выполненные измерения на режущих кромках всех выступов, расположенных по периметру зерна позволили построить кривые распределения значений переднего и заднего
98
углов. Наибольшие значения относительной частоты m наблюдаются
для передних углов зерен электрокорунда 13 А при = – (72 – 69)°, а заднего угла - = 12°.
Таблица 2 – Характеристика зерен нормального электрокорунда
2. 14 ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ДОВОДКИ
КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ ПУТЕМ
УПРАВЛЕНИЯ ПРОЦЕССОМ СТРУКТУРООБРАЗОВАНИЯ
В КОНТАКТЕ «ПРИТИР – ЗАГОТОВКА»
Славина Е. В.
Марка
13А125
13А80
13А40
Длина контура, мм
теоретическая
4,49
2,83
1,41
фактическая
9,63
4,60
3,15
,
град
72
71
69
Количество дефектов
трещины
раковины
выступы
4
3
2
3
5
6
8
6
5
Из данных таблицы 2 следует, что фактическая длина контура зерна
в 1,62 – 2,23 раза превышает теоретическую. Это свидетельствует, прежде
всего, о весьма развитой поверхности зерен, возрастающей с повышением
зернистости. Изучение шлифов зерен электрокорунда 13 А под растровым
электронным микроскопом РЭМ-200 [4] при увеличении до 300 раз позволило получить данные о микродефектах, разупрочняющих зерно. В частности, выступы включают в себя пластинчатые микрообъекты размером
50 – 80 мкм, чешуйчатые наслоения (15 – 20 мкм), иглообразные выступы
(4 – 8 мкм).
Оценка свойств шлифовальных зёрен только по параметрам «марка
абразива» и «зернистость» (ГОСТ 3647–80) не гарантируют получение
качественных, конкурентоспособных отрезных шлифовальных кругов на
бакелитовой связке, так как зёрна даже одного номера зернистости имеют
различную конфигурацию, изменяющуюся от изометрической до игольчатой разновидностей. Развёрнутых и полных исследований по вопросу
влияния формы зерна на эксплуатационные характеристики шлифовальных кругов до настоящего времени нет.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Доводка кварцевых кристаллических элементов (ККЭ) характеризуется комплексом сложных механо-химических процессов в контакте
«принтер – заготовка».
При доводке в слой абразивной суспензии непрерывно поступают
частицы разрушения кварца (SiO2), что приводит к росту концентрации
дисперсной фазы. Возникающие при доводке ККЭ знакопеременные тангенциальные и нормальные силы вызывают колебания толщины абразивной прослойки под притиром. Производительность доводки снижается по
мере роста количества абразивных зерен, перекатывающихся в слое суспензии под притиром [1]. Можно предположить, что уменьшение абразивных зерен, перекатывающихся под притиром при доводке, будет способствовать интенсификации съема обрабатываемого материала.
В этой связи эффективным методом повышения съема при доводке
следует считать увеличение силы удержания абразивных зерен в слое суспензии под притиром. При доводке вращающийся притир оказывает на
абразивные зерна в суспензии воздействия вибрационно-ударного характера. При приложении к абразивной частице неопределенной формы и
произвольных размеров контактирующей с плоской поверхностью абсолютно жесткого тела нормальной нагрузки максимальное напряжение max
на контактной площадке определяется по формуле Герца
max 0,4593
E z pi
Ri 1 2
2
(1)
,
1 Производство абразивных материалов./ А. С. Полубелова, В. Н.
Крылов, В. В. Карлин и др. ; под ред. В. Н. Крылова. – Л.: Машиностроение, 1968. – 128 с.
2 Абразивная и алмазная обработка материалов / А. Н. Резников,
Г. М. Гаврилов и др. ; под ред. А. Н. Резникова. – М. : Машиностроение,
1977. – 222 с.
3 Коротков, А. Н. Эксплуатационные свойства абразивных материалов : Монография / А. Н. Коротков. – Красноярск: изд-во Красноярского университета, 1992. – 129 с.
где Е – модуль упругости абразивной частицы; – коэффициент
Пуассона абразивной частицы; Ri – условный радиус частицы абразива в
контакте с плоскостью; Pi – предельное значение нормальной нагрузки,
которую выдерживает частица от разрушения контактирующего выступа.
99
100
Равномерное расположение абразивных частиц в слое суспензии
под притиром при достаточной степени их закрепления может служить
реальным резервом интенсификации диспергирования кварца. Из зависимости (1) следует, что при P1 Pimax и Ri Rimin в слое кварца на поверхности заготовки возникает максимальное напряжение max, вызывающее развитие сети микротрещин.
При доводке в слой суспензии поступают частицы кварца, которые
существенно влияют на ее структурно-механические и реологические ха-
рактеристики. Частицы SiO2 обладают избытком поверхностной энергии,
что в условиях гетерокоагуляции интенсифицирует их слипание с абразивными частицами Al2O3, т.е. к росту Ri (1). Положим, что концентрация
частиц абразива в прослойке – Сабр, а концентрация частиц диспергированного кварца – СМ. Очевидно, что при доводке СМ >> Сабр и, согласно
[1], при гетеростабилизации частицы СМ концентрируются вокруг частицы
Сабр, формируя своеобразную сферу, прочность которой в зависимости (1)
зависит от глубины (Pi ) потенциальной ямы и радиусов частиц кварца и
Al2O3. Свойства данной сферы из частиц диспергированного кварца предопределит устойчивость абразивной суспензии, что выражается в установлении некоторого порядка в расположении частиц Al2O3 в контакте
«притир – заготовка».
Согласно [1] абразивная прослойка из Al2O3 будет устойчива при
выполнении следующих условий:
– частицы Al2O3 и SiO2 имеют разноименные заряды
абр >0 >М, А > 0,
где абр и М – заряды частиц Al2O3 и кварца в дисперсионной среде;
А – константа регулирующего молекулярного взаимодействия Между частицами Al2O3 и SiO2;
– между частицами дисперсной фазы существует потенциальная
яма вследствие применения знака результирующего Ван-дер-Ваальсового
взаимодействия
абр М, А < 0.
Отсюда следует, что для повышения съема кварца при доводке ККЭ
состав дисперсионной среды абразивной суспензии должен обеспечивать
условие, что – потенциал SiO2 должен быть больше, чем – потенциал
Al2O3. При этом частицы диспергированного кварца образуют вокруг частицы абразива оболочку, что стабилизирует абразивную суспензию в контакте «притир – заготовка». Практическое применение данного положения
позволит вести целенаправленный подбор состава дисперсионной среды
абразивной суспензии при доводке ККЭ.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Меркуриев, О. М. О гетеростабилизации дисперсий / О. М. Меркуриев,
О. А. Морозов, И. С. Лавров // Коллоидный журнал. – Т. XXXIV. – № 1. – 1972. –
С. 144 – 149.
101
2. 15 ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ АЛМАЗНО-АБРАЗИВНОЙ
ОБРАБОТКИ ФЕРРИТОВ
Бурлаченко О. В.
Волгоградский государственный архитектурно-строительный университет,
г. Волгоград, Россия
Пушкарев О. И., Киселева М. Н.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
В современной технике марганец-цинковые ферритовые магнитные
материалы находят широкое применение в промышленной и бытовой радиоэлектронной аппаратуре, микроволновых и полупроводниковых приборах, средствах автоматизированной связи и управления технологическими процессами и др. Их алмазно-абразивную обработку производят
инструментом и порошками из синтетических алмазов и выполняют операции резки, шлифовки и полировки.
Площадь контакта алмазного круга с заготовкой можно рассматривать как номинальную площадь контакта, обусловливаемую геометрическими размерами взаимодействующих тел, контурную, определяемую
площадками контакта отдельных участков ввиду макрогеометрических
отклонений поверхностей инструмента и заготовки и фактическую, являющуюся суммой фактических участков соприкосновения инструмента и
заготовки как двух шероховатых поверхностей.
Из исследований, проводимых по шлифованию керамики, получено, что круги, имеющие на режущей поверхности коническую заходную
часть, позволяют вести процесс шлифования хрупких материалов на более
жестких режимах, нежели обычные круги.
Одной из основных задач, поставленных в данной работе, является
определение таких режимов шлифования, которую наряду с увеличением
производительности обработки, позволили бы также увеличить выход
годных деталей, т.е. снизить брак на данной операции.
С этой целью в лабораторных условиях проводились исследования
по определению влияния режимов шлифования алмазным кругом с цилиндрической режущей поверхностью на образование в процессе обработки сколов и трещин на обрабатываемых поверхностях изделий.
При фиксированных значениях глубины шлифования в диапазоне
0,05 – 0,6 мм изменяли поперечную подачу в диапазоне 0,5 – 0,6 мм/ход.
По результатам опытов были определены предельные режимы, при которых на образцах начинали появляться дефекты в виде сколов и трещин. По этим данным были построены две кривые, делящие область механической обработки на три зоны (рисунок 1): I – зона бездефектной
102
обработки; II – зона возможного появления дефектов; III – зона разрушения образцов.
Глубина шлифования, мм
0,7
0,6
0,5
0,4
III
0,3
II
0,2
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
I
0,1
1,0
2,0
В значительной степени этот вопрос помогает осветить сравнение
удельных нагрузок, создаваемых нормальной составляющей силы шлифования при обработке образцов кругами с различной геометрией режущей поверхности. Подсчет удельных нагрузок, создаваемых нормальной
составляющией силы шлифования на границе бездефектной зоны обработки, показывает, что в том случае, когда шлифование ведется обычным
кругом, эта величина почти в два раза больше, чем в том случае, когда
шлифование производилось кругом с конической заходной частью.
Очевидно, это объясняется тем, что круг с конической заходной частью позволяет вести шлифование хрупких материалов (в том числе и
ферритов) с большими глубинами резания c обеспечением их качества по
физико-механическим характеристикам.
3,0
4,0
5,0
6,0
7,0
Поперечная подача, мм/ход
I – зона бездефектной обработки; II – зона возможного появления
дефектов; III – зона разрушения образцов; скорость стола станка –
– 14 м/мин; скорость круга – 35 м/с; СОЖ – водный раствор 0,3 %
кальцинированной соды и 0,5 % триэтаноламина; круг – 2720-0133
АСР 80/63 – А1-100-Б1 ГОСТ 16167-70 с цилиндрической режущей
частью
Рисунок 1 – Зоны режимов обработки ферритов
Данный график позволяет назначить режимы бездефектной обработки при работе кругом с цилиндрической режущей частью, а также позволяет
выбрать фактическую глубину резания, по которой определяются режимы
шлифования при работе кругом, имеющим коническую заходную часть.
Проделанные эксперименты по шлифованию ферритов, кругами с
конической заходной частью, позволили сделать вывод, что дефекты на
образцах в этом случае возникают тогда, когда нормальная составляющая
силы шлифования достигает величины в 125 Н, а тангенциальная – 30 Н.
Сравнение этих величин с аналогичными величинами в случае круга с цилиндрической режущей частью приводит к выводу, что дефекты на
образцах при шлифовании их кругом с конической заходной частью возникают при силах, в два раза превышающих силы, при которых разрушаются образцы, шлифуемые обычными кругами.
Следовательно, определение только лишь величин сил шлифования
еще недостаточно раскрывает динамику процесса шлифования хрупких
материалов с конической заходной частью.
103
1 Бурлаченко, О. В. Повышение качества горячепрессованных марганеццинковых ферритов по критерию их поверхностной хрупкости / О. В. Бурлаченко,
М. Н. Киселева // Инженерные проблемы современного материаловедения : сборник научных трудов. – Волжский : ВИСТех, 2009. – С. 114 – 119.
2 Бурлаченко, О. В. Разработка рациональных параметров процессов шлифования ферритовых материалов / О. В. Бурлаченко, М. Н. Киселва, Д. О. Пушкарев // Сб. статей VIII Международной научно-технической конференции. – Пенза :
Приволжский Дом знаний, 2010. – С. 83 – 85.
2. 16 ШЛИФОВАНИЕ ТРУДНООБРАБАТЫВАЕМЫХ ТИТАНОВЫХ
СПЛАВОВ КОМПОЗИЦИОННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ
Пушкарев О. И., Субботина Т. П.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Производительность процесса шлифования и качество обработанной поверхности определяются режущей способностью и прочностными
свойствами абразивного зерна и изготовленного из него инструмента.
Создание и применение в производстве новых конструкционных материалов с повышенными механическими характеристиками требуют особого
подхода к выбору абразивного материала для шлифования. Наряду с высокой твердостью и химической инертностью к обрабатываемому материалу абразив должен иметь достаточную хрупкость для обеспечения самозатачиваемости зерен, то есть быть сложноструктурированным.
При шлифовании в качестве объекта исследований выбран титановый сплав ВТЗ-1 после высокотемпературной термомеханической обработки (ВТМО), как наиболее яркий представитель труднообрабатываемых
материалов, а в качестве абразива – композиционный материал в системе
SiC–Al2O3 [1].
104
В связи с тем, что при повышенных температурах прочность сплавов снижается незначительно, необходим показатель напряженного состояния обрабатываемого материала, отражающий изменение сопротивлению резания [2].
Таким показателем является интенсивность напряжений i . Радиальная и тангенциальная составляющие сил резания, действующих на зерно, создают напряжения сжатия и изгиба, которые испытывает материал
абразивного зерна при резании
сж=Py/Sk,
(1)
u=Pz/Sk,
(2)
где Sk – площадка в месте закрепления абразивного зерна в связке
круга.
Радиальную и тангенциальную составляющие силы резания рассчитывали следующим образом
3,25 a cos
Pz
0,5 l3 s ,
sin
1
(3)
3,25 a sin
Py
0,5 l3 s ,
sin 1
(4)
где a – площадь сечения среза обрабатываемого материала; – угол
между линией среза и направлением равнодействующей силы; 1 – угол
плоскости сдвига; lз – площадка затупления зерна; – коэффициент трения; s – касательное напряжение в зоне деформации.
s
i
3
,
(5)
где i – предельное значение интенсивности напряжений.
Расчетные напряжения от сил изгиба и сжатия, действующих на
зерно, сравниваются с допустимыми и прогнозируется работа зерна в данных условиях. Запас прочности для стабильной работы зерна должен составлять 2,5 – 3,0, т.е. [u] 2,5 – 3,0u ([u] – допустимое значение, u –
расчетное значение напряжения в абразивном зерне). Если это условие не
выполняется, в качестве абразивного материала предлагается композиция
из двух компонентов: высоко режущего и износостойкого (последний
подбирают с учетом коэффициента пластической прочности nt, рассчитанного для данных условий резания).
nt = Hи/6,
(6)
105
где Hи – твердость инструментального материала в контактном слое
при температуре резания; – напряжения сдвига в зоне стружкообразования обрабатываемого материала.
При nt ≤ 1 наблюдается менее хрупкое разрушение абразивного
зерна, при nt 1 материал абразивного зерна разрушается хрупко.
По предложенной схеме выбран абразивный материал для шлифования титанового сплава ВТЗ-1. Абразив двухкомпонентный: карбид
кремния (nt SiC = 2,9) – высокотвердый материал, который обеспечит высокую режущую способность, электрокорунд нормальный ( nt
Al2 O 3
= 0,9) –
более хрупкий материал, обеспечивающий самозатачиваемость зерен.
Абразивное зерно из такого материала – совокупность множества
резцов из карбида кремния в матрице из корунда. Такое зерно является перспективным для использования при силовом и обдирочном шлифовании.
Для оценки возможности изготовления абразивного инструмента из
композиционного материала в лабораторных условиях изготавливали образцы-восьмерки, на которых определяли прочность при разрыве и твердость; для оценки шлифующей способности инструмента в сравнении с
инструментом из карбида кремния и электрокорунда изготавливали шлифовальные круги размером 250х20х76 и 70х50х20 на керамических и бакелитовых связках.
Заформованные изделия подвергались термической обработке в лабораторной печи и бакелизаторе по режимам, принятым для обычных абразивных изделий.
Рецептура изделий для композиционного материала была аналогичной серийному инструменту с учетом различия материалов по плотности.
Установлено следующее:
– материал может применяться при изготовлении абразивных кругов на керамической и бакелитовой связках соответственно существующей технологии их изготовления;
– изготовление абразивных изделий из композиционного материала
возможно по рецептуре для карбидкремниевых изделий на керамической
связке К10 и по рецептурам для карбидкремниевых и электрокорундовых
изделий на бакелитовой связке при соответствующей корректировке их в
связи с различием материалов по плотности;
– проведены исследования эксплуатационных свойств шлифкругов
размером 250х20х76 и 70х50х20 при обработке титановых сплавов. Установлено, что шлифующая способность кругов из полученного продукта на
30% выше, чем у аналогичных из карбида кремния и электрокорунда;
– исследования выявили перспективность использования абразивного материала на основе корунда и карбида кремния. Дальнейшую работу следует проводить в направлении исследований зависимостей качества получаемого продукта от состава шихты, температурно-временных
условий проведения процесса, выбора (создания) печного агрегата для
106
реализации алюмокарбовосстановительного процесса с получением продукта стабильного состава, с широкой оценкой эксплуатационных
свойств и экономической оценкой целесообразности разработки технологии производства.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Пушкарев, О. И. Получение композиционных материалов и шлифовальных кругов на основе карбида кремния / О. И. Пушкарев, В. А. Назаренко,
Т. П. Субботина // Сб. статей VII Международной науч.-техн. конфер. «Прогрессивные технологии в современном машиностроении». – Пенза, 2011. – С. 12 – 14.
2 Славянская, В. Г. Методический подход к выбору абразивных компонентов для шлифования труднообрабатываемых сплавов / В. Г. Савинская,
А. А. Адамовский // Порошковая металлургия. – 2005. – № 1/ 2. – С. 31 – 38.
2.17 АКТИВИЗАЦИЯ ФИЗИКО-ХИМИЧЕСКОГО ВЛИЯНИЯ СОТС
НА ПОКАЗАТЕЛИ ШЛИФОВАНИЯ
Носова И. В.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
Процессы трения и изнашивания при шлифовании развиваются в
тонком поверхностном слое, который отличается высокой дефектностью
кристаллического строения, высокой химической активностью с внешней
средой, формированием поверхностных пленок, высокой концентрацией
напряжений, повышенной контактной температурой и интенсивностью
диффузионных процессов. Все перечисленные особенности в тонком поверхностном слое приводят к изменению химического и фазового состава
материала, то есть приводят к формированию вторичных структур (нередко в виде оксидов и твердых растворов на их основе), отличающихся высокой прочностью, теплостойкостью, низкой теплопроводностью.
При подборе СОТС для шлифования изделий из сталей электрокорундовыми кругами необходимо знать физические особенности взаимодействия абразива с обрабатываемым материалом, влияющих на величину
и механизм его износа. Данный показатель определяется взаимодействием
механического, физико-химического и термического процессов: явления
пластификации и охрупчивания, деформации и разрушения, нагрева,
окисления и химического взаимодействия в поверхностном слое.
Установлено, что в начальный период взаимодействия абразивного
зерна с обрабатываемыми и смазочными материалами, газами в контактной зоне при трении формируется тонкопленочная фаза (вторичная структура) толщиной (2…10)∙10-3 мкм, которая по составу, строению и свойствам отличаются от исходных материалов пар трения [1].
107
Формирование вторичных структур – термодинамически неизбежный акт пассивации активированных трением поверхностных слоев твердых тел.
Структурные изменения поверхностного слоя металла являются результатом температурных явлений, протекающих в зоне резания и распространяемых вглубь обрабатываемой поверхности. При этом характер и
глубина структурных изменений определяются величиной температуры и
интенсивностью охлаждения детали за счет применения активных СОЖ
на начальных стадиях их разработки и использования твердых смазок в
процессе импрегнирования инструмента, что в совокупности определяет
свойства смазочно-охлаждающей технологической среды.
Широкое распространение получила пропитка абразивного инструмента расплавом технической серы, так как сера обладает ярко выраженными антифрикционными свойствами и способствует образованию при
шлифовании пленки в виде химических соединений с железом, которые
препятствуют адгезионному «схватыванию» рабочей части круга с обрабатываемой поверхностью металла. Но процесс пропитки расплавом серы
сопряжен с рядом трудностей из-за низкой смачиваемости серой абразивного инструмента на керамической связке. Расплав серы имеет высокую
вязкость, из-за чего процесс пропитки производят в вакууме или под давлением, регулирование концентрации серы в пропитанном круге не представляется возможным, уменьшается реальная возможность применения
кругов, пропитанных технической серой, при скоростном шлифовании
металла из-за наличия дисбаланса шлифкругов.
Присадка каптакса к сере в количестве 0,1–1 % значительно улучшает пропиточные свойства серы с точки зрения ее проникающей способности равномерного распределения серы в теле круга и уменьшения ее
количества в круге, обеспечивая адсорбцию серы на всех свободных поверхностях связки и абразивных зерен, оставляя круг пористым. При этом
дисбаланс кругов, пропитанных серой с каптаксом, сводится до минимума.
Проведенные испытания пропитанных серой и серой с каптаксом
шлифовальных кругов на операциях шлифования деталей подшипников с
применением водной СОЖ (раствора нитрита натрия и триэтаноламина в
0,7 %-ной концентрации каждого) указывают на высокое качество обработанной поверхности (таблице 1).
Таблица 1 – Результаты испытаний
Качество поверхности
Пропиточный состав
Без пропитки
Сера
Сера – 99 %, Каптакс – 1 %
шероховатость Ra, мкм
характер прижогов
0,8 – 1,0
0,63 – 0,80
0,50 – 0,63
сильный
штриховой
отдельные штрихи
108
Это связано с тем, что шлифовальный круг на керамическом связующем является гидрофильным композитом, взаимодействие которого с
водными СОЖ вследствие миграции молекул Н2О в устье микротрещин
мостиков связки приводит к понижению его поверхностной энергии. Наличие специфических компонентов водных СОЖ (нитритов) создает условия для поверхностного растворения этой жидкостью керамической связки. Введение в структуру керамической связки круга компонента, обладающего высокой проникающей способностью, одновременно формирует
на поверхности керамики слой с гидрофобными свойствами.
Пропитка абразивного инструмента расплавом серы способствует
минимизации температуры в зоне обработки за счет процесса абляции, что
исключает появление прижога на металле и повышение стойкости режущего инструмента [2]. Существует много точек зрения на причину высокой эффективности импрегнирования серой как средство, исключающее
прижогообразование. На основе проведенных нами анализа и расчетов
наиболее реалистичен следующий механизм действия. В условиях высоких градиентов температур (106 ºС/с) создаются условия для сублимации
(возгонки) серы. Сам переход из твердого в газообразное состояние приводит к ускорению на 3 порядка отвода тепла из точек стружкообразования. Поэтому сера как импрегнатор в момент пропитки круга блокирует
его поровое пространство, что предотвращает проникновение жидкости в
тело круга. С другой стороны, находясь на поверхности зерен, в мостиках
связки сера транспортируется в точки максимального тепловыделения,
минимизируя, а часто сводя на нет, прижогообразование.
Высокие местные температуры и давления способствуют химическому взаимодействию активной серы с металлом. Образующаяся малопрочная пленка сернистого железа легко соскабливается абразивным зерном. Обнаженная металлическая поверхность, обладающая повышенной
реакционностью, вновь вступает во взаимодействие с компонентами СОЖ
и серой. Непрерывно протекает процесс разрушения и регенерации сульфидных пленок, покрывающих образованные за счет распада молекул воды под действием возникающего электрического тока на контактных поверхностях оксидные пленки металла.
Таким образом, при шлифовании в зоне контакта обрабатываемой
металлической заготовки и абразивного зерна возникает процесс взаимодействия деформации, трения и разрушения, на соотношение величин которых влияют физико-механические и химические свойства контактирующих материалов. Осуществляя подбор компонентов смазочноохлаждающей технологической среды, возможно повысить эффективность шлифования, снижая экономические затраты на разработку составов, контролируя при этом экологическую сторону процесса обработки,
связанную с утилизацией отработанных СОЖ.
109
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Зубарев, Ю. М. Теория и практика повышения эффективности шлифования материалов : учебное пособие / Ю. М. Зубарев, А. В. Приемышев. – СПб. :
Лань, 2010. – 304 с.
2 Эльянов, В. Д. Прижоги при шлифовании : обзор / В. Д. Эльянов, В. Н.
Куликов. – М., 1974. – 64 с.
2.18 МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ФОРМИРОВАНИЯ
ПОВЕРХНОСТИ ПЛОСКОЙ ДЕТАЛИ ПРИ ВИБРАЦИОННОЙ
ОБРАБОТКЕ ТОЧКАМИ, РАВНОМЕРНО РАСПРЕДЕЛЕННЫМИ
ПО ПОВЕРХНОСТИ
Бабичев А. П., Мишняков Н. Т., Коваленко Е. Н, Эссола Дьедоне
Донской государственный технический университет,
г. Ростов-на-Дону, Россия
Рассмотрены вопросы, связанные с математическим описанием модели формирования поверхности плоской детали при вибрационной обработке. Приведены расчеты, учитывающие закон распределения случайной
площади плоской детали частицами обрабатывающей среды.
Формирование и состояние поверхности и поверхностного слоя при
вибрационной обработке (ВиО) является следствием соударения частиц
обрабатывающей среды (ОС) с обрабатываемой поверхностью (ОП), образованием при этом множества следов обработки. Образование следов обработки носит случайный характер. По истечении определенного времени
в результате нанесения следов образуется новая поверхность и поверхностный слой, характеризующиеся соответствующими геометрическими и
физико-механическими параметрами [1, 3, 6].
Для составления математической модели процесса вибрационной обработки поверхности плоской детали частицами обрабатывающей среды введем следующие допущения относительно протекания процесса ВиО.
Следы обработки поверхности прямоугольной формы образуют множество случайных точек, равномерно распределенных по плоской детали.
Соударение частиц ОС с поверхностью детали происходит по нормали к поверхности.
Тогда протекание процесса ВиО поверхности плоской детали можно свести к модели этого процесса по фиксированному прямоугольнику,
обозначим его К.
В пределы прямоугольника К со сторонами а и b случайным образом бросается точка (X,Y), все положения которой в прямоугольнике К
равновероятны. Строится прямоугольник К' с вершиной (X,Y).
Найдем закон распределения случайной площади S прямоугольника
К' (рисунок 1) со сторонами X,Y плотность вероятности случайной величины S, ее математическое ожидание и дисперсию: g(S), M(S), D(S).
110
2a
b
1
1
1
ab D ( S )
a
b
dx
d
y
S S ab a b
1
ab
ab
b
x
G (S )
2a
S
b
S
b
dx
x
a
1
S
ab b x S ln x S ab a b ba S ln a S S ln b
b
S
ab b a S ln a S S ln
1
S
b
ab b a S ln a S S ln
ab
b
ab
1
ab
S S ln a S ln S S ln b S S ln a S ln S S ln b S S ln a b S ln S
ab
ab
ab
Рисунок 1
.
Итак, интегральная функция распределения вероятностей
Выберем за начало координат левый нижний угол прямоугольника,
а за оси координат – его нижнюю и левую стороны; тогда случайные величины X, Y независимы и S K' ' XY
Выделим на плоскости x, y область D1(S), в пределах которой xy < S
(рисунок 2).
G(S )
S S ln ab S ln S
ab
.
Найдем теперь плотность распределения случайной величины S по
определению: g(S)=G'(S).
Поэтому
g ( S ) G '( S )
1 ln(ab) ln S 1 ln(ab) ln S
ab
ab
.
Получим
g (S )
ln( ab ) ln S
,0 S ab.
ab
Вычислим математическое ожидание случайной величины S :
ab
M (S )
ab
1
1
Sg ( S )dS
S ln ab S ln S dS
ab 0
ab 0
ab
=
=
Рисунок 2
2
1 S2
S2
S2
1 ab
(ab)2
(ab)2
ln
ab
ln
S
ln ab
ln(ab)
ab 2
2
4 0
ab 2
2
4
ab
ab ab
ab
2 ln ab 2 ln( ab) 4 4 .
Следовательно, M ( S ) ab
4 .
Для нахождения дисперсии D(S) вычислим М(S2)
Область D1 (S ) зададим неравенствами
S
b x a
D1 (S ) :
S y b
b
.
ab
M (S 2 )
Функция распределения в этом случае равна площади
D1 ( S )
:
ab
3
3
3
2
2
2
2
= 1 ab ln ab ab ln ab ab ab ln ab (ab) ln(ab) (ab) (ab)
ab 3
111
ab
ab
1
1
1 S3
S3
S3
2
2
2
S
g
(
S
)
dS
S
ln
ab
S
ln
S
dS
ln
ab
ln
S
ab 0
ab 0
ab 3
3
9 0
3
9 3
112
3
9
9
2.19 ВЛИЯНИЕ ХАРАКТЕРИСТИКИ РАБОЧЕЙ СРЕДЫ
НА ФОРМИРОВАНИЕ ПАРАМЕТРОВ КАЧЕСТВА
ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ СЛОЖНОЙ
ФОРМЫ ПРИ ВИБРОУДАРНОЙ ОБРАБОТКЕ С ПРИМЕНЕНИЕМ
МНОГОМЕСТНОГО ПРИСПОСОБЛЕНИЯ
Итак,
2
M (S )
( ab )
ab ,
M (S 2 )
4
9 .
Тогда
2
D ( S ) M ( S 2 ) M (S )
(ab )2 ( ab) 2
7
(ab) 2
9
16
144
.
Обозначим площадь прямоугольника К.
Тогда
M (S )
7 2.
S1 ,
D( S )
S1
4
144
Отсюда получаем, что среднее значение площади случайного множества, S K XY одной четвертой части К
S1
M ( S ) 4
D(S ) 7 S 2
1
144
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Бабичев, А. П. Вычисление среднего значения и второго момента площади
обработанном детали в процессе виброобработки / А. П. Бабичев, Н. Т. Мишняков //
Вопросы виброционной технологии : Межвуз. сб. научных тр. – Ростов-н/Д, 2001.
2 Математическая модель формирования поверхности детали при вибрационной обработке / А. П. Бабичев [и др.] // Вопросы вибрационной технологии :
Межвуз. сб. научных тр. – Ростов-н/Д, 2009.
3 Бабичев, А. П. К расчету некоторых параметров вибрационной обработки
на основание теоретико-вероятностной технологии / А. П. Бабичев, Н. Т. Мишняков // Межвуз. сб. научных тр. – Ростов-н/Д, 1999.
4 Бабичев, А. П. Решение вопросов продолжительности виброобработки /
А. П. Бабичев, Н. Т. Мишняков // Отделочно-упрочняюшая механическая обработка, качество поверхности и эксплуатационные свойства деталей машин. –
Ростов-н/Д, 1978.
5 Бабичев, А. П. Теоретико-вероятностная схема процесса виброобработки
и ее применения к решению задач о продолжительности обработки. Интенсификация и контроль технологических параметров в сельскохозяйственном машиностроении / А. П. Бабичев, Н.Т. Мишняков. – Ростов-н/Д, 1977.
6 Севастьянов, Б. А. Курс теории вероятностей и математической статистики / Б. А. Севастьянов. – М. : Наука, 1982.
113
Бабичев А. П., Мотренко П. Д., Коваль Н. С.
Донской государственный технический университет,
г. Ростов-на-Дону, Россия
Повышение надежности и долговечности изделий авиационной техники, судостроения, энергосиловых установок на протяжении многих десятилетий и в настоящее время является важной народнохозяйственной задачей, над которой работают многие специалисты в нашей стране и за рубежом. Эта проблема стала особенно актуальной в связи с созданием новых
поколений вертолетов, самолетов, судов, двигателей и обострившейся конкуренцией на мировом рынке. В конструкции упомянутых типов изделий
входят группы высоконагруженных деталей, надежность и долговечность
которых в значительной мере определяет ресурс работы и надежность всего
изделия. Значительное количество такого рода деталей имеют сложную
форму, большие размеры, ограниченную жесткость и высокие требования к
параметрам качества поверхности и поверхностного слоя [5].
К настоящему времени в ряде работ [1, 2, 5] приводятся результаты
исследований различных технологических схем виброударной упрочняющей обработки внутренних и наружных поверхностей деталей рассматриваемого класса, с помощью различных устройств и приспособлений, однако их применение при упрочнении изделий длиной от 1500 до 15000 мм не
всегда является целесообразным с технико-экономической точки зрения.
Проведены экспериментальные исследования влияния характеристики рабочей среды (диаметра стальных полированных шаров) на качество поверхностного слоя длинномерной детали сложной формы – лонжерона лопасти рулевого винта вертолета. Обработка осуществлялась по
разработанным схемам [3], с применением многоместного приспособления (рисунок 1) на базе вибрационной установки УВГ-40. В решетчатых
отсеках приспособления фрагменты лонжерона располагались свободно
(без закрепления), процесс осуществлялся при следующих режимах:
А = 3,5 мм, f = 30 Гц, технологическая жидкость – 3 % водный раствор
кальцинированной соды.
На рисунке 2 приведены результаты исследований изменения микротвердости поверхностного слоя в зависимости от продолжительности
обработки и характеристики рабочей среды.
Увеличение H наблюдается постоянно и достигает максимальных
значений 530 – 570 МПа при обработке в течение 180 мин. Значения микротвердости поверхностного слоя образцов-свидетелей после обработки в
среде шаров диаметром 7 и 10 мм отличались в среднем на 10 – 50 МПа.
114
Снижение шероховатости поверхности (рисунок 3) наблюдается с
увеличением продолжительности процесса, при этом в интервале от 60 до
180 мин процесс протекает интенсивней.
а
Рисунок 3 – Изменение шероховатости поверхности образцов
в зависимости от продолжительности обработки и характеристики
рабочей среды
б
а: 1 – вал; 2 – диск; 3 – отсек решетчатый; 4 – стойка; 5 – рама; 6 – штанга;
7 – винт; 8 – гайка; 9 – башмак; 10 – прокладка; б – общий вид
На рисунке 4 приведены результаты исследования изменения остаточных напряжений сжатия образцов – свидетелей в зависимости от продолжительности процесса обработки и характеристики рабочей среды.
Рисунок 1 – Конструкция опытного приспособления
1 – d = 7 мм; 2 – d = 10 мм
Рисунок 4 – Изменение сжимающих остаточных напряжений
образцов-свидетелей в зависимости от продолжительности
обработки и характеристики рабочей среды
Рисунок 2 – Изменение микротвердости образцов в зависимости
от продолжительности обработки и характеристики рабочей среды
115
После обработки образцов – свидетелей в среде шаров диаметром
7 мм в интервале времени от 30 до 180 мин наблюдается увеличение оста116
точных напряжений сжатия. Использование шаров большего диаметра
обеспечивает значение σ = 23 МПа при обработке в течение 180 мин.
Анализируя результаты проведенных исследований можно сделать
следующие выводы:
1 Разработанные технологические схемы с использованием многоместных приспособлений могут применяться для обработки широкой номенклатуры изделий: лонжероны винтов вертолетов МИ-28, МИ-8, детали шасси
самолетов и вертолетов, коленчатые и распределительные валы, и др.
2 Конструкция приспособления технологична, обладает достаточной прочностью, при этом имеет минимально возможную массу, что обеспечивает, высокую эффективность ее использования.
3 При обработке лонжерона лопасти рулевого винта вертолета является целесообразным использование шаров диаметром 7 мм, ввиду возможности обеспечения качества поверхности, согласно техническим требованиям, обработки кромок, галтелей, отверстий малых размеров и других конструктивных элементов. Отмечается так же, что круговая подача
приспособления (проворачивание) при данном параметре рабочей среды
оптимальна и обеспечивает высокую производительность процесса.
мере лонжерона рулевого винта вертолета. Представлены результаты экспериментальных исследований влияния режимов виброударной упрочняющей обработки, осуществляемой по разработанным схемам [3], на параметры качества поверхности.
Влияние режимов виброударной упрочняющей обработки на формирование показателей качества поверхности и эксплуатационные свойства описано в работах многих авторов [1, 2, 4]. Однако исследования в области обработки длинномерных деталей сложной формы в приспособлениях весьма ограничены.
Экспериментальные исследования проводились для технологической схемы (рисунок 1), при которой детали 3 (фрагменты лонжерона) с
закрепленными на них образцами – свидетелями фиксировались в решетчатых отсеках 4 приспособления 2. В качестве рабочей среды использовались полированные закаленные шары из стали ШХ-15.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Бабичев, А. П. Основы вибрационной технологии / А. П. Бабичев, И. А.
Бабичев. – Ростов-н/Д : ДГТУ, 1999. – 620 с.
2 Бабичев, А. П. Применение вибрационных технологий для повышения
качества и эксплуатационных свойств деталей / А. П. Бабичев, П. Д. Мотренко. –
Ростов-н/Д : ДГТУ, 2005. – 215 с.
3 Коваль, Н. С. Разработка и исследование технологической системы «адресной» виброударной обработки деталей сложной формы (на примере использования вибрационных станков с прямоугольной формой рабочей камеры) : дис. …
магистра / Н. С. Коваль. – Ростов н/Д, 2010. – 142 с.
4 Копылов, Ю. Р. Виброударное упрочнение / Ю. Р. Копылов. – Воронеж :
Ин-т МВД России, 1999. – 386 с.
5 Мотренко, П. Д. . Технологическое обеспечение качества крупногабаритных и длинномерных деталей сложной формы при виброударной обработке : дис.
… д.т.н. / П. Д. Мотренко. – Орел : ОГТУ, 2008. – 206 с.
2.20 ВЛИЯНИЕ РЕЖИМОВ ВИБРОУДАРНОЙ ОБРАБОТКИ
НА ПАРАМЕТРЫ КАЧЕСТВА ПОВЕРХНОСТИ ДЕТАЛЕЙ
СЛОЖНОЙ ФОРМЫ, УСТАНОВЛЕННЫХ В ПРИСПОСОБЛЕНИЕ
Бабичев А. П., Мотренко П. Д., Коваль Н. С.
Донской государственный технический университет
г. Ростов-на-Дону, Россия
Рассмотрены вопросы, связанные с обеспечением качества и эксплуатационных свойств длинномерных деталей сложной формы на при117
1 – рабочая камера; 2 – приспособление; 3 – обрабатываемая деталь;
4 – отсек решетчатый; 5 – вибратор; 6 – пружина спиральная; 7– тормозной
башмак; 8 – барабан приводной
Рисунок 1 – Технологическая схема виброударной упрочняющей
обработки длинномерных деталей
На рисунке 2 приведены результаты исследований, характеризующие изменение величины шероховатости поверхности образцов в зависимости от амплитуды колебаний.
Анализ полученных результатов показывает, что с увеличением амплитуды колебаний (рисунок 2) наблюдается снижение шероховатости
поверхности при продолжительности процесса 30, 60, 180 мин. Обработка
при амплитуде колебаний равной А = 2,5 мм в течение 180 мин приводила
118
к максимальному снижению исследуемого параметра до 1,39 мкм при исходном значении 1,75 мкм.
Рисунок 3 – Изменение микротвердости поверхностного слоя
образцов – свидетелей в зависимости от амплитуды колебаний
Рисунок 2 – Изменение шероховатости поверхности
образцов-свидетелей в зависимости от амплитуды колебаний
Наибольшее снижение микронеровностей наблюдается у образцов,
обработанных при амплитуде равной А = 3,5 мм, что объясняется более
высокой скоростью проворачивания приспособления и циркуляции рабочей среды. Увеличение режима обработки приводит к повышению интенсивности транспортирования рабочей среды через внутреннюю полость
фрагмента лонжерона и возрастанию сил соударения рабочей среды с поверхностями лонжерона. Таким образом, происходит более интенсивное
сглаживание микронеровностей.
На рисунке 3 приведена зависимость, характеризующая изменение
микротвердости поверхностного слоя в зависимости от амплитуды колебаний. Значительное увеличение H отмечается при обработке в интервале 60 – 180 мин, причем значения исследуемого параметра выше у образцов, обработанных при амплитуде колебаний А = 2,5 мм (рисунок 3).
Виброударная упрочняющая обработка образцов–свидетелей при
различных амплитудах колебаний обеспечивает постоянное возрастание
остаточных напряжений сжатия с увеличением продолжительности процесса. Из графика, приведенного на рисунке 4, видно, что для формирования остаточных напряжений целесообразно производить обработку при
амплитуде равной А = 3,5 мм, обеспечивающей формирование остаточных
напряжений величиной 13 – 18 кгс/мм2. Значение исследуемой величины
при амплитуде равной А = 2,5 мм в среднем на 8 – 11 кгс/мм2 ниже. Это
объясняется тем, что увеличение режима обработки приводит к возрастанию энергетических характеристик взаимодействия рабочей среды и обрабатываемой поверхности.
Таким образом, наиболее интенсивное формирование исследуемых
параметров (Hμ, Ra, σ) при виброударной обработке, осуществляемой по
рассматриваемой схеме [3], наблюдается при амплитуде колебаний равной
А = 3,5 мм, что объясняется более высоким значением сил соударения рабочей среды и обрабатываемой поверхности. Обработка на данном режиме характеризуется высокой интенсивностью транспортирования рабочей
среды через внутреннюю полость фрагмента лонжерона и оптимальной
скоростью взаимодействия рабочей среды с поверхностью лонжерона.
119
120
Рисунок 4 – Изменение остаточных напряжений сжатия
Образцов – свидетелей в зависимости от амплитуды колебаний
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Бабичев, А. П. Основы вибрационной технологии / А. П. Бабичев, И. А.
Бабичев. – Ростов-н/Д : ДГТУ, 1999. – 620 с.
2 Бабичев, А. П. Применение вибрационных технологий для повышения
качества и эксплуатационных свойств деталей / А. П. Бабичев, П. Д. Мотренко. – Ростов-н/Д : ДГТУ, 2005. – 215 с.
3 Коваль, Н. С. Разработка и исследование технологической системы «адресной» виброударной обработки деталей сложной формы (на примере использования вибрационных станков с прямоугольной формой рабочей камеры) : дис. …
магистра / Н. С. Коваль. – Ростов н/Д, 2010. – 142 с.
4 Копылов, Ю. Р. Виброударное упрочнение / Ю. Р. Копылов. – Воронеж :
Ин-т МВД России, 1999. – 386 с.
2.21 ТЕОРЕТИКО-ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ
ПУТЕЙ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ПРОЦЕССА
ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Бутенко В. И., Гусакова Л. В.
Йод малоактивен при низких температурах, при повышении температур распадается на активные радикалы, химически взаимодействующие с
металлами с образованием соответствующих йодидов. Исследуя механизм
действия йода при трении, было отмечено, что химические пленки, образованные в результате реакции паров йода и металла имеют коэффициент
трения в четыре раза более низкий, чем чистые поверхности металла.
Таким образом, вследствие образования граничных пленок уменьшается схватывание, механическое и диффузионное взаимодействие зерен
шлифовального круга и обрабатываемого материала. Исходя из вышесказанного, можно сделать вывод, что в процессе шлифования образующиеся
йодидные соединения влияют на изменение силы трения путем уменьшения коэффициента трения в связи с их способностью создавать устойчивые смазочные пленки в зоне обработки как на рабочих поверхностях абразивных зерен, так и на связке и обрабатываемой поверхности.
В связи с тем, что трение обусловлено как адгезией, так и шероховатостью поверхности было получено следующее выражение для коэффициента
трения на поверхности металла с учетом образования йодидных пленок
а
Таганрогский технический институт Южно-Федерального университета,
Таганрог, Россия
Научно-технический прогресс в современном машиностроении неразрывно связан с развитием и совершенствованием процессов абразивной
обработки, в значительной степени определяющих трудоемкость изготовления и качество готовой продукции. Постоянное повышение требований
к качеству обработки деталей машин, снижение общих припусков на обработку, тенденция к использованию труднообрабатываемых легированных сталей и жаропрочных сплавов, обеспечивают процессам абразивной
обработки деталей важную роль. Дальнейшее совершенствование процессов шлифования и доводки абразивным инструментом во многом определяется развитием теории этих процессов, на базе которой эффективно
осуществляется поиск новых внутренних резервов повышения производительности и качества обработки.
В работах Шумячера В. М., Худобина А. В., Кисилева Е. С., Кремня
А. Н., Резникова В. К., Якимова П. И. и др. показано, что эффективность процесса шлифования поверхностей деталей машин существенно зависит от контактных явлений в зоне резания и, прежде всего, от коэффициента трения
между абразивными зернами и обрабатываемым материалом [1,2]. Особую
значимость в снижении коэффициента трения между абразивным зерном и
обрабатываемым материалом имеет использование йода и его соединений [3].
Исследователями установлено, что йодиды металлов активно взаимодействуют с обрабатываемыми материалами и способны генерировать
протекание химических реакций.
121
0,427 L П HB
tg
(1)
,
где Lρ – скрытая теплота плавления 1 см3 металла; П – температура
плавления обрабатываемого материала; – температура металла в условиях опыта; – средний угол, составляемый фактической площадью
контакта с направлением силы трения; НВ – твердость, МПа; μа – адгезионная составляющая.
Для определения толщины срезаемого слоя, приходящегося на исследуемый сектор круга, введена величина v z , характеризующая скорость изменения толщины срезаемого слоя
vZ ( )
4vDK
4t
2v
A sin
DK S ПОП
v
,
к
(2)
где – угол поворота шлифовального круга; А – амплитуда колебаний шлифовального круга; v – частота колебаний шлифовального круга;
SПОП – скорость подачи детали; t – глубина резания; DК – диаметр круга
шлифовального круга.
Величина срезаемого слоя сектором круга LZсект может быть найдена интегрированием величины vZ на заданном интервале [, + 1сект]; [
+ 1сект , 1сект + 2сект]; [1сект + 2сект; 2сект + 3сект].
сект
LZсект ( )
vZ d
(3)
.
122
Для повышения эффективности способов шлифования деталей из
жаропрочных материалов, включая уменьшение числа прижогов NП и шероховатости получаемой поверхности Ra при одновременном увеличении
съема металла, была разработана специальная конструкция шлифовального круга (рисунок 1).
1 – крупнозернистый участок; 2 – мелкозернистый участок;
3 – участок абразива меньшей твердости
Рисунок 1 – Схема шлифовального круга переменной зернистости
В предлагаемом шлифовальном инструменте длина участка абразива
меньшей твердости по наружной дуге шлифовального круга в два раза меньше
длин участков крупнозернистого и мелкозернистого абразива. Длины крупнозернистого и мелкозернистого участка шлифовального круга – одинаковы и
каждый из них больше, чем длина участка абразива меньшей твердости.
Шлифовальный инструмент содержит крупнозернистые участки
абразива и расположенные за ними участки мелкозернистые, которые попарно разделены участками абразива с меньшей твердостью. Участок мелкозернистого абразива состоит из микрошлифпорошков, участок крупнозернистого абразива – из шлифзерна, участок абразива наименьшей твердости состоит из шлифопорошка. Твердость абразива шлифовального круга принимается в зависимости от твердости обрабатываемого материала.
На данную разработанную конструкцию шлифовального круга получен
патент РФ № 2395381.
Для снижения контактной температуры в зоне, основного источника появления прижогов и интенсивного засаливания абразивного круга
предлагается использовать массу для изготовления абразивного инструмента, включающую абразив, эпоксидную смолу, полиэтиленнолиамин,
органический модификатор и высокопрочный ферритный чугун, дополнительно добавить дийодид хрома 0,5 – 1 % от общей массы используя, например, импрегнирование. На предложенную массу для изготовления абразивного инструмента получен патент РФ 2392109.
Существующие методики выбора инструмента и назначения режимов
обработки при круглом шлифовании практически никак не учитывают соот123
ношение между диаметром круга DК и диаметром обрабатываемой детали dД.
Однако статистический анализ результатов экспериментальных исследований
дает основание утверждать о необходимости определения поправочных коэффициентов на продольную подачу К ДS и встречную скорость вращения обрабатываемой детали К VД при круглом шлифовании, что особенно важно при
выборе размеров шлифовального круга разной зернистости. В соответствии с
зависимостью (2) от диаметра круга разной зернистости DК зависит толщина
срезаемого слоя, а, следовательно, и производительность обработки. Установлено, что наилучшие результаты по качеству поверхностного слоя деталей
достигаются при отношении DК/dД = 10.
Разработан алгоритм для определения поправочных коэффициентов
S
К Д и К VД , представленный на рисунке 2.
Были проведены экспериментальные исследования по определению
оптимальных конструкций и составов шлифовальных кругов при обработке сталей и сплавов. Результаты исследований представлены в таблице 1 и
позволяют сделать вывод о том, что предложенная модель шлифовального
круга, состоящая из 12 секторов, является наиболее эффективной.
Таблица 1 – Значения показателей эффективности разнозернистых
кругов в зависимости от количества секторов
Обрабатываемый материал
Сталь
20ХН2МА
Сталь
12Х2Н4А
Сплав
ХН62МВКЮ
Сплав
ХН77ТЮР
Кол-во секторов
в абразивном
круге
стандартный круг
6
9
12
15
стандартный круг
6
9
12
15
стандартный круг
6
9
12
15
стандартный круг
6
9
12
15
Y, г/г
4,95
5,12
5,85
6,10
5,73
4,76
4,95
5,29
5,65
5,05
4,08
4,26
4,58
4,75
4,50
4,05
4,22
4,49
4,65
4,37
124
Показатели эффективности
Ra,
σост,
NП, ΔNП,
мкм
МПа
шт.
%
2,12
350
11
40
2,02
340
9
20
1,87
310
8
18
1,63
280
7
10
1,61
280
6
15
2,19
360
13
42
2,05
340
10
20
1,90
320
8
18
1,64
300
7
12
1,65
300
6
17
2,16
490
15
50
2,03
450
12
38
1,87
400
10
25
1,75
380
9
20
1,72
380
8
22
2,24
510
15
55
2,12
470
13
49
1,93
420
10
30
1,77
400
9
25
1,80
390
8
25
суммарной площади прижогов и их разбросу при шлифовании партии деталей из 5 штук наружного диаметра 40 мм, и длиной 360 мм на одних и
тех же режимах (рисунки 3 – 4).
1 – стали 20ХН2МА; 2 – стали 12Х2Н4А; 3 – сплава ХН62МВКЮ;
4 – сплава ХН77ТЮР
Рисунок 3 – Гистограммы среднего числа прижогов N П
на обработанных поверхностях деталей
Рисунок 2 – Алгоритм назначения поправочных коэффициентов
S
на продольную подачу К Д и встречную скорость вращения
V
обрабатываемой детали К Д при круглом шлифовании
Оценка эффективности исследования шлифовальных кругов осуществлялась по среднему числу прижогов на обработанных поверхностях,
125
1 – стали 12Х2Н4А; 2 – стали 20ХН2МА; 3 – сплава ХН77ТЮР;
4 – сплава ХН62МВКЮ
Рисунок 4 – Гистограммы разброса числа прижогов NП
на обработанных поверхностях деталей
126
Проведены сравнительные исследования изменения состояния поверхностного слоя деталей из хромоникелевых сталей и сплавов в зависимости от соотношения DК /dД при их шлифовании с применением режимов
резания, указанных в справочнике и режимов, учитывающих поправочные
коэффициенты К ДS и К VД (таблица 2).
Таблица 2 – Результаты сравнительных исследований состояния
поверхностного слоя детали после шлифования
Обрабатываемый материал
Тех. остаточн. напряжения
σост, МПа
Толщина
упрочненного
слоя
ΔН, мм
Шероховатость
поверхности
детали Ra, мкм
Число
прижогов
NП, шт.
Площадь
прижогов
ΔNП,
%
Справочный режим шлифования
Сталь:
20ХН2МА
12Х2Н4А
Сплав:
ХН77ТЮР
ХН62МВКЮ
330–400
330–390
0,36–0,50
0,38–0,48
1,74–2,25
1,80–2,32
8–12
8–14
35–45
35–50
480–560
500–650
0,40–0,56
0,45–0,65
1,72–1,96
1,60–1,85
10–16
12–20
45–55
50–60
2 Кисилев, Е. С. Интенсификация процессов механической обработки использованием энергии ультразвукового поля / Е. С. Киселев. – Ульяновск : УлГТУ,
2003. – 186 с.
3 Латышев, В. Н. Применение йода как компонента СОТС при резании металлов / В. Н. Латышев, А. Г. Наумов, В. С. Раднюк // Металлообработка, 2008. –
№ 3 (45). – С. 9 – 14.
2.22 СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССОВ АБРАЗИВНОЙ
ОБРАБОТКИ КВАРЦЕВЫХ ЭЛЕМЕНТОВ
Торшин Д. Д, Илларионова Е. Д.
Волжский институт строительства и технологий (филиал) ВолгГАСУ,
г. Волжский, Россия
1 Шумячер, В. М. Физико-химические процессы при финишной абразивной
обработке : монография / В. М. Шумячер. – Волгоград : ВолгГАСУ, 2004. – 161 с.
Одним из резервов развития современной промышленности является широкое применение электронных приборов на основе пьезоэлементов.
В связи с этим представляет интерес совершенствование технологического процесса механической обработки кварцевых кристаллических элементов (ККЭ), а также изучения процессов их диспергирования и разрушения.
Нами был исследован и описан механизм распиловки кварца, установлены режимы обработки, минимизирующие появление дефектов
структуры, изучены контактные явления, протекающие в зоне обработки и
абразивного инструмента.
В ходе работы были изучены методы и критерии оценки величины
и характера нарушений поверхностного слоя кварцевых элементов. Проведен комплекс исследований с применением различных методов для
оценки интегральных характеристик нарушенного слоя.
Установлено, что нарушенный слой состоит из трех основных зон:
- рельефной, определяющейся видом обработки (размером абразивного зерна и усилиями при обработке) и хрупкими свойствами исходного
материала;
- трещиноватой, которая определяется хрупкими свойствами материала и динамическими характеристиками процессов обработки (вибрация
и т.п.);
- зоны микронапряжений, где без нарушений моно кристалличности
за счет объемных неоднородных быстро меняющихся напряжений возникает дробление блоков мозаики.
Установлено, что при взаимодействии СОЖ с продуктами диспергирования, образуется коллоидная система. Она может быть представлена
как вязкое тело, которое состоит из частичек кварца, находящееся в дисперсионной среде, которая является в большинстве случаев углеводородной средой.
Проведены исследования физико-химических свойств различных
смазочно-охлаждающих жидкостей: поверхностного натяжения, краевого
127
128
Режим шлифования, учитывающий
Сталь:
20ХН2МА
12Х2Н4А
Сплав:
ХН77ТЮР
ХН62МВКЮ
К ДS
и
К VД
320–350
320–360
0,35–0,42
0,34–0,40
1,72–1,85
1,68–1,82
3–5
3–5
10–15
10–15
450–500
480–520
0,38–0,48
0,42–0,47
1,65–1,74
1,60–1,70
4–7
4–9
15–20
15–20
Анализ представленных исследований позволяет сделать вывод о
существенном улучшении состояния поверхностного слоя деталей по показателям σост, ΔН в случае назначения режимов шлифования с учетом
поправочных коэффициентов К ДS и К VД . Последнее приводит к снижению
числа прижогов NП на площади обработанной поверхности 103 мм2 почти в
2,5 раза и уменьшению более чем в 3 раза суммарной площади прижога.
При этом отмечается существенное уменьшение разброса показателей
качества поверхностного слоя деталей и числа прижогов на них в зависимости от отношения DК/dД.
Представленные результаты теоретико-экспериментальных исследований путей повышения качества поверхностного слоя деталей показали, что разработанные конструкция и состав абразивной массы могут быть
рекомендованы для различных машиностроительных производств при
относительно невысоких затратах на внедрение.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
угла смачивания, коэффициента растекания, работы адгезии и когезии,
агрегативной устойчивости частиц шлама в СОЖ.
Установлено, что на операциях распиловки заготовок ККЭ оптимальной к применению является синтетическая водная пожаро- и взробезопасная СОЖ состава: «Синхо-6» - 15%, вода – 85%. При этом получение
заданного качества изделия достигается в том случае, если минимизируется значение предельного напряжения и максимальной пластической вязкости, систем из СОЖ и продуктов диспергирования в зоне резания.
В ходе исследования было проведено моделирование дисперсионных сред суспензий для доводки ККЭ путем вариаций коллоиднохимических и сопутствующих свойств, а также их технологической эффективности.
Смоделированные составы абразивных суспензий, в которые были
введены стабилизаторы структурно-механических свойств, для получения
изделий с заданными свойствами, были рекомендованы на производство.
Анализ работы показывает, что моделирование системы применения СОЖ является одним из резервов повышения эффективности процесса абразивной обработки при изготовлении ККЭ. Использование оптимально подобранных СОЖ может значительно повысить производительность механообработки и улучшить качество обрабатываемых
ККЭ. Интерес вызывает задача автоматизированного проектирования
(подбора) состава СОЖ, т. е., имея СОЖ с определенными характеристиками, строится оптимальная система обогащения стабилизаторами
структурно-механических свойств, позволяющих получать изделия с заданными свойствами.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1 Торшин, Д. Д. О методике технологических испытаний смазочноохлаждающей жидкости для абразивной обработки кварцевых кристаллических
элементов / Д. Д. Торшин // Борник докладов V межвузовской научнопрактической конференции ; Волжский, 1999; В 3 ч. Ч 3. – Волгоград : Изд-во ВолГУ, 2000. – С. 118 – 119.
2 Торшин, Д. Д. Моделирование процесса распиловки кварца алмазным
инструментом / Д. Д. Торшин, В. М. Шумячер // Информационные технологии в
инновационных проектах : труды Международной научно-технической конференции. – Ижевск : Изд-во Механического завода, 2000. – С. 92 – 93.
3 Торшин, Д. Д. Математическая и феноменологическая модель процесса
распиловки кварца алмазным инструментом / Д. Д Торшин, В. М. Шумячер // Процессы абразивной обработки, абразивные инструменты и материалы : сборник
трудов международной научно-технической конференции ; Волжский, 2001. –
Волгоград : ВолгГАСА. – С. 280 – 281.
129
2.23 ВЛИЯНИЕ ТЕПЛООБМЕНА С ОХЛАЖДАЮЩЕЙ СРЕДОЙ
НА ТЕМПЕРАТУРУ ШЛИФОВАНИЯ
Лищенко Н. В., Ларшин В. П.
Одесский национальный политехнический университет, г. Одесса, Украина
Температурный фактор является одним из важнейших при оптимизации процессов лезвийной и алмазно-абразивной обработки. Задача определения температурного поля при механической обработке резанием, и
в частности при шлифовании, рассмотрена в большом количестве работ,
однако, до сего времени остается ряд нерешенных вопросов, к числу которых относится влияние охлаждающего воздействия среды, например
СОЖ, на формирование температурного поля подвижного полосового источника и физико-механическое состояние поверхностного слоя. В данной
работе предлагается новый подход к определению температуры шлифования на поверхности и по глубине поверхностного слоя. Для усиления
общности подхода (т.е. для охвата любых условий и материалов) все приводимые ниже зависимости представлены в безразмерном виде.
Температурное поле на этапе нагрева описывается математической
зависимостью, представляющей собой решение одномерного дифференциального уравнения теплопроводности. Особенностью подхода является
условие пропорциональности безразмерного времени действия реального
теплового источника на этапе нагрева безразмерной его полуширине, поскольку обе эти величины (при стационарном температурном поле) связаны. Это позволяет при использовании решения одномерного дифференциального уравнения теплопроводности (не содержит пространственных
параметров теплового источника в направлении его равномерного движения по координате Z со скоростью V ) иметь виртуальную координату
Z , которая пропорциональна безразмерному времени. Это время при
равномерном движении источника пропорционально реальной координате
Z . Зависимость для определения безразмерной температуры на этапе нагрева с учетом принятых обозначений имеет вид
X
( X , H ) 2 H ierfc
2 H
(1)
1
X 2
X
X
,
2 H
exp
erfc
2 H 2 H
2 H
где H – безразмерная пространственная координата, аналогичная
координате Z в двумерном дифференциальном уравнении теплопроводности (характеризует переменную безразмерную полуширину источника
V h V 2
на этапе нагрева), H
, причем 0 H H НАГР ; 0 НАГР –
2a
4a
130
размерное время нагрева, с; H НАГР – максимальное значение H , которое
точно равно безразмерной полуширине H источника в двумерной задаче,
V 2 НАГР
H НАГР
; НАГР – размерное время нагрева на этапе нагрева, с;
4a
V – скорость перемещения реального источника тепла, м/с; h – полуширина реального полосового источника тепла, м; X – безразмерная коорV x
дината, X
; x – размерная координата, м; a – коэффициент тем2a
пературопроводности, м2/с.
Для получения размерной температуры на этапах нагрева и охлаждения необходимо выражения (1) и (2) умножить на общепринятый в теплофизике механической обработки коэффициент
K
2q a
,
V
где q – интенсивность теплового потока, Вт/м2; – коэффициент
теплопроводности, Вт/(м ∙ 0С).
Установлено, что для определения температуры шлифования
ОХЛ ( X , H НАГР , Н ОХЛ ) на этапе охлаждения (с начальными условиями,
полученными на этапе нагрева) можно использовать следующее уравнение (получено преобразованием соответствующей зависимости Г. Карслоу
и Д. Егера)
ОХЛ(X, ННАГР, НОХЛ)
V H MAX
2a Н ОХЛ
V
2a
X X
[ exp
2 Н ОХЛ
0
2
X X
exp
2 Н ОХЛ
2
A
2
X X 2aA
2aA
2aA
exp
Н ОХЛ
( X X ) erfc
Н ОХЛ
2 Н
V
V
V
ОХЛ
X2
exp
)
4 ( H ОХЛ H ОХЛ
a A [
2a
0
)
( H ОХЛ H ОХЛ
V
H ОХЛ
f ( X ) dX
]
(2)
2aA 2
2aA
2aA
)
A exp
( H ОХЛ H ОХЛ
X erfc (
V
V
V
H ОХЛ H ОХЛ
X
2 H ОХЛ H ОХЛ
.
)] dH ОХЛ
Рисунок 1 – Изменение безразмерной температуры шлифования
Ө в зависимости от отношения безразмерной координаты Z′
к безразмерной полуширине источника HНАГР на этапах нагрева
(0 < Z′/ HНАГР <1) и охлаждения (1 < Z′/HНАГР) на поверхности (X=0)
и на различном расстоянии от поверхности: X=1, X=2 и X=3
.
Причем,
f ( X ) ierfc
X
2 H НАГР
,
где A – приведенный коэффициент теплообмена, A ; – коa
эффициент теплообмена, Вт/(м2 ∙ ºС); H ОХЛ
2
V ОХЛ
– безразмерная вир4а
туальная координата Z , пропорциональная реальному времени охлаждения ОХЛ , которое отсчитывается от момента окончания этапа нагрева,
0 H ОХЛ .
131
Совокупность уравнений (1) и (2) описывает форму температурного
импульса при шлифовании на этапах нагрева и охлаждения обрабатываемой поверхности, соответственно. Исследование уравнения (2) проводили
в среде MathCAD при следующих исходных данных, характеризующих
процесс шлифования: a = 8∙10-6 м2/с; = 10 000 Вт/(м2∙ºС), V 2 м/мин
(эти переменные используются в определенных сочетаниях). Безразмерную координату H ОХЛ на соответствующем этапе охлаждения меняли в
интервале, который в 6 раз превышал величину H НАГР , т. е. 0 Н ОХЛ
6 Н НАГР (рисунок 1).
Видно, что при X = 2 и X = 3 температура шлифования продолжает
увеличиваться даже на этапе охлаждения без теплообмена (пунктирные
132
линии), достигает максимального значения (2,4 и 1,7), а затем уменьшается. При наличии теплообмена (сплошные линии) температура глубинных
слоев при X = 1, X = 2 и X = 3 становится больше температуры поверхностного слоя (X = 0).
Разработанные теоретические зависимости (1) и (2) можно использовать в качестве математического обеспечения систем компьютерной
диагностики технологических процессов и адаптивного управления станками с ЧПУ по температурному критерию с целью оптимизации процессов лезвийной и алмазно-абразивной обработки.
СОДЕРЖАНИЕ
СЕКЦИЯ 1 МАТЕРИАЛЫ И ИНСТРУМЕНТЫ……………………………
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.10
133
5
АНАЛИЗ ПРОИЗВОДСТВЕННЫХ СОСТАВОВ АБРАЗИВНЫХ
МАСС ПО СОДЕРЖАНИЮ КЕРАМИЧЕСКИХ СВЯЗУЮЩИХ
Багайсков Ю. С. ………………………………………………………
5
ВЫБОР АБРАЗИВНЫХ ЗЕРЕН В ИНСТРУМЕНТ ДЛЯ ОБДИРОЧНОГО ШЛИФОВАНИЯ ПО ИХ ФИЗИКО-МЕХАНИЧЕСКИМ
ПОКАЗАТЕЛЯМ
Еремеев П. Д., Шумячер В. М. ………………………………………………
8
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ОБЪЕМНОГО СОДЕРЖАНИЯ
ПОРООБРАЗУЮЩЕГО НАПОЛНИТЕЛЯ БМК 5 (ЗЕРНИСТОСТЬ
№ 40), НА ШЛИФОВАЛЬНЫЕ ХАРАКТЕРИСТИКИ АБРАЗИВНОГО ИНСТРУМЕНТА 24А25
Дуличенко И. В., Орлова Т. Н. ………………………………………………
10
ШЛАКИ АЛЮМОТЕРМИЧЕСКОГО ПРОИЗВОДСТВА НИОБИЯ
КАК НОВЫЙ АБРАЗИВНЫЙ МАТЕРИАЛ В ПРОИЗВОДСТВЕ
АБРАЗИВНЫХ ИНСТРУМЕНТОВ
Дуличенко И. В., Орлова Т. Н., Шумячер В. М.…………………………
13
МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ПРОЦЕССА ВИБРАЦИОННОЙ СЕПАРАЦИИ АБРАЗИВНОГО ЗЕРНА ПО РАЗМЕРУ
ЧАСТИЦ
Байдакова Н. В., Назаренко В. А……………………………………………
17
ОЦЕНКА КАЧЕСТВА ШЛИФОВАЛЬНЫХ КРУГОВ ПО ЭКСПЛУАТАЦИОННЫМ ПОКАЗАТЕЛЯМ
Торшин Д. Д., Чмак О. В. ……………………………………………………
21
МЕТОДИКА ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ
Дуличенко И. В., Кудрявцева Н. Н., Орлова Т. Н. ………………………
23
ОЦЕНКА ЭФФЕКТИВНОСТИ ПРОМЫШЛЕННОГО ПРИМЕНЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ИЗ ХРОМОТИТАНИСТЫХ
ЭЛЕКТРОКОРУНДОВ
Башкирцева И. В., Пушкарев И. О., Торшин Д. Д. ………………………
26
ПОЛУЧЕНИЕ НОМЕРНОГО ШЛИФЗЕРНА КАРБИДА КРЕМНИЯ
ЗЕЛЕНОГО С ВЫСОКИМ СОДЕРЖАНИЕМ ОСНОВНОЙ ФРАКЦИИ В КОРОННОМ БАРАБАННОМ КЛАССИФИКАТОРЕ
Петухов И. М. …………………………………………………………………
29
РАЗРАБОТКА КОЛИЧЕСТВЕННОЙ МЕРЫ ОЦЕНКИ ФОРМЫ
ЧАСТИЦ ШЛИФОВАЛЬНЫХ МАТЕРИАЛОВ
Назаренко В. А. , Субботина Т. П. …………………………………………
32
134
1.11
1.12
1.13
1.14
1.15
1.16
СЕКЦИЯ 2 ПРОЦЕССЫ АБРАЗИВНОЙ ОБРАБОТКИ………………...
ПОВЫШЕНИЕ РЕЖУЩИХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА ДЛЯ ШЛИФОВАНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ
Орлова Т. Н., Дуличенко И. В., Орлов И. Ю………………………………
39
2.1
ФИЗИКО-ХИМИЧЕСКИЕ ИССЛЕДОВАНИЯ КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ, В ТОМ ЧИСЛЕ НА ПОЛИМЕРНОЙ МАТРИЦЕ
Трофимова Т. В., Надеева И. В.……………………………………………
42
2.2
ОЦЕНКА УРОВНЯ КАЧЕСТВА ОТЕЧЕСТВЕННЫХ АБРАЗИВНЫХ
МАТЕРИАЛОВ В СРАВНЕНИИ С ЗАРУБЕЖНЫМИ АНАЛОГАМИ
ПО ФИЗИКО-МЕХАНИЧЕСКИМ ХАРАКТЕРИСТИКАМ
Пушкарев О. И., Никуйко Л. А., Галичкина Л. В. ………………………
ТЕХНОЛОГИЧЕСКИЕ ПРИНЦИПЫ ПЕРЕРАБОТКИ ТЕХНОГЕННЫХ ОТХОДОВ С ЦЕЛЬЮ ПОЛУЧЕНИЯ АБРАЗИВНЫХ
МАТЕРИАЛОВ
Шумячер В.М., Орлова Т. Н., Славин А. В. ………………………………
ЭФФЕКТИВНОЕ ПРИМЕНЕНИЕ ОТХОДОВ АБРАЗИВНОГО
ПРОИЗВОДСТВА ПРИ ИЗГОТОВЛЕНИИ ШЛИФОВАЛЬНЫХ
КРУГОВ
Пушкарев О. И., Данилова Е. С., Суханова Т. Г. ………………………
МОНИТОРНИГ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ АБРАЗИВНЫХ МАТЕРИАЛОВ, ПОЛУЧЕНЫХ ПУТЕМ ПЕРЕРАБОТКИ ТЕХНОГЕННЫХ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА
Шумячер В. М., Пушкарев О. И., Славин А. В. …………………………
2.3
44
2.4
46
2.5
48
2.6
1.18
1.19
ПОВЫШЕНИЕ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНЫХ
КРУГОВ ИЗ КАРБИДА КРЕМНИЯ ПРИ ОБРАБОТКЕ ТИТАНОВЫХ
СПЛАВОВ ПУТЕМ ПРИМЕНЕНИЯ ХИМИЧЕСКИ АКТИВНЫХ
НАПОЛНИТЕЛЕЙ
Пушкарев О. И., Суханова Т. Г. ……………………………………………
ФИЗИКО-МЕХАНИЧЕСКИЕ И АБРАЗИВНЫЕ СВОЙСТВА КОМПОЗИТОВ НА ОСНОВЕ БОРИДОВ ХРОМА И ИХ ПРИМЕНЕНИЕ В
КАЧЕСТВЕ РЕЖУЩЕГО ИНСТРУМЕНТА
Надеева И.В. ……………………………………………………………………
СУЩНОСТЬ ПРОЦЕССА ХОНИНГОВАНИЯ И ПРИМЕНЕНИЕ
ГРАНУЛИРОВАННОГО АБРАЗИВНОГО ИНСТРУМЕНТА
Гузев В. В., Шумячер В. М. …………………………………………………
51
2.8
2.9
52
2.10
57
2.11
135
62
67
69
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОЦЕССОВ ШЛИФОВАНИЯ НЕРЖАВЕЮЩЕЙ СТАЛИ
Башкирцева И. В., Кулик О. Г., Торшин Д. Д. ……………………………
71
ВЛИЯНИЕ РЕЖИМОВ УЛЬТРАЗВУКОВОЙ АБРАЗИВНОЙ ОБРАБОТКИ ТВЕРДЫХ ХРУПКИХ МАТЕРИАЛОВ НА ДЕФЕКТНОСТЬ ИХ ПОВЕРХНОСТИ
Бржозовский Б. М., Бекренев Н. В., Петровский А. П. ………………
74
ШЛИФОВАНИЕ ВЯЗКИХ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ
МЕТАЛЛИЧЕСКИМ КРУГОМ С ВОЗОБНОВЛЯЕМОЙ В ПРОЦЕССЕ ОБРАБОТКИ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ
Бржозовский Б. М., Бекренев Н. В., Петровский А. П. ………………
77
УПРАВЛЕНИЕ ДИНАМИКОЙ РЕЗАНИЯ ПРИ АБРАЗИВНОЙ
ОБРАБОТКЕ ПУТЕМ КОРРЕКЦИИ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК ФОРМООБРАЗУЮЩЕЙ СИСТЕМЫ СТАНКА
Бржозовский Б. М., Янкин И. Н., Хайров Д. А. …………………………
80
ПРОБЛЕМЫ ИДЕНТИФИКАЦИИ КАЧЕСТВА ФОРМООБРАЗОВАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Бровкова М. Б., Свиридов С. В. ……………………………………………
83
ВЛИЯНИЕ НАПРЯЖЕННОСТИ ПРОЦЕССА ШЛИФОВАНИЯ НА
КАЧЕСТВО ПОВЕРХНОСТИ ФЕРРИТОВ
Бурлаченко О. В., Пушкарев О. И., Киселева М. Н. ……………………
86
К ВОПРОСУ МОДЕЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА
Крюков С. А. ……………………………………………………………………
89
ФИЗИКО-ХИМИЧЕСКИЕ ПРОЦЕССЫ В КОНТАКТЕ «КРУГ –
ЗАГОТОВКА» ПРИ ШЛИФОВАНИИ С СОЖ
Шумячер В. М., Носова И. В. ………………………………………………
91
49
2.7
1.17
К ВОПРОСУ РАЗРАБОТКИ ИНТЕГРИРОВАННОГО СУММИРУЮЩЕГО ВОЛНОВОДНОГО УСТРОЙСТВА ДЛЯ ВИБРОУДАРНОЙ ОБРАБОТКИ
Бабичев А. П., Гончаров Б. А., Коваль Н. С., Коваленко Е. С. ………
ПРОБЛЕМЫ ВЫСОКОСКОРОСТНОГО ШЛИФОВАНИЯ ОТВЕТСТВЕННЫХ ИЗДЕЛИЙ АБРАЗИВНЫМИ КРУГАМИ ВЫСОКОЙ ТВЕРДОСТИ
Лыков А. В., Багайсков Ю. С. ………………………………………………
ОСНОВНЫЕ ВОПРОСЫ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ
ХОНИНГОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ
Плужников С. П., Багайсков Ю. С. ………………………………………
62
136
2.12
2.13
2.14
2.15
2.16
2.17
2.18
2.19
2.20
2.21
КОНТАКТНЫЕ ВЗАИМОДЕЙСТВИЯ АБРАЗИВНЫХ ЗЕРЕН С
ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ ПРИ ШЛИФОВАНИИ
МЕТАЛЛОВ
Шумячер В. М., Кадильников А. В. …………………………………………
2.22
94
ВЛИЯНИЕ ЗЕРНИСТОСТИ И ФОРМЫ АБРАЗИВНОГО ЗЕРНА
НА ЭФФЕКТИВНОСТЬ ШЛИФОВАНИЯ
Байдакова Н. В., Крюков С. А………………………………………………
96
ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ДОВОДКИ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ ПУТЕМ УПРАВЛЕНИЯ ПРОЦЕССОМ СТРУКТУРООБРАЗОВАНИЯ В КОНТАКТЕ
«ПРИТИР – ЗАГОТОВКА»
Славина Е. В. ……………………………………………………………………
100
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ АЛМАЗНО-АБРАЗИВНОЙ
ОБРАБОТКИ ФЕРРИТОВ
Бурлаченко О. В., Пушкарев О. И., Киселева М. Н. ……………………
102
ШЛИФОВАНИЕ ТРУДНООБРАБАТЫВАЕМЫХ ТИТАНОВЫХ
СПЛАВОВ КОМПОЗИЦИОННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ
Пушкарев О. И., Субботина Т. П. …………………………………………
104
АКТИВИЗАЦИЯ ФИЗИКО-ХИМИЧЕСКОГО ВЛИЯНИЯ СОТС
НА ПОКАЗАТЕЛИ ШЛИФОВАНИЯ
Носова И. В………………………………………………………………………
107
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ФОРМИРОВАНИЯ ПОВЕРХНОСТИ ПЛОСКОЙ ДЕТАЛИ ПРИ ВИБРАЦИОННОЙ ОБРАБОТКЕ ТОЧКАМИ, РАВНОМЕРНО РАСПРЕДЕЛЕННЫМИ
ПО ПОВЕРХНОСТИ
Бабичев А. П., Мишняков Н. Т., Коваленко Е. Н, Эссола Дьедоне……
110
ВЛИЯНИЕ ХАРАКТЕРИСТИКИ РАБОЧЕЙ СРЕДЫ НА ФОРМИРОВАНИЕ ПАРАМЕТРОВ КАЧЕСТВА ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ ПРИ ВИБРОУДАРНОЙ ОБРАБОТКЕ С ПРИМЕНЕНИЕМ МНОГОМЕСТНОГО ПРИСПОСОБЛЕНИЯ
Бабичев А. П., Мотренко П. Д., Коваль Н. С. ………………………..
114
ВЛИЯНИЕ РЕЖИМОВ ВИБРОУДАРНОЙ ОБРАБОТКИ НА ПАРАМЕТРЫ КАЧЕСТВА ПОВЕРХНОСТИ ДЕТАЛЕЙ СЛОЖНОЙ
ФОРМЫ, УСТАНОВЛЕННЫХ В ПРИСПОСОБЛЕНИЕ
Бабичев А. П., Мотренко П. Д., Коваль Н. С. ……………………………
117
ТЕОРЕТИКО-ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ ПУТЕЙ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ПРОЦЕССА ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Бутенко В. И., Гусакова Л. В. ………………………………………………
121
137
2.23
СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССОВ АБРАЗИВНОЙ ОБРАБОТКИ КВАРЦЕВЫХ ЭЛЕМЕНТОВ
Торшин Д. Д., Илларионова Е. Д…………………………………………….
ВЛИЯНИЕ ТЕПЛООБМЕНА С ОХЛАЖДАЮЩЕЙ СРЕДОЙ НА
ТЕМПЕРАТУРУ ШЛИФОВАНИЯ
Лищенко Н. В., Ларшин В. П. ………………………………………………..
138
128
130
Научное издание
ПРОЦЕССЫ АБРАЗИВНОЙ ОБРАБОТКИ,
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
И МАТЕРИАЛЫ
Шлифабразив-2011
Сборник статей
Международной научно-технической конференции
Под общей редакцией В. М. Шумячера
Ответственный за выпуск И. В. Надеева
Технический редактор Е. В. Румянцева
Подписано в печать 17.08.2012. Формат 60х84/16. Бумага офсетная.
Печать трафаретная. Усл. печ. л. 8,0. Уч.-изд. л. 8,6. Тираж 50 экз.
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Волгоградский государственный архитектурно-строительный университет»
400074, г. Волгоград, ул. Академическая, 1
Волжский институт строительства и технологий (филиал) ВолгГАСУ
404111, г. Волжский Волгоградской области, пр. Ленина, 72
__________________________________________________________
Отпечатано в РИО ВИСТех (филиал) ВолгГАСУ
404111, г. Волжский Волгоградской области, пр. Ленина, 72
139
140