ВАФЕЛЬНОЕ ПРОИЗВОДСТВО слоек или без начинки.
реклама

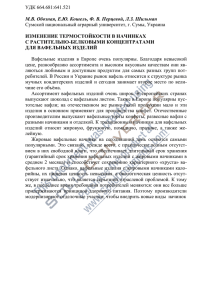
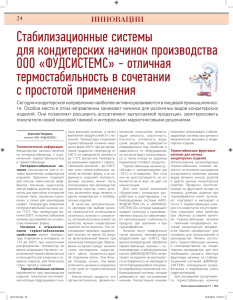
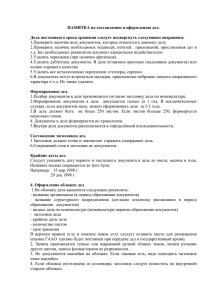
ВАФЕЛЬНОЕ ПРОИЗВОДСТВО Вафли представляют собой легкие пористые листы с начинкой в виде прослоек или без начинки. Вафли вырабатывают прямоугольной, круглой формы, фигурными и в виде палочек. Они могут быть полностью или частично покрыты шоколадной глазурью. Фигурные вафли представляют собой заполненные начинкой мелкие изделия, которые обычно фасуют в коробки. Процесс производства вафель с начинкой состоит из двух основных операций: получение вафельных листов и начинки. Сравнительно небольшое количество вафель вырабатывают в виде вафельных листов без начинок. Такие вафли после выпечки и охлаждения укладывают в коробки. Фигурные вафли в виде ракушек, орешков и т.д. выпускают только с начинкой. На крупных предприятиях вафли с начинкой изготовляют на поточномеханизированных линиях. Такая линия включает непрерывный замес теста, выпечку вафельных листов, их охлаждение, приготовление начинки, намазку ею вафельных листов, охлаждение переслоенных начинкой пластов, резку их, завертку в пачки, фасовку в коробки и укладку в ящики. Рис. 1. Схема линии для приготовления вафельного теста. Приготовление вафельного теста. Тесто для вафель отличается от теста для других видов мучных кондитерских изделий. Оно имеет сметанообразную консистенцию и сравнительно низкую вязкость и поэтому содержит до 65% воды. Такая консистенция теста позволяет получить тонкие пористые вафельные листы – основной полуфабрикат в вафельном производстве. На передовых предприятиях тесто для вафельных листов готовят непрерывным способом на поточно-механизированных линиях производительностью 300 кг/ч (рис. 1). При этом тесто готовят на основе предварительно приготовленной эмульсии из всех компонентов, за исключением муки. В эмульсатор загружают желток или меланж, фосфатиды, растительное масло, соль, соду. Эмульсию готовят в две стадии: сначала готовят концентрированную эмульсию с минимальным содержанием воды. Расход такой эмульсии сравнительно невелик и ее готовят периодически 1–3 раза в смену в эмульсаторе 1, в ко- торый загружают все компоненты, перемешивают в течение 30–50 мин., вводят 5% расчетного количества воды. Эмульсатор представляет собой горизонтальный цилиндр, внутри которого вращаются Т-образные лопасти. Концентрированную эмульсию можно готовить и в сбивальной машине. Готовая концентрированная эмульсия закачивается в промежуточную емкость 2, прокачивается через фильтр 3 плунжерным насосом-дозатором 4 и смешивается в непрерывном потоке с остальной водой, поступающей через дозатор 5. Внутри гомогенизатора 6, представляющего собой вертикально расположенный полый цилиндр, непрерывно вращается тарельчатый ротор с щелевидными отверстиями. В гомогенизаторе 6 в результате разбавления с восемью частями воды получается эмульсия, поступающая непрерывно в вибросмеситель 8. В этот смеситель дозатором 7 непрерывно дозируется мука, которая смешивается с эмульсией. Готовое тесто накапливается в сборнике 9. Сочетание механического перемешивания и вибрации значительно ускоряет перемешивание компонентов. Внутри смесителя масса горизонтально перемещается под воздействием лопастей, расположенных на двух горизонтальных валах под углом около 45°. Под влиянием этих лопастей наряду с перемещением продуктов вдоль оси смесителя происходит и перемешивание компонентов, которое в значительной степени интенсифицируется вибрацией. Это перемешивание является результатом высокочастотных перемещений частиц компонентов и всей массы продукта в плоскости, перпендикулярной оси валов. Система смешивания с использованием вибросмесителя позволяет значительно сократить продолжительность замеса и повысить однородность получаемого теста, т. е. качество его. Кроме того, положительное влияние вибрации выражается в значительном уменьшении налипания массы на перемешивающие лопасти и корпус смесителя. Продолжительность замеса вафельного теста на вибросмесителе составляет всего 15–18 с. На качество вафельного теста большое влияние оказывает качество используемой муки, в частности количество и качество клейковины. При использовании муки с большим количеством клейковины вязкость теста повышается, что неблагоприятно сказывается на качестве получаемых вафельных листов. Качество вафельных листов значительно снижает и мука, содержащая сильную клейковину. Наилучшие результаты получают при использовании муки со слабой клейковиной (содержанием не более 32%). На мелких предприятиях вафельное тесто готовят периодическим способом в месильных машинах с Т-образными лопастями. В машину последовательно загружают фосфатиды, которые предварительно эмульгируют с небольшим количеством воды, растительное масло, желтки, двууглекислую соду, соль и 10% предусмотренного расчетом количества воды, включают месильную машину и перемешивают в течение нескольких минут. Вводят всю воду и молоко, если оно предусматривается рецептурой. Вода и молоко должны иметь температуру 15–20 °С. Затем вносят половину рецептурной закладки муки, перемешивают около 3 мин., вводят оставшуюся муку и перемешивают еще 10–15 мин. Готовое тесто должно иметь жидкую консистенцию, влаж- ность в пределах 58–65%, относительную плотность 1,02–1,10. Готовое тесто процеживают через сито с диаметром отверстий около 2,5 мм. Если в рецептуру входит сахар, его вводят после всех компонентов, кроме муки. Сахар добавляют в рецептуру теста для вафельных листов с целью увеличения срока их хранения. Вафельные листы, приготовленные по обычной рецептуре без сахара, очень гигроскопичны и поэтому практически непригодны для использования с влажными начинками типа помадных и фруктовых. В связи с этим в рецептуру теста для вафельных листов, применяемых для намазки на них указанных выше начинок, вводят 10% сахара. Для уменьшения прилипания в тесто для вафельных листов, содержащее сахар, вносят до 3% растительного масла и 0,5% фосфатидов. Ориентировочное количество воды для замеса вафельного геста рассчитывают по формуле (8–1) для печенья. Расчетное количество воды корректируют в зависимости от количества и качества клейковины используемой муки и других факторов путем проведения пробного замеса. Применяют особый режим замеса теста при выработке сладких вафель, вырабатываемых без начинок («Динамо»). Последовательность загрузки машины, используемой для замеса, следующая: охлажденная вода с температурой около 18°С, сахар, третья часть рассчитанного количества муки, двууглекислая сода. После предварительного замеса этих компонентов в течение 2–3 мин. вводят желтки и обрабатывают в течение 10–12 мин., затем вносят расплавленное сливочное масло температурой около 37 °С, остальную муку и ароматизаторы в зависимости от сорта (ванильную пудру, молотый кофе и какао-порошок) и обрабатывают еще в течение 5–8 мин. Влажность такого теста должна быть 42–44%. Для выпечки вафельных листов используют полуавтоматические газовые или электрические печи с подвижными вафельницами в количестве 24 или 30 шт. В таких печах выпечка происходит при прямом контакте тонкого слоя вафельного теста с парой массивных нагретых металлических плит. Печь работает следующим образом. Процеженное жидкое вафельное тесто закачивается в расходную емкость печи, из которой насосом-дозатором по трубопроводу подается необходимая порция теста на нижнюю заранее подогретую плиту вафельницы, и масса разливается по ее поверхности. После этого верхняя плита вафельницы под действием направляющей автоматически закрывается и зажимается специальным замком. Всё это происходит без остановки конвейера, на котором укреплены и движутся все 24 или 30 вафельниц. Поверхность плит, заполняемая тестом, может быть гладкой, гравированной или фигурной. В зависимости от этого листы могут быть получены с гладкой или гравированной поверхностью или с фигурами различной формы. Вафельница, заполненная тестом, попадает в рабочую обогреваемую газовыми горелками зону печи. Горелки расположены вдоль печи двумя рядами, таким образом обогревая последовательно верхние и нижние плиты. В печах с электрическим обогревом нагреватели находятся непосредственно в вафельницах, электропитание подается в движущиеся вафельницы через специальные троллеи. Температура выпечки 150–170 °С. Продолжительность выпечки вафельных листов, предназначенных для выработки вафель с начинкой, – около 2 мин., а для вафельных листов, реализуемых без начинки (типа «Динамо»), – 3–4 мин. За это время конвейер с вафельницами проходит полный оборот. В конце цикла верхняя плита открывается, и вафельный лист легко снимается с нее. В процессе выпечки через щель между верхней и нижней формами вытекает некоторое количество теста, которое после выпечки на краях вафельного листа образует оттеки. Их отделяют от листа и частично используют в производстве. Приготовление начинок. В вафельном производстве применяют жировые, пралиновые, фруктовые и помадные начинки. Наибольшее количество вафель вырабатывается с прослойкой жировыми начинками. Жировые начинки изготовляют двумя способами: в машинах периодического действия и на поточно-механизированных линиях. В первом случае используются сбивальные машины, микс-машины и темперирующие цилиндрические машины. Основными компонентами рецептуры жировых начинок являются кондитерский гидрированный жир или кокосовое масло и сахарная пудра. Основой качества жировых начинок является способность жира при замесе насыщаться воздухом (способность к кремообразованию). Тщательно перемешанная начинка, содержащая большое количество воздуха, имеет легко тающую, маслянистую, нежную консистенцию, что является показателем ее качества. Хорошее насыщение воздухом обеспечивается при использовании частично закристаллизовавшегося жира. Поэтому перед замесом жир специально подготавливают. Кроме основных компонентов, в рецептуру входят лимонная кислота, фосфатиды, иногда сухое молоко, какао-порошок, эссенция, ванилин и другие вкусовые и ароматические добавки. Кроме того, в рецептуру вводят возвратные отходы (обрезки) тех же сортов вафель с начинкой. Эти отходы предварительно измельчают на трех- или пятивальцовых мельницах, или меланжерах. Лимонную кислоту вводят в виде концентрированного раствора, при этом может произойти образование комков сахарной пудры. Чтобы избежать этого явления, готовят эмульсию, в которую, кроме раствора лимонной кислоты, входят фосфатиды, эссенция и небольшое количество жира. В месильную машину последовательно загружают подготовленные (измельченные) отходы вафель, 85% жира, перемешивают и загружают около 50% сахарной пудры. После перемешивания в течение 2–3 мин. постепенно добавляют остальное количество сахарной пудры и оставшуюся часть жира, которую вводят в расплавленном состоянии. Продолжительность процесса – около 20 мин. Приготовление начинок поточно-механизированным способом производят в специальных агрегатах с вибросмесителем (рис. 2). Производительность агрегата – 340 кг/ч. В связи с тем что сахарная пудра трудно поддается транспортировке и механическому дозированию, предусмотрена подача в него и дозирование сахара-песка. Сахарную пудру получают на молотковой дробилке 2 непосредственно перед подачей на замес в точно отдозированном количестве (дозатор 1). Дозирование жира в частично закристаллизованном виде также представляет известные трудности, поэтому его дозируют в расплавленном виде с помощью насоса-дозатора 5, а затем охлаждают в специальном аппарате непрерывного действия 4. Этот аппарат представляет собой два цилиндра-охладителя, из которых жир выходит непрерывно в частично закристаллизованном виде и поступает в вибросмеситель 7. Рис. 2. Агрегат для приготовления жировых вафельных начинок. Охлаждение производят водой температурой 10–15 °С. Охлажденный жир имеет температуру 20–23 °С и сметанообразную консистенцию. Такой жир быстро кристаллизуется с образованием мелких кристаллов, что обеспечивает высокое качество начинки. Остальные компоненты рецептуры, такие как лимонная кислота, эссенция, измельченные вафельные возвратные отходы, а также вкусовые добавки, сухое молоко, кофе, сливочное масло, какао порошок и др., предварительно смешивают. Из них готовят массу в виде пасты, в которую вводят, кроме того, до 30% предусмотренного по рецептуре жира. Для изготовления такой пасты предварительно измельчают вафельные возвратные отходы (обрезки пластов) и смешивают с добавками (сухое молоко, какао, кофе и др.). Полученную массу тщательно измельчают на вальцовых мельницах, а затем смешивают с жиром и эмульсией, предварительно приготовленной из эссенции, лимонной кислоты и фосфатидов. Полученную массу перекачивают в расходную емкость 8, откуда она поступает в вибросмеситель 7 через дозатор 3. Готовая начинка насосом 6 подается для дальнейшего использования. Помадные начинки. Из обычной помадной массы даже с большим содержанием жира не удается получить вафли высокого качества. Это связано со сравнительно большой влажностью помадной массы (9–11%). При соприкосновении такой начинки с вафельными листами даже при непродолжительном хранении вафельные листы увлажняются, теряют хрустящие свойства, а в частично обезвоженной начинке наблюдается рост кристаллов, что ведет к отвердению начинки и значительному снижению ее вкусовых качеств. С целью снижения интенсивности перехода влаги из начинки в вафельные листы в помадную массу вводят сорбит, фосфатиды и некоторое количество жира. При этом сорбит предварительно подогревают, расплавляют и смешивают с небольшой частью помадной массы, а фосфатиды растворяют в некоторой части жира, а затем смешивают со всем предусмотренным рецептурой его количеством. Все компоненты перемешивают в месильной машине, в последнюю очередь загружают жир, смешанный с фосфатидами. Готовая начинка должна иметь температуру 40–50°С. Фруктовые начинки. Эти начинки приготовляют обычным способом, но интенсивно уваривают до содержания сухих веществ 84% или даже 85%. В ином случае влага из начинки мигрирует в вафельные листы, что приводит к потере ими одного из основных качеств вафель – хрупкости. Фруктовую начинку хорошего качества можно получить, исключая процесс уваривания. При этом способе фруктовую подварку смешивают с сахарной пудрой, инвертным сиропом и лимонной кислотой с подогревом смеси до 90 °С. Сахарную пудру вводят небольшими порциями в три-четыре приема. После охлаждения до 50 °С в полученную массу вносят предварительно измельченные возвратные отходы вафельных пластов. Содержание сухих веществ смеси должно быть около 84%. Перед прослойкой вафельных листов начинку темперируют при температуре 50°С. Приготовление начинки таким способом обеспечивает сохранение хрустящих свойств вафельных листов на более продолжительное время. Пралиновые начинки. Процесс приготовления вафельных пралиновых начинок принципиально не отличается от процесса приготовления конфетных пралиновых масс и пралиновых начинок для карамели. Прослойка вафельных листов начинкой. В основном рецептурами предусматривается соотношение вафельных листов и начинки по массе 1: 4. Вафли вырабатывают с различным сочетанием вафельных листов и слоев начинки: трехслойные, состоящие из двух вафельных листов и одного слоя начинки между ними; пятислойные с двумя слоями начинки, заключенными между тремя вафельными листами; девятислойные (пять вафельных листов, между которыми расположены четыре слоя начинки). Трехслойные вафли (с одним слоем начинки), у которых вафельные листы находятся только снаружи, вырабатывают преимущественно с влагосодержащими начинками типа помадных и фруктовых. Вафли с большим количеством слоев и с влагосодержащими начинками не производят в связи с тем, что хрустящие свойства внутреннего вафельного листа при контакте с помадными и фруктовыми начинками не сохраняются. Вафли с пятью и большим количеством слоев вырабатывают с жировой и пралиновой начинками. Наибольшее количество вафель производят пятислойными с одним внутренним вафельным листом. Толщина слоя начинки зависит от многослойности пласта и составляет 1–4 мм. Прослойку вафельных листов осуществляют на специальных машинах. Схема такой машины для получения пятислойных вафельных пластов представлена на рис. 3. Вафельные листы вручную укладывают на транспортер 5 длинной стороной поперек транспортера, с которого они попадают под первый валковый намазывающий механизм 4. Здесь начинка из воронки 3 при помощи валкового механизма 4, состоящего из трех валков, ровным слоем наносится на поверхность вафельного листа. Рис. 3. Схема машины для нанесения начинки на вафельные листы. Вафельный лист с начинкой покрывают вторым вафельным листом. Пласт, состоящий из двух вафельных листов, прослоенных начинкой, поступает под второй намазывающий механизм 2 и покрывается вторым слоем начинки. Пласт, состоящий из двух вафельных листов и двух слоев начинки, покрывается третьим (верхним вафельным листом). Подготовленный таким образом пласт проходит под ленточным уплотнителем 1 и поступает на охлаждение. Этот уплотнитель представляет собой ленточный транспортер, расположенный над обрабатываемым пластом, прижимающий верхний вафельный лист и таким образом уплотняющий весь пласт. Линейная скорость движения ленты уплотнительного транспортера соответствует скорости движения ленты подающего транспортера. Для прослойки вафельных пластов используют машины и других конструкций: с одной намазывающей головкой или без валков, дозирование и прослойка начинкой в которой осуществляется намазывающей кареткой. Намазанные пласты вафель с начинкой охлаждают в холодильных шкафах непрерывного действия при температуре около 4 °С. При этом в пластах с жировой и пралиновой начинками происходит окончательная кристаллизация жира. Продолжительность охлаждения при скорости охлаждающего воздуха около 6 м/с составляет 4–5 мин. При повышении температуры в шкафу до 12 °С и снижении скорости воздуха до 1 м/с необходимое время охлаждения увеличивается до 15 мин. Для охлаждения вафель с помадной и фруктовой начинками требуется большая продолжительность. Слишком интенсивное охлаждение может привести к переохлаждению, когда вафельные листы начинают отставать от слоя начинки. Охлажденные вафельные пласты подвергают резке. Для этой цели используют машины, у которых рабочим режущим органом являются стальные струны или циркулярные пилы. Вафельные пласты режутся в два приема: сначала в одном направлении, а затем в перпендикулярном направлении на отдельные дольки. При резке вафельных пластов образуется 10–15% обрезков, которые после измельчения вводят в соответствующие виды начинок. Некоторые сорта вафель полностью или частично глазируют шоколадом. Вафли укладывают в ящики рядами на ребро или плашмя или фасуют в пачки или коробки. Фигурные вафли (орешки, ракушки и т. п.) упаковывают насыпью. Вафли хранят в хорошо проветриваемых, сухих, чистых складах при температуре не выше 18 °С и относительной влажности воздуха 65–70%.