Дьячков В.А.
реклама

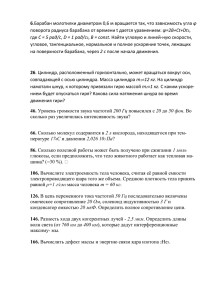
УДК 677.1.051. ОПРЕДЕЛЕНИЕ РАДИУСА ТРЕПАЛЬНОГО БАРАБАНА В.А. .ДЬЯЧКОВ (Костромской государственный технологический университет) Важным вопросом при проектировании трепальных барабанов мяльно-трепальных агрегатов является определение их радиуса. Радиус барабанов должен быть выбран обоснованно, поскольку он задает частоту вращения барабанов и через количество воздействий на материал длину барабана, а следовательно, габариты, массу, стоимость изготовления и эксплуатации машины. Согласно методике из [1] радиус трепального барабана можно определить, задавшись длиной пряди обрабатываемого материала, соотношением межосевого расстояния S и диаметра трепального барабана D (K=S/D), числом бил на барабане и минимальным зазором мин между билами в сфере трепания при их относительном движении. Алгоритм построен на предположении, что материал при взаимодействии с билами располагается по всей высоте сферы трепания. Недостатком названного алгоритма является то, что такая важная технологическая характеристика трепальной машины, как число бил, одновременно воздействующих на прядь при трепании, задается не явно, а опосредствованно, через размеры поля трепания и число бил на барабане. Кроме того, величина К в качестве исходной является величиной эфемерной, влияние которой на результаты расчета трудно представить без дополнительного анализа. В то же время этот параметр определяет такие важные геометрические и технологические характеристики машины, как размеры сферы трепания, радиус барабана и межосевое расстояние, число бил, одновременно воздействующих на прядь, минимальные зазоры между билами барабанов. Помещенный ниже алгоритм расчета радиуса трепальных барабанов лишен названных недостатков. Основными критериями при выборе радиуса трепального барабана как функции длины пряди обрабатываемого материала принимаются количество бил ZM, одновременно воздействующих на прядь, и величина зазоров мин между билами парных барабанов при их относительном движении в сфере трепания. При выборе числа бил, одновременно воздействующих на прядь, должны быть учтены следующие обстоятельства. При малом ZM прядь испытывает сильные рывки и равномерность интенсивности воздействий бил по длине пряди будет существенно различаться, поскольку углы охвата прядью кромки сильно изменяются при повороте трепального барабана. Для обеспечения требуемой интенсивности воздействий скорость кромки била барабана и частота вращения трепального барабана должны быть достаточно большими. Длина барабанов получается малой. При большом числе ZM углы охвата и силы натяжения пряди стабилизируются. Интенсивность обработки средней части пряди и ее конца отличаются в меньшей степени. Вследствие больших суммарных углов охвата кромок прядью частота вращения барабанов будет невелика. Для обеспечения нужной чистоты волокна потребуется большое количество воздействий бил на материал и, следовательно, габариты и масса трепальной машины будут большими. При выборе величины ZM следует ориентироваться на практику эксплуатации мяльно-трепальных агрегатов различных конструкций и на требуемые показатели назначения проектируемой трепальной машины. Величина зазоров между билами в сфере трепания должна быть минимальной, но такой, чтобы при принятой технологии изготовления деталей и сборке барабанов вероятность соударения бил парных барабанов была полностью исключена. При существующей технологии изготовления барабанов приемлемым будет зазор мин=20…30мм. Минимальный зазор мин обеспечивает минимальное межосевое расстояние и максимальное приближение точки зажима пряди к сфере трепания. Это увеличивает длину пряди, обрабатываемую в трепальной машине, и стабилизирует суммарные углы охвата прядью кромок барабанов, что, в свою очередь, стабилизирует силы натяжения и обеспечивает большую равномерность обработки пряди по ее длине. Для расчета радиуса и межосевого расстояния здесь используется метод перебора, реализуемый с помощью ЭВМ (программа Р41 программного комплекса PRTM) . В начале № 3 (249) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1999 счета задаются заведомо малым радиусом барабана и определяют минимальное межосевое расстояние, при котором будут выдержаны заданные минимальные зазоры между билами. В случае большего (чем заданное) число кромок, одновременно воздействующих на прядь, принимается несколько больший радиус барабана и счет повторяется заново. Проверка на число бил, одновременно воздействующих на слой, производится соизмерением длины пряди с длиной ломаной линии, по которой происходит взаимодействие пряди с билами. Рассмотрим рис.1. Допустим, что била в барабанах смещены на угол /Z, а материал взаимодействует с билами нулевой толщины в точках А, В, С. Тогда при заданном числе кромок, воздействующих на прядь, длина ломаной линии EDCBA должна быть не более длины пряди L: Длина отрезка ED - расстояние от точки зажима пряди до траектории била - принимается по конструктивным соображе-ниям 30...50мм. Длина отрезков DC, СВ и АВ определяется по координатам точек D, А, В и С: где - угловая текущая координата била С. Тогда имеем Как видно из (2...4), соблюдение условия (1) будет определяться величинами радиуса R, межосевого расстояния S и угла поворота барабана . Угол , при котором будет проверяться условие (1), принимается равным углу поворота барабана м, вычисленному при минимальном зазоре мин. Это допущение приемлемо, на наш взгляд, по нескольким причинам. Так, зазор мин имеет место при входе била в сферу трепания, когда прибавка к интенсивности воздействий от только что вступившего в контакт с материалом била еще незначительна. При этом допущении длина ломаной линии EDCBA будет максимально большой по величине. Межосевое расстояние S подставляется в формулы (2...4) минимальным по величине, вычисленным при минимально допустимом зазоре между билами мин в сфере трепания. Зазор определяется при проецировании радиуса барабана, проведенного к кромке била, межосевого расстояния и половины толщины бил на нормаль N к оси била С, проведенной из центра парного барабана. Следовательно, где - угловое смещение радиуса, проведенного к кромке била относительно оси била: =arcsin (T/2R). Поиск минимальной величины зазора мин реализуется методом перебора с помощью ЭВМ. Угол а при этом должен изменяться в диапазоне от +arccos(S/2R) до 0. Ниже приводится пример расчета трепальных барабанов. № 3 (249) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1999 Исходные данные 1. Длина L пряди, мм 2. Число Z бил 3. Толщина бил+зазор Т, мм 4. Число бил, воздействующих одновременно =<N 5. Количество воздействий, N 6. Производительность, кг/ч 7. Угол наклона бильной планки,рад° Результаты Радиус трепального барабана Межосевое расстояние Длина пряди расчетная Длина барабана Скорость транспортера Средняя частота вращения барабанов 550,0 6,0 70,0 3,0 150,0 900,0 30,0 Примечание Программа <Р41> производит расчет трепальных барабанов из следующих условий: взаимодействуют с прядью не более N бил барабанов, межосевое расстояние определено по возможности несоударения бил, средняя скорость кромок бил барабанов =10E((2-S)-0,2), м/с, плотность слоя на транспортере =0,287 кг/м. 287 мм 415 мм 550мм 2,30м 52,26 м/мин 284 об/мин ВЫВОДЫ Изложен алгоритм расчета геометрических параметров трепального барабана в зависимости от длины пряди, числа бил, одновременно воздействующих на прядь, и минимальных зазоров между билами барабана в сфере трепания. ЛИТЕРАТУРА 1. Новиков Э.В. и др. II Изв.вузов. Технология текстильной промышленности. - 1996, №6. С. 19...22. Рекомендована кафедрой технологии производства льняного волокна. Поступила 04.12.98. _____________ № 3 (249) ТЕХНОЛОГИЯ ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ 1999