Классификатор дефектов часть 3
реклама

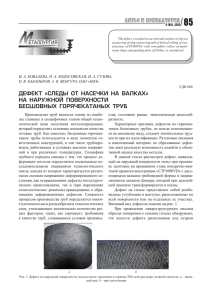
Дефект № 11 Горячая трещина Рис. 11.1. Вид в изломе 70 Рис. 11.2. Общий вид излома от горячей трещины 71 ХАРАКТЕРНЫЕ ПРИЗНАКИ Дефект по поверхности головки рельса (сверху или сбоку) в виде трещин, уходящих вглубь термитного шва. Иногда – внутренний дефект, в этом случае виден только на изломе в зоне перехода от шейки к подошве рельса и по центру шейки рельса в форме характерной «игольчатой» макроструктуры термитного металла чаще всего с синеватой окраской. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Причиной появления является быстрое охлаждение из-за недостаточного подогрева концов рельсов или слишком ранний съём грата. Металл термитного шва в момент действия ножей гратоснимателя еще не набрал достаточной прочности и легко может быть поврежден. А также в результате воздействия на сварной стык в процессе его криссталлизации растягивающих напряжений, приводящих к микроразрыву кристаллизующегося металла сварного шва. РЕКОМЕНДУЕМЫЕ СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. МЕРЫ, ПОЗВОЛЯЮЩИЕ ПРЕДОТВРАТИТЬ ВОЗНИКНОВЕНИЕ ДЕФЕКТА Строгое соблюдение технологии сварки, а именно – режим предварительного подогрева торцов рельсов перед сваркой, а также операции снятия грата, которая должна выполняться строго в определенный промежуток времени после заливки металла в форму. Отсутствие растягивающих нагрузок на сварной стык в период его кристаллизации (как правило – не менее 5 минут с момента заливки). 72 Дефект № 12 Шлаковые включения Рис. 12.1. Вид в изломе от шлаковых включений 73 Рис. 12.2. Общий вид излома от шлаковых включений 74 ХАРАКТЕРНЫЕ ПРИЗНАКИ Дефект четко виден на изломе по части или по всему сечению головки и на поверхности в виде шлаковых трещин сверху и иногда сбоку головки рельса ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Причиной появления является попадание несгоревшего литейного компонента в литейную форму; наличие в литейном компоненте крупных фракций; применение увлажненного литейного компонента; быстрая кристаллизация металла в нижнем сечении рельса вследствии уменьшенного зазора; ошибка сварщика - в форму перед термитной реакцией не был установлен литейный мостик (ригель). В последнем случае поток жидкого шлака в конце заливки «пробивает» уже залитый и начинающий кристаллизоваться металл, не успевает всплыть и остается в металле шва. РЕКОМЕНДУЕМЫЕ СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. МЕРЫ, ПОЗВОЛЯЮЩИЕ ПРЕДОТВРАТИТЬ ВОЗНИКНОВЕНИЕ ДЕФЕКТА Следить за однородностью засыпаемого в тигель литейного компонента, при необходимости перемешать его с целью равномерного распределения фракций в объеме литейной порции. Не допускать попадания влаги в литейный компонент. Соблюдать условия хранения, следить за сохранностью упаковки. Проверять качество литейного компонента в соответствии с установленным порядком и периодичностью. Строго соблюдать величину устанавливаемого зазора и контролировать обязательную установку в форму литейного мостика (ригеля). 75 Дефект № 13 Поры и пузыри а б в Рис. 13.1. Вид в изломе от пор и пузырей 76 1 Рис. 13.2. Общий вид 77 ХАРАКТЕРНЫЕ ПРИЗНАКИ Дефект четко виден на изломе в виде полостей, по форме близкой к сферической, в отдельных случаях с выходом на поверхность. Дефекты могут находится в любом месте по всему сечению рельса. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Причина – попадание влаги в термитную порцию (или использование порций, подвергшихся воздействию влаги) или в тигель (недостаточный подогрев тигля перед сваркой); бурная реакция в тигле, выброс расплавленного металла через край обечайки тигля из-за нарушения рецептуры литейного компонента; уменьшенная газопроницаемость формовочной смеси. РЕКОМЕНДУЕМЫЕ СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. МЕРЫ, ПОЗВОЛЯЮЩИЕ ПРЕДОТВРАТИТЬ ВОЗНИКНОВЕНИЕ ДЕФЕКТА Соблюдать условия хранения, следить за сохранностью упаковки расходных материалов. Проверять качество литейного компонента и расходных материалов в соответствии с установленным порядком и периодичностью. Не допускать попадания влаги в литейный компонент, формы и тигель. Не применять слишком влажный уплотнительный песок. Тщательно сушить многоразовые тигли перед использованием, просушить литейную форму. Уменьшить плотность набивки литейной формы. 78 Дефект № 14 Однородные металлические включения а б Рис. 14.1. Вид в изломе а - в головке, б – в подошве 79 Рис. 14.2. Общий вид излома 80 ХАРАКТЕРНЫЕ ПРИЗНАКИ Дефект виден на изломе в виде каплеобразных или сферических форм застывшего металла с гладкой поверхностью. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Причина – образование в процессе заливки газовых пузырей, которые не успевают всплыть или выйти наружу, а в процессе кристаллизации лопаются (схлопываются), и в образовавшуюся полость затекает полужидкий металл, который не сплавляется с окружающим металлом. Наличие избыточной влаги в порции, тигле или уплотнительном песке. РЕКОМЕНДУЕМЫЕ СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. МЕРЫ, ПОЗВОЛЯЮЩИЕ ПРЕДОТВРАТИТЬ ВОЗНИКНОВЕНИЕ ДЕФЕКТА Выровнять температурное поле с помощью механизма настройки горелки. Не допускать попадания влаги в литейный компонент, формы и тигель. Не применять слишком влажный уплотнительный песок. Тщательно сушить многоразовые тигли перед использованием. Соблюдать условия хранения, следить за сохранностью упаковки расходных материалов. Проверять качество литейного компонента и расходных материалов в соответствии с установленным порядком и периодичностью. 81 Дефект № 15 Неоднородные металлические включения а б Рис. 15.1. Вид в изломе 82 Рис. 15.2. Общий вид излома 83 ХАРАКТЕРНЫЕ ПРИЗНАКИ Дефект виден на изломе в виде бесформенных образований застывшего металла с возможными включениями шлака и/или порами ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Причина – незавершенная термитная реакция в процессе заливки стали в форму из-за преждевременного срабатывания (прогорания) автоматической пробки тигля (бракованная пробка), неоднородной (некачественной) термитной смеси или некорректного воспламенения термитной смеси в тигле. В этом случае исходные (или не полностью прореагировавшие) компоненты термитной смеси попадают внутрь форм и реакция завершается там, а не в тигле. РЕКОМЕНДУЕМЫЕ СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр, ультразвуковое дефектоскопирование. МЕРЫ, ПОЗВОЛЯЮЩИЕ ПРЕДОТВРАТИТЬ ВОЗНИКНОВЕНИЕ ДЕФЕКТА Использовать исправные тигельные пробки, без трещин и не подвергшихся влаги. Не разбирать тигельные пробки с целью уменьшения количества проплавляемых вкладышей. Проверять качество литейного компонента в соответствии с установленным порядком и периодичностью. 84 Дефект № 16 След от термомеханического воздействия а б Рис. 16.1. Вид в изломе а – поперечный излом, б – след от термомеханического воздействия 85 Рис. 16.2. Общий вид излома 86 Рис. 16.3. Вид излома на макротемплете 87 а б Рис. 16.4. Микроструктура а – слой мартенсита с микротрещинами ×500; б – мартенсит ×500 88 ХАРАКТЕРНЫЕ ПРИЗНАКИ Следы от термо-механического воздействия в виде белого овального пятна, как правило, малого размера находящегося в центре обработанной поверхности со следами побежалости. ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ Образование мартенситной структуры при выполнении грубой шлифовки рельса в результате применения абразивных кругов несоответствующих ГОСТ или при вращении абразивного круга со скоростью выше установленной. РЕКОМЕНДУЕМЫЕ СПОСОБЫ ВЫЯВЛЕНИЯ Внешний осмотр. МЕРЫ, ПОЗВОЛЯЮЩИЕ ПРЕДОТВРАТИТЬ ВОЗНИКНОВЕНИЕ ДЕФЕКТА Применение абразивных кругов отвечающих требованиям ГОСТ, выполнение операции грубой шлифовки со скоростью вращения абразивного круга установленной проектом ПТКБ ЦП. 89