ЗЕРНОВЫЕ ЭКСТРУДИРОВАННЫЕ ПАЛОЧКИ : СВОЙСТВА
реклама

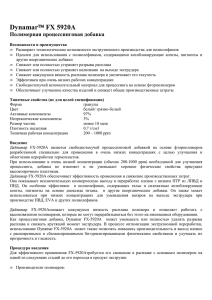
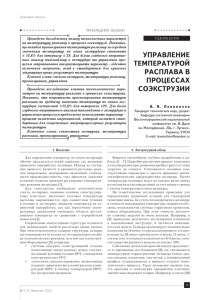
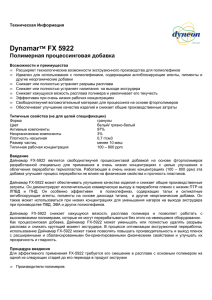
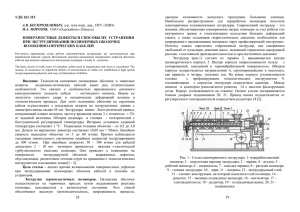
УДК 664.696:678.027.3(045) ЗЕРНОВЫЕ ЭКСТРУДИРОВАННЫЕ ПАЛОЧКИ: СВОЙСТВА, МОДЕЛИРОВАНИЕ И ТЕХНОЛОГИЯ А.Н. Остриков, О.В. Абрамов Кафедра «Процессы и аппараты химических и пищевых производств», Воронежская государственная технологическая академия Представлена членом редколлегии профессором В.И. Коноваловым Ключевые слова и фразы: белоксодержащие экструдаты; двухшнековый экструдер; моделирование процесса экструзии; показатели качества; предматричная зона; реологические свойства. Аннотация: Представлены результаты реологических исследований экструдируемой зерновой смеси, которые положены в основу разработанной математической модели, описывающей изменение скорости расплава продукта в предматричной зоне экструдера. Установлено, что полученные зерновые палочки отличаются сбалансированностью состава, обладают хорошими потребительскими данными и могут быть рекомендованы в повседневном питании, особенно для детей школьного возраста. Обозначения a, b, c − коэффициенты; F − функция; р – давление расплава экструдата в произвольной точке матрицы, Па; р1 – давление на бесконечном удалении от вершины конуса (давление, развиваемое на последних витках шнека), Па; Q – производительность экструдера, м3/с; r , θ, ϕ − сферические координаты; Т − температура продукта в предматричной зоне экструдера, К; W − влажность экструдируемой смеси, %; α − угол текущей точки, град; α1 − угол образующей матрицы, град; α 2 − угол образующей наконечника шнека, град; χ – эмпирический коэффициент; ∆, ∆ 3 , ∆ 4 − определители системы уравнений; ε& − скорость сдвига, с–1; η – эффективная вязкость, кПа⋅с; ϑ − скорость расплава экструдата в предматричной зоне двухшнекового экструдера, м/с; τ – напряжение сдвига, Па. Получение зерновых экструдированных палочек из различного растительного сырья – одно из перспективных направлений производства качественных продуктов питания. Цель работы: разработка и моделирование процесса экструдирования экологически чистых, сбалансированных по пищевому составу и с программируемыми свойствами зерновых палочек на основе гречихи с использованием белоксодержащих добавок и определение их качества. Зерновые экструдаты получали при рациональных параметрах процесса на экспериментальном двухшнековом экструдере [1]. В качестве рецептурной добавки к гречихе была выбрана соя, позволяющая обогатить исходный продукт растительным белком и минеральными веществами. Выбранное соотношение гречихи и сои находилось в пределах 5 : 1, что позволяло получать экструдаты с достаточно высоким содержанием белка и хорошим коэффициентом вспучивания. ISSN 0136-5835. Вестник ТГТУ. 2006. Том 12. № 4А. Transactions TSTU. 999 Исследование реологических свойств зерновой смеси. Определяющее влияние на протекание процесса экструзии и качество получаемого продукта оказывают реологические свойства (напряжение сдвига, эффективная вязкость) материалов, которые, в свою очередь, зависят от таких параметров, как влажность исходного сырья, температура экструзии и др. Смесь гречихи и сои при давлениях, развиваемых в экструдере (до 8 МПа), и температурах (до 453 К) представляет собой в предматричной зоне экструдера расплав продукта, поведение которого можно хорошо смоделировать при помощи капиллярного вискозиметра. Параметры проведения эксперимента были выбраны в зависимости от технических характеристик экструдера и режима горячей экструзии переработки зерновой смеси (скорость сдвига ε& = 5,7…40 с–1, температура Т = 408…453 К, влажность W = 13…19 %) [1]. Выбранное соотношение компонентов (5 : 1) уменьшает вязкость расплава зерновой смеси на 3…5 % в предматричной зоне экструдера, что снижает удельные энергозатраты на проведение процесса. Эксперименты проводились в трехкратной повторности. Были получены графические зависимости (рис. 1, 2), показывающие качественное поведение жидкостей, классифицируемых в реологии как аномальные (неньютоновские), а именно, псевдопластические жидкости [4]. Анализ данных зависимостей показал, что вязкость расплава зерновой смеси экспоненциально понижается с повышением температуры. Это обусловлено тем, что вязкостные силы преодолеваются за счет увеличивающейся кинетической энергии молекул. Эффективная вязкость уменьшается и с увеличением скорости Рис. 1. Кривые течения зерновой смеси на основе гречихи и сои при влажности W = 15 % и температурах, К: 1 – 408; 2 – 423; 3 – 438; 4 – 453 1000 Рис. 2. Зависимость эффективной вязкости расплава зерновой смеси на основе гречихи и сои от скорости сдвига при влажности W = 15 % и температурах, К: 1 – 408; 2 – 423; 3 – 438; 4 – 453 ISSN 0136-5835. Вестник ТГТУ. 2006. Том 12. № 4А. Transactions TSTU. сдвига, что объясняется значительной хаотичностью расположения частиц в неподвижной среде и все большей ориентацией частиц в направлении течения под действием возрастающих сил. Соответственно с повышением скорости сдвига уменьшается взаимодействие между частицами, и влияние температуры на градиент изменения вязкости расплава ослабевает. Кроме того, увеличение температуры с 413 до 453 К вызывает снижение напряжения сдвига расплава зерновой смеси. Таким образом, в определенном диапазоне скоростей деформации зерновую смесь можно отнести к аномально-вязким дисперсным системам, поведение которых описывается степенным уравнением [4]. С увеличением скорости сдвига эффективная вязкость резко понижается как для всех значений температуры, так и для влажности продукта с последующим переходом в область разрушенной структуры. Экструдирование пищевых смесей необходимо вести при таких скоростях сдвига, когда структура их не разрушена. Максимальные скорости деформации, при которых можно получить экструдат хорошего качества, соответствует началу участка плавного перехода в область разрушенной структуры 10…20 с–1 (см. рис. 2). При моделировании оригинальных конструкций формующих устройств экструдеров и разработке способа производства зерновых палочек необходимо знать корреляционную связь между эффективной вязкостью расплава смеси и ее температурой и начальной влажностью. С целью прогнозирования изменения эффективной вязкости расплава в предматричной зоне экструдера в результате математической обработки было получено следующее регрессионное уравнение η = – 1237,577 + 6,088T + 93,912W – −0, 007T 2 + 0, 044W 2 − 0, 449TW + 0, 0005T 2W . (1) Проверка на адекватность уравнения (1) по значению критерия Фишера (Fрасч = 2,51 < Fтабл = 3,02) показала положительный результат. Проведенные реологические и кинетические исследования, полученные оптимальные параметры процесса [1] были положены в основу математической модели, описывающей изменение скорости расплава продукта в предматричной зоне экструдера. Изучение полей скоростей расплава пищевой среды позволяет определить производительность экструдера, которая является важной характеристикой при конструировании данного оборудования. Математическая модель процесса экструзии при течении вязкой среды в предматричной зоне экструдера. Для решения поставленной задачи предматричная зона экструдера представлена в сферической системе координат в виде усеченного конуса, через который продавливается экструдируемая смесь гречихи и сои. Основание конуса находится на границе зоны дозирования и предматричной зоны экструзионной машины, а усеченная часть соответствует месту входа расплава экструдата в формующий канал матрицы (рис. 3). Процесс считали изотермическим, что допустимо при эффективной теплоизоляции и поддержании постоянной температуры (T = const) с помощью средств автоРис. 3. Расчетная схема для определения матизации в случае использования расхода расплава экструдата: электрообогрева. 1 – матрица; 2 – наконечник шнека ISSN 0136-5835. Вестник ТГТУ. 2006. Том 12. № 4А. Transactions TSTU. 1001 Для создания математической модели использовали сферическую систему координат с осями r , θ, ϕ : ось r ориентирована по оси матрицы в направлении, противоположном движению продукта, координата θ изменяется в направлении от оси симметрии до внутренней стенки матрицы в интервале [0, α], координата ϕ изменяется в круговом направлении относительно оси симметрии в интервале [0, 360°]. Центр сферической системы координат выбран в плоскости входа расплава экструдата в формующий канал матрицы. Предматричную зону условно разделили на две части в зависимости от положения наконечника шнека и течения реологической жидкости, которое происходит: I – в конусе; II – между двумя коаксиальными конусами. Таким образом, процесс течения реологической жидкости в предматричной зоне экструдера можно представить моделью массопереноса движущейся среды в усеченном конусе под действием переменного перепада давления при постоянной температуре. Математическая модель включает в себя классические уравнения механики сплошных сред: уравнения равновесия в сферической системе координат, условие несжимаемости и уравнение, учитывающее реологические свойства пищевой смеси [5]. Рассматривая движение потока реологической жидкости в матрице, были приняты следующие допущения относительно проекций скоростей: ϑθ = ϑϕ = 0; ϑr = ϑ ( r , θ ) . Граничное условие прилипания на неподвижной стенке матрицы: (2) ϑ θ=α = 0. (3) 1 Граничное условие проскальзывания по наконечнику шнека во II зоне матрицы основывается на следующем предположении: движение элементарной массы расплава экструдата по наконечнику шнека происходит под действием каса∂ϑ тельного усилия на сдвиг, имеющего вид χ и преодолевающего усилие, выра∂n жающееся как разность давлений ( p − p1 ), которое препятствует перемещению элемента массы и прижимает его к шнеку. Таким образом, ( р − р1 ) θ=α2 =χ ∂ϑ , ∂n θ=α 2 (4) где χ – эмпирический коэффициент, имеющий порядок и размерность коэффициента вязкости, но учитывающий также адгезионные свойства реологической жидкости при взаимодействии ее с наконечником шнека. В результате решения математической модели получены выражения для определения скорости движения расплава экструдата в предматричной зоне экструдера ϑ ( r , θ ) : I зона ϑ= Q ( (1 − z ) F (1 − z ) − (1 − z1 ) F (1 − z1 ) ) 1 2πr 2 (1 − z1 ) F (1 − z1 )(1 − cos α1 ) + (1 − z1 ) F (1 − z1 )dz 1+ cos α1 2 ; ∫ 1002 ISSN 0136-5835. Вестник ТГТУ. 2006. Том 12. № 4А. Transactions TSTU. (5) II зона ∆3 ϑ= − r ∆ 2 (1 − z ) F1 (1 − z ) + ∆4 r 2∆ zF2 ( z ) − ∆Q 1+ cos α 2 2 χ sin α 2 ′ 2 2π 2r z2 F2 ( z2 ) + z2 F2 ( z2 ) ) − z1 F2 ( z1 ) (1 − z ) F1 (1 − z )dz + ( 3 4 ∆ η 1+ cos α1 2 K ∫ K + 1+ cos α 2 2 2π 3∆ 1+ cos α ∫ 1 2 K K 1− z F 1− z − 1− z F 1− z − 1) 1 ( 1) ( 2) 1( 2) ( χ sin α 2 ′ − ( (1 − z2 ) F1 (1 − z2 ) ) zF2 ( z ) dz 4η − ∆π ( cos α 2 − cos α1 ) , (6) где F1 = (1 − z )c − a − b F (c − b; c − a; c − a − b + 1; 1 − z ) ; (7) F2 = z1− c F (a − c + 1; b − c + 1; 2 − c; z ) – (8) функции гипергеометрического ряда с действительной переменной z 1+ a ( a + 1) b ( b + 1) 2 a ( a + 1)( a + 2 ) b ( b + 1)( b + 2 ) 3 ab z+ z + z + ... 1c 1 ⋅ 2c ( c + 1) 1 ⋅ 2 ⋅ 3c ( c + 1)( c + 2 ) (9) Приведенный выше ряд – сходящийся, и определяет функцию ϑ ( r , θ ) , которая будет аналитической при условии z < 1 , в нашем случае z ∈ (1 + cos α ) 2; 1 . Для вычисления численных значений скорости расплава экструдата разработана программа Model на языке программирования Turbo Pascal 7.0. Результаты инженерного расчета представлены в графическом виде на рис. 4. Характер поля скоростей расплава экструдата можно объяснить постепенно уменьшающейся площадью проходного сечения канала в I зоне и кольцевого конусообразного сечения канала между матрицей и наконечником шнека во II зоне, а также торможением периферийных слоев под воздействием конусности и принятых допущений (3), (4). Для проверки адекватности полученной модели на основании расчетных данных строили расходно-напорную характеристику экструдера, из нее определяли расчетную производительность и сравнивали ее с действительной производительностью экструдера. Разработанная модель позволяет с достаточной точностью (± 14 %) рассчитать величину средней скорости расплава экструдата на выходе из матрицы и использовать ее при расчете производительности экструдеров, их разработке и проектировании. ISSN 0136-5835. Вестник ТГТУ. 2006. Том 12. № 4А. Transactions TSTU. 1003 г 3 0, рад 25 20 1 15 3 10 5 0 30 2 0 10 20 5 10 30 40 50 60 0 70 , мм Рис. 4. Распределение скорости расплава экструдата в предматричной зоне двухшнекового экструдера: ϑ ( 30 ) = 0, 03 м/с Исследование показателей качества экструдатов. Полученные зерновые палочки анализировали по комплексу показателей, характеризующих их потребительские свойства, пищевую и энергетическую ценность. Органолептические показатели: получен продукт в виде прямых или изогнутых коротких палочек округлого поперечного сечения, с шероховатой поверхностью и развитой пористостью. По цвету (кремовому с желтоватым оттенком), вкусу и аромату (соответствующему исходному виду сырья) экструдат имеет удовлетворительные потребительские данные, характерные для такой группы пищевых продуктов, как «сухие завтраки» [3]. Для оценки качественных характеристик зерновых палочек были исследованы следующие их физико-химические свойства: набухаемость (водопоглотительная способность) – 3,1 г/г; растворимость – 41,2 % и водоудерживающая способность измельченных экструдатов – 4,55 г/г. Эти важные показатели, демонстрирующие возможность экструдата связывать воду и растворяться в ней, характеризуют его углеводный состав, а также потребительские свойства и частично усвояемость продукта. Другие физико-химические показатели [1] также соответствовали нормам для традиционных сухих завтраков. Энергетическая ценность экструдированного продукта составляла 1514,1 кДж на 100 г. Определение биологической ценности экструдатов. Аминокислотный состав пищевых продуктов – необходимая информация и важный критерий для определения их биологической ценности. С этой целью было исследовано количественное содержание аминокислот в зерновых палочках методом ионообменной хроматографии на автоматическом аминоанализаторе ААА-Т-339. Оценку аминокислотной сбалансированности и биологической ценности продуктов проводили по следующим показателям: коэффициент различия аминокислотного скора (КРАС) и биологическая ценность (БЦ) пищевого белка [1]. Установлено, что суммарное увеличение содержания аминокислот в зерновых палочках по сравнению с гречихой происходит вследствие обогащения их растительным белком сои. Рассчитанные значения биологической ценности и КРАС зерновых палочек в сравнении с традиционными кукурузными палочками приведены на рис. 5. 1004 ISSN 0136-5835. Вестник ТГТУ. 2006. Том 12. № 4А. Transactions TSTU. 18 33 67 82 а) б) Рис. 5. Сравнительная характеристика биологической ценности ( зерновых (а) и кукурузных (б) палочек ) и КРАС ( ) Анализ данных показал, что полученные экструдированные зерновые палочки обладают достаточно высокой биологической ценностью, более сбалансированы по составу незаменимых аминокислот, а также оптимизированы по критерию «коэффициент различия аминокислотного скора». Анализ пищевой ценности разработанных экструдированных продуктов. Одним из основных требований к продуктам питания, помимо высоких потребительских свойств, является сбалансированность их состава. Сравнение соотношения компонентов в «идеальном» продукте, обоснованное Институтом Питания Академии медицинских наук РФ [2], с составом полученных экструдатов показало, что за счет потребления 100 г зерновых палочек можно удовлетворить суточную потребность в белке на 29,7 %, углеводах – 11,4 %, минеральных веществах – 7,6 %. Из анализа результатов следует, что при достаточно высоком содержании белков, балластных веществ и некоторых минеральных компонентов (калия, железа, фосфора) экструдат беден жирами и витаминами, что обусловлено небольшим их количеством в исходной смеси. Выводы – экструдированные зерновые палочки обладают хорошими потребительскими свойствами и имеют достаточно высокую биологическую и пищевую ценность; – учитывая низкую влажность экструдатов и соответственно перспективы их длительного хранения, увеличение содержания жира является нецелесообразным; – обогащение продуктов можно осуществлять путем введения в состав рецептурной смеси (или после экструзии) витаминной добавки; – разработанные изделия могут быть рекомендованы в повседневном питании, особенно для детей школьного возраста. Для улучшения внешнего вида, вкуса и, соответственно, потребительского спроса целесообразно покрывать их шоколадной или жировой глазурью. Апробированные технологии могут иметь большие перспективы, в частности для производства продуктов более сбалансированного состава или специального назначения, например, экструдатов из гречихи с добавлением сои. Список литературы 1. Остриков, А.Н. Экструзия в пищевой технологии / А.Н. Остриков, О.В. Абрамов, А.С. Рудометкин. – СПб. : ГИОРД, 2004. – 288 с. 2. Скурихин, И.М. Все о пище с точки зрения химика : справ. изд. / И.М. Скурихин, А.П. Нечаев. – М. : Высш. шк., 1991. – 288 с. ISSN 0136-5835. Вестник ТГТУ. 2006. Том 12. № 4А. Transactions TSTU. 1005 3. Термопластическая экструзия : научные основы, технология, оборудование / под. ред. А.Н. Богатырева, В.П. Юрьева. – М. : Ступень, 1994. – 200 с. 4. Торнер, Р.В. Теоретические основы переработки полимеров (Механика процессов) / Р.В. Торнер. – М. : Химия, 1977. – 464 с. 5. Янков, В.И. Процессы переработки волокнообразующих полимеров (Методы расчета) / В.И. Янков, В.П. Первадчук, В.И. Боярченко. – М. : Химия, 1989. – 320 с. Cereal Extruded Sticks: Properties, Modeling and Technology A.N. Ostrikov, O.V. Abramov Department “Processes and Apparatuses of Chemical and Food Рroduction”, Voronezh State Technological Academy Key words and phrases: extrusion process modeling; pre-matrix zone; proteincontaining extrudates; quality indexes; rheological properties; twin-screw extruder. Abstract: The results of rheological research into extruded grain mixture are presented; they are put into basis of mathematical model describing the change in the velocity of product melting in pre-matrix zone of extruder. It is found out that produced cereal sticks have balanced composition, good consumer characteristics and can be recommended for everyday nutrition especially for school children. Extrudierte Kornstäbchens: Eigenschaften, Modellierung und Technologie Zusammenfassung: Es sind die Ergebnisse der rheologischen Untersuchungen der extrudierenden Kornmischung vorgestellt. Diese Ergebnisse sind dem entwickelten matematischen Modell, das die Veränderung der Geschwindigkeit der Produktschmelze in der Vormaternzone der Schlauchmaschine beschreibt, zugrunde gelegt. Es ist festgestellt, daß die erhaltenen Kornstäbchen sich durch das Bilanzierten der Zusammensetzung unterscheiden, gute Konsumdaten haben und für alltägliche Ernährung, besonders für die Kinder des Schulalters empfohlen sein können. Bagettes extrudées de grain: modélage et technologie Résumé: Sont présentés les résultats des études rhéologiques du mélange extrudé de grain qui sont mis à la base du modèle mathématique élaboré qui décrit les mesures de la vitesse du bain fondu dans la zone avant-matrice de l’extrudeur. Est établi que les bagettes de grain reçues se distinguent par l’équilibre de l’état, possèdent de bonnes données de consommation et peuvent être recommandées pour l’alimentation courante, en particulier des enfants de l’âge préscolaire. 1006 ISSN 0136-5835. Вестник ТГТУ. 2006. Том 12. № 4А. Transactions TSTU.